Effect of CeO2 on Impact Toughness and Corrosion Resistance of WC Reinforced Al-Based Coating by Laser Cladding

Abstract
:1. Introduction
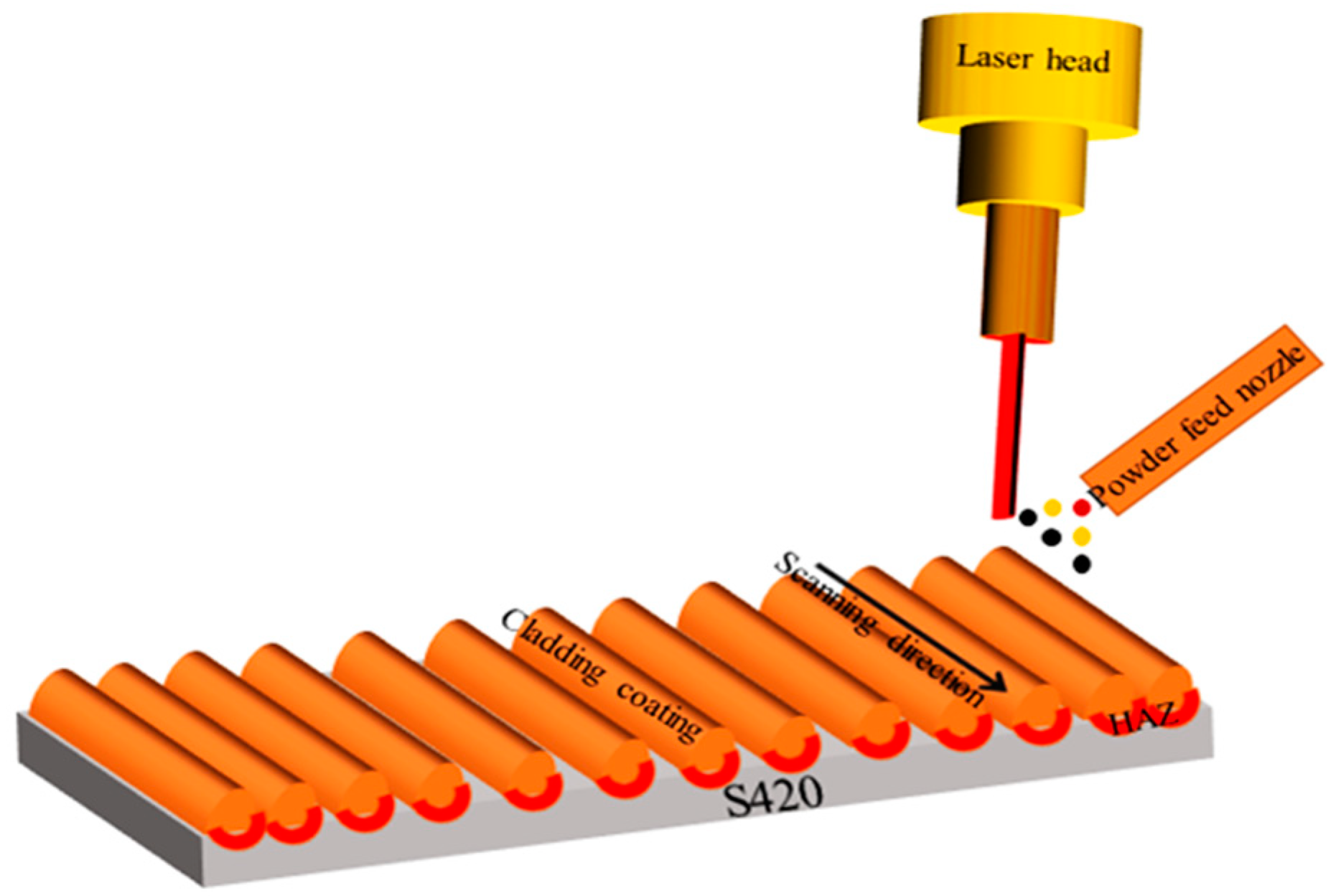
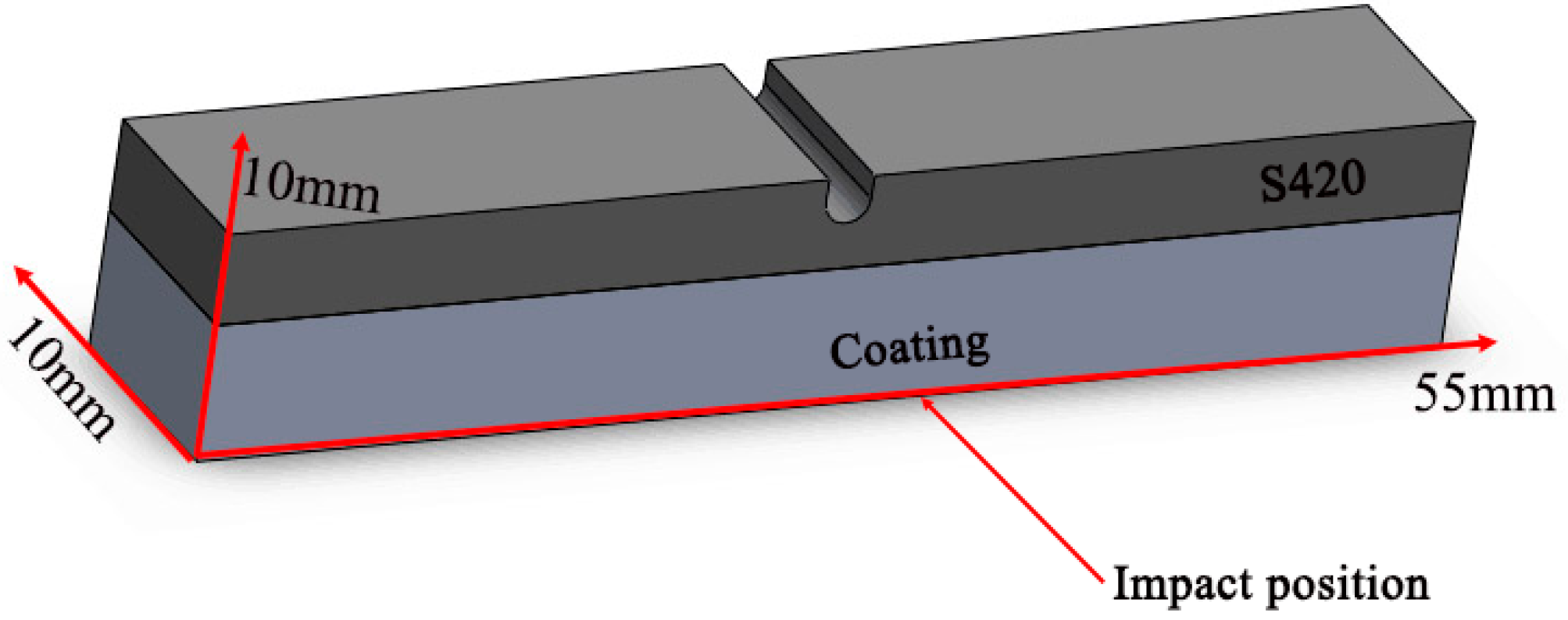
2. Experimental
3. Results and Discussion
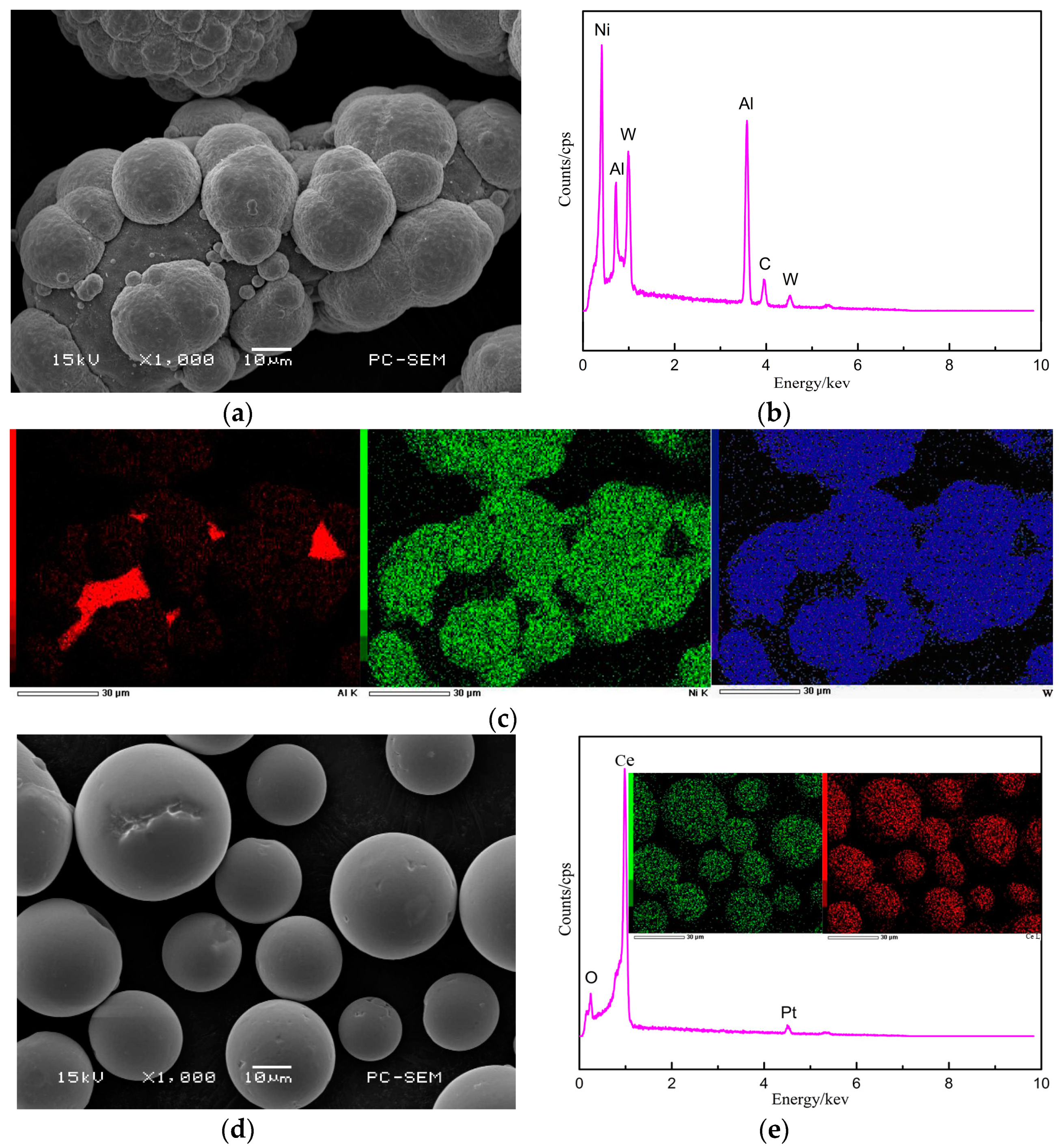
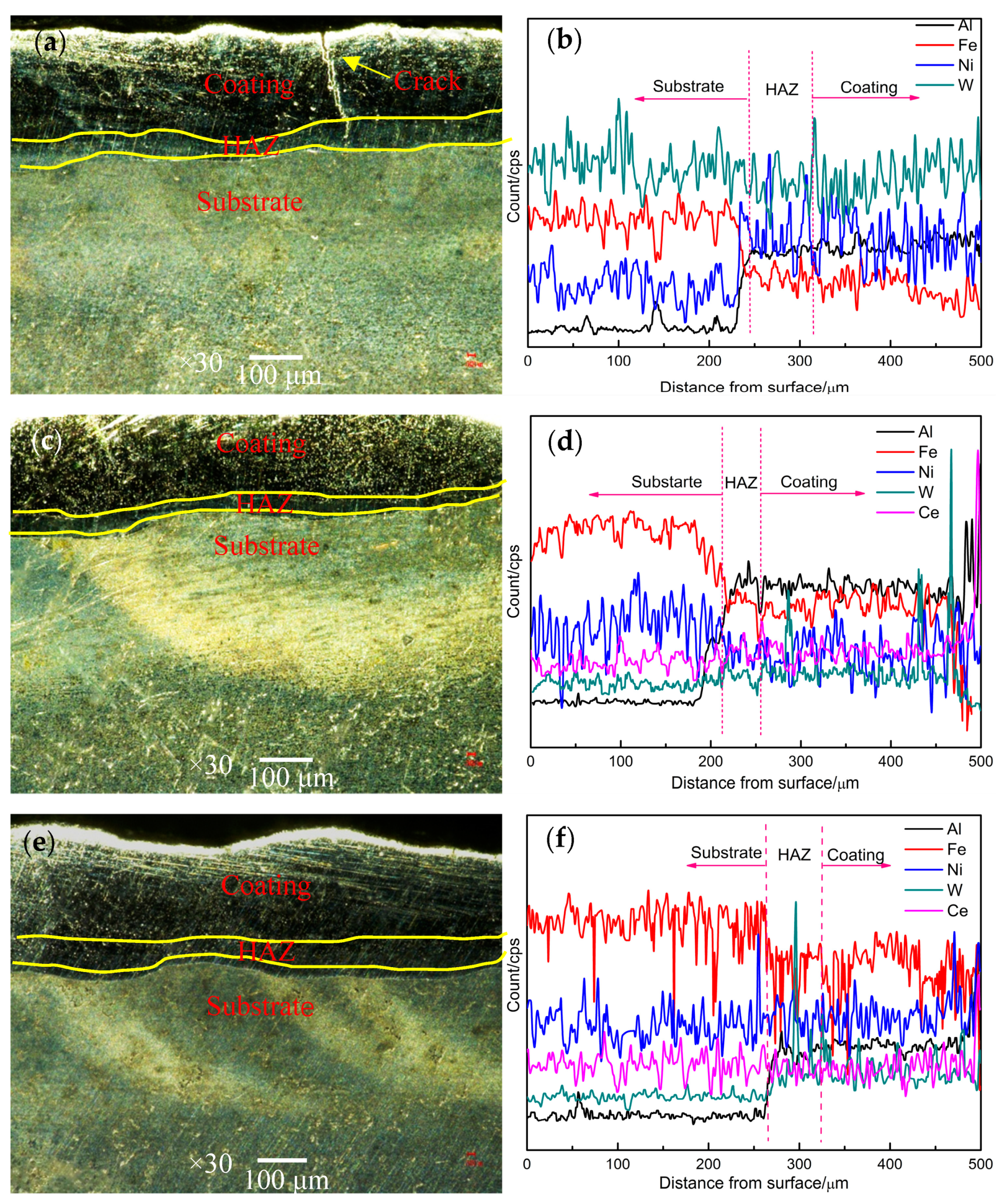
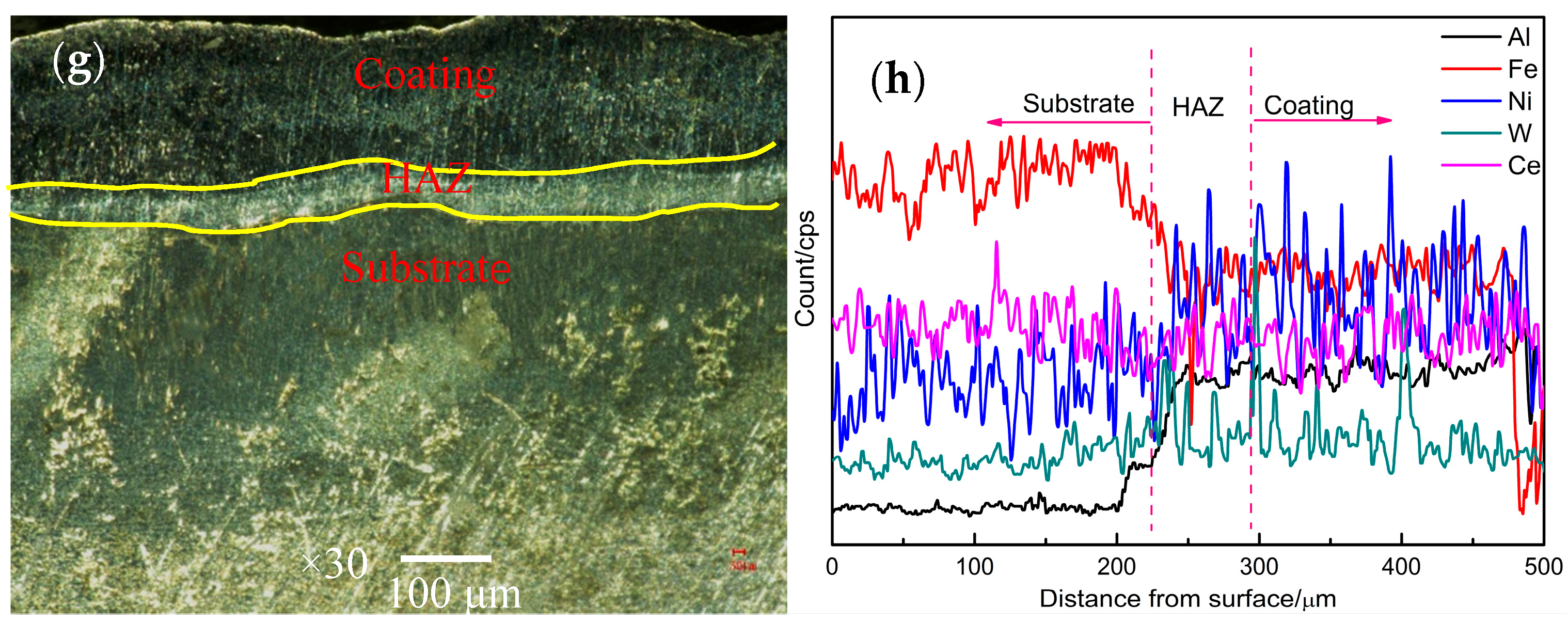
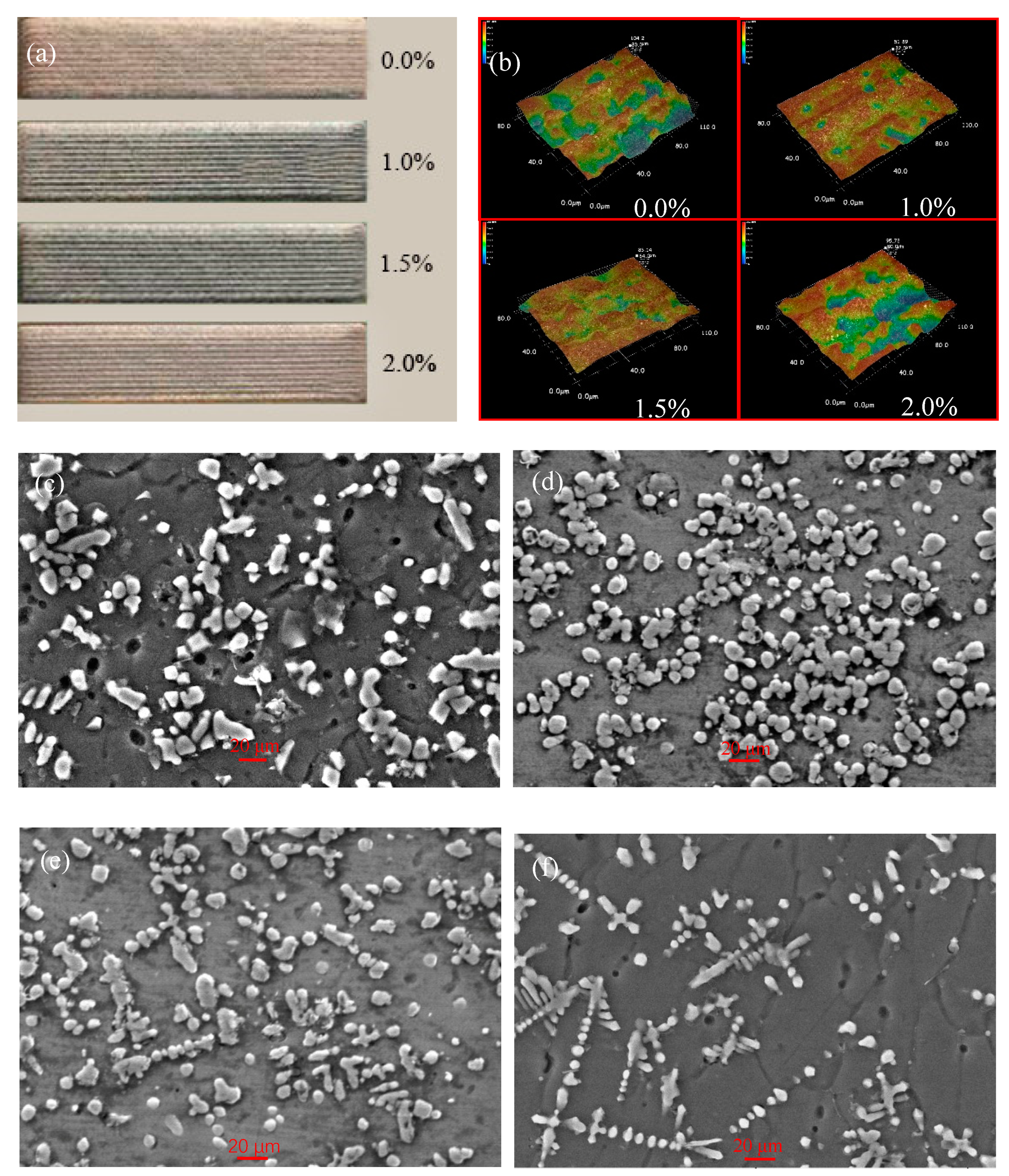
3.1. Microstructures Analysis
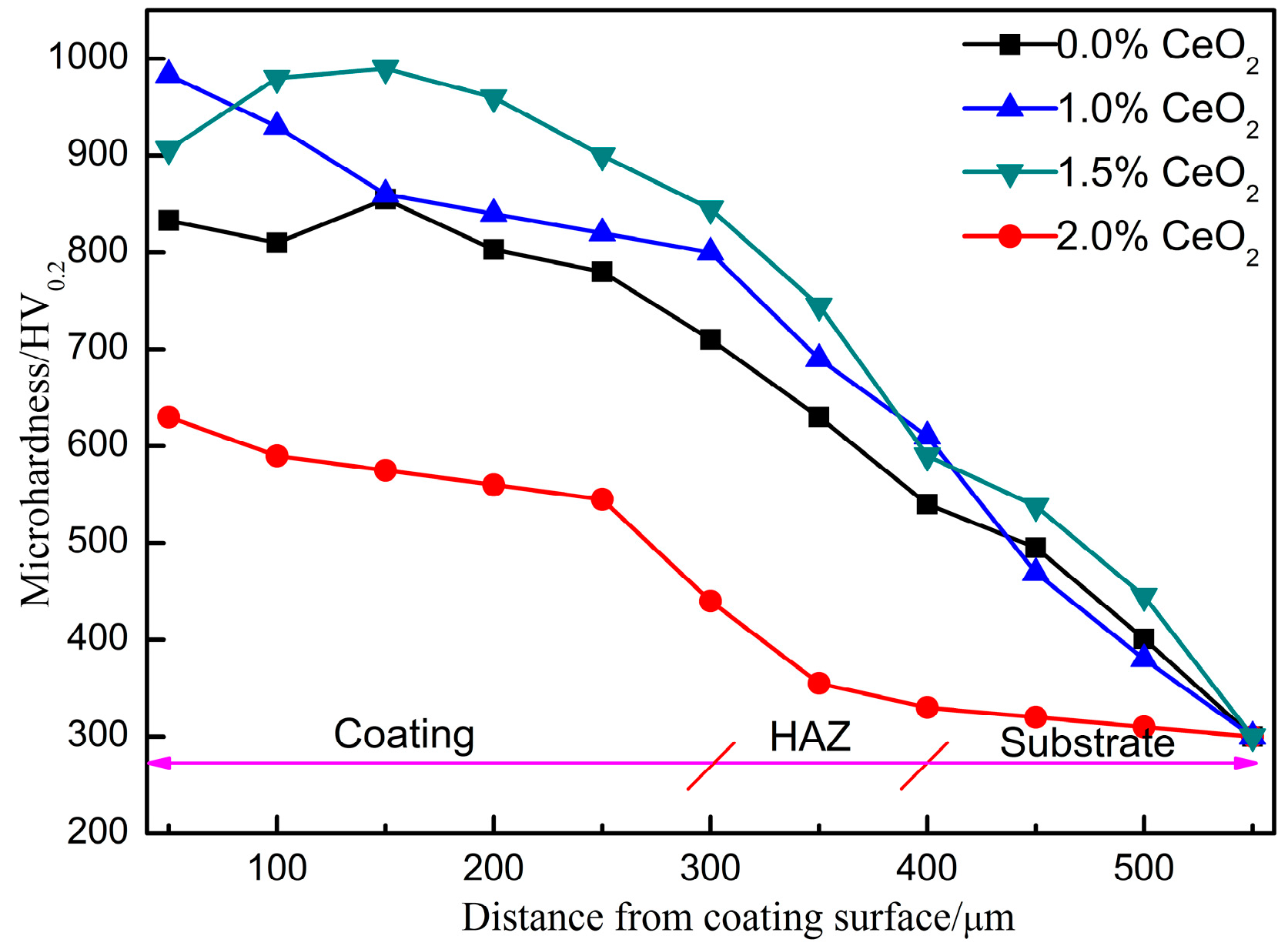
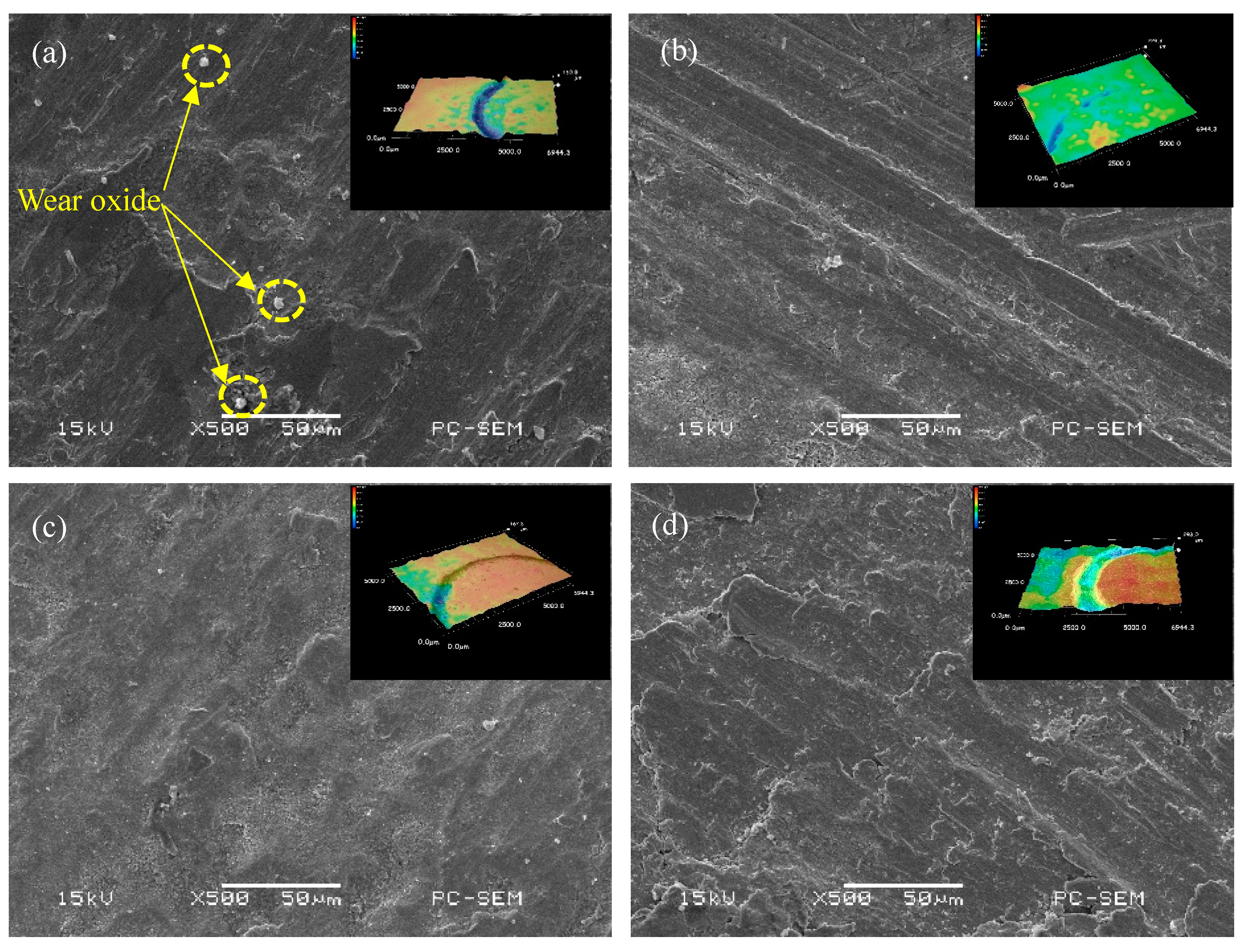
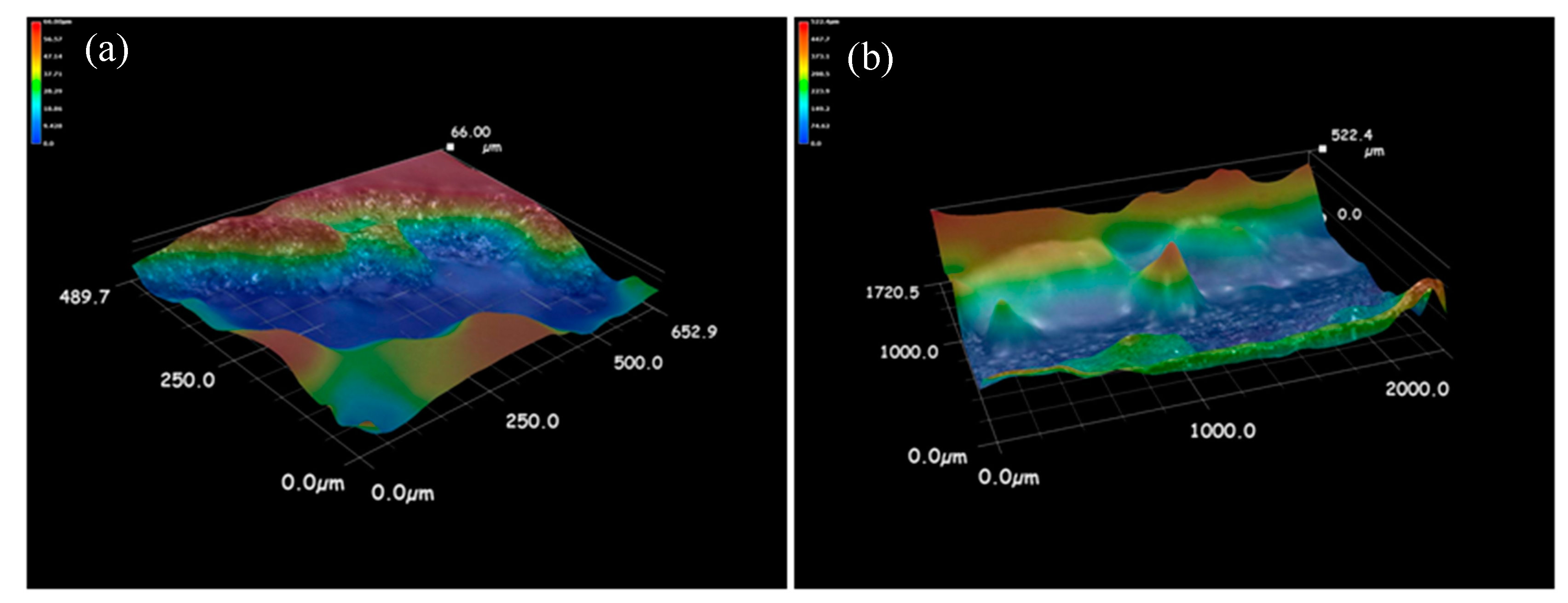
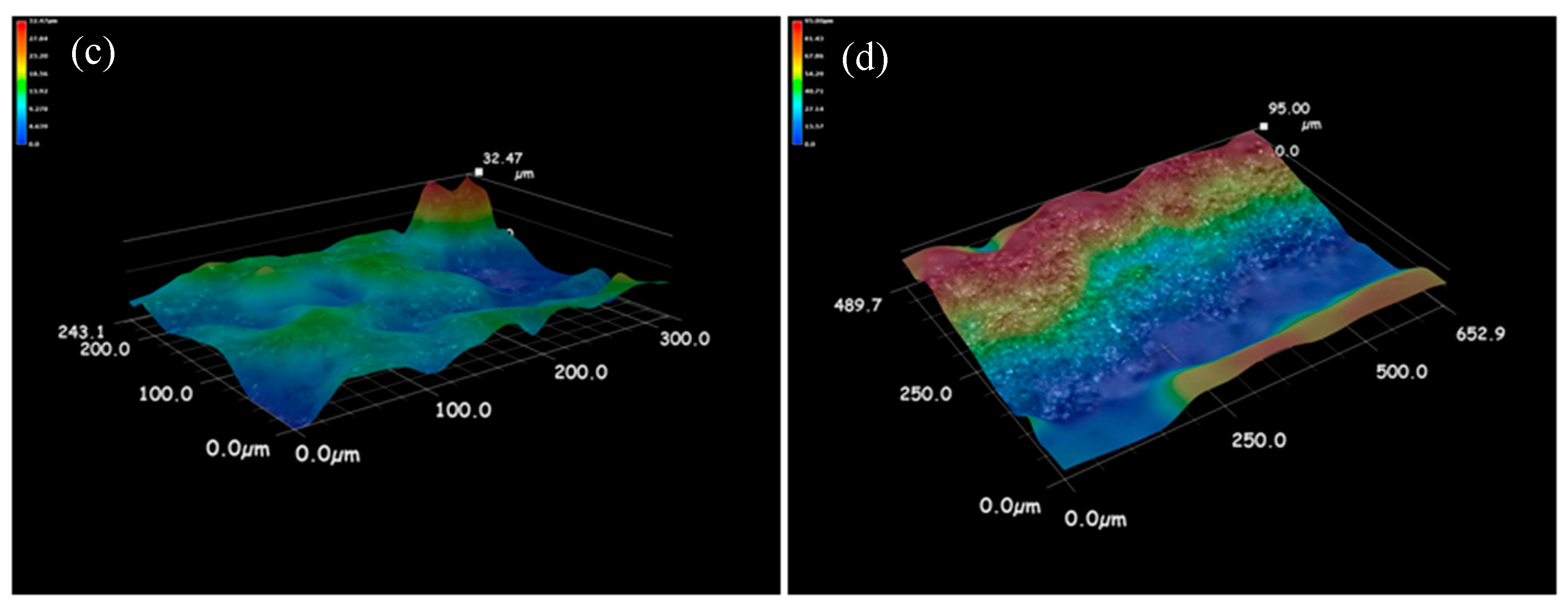
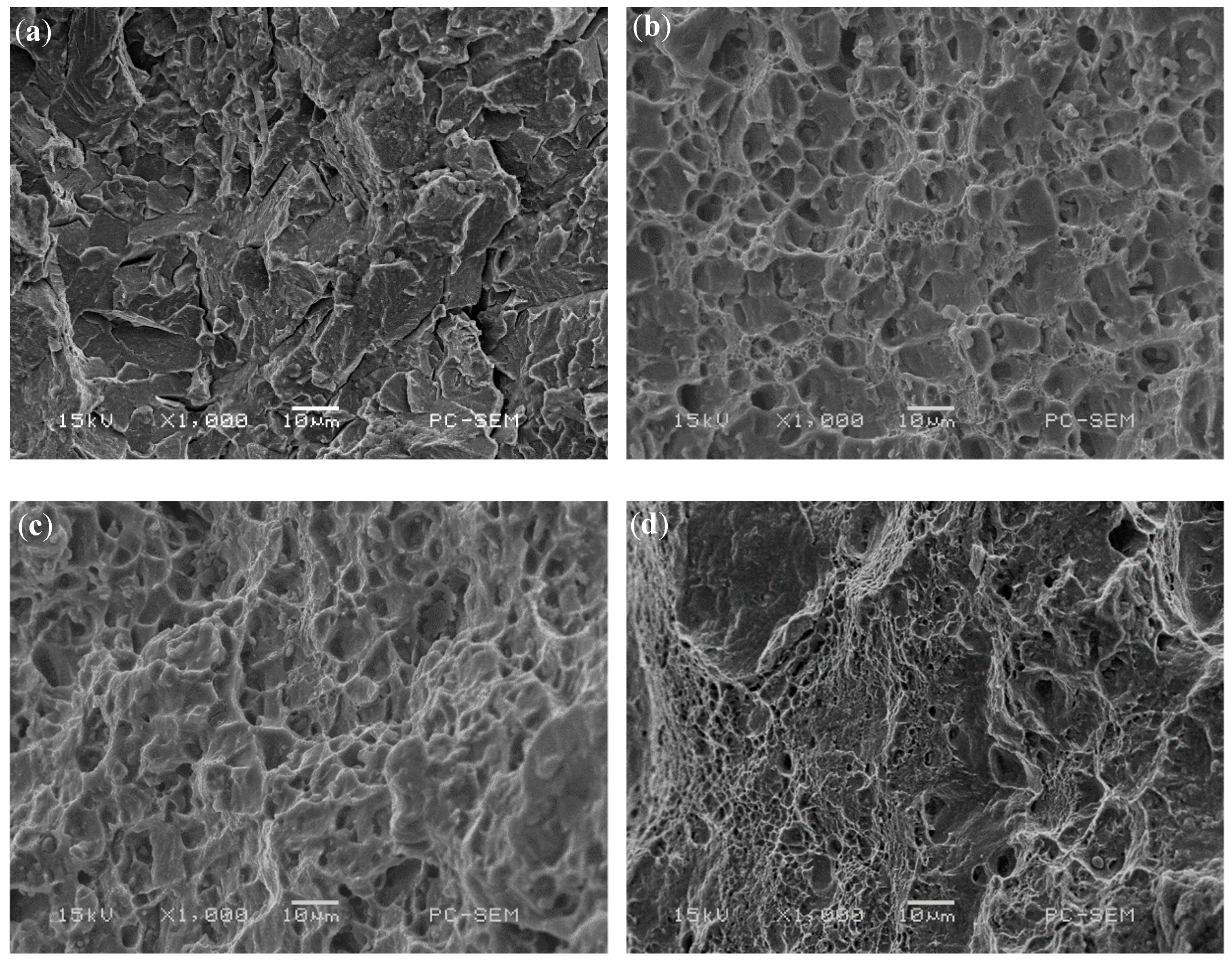
3.2. Properties Analysis
4. Conclusions
- (1)
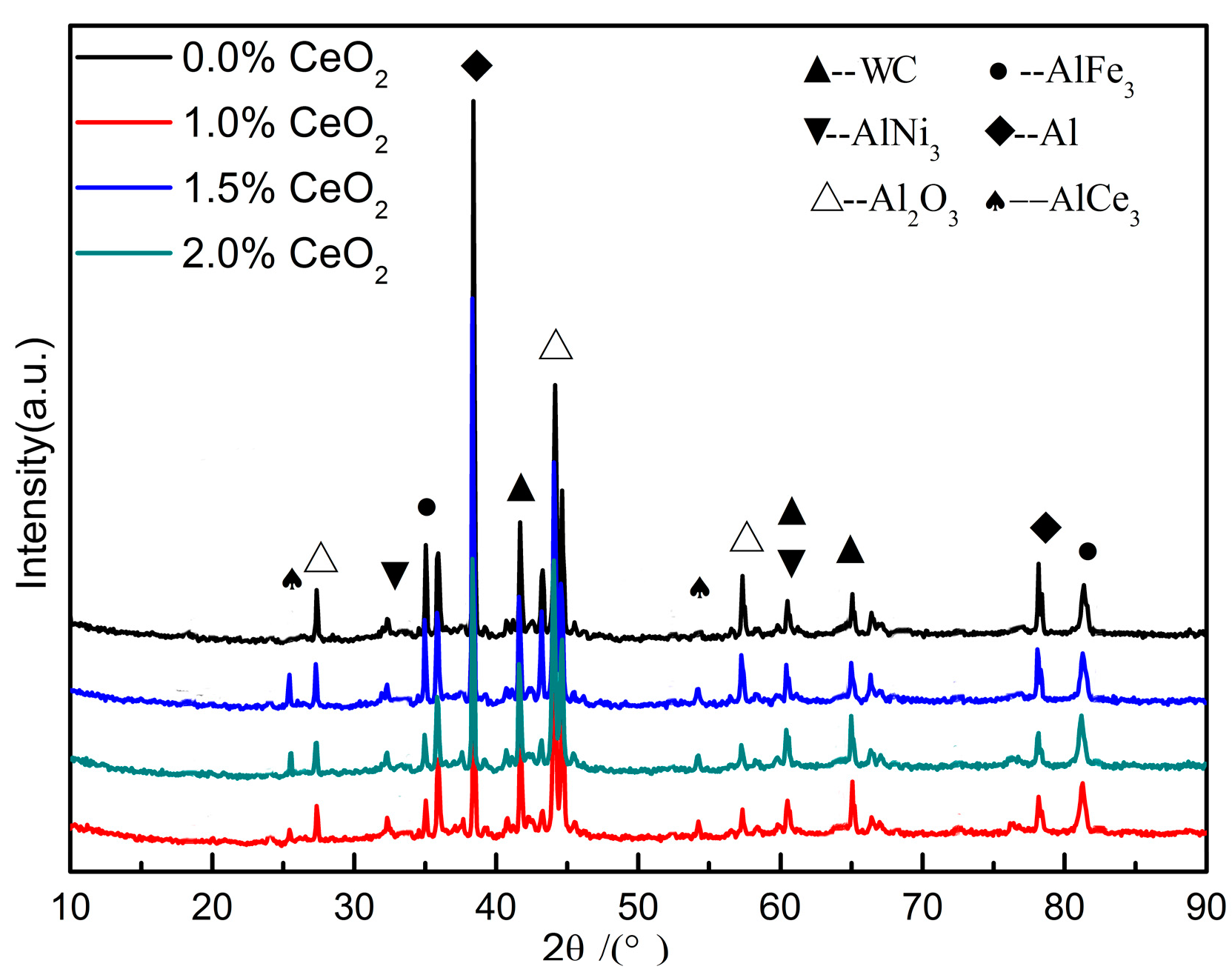
- WC-reinforced Al-based composite coating with added CeO2 was prepared by laser cladding. The addition of CeO2 did not change the phase composition of the coating. Appropriate amount of CeO2 can enhance the flowability of the molten pool, refine the microstructure of the coating, and make the distribution of elements in the coating uniform. However, excessive CeO2 makes the diffusion of the molten pool difficult, and CeO2 will dissolve into the metal compounds, which makes the microstructure of the coating become thick again.
- (2)
- Appropriate amount of rare earth CeO2 can significantly improve the hardness of the cladding coating. When the content of CeO2 is more than 1%, the fine grain strengthening effect decreases gradually, the dislocation movement increases, and the inclusions in the coating increase, resulting in the decrease of plasticity and impact toughness of the coating. Wear resistance is also reduced.
- (3)
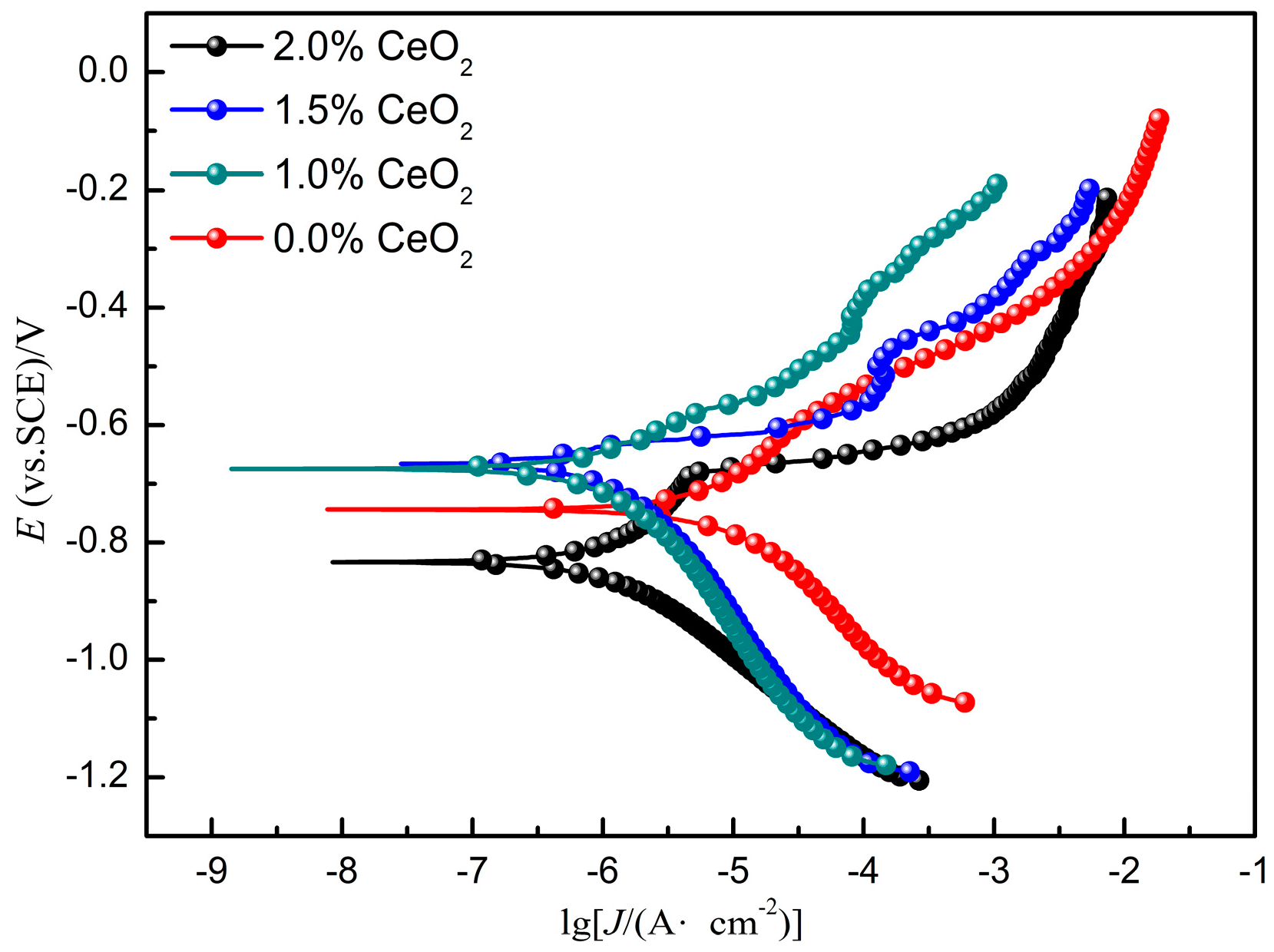
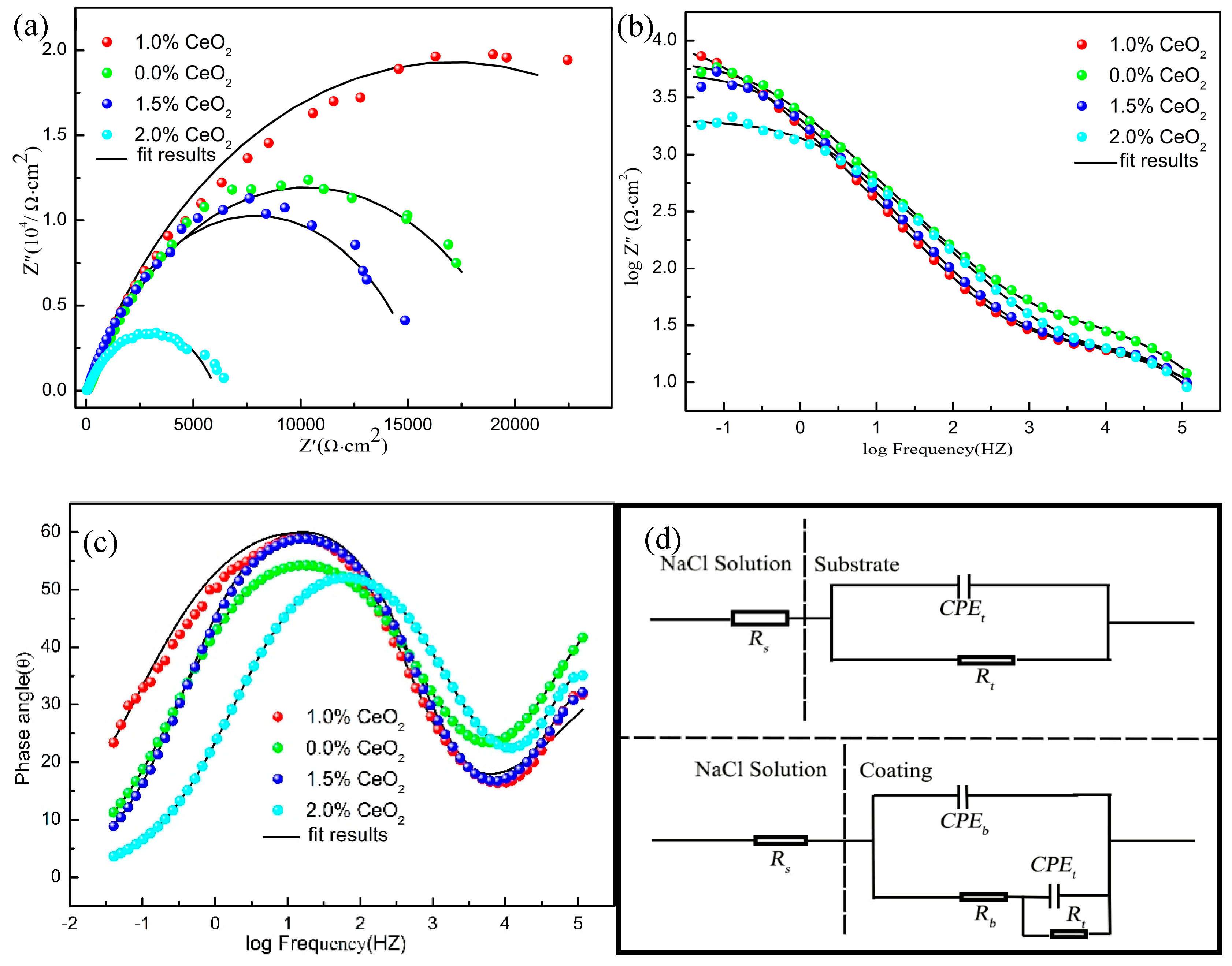
- The coating prepared with different CeO2 content has higher impedance and higher corrosion resistance than that of the substrate. When the content of CeO2 is 1%, the coating shows its best corrosion resistance.
Author Contributions
Funding
Conflicts of Interest
References
- López-Ortega, A.; Bayón, R.; Arana, J.L. Evaluation of protective coatings for offshore applications. Corrosion and tribocorrosion behavior in synthetic seawater. Surf. Coat. Tech. 2018, 349, 1083–1097. [Google Scholar] [CrossRef]
- Sun, X.; Huang, D.; Wu, G. The current state of offshore wind energy technology development. Energy 2012, 41, 298–312. [Google Scholar] [CrossRef]
- Alam, M.A.; Sherif, E.S.M.; Al-Zahrani, S.M. Fabrication of various epoxy coatings for offshore applications and evaluating their mechanical properties and corrosion behavior. Int. J. Electrochem. Sci. 2013, 8, 3121–3131. [Google Scholar]
- Zhou, Y.L.; Zhang, X.J.; Liu, Z.Y.; Misra, R.D.K. Investigation on tempering of granular bainite in an offshore platform steel. Mater. Sci. Eng. A 2015, 626, 352–361. [Google Scholar] [CrossRef]
- Zhou, Y.L.; Jia, T.; Zhang, X.J.; Liu, Z.Y.; Misra, R.D.K. Microstructure and toughness of the CGHAZ of an offshore platform steel. J. Mater. Process. Technol. 2015, 219, 314–320. [Google Scholar] [CrossRef]
- Travanca, J.; Hao, H. Dynamics of steel offshore platforms under ship impact. Appl. Ocean. Res. 2014, 47, 352–372. [Google Scholar] [CrossRef]
- Zhou, Y.L.; Chen, J.; Liu, Z.Y. Corrosion Behavior of Rusted 550 MPa Grade Offshore Platform Steel. J. Iron. Steel. Res. Int. 2013, 20, 66–73. [Google Scholar] [CrossRef]
- Yang, Y.; W, Q.J.; He, Z.; Jia, Z.Y.; Zhang, X.W. Seismic Collapse Performance of Jacket Offshore Platforms with Time-Variant Zonal Corrosion Model. Appl. Ocean. Res. 2019, 84, 268–278. [Google Scholar] [CrossRef]
- Ma, H.B.; Yang, Y.; He, Z.; Zhang, Y.H.; Ji, F. Experimental study on mechanical properties of steel under extreme cyclic loading considering pitting damage. Ocean. Eng. 2019, 186, 106091. [Google Scholar] [CrossRef]
- Zhou, S.F.; Xu, Y.B.; Liao, B.Q.; Sun, Y.J.; Dai, X.Q.; Yang, J.X.; Li, Z.Y. Effect of laser remelting on microstructure and properties of WC reinforced Fe-based amorphous composite coatings by laser cladding. Opt. Laser. Technol. 2018, 103, 8–16. [Google Scholar] [CrossRef] [Green Version]
- Li, W.; Xu, P.Q.; Wang, Y.Y.; Zou, Y.; Gong, H.Y.; Lu, F.G. Laser synthesis and microstructure of micro- and nano-structured WC reinforced Co-based cladding layers on titanium alloy. J. Alloys Compd. 2018, 749, 10–22. [Google Scholar] [CrossRef]
- Leunda, J.; Sanz, C.; Soriano, C. Laser cladding strategies for producing WC reinforced NiCr coatings inside twin barrels. Surf. Coat. Tech. 2016, 307, 720–727. [Google Scholar] [CrossRef]
- Ye, F.X.; Hojamberdiev, M.; Xu, Y.H.; Zhong, L.S.; Yan, H.H.; Chen, Z. Volume Fraction Effect of V8C7 Particulates on Impact Toughness and Wear Performance of V8C7/Fe Monolithic Composites. J. Mater. Eng. Perform. 2014, 23, 1402–1407. [Google Scholar] [CrossRef]
- He, X.; Song, R.G.; Kong, D.J. Microstructures and properties of Ni/TiC/La2O3 reinforced Al based composite coatings by laser cladding. Opt. Laser. Technol. 2019, 117, 18–27. [Google Scholar] [CrossRef]
- Chen, W.J.; Chen, H.; Li, C.C.; Wang, X.L.; Cai, Q. Microstructure and fatigue crack growth of EA4T steel in laser cladding remanufacturing. Eng. Fail. Anal. 2017, 79, 120–129. [Google Scholar] [CrossRef]
- Fan, Y.; Jin, G.; Cui, X.F.; Li, Y.; Gao, Z.H. Effect of Nb and CeO2 on the mechanical and tribology properties of Co-based cladding coatings. Surf. Coat. Tech. 2016, 288, 25–29. [Google Scholar] [CrossRef]
- Zhang, H.; Zou, Y.; Zou, Z.D.; Shi, C.W. Effects of CeO2 on microstructure and corrosion resistance of TiC-VC reinforced Fe-based laser cladding layers. J. Rare. Earth. 2014, 32, 1095–1100. [Google Scholar] [CrossRef]
- Sun, S.T.; Fu, H.H.; Ping, X.L.; Guo, X.Y.; Lin, J.; Lei, Y.P.; Wu, W.B.; Zhou, J.X. Effect of CeO2 addition on microstructure and mechanical properties of in-situ (Ti, Nb)C/Ni coating. Surf. Coat. Tech. 2019, 359, 300–313. [Google Scholar] [CrossRef]
- Yang, C.Y.; Luan, Y.K.; Li, D.Z.; Li, Y.Y. Effects of rare earth elements on inclusions and impact toughness of high-carbon chromium bearing steel. J. Mater. Sci. Technol. 2019, 35, 1298–1308. [Google Scholar] [CrossRef]
- Zhang, X.; Wei, W.Z.; Cheng, L.; Liu, J.; Wu, K.M.; Liu, M. Effects of niobium and rare earth elements on microstructure and initial marine corrosion behavior of low-alloy steels. Appl. Surf. Sci. 2019, 475, 83–93. [Google Scholar] [CrossRef]
- He, X.; Kong, D.J.; Song, R.G. Microstructures and Properties of Laser Cladding Al-TiC-CeO2 Composite Coatings. Materials 2018, 11, 198. [Google Scholar] [CrossRef] [PubMed]
- Li, J.N.; Chen, C.Z.; Wang, D.G.; Li, W. Microstructures and wear properties of YPSZ/CeO2 reinforced composites deposited by laser cladding. Compos Part B-Eng. 2012, 43, 896–901. [Google Scholar] [CrossRef]
- Luo, X.X.; Yao, Z.J.; Zhang, P.Z.; Gu, D.D. Al2O3 nanoparticles reinforced Fe-Al laser cladding coatings with enhanced mechanical properties. J. Alloy. Compd. 2018, 755, 41–54. [Google Scholar] [CrossRef]
- Farahmand, P.; Liu, S.; Zhang, Z.; Kovacevic, R. Laser cladding assisted by induction heating of Ni–WC composite enhanced by nano-WC and La2O3. Ceram Int. 2014, 40, 15421–15438. [Google Scholar] [CrossRef]
- Zhao, N.; Tao, L.; Guo, H.; Zhang, M.Q. Effect of Ultra-fine WC Particles on Microstructural Evolution and Wear Behavior of Ni-Based Nano-CeO2 Coatings Produced by Laser. Rare. Metal. Mat. Eng. 2018, 47, 20–25. [Google Scholar]
- Chen, T.; Fun, D.F.; Wu, F.; Wang, H.J. Effect of CeO2 on Microstructure and Wear Resistance of TiC Bioinert Coatings on Ti6Al4V Alloy by Laser Cladding. Materials 2018, 11, 58. [Google Scholar] [CrossRef] [PubMed]
- Li, H.F.; Duan, Q.Q.; Zhang, P.; Zhou, X.H.; Wang, B.; Zhang, Z.F. The quantitative relationship between fracture toughness and impact toughness in high-strength steels. Eng. Fract. Mech. 2019, 211, 362–370. [Google Scholar] [CrossRef]
- Haghdadi, N.; Cizek, P.; Hodgson, P.D.; Beladi, H. Microstructure dependence of impact toughness in duplex stainless steels. Mater. Sci. Eng. A 2019, 745, 369–378. [Google Scholar] [CrossRef]
- Dai, N.W.; Zhang, L.C.; Zhang, J.X.; Chen, Q.M.; Wu, M.L. Corrosion behavior of selective laser melted Ti-6Al-4V alloy in NaCl solution. Corros. Sci. 2016, 102, 484–489. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | Cr | S | Ni | Mo | Al | Ti | Nb | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.07 | 0.20 | 1.52 | 0.004 | 0.02 | 0.035 | 0.44 | 0.01 | 0.052 | 0.013 | 0.018 | 0.23 | 97.38 |
| CeO2 Content (wt.%) | Wear Width (μm) | Wear Depth (μm) | Wear Area (mm2) | Wear Volume (mm3) | Wear Rate (mm3·N−1·s−1) |
|---|---|---|---|---|---|
| 0.0 | 500.12 | 34.91 | 9.42 | 0.32 | 1.01 × 10−5 |
| 1.0 | 342.91 | 9.86 | 6.46 | 0.06 | 1.87 × 10−6 |
| 1.5 | 408.42 | 15.49 | 7.69 | 0.12 | 3.75 × 10−6 |
| 2.0 | 512.82 | 31.82 | 9.66 | 0.31 | 9.68 × 10−6 |
| CeO2 Contents (wt.%) | Impact Absorbing Energy Ak (J) | Fracture Surface Area S (cm2) | Impact Toughness αk (J/cm2) |
|---|---|---|---|
| 0.0 | 25.8 | 0.8 | 32.25 |
| 1.0 | 33.82 | 0.8 | 42.27 |
| 1.5 | 31.25 | 0.8 | 39.07 |
| 2.0 | 26.12 | 0.8 | 32.65 |
| CeO2 (wt.%) | Ecorr (V) | icorr (A/cm2) | βa/(mV) | βb/(mV) | Rp/(Ω·cm2) |
|---|---|---|---|---|---|
| 0.0 | −0.7348 | 3.7721 × 10−6 | 302.23 | 201.76 | 2.9228 × 10−5 |
| 1.0 | −0.6661 | 8.3794 × 10−7 | 150.73 | 122.74 | 3.9934 × 10−6 |
| 1.5 | −0.6745 | 7.7306 × 10−7 | 102.82 | 189.78 | 3.3773 × 10−6 |
| 2.0 | −0.8335 | 1.7053 × 10−6 | 208.49 | 227.39 | 2.2758 × 10−5 |
| CeO2 (wt.%) | Rs (Ω·cm2) | Qb (Ω−1·s−n·cm−2) | Nb | Rb (Ω·cm2) | Qt (Ω−1·s−n·cm−2) | Nt | Rt (Ω·cm2) |
|---|---|---|---|---|---|---|---|
| 0.0 | 0.33 | 7.713 × 10−5 | 0.7024 | 26.55 | 8.277 × 10−5 | 0.7673 | 11,970 |
| 1.0 | 3.377 | 3.229 × 10−6 | 0.7649 | 18.66 | 9.661 × 10−5 | 0.7374 | 36,796 |
| 1.5 | 4.62 | 3.515 × 10−6 | 0.9551 | 13.66 | 9.670 × 10−5 | 0.673 | 35,230 |
| 2.0 | 0.3571 | 8.11 × 10−6 | 0.6638 | 36.25 | 8.824 × 10−5 | 0.675 | 20,000 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, W.; Chen, Z.; Feng, S. Effect of CeO2 on Impact Toughness and Corrosion Resistance of WC Reinforced Al-Based Coating by Laser Cladding. Materials 2019, 12, 2901. https://doi.org/10.3390/ma12182901
Wang W, Chen Z, Feng S. Effect of CeO2 on Impact Toughness and Corrosion Resistance of WC Reinforced Al-Based Coating by Laser Cladding. Materials. 2019; 12(18):2901. https://doi.org/10.3390/ma12182901
Chicago/Turabian StyleWang, Weizhan, Zhigang Chen, and Shunshan Feng. 2019. "Effect of CeO2 on Impact Toughness and Corrosion Resistance of WC Reinforced Al-Based Coating by Laser Cladding" Materials 12, no. 18: 2901. https://doi.org/10.3390/ma12182901
APA StyleWang, W., Chen, Z., & Feng, S. (2019). Effect of CeO2 on Impact Toughness and Corrosion Resistance of WC Reinforced Al-Based Coating by Laser Cladding. Materials, 12(18), 2901. https://doi.org/10.3390/ma12182901