Laser Welding of SLM-Manufactured Tubes Made of IN625 and IN718


 , , and
, , and 
Abstract
:1. Introduction
2. State-of-the-Art
3. Material and Methods
3.1. Materials
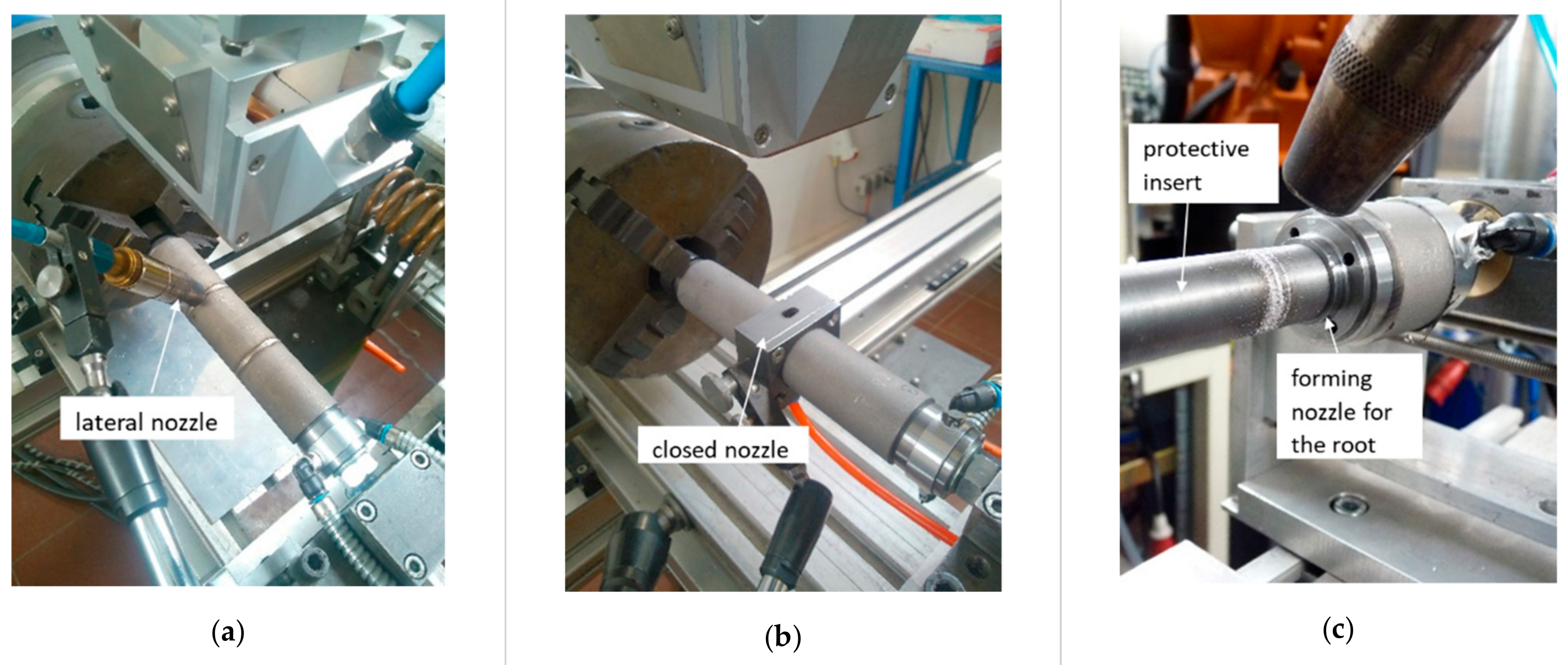
3.2. Experimental Procedure
3.3. Evaluation Tools
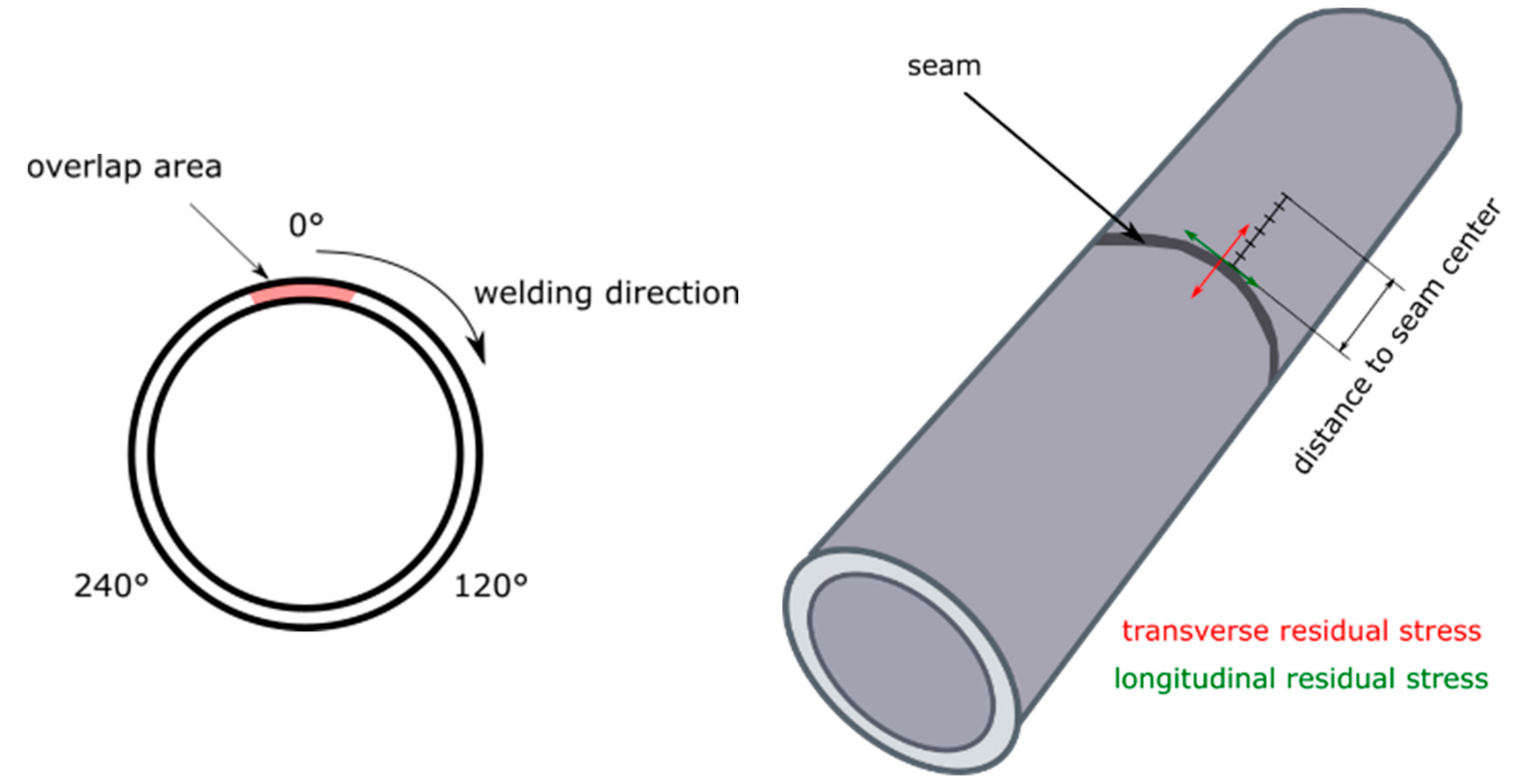
3.3.1. Residual Stress Measurements
3.3.2. Computed Tomography
3.3.3. Metallographic Investigations and Hardness Measurements
4. Results
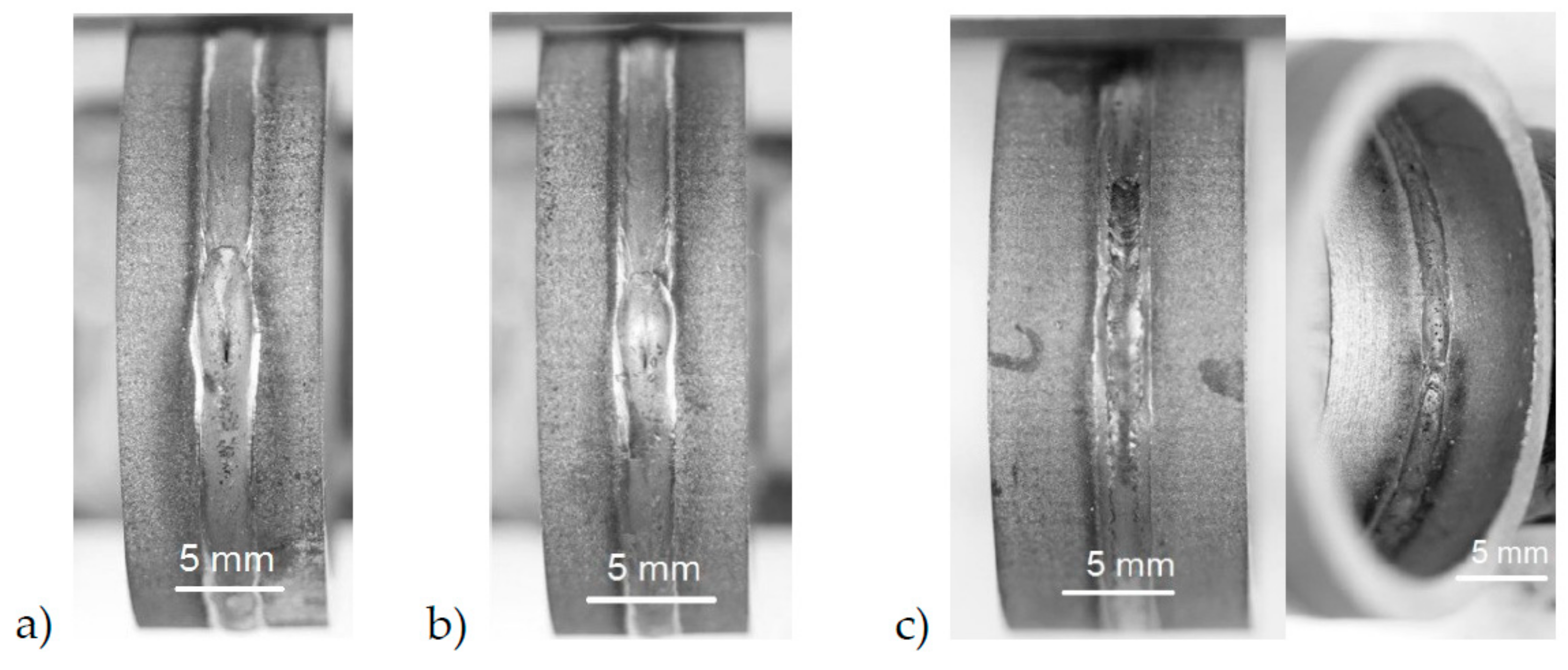
4.1. Optical Evaluation of the Welding Results
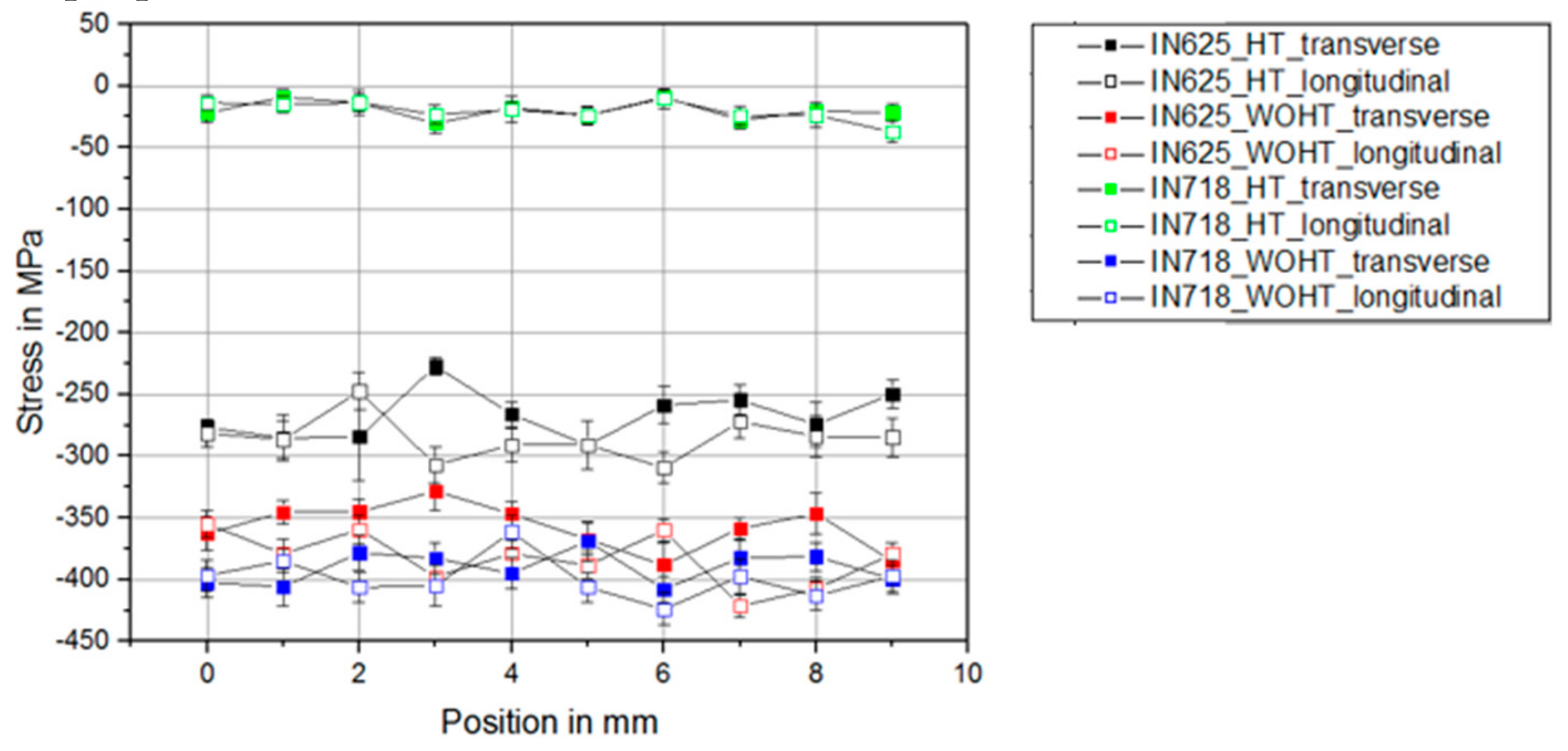
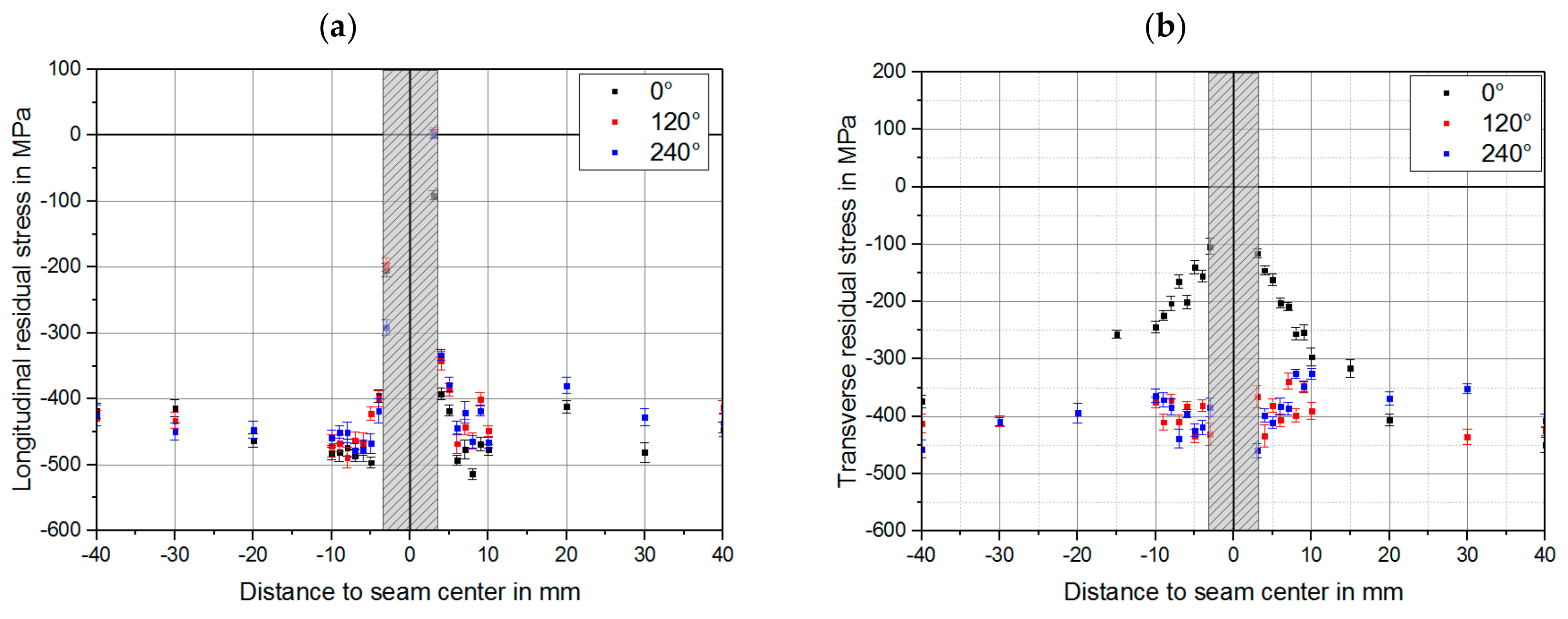
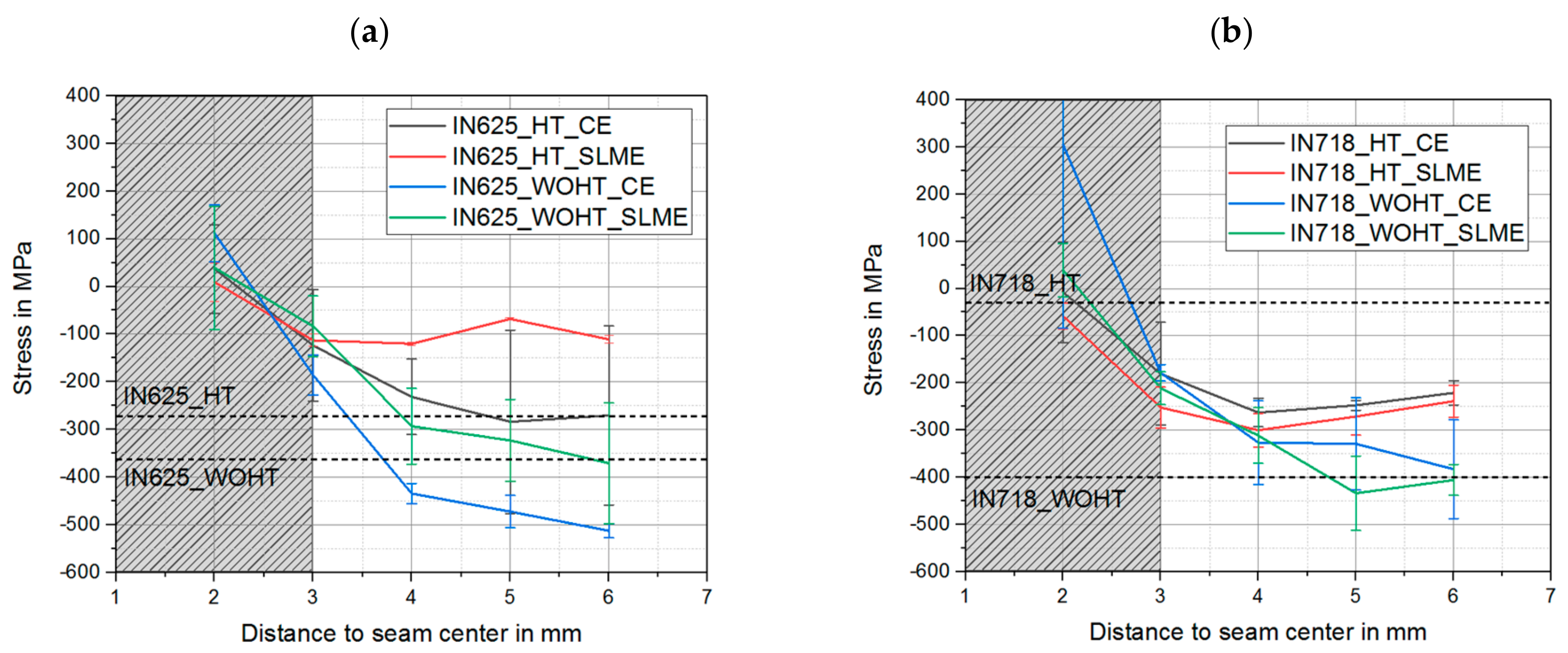
4.2. Residual Stress Measurements
4.3. Computed Tomography (CT)
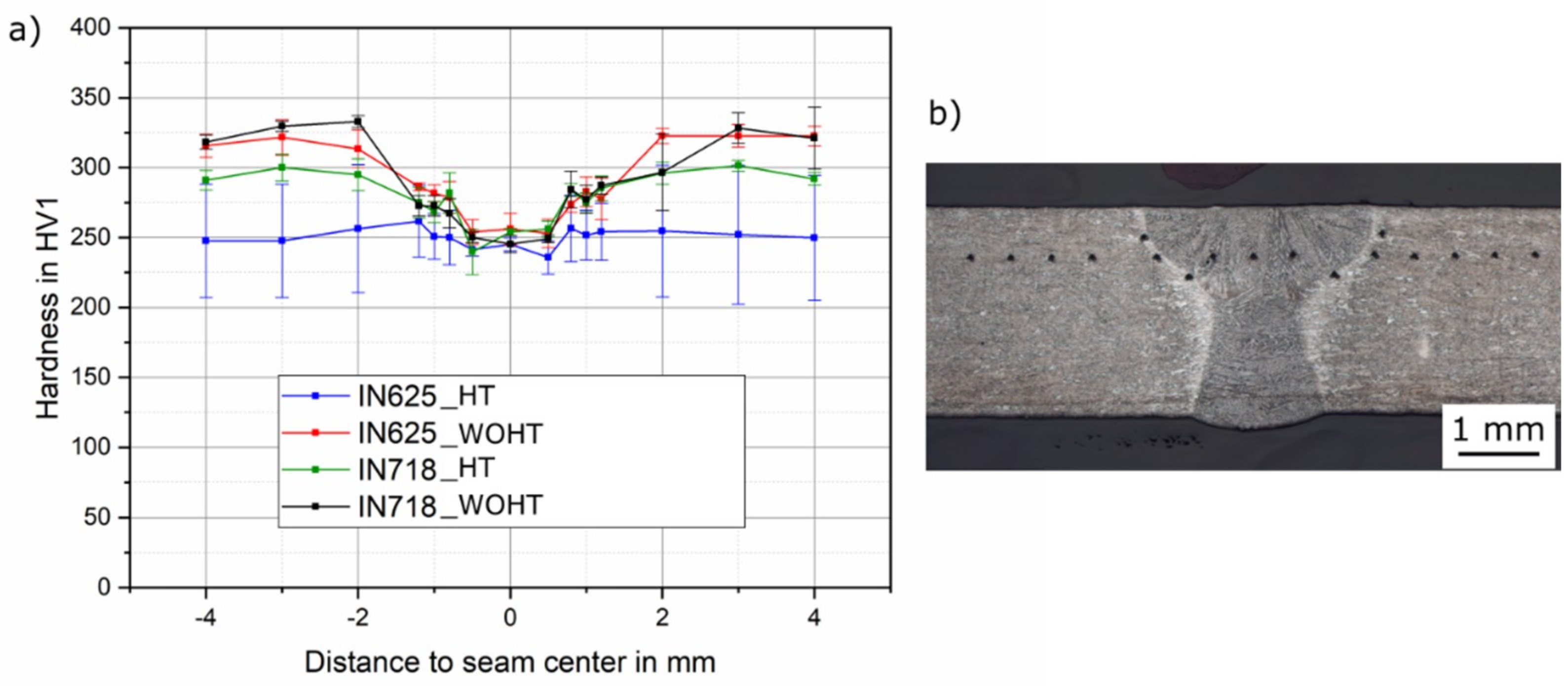
4.4. Metallographic Investigations and Hardness Measurements
5. Conclusions
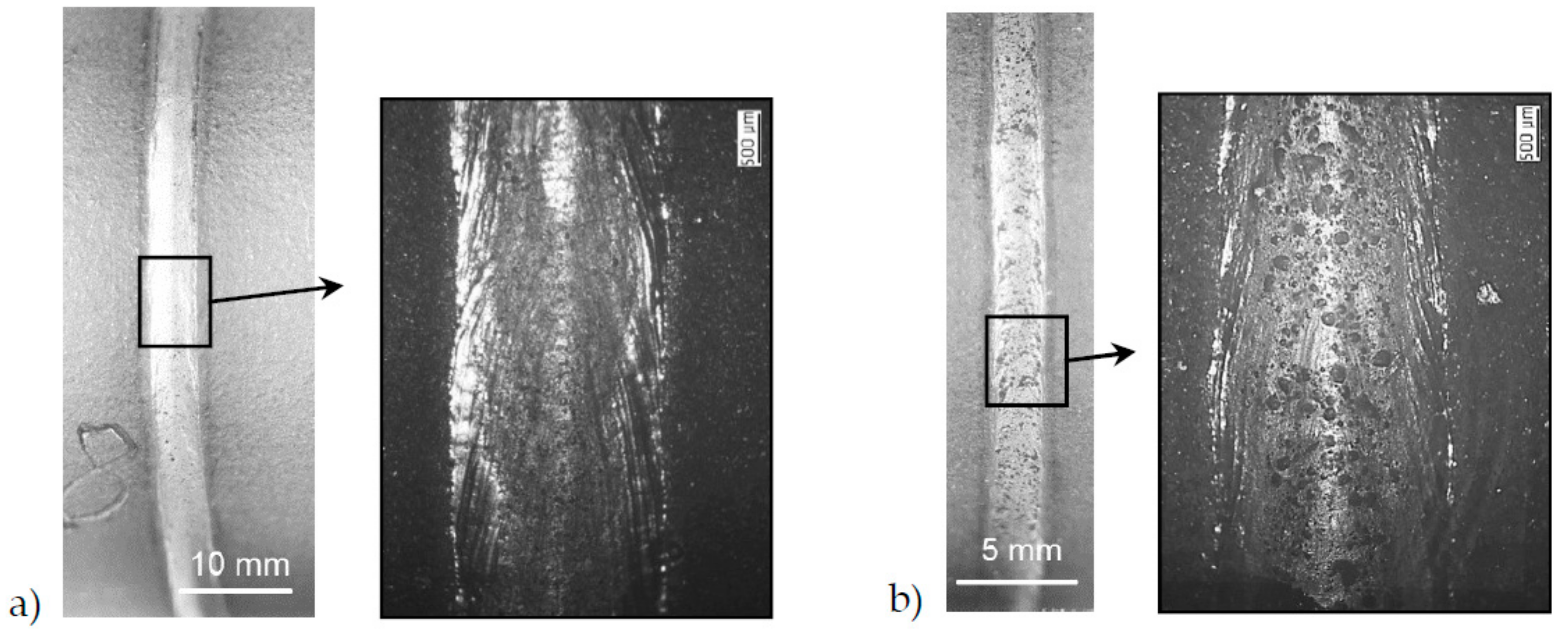
- An optical inspection of the weld seams revealed no differences between the materials IN625 and IN718. However, a clear variation was found in the weld preparation. Post-processed tubes showed a shiny surface compared to raw (SLM edge) tubes, which showed an agglomeration of silicate-like inclusions on the top of the seam. It was not excluded that these impurities remained in the weld metal and led to a deterioration of weld seam quality. For this reason, a mechanical processing of the edges is recommended.
- The residual stresses were considered, as they often are a problem for additive manufactured components. For this reason, the residual stress values of the welded tubes, which were either with heat treatment or without heat treatment, were compared with the residual stresses values of the base material. The results show that there were some differences between the values for welded tubes and base material, especially for IN718. A heat treatment is therefore preferable. The weld edge preparation had no significant effect on the residual stress values.
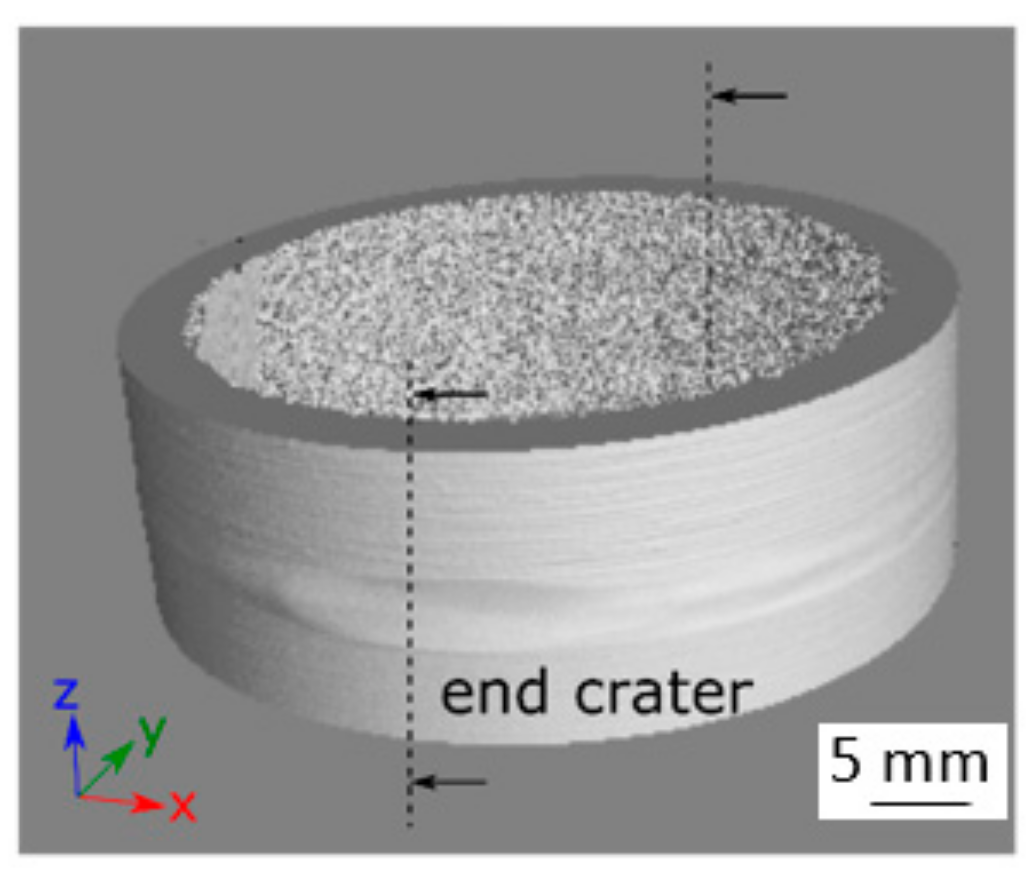
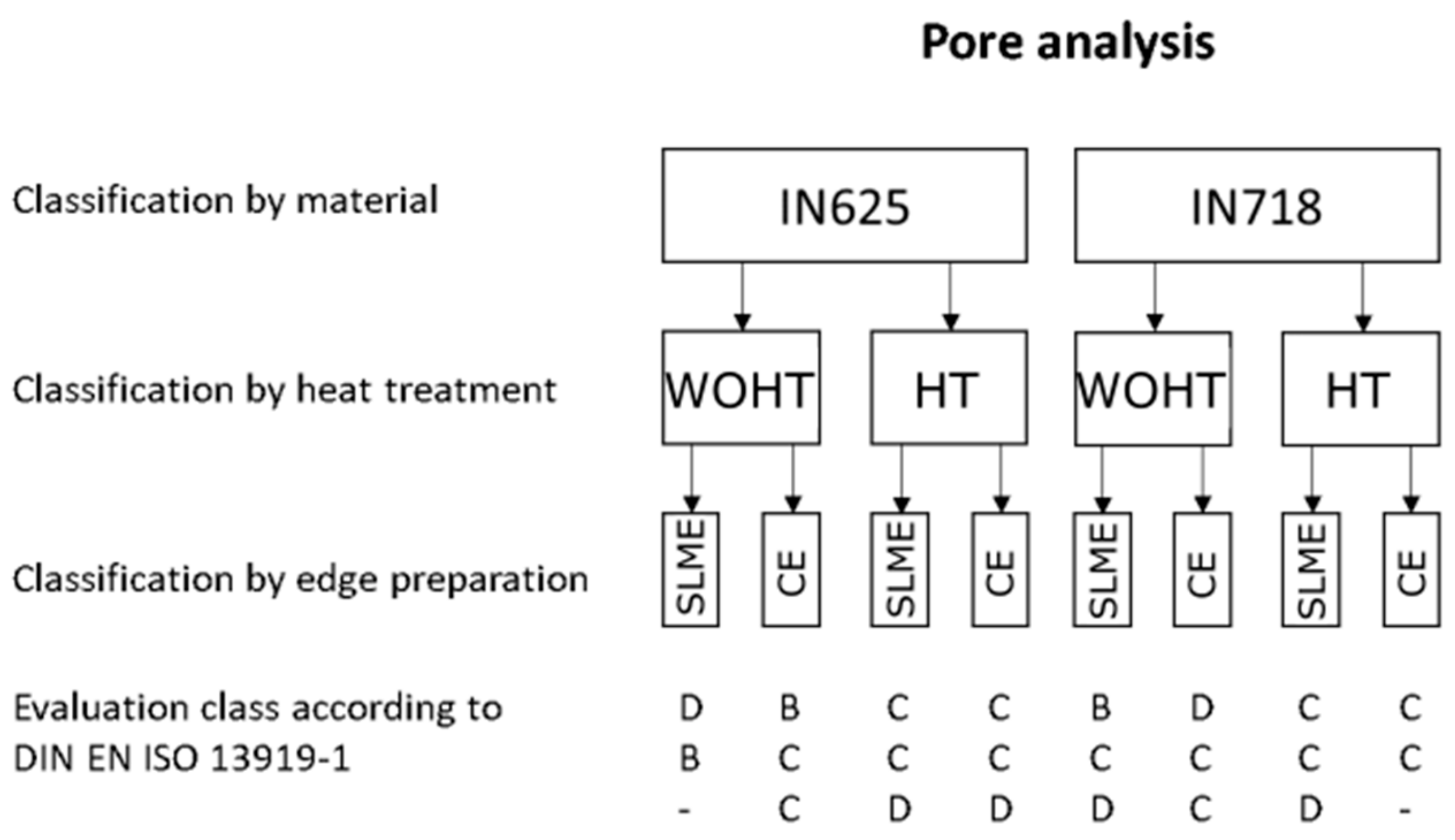
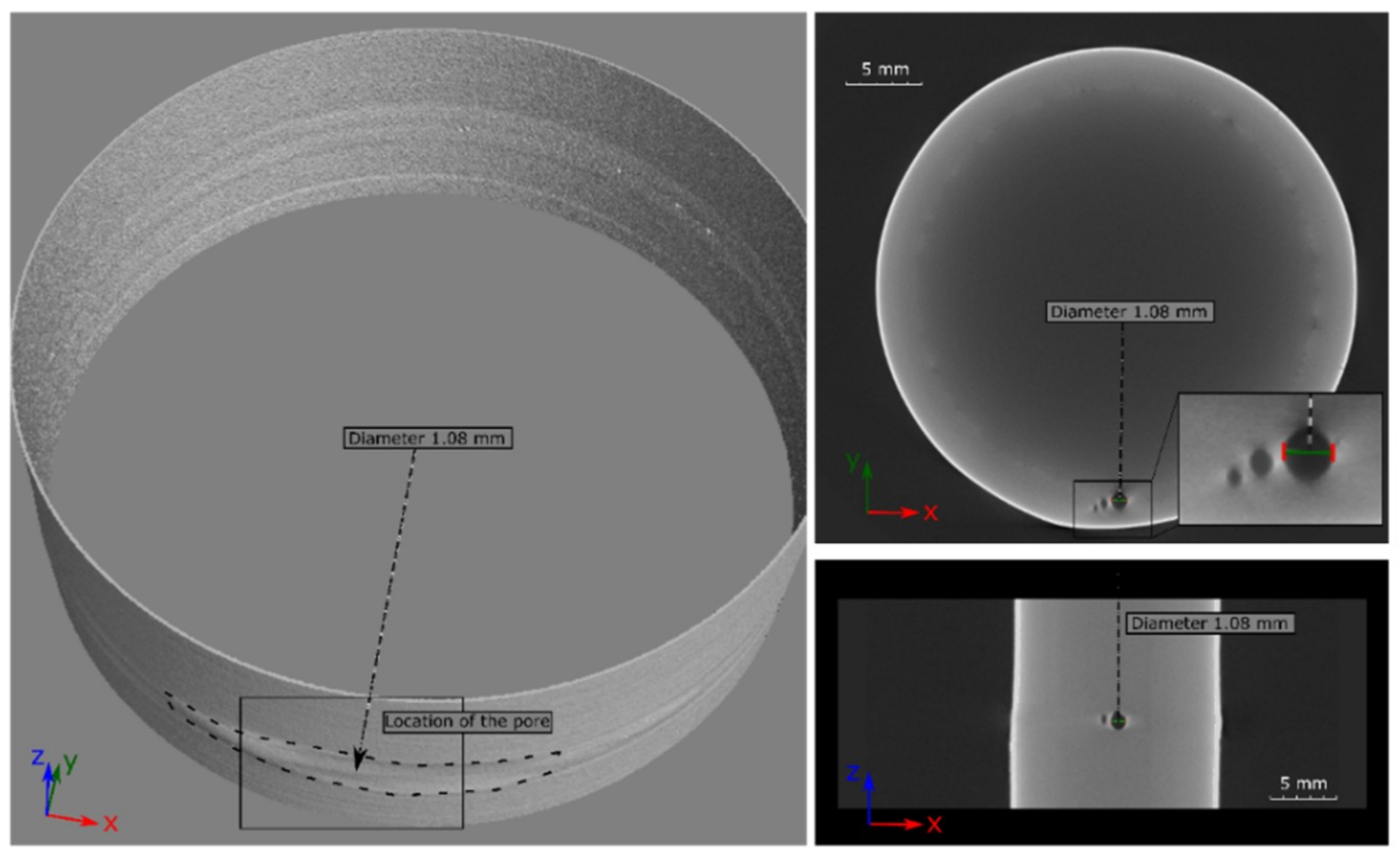
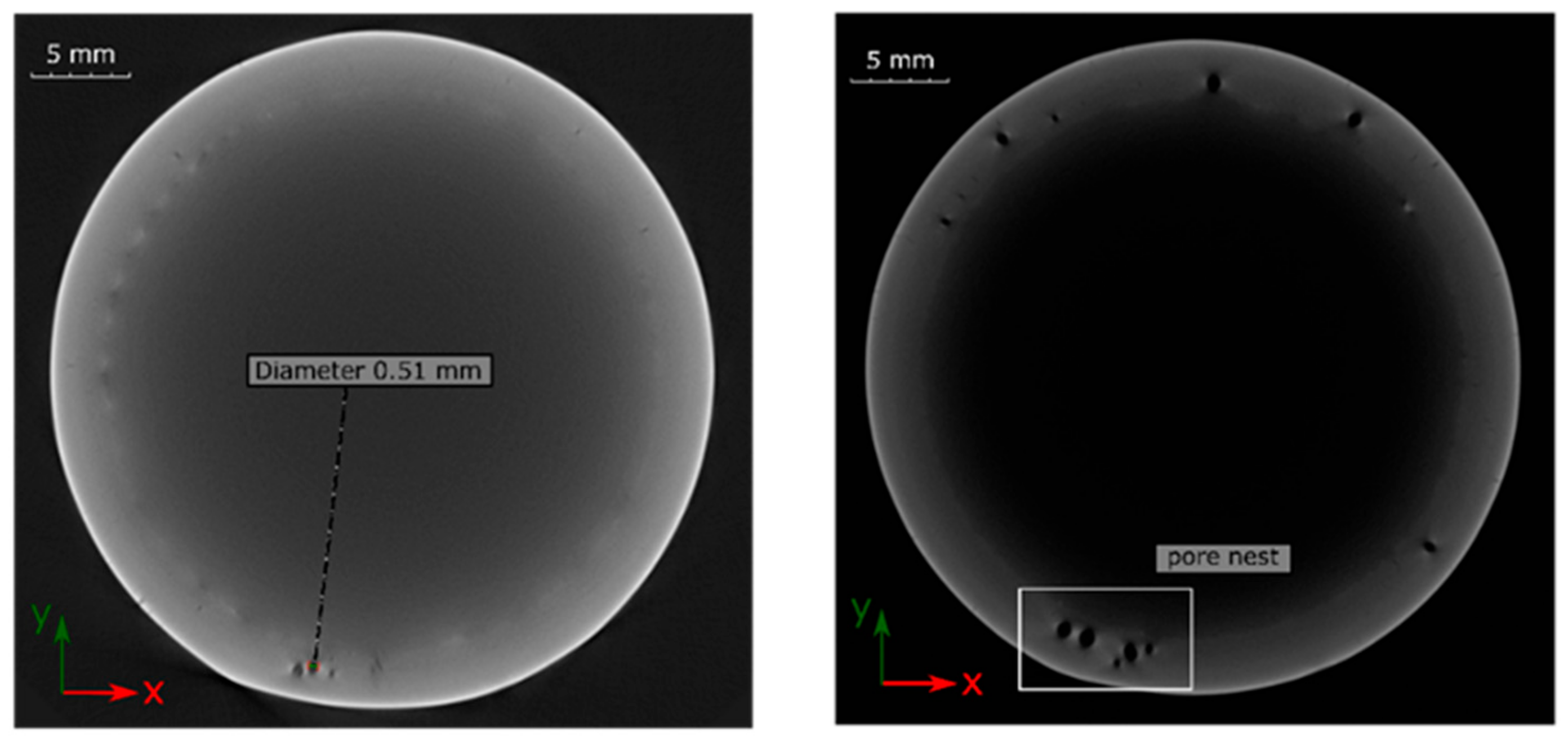
- The most difficult part in welding the tubes consisted of the formation of pores and pore nests. As can be seen from the CT images, the quality in the seam circumference can be classified as good. Pores were mainly formed in the end crater area, in the area where a keyhole instability was observed. The problem of the weld defects, such as pores and cracks in the overlap area of the circumferential welds, was already known. For this reason, the tests were carried out with already adapted parameters and a laser power ramp. However, pores and cracks in the overlap area could not be completely avoided by any method tested. For further tests, it is necessary to reduce the pores in the critical overlap area so that the weld seams can reach the highest quality, Group B, reliably and reproducibly. Hence, the interaction between scanning parameters, such as frequency and amplitude, and other welding parameters have still to be clarified. Such investigations must be carried out considering thermophysical properties of melt, such as surface tension and viscosity, to allow the laser beam oscillation technique to be transferred to SLM tubes made from nickel-based alloys to eliminate the formation of pores [22,23].
- Further tests need to be made to improve the welding quality in the end crater area by defocusing the laser [24].
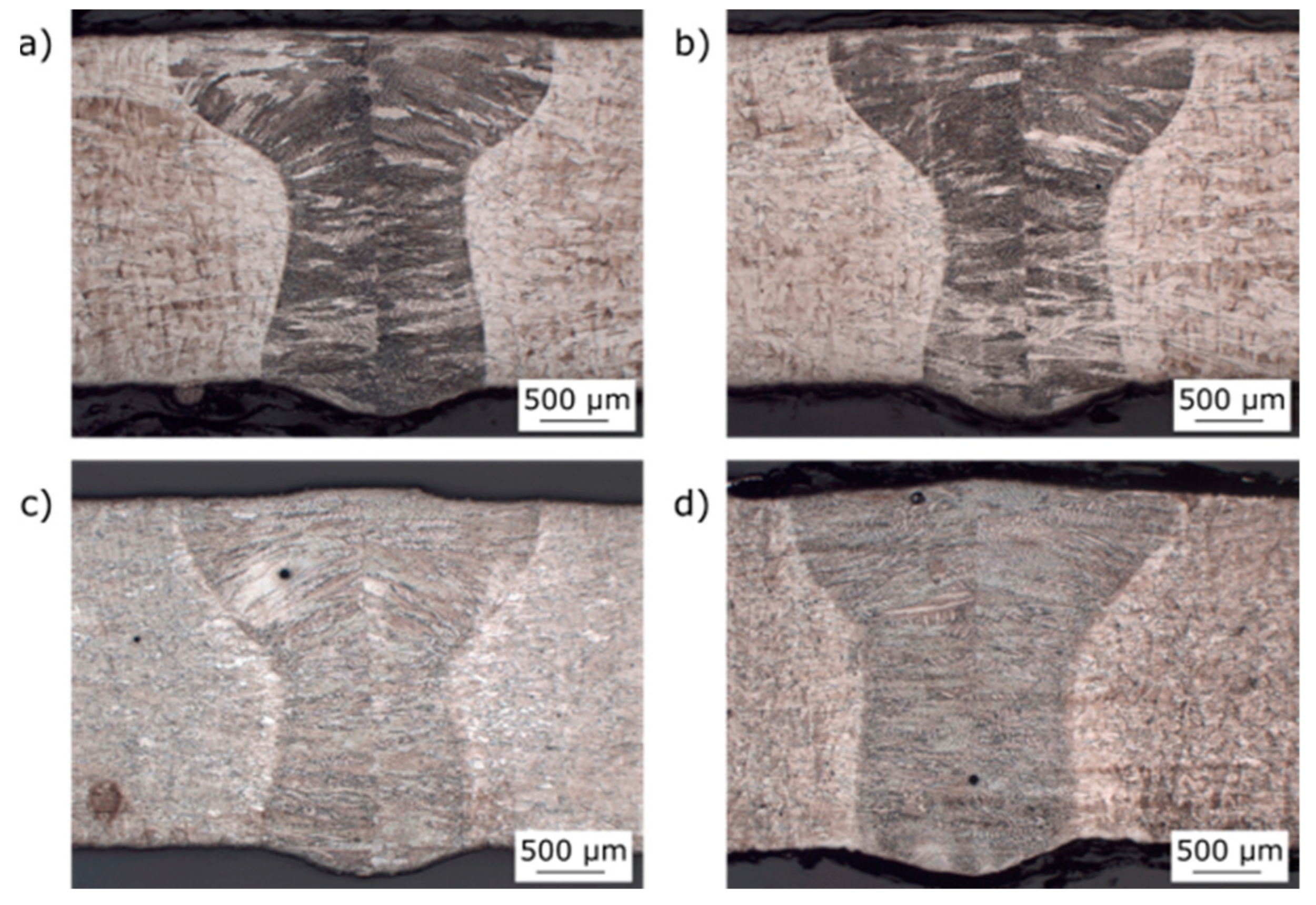
- It can be mentioned positively that there were no hot cracks in the weld seams, despite the materials IN625 and IN718 being often susceptible to them.
Author Contributions
Funding
Conflicts of Interest
References
- Beyer, E.; Emmelmann, C.; Overmeyer, L.; Poprawe, R. Generative Fertigung mit Laserauftragschweißen. Available online: https://www.wlt.de/inhalt/Publikationen/download/Whitepaper_Generative%20Verfahren.pdf (accessed on 8 June 2019).
- Santos, E.C.; Shiomi, M.; Osakada, K.; Laoui, T. Rapid manufacturing of metal components by laser forming. Int. J. Mach. Tools Manuf. 2006, 46, 1459–1468. [Google Scholar] [CrossRef]
- Casalino, G.; Campanelli, S.L.; Ludovico, A.D. Laser-arc hybrid welding of wrought to selective laser molten stainless steel. Int. J. Adv. Manuf. Technol. 2013, 68, 209–216. [Google Scholar] [CrossRef]
- Matilainen, V.-P.; Pekkarinen, J.; Salminen, A. Weldability of Additive Manufactured Stainless Steel. Phys. Procedia 2016, 83, 808–817. [Google Scholar] [CrossRef] [Green Version]
- Schleifenbaum, J.H. Verfahren und Maschine zur Individualisierten Produktion mit High Power Selective Laser Melting. Available online: http://www.shaker.de/Online-Gesamtkatalog-Download/2019.09.11-06.07.04-116.211.59.158-rad510F9.tmp/3-8440-0689-3_INH.PDF (accessed on 10 June 2019).
- Nahmany, M.; Rosenthal, I.; Benishti, I.; Frage, N.; Stern, A. Electron beam welding of AlSi10Mg workpieces produced by selected laser melting additive manufacturing technology. Addit. Manuf. 2015, 8, 63–70. [Google Scholar] [CrossRef]
- Prashanth, K.; Damodaram, R.; Scudino, S.; Wang, Z.; Rao, K.P.; Eckert, J.; Gokuldoss, P.K. Friction welding of Al–12Si parts produced by selective laser melting. Mater. Des. 2014, 57, 632–637. [Google Scholar] [CrossRef]
- Yasa, E.; Kruth, J.-P. Microstructural investigation of Selective Laser Melting 316L stainless steel parts exposed to laser re-melting. Procedia Eng. 2011, 19, 389–395. [Google Scholar] [CrossRef]
- ISO 5817:2014. Welding—Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded)—Quality levels for imperfections (ISO 5817:2014), German version EN ISO 5817; ISO: Geneva, Switzerland, 2014. [Google Scholar]
- ISO 13919-1:1996. Welding—Electrons and laser beam welded joints; guidance on quality levels for imperfections—Part 1: Steel (ISO 13919-1:1996), German version EN ISO 13919-1; ISO: Geneva, Switzerland, 1996. [Google Scholar]
- ISO/DIS 6507-1:2016. Metallic materials—Vickers hardness test—Part 1: Test method (ISO/DIS 6507-1:2016); German vision EN ISO 6507-1; ISO: Geneva, Switzerland, 2016. [Google Scholar]
- ISO/DIS 6507-3:2016. Metallic materials—Vickers hardness test—Part 3: Calibration of referenceblocks (ISO/DIS 6507-3:2016); German vision EN ISO 6507-3; ISO: Geneva, Switzerland, 2016. [Google Scholar]
- Gebhardt, M.; Gumenyuk, A.; Penaranda, V.; Rethmeier, M. Laser/GMA hybrid welding of thick-walled precision pipes. Weld. Cut. 2012, 11, 312–318. [Google Scholar]
- Lu, F.; Li, X.; Li, Z.; Tang, X.; Cui, H. Formation and influence mechanism of keyhole-induced porosity in deep-penetration laser welding based on 3D transient modeling. Int. J. Heat Mass Transf. 2015, 90, 1143–1152. [Google Scholar] [CrossRef]
- Pang, S.; Chen, X.; Shao, X.; Gong, S.; Xiao, J. Dynamics of vapor plume in transient keyhole during laser welding of stainless steel: Local evaporation, plume swing and gas entrapment into porosity. Opt. Lasers Eng. 2016, 82, 28–40. [Google Scholar] [CrossRef]
- Berger, P.; Hügel, H.; Graf, T. Understanding Pore Formation in Laser Beam Welding. Phys. Procedia 2011, 12, 241–247. [Google Scholar] [CrossRef] [Green Version]
- Chang, B.; Allen, C.; Blackburn, J.; Hilton, P. Thermal and fluid flow characteristics and their relationships with porosity in laser welding of AA5083. Phys. Procedia 2013, 41, 478–487. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, G.; Zhou, C.; Jiang, Y.; Zhong, P.; Li, S. Pores formation in laser–MAG welding of 42CrMo steel. J. Mater. Process. Technol. 2017, 245, 309–317. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, W.; Bao, G.; Zhao, L. Suppression of porosity in beam weaving laser welding. Sci. Technol. Weld. Join. 2004, 9, 374–376. [Google Scholar] [CrossRef]
- Cai, C.; Li, L.; Tao, W.; Chen, X. Effects of weaving laser on scanning laser-MAG hybrid welding characteristics of high-strength steel. Sci. Technol. Weld. Join. 2017, 22, 104–109. [Google Scholar] [CrossRef]
- Hao, K.; Li, G.; Gao, M.; Zeng, X. Weld formation mechanism of fiber laser oscillating welding of austenitic stainless steel. J. Mater. Process. Technol. 2015, 225, 77–83. [Google Scholar] [CrossRef]
- Wang, Z.; Oliveira, J.; Zeng, Z.; Bu, X.; Peng, B.; Shao, X. Laser beam oscillating welding of 5A06 aluminum alloys: Microstructure, porosity and mechanical properties. Opt. Laser Technol. 2019, 111, 58–65. [Google Scholar] [CrossRef]
- Langrieger, H.; Werke AG, B.M. Laser weld seam with minimal end crater, has excess material arranged at end point of seam. Patent DE 102005004787 A1, 20 May 2009. [Google Scholar]
- Gook, S.; Üstündag, Ö.; Gumenyuk, A.; Rethmeier, M. Avoidance of end crater imperfections at high-power laser beam welding of closed circumferential welds. In Proceedings of the 72nd IIW Annual Assembly and International Conference, Bratislava, Slovakia, 7–12 July 2019. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Ni | Cr | Mo | Fe | Nb | Mn | Si | Al | Ti | C | Co | Ta | B | Cu |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| IN625 | bal. | 21.5 | 9 | 2.5 | 3.6 | 0.2 | 0.2 | 0.2 | 0.2 | 0.05 | ||||
| IN718 | bal. | 18.5 | 3 | 16.3 | 5.1 | 0.1 | 0.4 | 0.5 | 1 | 0.05 | 0.3 | 2.5 | 0.004 | 0.2 |
| Material | Type of Heat Treatment | Atmosphere (mbar) | Temperature (°C)/Heating Rate (K/min) | Holding Time (min) | Cooling Conditions |
|---|---|---|---|---|---|
| IN625 | solution annealing | <10–4 <10–4 | 1175/<25 | 60 60 | 40–60 K/min to 500 °C afterwards free cooling |
| IN718 | 982/<25 |
| Material | Heat Treatment Conditions | Tube Edge Quality | Number of Samples for the Material Combination | ||
|---|---|---|---|---|---|
| Heat Treatment (HT) | Without Heat Treatment (WOHT) | SLM Edges (SLME) | Mechanically Cut Edges (CE) | ||
| IN625 | + | - | + | - | 3 |
| IN625 | + | - | - | + | 3 |
| IN625 | - | + | + | - | 3 |
| IN625 | - | + | - | + | 3 |
| IN718 | + | - | + | - | 3 |
| IN718 | + | - | - | + | 3 |
| IN718 | - | + | + | - | 3 |
| IN718 | - | + | - | + | 3 |
| Total number of samples | 24 | ||||
| Irregularities | Remarks | Valuation Groups with Limits for Irregularities | ||
|---|---|---|---|---|
| Low D | Middle C | High B | ||
| Porosity and pores | Maximum size of a single pore in millimeters | 1.35 | 1.1 | 0.83 |
| Maximum of the sum of the projection area of the irregularities in % | 6 | 2 | 0.7 | |
| Pore nests and pore rows | Distance between individual pores in pore nests in millimeters | 0.68 | 1.35 | 1.35 |
| Influenced weld seam length for pore nests in millimeters | 5.4 | 2.7 | 2.7 | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jokisch, T.; Marko, A.; Gook, S.; Üstündag, Ö.; Gumenyuk, A.; Rethmeier, M. Laser Welding of SLM-Manufactured Tubes Made of IN625 and IN718. Materials 2019, 12, 2967. https://doi.org/10.3390/ma12182967
Jokisch T, Marko A, Gook S, Üstündag Ö, Gumenyuk A, Rethmeier M. Laser Welding of SLM-Manufactured Tubes Made of IN625 and IN718. Materials. 2019; 12(18):2967. https://doi.org/10.3390/ma12182967
Chicago/Turabian StyleJokisch, Torsten, Angelina Marko, Sergej Gook, Ömer Üstündag, Andrey Gumenyuk, and Michael Rethmeier. 2019. "Laser Welding of SLM-Manufactured Tubes Made of IN625 and IN718" Materials 12, no. 18: 2967. https://doi.org/10.3390/ma12182967
APA StyleJokisch, T., Marko, A., Gook, S., Üstündag, Ö., Gumenyuk, A., & Rethmeier, M. (2019). Laser Welding of SLM-Manufactured Tubes Made of IN625 and IN718. Materials, 12(18), 2967. https://doi.org/10.3390/ma12182967