Deposition of Selective Catalytic Reduction Coating on Wire-Mesh Structure by Atmospheric Plasma Spraying


Abstract
:1. Introduction
2. Materials and Methods
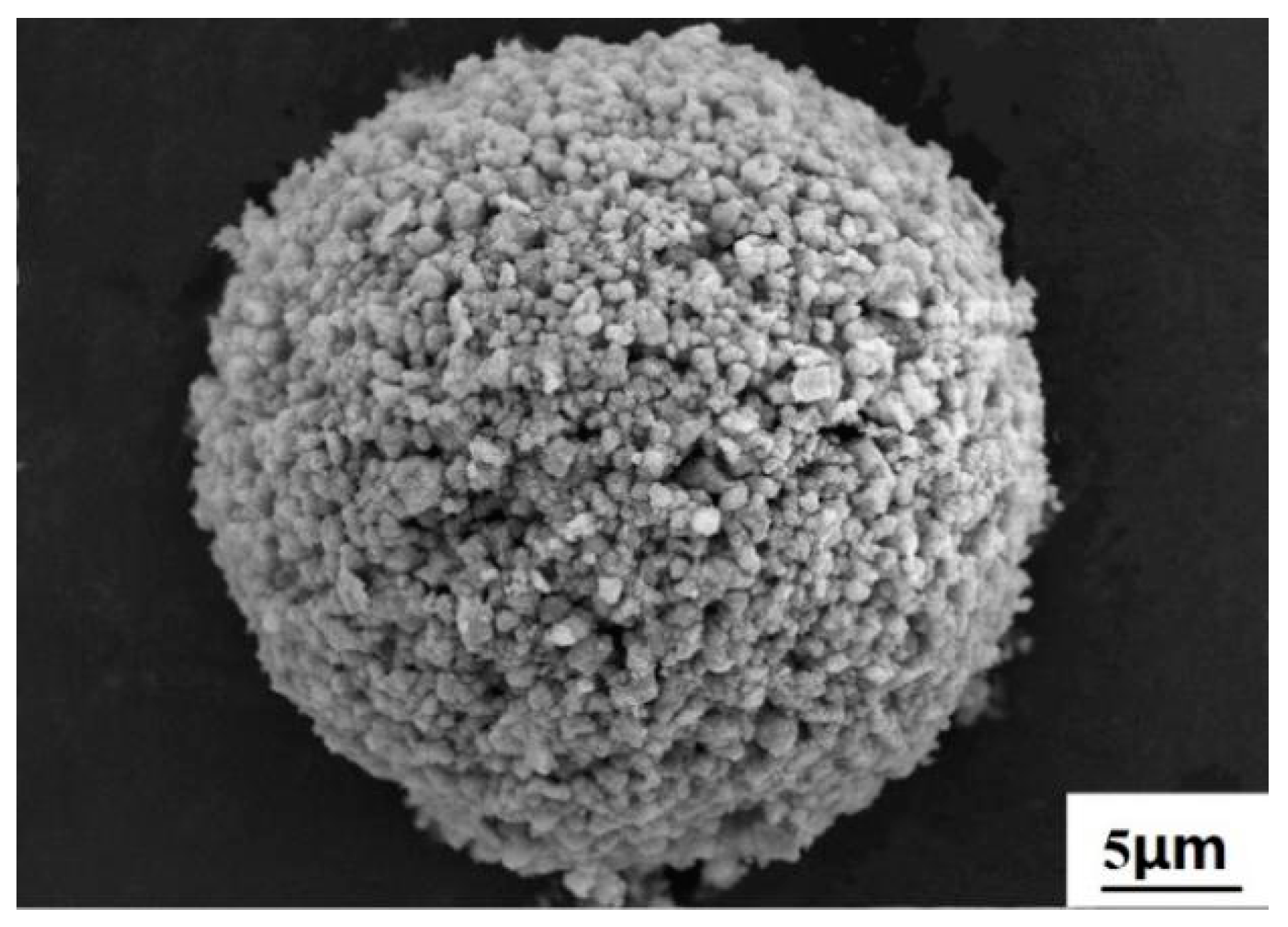
2.1. Feedstock Preparation
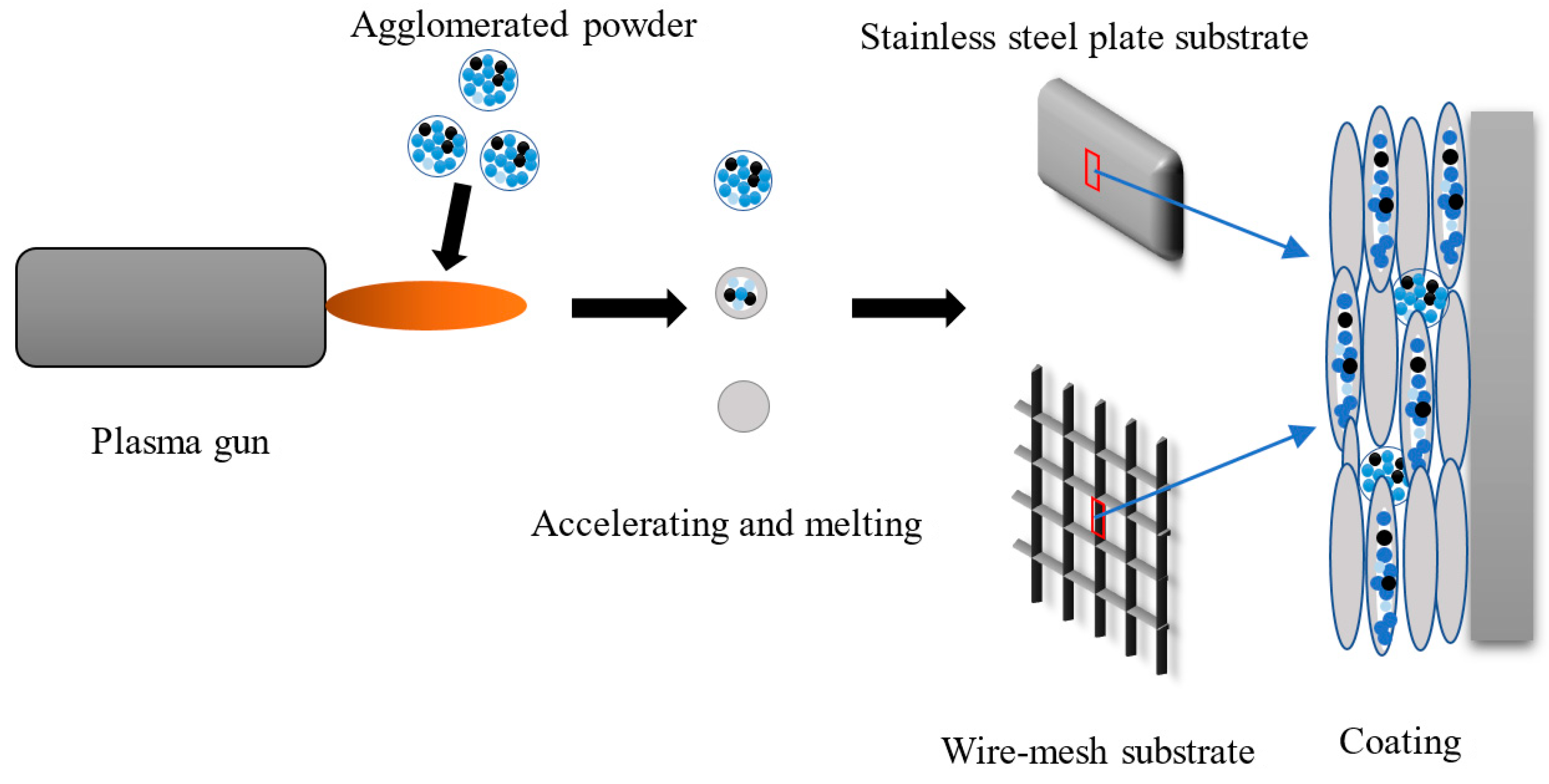
2.2. Coating Preparation
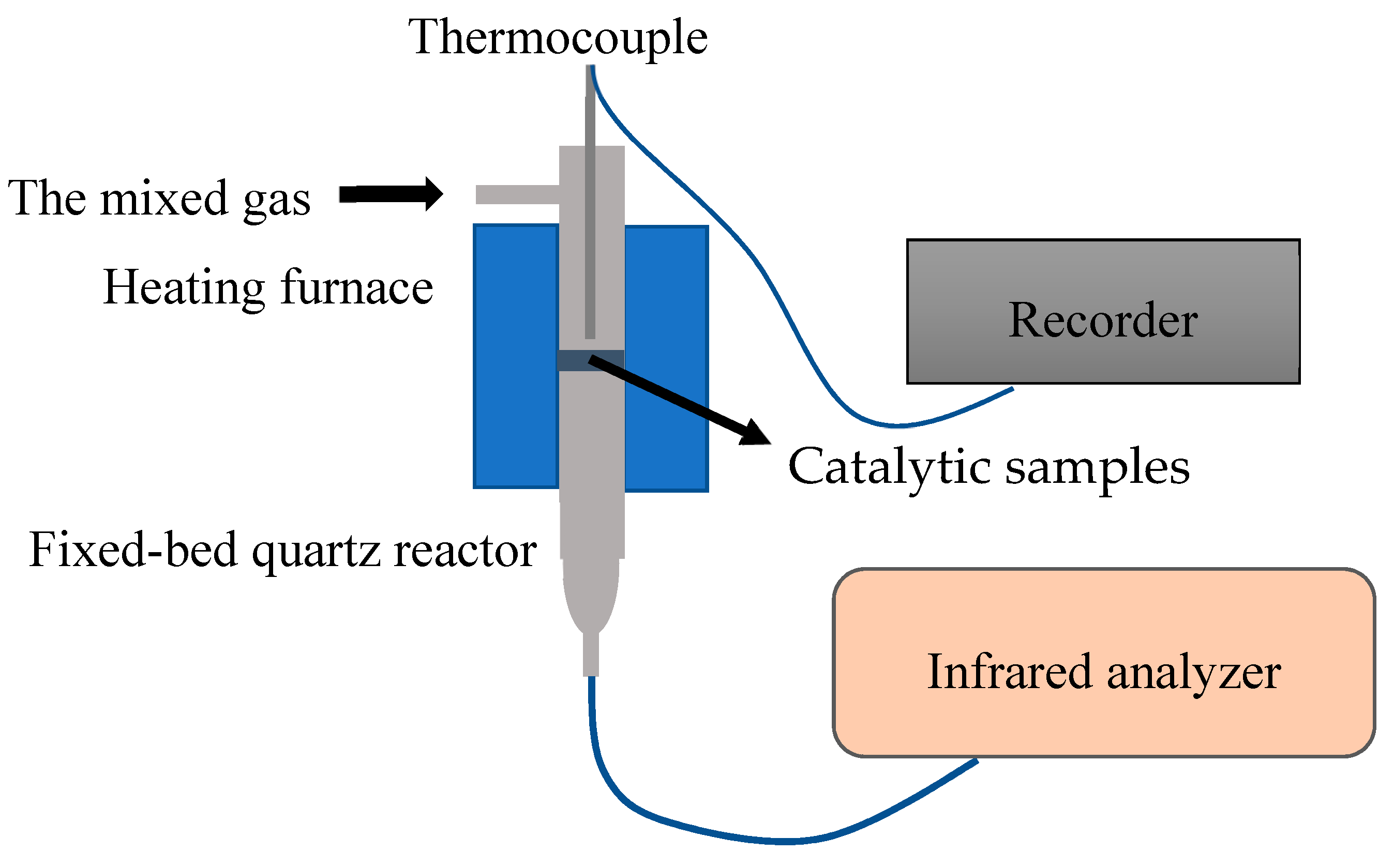
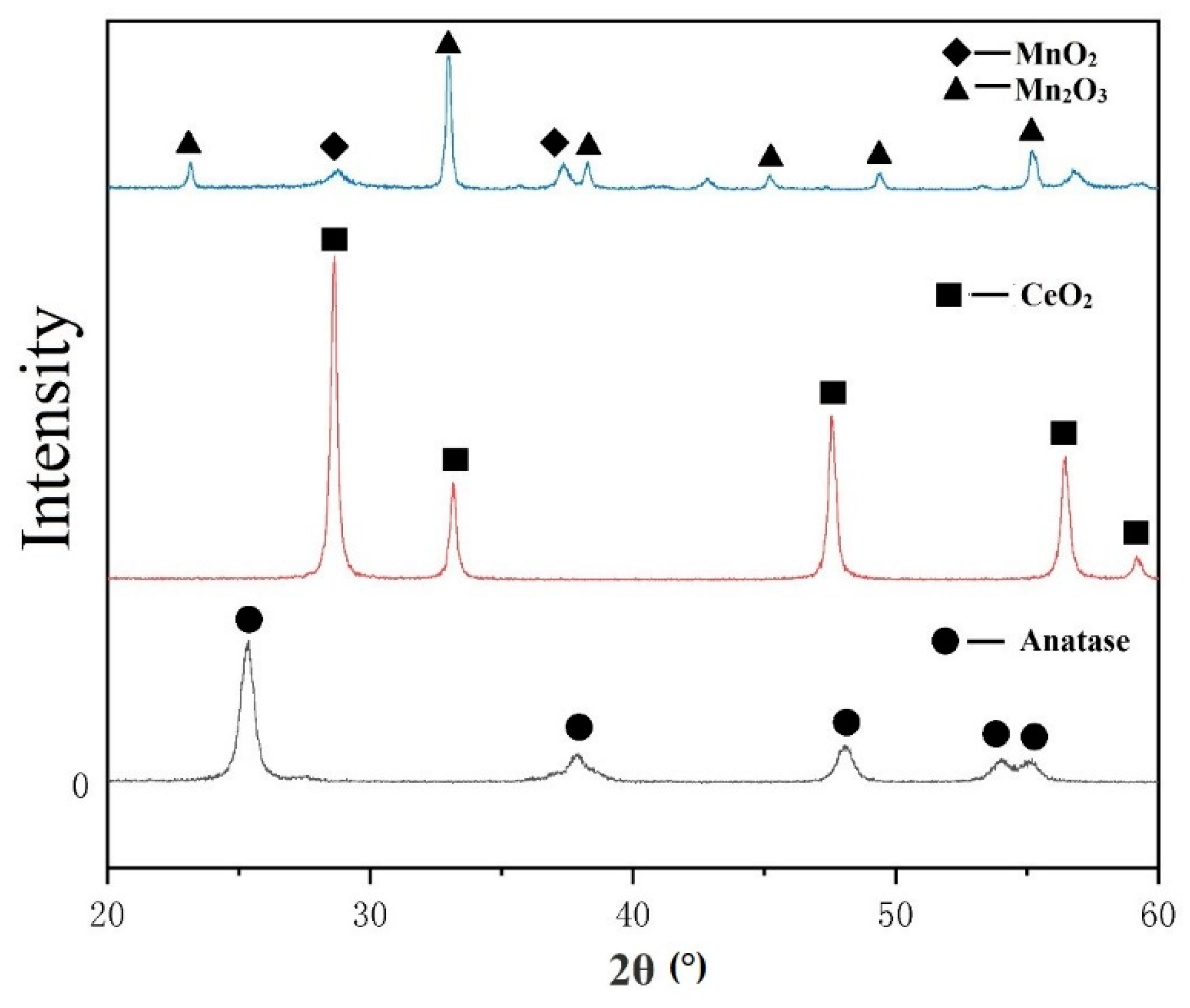
2.3. Characterization
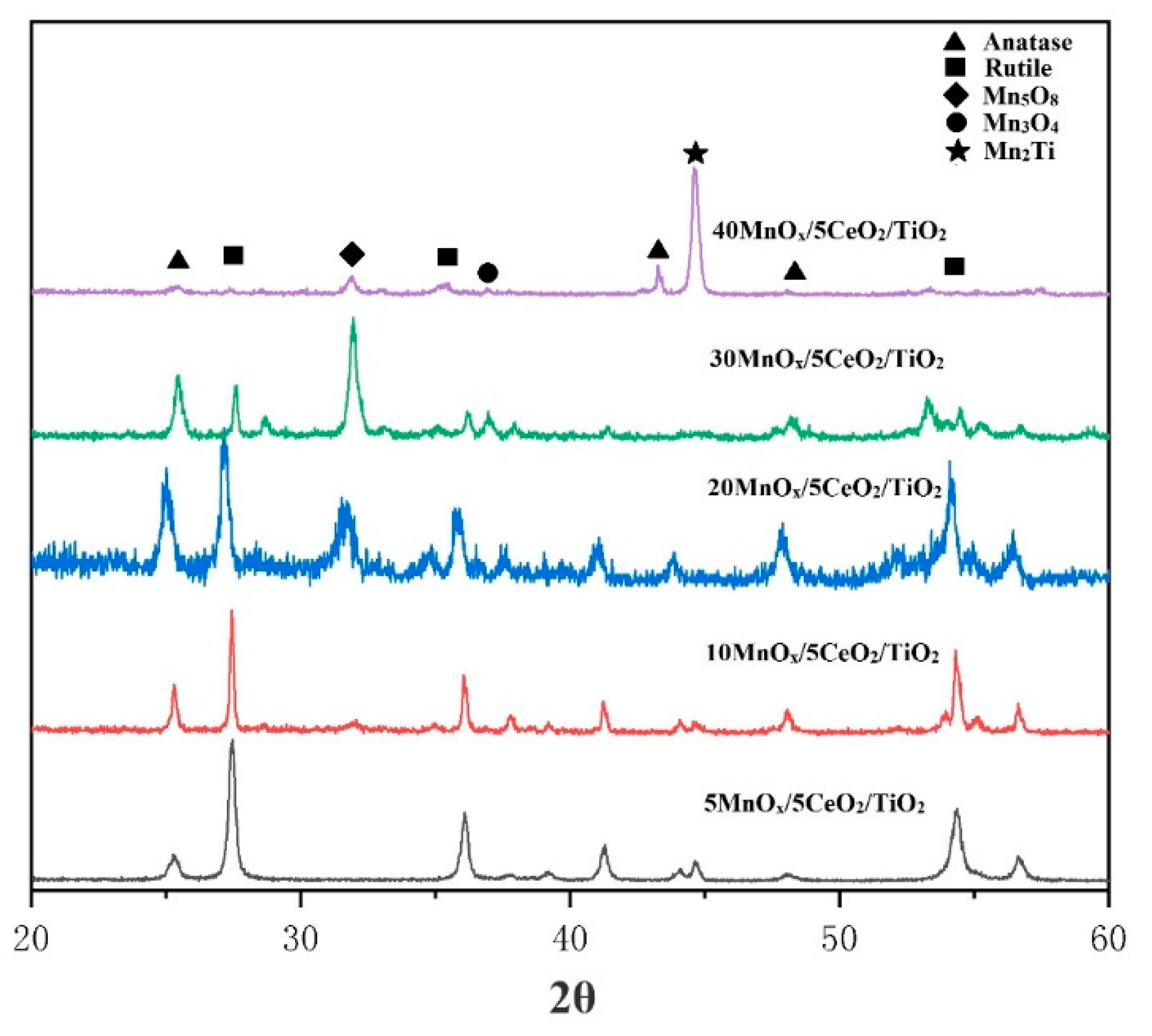
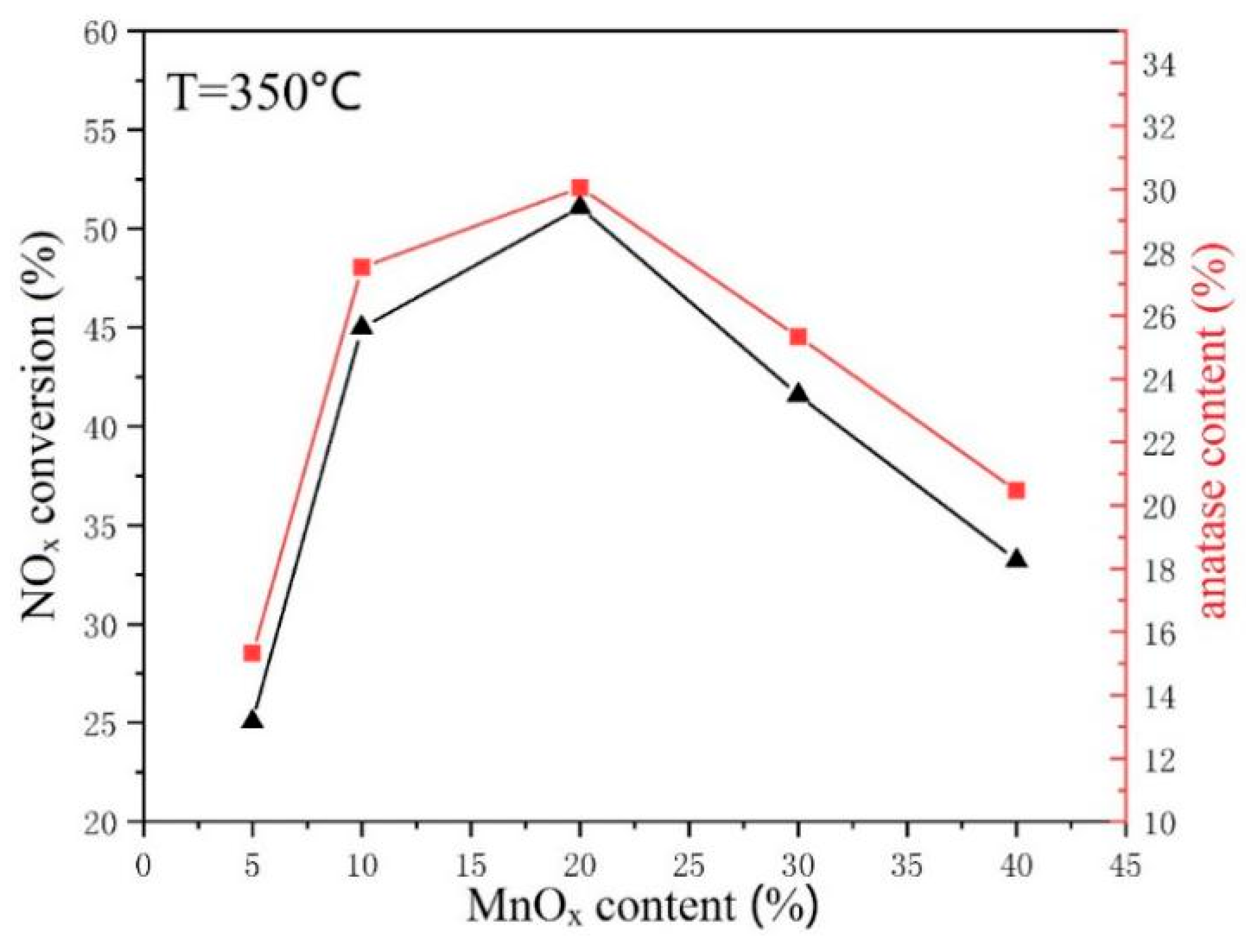
- A: The fraction of anatase phase in the coating
- Ianatase: The area of anatase
- Itotal: The total area of the diffraction peak area
3. Results and Discussion
3.1. Coatings Deposited on Steel Plate
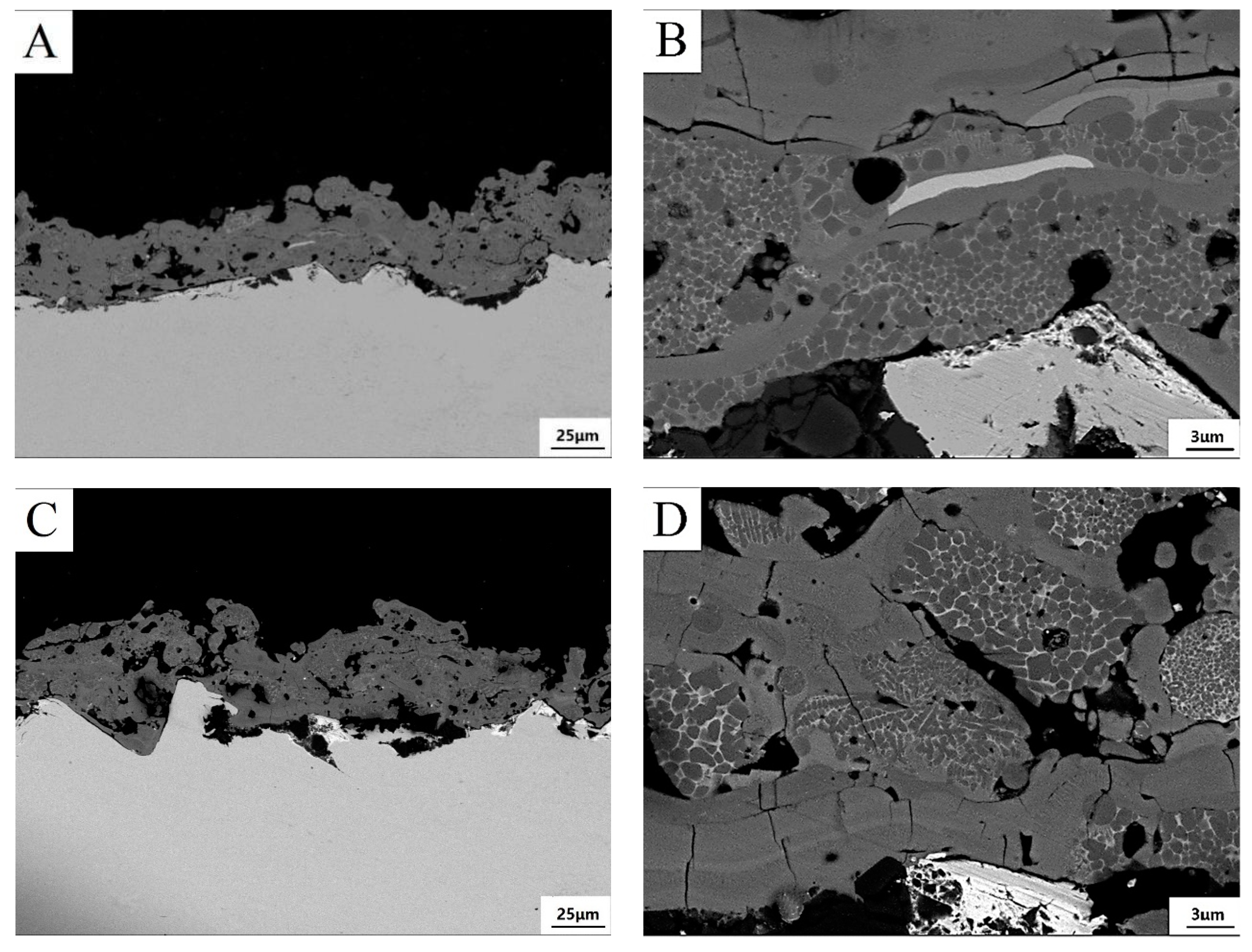
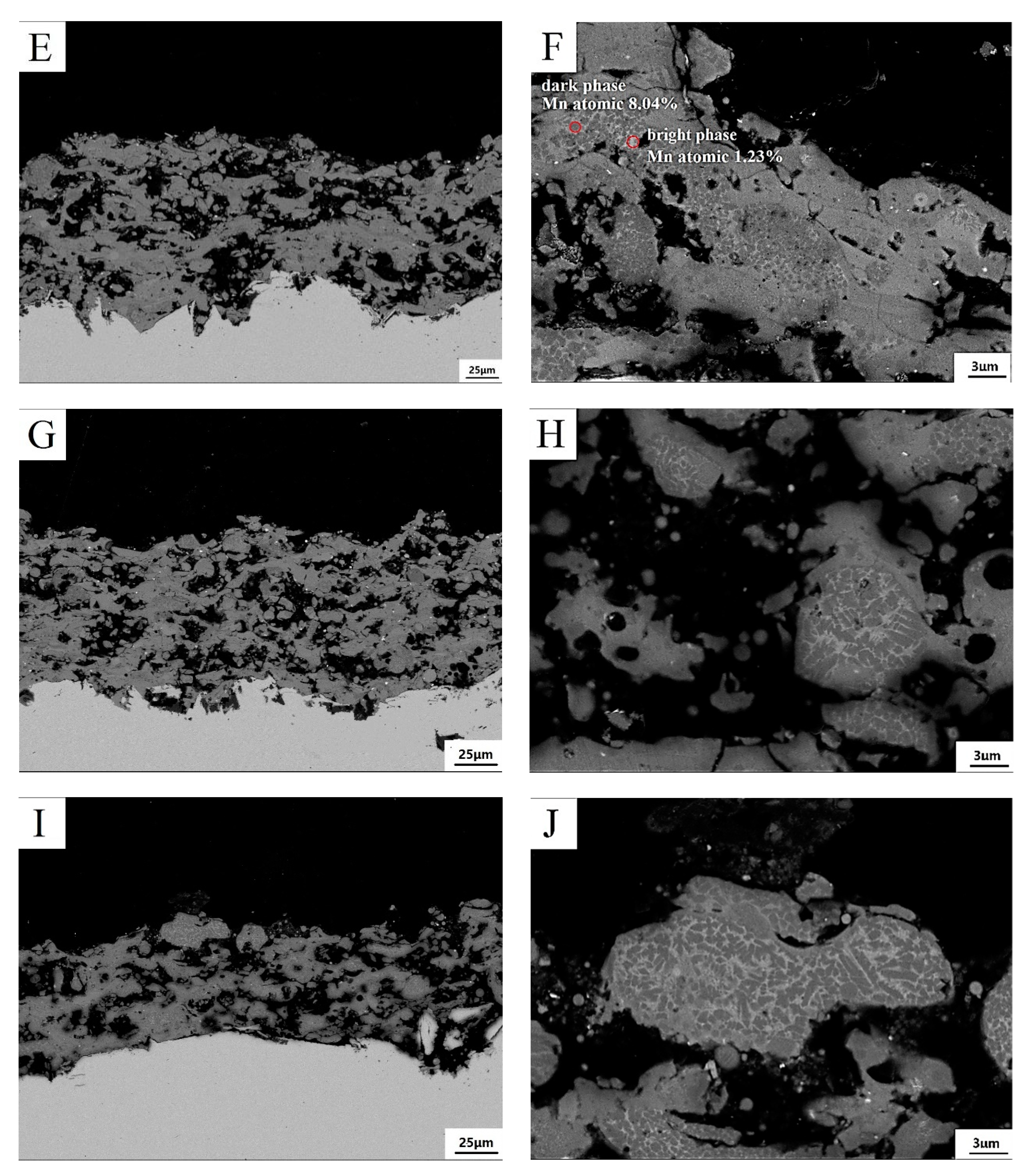
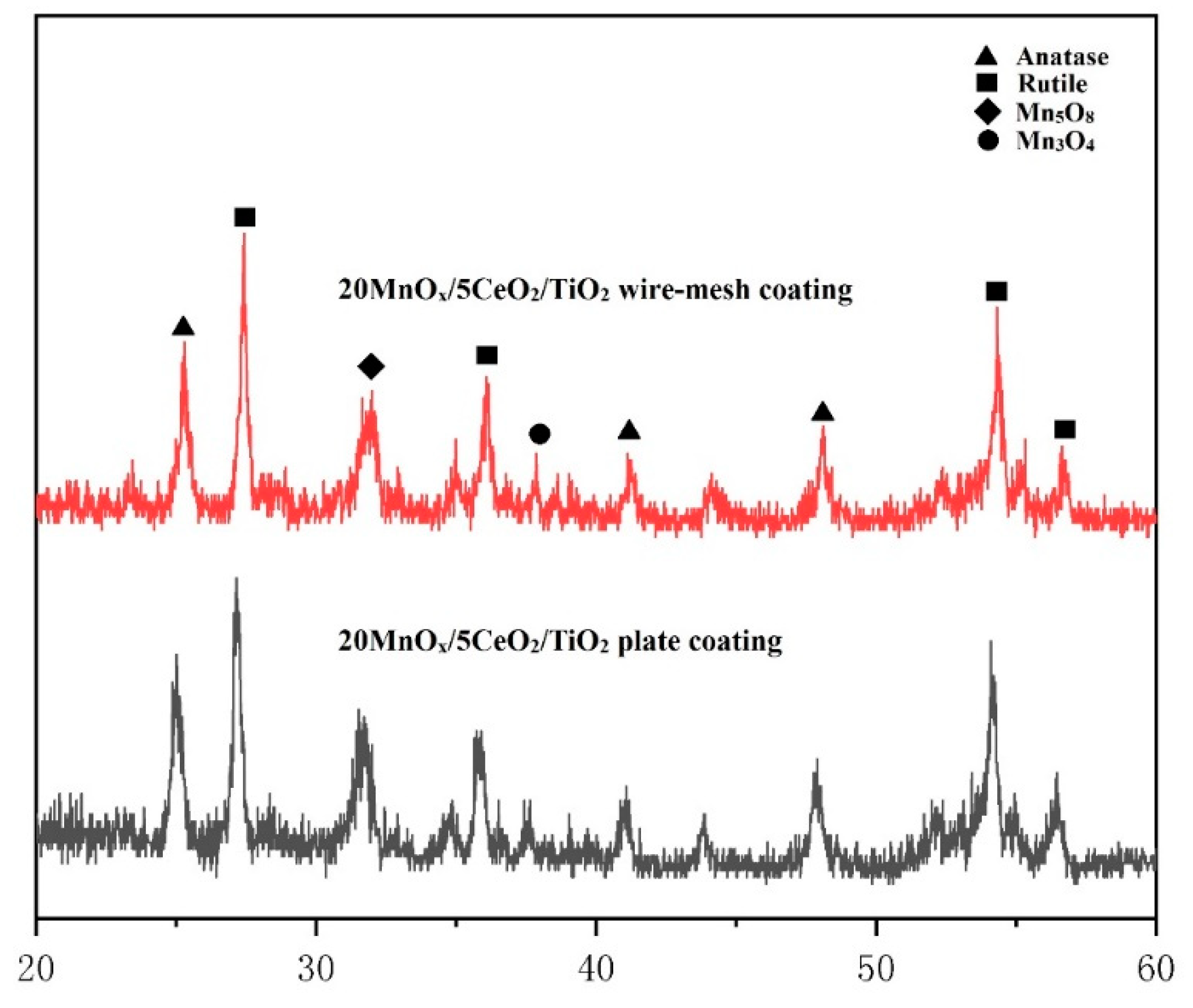
3.2. Morphology and Composition Analysis of Coatings Deposited on Steel Plate
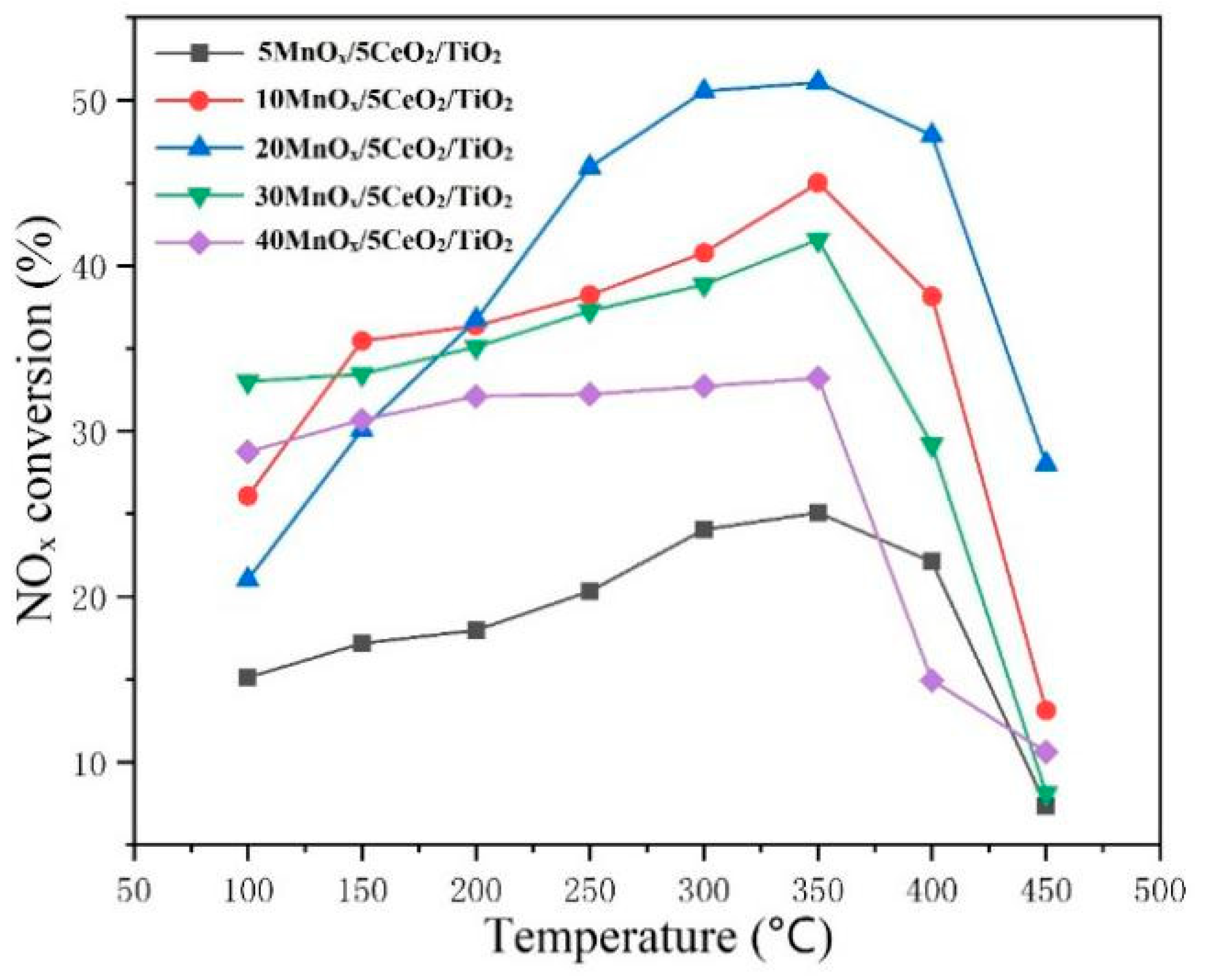
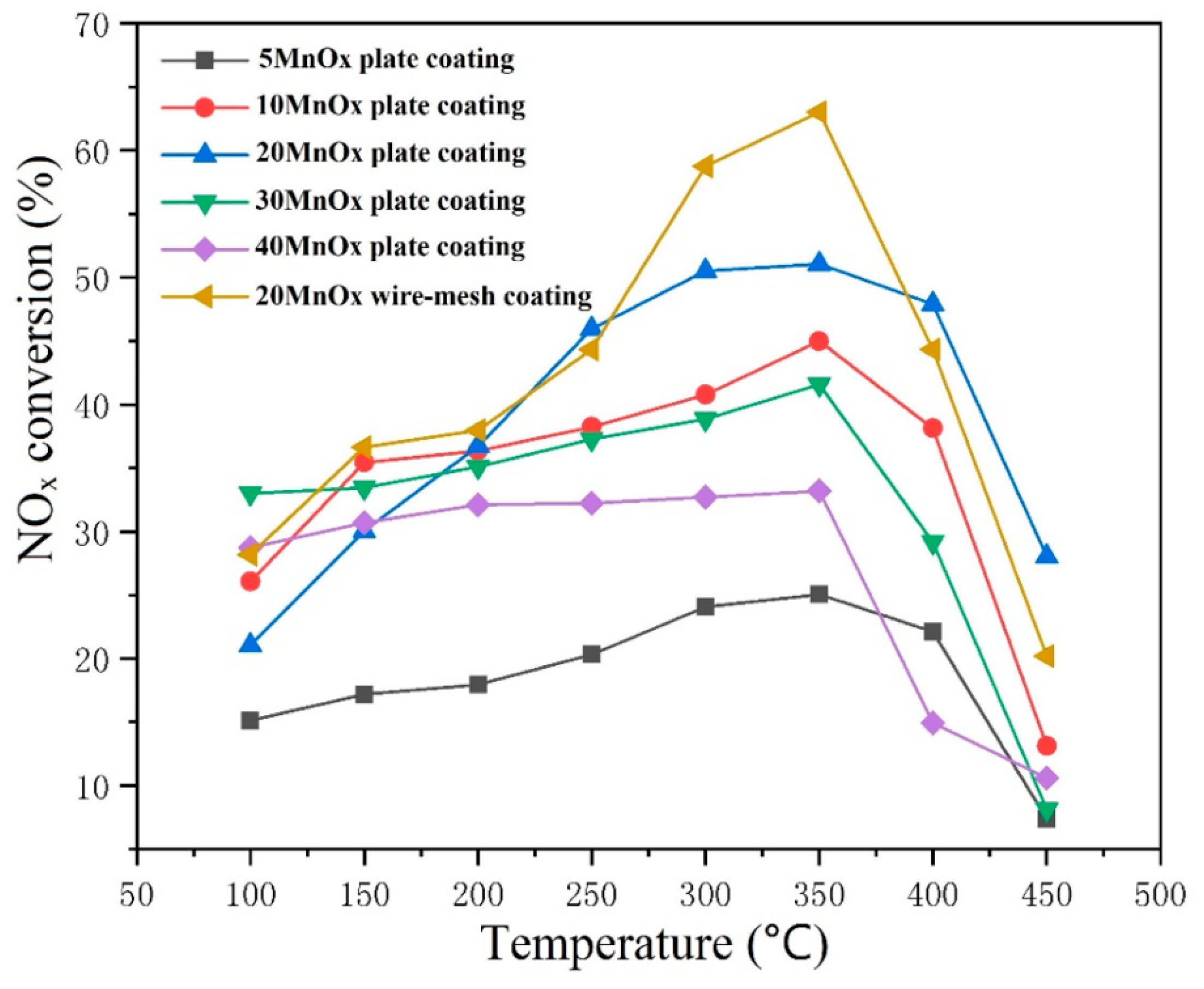
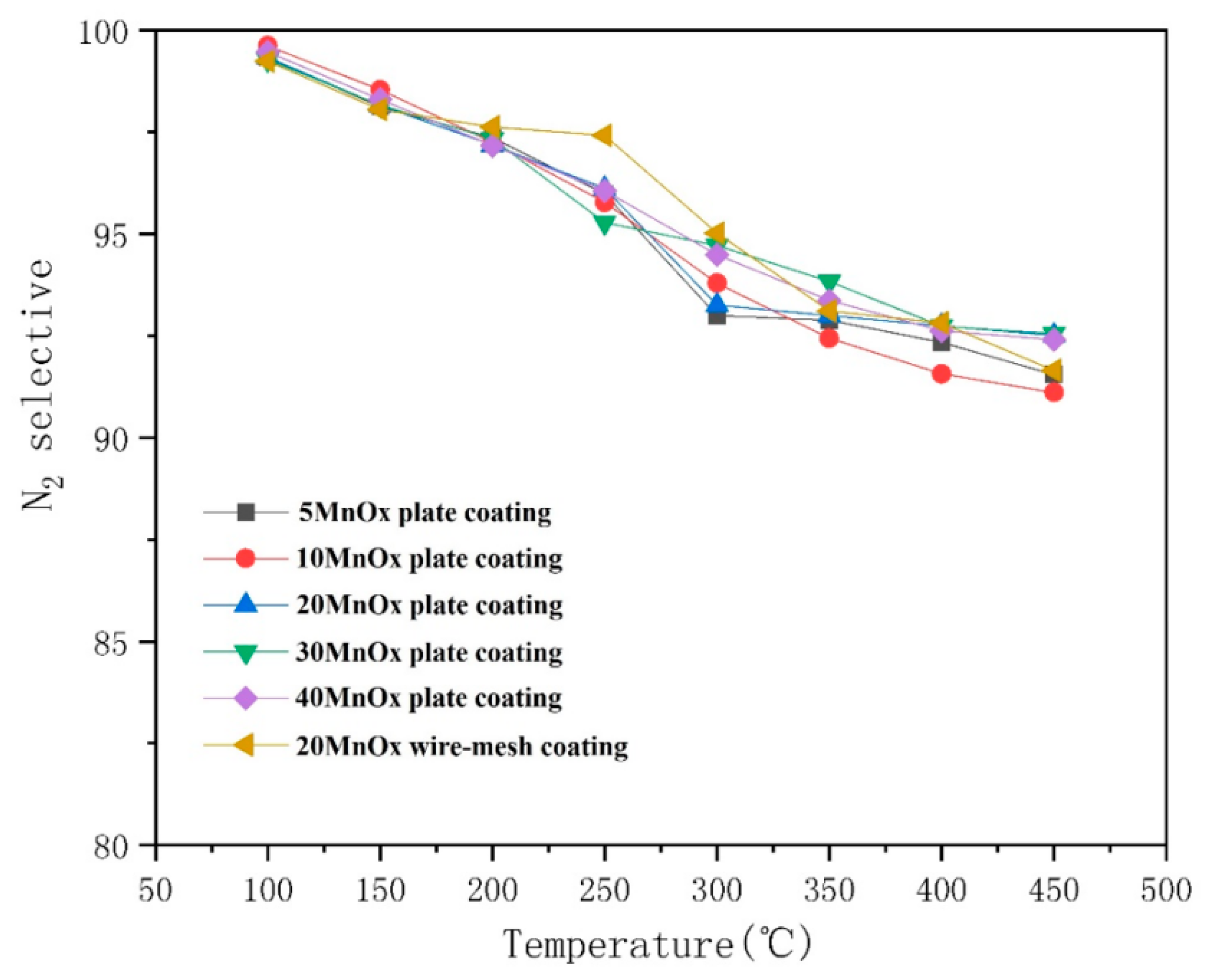
3.3. Catalytic Activity of Coatings Deposited on Steel Plate
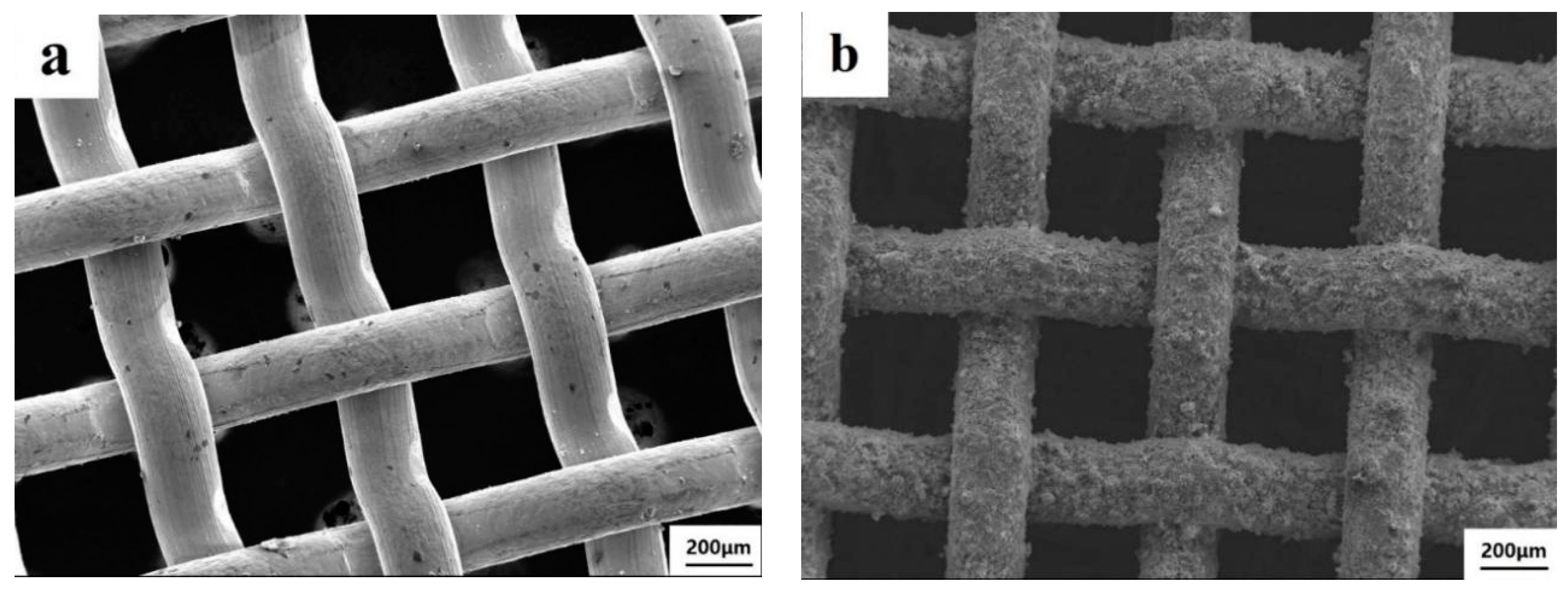
3.4. Catalytic Performance of the Coated Wire-Mesh Structure
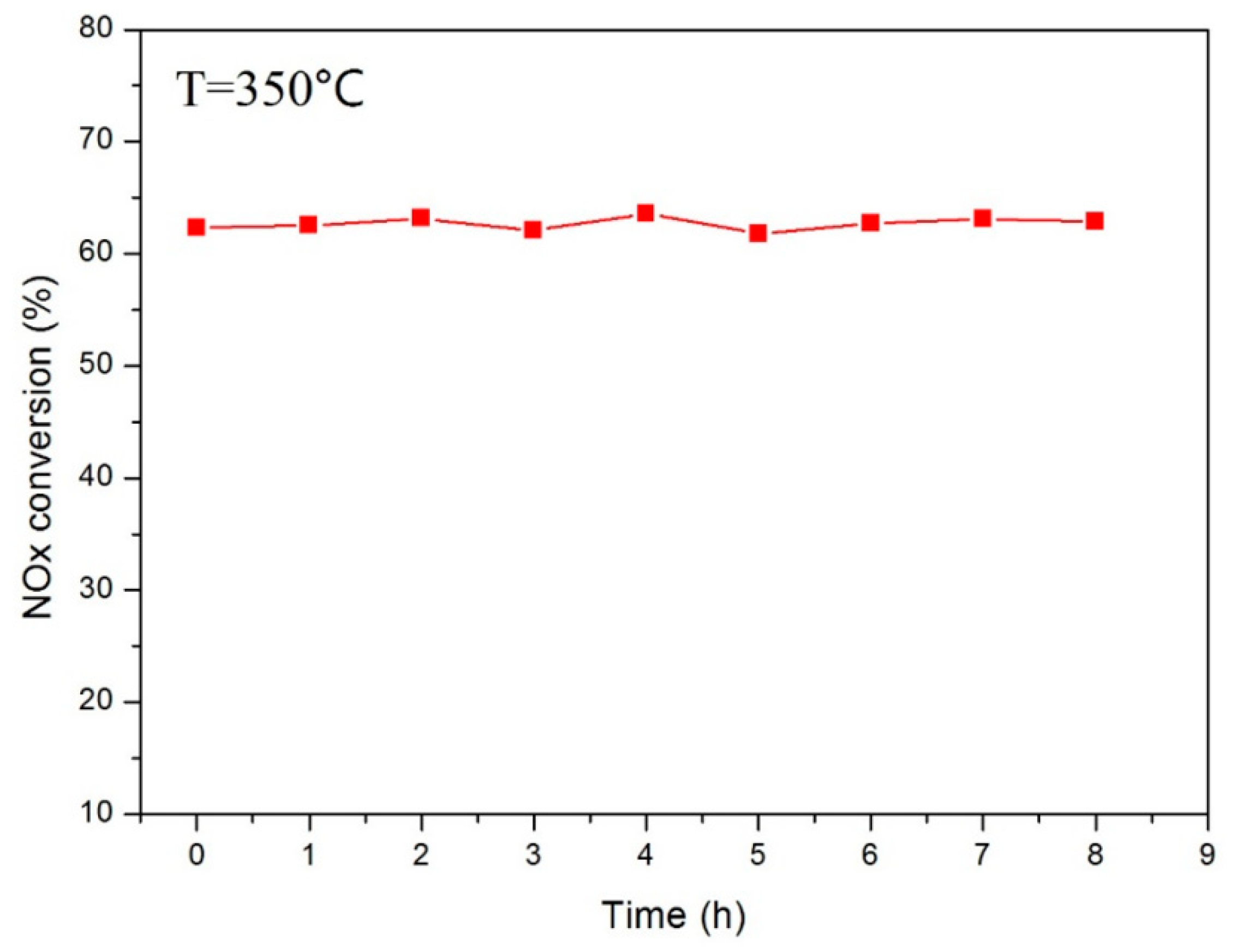
3.5. Stability of the Catalytic Performance
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Luck, F.; Roiron, J. Selective catalytic reduction of NOx emitted by nitric acid plants. Catal. Today 1989, 4, 205–218. [Google Scholar] [CrossRef]
- Schneider, H.; Scharf, U.; Wokaun, A.; Baiker, A. Chromia on titania: IV. Nature of active sites for selective catalytic reduction of NO by NH3. J. Catal. 1994, 146, 545–556. [Google Scholar] [CrossRef]
- Busca, G.; Lietti, L.; Ramis, G.; Berti, F. Chemical and mechanistic aspects of the selective catalytic reduction of NO by ammonia over oxide catalysts: A review. Appl. Catal. B Environ. 1998, 18, 1–36. [Google Scholar] [CrossRef]
- Dumesic, J.; Topsøe, N.-Y.; Topsøe, H.; Chen, Y.; Slabiak, T. Kinetics of Selective Catalytic Reduction of Nitric Oxide by Ammonia over Vanadia/Titania. J. Catal. 1996, 163, 409–417. [Google Scholar] [CrossRef]
- Brandin, J.G.; Hulteberg, C.P.; Odenbrand, C.I. High-temperature and high-concentration SCR of NO with NH3: Application in a CCS process for removal of carbon dioxide. Chem. Eng. J. 2012, 191, 218–227. [Google Scholar] [CrossRef]
- Amiridis, M.D.; Duevel, R.V.; Wachs, I.E. The effect of metal oxide additives on the activity of V2O5/TiO2 catalysts for the selective catalytic reduction of nitric oxide by ammonia. Appl. Catal. B Environ. 1999, 20, 111–122. [Google Scholar] [CrossRef]
- Went, G.T.; Rosin, R.R.; Bell, A.T.; Leu, L.-J.; Leu, L. ChemInform Abstract: The Effects of Structure on the Catalytic Activity and Selectivity of V2O5/TiO2 for the Reduction of NO by NH3. Chemin 2010, 23, 492–505. [Google Scholar] [CrossRef]
- Ettireddy, P.R.; Ettireddy, N.; Mamedov, S.; Boolchand, P.; Smirniotis, P.G. Surface characterization studies of TiO2 supported manganese oxide catalysts for low temperature SCR of NO with NH3. Appl. Catal. B Environ. 2007, 76, 123–134. [Google Scholar] [CrossRef]
- Smirniotis, P.G.; Peña, D.A.; Uphade, B.S. Low-Temperature Selective Catalytic Reduction (SCR) of NO with NH3 by Using Mn, Cr, and Cu Oxides Supported on Hombikat TiO2. Angew. Chem. Int. Ed. 2001, 40, 2479–2482. [Google Scholar] [CrossRef]
- Qi, G.; Yang, R.T. Performance and kinetics study for low-temperature SCR of NO with NH3 over MnOx–CeO2 catalyst. J. Catal. 2003, 217, 434–441. [Google Scholar] [CrossRef]
- Pena, D.A.; Uphade, B.S.; Reddy, E.P.; Smirniotis, P.G. Identification of Surface Species on Titania-Supported Manganese, Chromium, and Copper Oxide Low-Temperature SCR Catalysts. J. Phys. Chem. B 2004, 108, 9927–9936. [Google Scholar] [CrossRef]
- Zamaro, J.M.; Ulla, M.A.; Miró, E.E. The effect of different slurry compositions and solvents upon the properties of ZSM5-washcoated cordierite honeycombs for the SCR of NOx with methane. Catal. Today 2005, 107, 86–93. [Google Scholar] [CrossRef]
- Matatov-Meytal, Y.; Sheintuch, M. Catalytic fibers and cloths. Appl. Catal. A Gen. 2002, 231, 1–16. [Google Scholar] [CrossRef]
- Vorob’Eva, M.; Greish, A.; Ivanov, A.; Kustov, L. Preparation of catalyst carriers on the basis of alumina supported on metallic gauzes. Appl. Catal. A Gen. 2000, 199, 257–261. [Google Scholar] [CrossRef]
- Banus, E.D.; Sanz, O.; Milt, V.G.; Miró, E.E.; Montes, M. Development of a stacked wire-mesh structure for diesel soot combustion. Chem. Eng. J. 2014, 246, 353–365. [Google Scholar] [CrossRef]
- Swanson, J.; Watts, W.; Kittelson, D.; Newman, R.; Ziebarth, R. Filtration Efficiency and Pressure Drop of Miniature Diesel Particulate Filters. Aerosol Sci. Technol. 2013, 47, 452–461. [Google Scholar] [CrossRef]
- Zavareh, M.A.; Sarhan, A.A.D.M.; Razak, B.B.A.; Basirun, W.J. Plasma thermal spray of ceramic oxide coating on carbon steel with enhanced wear and corrosion resistance for oil and gas applications. Ceram. Int. 2014, 40, 14267–14277. [Google Scholar] [CrossRef]
- Chen, H.; Lee, S.W.; Kim, T.H.; Hur, B.Y. Photocatalytic decomposition of benzene with plasma sprayed TiO2-based coatings on foamed aluminum. J. Eur. Ceram. Soc. 2006, 26, 2231–2239. [Google Scholar] [CrossRef]
- Wu, X.; Weng, D.; Xu, L.; Li, H. Structure and performance of γ-alumina washcoat deposited by plasma spraying. Surf. Coat. Technol. 2001, 145, 226–232. [Google Scholar] [CrossRef]
- Viswanathan, V.; Rea, K.E.; Vaidya, A.; Seal, S. Role of Spray Drying of Nanoagglomerates in Morphology Evolution in Nanostructured APS Coatings. J. Am. Ceram. Soc. 2008, 91, 379–386. [Google Scholar] [CrossRef]
- Qi, G.; Yang, R.T. Low-temperature selective catalytic reduction of NO with NH3 over iron and manganese oxides supported on titania. Appl. Catal. B Environ. 2003, 44, 217–225. [Google Scholar] [CrossRef]
- Zhang, B.; Zhang, S.; Liu, B.; Shen, H.; Li, L. High N2 selectivity in selective catalytic reduction of NO with NH3 over Mn/Ti–Zr catalysts. RSC Adv. 2018, 8, 12733–12741. [Google Scholar] [CrossRef]
- Bozorgtabar, M.; Rahimipour, M.; Salehi, M. Effect of thermal spray processes on anatase–rutile phase transformation in nano-structured TiO2 photo-catalyst coatings. Surf. Eng. 2010, 26, 422–427. [Google Scholar] [CrossRef]
- Moscatelli, A.; Cemuschi, F.; Notaro, M.; Capelli, S. AIR PLASMA SPRAYED CATALYTIC COATINGS FOR DENOX APPLICATIONS. In Proceedings of the Developments in Strategic Materials and Computational Design V: A Collection of Papers Presented at the 38th International Conference on Advanced Ceramics and Composites, Daytona Beach, FL, USA, 27–31 January 2014; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2015; Volume 35, pp. 125–138. [Google Scholar]
- Pena, D.A.; Uphade, B.S.; Smirniotis, P.G. TiO2-supported metal oxide catalysts for low-temperature selective catalytic reduction of NO with NH3I. Evaluation and characterization of first row transition metals. J. Catal. 2004, 221, 421–431. [Google Scholar] [CrossRef]
- Lee, S.M.; Park, K.H.; Hong, S.C. MnOx/CeO2–TiO2 mixed oxide catalysts for the selective catalytic reduction of NO with NH3 at low temperature. Chem. Eng. J. 2012, 195, 323–331. [Google Scholar] [CrossRef]
- Liu, C.; Shi, J.-W.; Gao, C.; Niu, C. Manganese oxide-based catalysts for low-temperature selective catalytic reduction of NO x with NH3: A review. Appl. Catal. A Gen. 2016, 522, 54–69. [Google Scholar] [CrossRef]
- Kapteijn, F.; Singoredjo, L.; Andreini, A.; Moulijn, J. Activity and selectivity of pure manganese oxides in the selective catalytic reduction of nitric oxide with ammonia. Appl. Catal. B Environ. 1994, 3, 173–189. [Google Scholar] [CrossRef]
- Ahlström-Silversand, A.F.; Odenbrand, C.U.I. Modelling catalytic combustion of carbon monoxide and hydrocarbons over catalytically active wire meshes. Chem. Eng. J. 1999, 73, 205–216. [Google Scholar] [CrossRef]
- Chen, X.; Wang, P.; Ping, F.; Wang, H.; Cen, C.; Zeng, W.; Wu, Z. Design strategies for scr catalysts with improved N2 selectivity: The significance of nano-confining effects by titanate nanotubes. Environ. Sci. Nano 2016, 4, 437–447. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating Material | Power (kw) | Voltage (V) | Current (A) | Ar Flow Rate (SLPM) | Powder (g/min) | Spray Distance (mm) |
|---|---|---|---|---|---|---|
| NiAl | 30 | 60 | 500 | 50 | 60 | 100 |
| MnOx-CeO2-TiO2 | 16 | 40 | 400 | 40 | 30 | 100 |
| Coating Composition | TiO2 (Anatase) Content (wt %) |
|---|---|
| 5MnOx/5CeO2/TiO2 | 14.53 |
| 10MnOx/5CeO2/TiO2 | 26.43 |
| 20MnOx/5CeO2/TiO2 | 28.75 |
| 30MnOx/5CeO2/TiO2 | 24.78 |
| 40MnOx/5CeO2/TiO2 | 16.98 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ma, X.; Ma, Y.; Li, H.; Tian, Y. Deposition of Selective Catalytic Reduction Coating on Wire-Mesh Structure by Atmospheric Plasma Spraying. Materials 2019, 12, 3046. https://doi.org/10.3390/ma12183046
Ma X, Ma Y, Li H, Tian Y. Deposition of Selective Catalytic Reduction Coating on Wire-Mesh Structure by Atmospheric Plasma Spraying. Materials. 2019; 12(18):3046. https://doi.org/10.3390/ma12183046
Chicago/Turabian StyleMa, Xiaoyu, Yunlong Ma, Hui Li, and Yingliang Tian. 2019. "Deposition of Selective Catalytic Reduction Coating on Wire-Mesh Structure by Atmospheric Plasma Spraying" Materials 12, no. 18: 3046. https://doi.org/10.3390/ma12183046
APA StyleMa, X., Ma, Y., Li, H., & Tian, Y. (2019). Deposition of Selective Catalytic Reduction Coating on Wire-Mesh Structure by Atmospheric Plasma Spraying. Materials, 12(18), 3046. https://doi.org/10.3390/ma12183046