Correlation between Microstructural Alteration, Mechanical Properties and Manufacturability after Cryogenic Treatment: A Review




Abstract
:1. Introduction
2. Effects of CT on Microstructure Alteration
3. Effects of CT on Microstructure Variation and Hardness
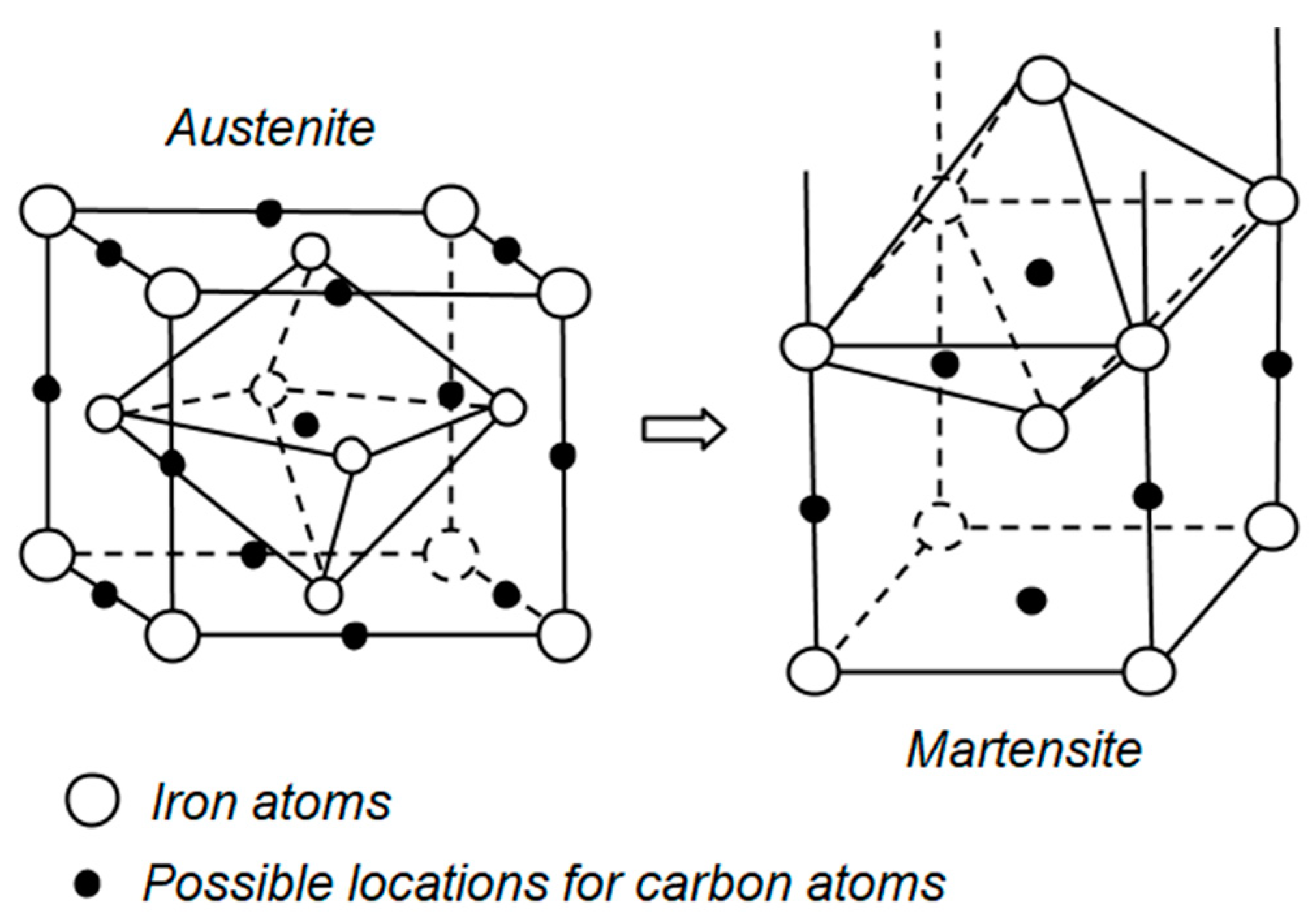
- Transformation of retained austenite to martensite can be boosted under vacuum conditions. However, complete transformation cannot be achieved after cryo-treatment as some untempered martensite, characterized by needle-like regions and some volume fraction of retained austenite, has been observed. In this stage, tempering would assist in ameliorating the transformation of retained austenite to martensite and refining the martensitic structure to obtain better hardness;
- Higher volume fraction of fine carbides within the martensite matrix reinforces the martensitic structure and improves hardness;
- Homogeneous distribution of carbides, and a good decoration of the martensite matrix with small size carbide particles, provides more resistance against the dislocation migration within the matrix and plastic deformation;
- Martensite and austenite lattice contractions, along with the uniform distribution of refined carbide particles, encourages carbon atoms diffusion and new carbide nucleation, which results in a higher volume fraction of carbides, especially during tempering, and consequently improves the material hardness;
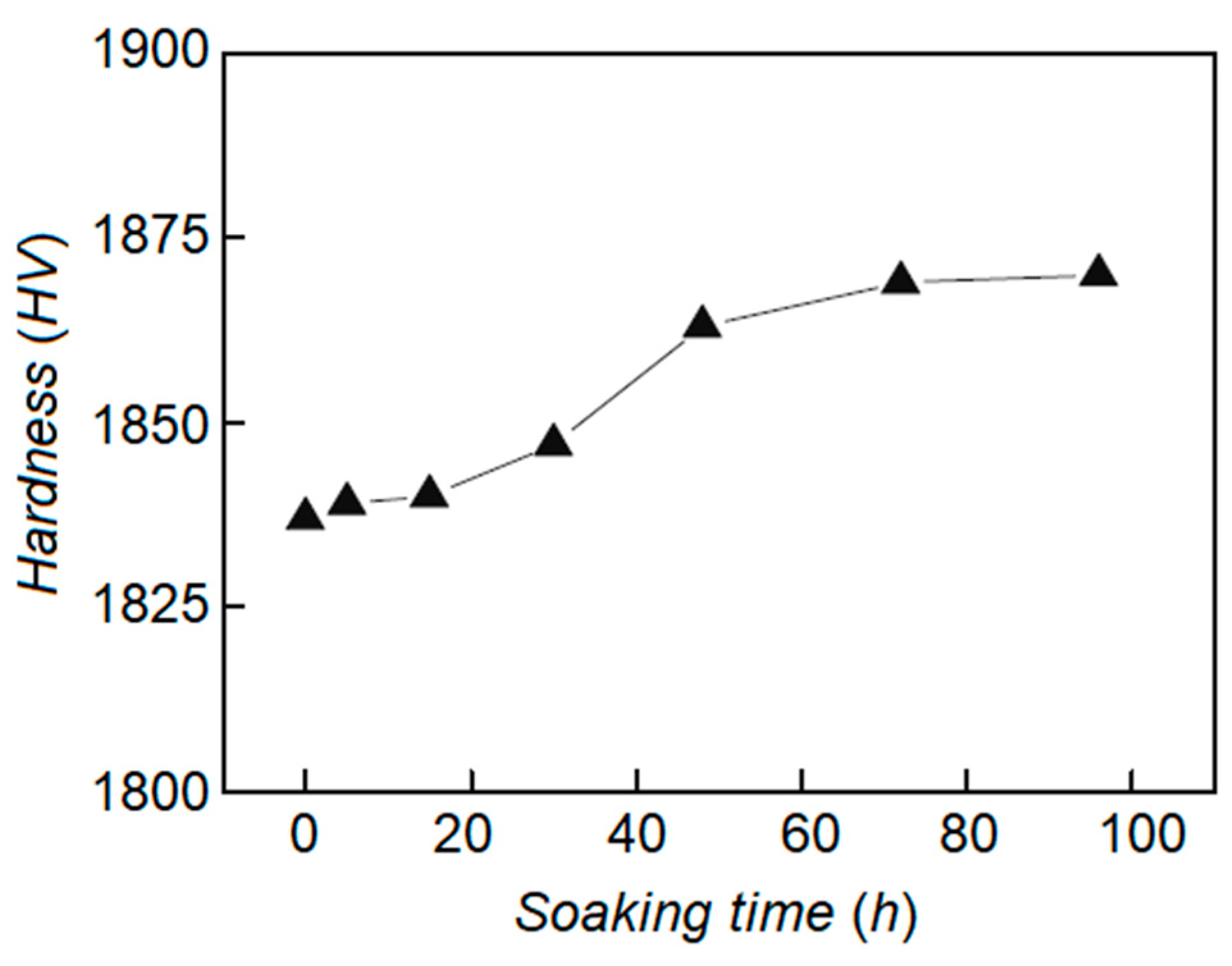
- Soaking time and temperature, as well as tempering rate, have a prime importance in improving hardness.
4. Effects of CT on Microstructure Alteration and Wear Resistance
- Transformation of retained austenite to martensite, which is counted as a contributor to improve microhardness and enhancement of wear resistance to comply with it;
- Higher volume fraction of fine, and a homogeneous distribution of, carbide particles within the matrix resist against the dislocation movements and plastic deformation;
- Segregation of carbides and the formation of η-carbides improves the resistance against sliding wear as they reinforce the martensitic structure;
- Secondary carbide precipitation, especially during tempering;
- DCT is more efficient to enhance the wear resistance in comparison to SCT as it encourages a more uniform distribution of fine carbides and the elimination of retained austenite; soaking time and soaking temperature are the most effective process parameters.
5. Effects of DCT on Microstructure and Mechanical Properties
- Residual stresses can be imposed by external or internal sources to the materials. Residual stresses due to external sources can be introduced and developed during manufacturing processes such as nonuniform plastic deformation under cold working, shot peening, hammering, grinding, or by welding due to thermal shocks. Some residual stresses are due to defects in the crystal structure of the materials, with the most common defects being in the form of vacancies, dislocations, and stacking faults. Residual stresses would cause creep failure, fatigue, and stress corrosion cracking in sensitive materials. The higher transformation of retained austenite to martensite at lower temperatures induces compressive residual stress, which is beneficial for wear resistance improvement and fatigue behavior. Precipitation of the carbides in DCT and SCT followed by tempering is the main contributor to residual stresses reduction;
- Fatigue life improvement due to CT is attributed to distribution of fine carbide particles and reduction of residual stresses. Moreover, the subgrain carbide distribution can play an important role by affecting the statistical dispersion of the fatigue behavior, with a significant impact at high reliability levels, which is the most interesting in many structural component applications;
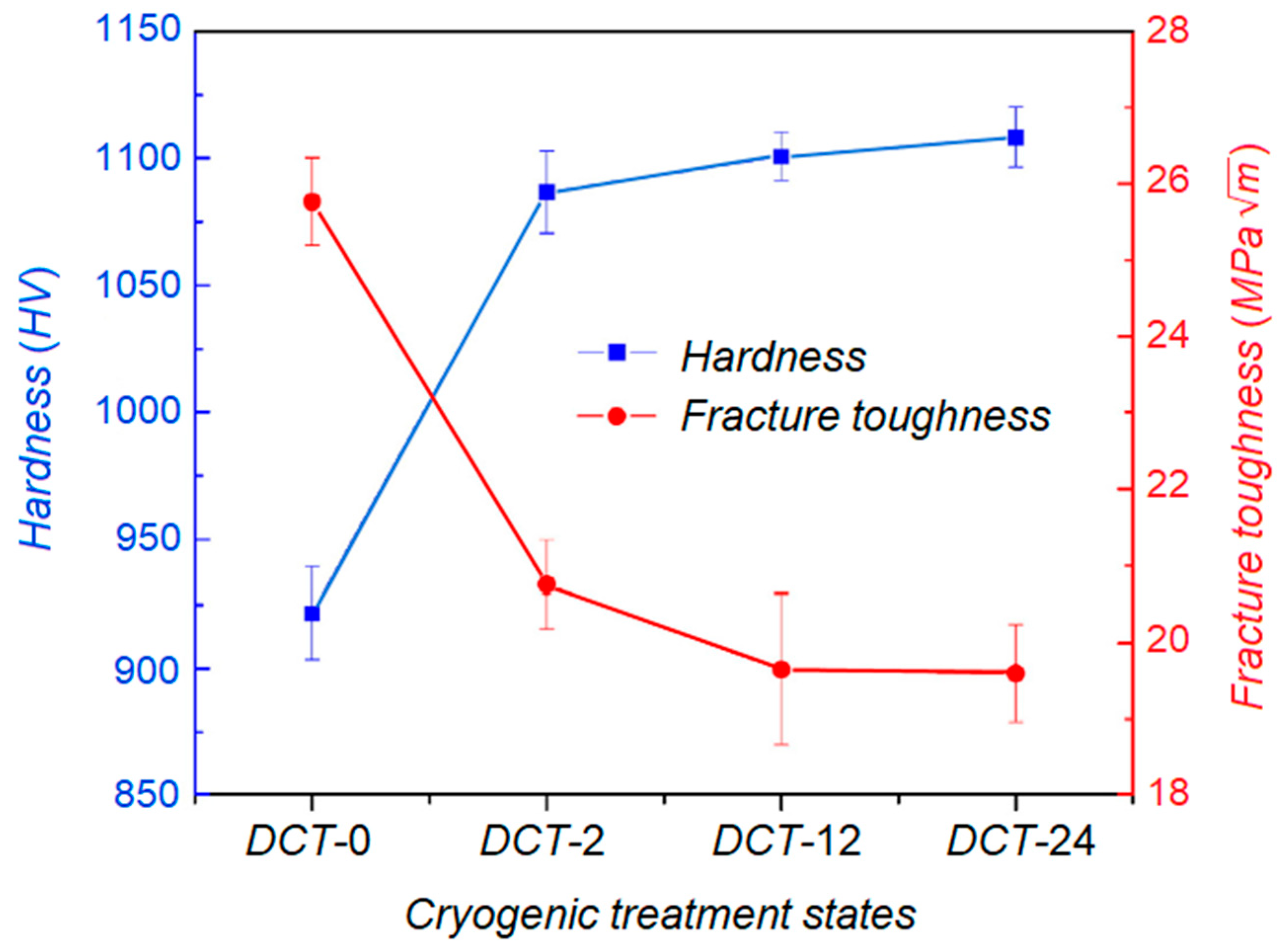
- Fracture toughness after DCT reduced the transformation of retained austenite to martensite. DCT improves hardness and reduces fracture toughness. Therefore, it is essential to control the fracture toughness to avoid the risk of microcracking, especially in the case where mechanical components are sliding under the influence of a load in tribo-systems;
- Formation of martensite and the elimination of retained austenite, along with the precipitation of fine carbide, are the main contributors to the enhancement of ultimate tensile and yield strength.
6. Cryogenic Application in Manufacturing Engineering
7. Conclusions
- In almost all steels, elimination of retained austenite, the increment of carbide volume fraction with homogenous distribution, and uniform size, as well as the formation of fine secondary carbide precipitation, are the greatest contributor to hardness improvement after DCT. Microstructure during SCT experiences these changes with a lower magnitude in comparison to DCT, but more efficiently than CHT;
- Uniform carbide distribution and homogeneous particle size, along with the formation of new small size carbides, have been obtained after DCT which result in higher wear resistance. Meanwhile, the formation of η-carbide and a homogeneous distribution of the produced carbides are the most important players in wear resistance improvement, rather than only the elimination of retained austenite. In the case of CT of steels, to obtain better properties and to improve treatment efficiency, it is recommended that austenizing, quenching, DCT, and tempering are carried out one after another in a cycle;
- Homogenous distribution of secondary carbides and the transformation of retained austenite to martensite after SCT and DCT improve fatigue strength and tensile toughness;
- Applying appropriate cooling temperature and soaking time causes substantial transformation of the soft austenite into hard martensite and in addition, metallurgical alteration of the martensite can be obtained;
- It is relevant to note that martensitic transformation never goes to completion after DCT, and the retained austenite always exists in the structure of high-carbon martensite. However, further tempering is suggested to boost the elimination of austenite and the formation of secondary carbides within the martensite;
- DCT encourages the increment of carbide grain size and improves the thermal conductivity of cemented carbide cutting tools. Therefore, as consequence of the increment in carbide grain contiguity, and the dominant effect of the carbide phase, higher wear resistance, and better surface roughness can be obtained;
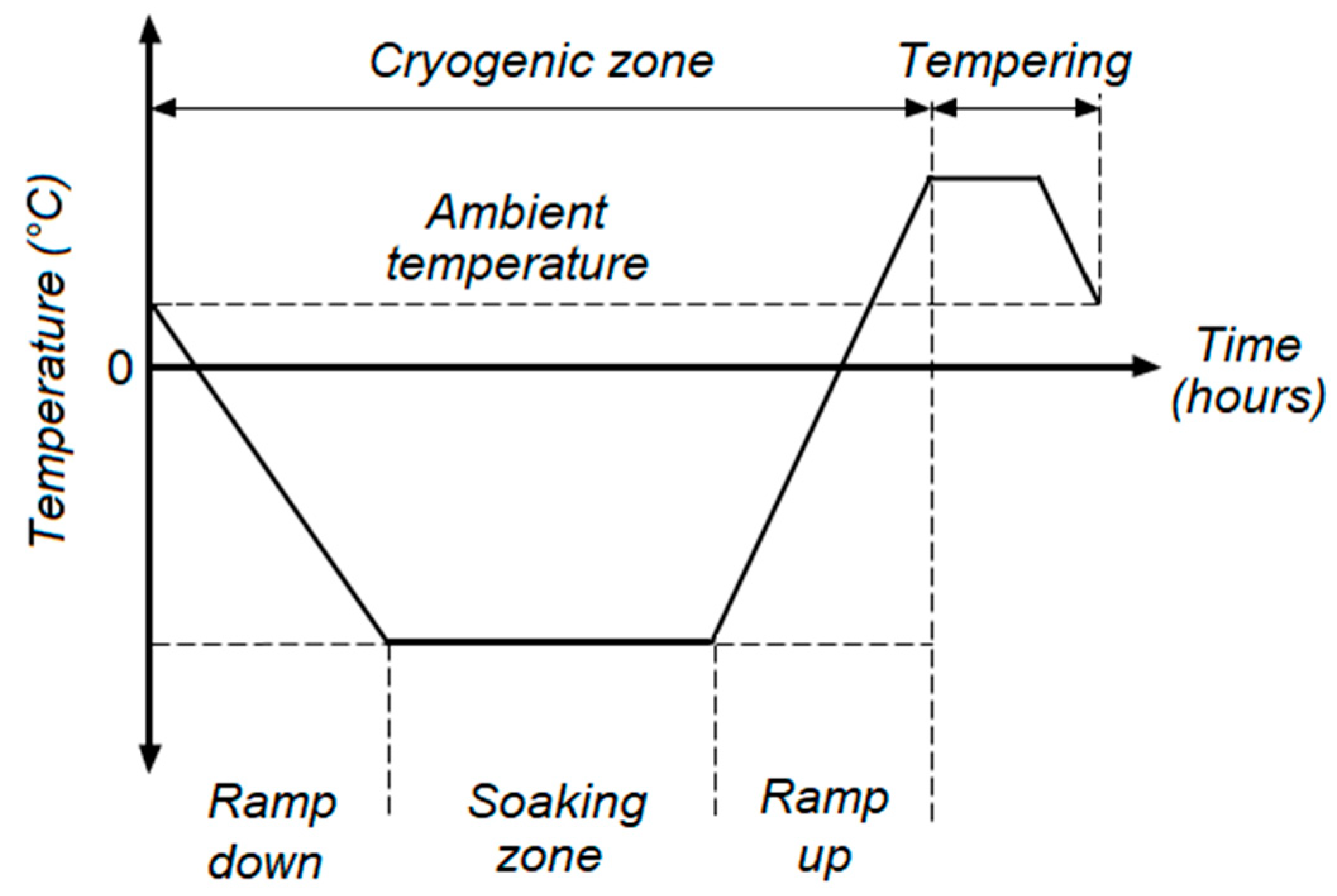
- It is recommended to standardize the CT cycles including ramp down, soaking time and temperature as well as ramp up and supplementary processes, to optimize the properties of each specific material. Process qualification and standards would be drafted and validated for more promising alloys;
- The effects of CT on different cutting tools needs to be clarified and standardized to improve the performance of inserts in terms of wear, hardness, dimensional stability, and thermal conductivity.
- Special efforts are required to characterize the correlation between microstructural alterations and wear mechanisms of cutting tools from different materials.
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| Conventional heat treatment | CHT |
| Cryogenic treatment | CT |
| Cryogenic treatment followed by tempering | CTT |
| Cryogenic-ageing circular treatment | CACT |
| Deep cryogenic treatment | DCT |
| Deep cryogenic treatment pluse tempering | DCTT |
| Differential scanning calorimetry | DSC |
| Electron back scattered diffraction | EBSD |
| Electrical discharge machining | EDM |
| Electrode wear rate | EWR |
| Electric discharge drilling | EDD |
| Friction Stir Welding | FSW |
| Microelectric discharge machining | MEDM |
| Material removal rate | MRR |
| Maximum Likelihood Estimation | MLE |
| Optical microscopy | OM |
| Subzero treatment | SZT |
| Shallow cryogenic treatment | SCT |
| Scanning electron microscopy | SEM |
| Transmission electron microscopy | TEM |
| Tungsten Inert Gas Welding | TIG |
| Wire-cut electrical discharge machining | WEDM |
| X-ray diffraction | XRD |
References
- Pellizzari, M. Influence of deep cryogenic treatment on heat treatment of steel and Cu–Be alloy. Int. Heat Treat. Surf. Eng. 2010, 4, 105–109. [Google Scholar] [CrossRef]
- Kalia, S. Cryogenic Processing: A Study of Materials at Low Temperatures. J. Low Temp. Phys. 2010, 158, 934–945. [Google Scholar] [CrossRef]
- Das, D.; Dutta, A.K.; Toppo, V.; Ray, K.K. Effect of Deep Cryogenic Treatment on the Carbide Precipitation and Tribological Behavior of D2 Steel. Mater. Manuf. Process. 2007, 22, 474–480. [Google Scholar] [CrossRef]
- Surberg, C.H.; Stratton, P.; Lingenhöle, K. The effect of some heat treatment parameters on the dimensional stability of AISI D2. Cryogenics 2008, 48, 42–47. [Google Scholar] [CrossRef]
- Bensely, A.; Prabhakaran, A.; Lal, D.M.; Nagarajan, G. Enhancing the wear resistance of case carburized steel (En 353) by cryogenic treatment. Cryogenics 2005, 45, 747–754. [Google Scholar] [CrossRef]
- Chopra, S.A.; Sargade, V.G. Metallurgy behind the Cryogenic Treatment of Cutting Tools: An Overview. Mater. Today 2015, 2, 1814–1824. [Google Scholar] [CrossRef]
- Das, D.; Dutta, A.K.; Ray, K.K. Sub-zero treatments of AISI D2 steel: Part II. Wear behavior. Mater. Sci. Eng. A 2010, 527, 2194–2206. [Google Scholar] [CrossRef]
- Bensely, A.; Venkatesh, S.; Lal, D.M.; Nagarajan, G.; Rajadurai, A.; Junik, K. Effect of cryogenic treatment on distribution of residual stress in case carburized En 353 steel. Mater. Sci. Eng. A 2008, 479, 229–235. [Google Scholar] [CrossRef]
- Ghosh, S.; Rao, P.V. Application of sustainable techniques in metal cutting for enhanced machinability: A review. J. Clean. Prod. 2015, 100, 17–34. [Google Scholar] [CrossRef]
- Jayal, A.D.; Badurdeen, F.; Dillon, O.W., Jr.; Jawahir, I.S. Sustainable manufacturing: Modeling and optimization challenges at the product, process and system levels. CIRP J. Manuf. Sci. Technol. 2010, 2, 144–152. [Google Scholar] [CrossRef]
- Gill, S.S.; Singh, J.; Singh, H.; Singh, R. Investigation on wear behaviour of cryogenically treated TiAlN coated tungsten carbide inserts in turning. Int. J. Mach. Tools Manuf. 2011, 51, 25–33. [Google Scholar] [CrossRef]
- Das, D.; Ray, K.K.; Dutta, A.K. Influence of temperature of sub-zero treatments on the wear behaviour of die steel. Wear 2009, 267, 1361–1370. [Google Scholar] [CrossRef]
- Diekman, F. Cold and Cryogenic Treatment of Steel. In ASM Handbook; ASM International: Novelty, OH, USA, 2013; pp. 382–386. [Google Scholar]
- Baldissera, P.; Delprete, C. Deep cryogenic treatment: A bibliographic review. Open Mech. Eng. J. 2008, 2, 1–11. [Google Scholar] [CrossRef]
- Thornton, R.; Slatter, T.; Ghadbeigi, H. Effects of deep cryogenic treatment on the dry sliding wear performance of ferrous alloys. Wear 2013, 305, 177–191. [Google Scholar] [CrossRef]
- Podgornik, B.; Leskovšek, V.; Vižintin, J. Deep-Cryogenic Treatment and Effect of Austenizing Temperature on Tribological Performance of P/M High-Speed Steel. In Proceedings of the 9th Biennial Conference on Engineering Systems Design and Analysis, ASME, Haifa, Israel, 7–9 July 2008; pp. 509–512. [Google Scholar] [CrossRef]
- Cajner, F.; Landek, D.; Rafael, H.; Šolić, S.; Kovačić, S. Effect of deep cryogenic treatment on dilatometric curve and tribological properties of high speed steel. Int. Heat Treat. Surf. Eng. 2012, 6, 67–71. [Google Scholar] [CrossRef]
- Gill, S.S.; Singh, H.; Singh, R.; Singh, J. Cryoprocessing of cutting tool materials—A review. Int. J. Adv. Manuf. Technol. 2010, 48, 175–192. [Google Scholar] [CrossRef]
- Kalpakjian, S.; Schmid, S.R. Manufacturing Engineering and Technology; Pearson Education South Asia Pte Ltd.: Singapore, 2014. [Google Scholar]
- Kumar, T.V.; Thirumurugan, R.; Viswanath, B. Influence of cryogenic treatment on the metallurgy of ferrous alloys: A review. Mater. Manuf. Process. 2017, 32, 1789–1805. [Google Scholar] [CrossRef]
- Papp, R. The Emerging Science of Deep Cryogenic Treatment. Cold Facts 2014, 30, 8–10. [Google Scholar]
- Wood, R. Classic papers: Cryogenic heat treatment. Int. Heat Treat. Surf. Eng. 2008, 2, 74–75. [Google Scholar] [CrossRef]
- Amini, K.; Akhbarizadeh, A.; Javadpour, S. Cryogenic heat treatment of the ferrous materials—A review of the current state. Met. Res. Technol. 2016, 113, 611. [Google Scholar] [CrossRef]
- Wu, Z. The Expanded Application Research of Deep Cryogenic Treatment. In Proceedings of the IEEE 2009 International Conference on Measuring Technology and Mechatronics Automation, Zhangjiajie, China, 11–12 April 2009. [Google Scholar] [CrossRef]
- Gogte, C.L.; Iyer, K.M.; Paretkar, R.K.; Peshwe, D.R. Deep subzero processing of metals and alloys: Evolution of microstructure of AISI T42 tool steel. Mater. Manuf. Process. 2009, 24, 718–722. [Google Scholar] [CrossRef]
- Diekman, R. Deep Cryogenic Treatment. Therm. Process. Gear Solut. 2013, 52–55. Available online: http://thermalprocessing.com/deep-cryogenic-treatment/ (accessed on 12 September 2019).
- Das, D.; Dutta, A.K.; Ray, K.K. Correlation of microstructure with wear behaviour of deep cryogenically treated AISI D2 steel. Wear 2009, 267, 1371–1380. [Google Scholar] [CrossRef]
- Ray, K.K.; Das, D. Improved wear resistance of steels by cryotreatment: The current state of understanding. Mater. Sci. Tech. 2017, 33, 340–354. [Google Scholar] [CrossRef]
- Wang, J.; Fu, R.; Li, Y.; Zhang, J. Effects of deep cryogenic treatment and low-temperature aging on the mechanical properties of friction-stir-welded joints of 2024-T351 aluminum alloy. Mater. Sci. Eng. A 2014, 609, 147–153. [Google Scholar] [CrossRef]
- Gill, S.S.; Singh, J.; Singh, R.; Singh, H. Metallurgical principles of cryogenically treated tool steels—A review on the current state of science. Int. J. Adv. Manuf. Technol. 2011, 54, 59–82. [Google Scholar] [CrossRef]
- Tated, R.G.; Patil, P.I. Comparison of effects of cryogenic treatment on different types of steels: A review. In Proceedings of the IJCA International Conference in Computational Intelligence 9, 10–29 March 2012; IJCA Journal: St. Gallen, Switzerland, 2012. [Google Scholar]
- Huang, J.Y.; Zhu, Y.T.; Liao, X.Z.; Beyerlein, I.J.; Bourke, M.A.; Mitchell, T.E. Microstructure of cryogenic treated M2 tool steel. Mater. Sci. Eng. A 2003, 339, 241–244. [Google Scholar] [CrossRef]
- Sachin, S.S. Cryogenic hardening and its effects on properties of an aerospace aluminium alloy. Int. J. Late. Trend. Eng. Tech. 2017, 8, 566–571. [Google Scholar] [CrossRef]
- Amini, K.; Akhbarizadeh, A.; Javadpour, S. Investigating the effect of holding duration on the microstructure of 1.2080 tool steel during the deep cryogenic heat treatment. Vacuum 2012, 86, 1534–1540. [Google Scholar] [CrossRef]
- Li, S.; Deng, L.; Wu, X.; Wang, H.; Min, Y.A.; Min, N. Effect of deep cryogenic treatment on internal friction behaviors of cold work die steel and their experimental explanation by coupling model. Mater. Sci. Eng. A 2010, 527, 7950–7954. [Google Scholar] [CrossRef]
- Li, S.; Min, N.; Li, J.; Wu, X.; Li, C.; Tang, L. Experimental verification of segregation of carbon and precipitation of carbides due to deep cryogenic treatment for tool steel by internal friction method. Mater. Sci. Eng. A 2013, 575, 51–60. [Google Scholar] [CrossRef]
- Leskovsek, V.; Ule, B. Influence of deep cryogenic treatment on microstructure, mechanical properties and dimensional changes of vacuum heat-treated high-speed steel. Heat Treat. Met. 2002, 29, 72–76. [Google Scholar] [CrossRef]
- Gao, Y.; Luo, B.H.; Bai, Z.H.; Zhu, B.; Ouyang, S. Effects of deep cryogenic treatment on the microstructure and properties of WCFeNi cemented carbides. Int. J. Refract. Metal. Hard Mater. 2016, 58, 42–50. [Google Scholar] [CrossRef]
- Zhirafar, S.; Rezaeian, A.; Pugh, M. Effect of cryogenic treatment on the mechanical properties of 4340 steel. J. Mater. Process. Technol. 2007, 186, 298–303. [Google Scholar] [CrossRef]
- Casagrande, A.; Cammarota, G.P.; Micele, L. Relationship between fatigue limit and Vickers hardness in steels. Mater. Sci. Eng. A 2011, 528, 3468–3473. [Google Scholar] [CrossRef]
- Vimal, A.J.; Bensely, A.; Lal, D.M.; Srinivasan, K. Deep cryogenic treatment improves wear resistance of En 31 steel. Mater. Manuf. Process. 2008, 23, 369–376. [Google Scholar] [CrossRef]
- Harish, S.; Bensely, A.; Lal, D.M.; Rajadurai, A. Microstructural study of cryogenically treated En 31 bearing steel. J. Mater. Process. Technol. 2009, 209, 3351–3357. [Google Scholar] [CrossRef]
- Li, S.; Xie, Y.; Wu, X. Hardness and toughness investigations of deep cryogenic treated cold work die steel. Cryogenics 2010, 50, 89–92. [Google Scholar] [CrossRef]
- Jeleńkowski, J.; Ciski, A.; Babul, T. Effect of deep cryogenic treatment on substructure of HS6-5-2 high speed steel. J. Achie. Mater. Manuf. Eng. 2010, 43, 80–87. [Google Scholar]
- Senthilkumar, D.; Rajendran, I.; Pellizzari, M.; Siiriainen, J. Influence of shallow and deep cryogenic treatment on the residual state of stress of 4140 steel. J. Mater. Process. Technol. 2011, 211, 396–401. [Google Scholar] [CrossRef]
- El Mehtedi, M.; Ricci, P.; Drudi, L.; El Mohtadi, S.; Cabibbo, M.; Spigarelli, S. Analysis of the effect of deep cryogenic treatment on the hardness and microstructure of X30 CrMoN 15 1 steel. Mater. Des. 2012, 33, 136–144. [Google Scholar] [CrossRef]
- Li, J.; Tang, L.; Li, S.; Wu, X. Finite element simulation of deep cryogenic treatment incorporating transformation kinetics. Mater. Des. 2013, 47, 653–666. [Google Scholar] [CrossRef]
- Candane, D.; Alagumurthi, N.; Palaniradja, K. Effect of cryogenic treatment on microstructure and wear characteristics of AISI M35 HSS. Int. J. Mater. Sci. Appl. 2013, 2, 56–65. [Google Scholar] [CrossRef]
- Akhbarizadeh, A.; Javadpour, S. Investigating the effect of as-quenched vacancies in the final microstructure of 1.2080 tool steel during the deep cryogenic heat treatment. Mater. Lett. 2013, 93, 247–250. [Google Scholar] [CrossRef]
- SreeramaReddy, T.V.; Sornakumar, T.; VenkataramaReddy, M.; Venkatram, R. Machining performance of low temperature treated P-30 tungsten carbide cutting tool inserts. Cryogenics 2008, 48, 458–461. [Google Scholar] [CrossRef]
- Zhang, H.; Chen, L.; Sun, J.; Wang, W.; Wang, Q. Influence of Deep Cryogenic Treatment on Microstructures and Mechanical Properties of an Ultrafine-Grained WC–12Co Cemented Carbide. Acta Met. Sin. 2014, 27, 894–900. [Google Scholar] [CrossRef]
- Idayan, A.; Gnanavelbabu, A.; Rajkumar, K. Influence of deep cryogenic treatment on the mechanical properties of AISI 440C bearing steel. Procedia Eng. 2014, 97, 1683–1691. [Google Scholar] [CrossRef]
- Xie, C.H.; Huang, J.W.; Tang, Y.F.; Gu, L.N. Effects of deep cryogenic treatment on microstructure and properties of WC-11Co cemented carbides with various carbon contents. Trans. Nonferr. Metal. Soc. 2015, 25, 3023–3028. [Google Scholar] [CrossRef]
- Yuan, C.; Wang, Y.; Sang, D.; Li, Y.; Jing, L.; Fu, R.; Zhang, X. Effects of deep cryogenic treatment on the microstructure and mechanical properties of commercial pure zirconium. J. Alloy Compd. 2015, 619, 513–519. [Google Scholar] [CrossRef]
- Pérez, M.; Belzunce, F.J. The effect of deep cryogenic treatments on the mechanical properties of an AISI H13 steel. Mater. Sci. Eng. A 2015, 624, 32–40. [Google Scholar] [CrossRef]
- Mohan, K.; Suresh, J.A.; Ramu, P.; Jayaganthan, R. Microstructure and Mechanical Behavior of Al 7075-T6 Subjected to Shallow Cryogenic Treatment. J. Mater. Eng. Perform. 2016, 25, 2185–2194. [Google Scholar] [CrossRef]
- Nazarian, H.; Krol, M.; Pawlyta, M.; Vahdat, S.E. Effect of sub-zero treatment on fatigue strength of aluminum 2024. Mater. Sci. Eng. A 2018, 710, 38–46. [Google Scholar] [CrossRef]
- Taşkesen, A.; Aksöz, S.; Özdemir, A.T. Effect of Sub-Zero Treatment on Ageing of Aluminium Composite. Int. J. Mater. Mech. Manuf. 2018, 6, 26–30. [Google Scholar] [CrossRef]
- Thakur, D.; Ramamoorthy, B.; Vijayaraghavan, L. Influence of different post treatments on tungsten carbide–cobalt inserts. Mater. Lett. 2008, 62, 4403–4406. [Google Scholar] [CrossRef]
- Akhbarizadeh, A.; Golozar, M.A.; Shafeie, A.; Kholghy, M. Effects of austenizing time on wear behavior of D6 tool steel after deep cryogenic treatment. J. Iron Steel Res. Int. 2009, 16, 29–32. [Google Scholar] [CrossRef]
- Dhokey, N.B.; Nirbhavne, S. Dry sliding wear of cryotreated multiple tempered D-3 tool steel. J. Mater. Process. Technol. 2009, 209, 1484–1490. [Google Scholar] [CrossRef]
- Akhbarizadeh, A.; Shafyei, A.; Golozar, M.A. Effects of cryogenic treatment on wear behavior of D6 tool steel. Mater. Des. 2009, 30, 3259–3264. [Google Scholar] [CrossRef]
- Das, D.; Dutta, A.K.; Ray, K.K. Optimization of the duration of cryogenic processing to maximize wear resistance of AISI D2 steel. Cryogenics 2009, 49, 176–184. [Google Scholar] [CrossRef]
- Straffelini, G.; Bizzotto, G.; Zanon, V. Improving the wear resistance of tools for stamping. Wear 2010, 269, 693–697. [Google Scholar] [CrossRef]
- Podgornik, B.; Leskovšek, V.; Vižintin, J. Influence of Deep-Cryogenic Treatment on Tribological Properties of P/M High-Speed Steel. Mater. Manuf. Process. 2009, 24, 734–738. [Google Scholar] [CrossRef]
- Wang, J.; Xiong, J.; Fan, H.; Yang, H.S.; Liu, H.H.; Shen, B.L. Effects of high temperature and cryogenic treatment on the microstructure and abrasion resistance of a high chromium cast iron. J. Mater. Process. Technol. 2009, 209, 3236–3240. [Google Scholar] [CrossRef]
- Oppenkowski, A.; Weber, S.; Theisen, W. Evaluation of factors influencing deep cryogenic treatment that affect the properties of tool steels. J. Mater. Process. Technol. 2010, 210, 1949–1955. [Google Scholar] [CrossRef]
- Das, D.; Sarkar, R.; Dutta, A.K.; Ray, K.K. Influence of sub-zero treatments on fracture toughness of AISI D2 steel. Mater. Sci. Eng. 2010, 528, 589–603. [Google Scholar] [CrossRef]
- Cajner, F.; Leskovšek, V.; Landek, D.; CaJner, H. Effect of Deep-Cryogenic Treatment on High Speed Steel Properties. Mater. Manuf. Process. 2009, 24, 743–746. [Google Scholar] [CrossRef]
- Asl, K.M.; Tari, A.; Khomamizadeh, F. Effect of deep cryogenic treatment on microstructure, creep and wear behaviors of AZ91 magnesium alloy. Mater. Sci. Eng. 2009, 523, 27–31. [Google Scholar] [CrossRef]
- Sogalad, I.; Udupa, N.S. Influence of cryogenic treatment on load bearing ability of interference fitted assemblies. Mater. Des. 2010, 31, 564–569. [Google Scholar] [CrossRef]
- Akhbarizadeh, A.; Amini, K.; Javadpour, S. Effects of applying an external magnetic field during the deep cryogenic heat treatment on the corrosion resistance and wear behavior of 1.2080 tool steel. Mater. Des. 2012, 41, 114–123. [Google Scholar] [CrossRef]
- Siva, R.S.; Jaswin, M.A.; Lal, D.M. Enhancing the Wear Resistance of 100Cr6 Bearing Steel Using Cryogenic Treatment. Tribol. Trans. 2012, 55, 387–393. [Google Scholar] [CrossRef]
- Xu, N.; Cavallaro, G.P.; Gerson, A.R. Synchrotron micro-diffraction analysis of the microstructure of cryogenically treated high performance tool steels prior to and after tempering. Mater. Sci. Eng. A 2010, 527, 6822–6830. [Google Scholar] [CrossRef]
- Arockia Jaswin, M.; Mohan Lal, D. Optimization of the Cryogenic Treatment Process for En 52 Valve Steel Using the Grey-Taguchi Method. Mater. Manuf. Process. 2010, 25, 842–850. [Google Scholar] [CrossRef]
- Li, S.; Deng, L.; Wu, X.; Min, Y.A.; Wang, H. Influence of deep cryogenic treatment on microstructure and evaluation by internal friction of a tool steel. Cryogenics 2010, 50, 754–758. [Google Scholar] [CrossRef]
- Koneshlou, M.; Asl, K.M.; Khomamizadeh, F. Effect of cryogenic treatment on microstructure, mechanical and wear behaviors of AISI H13 hot work tool steel. Cryogenics 2011, 51, 55–61. [Google Scholar] [CrossRef]
- Senthilkumar, D.; Rajendran, I. Influence of Shallow and Deep Cryogenic Treatment on Tribological Behavior of En 19 Steel. J. Iron. Steel. Res. Int. 2011, 18, 53–59. [Google Scholar] [CrossRef]
- Jaswin, M.A.; Lal, D.M.; Rajadurai, A. Effect of Cryogenic Treatment on the Microstructure and Wear Resistance of X45Cr9Si3 and X53Cr22Mn9Ni4N Valve Steels. Tribol. Trans. 2011, 54, 341–350. [Google Scholar] [CrossRef]
- Li, S.; Min, N.; Deng, L.; Wu, X.; Min, Y.A.; Wang, H. Influence of deep cryogenic treatment on internal friction behavior in the process of tempering. Mater. Sci. Eng. A 2011, 528, 1247–1250. [Google Scholar] [CrossRef]
- Amini, K.; Nategh, S.; Shafyei, A.; Rezaeian, A. Effect of deep cryogenic treatment on the properties of 80CrMo12 5 tool steel. Int. J. Miner. Met. Mater. 2012, 19, 30–37. [Google Scholar] [CrossRef]
- Gill, S.S.; Singh, J.; Singh, R.; Singh, H. Effect of Cryogenic Treatment on AISI M2 High Speed Steel: Metallurgical and Mechanical Characterization. J. Mater. Eng. Perform. 2012, 21, 1320–1326. [Google Scholar] [CrossRef]
- Sri Siva, R.; Mohan Lal, D.; Jaswin, M.A. Optimization of Deep Cryogenic Treatment Process for 100Cr6 Bearing Steel Using the Grey-Taguchi Method. Tribol. Trans. 2012, 55, 854–862. [Google Scholar] [CrossRef]
- Gavriljuk, V.G.; Theisen, W.; Sirosh, V.V.; Polshin, E.V.; Kortmann, A.; Mogilny, G.S.; Petrov, Y.N.; Tarusin, Y.V. Low-temperature martensitic transformation in tool steels in relation to their deep cryogenic treatment. Acta Mater. 2013, 61, 1705–1715. [Google Scholar] [CrossRef]
- Das, D.; Ray, K.K. Structure–property correlation of sub-zero treated AISI D2 steel. Mater. Sci. Eng. A 2012, 541, 45–60. [Google Scholar] [CrossRef]
- Amini, K.; Akhbarizadeh, A.; Javadpour, S. Effect of deep cryogenic treatment on the formation of nano-sized carbides and the wear behavior of D2 tool steel. Int. J. Min. Met. Mater. 2012, 19, 795–799. [Google Scholar] [CrossRef]
- Das, D.; Ray, K.K. On the mechanism of wear resistance enhancement of tool steels by deep cryogenic treatment. Philos. Mag. Lett. 2012, 92, 295–303. [Google Scholar] [CrossRef]
- Podgornik, B.; Majdic, F.; Leskovsek, V.; Vizintin, J. Improving tribological properties of tool steels through combination of deep-cryogenic treatment and plasma nitriding. Wear 2012, 288, 88–93. [Google Scholar] [CrossRef]
- Vahdat, S.E.; Nategh, S.; Mirdamadi, S. Microstructure and tensile properties of 45WCrV7 tool steel after deep cryogenic treatment. Mater. Sci. Eng. A 2013, 585, 444–454. [Google Scholar] [CrossRef]
- Senthilkumar, D.; Rajendran, I. Optimization of Deep Cryogenic Treatment to Reduce Wear Loss of 4140 Steel. Mater. Manuf. Process. 2012, 27, 567–572. [Google Scholar] [CrossRef]
- Amini, K.; Akhbarizadeh, A.; Javadpour, S. Investigating the effect of quench environment and deep cryogenic treatment on the wear behavior of AZ91. Mater. Des. 2014, 54, 154–160. [Google Scholar] [CrossRef]
- Gunes, I.; Cicek, A.; Aslantas, K.; Kara, F. Effect of Deep Cryogenic Treatment on Wear Resistance of AISI 52100 Bearing Steel. Trans. Indian Inst. Met. 2014, 67, 909–917. [Google Scholar] [CrossRef]
- Khun, N.W.; Liu, E.; Tan, A.W.Y.; Senthilkumar, D.; Albert, B.; Lal, D.M. Effects of deep cryogenic treatment on mechanical and tribological properties of AISI D3 tool steel. Friction 2015, 3, 234–242. [Google Scholar] [CrossRef] [Green Version]
- Çiçek, A.; Kara, F.; Kıvak, T.; Ekici, E.; Uygur, I. Effects of deep cryogenic treatment on the wear resistance and mechanical properties of AISI H13 hot-work tool steel. J. Mater. Eng. Perform. 2015, 24, 4431–4439. [Google Scholar] [CrossRef]
- Li, H.; Tong, W.; Cui, J.; Zhang, H.; Chen, L.; Zuo, L. The influence of deep cryogenic treatment on the properties of high-vanadium alloy steel. Mater. Sci. Eng. A 2016, 662, 356–362. [Google Scholar] [CrossRef]
- Podgornik, B.; Paulin, I.; Zajec, B.; Jacobson, S.; Leskovšek, V. Deep cryogenic treatment of tool steels. J. Mater. Process. Technol. 2016, 229, 398–406. [Google Scholar] [CrossRef]
- Li, G.R.; Cheng, J.F.; Wang, H.M.; Li, C.Q. The influence of cryogenic-aging circular treatment on the microstructure and properties of aluminum matrix composites. J. Alloy. Compd. 2017, 695, 1930–1945. [Google Scholar] [CrossRef]
- Bensely, A.; Shyamala, L.; Harish, S.; Lal, D.M.; Nagarajan, G.; Junik, K.; Rajadurai, A. Fatigue behaviour and fracture mechanism of cryogenically treated En 353 steel. Mater. Des. 2009, 30, 2955–2962. [Google Scholar] [CrossRef]
- Baldissera, P. Deep cryogenic treatment of AISI 302 stainless steel: Part I—Hardness and tensile properties. Mater. Des. 2010, 31, 4725–4730. [Google Scholar] [CrossRef]
- Baldissera, P.; Delprete, C. Deep cryogenic treatment of AISI 302 stainless steel: Part II—Fatigue and corrosion. Mater. Des. 2010, 31, 4731–4737. [Google Scholar] [CrossRef]
- Baldissera, P.; Cavalleri, S.; Marcassoli, P.; Tordini, F. Study of the Effect of DCT and PVD treatments on the fatigue behaviour of AISI 302 stainless steel. Key Eng. Mater. 2010, 417, 49–52. [Google Scholar] [CrossRef]
- Baldissera, P.; Delprete, C. Effects of deep cryogenic treatment on static mechanical properties of 18NiCrMo5 carburized steel. Mater. Des. 2009, 30, 1435–1440. [Google Scholar] [CrossRef]
- Baldissera, P. Fatigue scatter reduction through deep cryogenic treatment on the 18NiCrMo5 carburized steel. Mater. Des. 2009, 30, 3636–3642. [Google Scholar] [CrossRef]
- Baldissera, P.; Delprete, C. The formal analogy between Tanaka-Mura and Weibull models for high-cycle fatigue. Fatigue Fract. Eng. Mater. Struct. 2012, 35, 114–121. [Google Scholar] [CrossRef]
- Bouzada, F.; Cabeza, M.; Merino, P.; Trillo, S. Effect of Deep Cryogenic Treatment on the Microstructure of an Aerospace Aluminum Alloy. Adv. Mater. Res. 2012, 445, 965–970. [Google Scholar] [CrossRef]
- Lei, X.; Deng, Y.; Yin, Z.; Xu, G. Tungsten Inert Gas and Friction Stir Welding Characteristics of 4-mm-Thick 2219-T87 Plates at Room Temperature and −196 °C. J. Mater. Eng. Perform. 2014, 23, 2149–2158. [Google Scholar] [CrossRef]
- Vahdat, S.E.; Nategh, S.; Mirdamadi, S. Effect of microstructure parameters on tensile toughness of tool steel after deep cryogenic treatment. Int. J. Precis. Eng. Man. 2014, 15, 497–502. [Google Scholar] [CrossRef]
- Niaki, K.S.; Vahdat, S.E. Fatigue Scatter of 1.2542 Tool Steel after Deep Cryogenic Treatment. Mater. Today Proc. 2015, 2, 1210–1215. [Google Scholar] [CrossRef]
- Senthilkumar, D. Effect of deep cryogenic treatment on residual stress and mechanical behaviour of induction hardened En 8 steel. Adv. Mater. Res. 2016, 2, 427–436. [Google Scholar] [CrossRef]
- Araghchi, M.; Mansouri, H.; Vafaei, R.; Guo, Y. A novel cryogenic treatment for reduction of residual stresses in 2024 aluminum alloy. Mater. Sci. Eng. A 2017, 689, 48–52. [Google Scholar] [CrossRef]
- Gu, K.; Zhao, B.; Weng, Z.; Wang, K.; Cai, H.; Wang, J. Microstructure evolution in metastable β titanium alloy subjected to deep cryogenic treatment. Mater. Sci. Eng. A 2018, 723, 157–164. [Google Scholar] [CrossRef]
- Nießen, F.; Villa, M.; Somers, M.A. Martensite formation from reverted austenite at sub-zero Celsius temperature. Met. Mater. Trans. A 2018, 49, 5241–5245. [Google Scholar] [CrossRef]
- Kalsi, N.S.; Sehgal, R.; Sharma, V.S. Cryogenic treatment of tool materials: A review. Mater. Manuf. Process. 2010, 25, 1077–1100. [Google Scholar] [CrossRef]
- Singla, A.K.; Singh, J.; Sharma, V.S. Processing of materials at cryogenic temperature and its implications in manufacturing: A review. Mater. Manuf. Process. 2018, 33, 1603–1640. [Google Scholar] [CrossRef]
- Shokrani, A.; Dhokia, V.; Muñoz-Escalona, P.; Newman, S.T. State-of-the-art cryogenic machining and processing. Int. J. Compd. Integr. Manuf. 2013, 26, 616–648. [Google Scholar] [CrossRef] [Green Version]
- Yong, A.Y.L.; Seah, K.H.W.; Rahman, M. Performance of cryogenically treated tungsten carbide tools in milling operations. Int. J. Adv. Manuf. Technol. 2007, 32, 638–643. [Google Scholar] [CrossRef]
- Firouzdor, V.; Nejati, E.; Khomamizadeh, F. Effect of deep cryogenic treatment on wear resistance and tool life of M2 HSS drill. J. Mater. Process. Technol. 2008, 206, 467–472. [Google Scholar] [CrossRef]
- Vadivel, K.; Rudramoorthy, R. Performance analysis of cryogenically treated coated carbide inserts. Int. J. Adv. Manuf. Technol. 2009, 42, 222–232. [Google Scholar] [CrossRef]
- SreeramaReddy, T.V.; Sornakumar, T.; VenkataramaReddy, M.; Venkatram, R. Machinability of C45 steel with deep cryogenic treated tungsten carbide cutting tool inserts. Int. J. Refract. Met. Hard Mater. 2009, 27, 181–185. [Google Scholar] [CrossRef]
- Reddy, T.S.; Sornakumar, T.; Reddy, M.V.; Venkatram, R.; Senthilkumar, A. Turning studies of deep cryogenic treated p-40 tungsten carbide cutting tool inserts—Technical communication. Mach. Sci. Technol. 2009, 13, 269–281. [Google Scholar] [CrossRef]
- Yusof, N.M.; Razavykia, A.; Farahany, S.; Esmaeilzadeh, A. Effect of modifier elements on machinability of Al-20%Mg2Si metal matrix composite during dry turning. Mach. Sci. Technol. 2016, 20, 460–474. [Google Scholar] [CrossRef]
- Sundaram, M.M.; Yildiz, Y.; Rajurkar, K.P. Experimental study of the effect of cryogenic treatment on the performance of electro discharge machining. In Proceedings of the ASME 2009 International Manufacturing Science and Engineering Conference, West Lafayette, ID, USA, 4–7 October 2009; pp. 215–222. [Google Scholar] [CrossRef]
- Gill, S.S.; Singh, J. Effect of deep cryogenic treatment on machinability of titanium alloy (Ti-6246) in electric discharge drilling. Mater. Manuf. Process. 2010, 25, 378–385. [Google Scholar] [CrossRef]
- Gill, S.S.; Singh, H.; Singh, R.; Singh, J. Flank Wear and Machining Performance of Cryogenically Treated Tungsten Carbide Inserts. Mater. Manuf. Process. 2011, 26, 1430–1441. [Google Scholar] [CrossRef]
- Dogra, M.; Sharma, V.S.; Sachdeva, A.; Suri, N.M.; Dureja, J.S. Performance evaluation of CBN, coated carbide, cryogenically treated uncoated/coated carbide inserts in finish-turning of hardened steel. Int. J. Adv. Manuf. Technol. 2011, 57, 541–553. [Google Scholar] [CrossRef]
- Shirbhate, A.D.; Deshpande, N.V.; Puri, Y.M. Effect of cryogenic treatment on cutting torque and surface finish in drilling operation with AISI M2 high speed steel. Int. J. Mech. Eng. Rob. Res. 2012, 1, 1–10. [Google Scholar] [CrossRef]
- Çiçek, A.; Kıvak, T.; Uygur, I.; Ekici, E.; Turgut, Y. Performance of cryogenically treated M35 HSS drills in drilling of austenitic stainless steels. Int. J. Adv. Manuf. Technol. 2012, 60, 65–73. [Google Scholar] [CrossRef]
- Kumar, A.; Maheshwari, S.; Sharma, C.; Beri, N. Machining efficiency evaluation of cryogenically treated copper electrode in additive mixed EDM. Mater. Manuf. Process. 2012, 27, 1051–1058. [Google Scholar] [CrossRef]
- Iranmanesh, S.; Esmaeilzadeh, A.; Razavykia, A. Optimization of Electrical Discharge Machining Parameters of Co-Cr-Mo Using Central Composite Design. In Proceedings of the SDM 2017 Sustainable Design and Manufacturing, Bologna, Italy, 26–28 April 2017; pp. 48–57. [Google Scholar] [CrossRef]
- Yuan, Y.G.; Xu, C.H. Influence of cryogenic treatment on grinding residual stress of WC-Co cemented carbides. Adv. Mater. Res. 2012, 538, 1746–1750. [Google Scholar] [CrossRef]
- Çiçek, A.; Uygur, I.; Kıvak, T.; Özbek, N.A. Machinability of AISI 316 austenitic stainless steel with cryogenically treated M35 high-speed steel twist drills. J. Manuf. Sci. Eng. 2012, 134, 061003. [Google Scholar] [CrossRef]
- Kapoor, J.; Singh, S.; Khamba, J.S. Effect of cryogenic treated brass wire electrode on material removal rate in wire electrical discharge machining. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2012, 226, 2750–2758. [Google Scholar] [CrossRef]
- Aoyama, S. High-performance coated wire electrodes for high-speed cutting and accurate machining. Hitachi Cable Rev. 1999, 18, 75–78. [Google Scholar]
- Razavykia, A.; Yavari, M.R.; Iranmanesh, S.; Esmaeilzadeh, A. Effect of electrode material and electrical discharge machining parameters on machining of CO-CR-MO. Int. J. Mech. Mechatr. Eng. 2016, 16, 53–61. [Google Scholar]
- Çiçek, A.; Kara, F.; Kivak, T.; Ekici, E. Evaluation of machinability of hardened and cryo-treated AISI H13 hot work tool steel with ceramic inserts. Int. J. Refract. Metals Hard Mater. 2013, 41, 461–469. [Google Scholar] [CrossRef]
- Jafferson, J.M.; Hariharan, P. Machining performance of cryogenically treated electrodes in microelectric discharge machining: A comparative experimental study. Mater. Manuf. Process. 2013, 28, 397–402. [Google Scholar] [CrossRef]
- Özbek, N.A.; Çiçek, A.; Gülesin, M.; Özbek, O. Investigation of the effects of cryogenic treatment applied at different holding times to cemented carbide inserts on tool wear. Int. J. Mach. Tools Manuf. 2014, 86, 34–43. [Google Scholar] [CrossRef]
- Mavi, A.; Korkut, I. Machinability of a Ti-6Al-4V alloy with cryogenically treated cemented carbide tools. Mater. Technol. 2014, 48, 577–580. [Google Scholar]
- Kumar, S.; Batish, A.; Singh, R.; Singh, T.P. A mathematical model to predict material removal rate during electric discharge machining of cryogenically treated titanium alloys. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 214–228. [Google Scholar] [CrossRef]
- He, H.B.; Han, W.Q.; Li, H.Y.; Li, D.Y.; Yang, J.; Gu, T.; Deng, T. Effect of deep cryogenic treatment on machinability and wear mechanism of TiAlN coated tools during dry turning. Int. J. Precis. Eng. Man. 2014, 15, 655–660. [Google Scholar] [CrossRef]
- Thornton, R.; Slatter, T.; Lewis, R. Effects of deep cryogenic treatment on the wear development of H13A tungsten carbide inserts when machining AISI 1045 steel. Prod. Eng. 2014, 8, 355–364. [Google Scholar] [CrossRef]
- Thakur, D.G.; Ramamoorthy, B.; Vijayaraghavan, L. Effect of posttreatments on the performance of tungsten carbide (K20) tool while machining (turning) of Inconel 718. Int. J. Adv. Manuf. Technol. 2015, 76, 587–596. [Google Scholar] [CrossRef]
- Dong, D.; Guo, G.; Yu, D.; An, Q.; Chen, M. Experimental investigation on the effects of different heat treatment processes on grinding machinability and surface integrity of 9Mn2V. Int. J. Adv. Manuf. Technol. 2015, 81, 1165–1174. [Google Scholar] [CrossRef]
- Kıvak, T.; Şeker, U. Effect of cryogenic treatment applied to M42 HSS drills on the machinability of Ti-6Al-4V alloy. Mater. Technol. 2015, 49, 949–956. [Google Scholar] [CrossRef]
- Özbek, N.A.; Çiçek, A.; Gülesin, M.; Özbek, O. Effect of cutting conditions on wear performance of cryogenically treated tungsten carbide inserts in dry turning of stainless steel. Tribol. Int. 2016, 94, 223–233. [Google Scholar] [CrossRef]
- Xu, L.Y.; Zhu, J.; Jing, H.Y.; Zhao, L.; Lv, X.Q.; Han, Y.D. Effects of deep cryogenic treatment on the residual stress and mechanical properties of electron-beam-welded Ti-6Al-4V joints. Mater. Sci. Eng. A 2016, 673, 503–510. [Google Scholar] [CrossRef]
- Khanna, R.; Singh, H. Comparison of optimized settings for cryogenic-treated and normal D-3 steel on WEDM using grey relational theory. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2016, 230, 219–232. [Google Scholar] [CrossRef]
- Goyal, R.; Sngh, S.; Kumar, H. Performance evaluation of cryogenically assisted electric discharge machining (CEDM) process. Mater. Manuf. Process. 2018, 33, 433–443. [Google Scholar] [CrossRef]
- Ghosh, S.; Rao, P.V. Performance evaluation of deep cryogenic processed carbide inserts during dry turning of Nimonic 90 aerospace grade alloy. Tribol. Int. 2017, 115, 397–408. [Google Scholar] [CrossRef]
- Khan, A.; Maity, K. Comparative study of some machinability aspects in turning of pure titanium with untreated and cryogenically treated carbide inserts. J. Manuf. Process. 2017, 28, 272–284. [Google Scholar] [CrossRef]
- Naveena, B.; Mariyam Thaslima, S.S.; Savitha, V.; Krishna, B.N.; Raj, D.S.; Karunamoorthy, L. Simplified MQL system for drilling AISI 304 SS using cryogenically treated drills. Mater. Manuf. Process. 2017, 32, 1679–1684. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| First Author, [#] | Cryogenic Treatment | Rival Treatment | Material | Microstructure Alteration | Outcome |
|---|---|---|---|---|---|
| Amini [34] | DCT | N.A. | 1.2080 tool steel | Elimination of retained austenite, increment of carbide particles density | Hardness improvement was obtained. |
| Zhirafar [40] | DCT | N.A. | AISI 4340 | Austenite transformation into martensite | Hardness and fatigue limit were improved. |
| Vimal [41] | DCT followed with tempering | N.A. | En 31 bearing steel | Austenite to martensite transformation coupled with higher volume fraction of fine carbides | Hardness improvement |
| Harish [42] | SCT and DCT | N.A. | En 31 bearing steel | Distribution of medium size spheroidized carbide particles and exitance of retained austenite even after DCT and SCT | Higher hardness obtained after DCT followed by SCT |
| Li [43] | DCT | Quenching and tempering | Die steel (Cr8Mo2SiV) | Martensite and austenite lattice contraction and homogeneous carbide distribution | Higher hardness obtained by DCT |
| Jeleńkowski [44] | Quenching+ DCT+ tempering | N.A. | HS6-5-2 | Obtained martensite with lamellar-lenticular structure, and internally twinned, with very high density of dislocations as well as homogeneous distribution of spherical carbides | Hardness improvement |
| Senthilkumar [45] | SCT and DCT | N.A. | 4140 steel | Reduction in lattice defects after DCT and residual stress relief in comparison to quenching+ SCT | Hardness improvement and residual stress releasement |
| Mehtedi [46] | DCT | N.A. | X30 CrMoN 15 1 steel | transformation of the retained austenite to martensite and homogeneous decoration of martensitic matrix by refined carbides particles | Higher hardness was recorded. |
| Candane [48] | SCT and DCT | CHT | AISI M35 HSS | Higher reduction in volume fraction of retained austenite was obtained by DCT followed by SCT. | Better hardness obtained by DCT followed by SCT |
| Akhbarizadeh [49] | DCT+ tempering | N.A. | 1.2080 tool steel | Carbon atoms segregation and carbide nucleation | Hardness improvement |
| SreeramaReddy [50] | DCT | N.A. | WC–12Co cemented carbide | Transformation of ɛ-Co | Improvement of hardness and bending strength of cemented |
| Idayan [52] | SCT and DC | CHT | AISI 440C bearing steel | Higher rate of retained austenite transformation into martensite was achieved by DCT followed by SCT | Higher hardness was obtained by DCT. |
| Xie [53] | DCT | N.A. | WC−11Co cemented carbides | DCT refines WC grains into triangular prism with round edges without size alteration through the spheroidization process | DCT improved hardness and bending strength of the alloys. |
| Yuan [54] | DCT | N.A. | Pure zirconium | DCT reoriented grain is much closer to (0 0 0 1) basal plane | Increment in material resistance against plastic deformation and improving the hardness |
| Pérez [55] | DCT | N.A. | H3 tool steel | Reduction in retained austenite content | H3 steel hardness decreased, as carbide precipitation and carbon content of the martensite reduced. |
| Mohan [56] | DCT | N.A. | Al7075-T6 | Precipitation, better distribution of second-phase particles, and higher dislocation density | Hardness and fatigue limit improved. |
| Nazarian [57] | SCT and DCT | N.A. | Al2024 | Grain size and formed nanoparticles in microstructure were refined. | Hardness and fatigue limit were reduced as formation of microcracks. |
| Taşkesen [58] | DCT | N.A. | Al7075 | Smaller atomic distance, refined particle shape and uniform microstructure | DCT encouraged higher friction against dislocation movement and higher hardness. |
| First Author, [#] | Cryogenic Treatment | Rival Treatment | Material | Microstructure Alteration | Outcome |
|---|---|---|---|---|---|
| Thakur [59] | DCT | N.A. | Tungsten carbide–cobalt | Densification of the cobalt metal binder | Wear resistance has been improved. |
| Akhbarizadeh [60,62,72] | SCT and DCT | N.A. | D6 tool steel and 1.2080 tool steel | Higher volume of homogenized carbide distribution and elimination of the retained austenite | DCT homogenizes microstructure which encourages higher wear resistance |
| Dhokey [61] | DCT | Quenching and tempering | D3 tool steel | Higher volume fraction of fine carbides and their nucleation during ramp up | Wear resistance improvement. |
| Das [63,68,85,87] | SCT and DCT | DHT | AISI D2 | Reduction in retained austenite and higher volume fraction of secondary carbides | Wear behavior is proportional to secondary carbides morphology. DCT is most effective treatment. |
| Straffelini [64] | DCT | AlCrN PVD coating and | Stamping tools | Precipitation of ultrafine carbide particles | Wear behavior was improved. |
| Podgornik [65,88,97] | DCT | N.A. | Powder–metallurgic (PM) high-speed steel and Cold-work tool steel | Homogenous microstructure, finer needles like martensite formation and retained austenite elimination | Abrasive wear resistance has been enhanced. |
| Wang [66] | DCT | N.A. | High chromium cast iron | Transformation of abundant retained austenite into martensite and finer secondary carbide precipitation | Wear resistance improvement was recorded. |
| Oppenkowski [67] | DCT | N.A. | AISI D2 | Transformation of retained austenite into martensite | Transformation of retained austenite to martensite is affected by soaking time and temperature. |
| Cajner [69] | DCT | N.A. | PM S390 MC high speed steels | Fine η-carbides formed within the matrix. | Wear behavior was improved. |
| Asl [70] | DCT | N.A. | Magnesium alloy AZ91 | Alteration of β precipitates distribution, coexistence of dissolved tiny laminar β particles and coarse divorced eutectic β phase | Wear resistance was enhanced. |
| Sogalad [71] | DCT | N.A. | En8 steel | Transformation of retained austenite to martensite and distribution of fine η-carbides | Wear resistance and load carrying capacity were improved. |
| Siva [73] | DCT | CHT | 100Cr6 bearing steel | Martensite destabilization by triggering carbon clusterization and carbide precipitation | Wear resistance and hardness were improved. |
| Xu [74] | DCT | N.A. | AISI H13 | Homogeneous martensite | Wear resistance was enhanced. |
| Arockia Jaswin [75] | DCT | N.A. | E52 valve steel | Transformation of retained austenite to martensite and increase in the amount of fine secondary carbide precipitation | Wear behavior was ameliorated. |
| Li [76] | DCT + tempering | N.A. | Tool steel | Precipitation of carbide particle and carbon segregation nearby dislocation and carbon cluster formation | Improvement of wear resistance was highlighted. |
| Koneshlou [77] | DCT | N.A. | H13 tool steel | Uniform distribution of martensite laths and transformation of retained austenite to martensite | Wear properties has been improved. |
| Senthilkumar [78] | SCT and DCT | CHT | En19 steel | Precipitation of fine carbides and transformation of retained austenite into martensite | Higher wear resistance was obtained after DCT followed by SCT. |
| Jaswin [79] | SCT and DCT | CHT | X53Cr22Mn9Ni4N valve steels | Elimination of the retained austenite and formation of fine carbides | Wear resistance was improved. |
| Li [80] | DCT | N.A. | Cold work die steel | Carbon atoms segregation and generation of strong interaction with dislocations | Wear resistance improvement |
| Amini [81,86] | DCT | N.A. | 80CrMo12 5 tool steel, D2 tool steel | Elimination of retained austenite, higher amount, and fine distribution of carbide | Wear resistance and ultimate tensile strength were improved. |
| Gill [82] | SCT and DCT | N.A. | AISI M2 HSS | Transformation of austenite into martensite and higher precipitation of small carbides | Wear behavior was ameliorated. |
| Sri Siva [83] | DCT | N.A. | 100Cr6 bearing steel | Precipitation of the fine carbides and transformation of the retained austenite to martensite | Wear resistance, hardness, and dimensional stability were improved. |
| Gavriljuk [84] | DCT | N.A. | Steel X153CrMoV12 | Refining of primary and secondary carbides | Abrasive wear resistance and hardness were enhanced. |
| Amini [91] | DCT | N.A. | AZ91 magnesium alloy | Aluminum atoms in the β phase jump adjacent to the defects | Wear and hardness were improved. |
| Gunes [92] | DCT | N.A. | AISI 52100 | Uniform carbide distribution, refinement of particle size and redistribution of chromium carbides | Higher wear resistance was obtained. |
| Khun [93] | DCT | CHT | AISI D3 | Uniform distribution of primary and secondary chromium carbides | Higher wear behavior and hardness were recorded. |
| Çiçek [94] | DCT and DCTT | N.A. | AISI H13 | Finer carbides size and distribution | Wear resistance was improved. Tempering after DCT resulted in precipitation of secondary carbides. |
| Li [95] | DCT | N.A. | High-vanadium alloy steel | Finer carbide particles size with homogenous distribution | Higher abrasive wear resistance was obtained. |
| Li [97] | DCT | N.A. | Al–Zn–Mg–Cu wrought aluminum | Precipitation of Si phases and reduction in unstable but hard needle-like η’ (Zn2Mg) phase | Wear performance and hardness were improved. |
| First Author, [#] | Cryogenic Treatment | Rival Treatment | Material | Microstructure Alteration | Outcome |
|---|---|---|---|---|---|
| Bensely [98] | SCT and DCT | N.A. | EN 353 | Higher volume fraction of retained austenite and fine carbides | SCT treated specimens show better fatigue life in contrast to DCT and CHT. |
| Baldissera [99,100,101] | DCT | CrN coating through PVD | AISI 302 | Formation of microsecondary cracks on surface | Tensile strength and fatigue life significantly improved. |
| Baldissera [102,103,104] | DCT | N.A. | 18NiCrMo5 carburized steel | N.A. | Hardness (+2.4 HRC) and UTS (+11%) were improved. |
| Bouzada [105] | DCT | N.A. | 7075 aluminum alloy | Accretion of submicrometric particles near and at the grain boundaries | Yield strength, tensile strength and hardness were ameliorated |
| Lei [106] | DCT | N.A. | 2219-T87 | Uniform grain-boundary strengthening, substructure strengthening, and aging precipitation strengthening | Better weldability obtained. |
| Vahdat [107] | DCT | N.A. | Medium carbon-low alloy tool steel | Formation of secondary carbides | Tensile toughness increased. |
| Niaki [108] | DCT | N.A. | 1.2542 tool steel | Elimination of retained austenite and uniform distribution of secondary carbides | Nonsignificant changes in fatigue life were recorded. |
| Senthilkumar [109] | DCT | N.A. | En 8 steel | Uniform martensite structure | Significant improvement of ultimate tensile strength was traced. |
| Araghchi [110] | DCT | N.A. | 2024 aluminum | Formation of large needle-like S´ precipitates with different orientation | Reduction of residual stress by 250% and hardness increase have been reported. |
| Gu [111] | DCT | N.A. | TB8 metastable β titanium alloy | High volume fraction of needle-like α phase in martensite matrix | Microhardness and tensile strength were improved. |
| Nießen [112] | DCT | N.A. | EN 1.4418 steel | Stabilization of reverted austenite | Impact toughness is a time dependent variable on temperature, and it is directly affected by volume fraction of austenite. |
| First Author, [#] | Process | Tool Material | Workpiece Material | Key Findings |
|---|---|---|---|---|
| Sundaram [122] | EDM | Copper | Be–Cu | Higher MRR due to electrical conductivity improvement, and marginal effect on electrode life |
| Gill [123] | EDD | Copper | Ti-6246 | DCT improves MRR, electrode life, and surface finish. |
| Kumar [128] | EDM | Copper | Inconel 718 | MRR and EWR have been improved due to formation of hard carbide compounds on the electrode. |
| Kapoor [132] | EDM | Brass | En-31 | Improvement of electrical conductivity and MRR after DCT has been achieved due to refinement of grains and reduction in microcavities. |
| Jafferson [136] | MEDM | Copper | AISI 304 | DCT encourages average crystal size of brass, copper, and tungsten by the value of 29%, 12%, and 4%, respectively, which result in enhancement of hardness and wear resistance. |
| Kumar [139] | EDM | Copper and Copper-Tungsten | Ti, Ti-6Al-4V, and Ti-5Al-2.5Sn | Marginal improvement of MRR was observed. |
| Xu [146] | EB welding | N.A. | Ti-6Al-4V | Due to alteration of quantity, size, and morphology of the α and β phases after DCT, hardness in welded area was higher than that in the base metal. |
| Khanna [147] | WEDM | N.A. | AISI D3 | Transformation of retained austenite to martensite and refinement of carbide particles after DCT execution, thermal conductivity has been improved. |
| Goyal [148] | EDM | Copper | AISI D2 | Higher MRR (~18% enhancement), lower EWR, and surface roughness (26% and 11% improvement, respectively) were obtained after DCT. |
| First Author, [#] | Process | Tool Material | Workpiece Material | Key Findings |
|---|---|---|---|---|
| Yong [116] | Milling | Tungsten carbide G10E | ASSAB 760 | DCT improves tool life as consequence of higher heat transfer. |
| Firouzdor [117] | Drilling | M2 HSS | CK40 | Better wear resistance against diffusion wear. |
| Vadivel [118] | Turning | Coated carbide inserts | AISI/SAE 80-55-06 SG | Higher hardness and better wear performance due to uniform distribution and higher volume fraction of refine carbides particles. |
| SreeramaReddy [119] | Turning | Tungsten carbide | C45 steel | Increment of carbide grain size after DCT increased the thermal conductivity and reduced cutting tool tip temperature. |
| Reddy [120] | Turning | ISO P-40 | AISI 1040 | Lower tool wear due to thermal conductivity improvement after DCT has been observed. |
| Gill [124] | Turning | P25 | C-65 | Longer durability was recorded for DCT insert followed by SCT due to higher precipitation of η-phase carbides. |
| Dogra [125] | Turning | Cubic boron nitride (CBN) | AISI H11 | 16%–23% tool life improvement has been reported. |
| Shirbhate [126] | Drilling | AISI M2 | C45 | Longer tool life and 35% reduction in surface roughness (Ra) were reported after DCT execution. |
| Çiçek [127] | Drilling | M35 HSS | Stainless steels | Longer tool life was obtained due to transformation of retained austenite to martensite and homogenous distribution of carbides particles. |
| Yuan [130] | Grinding | Diamond abrasive wheel | Ultra-fine grade cemented carbide | 20% reduction in residual stresses after CT execution were observed due to the cracking and plastic deformation in the WC grains. |
| Çiçek [131] | Drilling | M35 HSS | AISI 316 | Transformation of retained austenite into martensite and more homogeneous distribution of carbides provided better tool performance. |
| Çiçek [135] | Turning | Ceramic Inserts | AISI H13 | DCT reduces tool wear and surface roughness as result of higher volume fraction of fine carbides formation. |
| Özbek [137] | Turning | Cemented carbide | AISI 316 | Tool life was improved due to homogeneous distribution of small-sized carbide particles. |
| Mavi [138] | Turning | Cemented carbide | Ti-6Al-4 V | Tool life has been improved by 22% due to higher thermal conductivity improvement. |
| He [140] | Turning | Tungsten carbide | AISI 5140 | DCT coated inserts were shown better machinability in terms of cutting force, cutting zone temperature, surface texture, and tool life. |
| Thornton [141] | Turning | H13A | AISI 1045 | Better corrosion resistance obtained due to strengthen of carbide grains and the cobalt binder. |
| Thakur [142] | Turning | K 20 | Inconel 718 | CT encourages more densification of the cobalt binder which is strongly bonded by tungsten carbides and improves tool wear resistance. |
| Dong [143] | Grinding | Grinding wheel (3SG80KV) | 9Mn2 V | Improvement and releasement of residual stresses on the workpieces surface has been improved. |
| Kivak [144] | Drilling | M2 HSS | Ti-6Al-4 V | It was concluded that CT is more cost effective than coating which brings remarkable improvements. |
| Özbek [145] | Turning | Tungsten carbide | AISI 316 | Higher volume fraction of fine η-carbides after DCT execution improves the hardness and wear resistance. |
| Chetan [149] | Turning | KC5525 and K313 | Nimonic 90 | DCT strengthens the coating and reduces failure probability in comparison to coating durability and damage on untreated inserts |
| Khan [150] | Turning | K313 | CP-Ti grade 2 | DCT increases microhardness, wear resistance and improves chip formation phenomenon. |
| Naveena [151] | Drilling | Tungsten Carbide | AISI 304 | DCT encourages 19% reduction in average grain size of α-phase and consequently increases the hardness and improves wear resistance. |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Razavykia, A.; Delprete, C.; Baldissera, P. Correlation between Microstructural Alteration, Mechanical Properties and Manufacturability after Cryogenic Treatment: A Review. Materials 2019, 12, 3302. https://doi.org/10.3390/ma12203302
Razavykia A, Delprete C, Baldissera P. Correlation between Microstructural Alteration, Mechanical Properties and Manufacturability after Cryogenic Treatment: A Review. Materials. 2019; 12(20):3302. https://doi.org/10.3390/ma12203302
Chicago/Turabian StyleRazavykia, Abbas, Cristiana Delprete, and Paolo Baldissera. 2019. "Correlation between Microstructural Alteration, Mechanical Properties and Manufacturability after Cryogenic Treatment: A Review" Materials 12, no. 20: 3302. https://doi.org/10.3390/ma12203302
APA StyleRazavykia, A., Delprete, C., & Baldissera, P. (2019). Correlation between Microstructural Alteration, Mechanical Properties and Manufacturability after Cryogenic Treatment: A Review. Materials, 12(20), 3302. https://doi.org/10.3390/ma12203302