Trochoidal Milling and Neural Networks Simulation of Magnesium Alloys



Abstract
:1. Introduction—State-Of-The-Art
1.1. The Cutting Force Components
1.2. Vibrations (Displacement and Acceleration)
1.3. Trochoidal Milling of Light Alloys
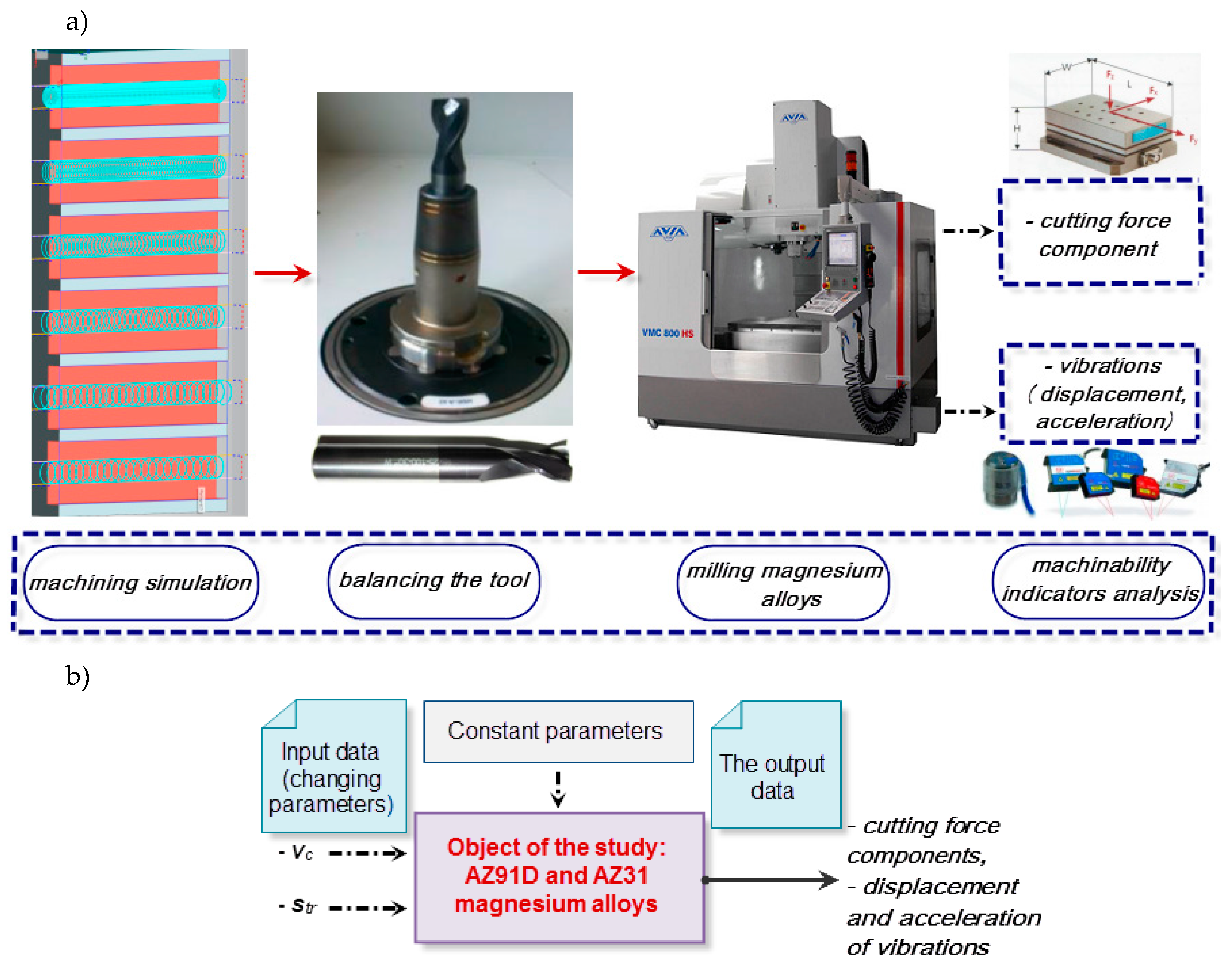
2. Materials and Methods
3. Results and Discussion
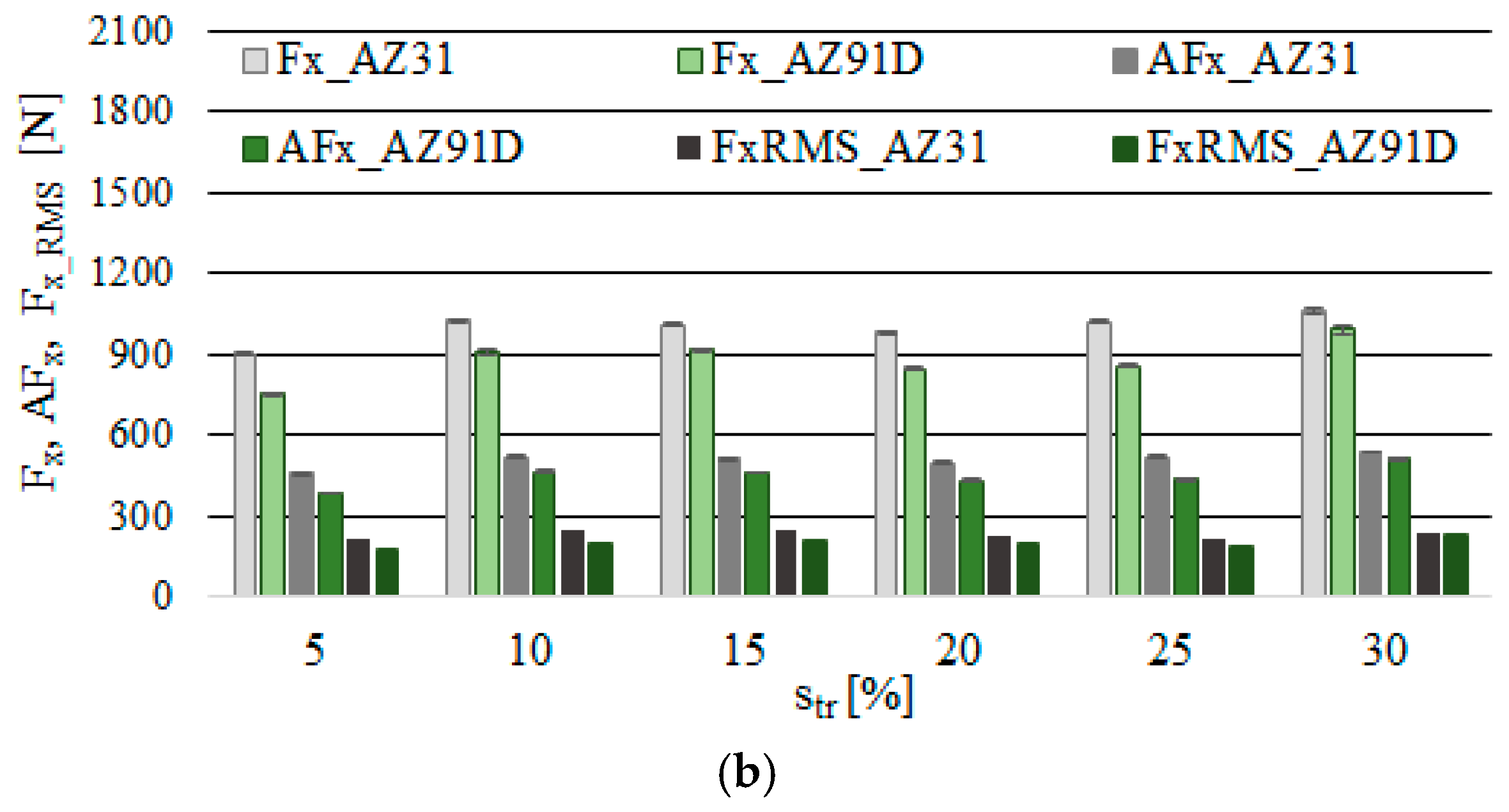
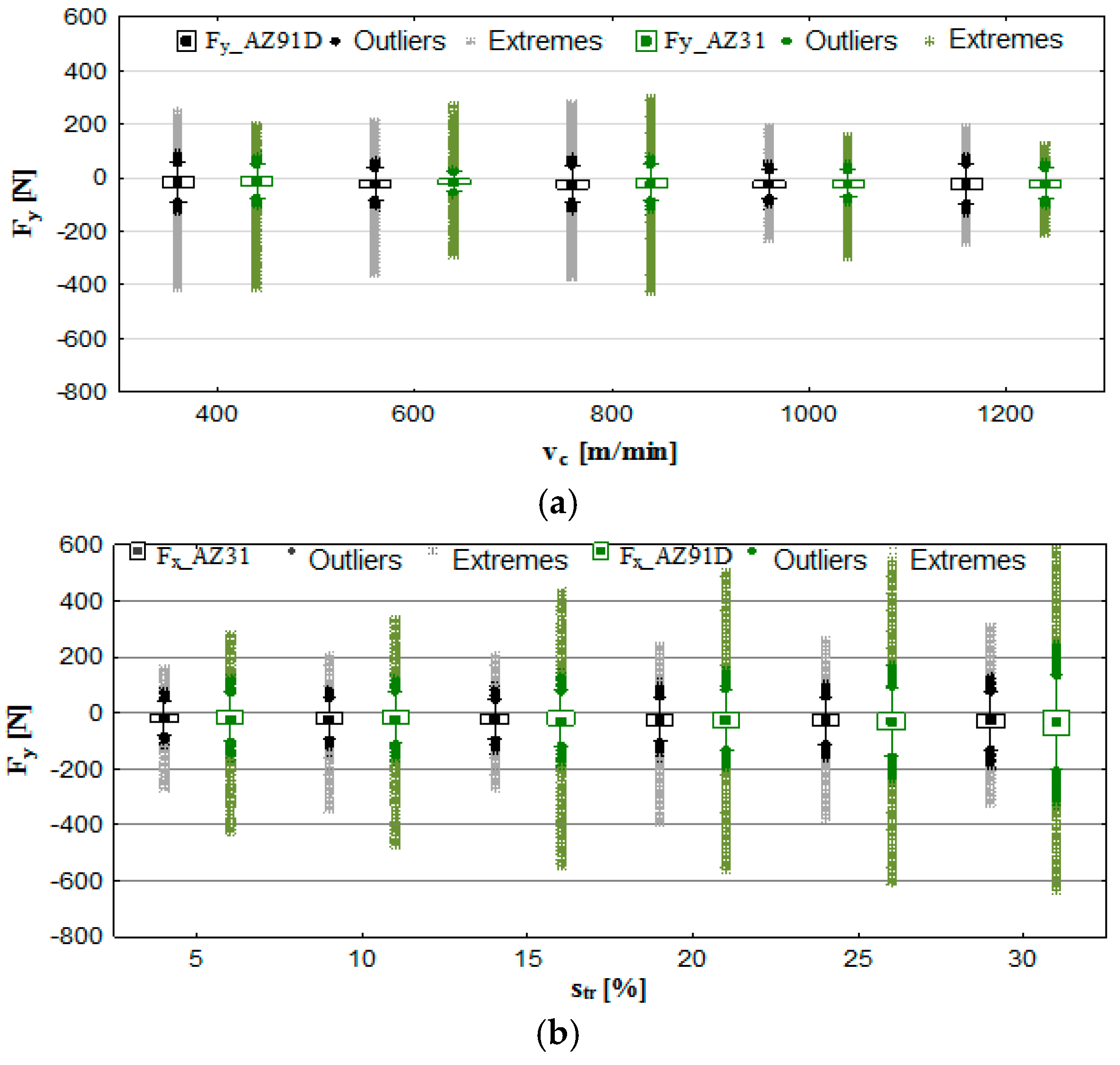
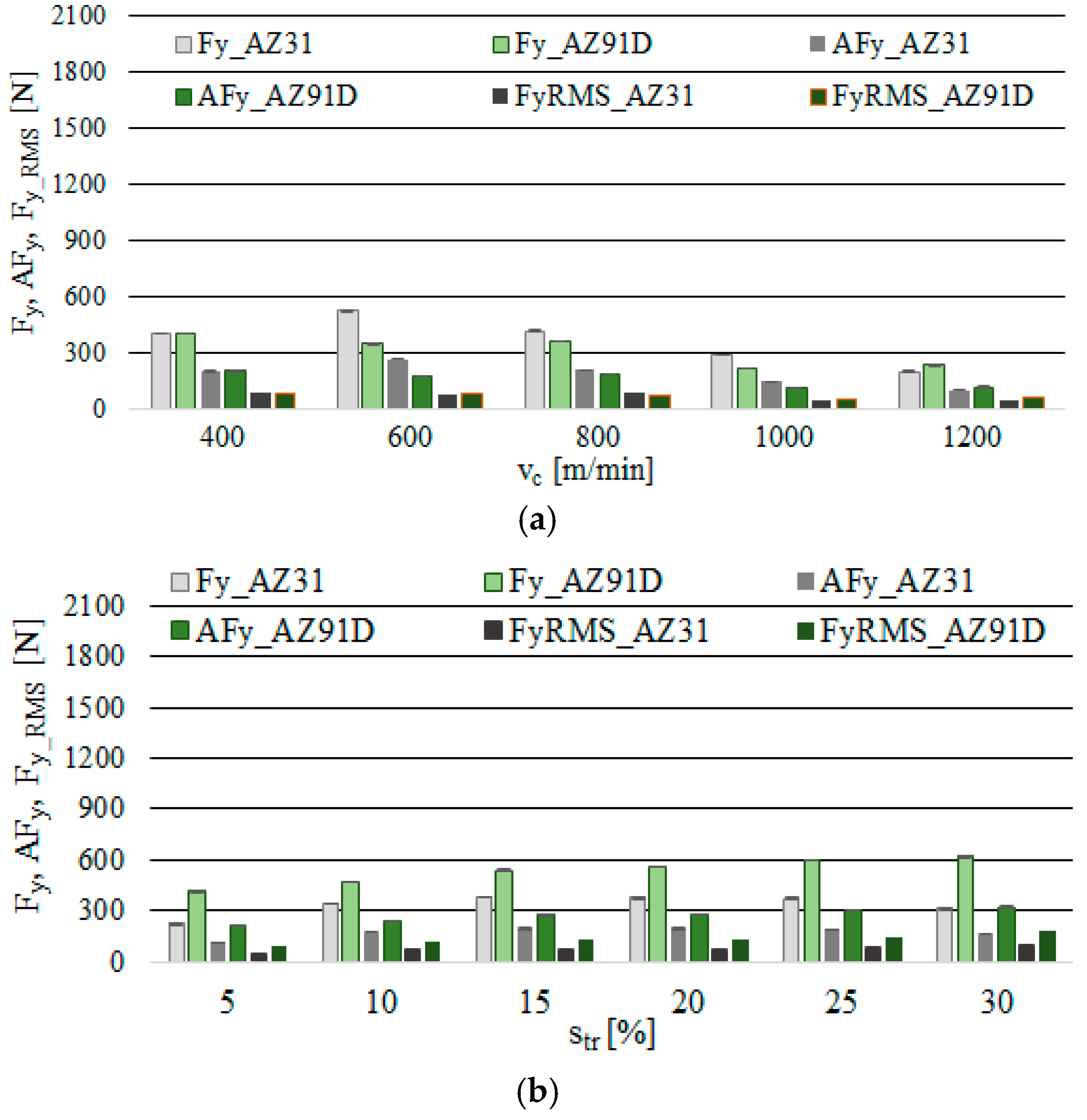
3.1. The Cutting Force Components
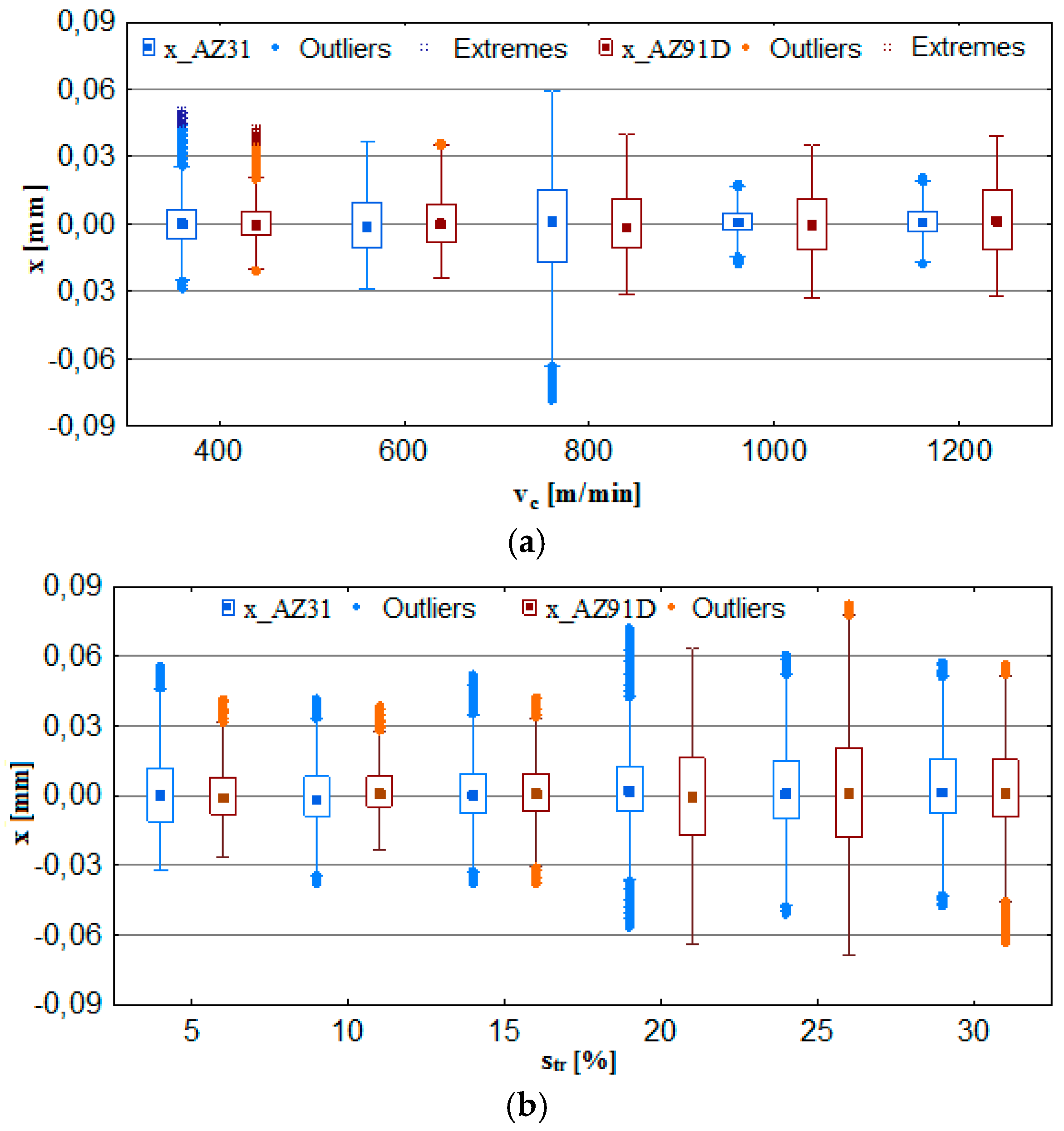
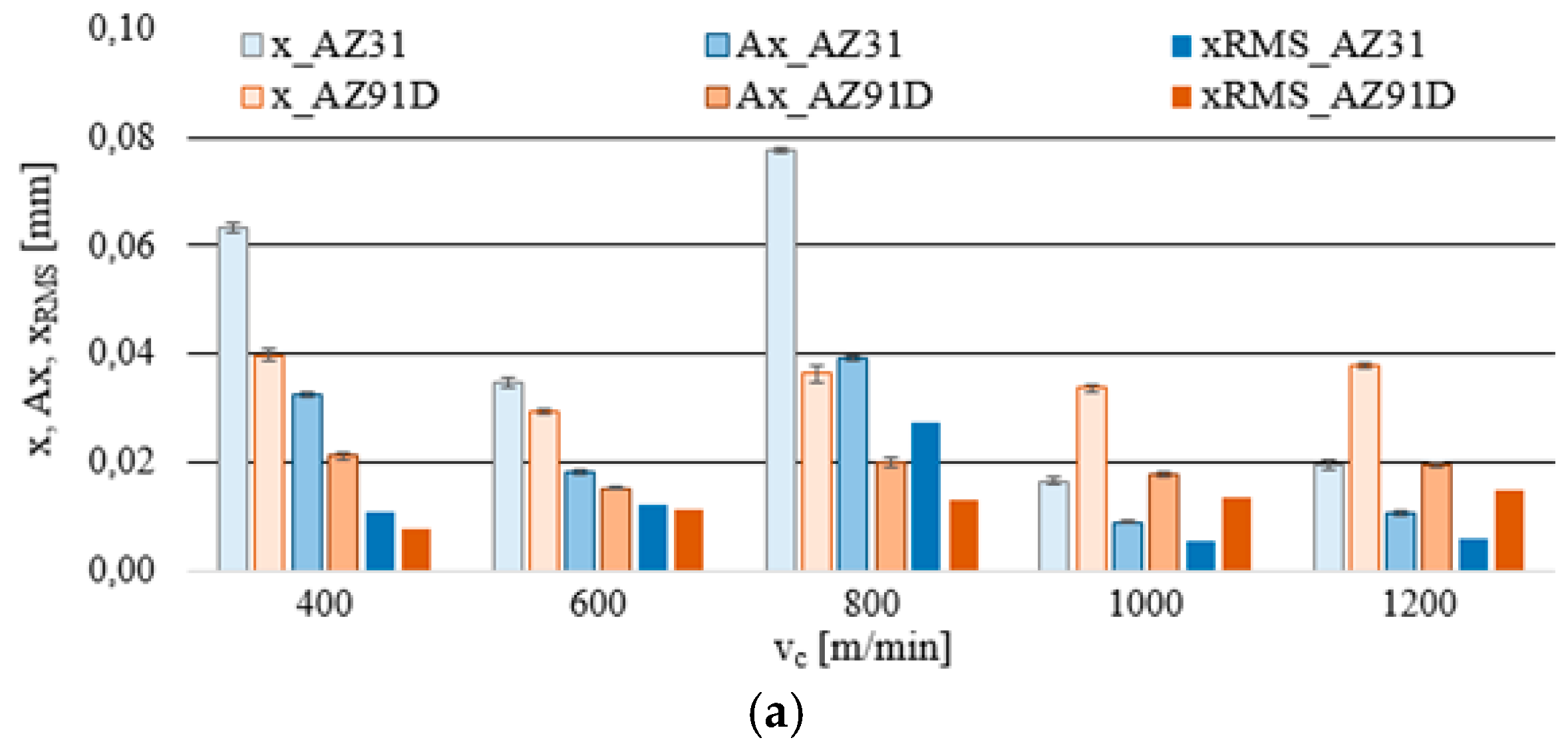
3.2. Vibrations (Displacement)
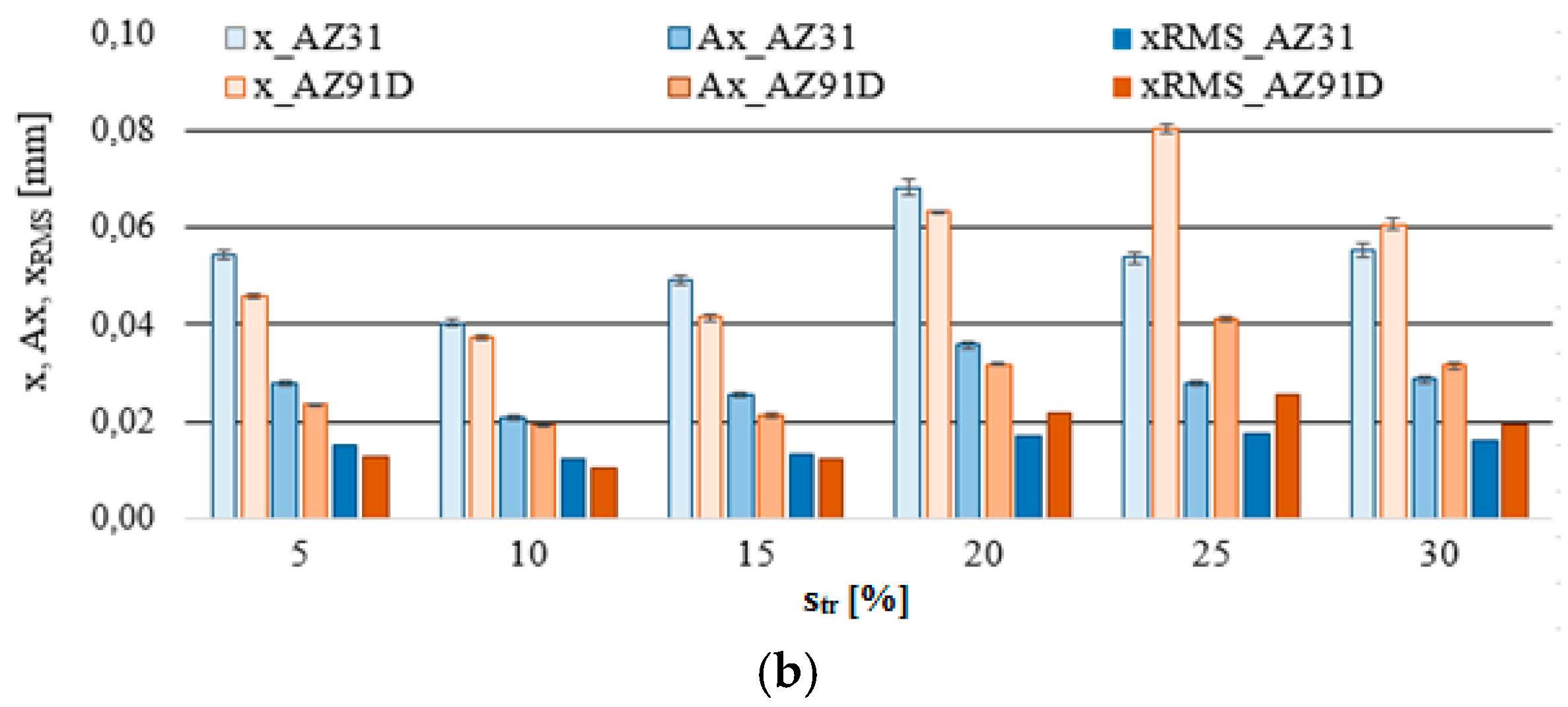
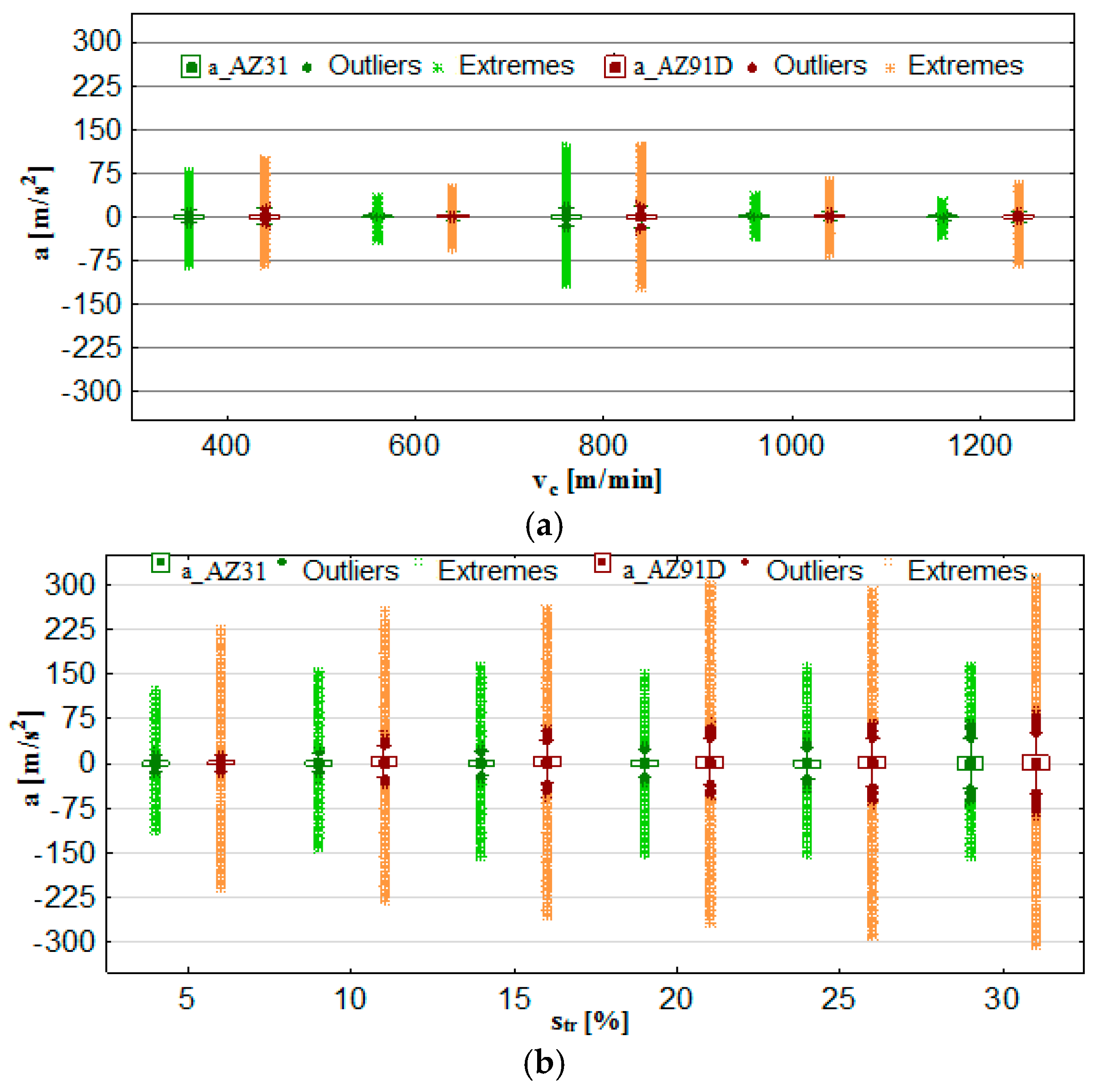
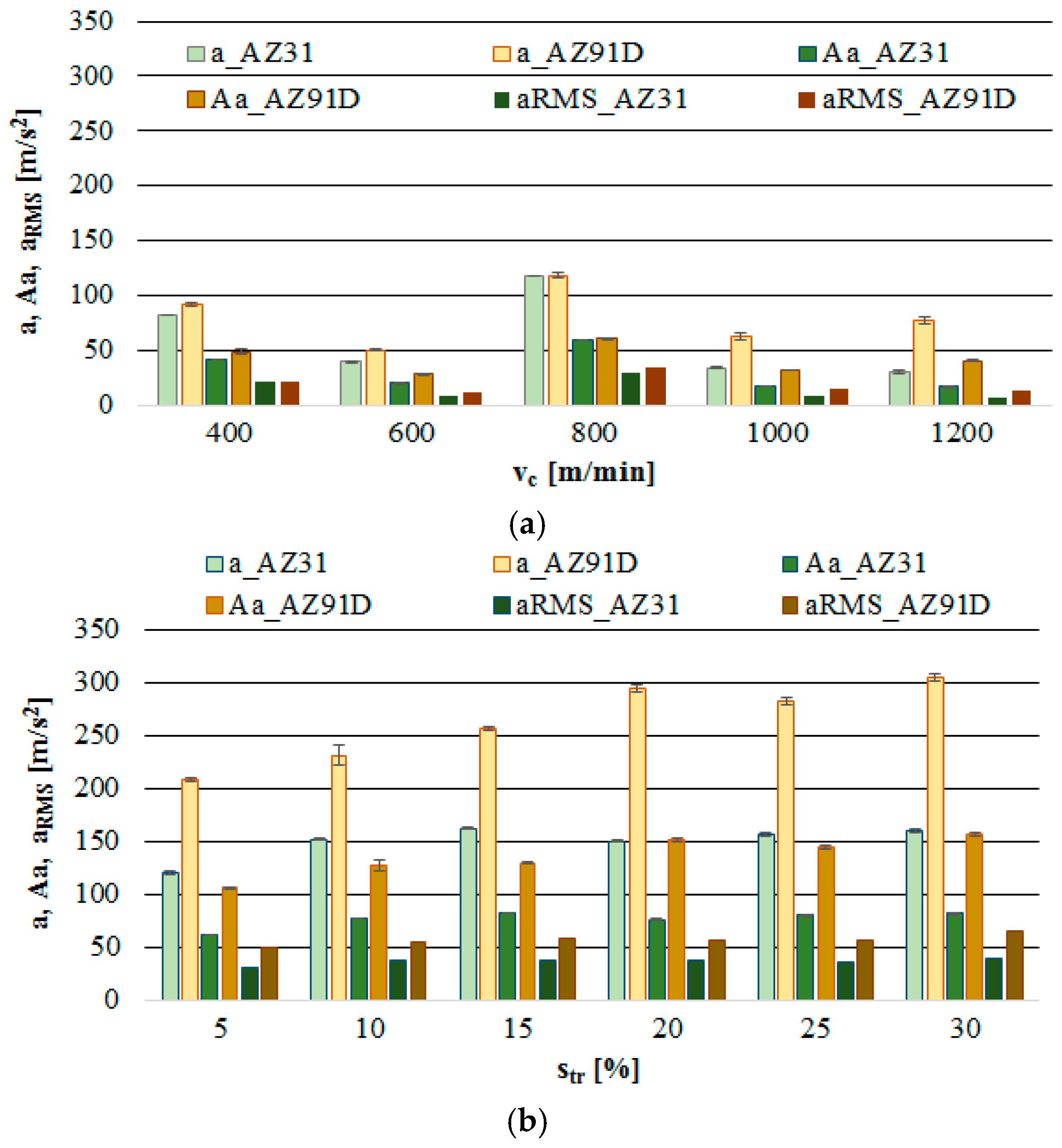
3.3. Vibrations (Acceleration)
3.4. 3D Surface Roughness
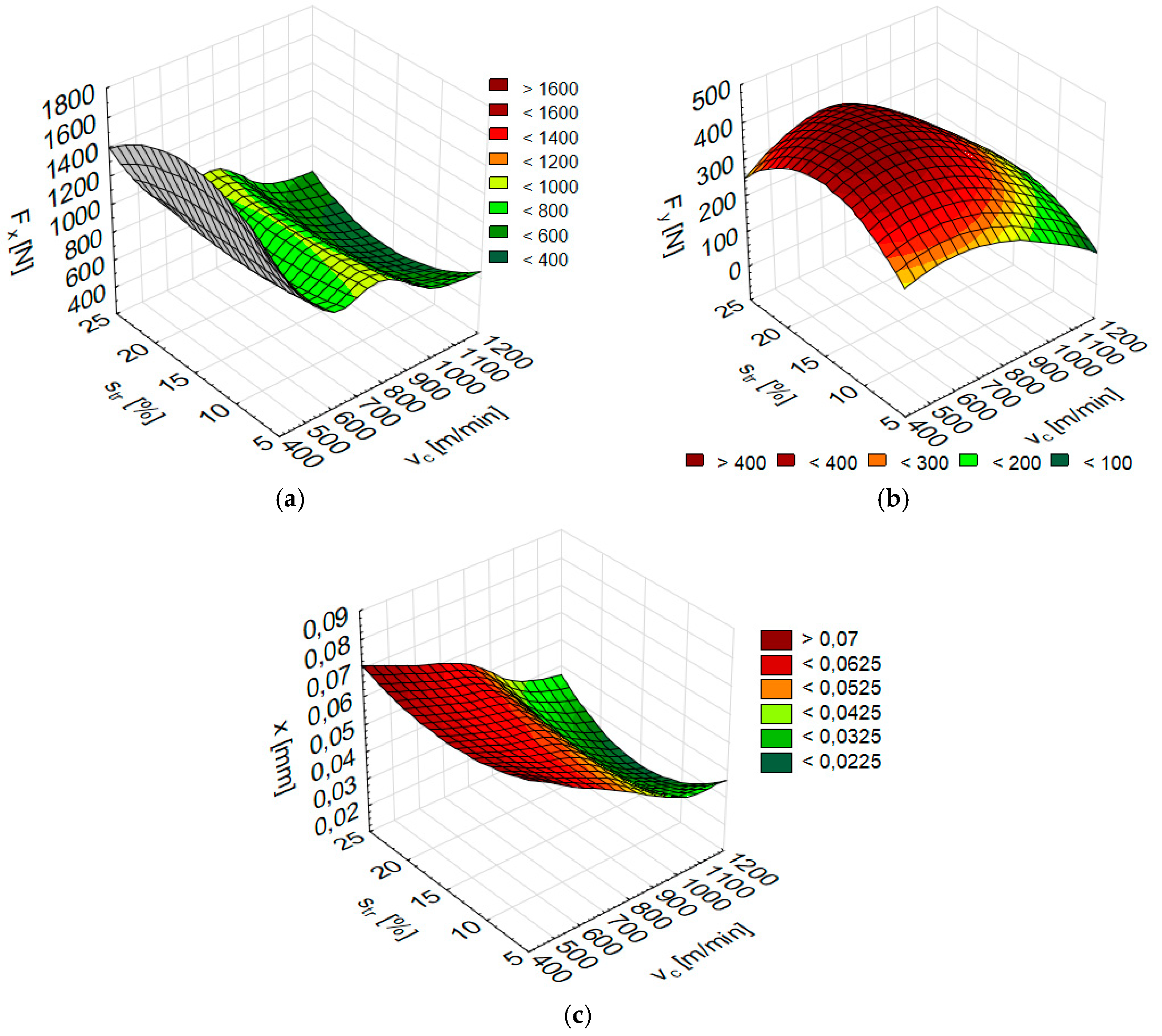
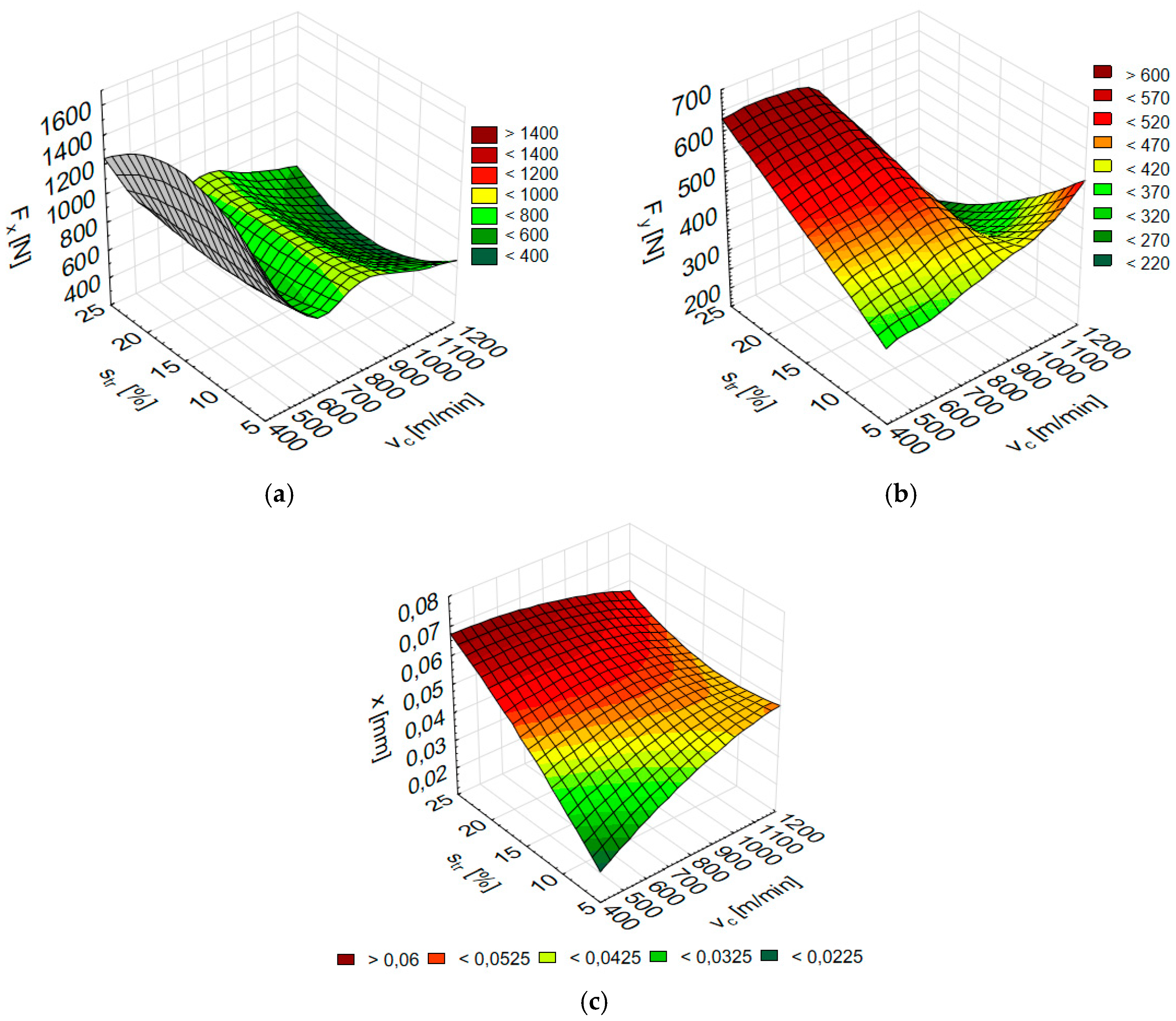
3.5. Numerical Modelling of the Cutting Force Components and Vibrations with Artificial Neural Networks
4. Conclusions
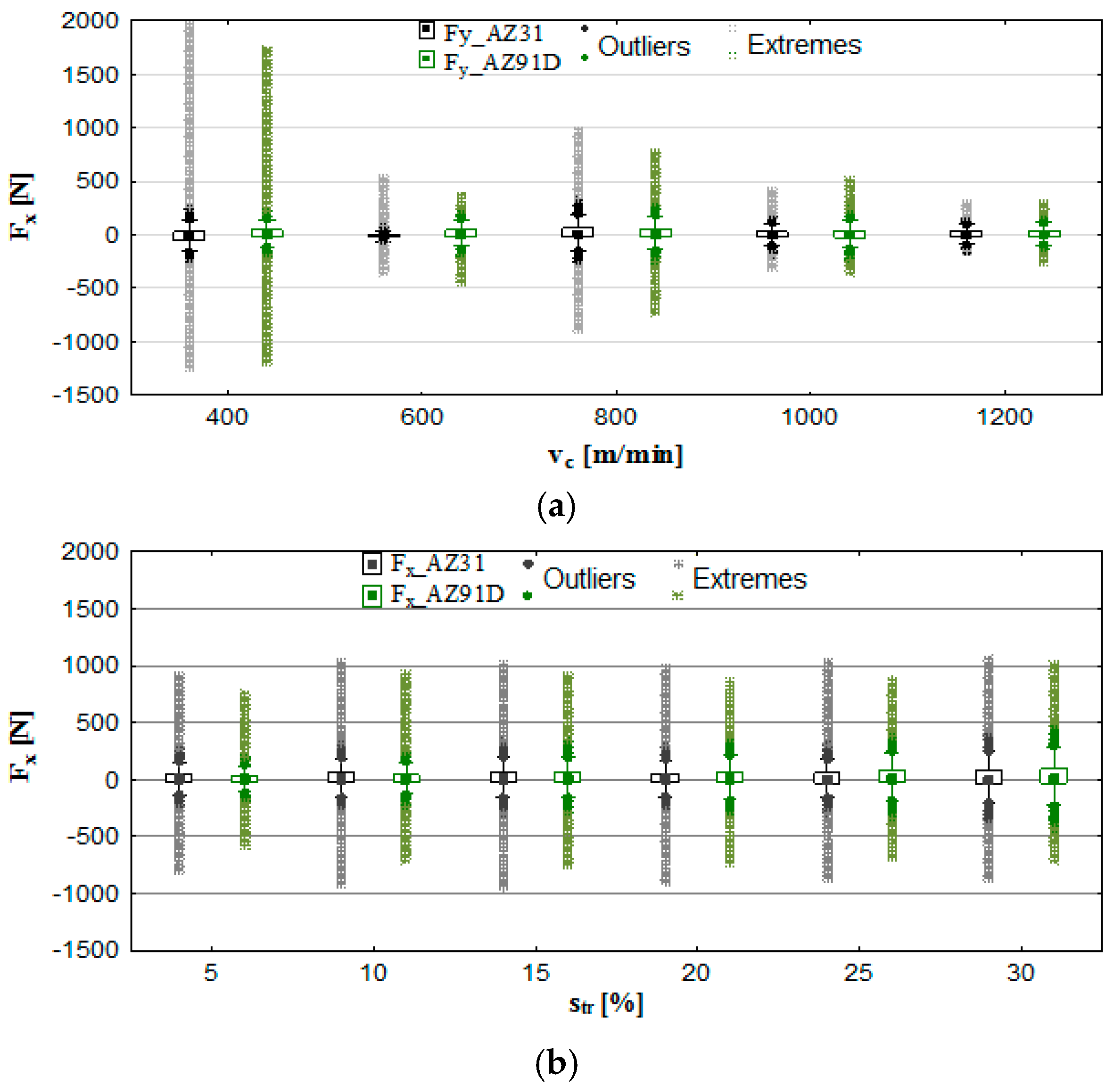
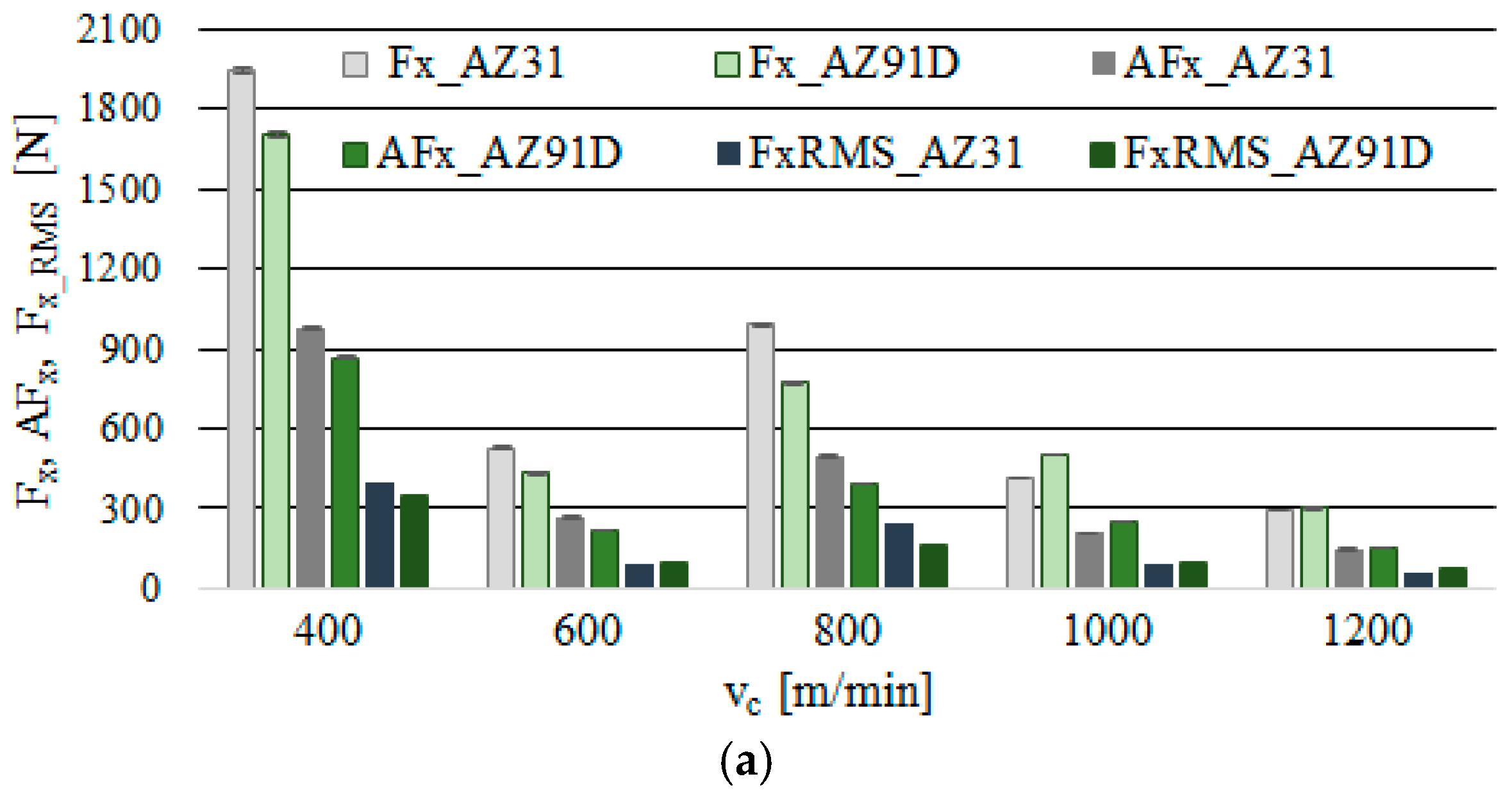
- Modification of either of the tested machining parameters, vc or str affects the values of the cutting force components: Fx is shown to increase when vc = 1200 m/min—Fx ≈ 300 N (in both tested magnesium alloys) and str = 30%—Fx ≈ 1000 N (in both tested magnesium alloys), compared with Fy for vc = 1200 m/min—Fy ≈ 200 N (for AZ31) and Fy ≈ 235 N (for AZ91D), while for str = 30%—Fy ≈ 313 N (for AZ31) and Fy ≈ 620 N (for AZ91D).
- More stable and, therefore, effective machining, as well as lower values of the cutting forces and vibrations were obtained for the range of cutting speeds vc = 1200 m/min.
- The character of vibrations is relative to milling parameters; stable machining conditions may be obtained by increasing the cutting speed and reducing trochoidal step.
- Dry milling of magnesium alloys can be performed in a wide range of technological parameters of machining. With the increase in vc, the values of the analysed machinability indicators decrease, which is an indirect confirmation that dry milling of magnesium alloys is a safe process.
- Comparing both grades of AZ31/AZ91D magnesium alloys, it was found that
- -
- in general, higher values of the cutting force components prevail in AZ31 alloy milling,
- -
- vibration displacement x analysis shows that milling performed at lower parameters (vc and str), i.e., up to 800 m/min and 20% trochoidal step, results in higher values of x in AZ31 alloy, whereas at higher cutting parameters ranges vc > 800 m/min and str > 20%—higher displacement values were recorded in AZ91D; this is potentially due to the differences in the character of the decohesion mechanism typical of the analysed workpiece material (brittle elastic or elastic–plastic) at higher vc and str,
- -
- from analysis of vibration acceleration a, it can be seen that vibration acceleration is higher in milling of AZ91D
- -
- and there are no clear differences in the 3D roughness of the magnesium alloys surface AZ91D and AZ31.
- In both tested magnesium alloys, the limit cutting speed vc = 800 m/min; this limit marks the point exceeding which results in the decrease in the values of the analysed machinability parameters (the cutting force components and vibration).
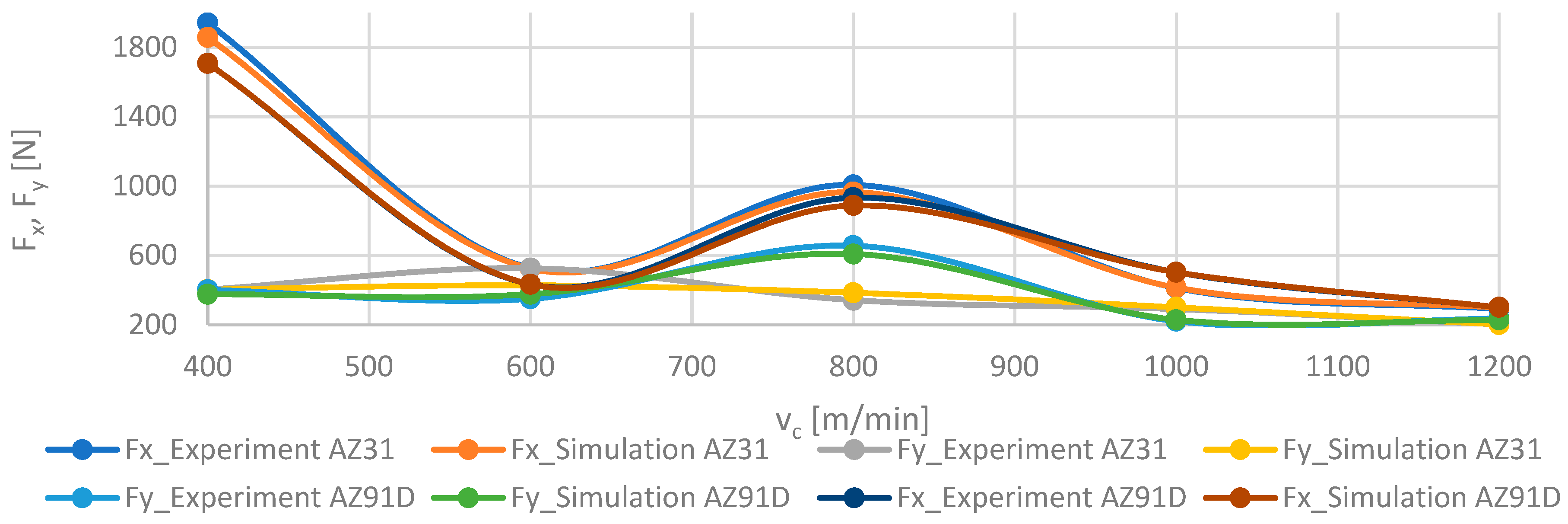
- With regard to the simulation results of the cutting forces and their correlation with actual cutting data, the analysis confirms that no discrepancies between the modelled and experimental data exceeded 15%, which is within the permissible level of error.
- The simulation by means of artificial neural networks shows sufficient capacity and accuracy to initially determine such machining parameters as the components of the cutting force and the displacement of vibrations.
- The relationships between nonlinear dependences between machining parameters and the values of the cutting force components or vibrations displacement x, represented in the neural structure of networks, enable investigating the process without the need for laborious, time-consuming and often cost-intensive machining tests.
- By means of simulation, it is possible to model processes with a nonlinear course, under conditions of incomplete information about the process itself. The simulation results may be utilised in designing a tool for modelling phenomena occurring during machining, which will aid the technologist in the decision process providing them with machining parameters that ensure maintaining the stability of the process.
- ANNs “transfer” discrete data (input data derived from tests) to continuous data (simulation data builds response surface diagrams).
- A 50% drop in the value of 3D roughness parameters is observed at vc = 1200 m/min, compared to the change as a result of modification of trochoidal step str = 30%. The results from the tests prove that it is the cutting speed that should be increased in order to boost the efficiency and effectiveness of milling magnesium alloys.
Author Contributions
Funding
Conflicts of Interest
References
- Fang, F.Z.; Lee, L.C.; Liu, X.D. Mean Flank Temperature Measurement in High Speed Dry Cutting. J. Mater. Process. Technol. 2005, 167, 119–123. [Google Scholar] [CrossRef]
- Danis, I.; Monies, F.; Lagarrigue, P.; Wojtowicz, N. Cutting forces and their modelling in plunge milling of magnesium-rare earth alloys. Int. J. Adv. Manuf. Technol. 2016, 84, 1801–1820. [Google Scholar] [CrossRef]
- Monies, F.; Danis, I.; Lagarrigue, P.; Gilles, P.; Rubio, W. Balancing of the transversal cutting force for pocket milling cutters: Application for roughing a magnesium-rare earth alloy. Int. J. Adv. Manuf. Technol. 2016, 89, 45–64. [Google Scholar] [CrossRef]
- Saptaji, K.; Gebremariam, M.A.; Azhari, M.A.B. Machining of biocompatible materials: A review. Int. J. Adv. Manuf. Technol. 2018, 97, 2255–2292. [Google Scholar] [CrossRef]
- Józwik, J.; Mika, D.; Dziedzic, K. Vibration of thin walls during cutting process of 7075 T651 aluminium alloy. Manuf. Technol. 2016, 16, 113–120. [Google Scholar]
- Oczoś, K.E.; Kawalec, A. Light Metals Forming; Wydawnictwo Naukowe PWN: Warszawa, Poland, 2012. (In Polish) [Google Scholar]
- Zagórski, I.; Kuczmaszewski, J. The study of cutting forces and their amplitudes during high-speed dry milling magnesium alloys. Adv. Sci. Technol. Res. J. 2013, 7, 61–66. [Google Scholar] [CrossRef]
- Kuczmaszewski, J.; Pieśko, P. Wear of milling cutters resulting from high silicon aluminium alloy cast AlSi21CuNi machining. Maint. Reliab. 2014, 16, 37–41. [Google Scholar]
- Monies, F.; Danis, I.; Bes, C.; Cafieri, S.; Mongeau, M. A new machining strategy for roughing deep pockets of magnesium-rare earth alloys. Int. J. Adv. Manuf. Technol. 2017, 92, 3883–3901. [Google Scholar] [CrossRef]
- Kuczmaszewski, J.; Login, W.; Piesko, P.; Zawada-Michalowska, M. Assessment of the accuracy of high-speed machining of thin-walled EN AW-2024 aluminium alloy elements using carbide milling cutter and with PCD blades. In Advances in Manufacturing, Lecture Notes in Mechanical Engineering; Springer: Cham, Germany, 2018; pp. 671–680. [Google Scholar]
- Kuczmaszewski, J.; Zagórski, I.; Zgórniak, P. Thermographic study of chip temperature in high-speed dry milling magnesium alloys. Manag. Prod. Eng. Rev. 2016, 7, 86–92. [Google Scholar] [CrossRef]
- Zgórniak, P.; Grdulska, A. Investigation of temperature distribution during milling process of AZ91HP magnesium alloys. Mech. Mech. Eng. 2012, 16, 33–40. [Google Scholar]
- Zgórniak, P.; Stachurski, W.; Ostrowski, D. Application of thermographic measurements for the determination of the impact of selected cutting parameters on the temperature in the workpiece during milling process. Strojniški Vestn. J. Mech. Eng. 2016, 62, 657–664. [Google Scholar] [CrossRef]
- Zagórski, I.; Kuczmaszewski, J. Temperature measurements in the cutting zone, mass, chip fragmentation and analysis of chip metallography images during AZ31 and AZ91HP magnesium alloy milling. Aircr. Eng. Aerosp. Technol. 2018, 90, 496–505. [Google Scholar] [CrossRef]
- Zagórski, I.; Kulisz, M.; Semeniuk, A. Artificial neural network modelling of cutting force components in milling. ITM Web Conf. 2017, 15, 02001. [Google Scholar] [CrossRef]
- Shi, K.; Ren, J.; Zhang, D.; Zhai, Z.; Huang, X. Tool wear behaviors and its effect on machinability in dry high-speed milling of magnesium alloy. Int. J. Adv. Manuf. Technol. 2017, 90, 3265–3273. [Google Scholar] [CrossRef]
- Sivam, S.P.; Bhat, M.D.; Natarajan, S.; Chauhan, N. Analysis of residual stresses, thermal stresses, cutting forces and other output responses of face milling operation on ZE41 Magnesium alloy. Int. J. Mod. Manuf. Technol. 2018, 10, 92–101. [Google Scholar]
- Fu, Z.T.; Yang, W.Y.; Wang, X.L.; Leopold, J. Analytical Modelling of Milling Forces for Helical End Milling Based on a Predictive Machining Theory. Procedia CIRP 2015, 31, 258–263. [Google Scholar] [CrossRef]
- Salguero, J.; Batista, M.; Calamaz, M.; Girot, F.; Marcos, M. Cutting Forces Parametric Model for the Dry High Speed Contour Milling of Aerospace Aluminium Alloys. Procedia Eng. 2013, 63, 735–742. [Google Scholar] [CrossRef] [Green Version]
- Shi, K.; Zhang, D.; Ren, J.; Yao, C.; Huang, X. Effect of cutting parameters on machinability characteristics in milling of magnesium alloy with carbide tool. Adv. Mech. Eng. 2016, 8, 1–9. [Google Scholar] [CrossRef]
- Weremczuk, A.; Rusinek, R.; Warminski, J. Bifurcation and stability analysis of a nonlinear milling process. AIP Conf. Proc. 2018, 1922, 100008. [Google Scholar] [CrossRef]
- Beranoagirre, A.; Urbikain, G.; Marticorena, R.; Bustillo, A.; Lopez de Lacalle, L.N. Sensitivity Analysis of ToolWear in Drilling of Titanium Aluminides. Metals 2019, 9, 297. [Google Scholar] [CrossRef]
- Lipski, J.; Zaleski, K. Optimisation of milling parameters using neural network. ITM Web Conf. 2017, 15, 01005. [Google Scholar] [CrossRef] [Green Version]
- Kilickap, E.; Yardimeden, A.; Celik, Y.H. Mathematical Modelling and Optimization of Cutting Force, Tool Wear and Surface Roughness by Using Artificial Neural Network and Response Surface Methodology in Milling of Ti-6242S. Appl. Sci. Basel 2017, 7, 1064. [Google Scholar] [CrossRef]
- Kazemi, P.; Khalid, M.H.; Szlek, J.; Mirtic, A.; Reynolds, G.K.; Jachowicz, R.; Mendyk, A. Computational intelligence modeling of granule size distribution for oscillating milling. Powder Technol. 2016, 301, 1252–1258. [Google Scholar] [CrossRef]
- Wu, B.H.; Yan, X.; Luo, M.; Gao, G. Cutting force prediction for circular end milling process. Chin. J. Aeronaut. 2013, 26, 1057–1063. [Google Scholar] [CrossRef] [Green Version]
- Weremczuk, A.; Rudzik, M.; Rusinek, R.; Warmiński, J. The concept of active elimination of vibrations in milling process. Procedia CIRP 2015, 31, 82–87. [Google Scholar] [CrossRef]
- Seguy, S.; Insperger, T.; Arnaud, L.; Desseiu, G.; Peigne, G. On the stability of high-speed milling with spindle speed variation. Int. J. Adv. Manuf. Technol. 2010, 48, 883–895. [Google Scholar] [CrossRef]
- Rusinek, R. Stability criterion for aluminium alloy milling expressed by recurrence plot measures. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 1976–1985. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, W.-H.; Ma, Y.-C.; Wan, M. Chatter prediction for the peripheral milling of thin-walled workpieces with curved surfaces. Int. J. Mach. Tools Manuf. 2016, 109, 36–48. [Google Scholar] [CrossRef]
- Wu, S.; Li, R.; Liu, X.; Yang, L.; Zhu, M. Experimental study of thin wall milling chatter stability nonlinear criterion. Procedia CIRP 2016, 56, 422–427. [Google Scholar] [CrossRef]
- Comak, A.; Budak, E. Modeling dynamics and stability of variable pitch and helix milling tools for development of a design method to maximize chatter stability. Precis. Eng. 2017, 47, 459–468. [Google Scholar] [CrossRef]
- Eynian, M. Vibration frequencies instable and unstable milling. Int. J. Mach. Tools Manuf. 2015, 90, 44–49. [Google Scholar] [CrossRef]
- Quintana, G.; Ciurana, J. Chatter in machining processes: A review. Int. J. Mach. Tools Manuf. 2011, 51, 363–376. [Google Scholar] [CrossRef]
- Rusinek, R.; Zaleski, K. Dynamics of thin-walled element milling expressed by recurrence analysis. Meccanica 2015, 51, 1275–1286. [Google Scholar] [CrossRef] [Green Version]
- Asad, M.; Mabrouki, T.; Rigal, J.-F. Finite-element-based hybrid dynamic cutting model for aluminium alloy milling. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2010, 224, 1–13. [Google Scholar] [CrossRef]
- Yusoff, A.R. Identifying bifurcation behavior during machining process for an irregular milling tool geometry. Measurement 2016, 93, 57–66. [Google Scholar] [CrossRef] [Green Version]
- Friedrich, J.; Hinze, C.; Renner, A.; Verl, A.; Lechler, A. Estimation of stability lobe diagrams in milling with continuous learning algorithms. Robot. Comput. Integr. Manuf. 2017, 43, 124–134. [Google Scholar] [CrossRef]
- Olvera, D.; Urbikain, G.; Elías-Zuñiga, A.; Lopez de Lacalle, L.N. Improving Stability Prediction in Peripheral Milling of Al7075T6. Appl. Sci. 2018, 8, 1316. [Google Scholar] [CrossRef]
- Munoa, J.; Beudaert, X.; Dombovari, Z.; Altintas, Y.; Budak, E.; Brecher, C.; Stepan, G. Chatter suppresion techniques in metal cutting. CIRP J. Manuf. Sci. Technol. 2016, 65, 785–808. [Google Scholar] [CrossRef]
- Hsiao, T.C.; Huang, S.C. The Effect of Cutting Process Parameters on the Stability in Milling. Adv. Mater. Res. 2014, 887–888, 1200–1204. [Google Scholar] [CrossRef]
- Le Lan, J.V.; Marty, A.; Debongnie, J.F. Providing stability maps for milling operations. Int. J. Mach. Tools Manuf. 2007, 47, 1493–1496. [Google Scholar] [CrossRef]
- Campa, F.J.; Lopez de Lacalle, L.N.; Celaya, A. Chatter avoidance in the milling of thin floors with bull-nose end mills: Model and stability diagrams. Int. J. Mach. Tools Manuf. 2011, 51, 43–53. [Google Scholar] [CrossRef] [Green Version]
- Madoliat, R.; Hayati, S.; Ghalebahman, A.G. Modeling and Analysis of Frictional Damper Effect on Chatter Suppression in a Slender Endmill Tool. J. Adv. Mech. Des. Syst. Manuf. 2011, 5, 115–128. [Google Scholar] [CrossRef] [Green Version]
- Burek, J.; Babiarz, R.; Słutkowicz, P.; Sałata, M. Diagnostics of high performance milling of aluminum alloys. Mechanik 2016, 11, 1652–1653. [Google Scholar] [CrossRef]
- Zagórski, I.; Kulisz, M.; Semeniuk, A.; Malec, A. Artificial neural network modelling of vibration in the milling of AZ91D alloy. Adv. Sci. Technol. Res. J. 2017, 11, 261–269. [Google Scholar] [CrossRef]
- Lopez de Lacalle, L.N.; Lamikiz, A.; Muñoa, J.; Sánchez, J.A. The CAM as the centre of gravity of the five-axis high speed milling of complex parts. Int. J. Prod. Res. 2005, 43, 1983–1999. [Google Scholar] [CrossRef]
- Santhakumar, J.; Iqbal, M.U. Parametric Optimization of Trochoidal Step on Surface Roughness and Dish Angle in End Milling of AISID3 Steel Using Precise Measurements. Materials 2019, 12, 1335. [Google Scholar] [CrossRef]
- Celaya, A.; Bo, P.; González, H.; Bartoň, M.; Lopez de Lacalle, L.N. Highly accurate 5-axis flank CNC machining with conical tools. Int. J. Adv. Manuf. Technol. 2018, 97, 1605–1615. [Google Scholar] [CrossRef] [Green Version]
- Pleta, A.; Niaki, F.A.; Mears, L. Investigation of chip thickness and force modelling of trochoidal milling. Procedia Manuf. 2017, 10, 612–621. [Google Scholar] [CrossRef]
- Pleta, A.; Niaki, F.A.; Mears, L. A comparative study on the cutting force coefficient identification between trochoidal and slot milling. Procedia Manuf. 2018, 26, 570–579. [Google Scholar] [CrossRef]
- Otkur, M.; Lazoglu, I. Trochoidal milling. Int. J. Mach. Tools Manuf. 2007, 47, 1324–1332. [Google Scholar] [CrossRef]
- Rauch, M.; Duc, E.; Hascoet, J.Y. Improving trochoidal tool paths generation and implementation using process constraints modelling. Int. J. Mach. Tools Manuf. 2009, 49, 375–383. [Google Scholar] [CrossRef]
- Gao, Y.; Ko, J.H.; Lee, H.P. 3D Eulerian Finite Element Modelling of End Milling. Procedia CIRP 2018, 77, 159–162. [Google Scholar] [CrossRef]
- Kistler Eastern Europe s.r.o. Available online: https://www.kistler.com/ (accessed on 11 June 2019).


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | Al | Zn | Mn | Si | Cu | Fe | Ni | Be | Mg |
|---|---|---|---|---|---|---|---|---|---|
| AZ91D | 8.91 | 0.66 | 0.22 | 0.016 | 0.002 | 0.002 | 0.001 | 0.001 | rest/other |
| AZ31 | 2.9 | 0.81 | 0.25 | 0.01 | - | 0.003 | 0.0004 | - | rest/other |
| 9257B/5017B* | Measuring Range [kN] | Sensitivity [pC/N] | Operating Temp. Range [°C] | Measuring Range* [pC] | Linearity* [%] | Sampling Rate* [kHz] |
|---|---|---|---|---|---|---|
| Value | ±5 | ≈–7.5 | 0–70 | ±10–999 000 | ≤±0.05 | 10 |
| vc/str | Selected Isometric Images of 3D Surface Roughness | |
|---|---|---|
| AZ31 | AZ91D | |
| vc 400 m/min |  |  |
| Sa = 2.43 µm, Sz = 19.0 µm | Sa = 2.76 µm, Sz = 17.4 µm | |
| vc 1200 m/min |  |  |
| Sa = 1.14µm, Sz = 9.58µm | Sa = 0.98 µm, Sz = 9.18 µm | |
| str 5% |  |  |
| Sa = 1.82 µm, Sz = 10.6 µm | Sa = 1.58 µm, Sz = 14.7 µm | |
| str 30% |  |  |
| Sa = 2.17µm, Sz = 16.5µm | Sa = 1.89 µm, Sz = 16.1µm | |
| Network No. | Network Name | Quality (Training, %) | Quality (Validation, %) | Error (Training) | Error (Validation) | Activation (Hidden) | Activation (Output) |
|---|---|---|---|---|---|---|---|
| Cutting force component Fx | |||||||
| 1 | RBF 2-2-1 | 92.54 | 86.32 | 403.45 | 573.96 | Gaussian | Linear |
| 2 | RBF 2-5-1 | 96.88 | 95.23 | 158.67 | 202.54 | Exponential | Sinusoidal |
| Cutting force component Fy | |||||||
| 3 | MLP 2-10-1 | 87.34 | 82.74 | 404.32 | 562.43 | Linear | Tanh |
| 4 | RBF 2-6-1 | 99.89 | 89.45 | 25.16 | 43.54 | Gaussian | Linear |
| Vibrations displacement x | |||||||
| 5 | MLP 2-8-1 | 99.96 | 97.13 | 0.0001 | 0.0002 | Tanh | Sinus |
| 6 | RBF 2-7-1 | 99.99 | 84.06 | 0.0001 | 0.0001 | Gaussian | Linear |
| Network No. | Network Name | Quality (Training, %) | Quality (Validation, %) | Error (Training) | Error (Validation) | Activation (Hidden) | Activation (Output) |
|---|---|---|---|---|---|---|---|
| Cutting force component Fx | |||||||
| 1 | MLP 2-7-1 | 95.79 | 89.43 | 387.98 | 422.63 | Tanh | Linear |
| 2 | RBF 2-5-1 | 98.66 | 95.34 | 234.67 | 364.37 | Gaussian | Linear |
| Cutting force component Fy | |||||||
| 3 | MPL 2-3-1 | 95.93 | 94.32 | 198.65 | 224.56 | Exponential | Logistics |
| 4 | RBF 2-7-1 | 91.94 | 90.24 | 459.32 | 502.56 | Gaussian | Linear |
| Vibrations displacement x | |||||||
| 5 | MLP 2-6-1 | 97.88 | 98.84 | 0.0005 | 0.0004 | Tanh | Tanh |
| 6 | RBF 2-5-1 | 95.97 | 99.43 | 0.0008 | 0.0005 | Gaussian | Linear |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zagórski, I.; Kulisz, M.; Kłonica, M.; Matuszak, J. Trochoidal Milling and Neural Networks Simulation of Magnesium Alloys. Materials 2019, 12, 2070. https://doi.org/10.3390/ma12132070
Zagórski I, Kulisz M, Kłonica M, Matuszak J. Trochoidal Milling and Neural Networks Simulation of Magnesium Alloys. Materials. 2019; 12(13):2070. https://doi.org/10.3390/ma12132070
Chicago/Turabian StyleZagórski, Ireneusz, Monika Kulisz, Mariusz Kłonica, and Jakub Matuszak. 2019. "Trochoidal Milling and Neural Networks Simulation of Magnesium Alloys" Materials 12, no. 13: 2070. https://doi.org/10.3390/ma12132070
APA StyleZagórski, I., Kulisz, M., Kłonica, M., & Matuszak, J. (2019). Trochoidal Milling and Neural Networks Simulation of Magnesium Alloys. Materials, 12(13), 2070. https://doi.org/10.3390/ma12132070