1. Introduction
Nickel-based superalloys, such as Inconel 718, have applications in a range of engineering areas, including aerospace, automobile, and medical engineering, because of their excellent mechanical and chemical properties (superior strength and good corrosive resistance) in high-temperature environments. These superalloys are most widely used in the aerospace industry in turbine blades, guide vanes, etc. [
1,
2,
3]. Inconel 718 can be used within the temperature range of −290.15 to 973.15 K. The components of modern gas turbine engines need to resist temperatures higher than 2000 K (the melting point of nickel-based superalloys). Thus, to survive for a sufficiently long time under service conditions, superalloy materials require an additional internal and external cooling system. One of the techniques used to decrease the temperature of a component is the introduction of a large number of cooling channels inside the element. The cooling factor (a gas or liquid) that flows through the cooling holes cools the component down [
4,
5]. Gas turbine blades possess between 20,000 and 40,000 cooling holes that feature a diameter in the range of 0.3–5 mm and an aspect ratio greater than 20:1 (the depth-to-diameter ratio) [
4,
5,
6]. To effectively decrease an element’s temperature, the holes should be manufactured with a high surface quality and a high dimensional accuracy that provides for a sufficient flow of cooling factor [
7,
8]. Furthermore, the large number of holes requires a technology that can efficiently manufacture cooling holes.
The production of a large number of cooling holes in superalloys is a complex task due to their small diameter and high aspect ratio. In some components, the holes are drilled at an angle of inclination. Moreover, nickel-based alloys are difficult to machine with conventional processes, as they have a strong tendency to weld and form a built-up edge [
1,
9,
10].
At present, in the aerospace industry, one of the most effective methods for the drilling of deep holes with small diameters (less than 1 mm) is electrical discharge drilling (EDD) [
11]. EDD is a well-known process with the advantage of being able to machine materials regardless of their hardness (e.g., nickel and titanium alloys, hard metals, superhard alloys, and ceramics) [
12]. EDD’s additional advantages include a simple tooling process, a capacity to drill multiple holes simultaneously, a lack of burrs, and the ability to drill on angled surfaces [
13]. The EDD process utilizes a thermal effect rather than mechanical force to remove material. It provides the possibility to drill using a longer tool electrode with a micrometer-size diameter. In EDD, the allowance is removed by the action of electrical discharges that occur between two electrodes in a narrow gap (~μm). One of the electrodes is the workpiece and the other one is a tool. The energy from a series of electrical discharges generated between the electrodes, which are immersed in a dielectric medium, erodes the material from the workpiece. The transformation of electrical energy into thermal energy leads to the vaporization and melting of the workpiece and the material electrode [
14,
15].
One of EDD’s limitations during deep hole drilling is caused by the accumulation of debris at the bottom of the hole, which contributes to the wearing of the reinforced side electrode and secondary discharges (e.g., arcing and short circuits). An especially high concentration of eroded particles occurs in the corner of the drilled hole [
16]. These phenomena lead to high process instability, defects on the internal surface of the holes, holes with poor shape accuracy (in terms of hole taper and hole dilation), excessive tool wear (at the side and the end), and a low machining speed [
12,
13,
14,
17,
18,
19]. In the deep hole drilling process, a high-pressure pump for dielectric flushing (up to 25 MPa) and tube electrodes with inner flushing are used [
20]. Flushing should be done in a sufficiently controlled manner. Flushing with a high dielectric pressure can sweep the plasma channel and lead to a decrease in the material removal rate [
21]. To improve flushing, several methods can be applied, including internal flushing (flushing through single-and multi-channel electrodes) [
13,
16], external flushing, suction, different electrode movements (rotary, planetary) [
18], vibration-assisted methods [
12], simultaneous flushing with a vacuum-assisted debris removal system [
21,
22], and the use of tool electrodes coated with a material of low electrical conductivity [
14].
In order to understand and to improve the EDD process, the influence of process parameters on the process’s performance was analyzed. Previous studies focused on the influence of major EDD parameters, such as peak current, voltage, pulse-on-time, exchanged power, flushing pressure, duty factor, frequency, and electrode rotation speed, on aspects of the process’s performance, such as the material removal rate, the tool wear rate, the overcut, and the taper, as well as a geometrical and dimensional analysis of the holes [
23,
24,
25,
26].
In [
24], the effect of electro-discharge micromachining parameters (peak current, pulse-on-time, flushing pressure, and duty factor) on the process’s performance (material removal rate, tool wear rate, overcut, and taper) while machining Ti-6Al-4V alloy was investigated. The results of experimental investigations showed that the pulse time was the process parameter with the most influence on the material removal rate, overcut, and taper, whereas the peak current had the maximum percentage of contribution to tool wear. In [
23], the impact of machining process parameters (peak current, pulse-on-time, frequency, and spindle rotation speed) on the geometrical characteristics (overcut and taper rate) of micro-holes and the machining performance was examined. Peak current was found to have a strong influence on the geometrical characteristics of the micro-holes. An increase in peak current was found to contribute to an increase in the overcut and taper rate. The results of the analysis showed that spindle rotation speed had an insignificant effect on the machining performance. The authors in [
25] analyzed the effect of process parameters (peak current, voltage, and exchanged power) on aspects of the process’s performance, including the geometrical characteristics of the hole (difference between the hole top’s diameter and the electrode’s nominal diameter (
DOC) and taper rate (
TR)), the material removal rate (
MRR), and the tool wear rate (
TWR). The results showed that the tool with a diameter of 300 µm had an influence on the highest number of process indicators, including
DOC,
MRR, and
TWR. The
MRR and the
TWR were found to be more affected by variation in the parameters than the geometrical indicators (
DOC and
TR).
It is worth noting that, in the EDD process, both the process parameters and the electrode characteristics (i.e., the workpiece material’s and the electrode tool’s characteristics) have an influence on aspects of the process’s performance (such as the material removal rate, the tool wear rate, the diametric overcut, and the taper rate). In [
27], the authors adopted an index to take into account both the process parameters and the properties of the work material and the electrode material during electrical discharge micro-drilling. The “Material and Technological Index” (
MTI) for each kind of tool material (such as brass tungsten carbide) was defined while taking into account EDD process parameters and electrical and thermal properties of the workpiece and electrode material. The defined indexes were used to demonstrate the influence of the electrode properties and the insignificant influence of the workpiece characteristics.
In addition, researchers have developed mathematical models based on an analysis of the effects of input parameters (current amplitude, time of the impulse, duty cycle, voltage) on the process’s performance using various optimization techniques (e.g., roughness surface methods (
RSM), ANOVA techniques, fuzzy logic, artificial neutral network (
ANN), Taguchi analysis) [
13,
28,
29]. The selection of process parameters with appropriate values plays an important role in obtaining a high material removal rate, low tool wear, high surface quality (a low surface roughness parameter), and holes with high shape accuracy [
30,
31,
32].
In [
30], the authors developed an optimization method to achieve a higher material removal (MRR) rate with the desired hole accuracy and surface finish in EDD. In the first step, the influence of the factors’ peak current, duty factor, and electrode rotation speed, the higher-order effects of the pulse-on-time, and the interaction effects between peak current and duty factor and peak current and electrode rotation, on the MRR were analyzed. In the next step, the desirability function approach (DFA) was chosen to optimize the process parameters. The optimized parameters for the maximum material removal rate produced surface roughness values of 3 µm and 3.5 µm. In [
24], a higher material removal rate and a lower tool wear rate, overcut, and taper were obtained on the basis of a Taguchi analysis of the optimal combination of EDD process parameters (peak current, pulse-on-time, flushing pressure, and duty factor), which were determined to be: (a) 1.5 A/10 μs, 0.5 kg cm
−2/95%; (b) 0.5 A/1 μs/0.3 kg cm
−2/60%; (c) 0.5 A/1 μs/0.1 kg cm
−2/60%; and (d) 1.5 A/10 μs/0.5 kg cm
−2/95%, respectively.
The phenomenon occurring in the machining area between electrodes are still weakly recognized as what prevents an appropriate selection of process parameter values. The need for improvement of the EDD process, especially drilling high aspect ratio holes, is present. Further experimental research should be carried out to improve the efficiency of the process, including high material removal rate, low tool wear, satisfied dimensional accuracy, and quality of drilled holes.
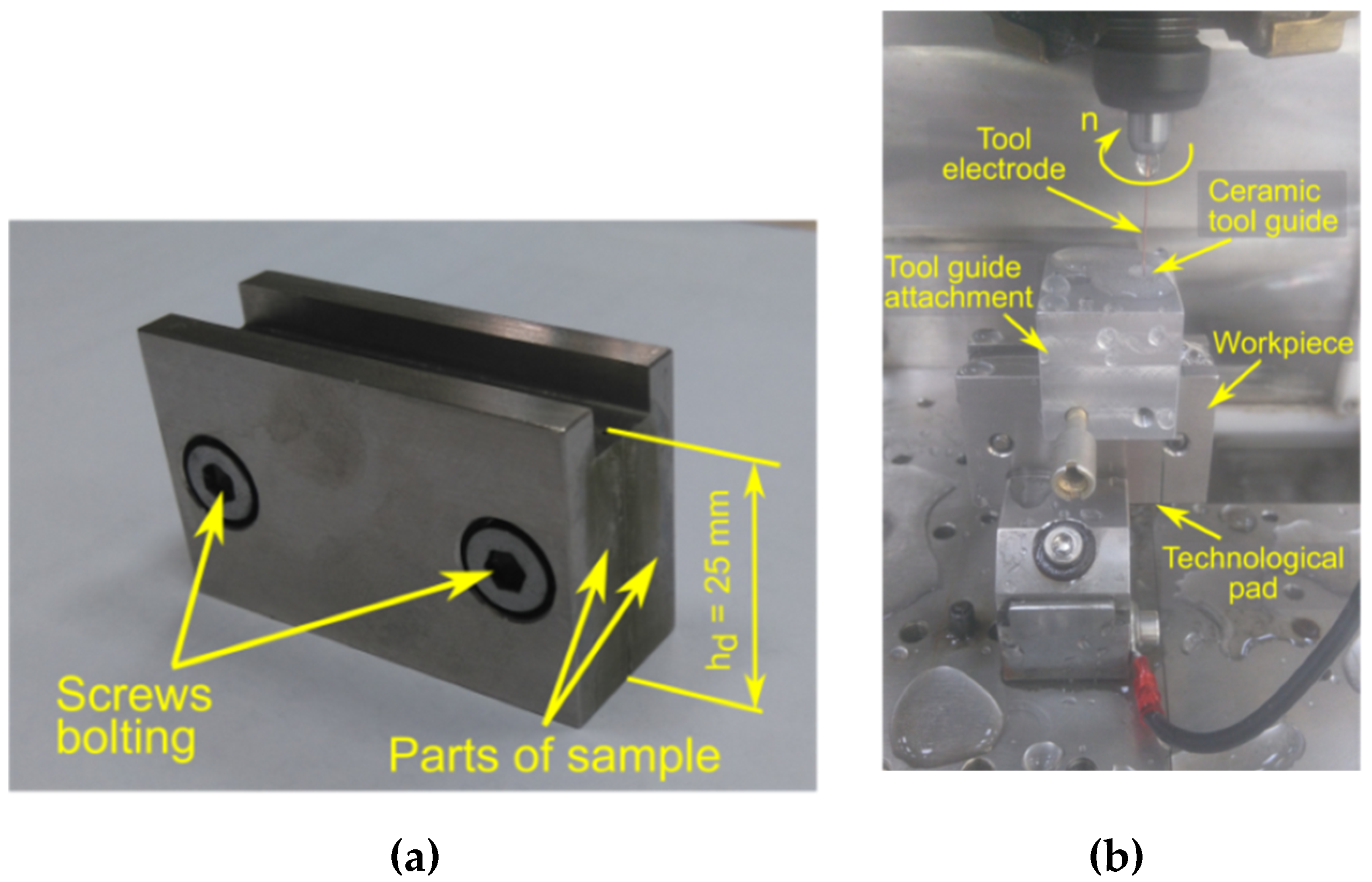
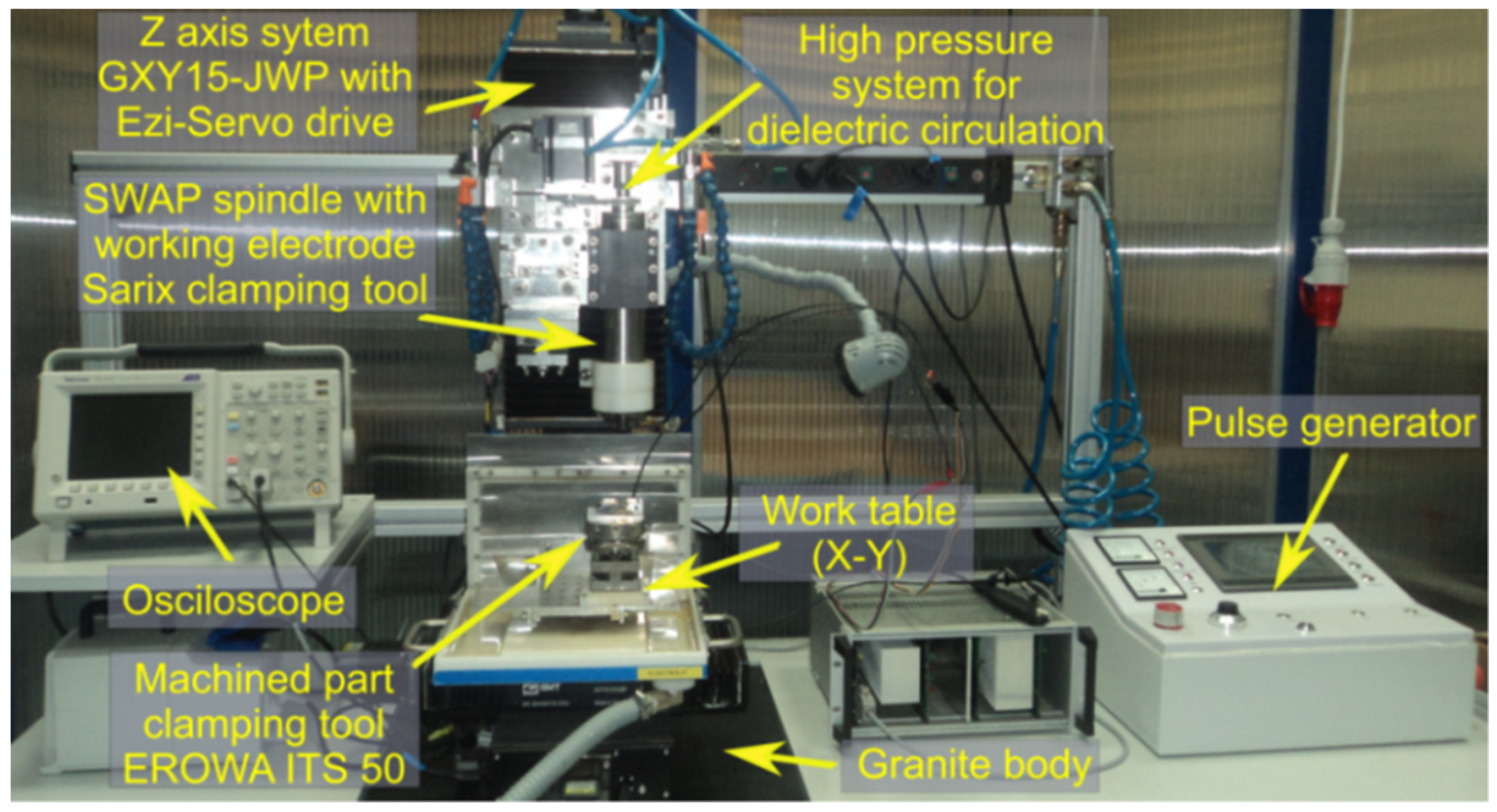
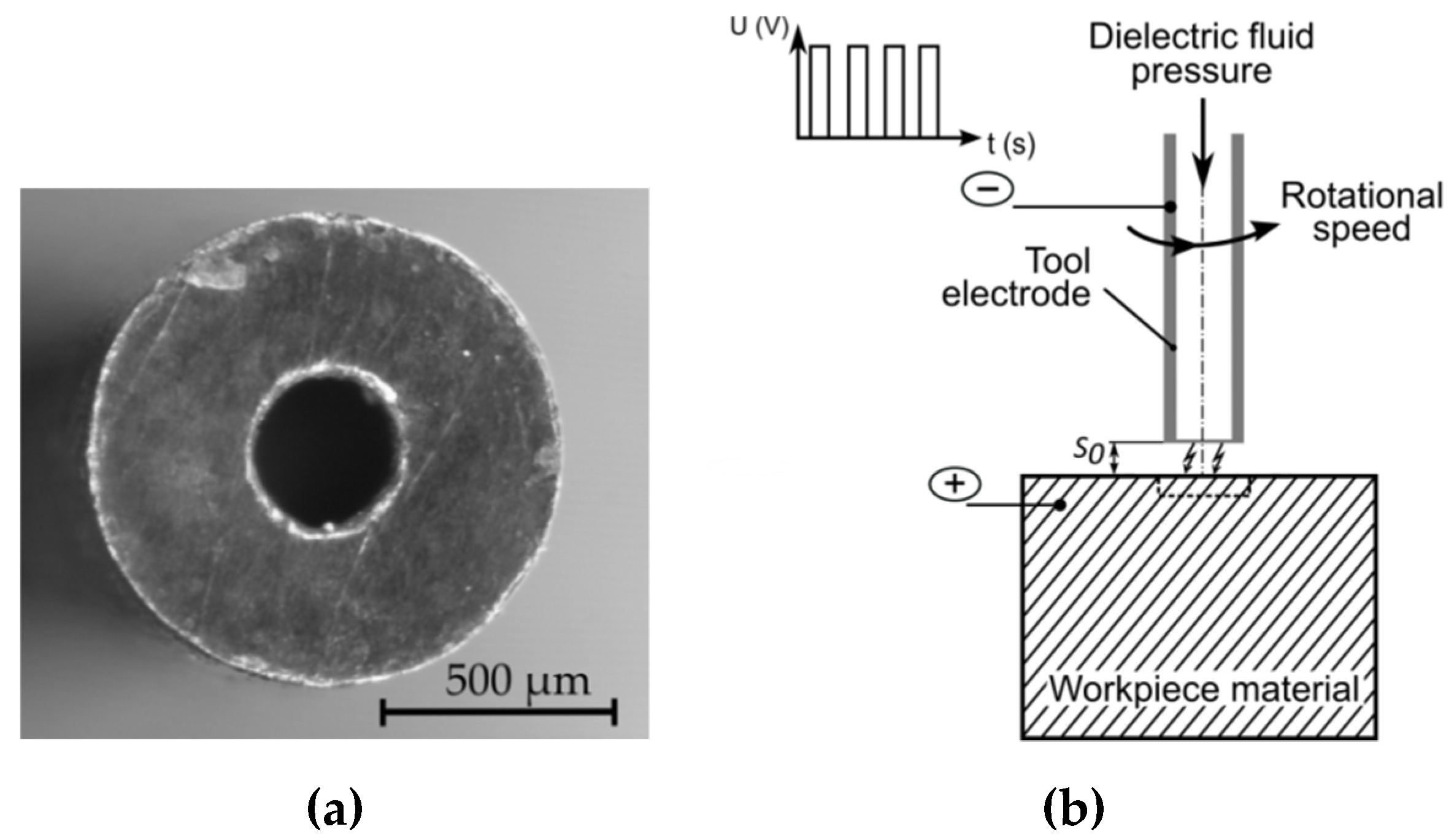
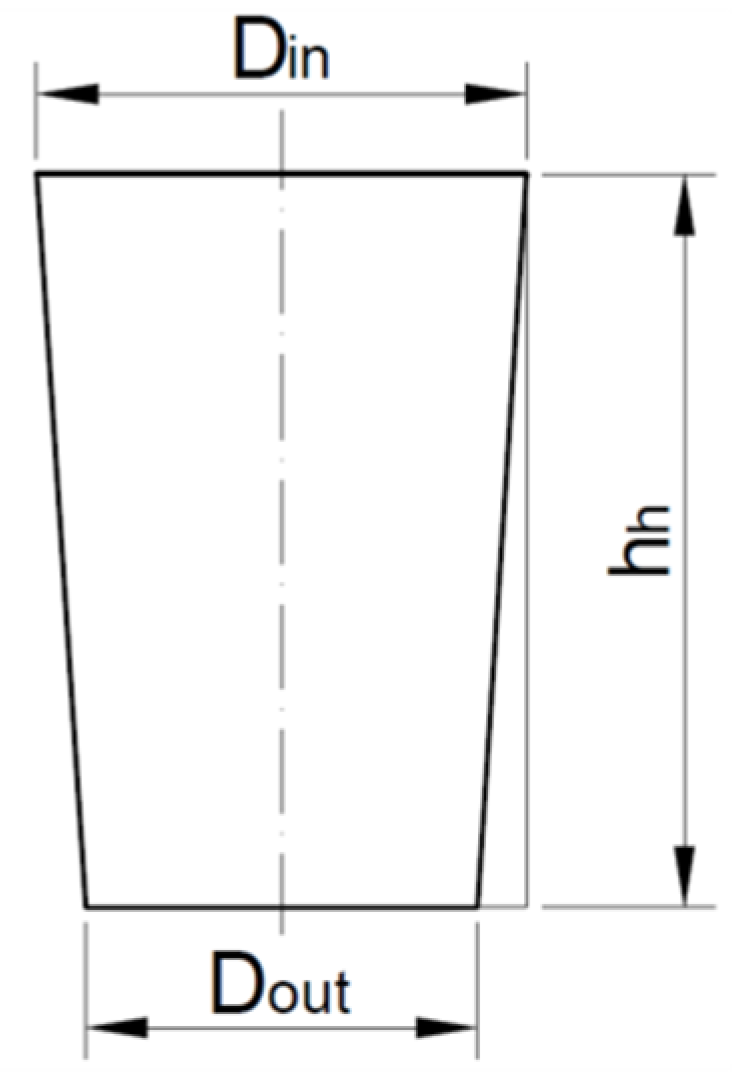
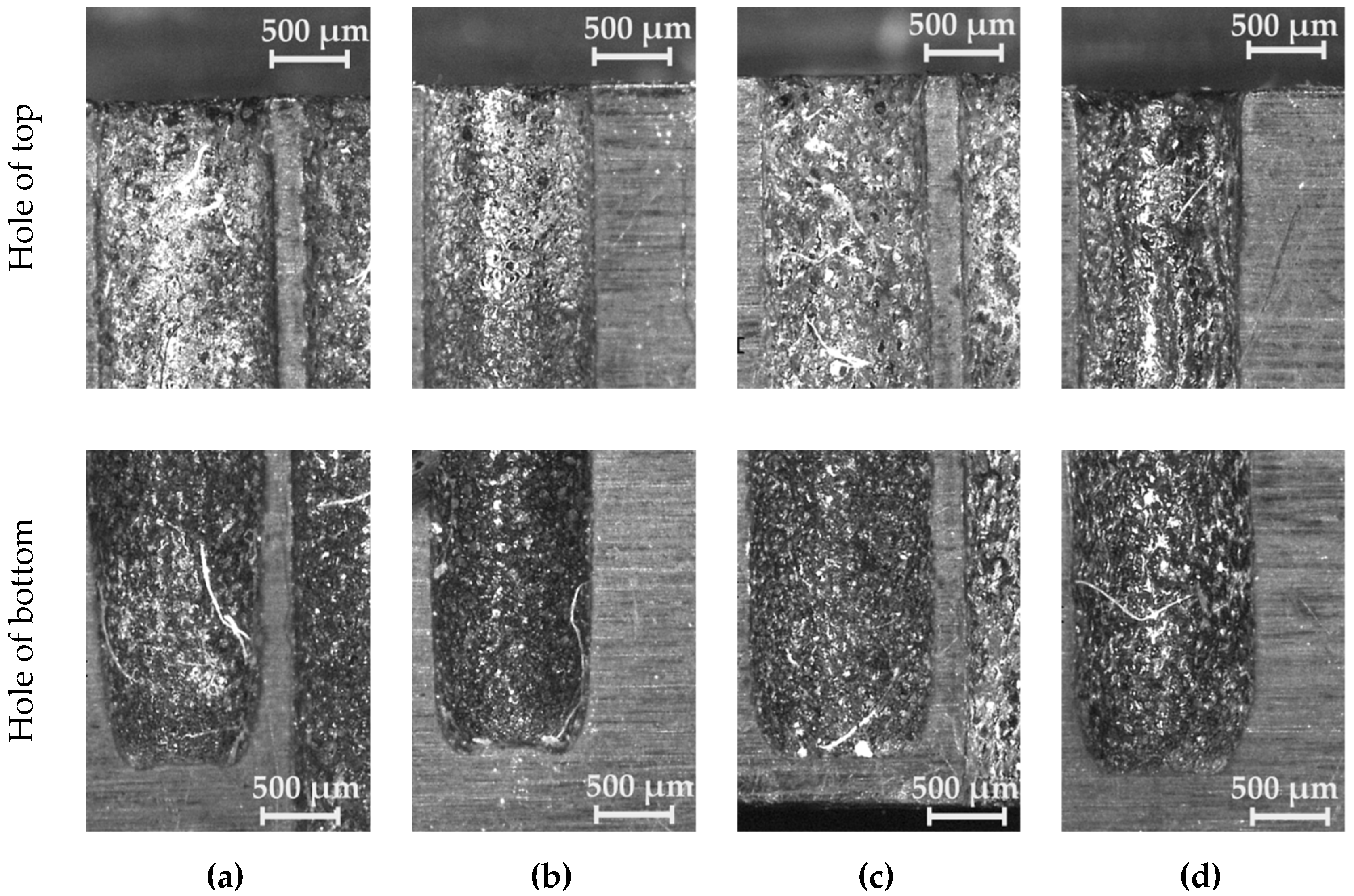
Herein, this study presents the results of the experiments on electrical discharge drilling of Inconel 718 alloy using a tube electrode. During the experiment, the impact of the process parameters pulse time, current amplitude, and discharge voltage on the process’s performance was studied. The process’s performance was analyzed in terms of linear tool wear, taper angle, drilling speed, the aspect ratio of holes, and the surface roughness of holes (Ra and Rz). To study the relationship between process parameters and performance criteria, ANOVA techniques were applied. The aim of this study is to improve the EDD process to enable us to drill holes with a high aspect ratio and a satisfactory accuracy and to investigate the influence of process parameters on the process’s performance. In the drilling experiment, a sample consisting of two parts was used. The drilling was carried out at the junction of the two parts of the sample. Once the two parts of the sample were separated, an analysis of the dimensional accuracy and the geometric characteristics of the internal surface of the holes was carried out. This approach helps us to understand the phenomenon that occurs at the bottom of a hole during the EDD process.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}