Temperature and Microstructure Evolution in Gas Tungsten Arc Welding Wire Feed Additive Manufacturing of Ti-6Al-4V



Abstract
:1. Introduction
2. Process Description and Microstructural Characterization
2.1. Experimental Setup
2.2. Microstructural Characterization
3. Process Modeling
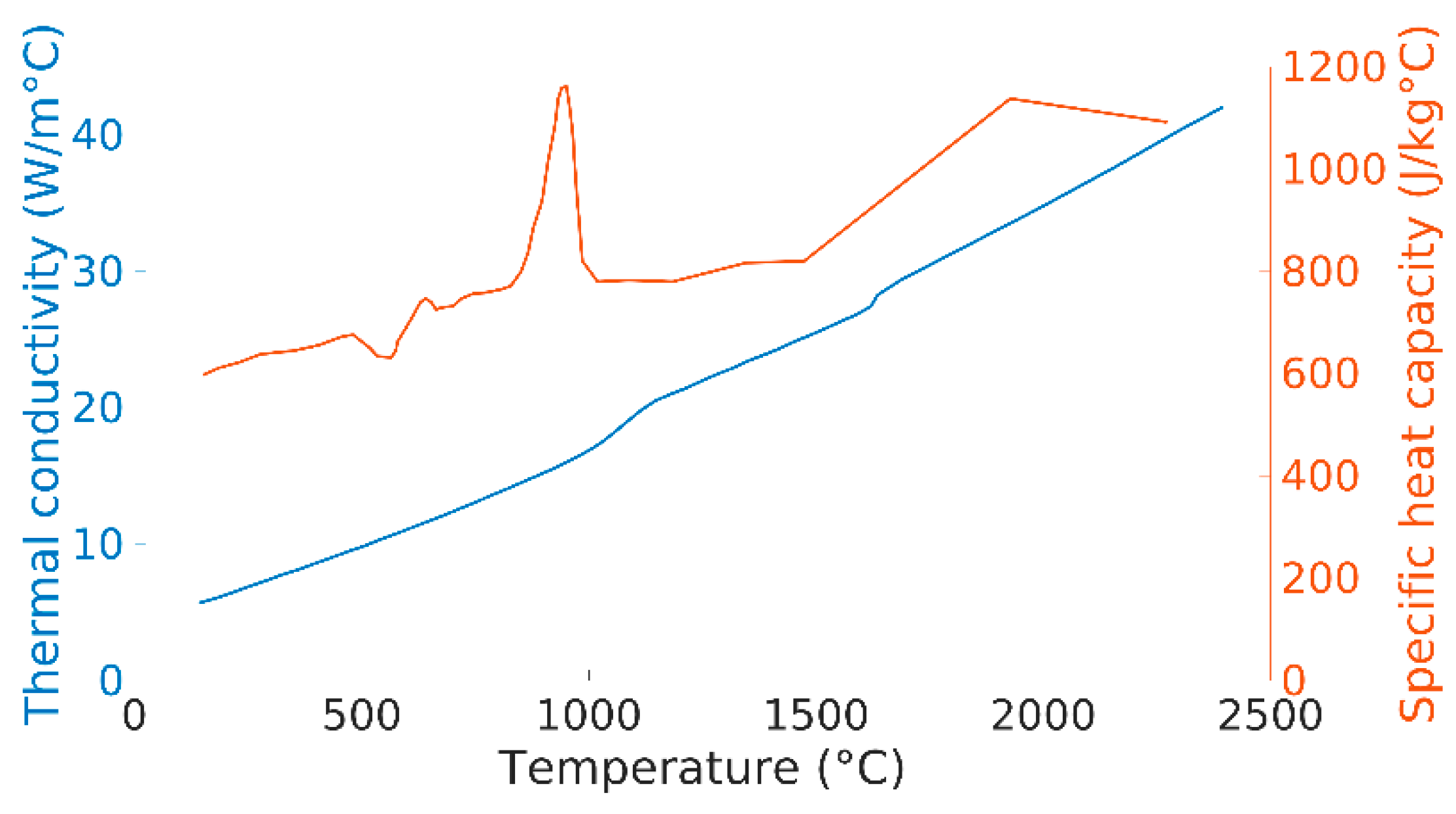
3.1. Thermal Model
3.2. Microstructure Model
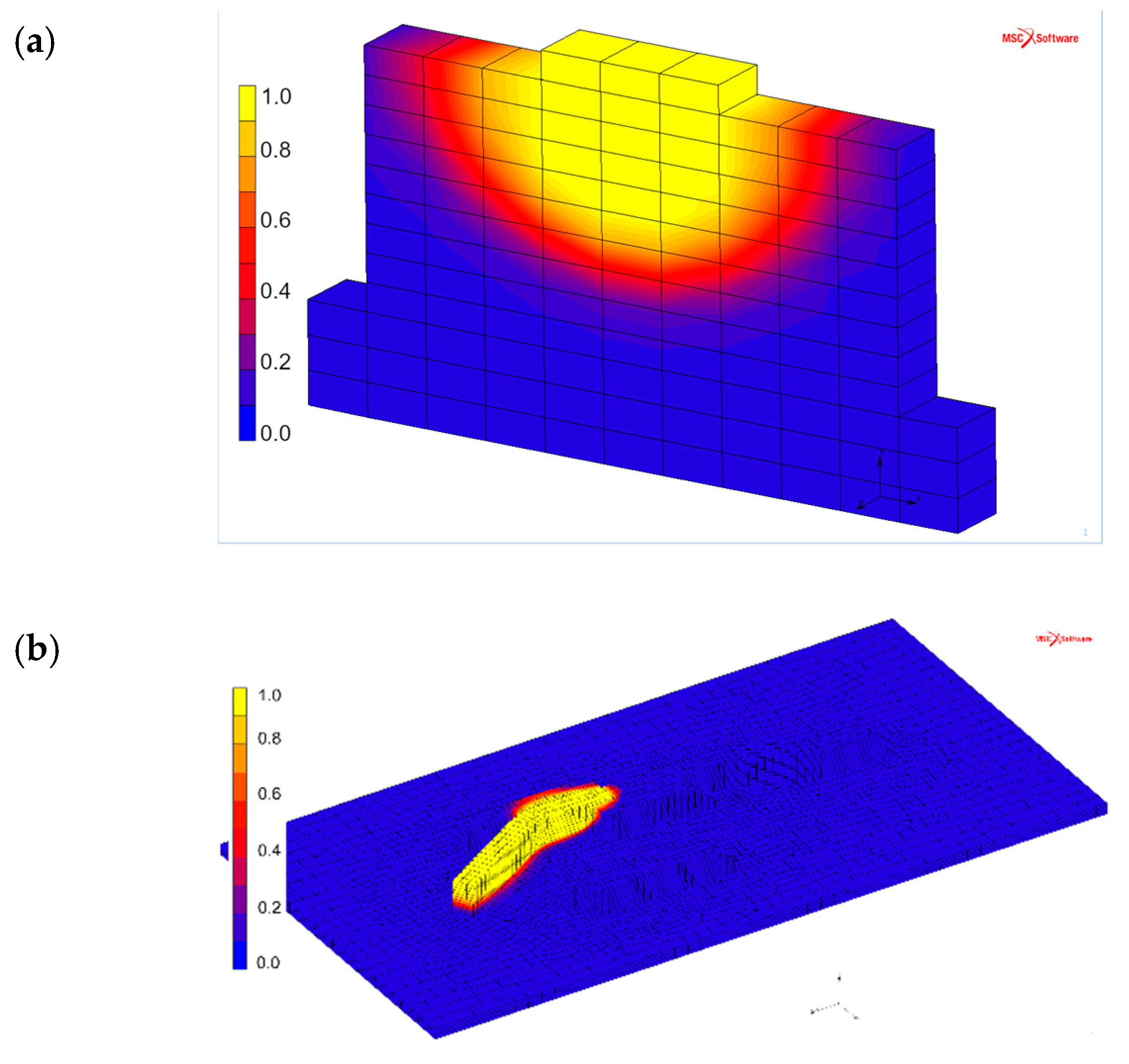
3.2.1. Solid–Solid Phase Change Model
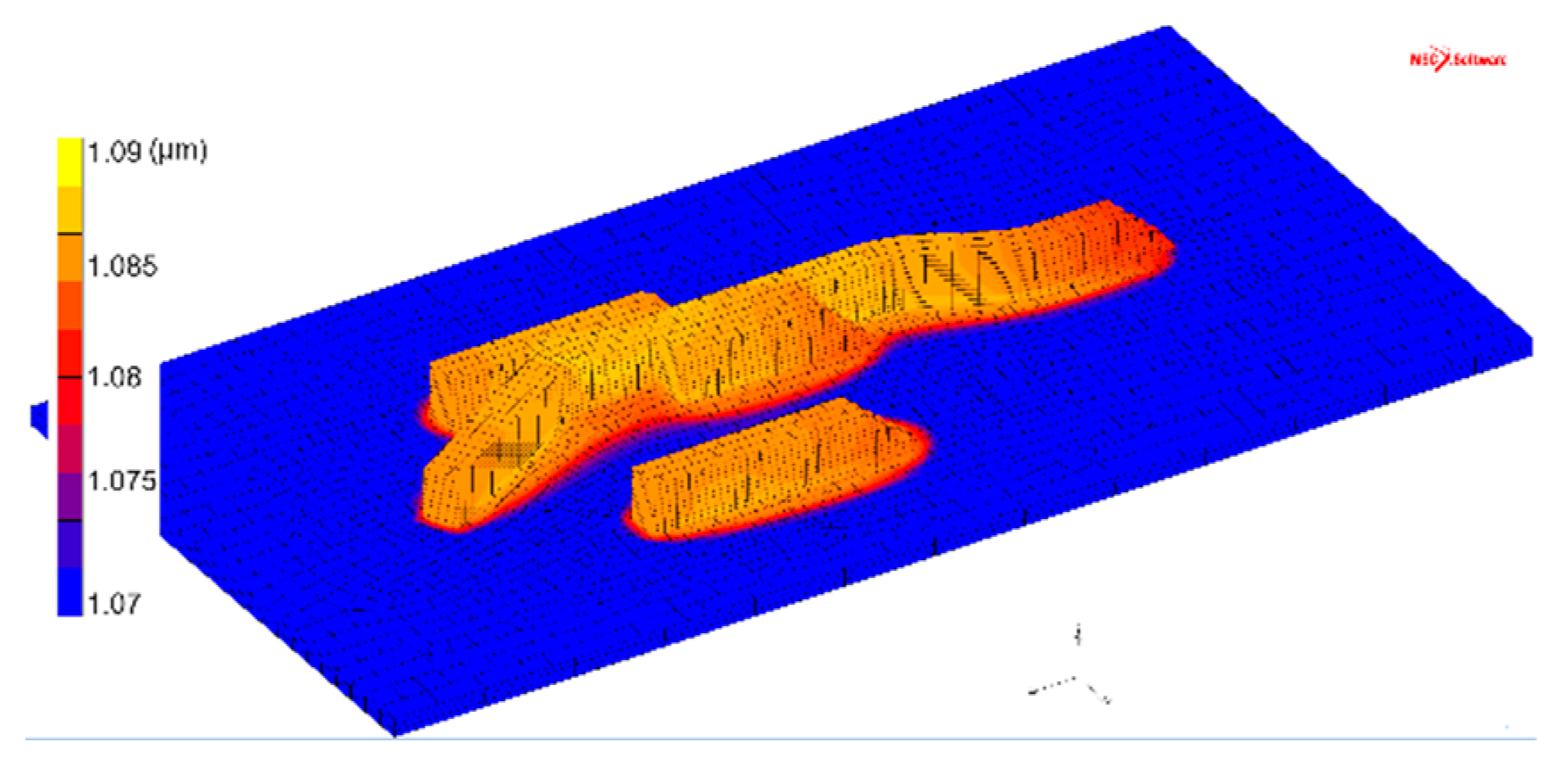
3.2.2. Morphology Parameter: Alpha Lath Thickness
3.2.3. Implementation Strategy
3.3. Adaptive Time Sub-stepping
4. Results and Discussion
4.1. Microstructural Analysis
4.2. Microstructural Simulation
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Brice, C. Net shape processing of titanium alloys for enhanced performance and improved affordability. In Proceedings of the 12th World Conference on Titanium, Bejing, China, 19–24 June 2011; Yufeng, N., Bin, G., Eds.; pp. 1697–1703. [Google Scholar]
- Peters, M.; Leyens, C. Titanium and Titanium Alloys: Fundamentals and Applications; Wiley-VCH: Weinheim, Germany, 2003; ISBN 3527305343. [Google Scholar]
- Lundbäck, A.; Lindgren, L.-E. Modelling of metal deposition. Finite Elem. Anal. Des. 2011, 47, 1169–1177. [Google Scholar] [CrossRef]
- Agelet de Saracibar, C.; Lundbäck, A.; Chiumenti, M.; Cervera, M. Shaped Metal Deposition Processes. In Encyclopedia of Thermal Stresses; Hetnarski, R.B., Ed.; Springer: Dordrecht, The Netherlands, 2014; pp. 4346–4355. [Google Scholar]
- Chiumenti, M.; Cervera, M.; Salmi, A.; Agelet de Saracibar, C.; Dialami, N.; Matsui, K. Finite element modeling of multi-pass welding and shaped metal deposition processes. Comput. Methods Appl. Mech. Eng. 2010, 199, 2343–2359. [Google Scholar] [CrossRef]
- Graf, M.; Hälsig, A.; Höfer, K.; Awiszus, B.; Mayr, P. Thermo-Mechanical Modelling of Wire-Arc Additive Manufacturing (WAAM) of Semi-Finished Products. Metals 2018, 8, 1009. [Google Scholar] [CrossRef]
- Gandin, C.-A.; Rappaz, M. A 3D Cellular Automaton algorithm for the prediction of dendritic grain growth. Acta Mater. 1997, 45, 2187–2195. [Google Scholar] [CrossRef]
- Katzarov, I.; Malinov, S.; Sha, W. Finite element modeling of the morphology of β to α phase transformation in Ti-6Al-4V alloy. Metall. Mater. Trans. A 2002, 33, 1027–1040. [Google Scholar] [CrossRef]
- Thiessen, R.G.; Richardson, I.M.; Sietsma, J. A Dual-Mesh Strategy for Microstructure Development in a Macroscopic Heat Affected Zone: Studies on AISI316L and AISI1005. In Proceedings of the Trends in Welding Research: Proceedings of the 7th International Conference, Pine Mountain, GA, USA, 16–20 May 2005; David, S.A., Ed.; ASM International: Pine Mountain, GA, USA, 2006; pp. 993–1000. [Google Scholar]
- Grong, Ø.; Shercliff, H.R. Microstructural modelling in metals processing. Prog. Mater. Sci. 2002, 47, 163–282. [Google Scholar] [CrossRef]
- Charles Murgau, C.; Pederson, R.; Lindgren, L.-E. A model for Ti–6Al–4V microstructure evolution for arbitrary temperature changes. Model. Simul. Mater. Sci. Eng. 2012, 20, 055006. [Google Scholar] [CrossRef]
- Lindgren, L.-E. Computational Welding Mechanics: Thermomechanical and Microstructructural Simulations; CRC Press: Boca Raton, FL, USA, 2007; ISBN 9781845693558. [Google Scholar]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Boivineau, M.; Cagran, C.; Doytier, D.; Eyraud, V.; Nadal, M.-H.; Wilthan, B.; Pottlacher, G. Thermophysical Properties of Solid and Liquid Ti-6Al-4V (TA6V) Alloy. Int. J. Thermophys. 2006, 27, 507–529. [Google Scholar] [CrossRef]
- Cahn, J.W. Transformation kinetics during continuous cooling. Acta Metall. 1956, 4, 572–575. [Google Scholar] [CrossRef]
- Xu, W.; Brandt, M.; Sun, S.; Elambasseril, J.; Liu, Q.; Latham, K.; Xia, K.; Qian, M. Additive manufacturing of strong and ductile Ti–6Al–4V by selective laser melting via in situ martensite decomposition. Acta Mater. 2015, 85, 74–84. [Google Scholar] [CrossRef]
- Christian, J.W. The Theory of Transformations in Metals and Alloys: Part. I + II; Elsevier: Amsterdam, The Netherlands, 2002; ISBN 9780080440194. [Google Scholar]
- Back Gyhlesten, J.; Lindgren, L.-E. Simplified Implementation of the Koistinen-Marburger Model for Use in Finite Element Simulations. In Proceedings of the 11th International Congress on Thermal Stresses, Salerno, Italy, 5–9 June 2016. [Google Scholar]
- Charles, C.; Järvstråt, N. Modelling Ti-6Al-4V microstructure by evolution laws implemented as finite element subroutines: Application to TIG metal deposition. In Proceedings of the 8 th International Conference on Trends in Welding Research, Pine Mountain, GA, USA, 1–6 June 2008; pp. 477–485. [Google Scholar]
- Irwin, J.; Reutzel, E.W.; Michaleris, P.; Keist, J.; Nassar, A.R. Predicting Microstructure From Thermal History During Additive Manufacturing for Ti-6Al-4V. J. Manuf. Sci. Eng. 2016, 138, 111007. [Google Scholar] [CrossRef]
- Neikter, M.; Åkerfeldt, P.; Pederson, R.; Antti, M.-L.; Sandell, V. Microstructural characterization and comparison of Ti-6Al-4V manufactured with different additive manufacturing processes. Mater. Charact. 2018, 143, 68–75. [Google Scholar] [CrossRef]
- Salsi, E.; Chiumenti, M.; Cervera, M.; Salsi, E.; Chiumenti, M.; Cervera, M. Modeling of Microstructure Evolution of Ti6Al4V for Additive Manufacturing. Metals 2018, 8, 633. [Google Scholar] [CrossRef]
- Babu, B.; Lindgren, L.-E. Dislocation density based model for plastic deformation and globularization of Ti-6Al-4V. Int. J. Plast. 2013, 50, 94–108. [Google Scholar] [CrossRef]
- Babu, B.; Lundbäck, A.; Lindgren, L.-E. Simulation of additive manufacturing of Ti-6Al-4V using a coupled physically-based flow stress and metallurgical model. Materials 2019. Submitted. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Q (W) | η | a (m) | b (m) | cf (m) | cr (m) | h (W/m2K) | e |
|---|---|---|---|---|---|---|---|
| 896 | 0.58 | 0.004 | 0.0012 | 0.004 | 0.006 | 18 | 0.05 |
| Phase Constituents | Type | State Variable | Size Parameters | |
|---|---|---|---|---|
| α | Diffusional α | Grain boundary | Xαgb | - |
| Intergranular, Basket-weave, Colony | Xαw | Lath thickness, tα-lath | ||
| Non-diffusional α | Martensite | Xαm | - | |
| β | - | Xβ | - | |
| Cross Section | Area | Average α Lath Thickness (μm) | Grain Boundary α Phase Fraction (%) |
|---|---|---|---|
| One bead | A | 1.1 ± 0.4 | 0.21 |
| B | 1.0 ± 0.3 | 0.11 | |
| C | 0.9 ± 0.3 | 0.05 | |
| All | 1.0 ± 0.3 | - | |
| Two beads | A | 1.1 ± 0.4 | - |
| B | 1.0 ± 0.4 | - | |
| C | 1.0 ± 0.3 | - | |
| D | 1.0 ± 0.3 | - | |
| E | 1.0 ± 0.4 | - | |
| All | 1.0 ± 0.4 | - | |
| Three beads | A | 1.0 ± 0.3 | - |
| B | 1.1 ± 0.5 | - | |
| C | 1.3 ± 0.5 | - | |
| D | 0.9 ± 0.3 | - | |
| E | 1.0 ± 0.3 | - | |
| All | 1.1 ± 0.4 | - |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Charles Murgau, C.; Lundbäck, A.; Åkerfeldt, P.; Pederson, R. Temperature and Microstructure Evolution in Gas Tungsten Arc Welding Wire Feed Additive Manufacturing of Ti-6Al-4V. Materials 2019, 12, 3534. https://doi.org/10.3390/ma12213534
Charles Murgau C, Lundbäck A, Åkerfeldt P, Pederson R. Temperature and Microstructure Evolution in Gas Tungsten Arc Welding Wire Feed Additive Manufacturing of Ti-6Al-4V. Materials. 2019; 12(21):3534. https://doi.org/10.3390/ma12213534
Chicago/Turabian StyleCharles Murgau, Corinne, Andreas Lundbäck, Pia Åkerfeldt, and Robert Pederson. 2019. "Temperature and Microstructure Evolution in Gas Tungsten Arc Welding Wire Feed Additive Manufacturing of Ti-6Al-4V" Materials 12, no. 21: 3534. https://doi.org/10.3390/ma12213534
APA StyleCharles Murgau, C., Lundbäck, A., Åkerfeldt, P., & Pederson, R. (2019). Temperature and Microstructure Evolution in Gas Tungsten Arc Welding Wire Feed Additive Manufacturing of Ti-6Al-4V. Materials, 12(21), 3534. https://doi.org/10.3390/ma12213534