Effect of Laser Energy Density, Internal Porosity and Heat Treatment on Mechanical Behavior of Biomedical Ti6Al4V Alloy Obtained with DMLS Technology


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
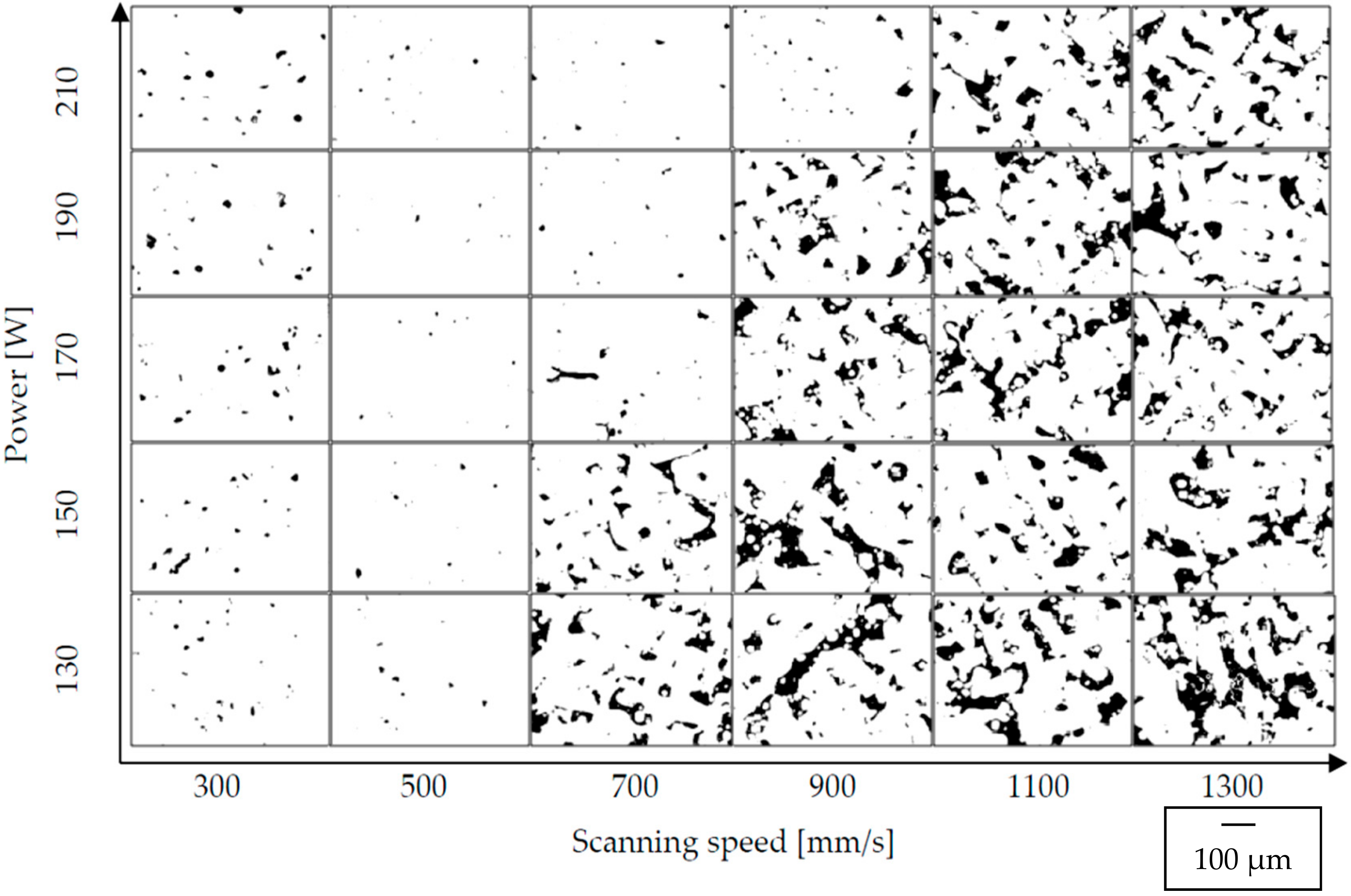
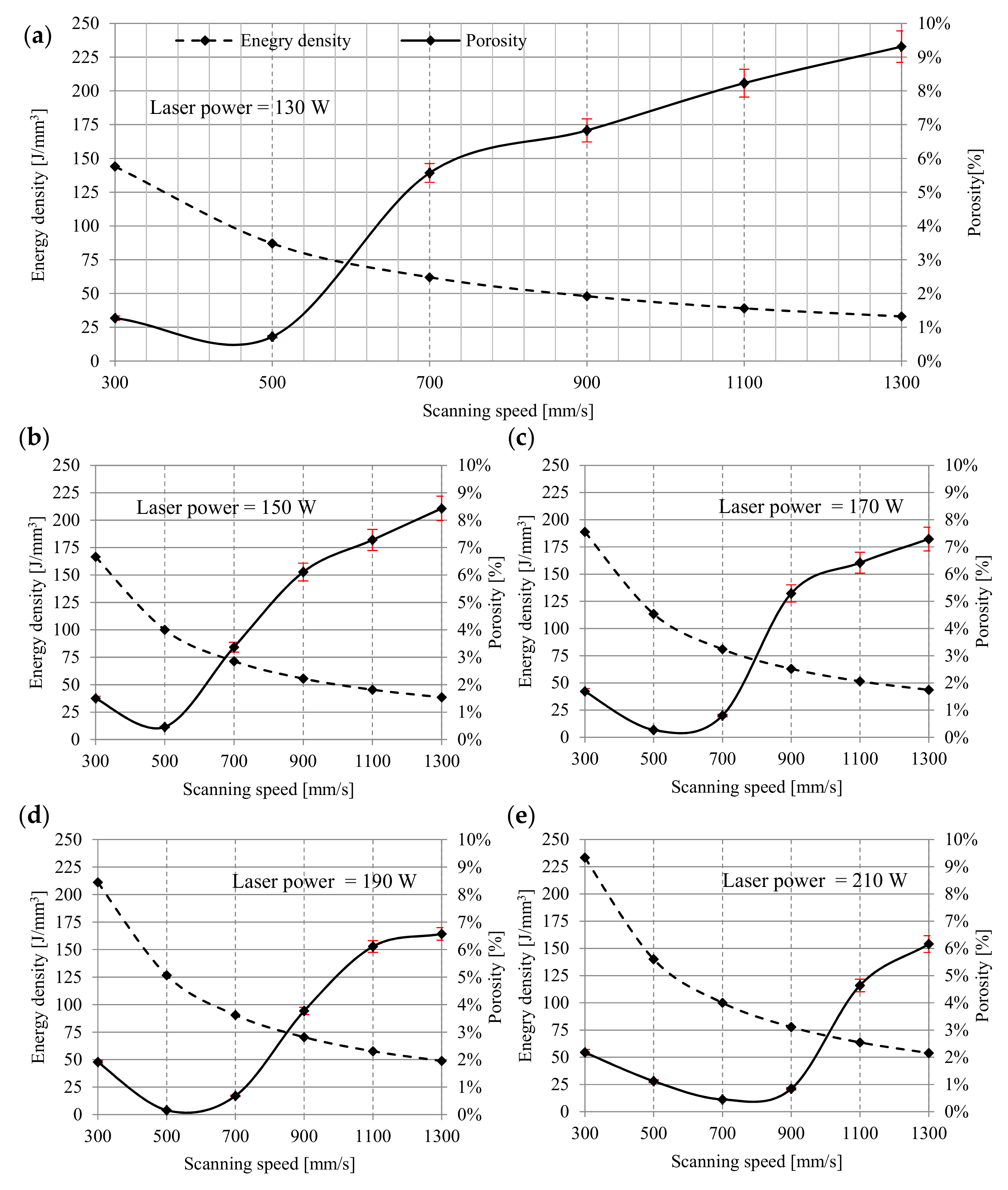
3.1. Porosity
3.2. Mechanical Properties
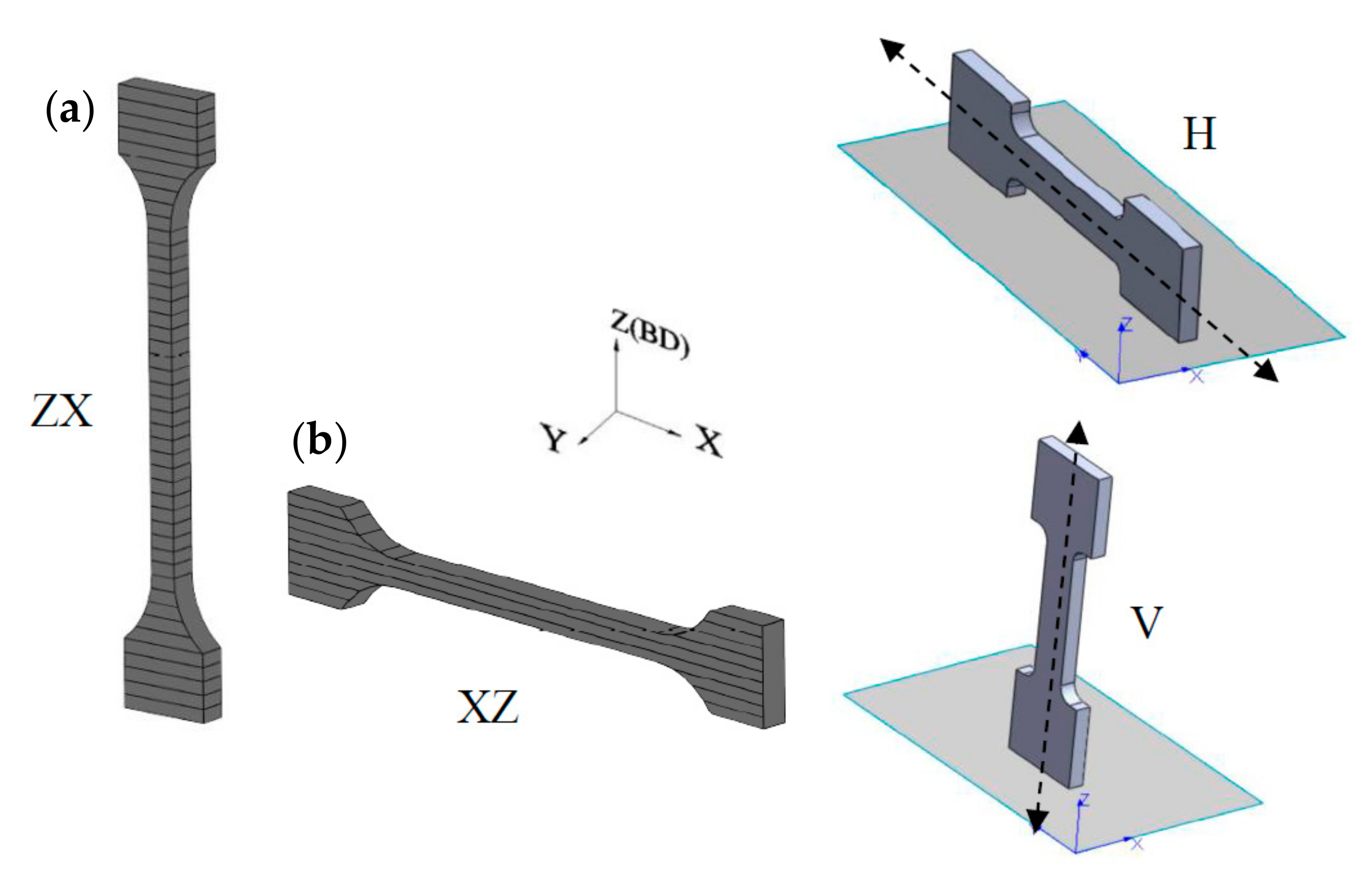
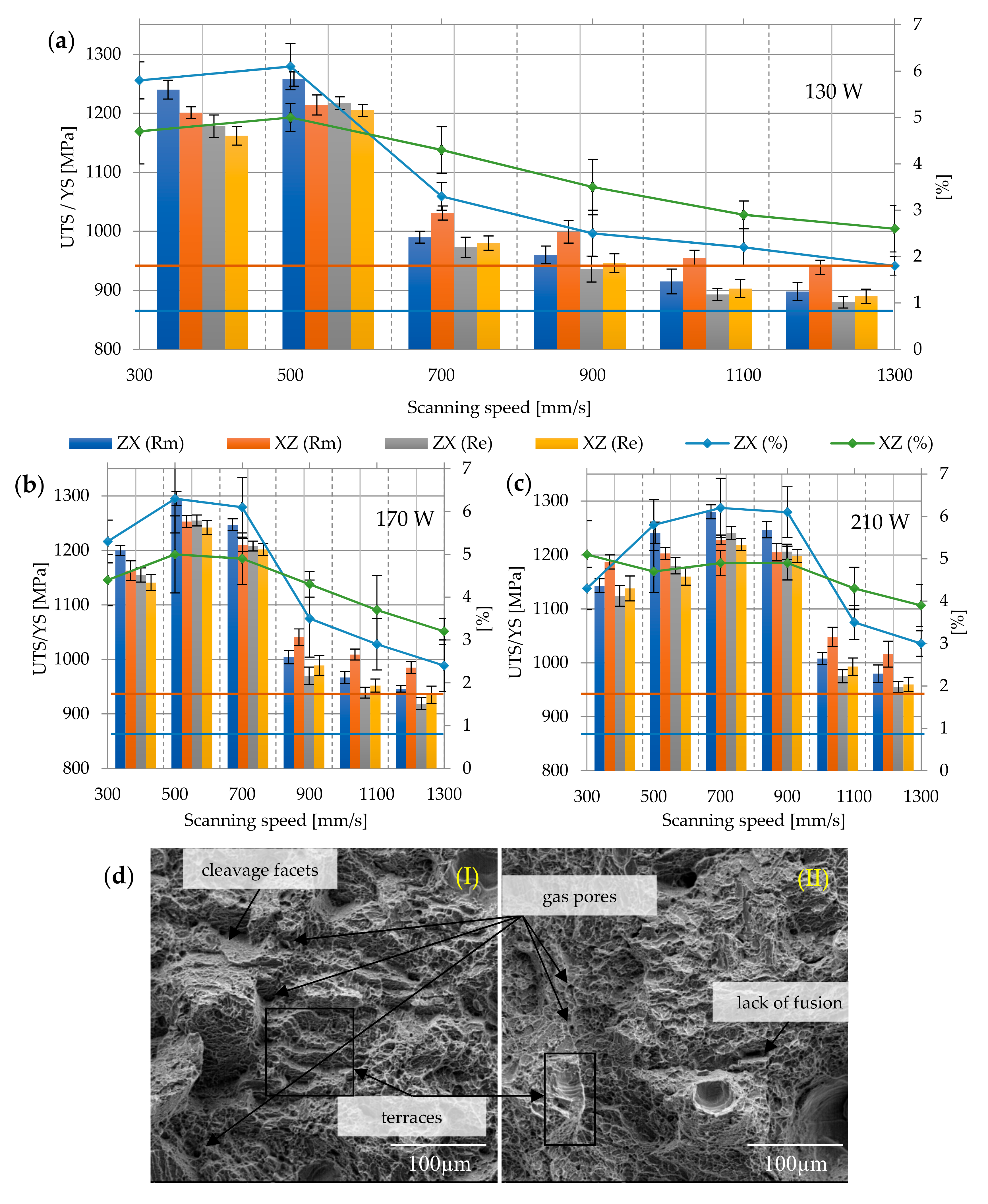
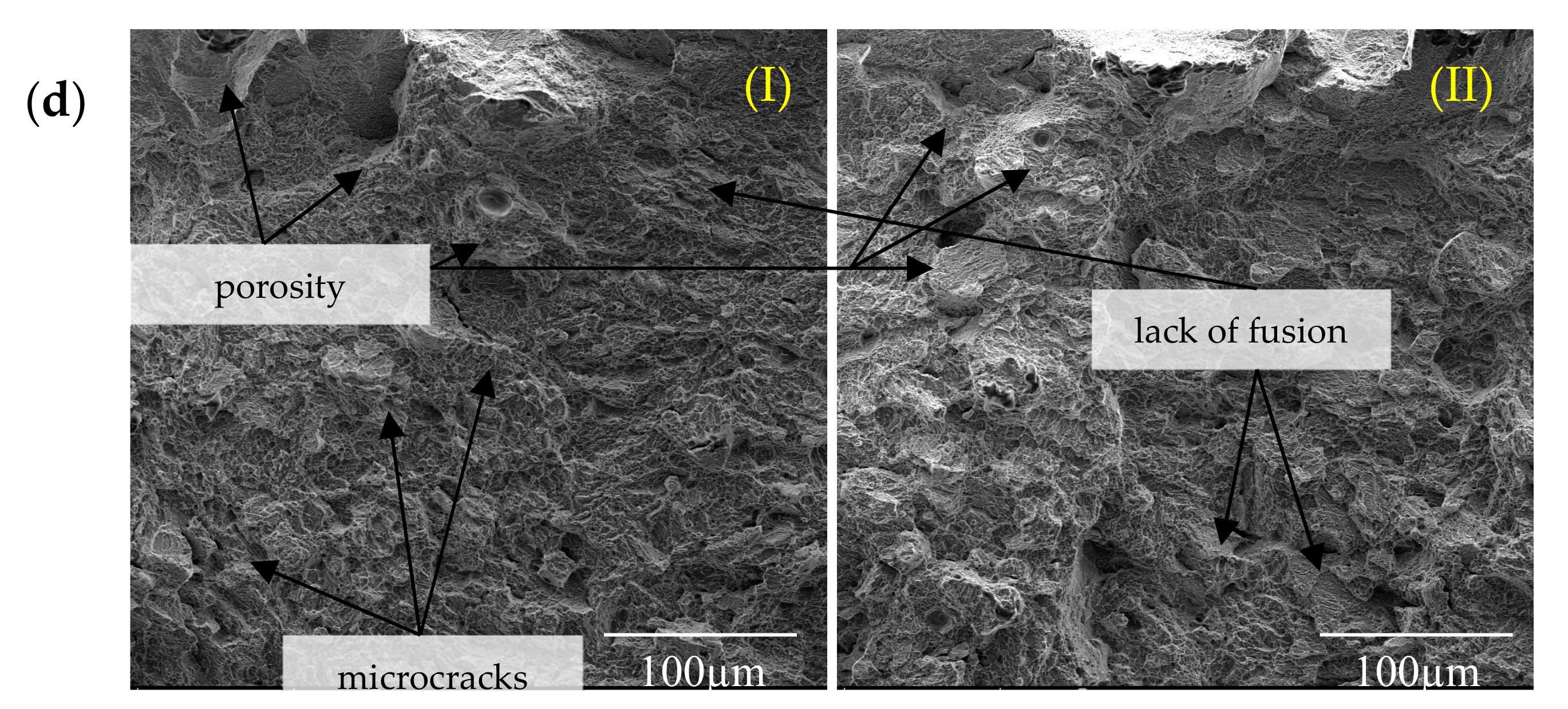
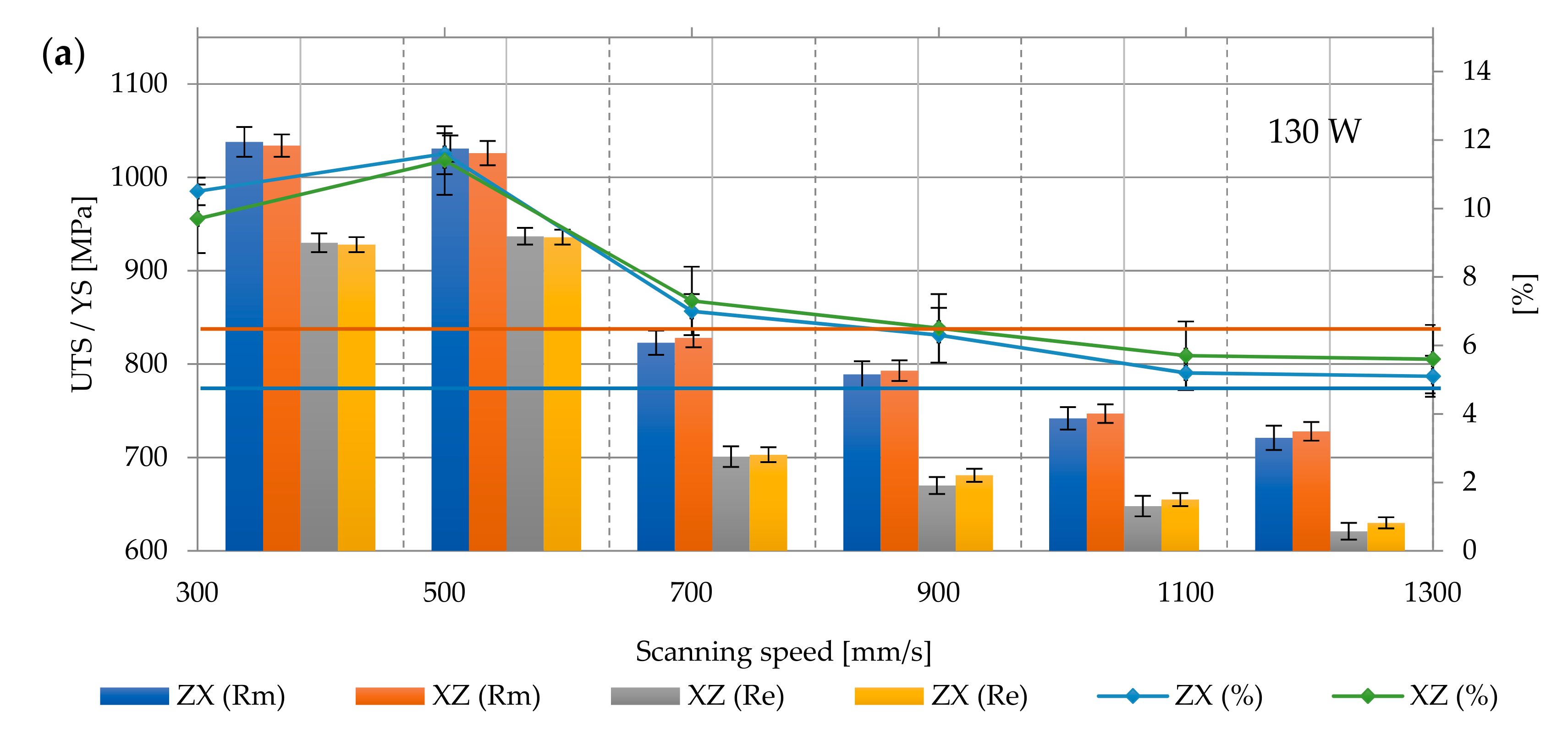
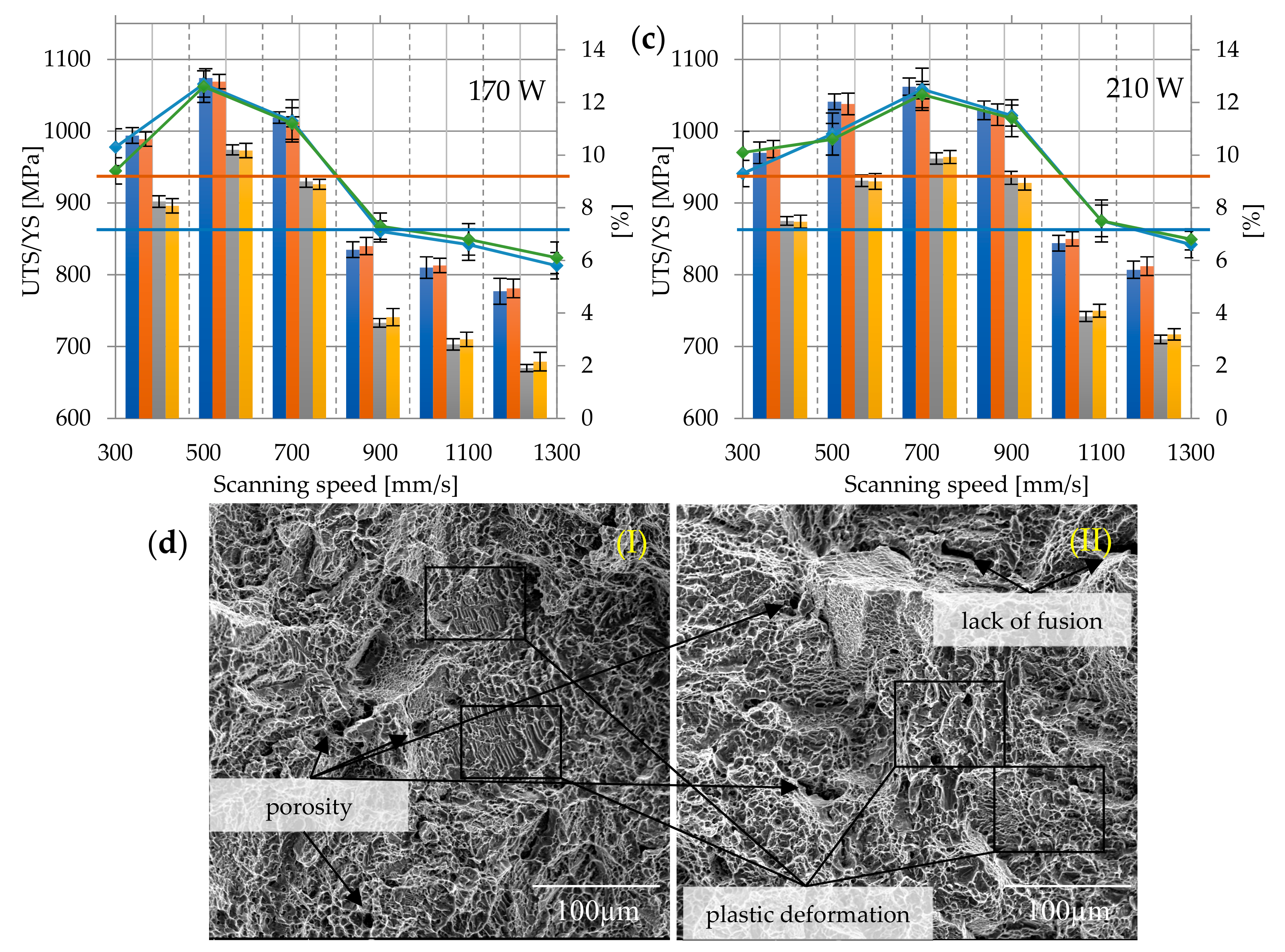
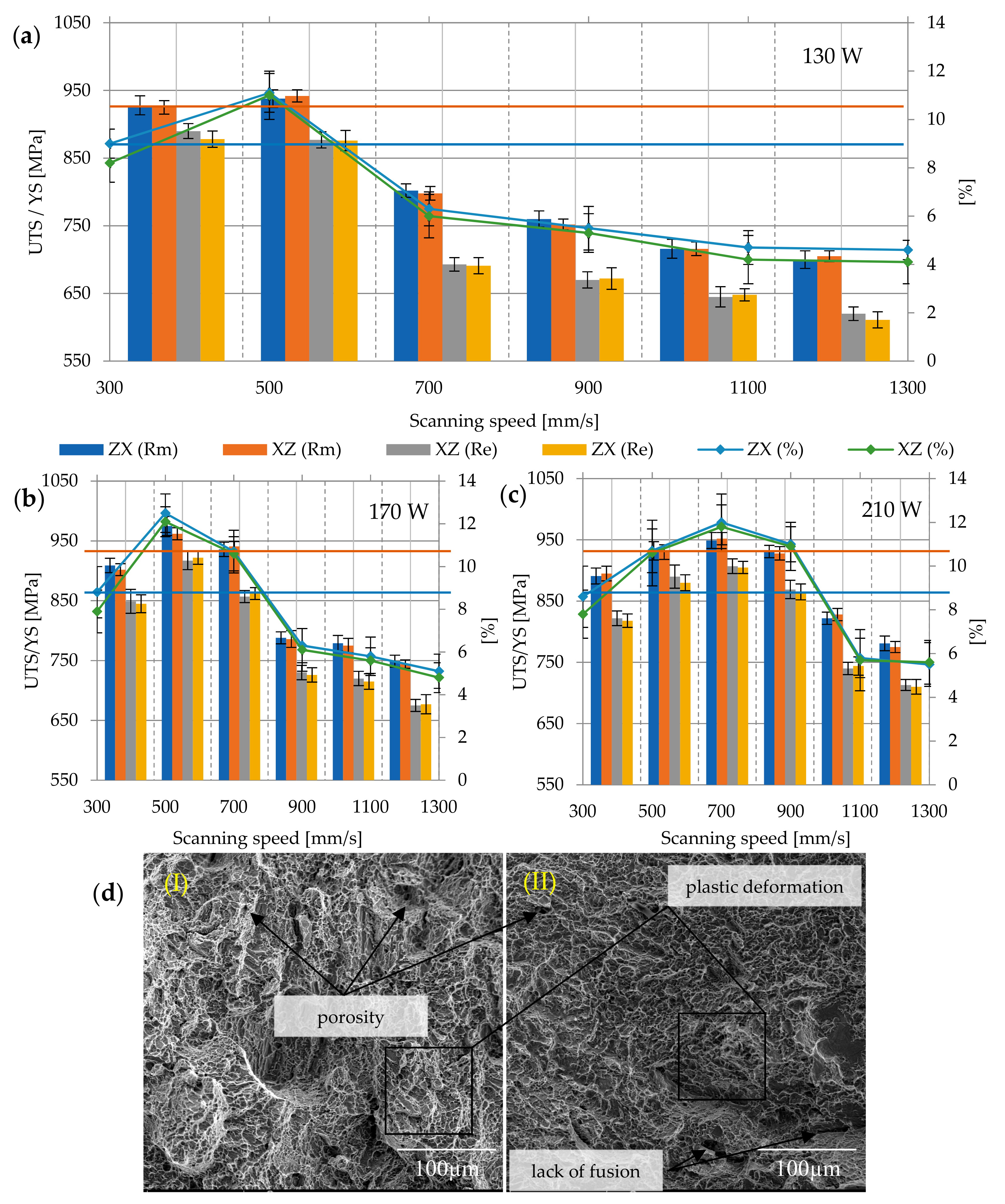
3.2.1. As-build Samples
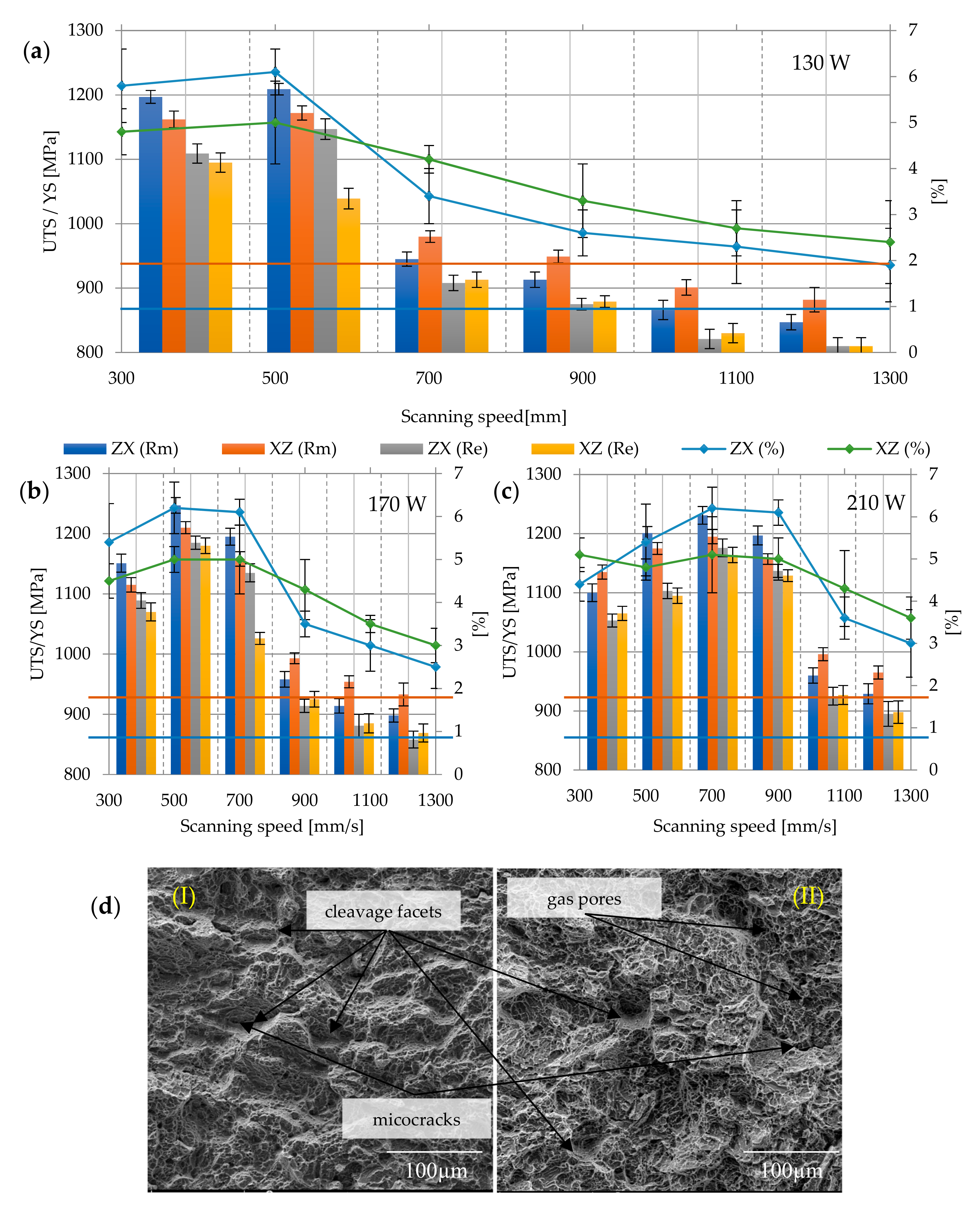
3.2.2. Heat Treatment at 650 °C
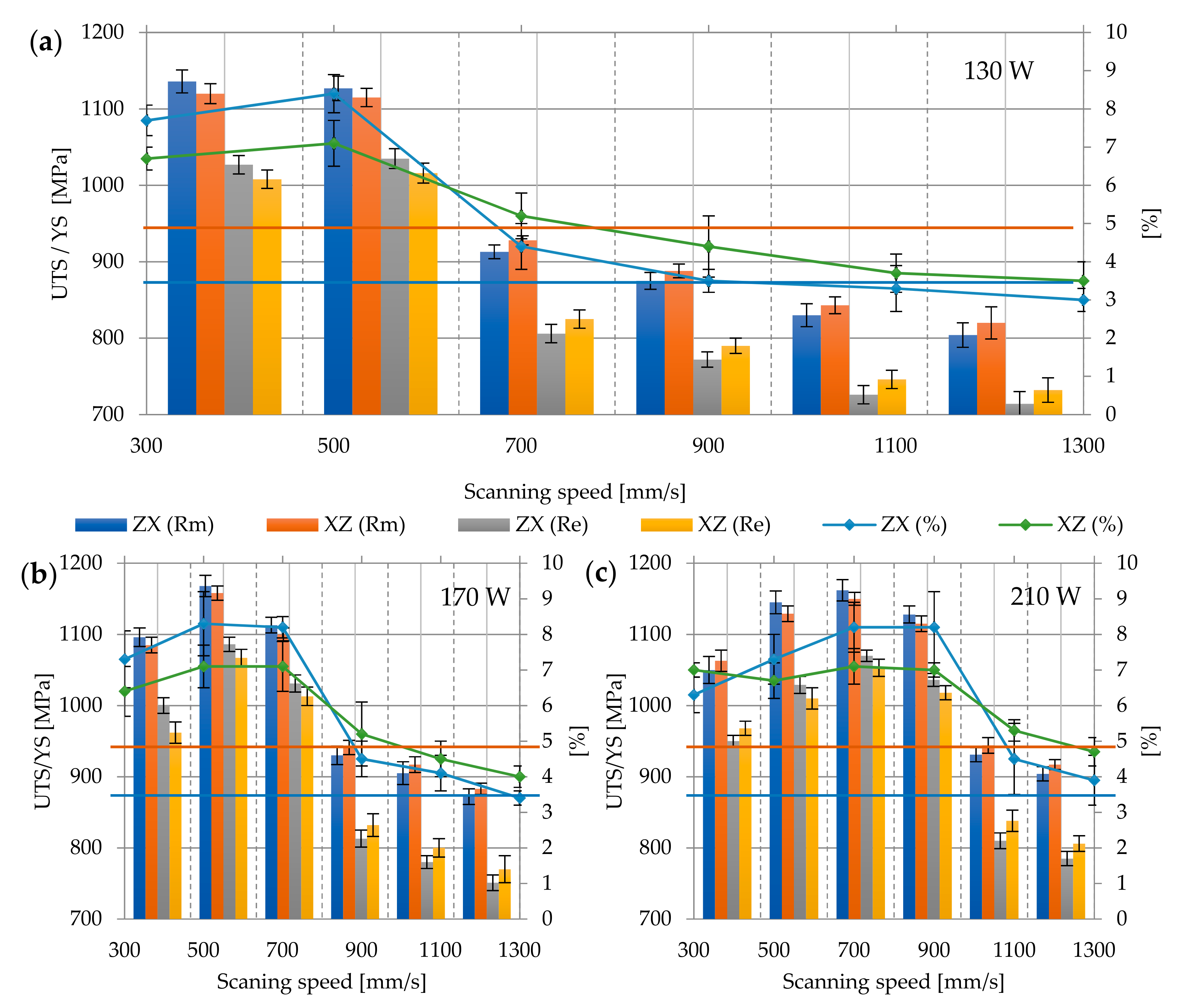
3.2.3. Heat Treatment at 750 °C
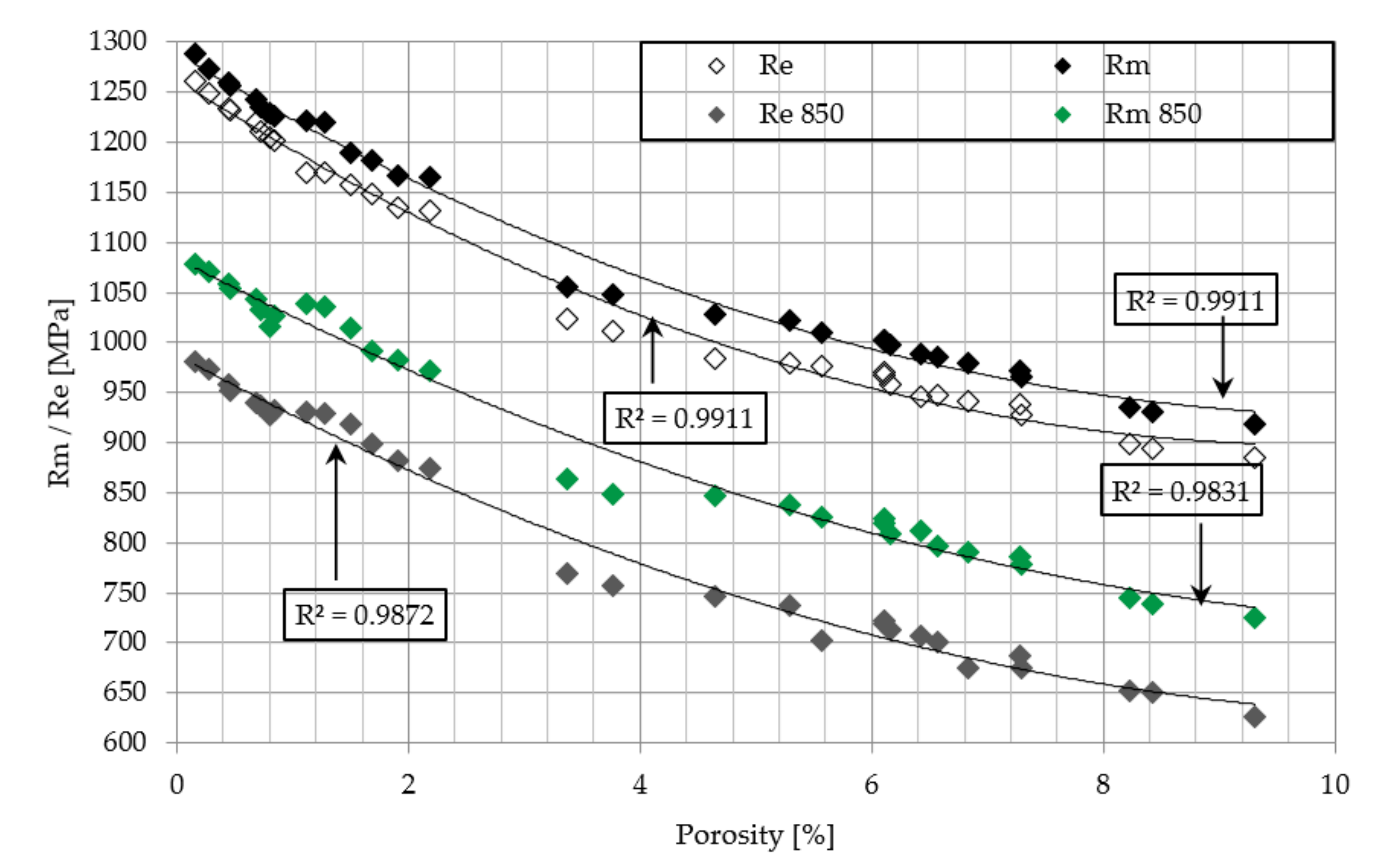
3.2.4. Heat Treatment at 850 °C
3.2.5. Heat Treatment at 950 °C
3.3. Microstructure Characterisation
4. Conclusions
- The results of porosity in samples made with DMLS technology differs from those presented in the literature; however, it should be noted that the micro-CT porosity analysis, which was carried out in this work, allowed the assessment of total porosity, whereas in studies presented in the data of the reference, these measurements were made on the basis of fragmentary image analysis or the Archimedes method, which allows the estimation of apparent density.
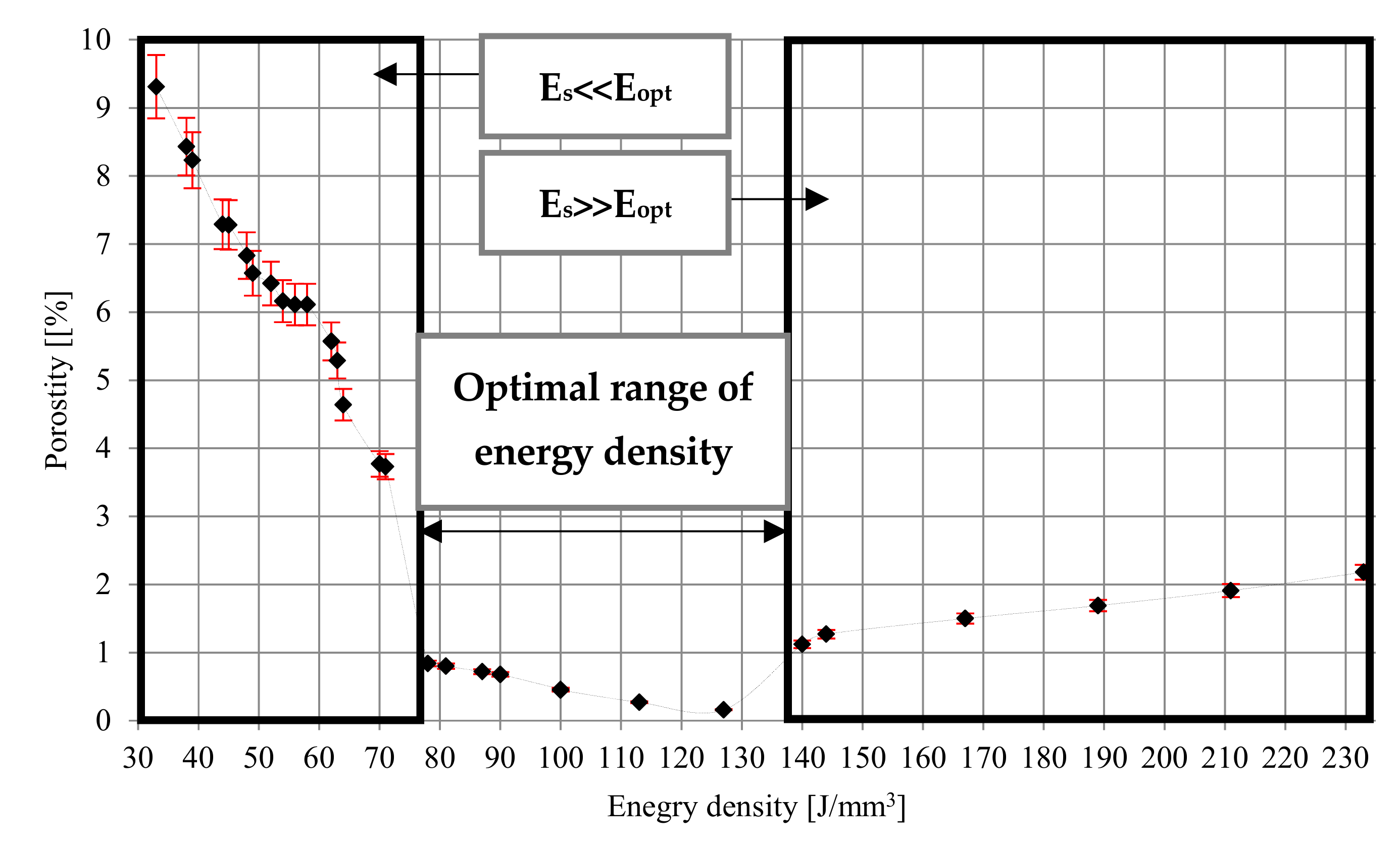
- At low energy density (33–71 J/mm3), the porosity varies from 9.31% to 3.37%; the increase in energy density from 78 J/mm3 to 127 J/mm3 causing the porosity in the range of 0.84–0.16%; above 127 J/mm3, the porosity increase again as the effect of the material overheating.
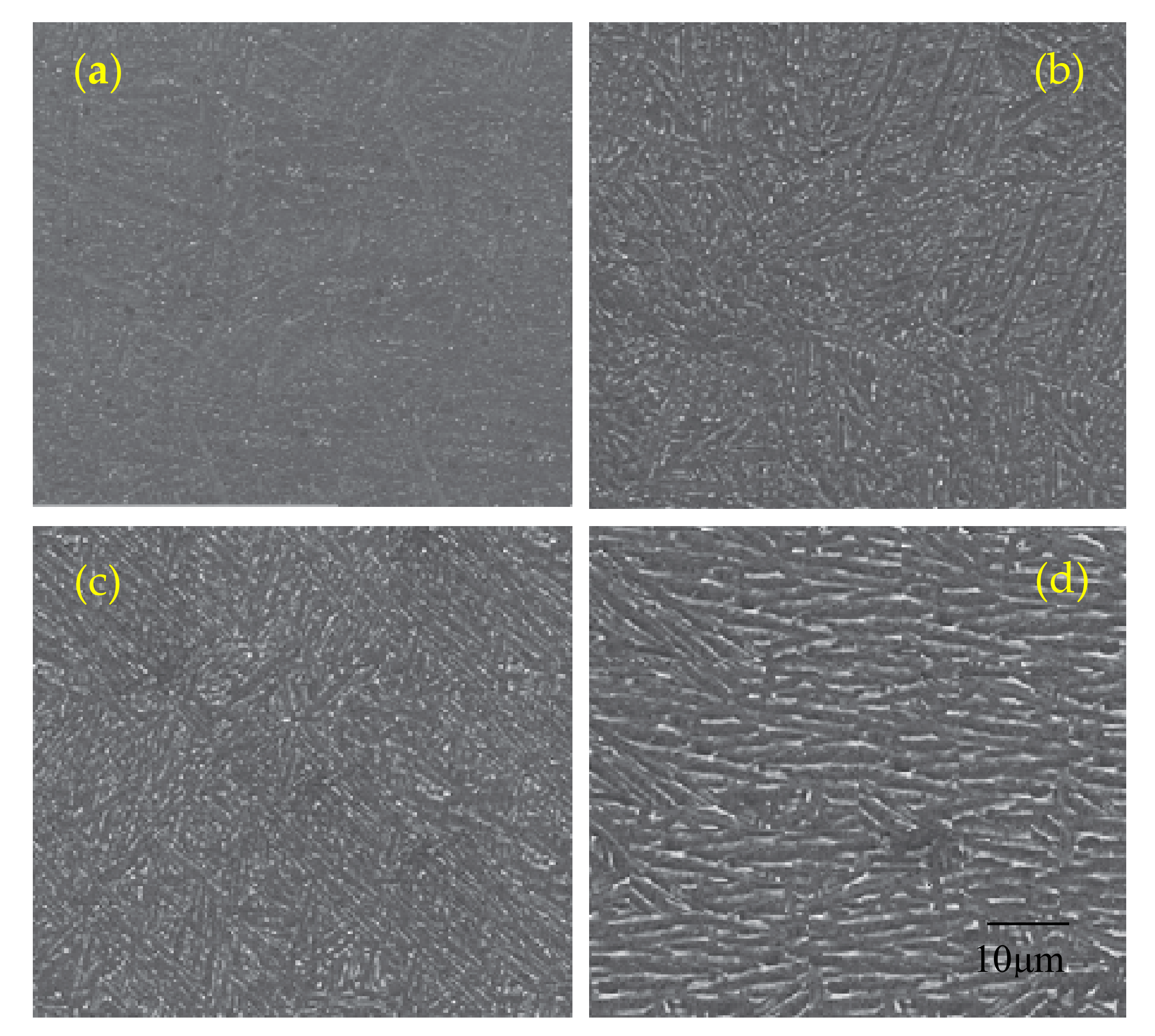
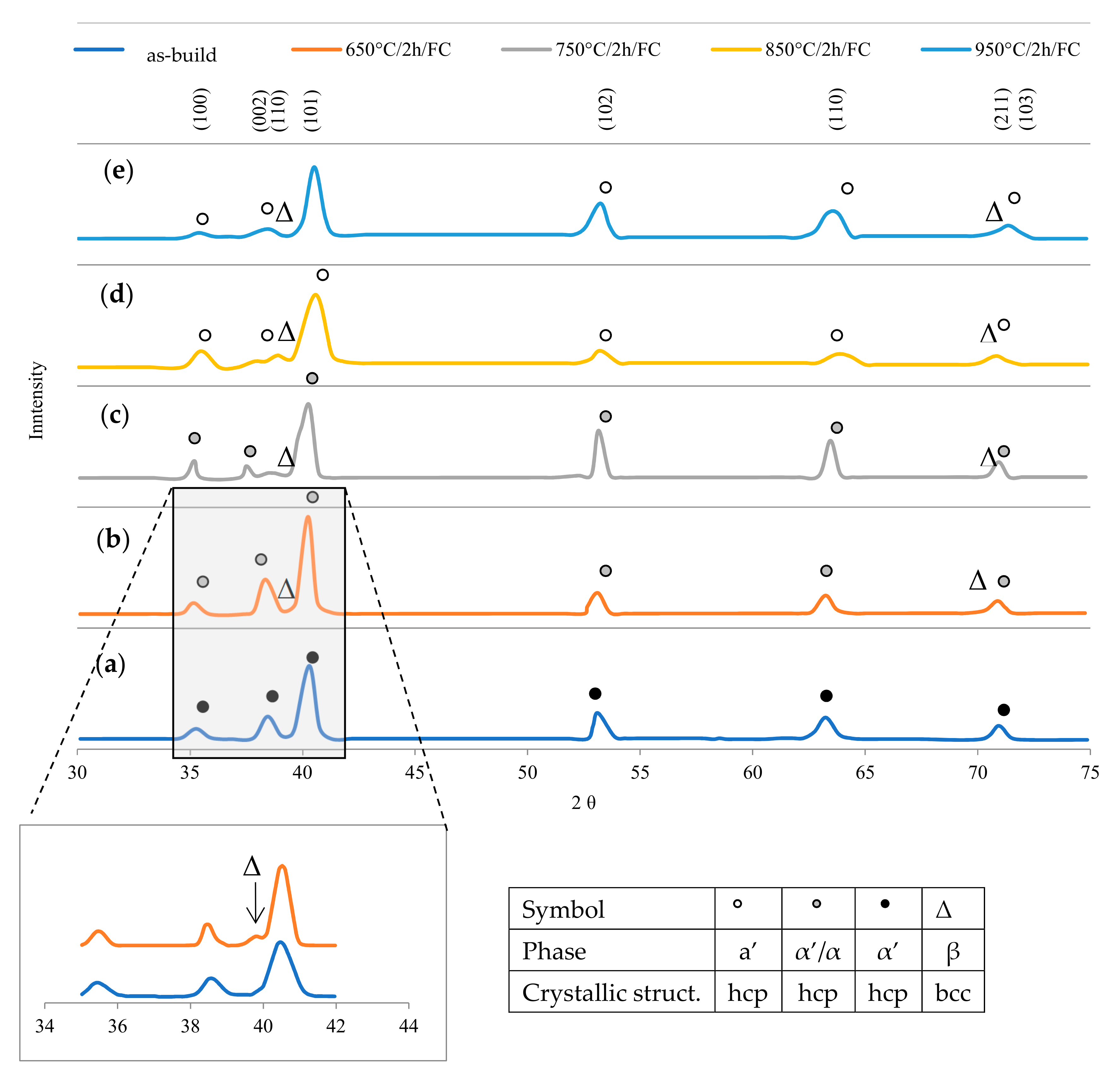
- The microstructure created in the DMLS process is fine-grained α’ martensite, which determines high strength properties and low ductility; this microstructure—due to the ferromagnetic properties of martensite—should not be considered as a biomaterial and requires operations whose aim is to change the microstructure to a biphasic phase and to obtain parameters compliant with the normative ones.
- The tests showed that the most favorable combination of mechanical properties and structure without the α’ phase may be obtained by annealing the material in the temperature range 850–950 °C for 2 h, cooled together with the furnace.
- After heat treatment, the samples showed YS and UTS similar to those for wrought and annealed Ti6Al4V—this was the effect of the coexistence of the α and β phases.
- Tensile strength tests showed the sensitivity of the as-build material for porosity and orientation of samples, which results from the creation of columnar grains growing along the boundaries of the prior β grains.
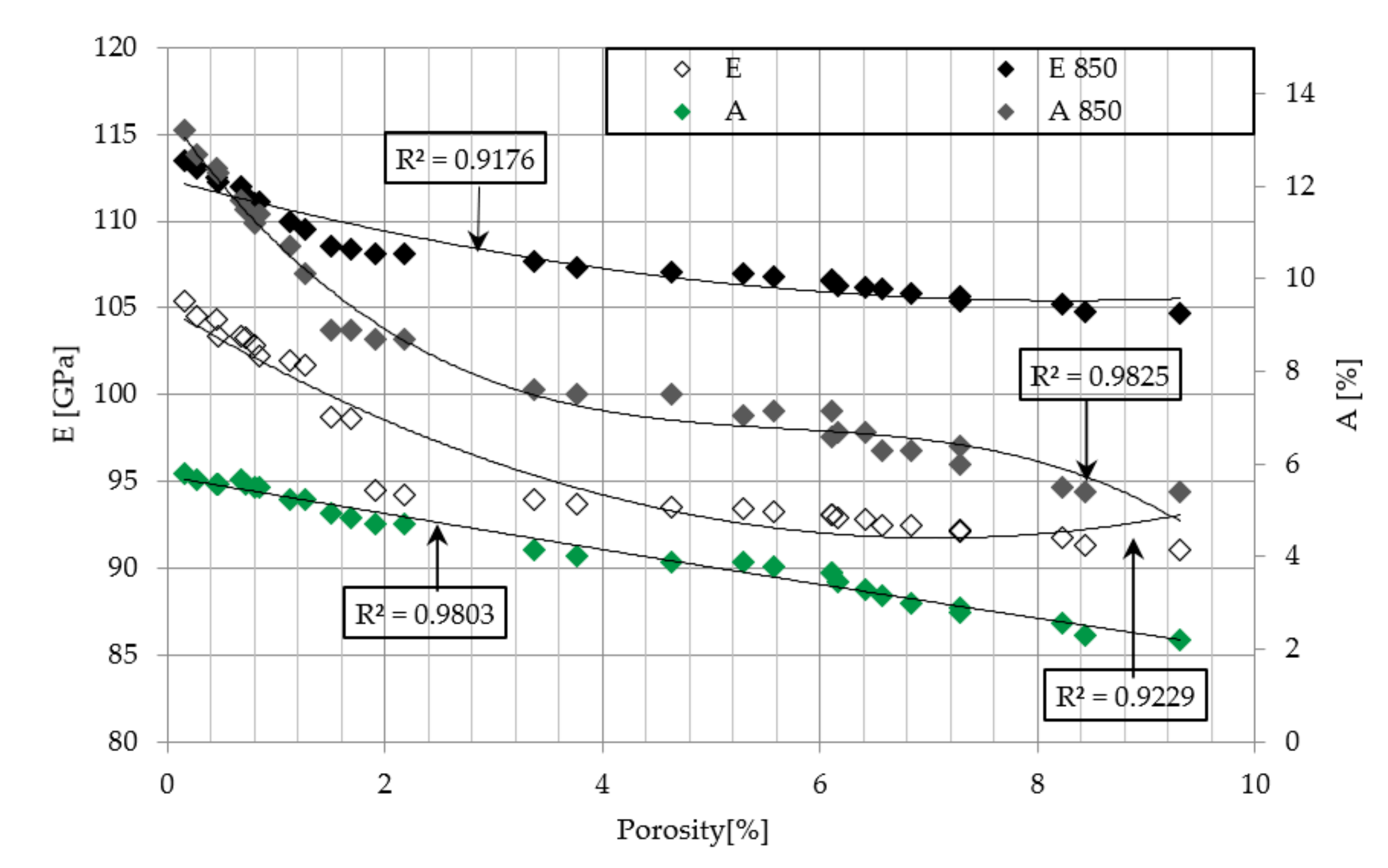
- Heat treatment influenced the reduction of tensile (Rm) and yield strength (Re) parameters with a simultaneous increase of elongation (A) and Young’s modulus (E), additionally, heat treatment at 850 °C resulted in homogenization of the microstructure and elimination of anisotropy resulting from different directions of stretching samples and layering.
- The highest density of samples (porosity not exceeding 0.5%) was obtained for samples melted with energy density in the range of 100–127 J/mm3.
- The analysis of the obtained results revealed that samples build in the ZX orientation compared with XZ had a higher yield strength, tensile strength, and elongation, if the volume of microstructure defects does not exceed 2%.
- Regardless of the energy density, the microstructure obtained in the DMLS process consists of martensite needles, however, the higher the energy density, the larger the grain size; the size of grains also grows with the increasing temperature of heat treatment, which affects the reduction of strength properties and increase of elongation.
Funding
Acknowledgments
Conflicts of Interest
References
- Wu, S.Q.; Lu, Y.J.; Gan, Y.L.; Huang, T.T.; Zhao, C.Q.; Lin, J.J.; Lin, J.X. Microstructural evolution and microhardness of a selective-laser-melted Ti-6Al-4V alloy after post heat treatments. J. Alloy. Compd. 2016, 672, 643–652. [Google Scholar] [CrossRef]
- Popovich, A.; Sufiiarov, V.; Borisov, E.; Polozov, I. Microstructure and mechanical properties of Ti-6Al-4V manufactured by SLM. Key Eng. Mater. 2015, 651, 677–682. [Google Scholar] [CrossRef]
- Galarraga, H.; Lados, D.A.; Dehoff, R.R.; Kirka, M.M.; Nandwana, P. Effects of the microstructure and porosity on properties of Ti-6Al-4V ELI alloy fabricated by electron beam melting (EBM). Add. Manuf. 2016, 10, 47–57. [Google Scholar] [CrossRef] [Green Version]
- Hrabe, N.; Quinn, T. Effects of processing on microstructure and mechanical properties of a titanium alloy (Ti-6Al-4V) fabricated using electron beam melting (EBM), Part 2: Energy input, orientation, and location. Mater. Sci. Eng. A 2013, 573, 271–277. [Google Scholar] [CrossRef]
- Sallica-Leva, E.; Caram, R.; Jardini, A.L.; Fogagnolo, J.B. Ductility improvement due to martensite α’ decomposition in porous Ti-6Al-4V parts produced by selective laser melting for orthopedic implants. J. Mech. Behav. Biomed. 2016, 54, 149–158. [Google Scholar] [CrossRef] [PubMed]
- Leuders, S.; Vollmer, M.; Brenne, F.; Tröster, T.; Niendorf, T. Fatigue strength prediction for titanium alloy TiAl6V4 manufactured by selective laser melting. Metall. Mater. Trans. A 2015, 46, 3816–3823. [Google Scholar] [CrossRef]
- Qiu, C.; Adkins, N.J.; Attallah, M.M. Microstructure and tensile properties of selectively laser-melted and of HIPed laser-melted Ti-6Al-4V. Mater. Sci. Eng. A 2013, 578, 230–239. [Google Scholar] [CrossRef]
- Vandenbroucke, B.; Kruth, J.P. Selective laser melting of biocompatible metals for rapid manufacturing of medical parts. Rapid Prototyping J. 2007, 13, 196–203. [Google Scholar] [CrossRef]
- Calignano, F. Design optimization of supports for overhanging structures in aluminum and titanium alloys by selective laser melting. Mater. Des. 2014, 64, 203–213. [Google Scholar] [CrossRef]
- Simonelli, M.; Tse, Y.Y.; Tuck, C. Effect of the build orientation on the mechanical properties and fracture modes of DMLS Ti-6Al-4V. Mater. Sci. Eng. A 2014, 616, 1–11. [Google Scholar] [CrossRef]
- Xu, W.; Sun, S.; Elambasseril, J.; Liu, Q.; Brandt, M.; Qian, M. Ti-6Al-4V additively manufactured by selective laser melting with superior mechanical properties. JOM 2015, 67, 668–673. [Google Scholar] [CrossRef]
- Kok, Y.; Tan, X.P.; Wang, P.; Nai, M.L.S.; Loh, N.H.; Liu, E.; Tor, S.B. Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: A critical review. Mater. Des. 2018, 139, 565–586. [Google Scholar] [CrossRef]
- Sallica-Leva, E.; Jardini, A.L.; Fogagnolo, J.B. Microstructure and mechanical behavior of porous Ti-6Al-4V parts obtained by selective laser melting. J. Mech. Behav. Biomed. 2013, 26, 98–108. [Google Scholar] [CrossRef] [PubMed]
- Shunmugavel, M.; Polishetty, A.; Littlefair, G. Microstructure and Mechanical Properties of Wrought and Additive Manufactured Ti-6Al-4V Cylindrical Bars. Proc. Tech. 2015, 20, 231–236. [Google Scholar] [CrossRef] [Green Version]
- Murr, L.E.; Quinones, S.A.; Gaytan, S.M.; Lopez, M.I.; Rodela, A.; Martinez, E.Y.; Wicker, R.B. Microstructure and mechanical behavior of Ti-6Al-4V produced by rapid-layer manufacturing, for biomedical applications. J. Mech. Behav. Biomed. Mater. 2009, 2, 20–32. [Google Scholar] [CrossRef] [PubMed]
- Tao, P.; Zhong, J.; Li, H.; Hu, Q.; Gong, S.; Xu, Q. Microstructure, Mechanical Properties, and Constitutive Models for Ti-6Al-4V Alloy Fabricated by Selective Laser Melting (SLM). Metals 2019, 9, 447. [Google Scholar] [CrossRef]
- Greitemeier, D.; Dalle Donne, C.; Syassen, F.; Eufinger, J.; Melz, T. Effect of surface roughness on fatigue performance of additive manufactured Ti-6Al-4V. Mater. Sci. Tech. Ser. 2016, 32, 629–634. [Google Scholar] [CrossRef]
- Zhang, Y.; Bernard, A.; Harik, R.; Karunakaran, K.P. Build orientation optimization for multi-part production in additive manufacturing. J. Intell. Manuf. 2017, 28, 1393–1407. [Google Scholar] [CrossRef]
- Wauthle, R.; Vrancken, B.; Beynaerts, B.; Jorissen, K.; Schrooten, J.; Kruth, J.P.; Van Humbeeck, J. Effects of build orientation and heat treatment on the microstructure and mechanical properties of selective laser melted Ti-6Al-4V lattice structures. Add. Manuf. 2015, 5, 77–84. [Google Scholar]
- Carroll, B.E.; Palmer, T.A.; Beese, A.M. Anisotropic tensile behavior of Ti-6Al-4V components fabricated with directed energy deposition additive manufacturing. Acta Mater. 2015, 87, 309–320. [Google Scholar] [CrossRef]
- Mezzetta, J.; Choi, J.P.; Milligan, J.; Danovitch, J.; Chekir, N.; Bois-Brochu, A.; Brochu, M. Microstructure-Properties Relationships of Ti-6Al-4V Parts Fabricated by Selective Laser Melting. Int. J. Precis. Eng. Manuf. Green Technol. 2018, 5, 605–612. [Google Scholar] [CrossRef]
- Li, P.; Warner, D.H.; Fatemi, A.; Phan, N. Critical assessment of the fatigue performance of additively manufactured Ti-6Al-4V and perspective for future research. Int. J. Fatigue 2016, 85, 130–143. [Google Scholar] [CrossRef]
- Patterson, A.E.; Messimer, S.L.; Farrington, P.A. Overhanging features and the SLM/DMLS residual stresses problem: Review and future research need. Technologies 2017, 5, 15. [Google Scholar] [CrossRef]
- Vrancken, B.; Thijs, L.; Kruth, J.P.; Van Humbeeck, J. Heat treatment of Ti-6Al-4V produced by Selective Laser Melting: Microstructure and mechanical properties. J. Alloys Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef]
- Vilaro, T.; Colin, C.; Bartout, J.D. As-fabricated and heat-treated microstructures of the Ti-6Al-4V alloy processed by selective laser melting. Metall. Mater. Trans. A 2014, 42, 3190–3199. [Google Scholar] [CrossRef]
- Liu, Q.C.; Elambasseril, J.; Sun, S.J.; Leary, M.; Brandt, M.; Sharp, P.K. The effect of manufacturing defects on the fatigue behavior of Ti-6Al-4V specimens fabricated using selective laser melting. Adv. Mat. Resh. 2014, 891, 1519–1524. [Google Scholar]
- Prabhu, A.W.; Vincent, T.; Chaudhary, A.; Zhang, W.; Babu, S.S. Effect of microstructure and defects on fatigue behavior of directed energy deposited Ti-6Al-4V. Sci. Technol. Weld. Joi. 2015, 20, 659–669. [Google Scholar] [CrossRef]
- Razavi, S.M.J.; Bordonaro, G.G.; Ferro, P.; Torgersen, J.; Berto, F. Porosity effect on tensile behavior of Ti-6Al-4V specimens produced by laser engineered net shaping technology. Proc. Inst. Mech. Eng. Part C: J. Mech. Eng. Sci. 2018. [Google Scholar] [CrossRef]
- Gong, H.; Rafi, K.; Gu, H.; Ram, G.J.; Starr, T.; Stucker, B. Influence of defects on mechanical properties of Ti-6Al-4V components produced by selective laser melting and electron beam melting. Mater. Des. 2015, 86, 545–554. [Google Scholar] [CrossRef]
- Zhang, G.; Wang, J.; Zhang, H. Research Progress of Balling Phenomena in Selective Laser Melting. Found. Technol. 2017, 2, 2. [Google Scholar]
- Kasperovich, G.; Hausmann, J. Improvement of fatigue resistance and ductility of TiAl6V4 processed by selective laser melting. J. Mater. Process. Tech. 2015, 220, 202–214. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Everitt, N.M.; Ashcroft, I.; Tuck, C. Reducing porosity in AlSi10Mg parts processed by selective laser melting. Add. Manuf. 2014, 1, 77–86. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Van Humbeeck, J.; Kruth, J.P. A study of the microstructural evolution during selective laser melting of Ti-6Al-4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Weingarten, C.; Buchbinder, D.; Pirch, N.; Meiners, W.; Wissenbach, K.; Poprawe, R. Formation and reduction of hydrogen porosity during selective laser melting of AlSi10Mg. J. Mater. Process. Tech. 2015, 221, 112–120. [Google Scholar] [CrossRef]
- Brånemark, P.I. Osseointegration and its experimental background. J. Prosth. Dent. 1983, 50, 399–410. [Google Scholar] [CrossRef]
- Rack, H.J.; Qazi, J.I. Titanium alloys for biomedical applications. Mater. Sci. Eng. C 2006, 26, 1269–1277. [Google Scholar] [CrossRef]
- Wang, J.L.; Liu, R.L.; Majumdar, T.; Mantri, S.A.; Ravi, V.A.; Banerjee, R.; Birbilis, N. A closer look at the in vitro electrochemical characterization of titanium alloys for biomedical applications using in-situ methods. Acta Biomater. 2017, 54, 469–478. [Google Scholar] [CrossRef] [PubMed]
- Harun, W.S.W.; Kamariah, M.S.I.N.; Muhamad, N.; Ghani, S.A.C.; Ahmad, F.; Mohamed, Z. A review of powder additive manufacturing processes for metallic biomaterials. Powder Technol. 2018, 327, 128–151. [Google Scholar] [CrossRef]
- Karlsson, J.; Norell, M.; Ackelid, U.; Engqvist, H.; Lausmaa, J. Surface oxidation behavior of Ti-6Al-4V manufactured by Electron Beam Melting (EBM®). J. Manuf. Process. 2015, 17, 120–126. [Google Scholar] [CrossRef]
- Du Plessis, A.; Kouprianoff, D.P.; Yadroitsava, I.; Yadroitsev, I. Mechanical Properties and In Situ Deformation Imaging of Microlattices Manufactured by Laser Based Powder Bed Fusion. Materials 2018, 11, 1663. [Google Scholar] [CrossRef]
- Maamoun, A.; Xue, Y.; Elbestawi, M.; Veldhuis, S. Effect of selective laser melting process parameters on the quality of al alloy parts: Powder characterization, density, surface roughness, and dimensional accuracy. Materials 2018, 11, 2343. [Google Scholar] [CrossRef] [PubMed]
- Maamoun, A.; Xue, Y.; Elbestawi, M.; Veldhuis, S. The Effect of Selective Laser Melting Process Parameters on the Microstructure and Mechanical Properties of Al6061 and AlSi10Mg Alloys. Materials 2019, 12, 12. [Google Scholar] [CrossRef] [PubMed]
- Yu, M.; Yi, J.; Liu, J.; Li, S.; Wu, G.; Wu, L. Effect of electropolishing on electrochemical behaviours of titanium alloy Ti-10V-2Fe-3Al. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2011, 26, 469–477. [Google Scholar] [CrossRef]
- Han, J.; Yang, J.; Yu, H.; Yin, J.; Gao, M.; Wang, Z.; Zeng, X. Microstructure and mechanical property of selective laser melted Ti6Al4V dependence on laser energy density. Rapid Prototyp. J. 2017, 23, 217–226. [Google Scholar] [CrossRef]
- Laquai, R.; Müller, B.R.; Kasperovich, G.; Haubrich, J.; Requena, G.; Bruno, G. X-ray refraction distinguishes unprocessed powder from empty pores in selective laser melting Ti-6Al-4V. Mater. Res. Lett. 2018, 6, 130–135. [Google Scholar] [CrossRef]
- Dilip, J.J.S.; Zhang, S.; Teng, C.; Zeng, K.; Robinson, C.; Pal, D.; Stucker, B. Influence of processing parameters on the evolution of melt pool, porosity, and microstructures in Ti-6Al-4V alloy parts fabricated by selective laser melting. Progress Add. Manuf. 2017, 2, 157–167. [Google Scholar] [CrossRef] [Green Version]
- Singh, A.P.; Yang, F.; Torrens, R.; Gabbitas, B. Solution treatment of Ti-6Al-4V alloy produced by consolidating blended powder mixture using a powder compact extrusion route. Mater. Sci. Eng. A 2018, 712, 157–165. [Google Scholar] [CrossRef]
- Brezinová, J.; Hudák, R.; Guzanová, A.; Draganovská, D.; Ižaríková, G.; Koncz, J. Direct Metal Laser Sintering of Ti6Al4V for Biomedical Applications: Microstructure, Corrosion Properties and Mechanical Treatment of Implants. Metals 2016, 6, 171. [Google Scholar] [CrossRef]
- Zhao, X.; Li, S.; Zhang, M.; Liu, Y.; Sercombe, T.B.; Wang, S.; Murr, L.E. Comparison of the microstructures and mechanical properties of Ti-6Al-4V fabricated by selective laser melting and electron beam melting. Mater. Des. 2016, 95, 21–31. [Google Scholar] [CrossRef]
- Fan, Z.; Feng, H. Study on selective laser melting and heat treatment of Ti-6Al-4V alloy. Results Phys. 2018, 10, 660–664. [Google Scholar] [CrossRef]
- Wang, D.; Dou, W.; Yang, Y. Research on selective laser melting of Ti6Al4V: Surface morphologies, optimized processing zone, and ductility improvement mechanism. Metals 2018, 8, 471. [Google Scholar] [CrossRef]
- Dai, N.; Zhang, L.C.; Zhang, J.; Chen, Q.; Wu, M. Corrosion behavior of selective laser melted Ti-6Al-4V alloy in NaCl solution. Corros. Sci. 2016, 102, 484–489. [Google Scholar] [CrossRef]
- Dai, N.; Zhang, J.; Chen, Y.; Zhang, L.C. Heat treatment degrading the corrosion resistance of selective laser melted Ti-6Al-4V alloy. J. Electrochem. Soc. 2017, 164, 428–434. [Google Scholar] [CrossRef]





 and Re min
and Re min  for Ti6Al4V in accordance with ASTM F 1472.
and Re min for Ti6Al4V in accordance with ASTM F 1472.
for Ti6Al4V in accordance with ASTM F 1472.
and Re min for Ti6Al4V in accordance with ASTM F 1472. and Re min for Ti6Al4V in accordance with ASTM F 1472.
and Re min for Ti6Al4V in accordance with ASTM F 1472.
and Re min for Ti6Al4V in accordance with ASTM F 1472.
and Re min for Ti6Al4V in accordance with ASTM F 1472. and Re min for Ti6Al4V in accordance with ASTM F 1472.
and Re min for Ti6Al4V in accordance with ASTM F 1472.
and Re min for Ti6Al4V in accordance with ASTM F 1472.
and Re min for Ti6Al4V in accordance with ASTM F 1472.
 and Re min for Ti6Al4V in accordance with ASTM F 1472.
and Re min for Ti6Al4V in accordance with ASTM F 1472.
and Re min for Ti6Al4V in accordance with ASTM F 1472.
and Re min for Ti6Al4V in accordance with ASTM F 1472.
 and Re min for Ti6Al4V in accordance with ASTM F 1472.
and Re min for Ti6Al4V in accordance with ASTM F 1472.
and Re min for Ti6Al4V in accordance with ASTM F 1472.
and Re min for Ti6Al4V in accordance with ASTM F 1472.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | V | O | N | H | Fe | C | Ti |
|---|---|---|---|---|---|---|---|---|
| wt.% | 5.97 | 4.04 | 0.195 | 0.036 | 0.010 | 0.24 | 0.061 | Bal. |
| ASTM F 2924-14 | 5.5–6.75 | 3.5–4.5 | <0.2 | <0.05 | <0.015 | <0.3 | <0.08 | Bal. |
| Scanning Velocity (mm/s) | Laser Power [W] | ||||
| 130 | 150 | 170 | 190 | 210 | |
| Energy Density (J/mm3) | |||||
| 300 | 144 | 166 | 188 | 211 | 233 |
| 500 | 87 | 100 | 113 | 127 | 140 |
| 700 | 62 | 71 | 81 | 90 | 100 |
| 900 | 48 | 56 | 63 | 70 | 74 |
| 1100 | 40 | 45 | 52 | 58 | 64 |
| 1300 | 33 | 38 | 44 | 49 | 54 |
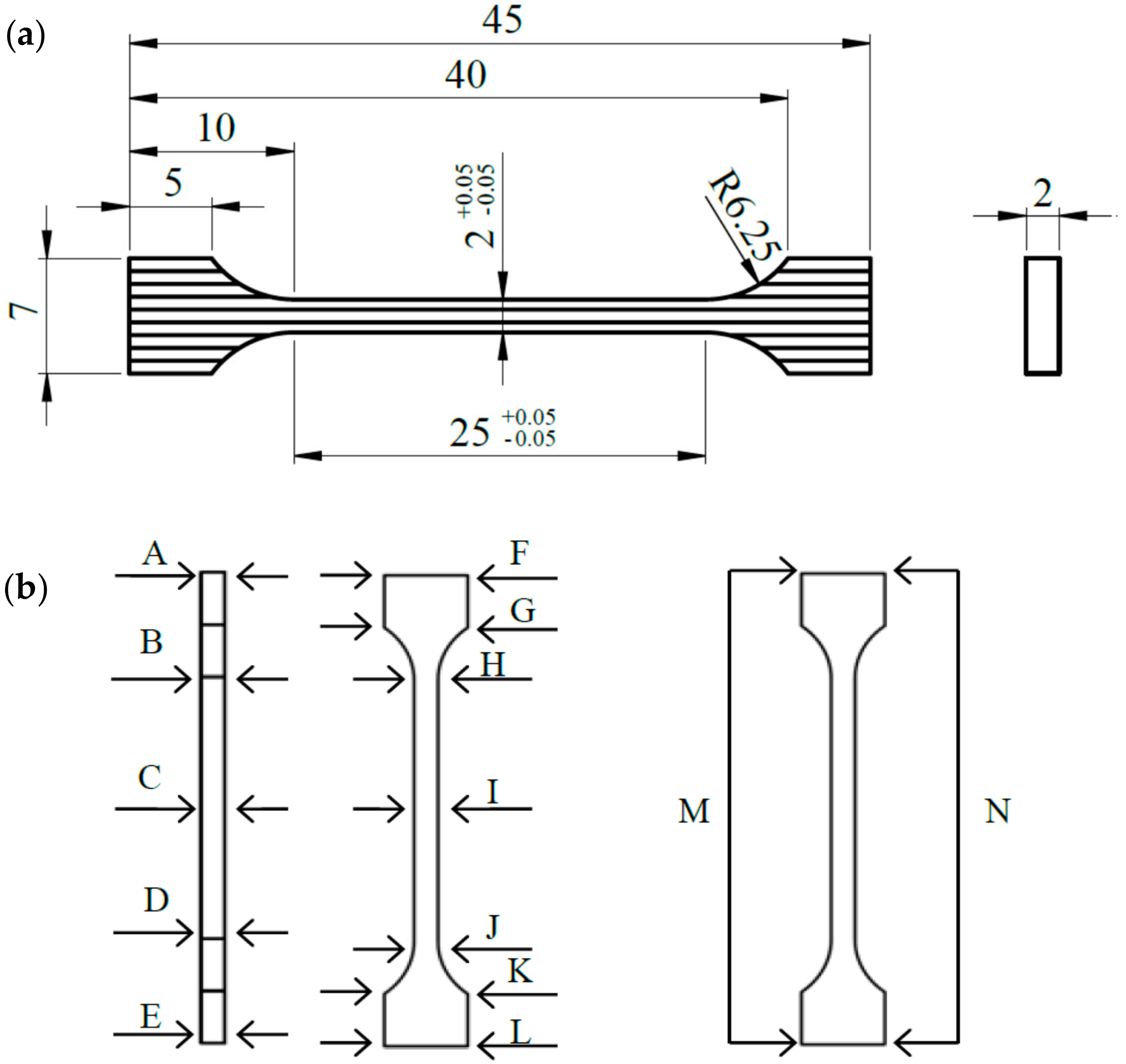
| Dimension | Thickness A–E [mm] | Necking H/I/J [mm] | Width F/G/K/L [mm] | Length M–N [mm] |
|---|---|---|---|---|
| Nominal | 2 | 2 | 7 | 45 |
| Min | 2.48 | 2.07 | 6.97 | 45.55 |
| Max | 2.55 | 2.17 | 7.16 | 45.65 |
| Average | 2.51 | 2.12 | 7.07 | 45.58 |
| Standard deviation | 0.01 | 0.02 | 0.06 | 0.03 |
| P [W] | V [mm/s] | Rm [MPa] | Re [MPa] | A [%] | E [GPa] | Es [J/mm3] | P [%] | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ZX | XZ | ZX | XZ | ZX | XZ | ZX | XZ | ||||
| 150 | 500 | 1056 ± 13 | 1052 ± 12 | 954 ± 10 | 950 ± 8 | 13.4 ± 0.5 | 13.2 ± 0.6 | 106.5 ± 1.3 | 106.2 ± 0.6 | 100 | 0.46 |
| 170 | 500 | 1074 ± 13 | 1069 ±10 | 974 ± 9 | 973 ± 7 | 13.7 ± 0.6 | 13.6 ± 0.5 | 107.5 ± 0.7 | 107.5 ± 0.8 | 113 | 0.27 |
| 190 | 500 | 1080 ± 10 | 1077 ± 11 | 982 ± 9 | 980 ± 9 | 14.3 ± 06 | 14.1 ± 0.7 | 108.0 ± 1.2 | 108.7 ± 0.5 | 127 | 0.16 |
| 210 | 700 | 1062 ± 12 | 1055 ± 10 | 962 ± 9 | 954 ± 8 | 13.5 ± 0.5 | 13.3 ± 0.8 | 107.2 ± 1.0 | 107.4 ± 0.9 | 100 | 0.45 |
| Heat Treatment | Energy Density [J/mm3] | |||
|---|---|---|---|---|
| 33 | 100 | 233 | Average | |
| AB | 0.17 ± 0.05 | 0.25 ± 0.08 | 0.38 ± 0.06 | 0.27 ± 0.11 |
| 650 °C | 0.42 ± 0.11 | 0.57 ± 0.12 | 0.81 ± 0.11 | 0.60 ± 0.22 |
| 750 °C | 0.81 ± 0.10 | 1.16 ± 0.15 | 1.63 ± 0.09 | 1.20 ± 0.41 |
| 850 °C | 1.17 ± 0.12 | 1.49 ± 0.13 | 2.11 ± 0.11 | 1.59 ± 0.48 |
| 950 °C | 1.83 ± 0.15 | 2.31 ± 0.18 | 2.80 ± 0.21 | 2.31 ± 0.49 |
© 2019 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mierzejewska, Ż.A. Effect of Laser Energy Density, Internal Porosity and Heat Treatment on Mechanical Behavior of Biomedical Ti6Al4V Alloy Obtained with DMLS Technology. Materials 2019, 12, 2331. https://doi.org/10.3390/ma12142331
Mierzejewska ŻA. Effect of Laser Energy Density, Internal Porosity and Heat Treatment on Mechanical Behavior of Biomedical Ti6Al4V Alloy Obtained with DMLS Technology. Materials. 2019; 12(14):2331. https://doi.org/10.3390/ma12142331
Chicago/Turabian StyleMierzejewska, Żaneta Anna. 2019. "Effect of Laser Energy Density, Internal Porosity and Heat Treatment on Mechanical Behavior of Biomedical Ti6Al4V Alloy Obtained with DMLS Technology" Materials 12, no. 14: 2331. https://doi.org/10.3390/ma12142331
APA StyleMierzejewska, Ż. A. (2019). Effect of Laser Energy Density, Internal Porosity and Heat Treatment on Mechanical Behavior of Biomedical Ti6Al4V Alloy Obtained with DMLS Technology. Materials, 12(14), 2331. https://doi.org/10.3390/ma12142331