1. Introduction
Reactive powder concrete (RPC) is a low energy consuming, eco-friendly, cement-based compound material with good fluidity, mechanics, and durability [
1,
2]. It is used as a gelling system to remove coarse aggregates using Portland cement and various industrial wastes. The resulting fine aggregates, fibers, and nano-mineral admixtures are then used as reinforcing phases with the help of conventional preparation techniques. The compound offers better compressive strength (especially tensile strength), durability, and impact toughness. Therefore, high-performance structures built using RPC material can greatly save the amount of material used, reduce the size of the structure, make the structure lighter, reduce energy consumption and pollution, and improve the durability and economy of the whole life of the structure. An RPC structure can greatly simplify or even completely eliminate ordinary steel reinforcement, streamline the construction process, be suitable for construction assembly, reduce cost, and possibly solve problems in existing bridges, such as fatigue cracking of bridge decks, fragile pavements, cracking and bending of traditional pre-stressed concrete beams, low assembling rate of small and medium-sized span fabricated bridges, etc. [
3,
4,
5]. However, the current mix ratio of RPC is mostly formulated on the basis of scientific research and experimental experience. Even if the same mix ratio is adopted, RPC performance will be significantly diverse due to regional differences in materials and various curing conditions, which are non-conducive to the widespread use of commercial RPC. Therefore, the mix ratio of RPC from ordinary raw materials must be optimized.
Although there is no RPC standard maintenance system, researchers have reached a consensus on the main method of curing conditions, namely, thermal curing. The high curing temperature can effectively promote the hydration reaction inside the RPC matrix and accelerate mineral blending. In the volcanic ash reaction process, a dense reaction improves the matrix’s properties [
6,
7,
8]. The pre-pressure on the specimen during curing also has a certain impact on RPC compressive strength. The compressive strength of the RPC matrix increased to 500 MPa by applying a pre-pressure of 60 MPa at a curing temperature of 250 °C [
2]. Ipek [
9] conducted a systematic study on the impact of preset pressure on the mechanical properties of RPC. The results indicated that compressive strength is high when pre-pressure is also high. The test results showed that micro-cracks in the RPC matrix will expand with increase in pre-pressure when the pre-pressure exceeds a certain range. This situation causes a decline in RPC compressive strength. The curing temperature and humidity of standard curing are maintained at a constant state, which is conducive to the formation of RPC body strength. However, the temperature of a natural curing environment cannot be kept stable, and air humidity is far less than that of standard curing. Compound curing is heat curing done over a period of time under the foundation of natural curing. Considering that current thermal curing is mostly limited to laboratory or prefabrication factories, RPC performance must be studied under conventional (natural and standard) and compound curing conditions to promote the connection between RPC and actual engineering. Thus, a reference for follow-up research and application of RPC is provided.
There is a very direct relationship between materials and fit ratio of RPC matrix strength. Compared with ordinary concrete, RPC, based on maximum compactness theory, has better aggregate gradation. Furthermore, the use of mineral admixture can not only effectively reduce the hydration heat of cement, but also effectively enhance the matrix strength of RPC on the premise of reducing the amount of cement. With the application of nanotechnology, many nanoscale materials have been proven to be helpful in strengthening the properties of RPC materials. There are currently several studies being conducted on nano silica [
10,
11], nano calcium carbonate [
12], carbon nanotubes [
13,
14,
15], metakaolin [
16,
17], rice husk ash [
18], glass powder [
19], and superfine cement and mineral powder. The results of studies on the mixture ratio are not the same, but most of them focus on one or more factors, such as water-binder ratio [
20,
21,
22,
23,
24,
25], sand-binder ratio [
21,
22,
23,
24], fiber content [
21,
22,
23,
24,
25], fly ash content [
22,
23,
25], and silica fume content [
21,
22,
23,
25]. With high compressive strength and tensile strength as the target, analyses of the mixing ratio in the current literature reveal that the effect of the proportion of steel fiber content and mineral admixture on compressive strength, especially tensile strength of the RPC matrix, is significant. In addition, the water/binder ratio and sand/binder ratio that affect the basic properties of concrete also account for a large proportion. When these nanoscale admixtures enhance the strength of the RPC matrix, the cost of RPC also increases, which is not conducive to its promotion and application in practical projects. How to use common raw materials to create an efficient RPC is the focus of this work; thus, determining the ratio of various materials is key.
Fiber, which can improve mechanical properties and enhance the tensile and impact toughness of concrete, was added to RPC as a reinforcing agent. There are several studies on the kinds of fiber-reinforced RPC available worldwide: it is revealed that RPC performance is directly related to fiber content [
26,
27,
28], different curing methods [
29], elastic modulus [
30], fracture strength, mechanical properties, and fiber surface characteristics [
31,
32]. As an early development step, adding steel fiber to concrete is an important means to improving concrete performance. That is, most researchers have used mechanical tests to study the compressive and flexural strengths of RPC and have focused on the basic mechanical properties of components and design calculation theory. At present, there are differences on the optimal content of steel fiber. Ji [
29] states that the RPC crack resistance of the best steel fiber content is 3%. The study results reveal that steel fiber content has the most significant effect on the cracking resistant behavior of RPC. Fujikake [
22] studied the strain of steel fiber RPC under tensile stress and obtained the strain rule of steel fiber RPC under tensile stress. Xue [
31] reports that the optimal content of 13 mm steel fibers, obtained using a scanning electron microscope (SEM), is 1%. Jiang [
32] combined the fluidity and mechanical properties of steel fiber RPC; their results indicate that the optimal content of 13 mm steel fiber is 2%–3%. Wille [
33] studied the influence of different fiber content and shape on the tensile properties of RPC, and the results show that the tensile strength of RPC is proportional to the content of the same steel fiber shape. The test results indicate that the addition of steel fibers significantly improves load-carrying capacity, post-cracking stiffness, and cracking response, but decreases ductility. In addition, a study by Yoo [
34] revealed that an increase in the length of smooth steel fibers and the use of twisted steel fibers led to improvements in post-peak response and ductility. In-depth studies on the tensile strength and microscopic mechanism of steel fiber-reinforced RPC [
33,
34,
35,
36] and different scales and kinds of steel fiber [
32,
37] are scarce, and existing literature on determining the RPC mixture has been mostly based on experience and numerous test results to determine whether the optimal dosage of steel fiber is relatively different. Even if the steel fiber specifications are the same, raw material preparation, mixed system, and maintenance conditions differ. Consequently, a significant difference is observed in optimal fiber content. Therefore, the compressive and splitting tensile strengths of RPC must be investigated with various mixing amounts and under different curing conditions for steel fibers that are widely used in practical projects. This step is necessary to determine the optimal steel fiber mixing amount and provide flexible and scientific data support for future engineering design and practical use.
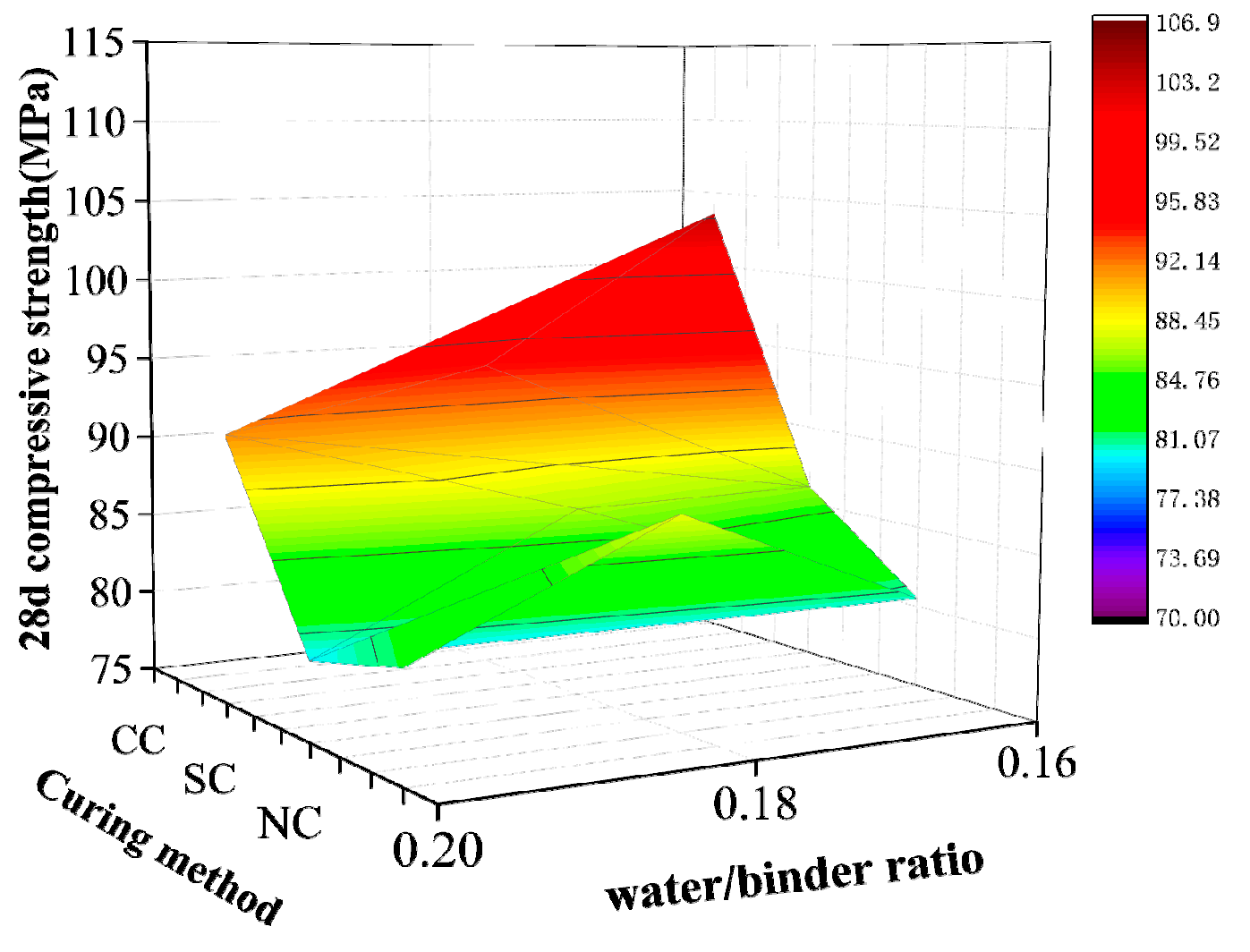
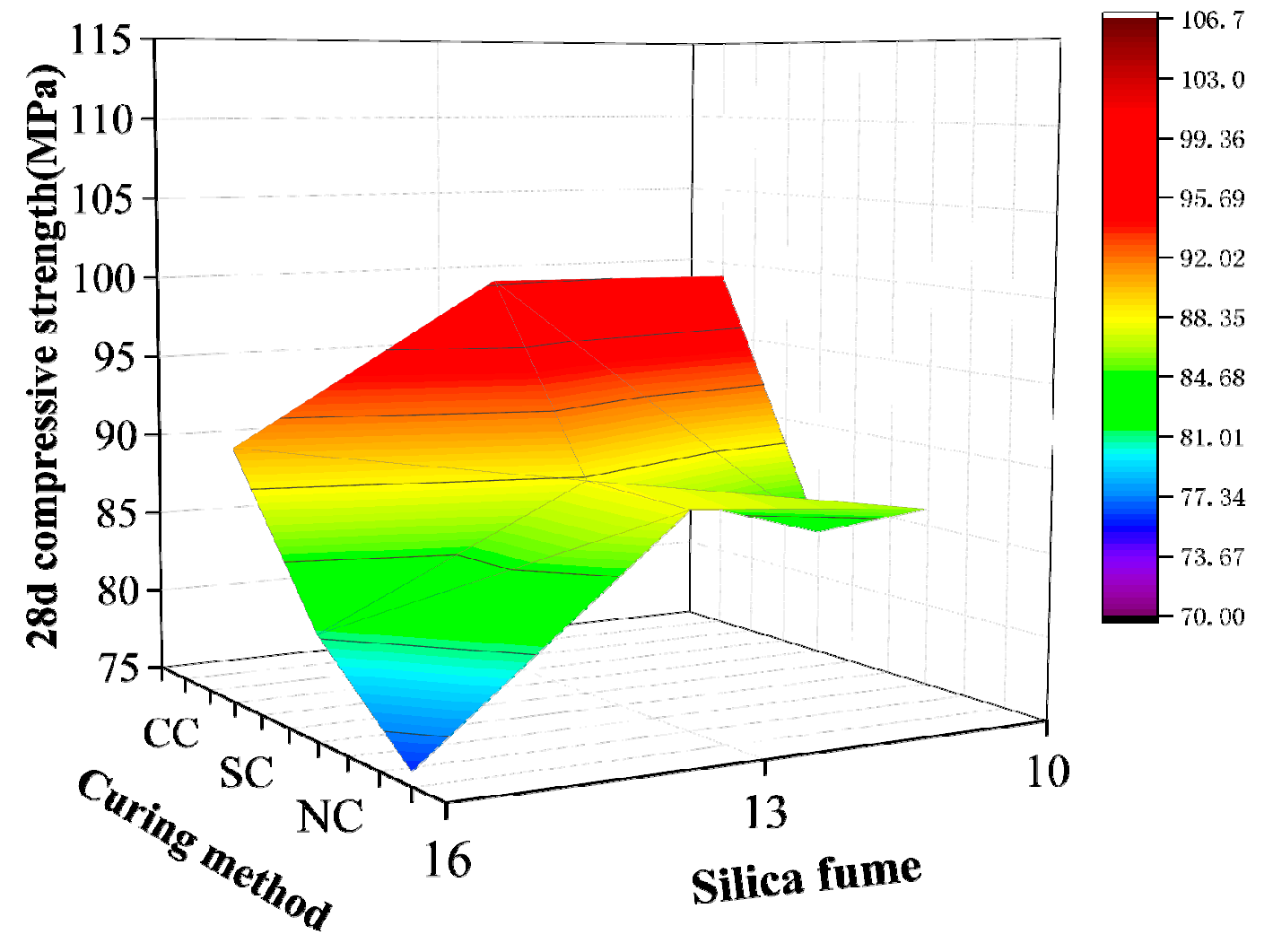
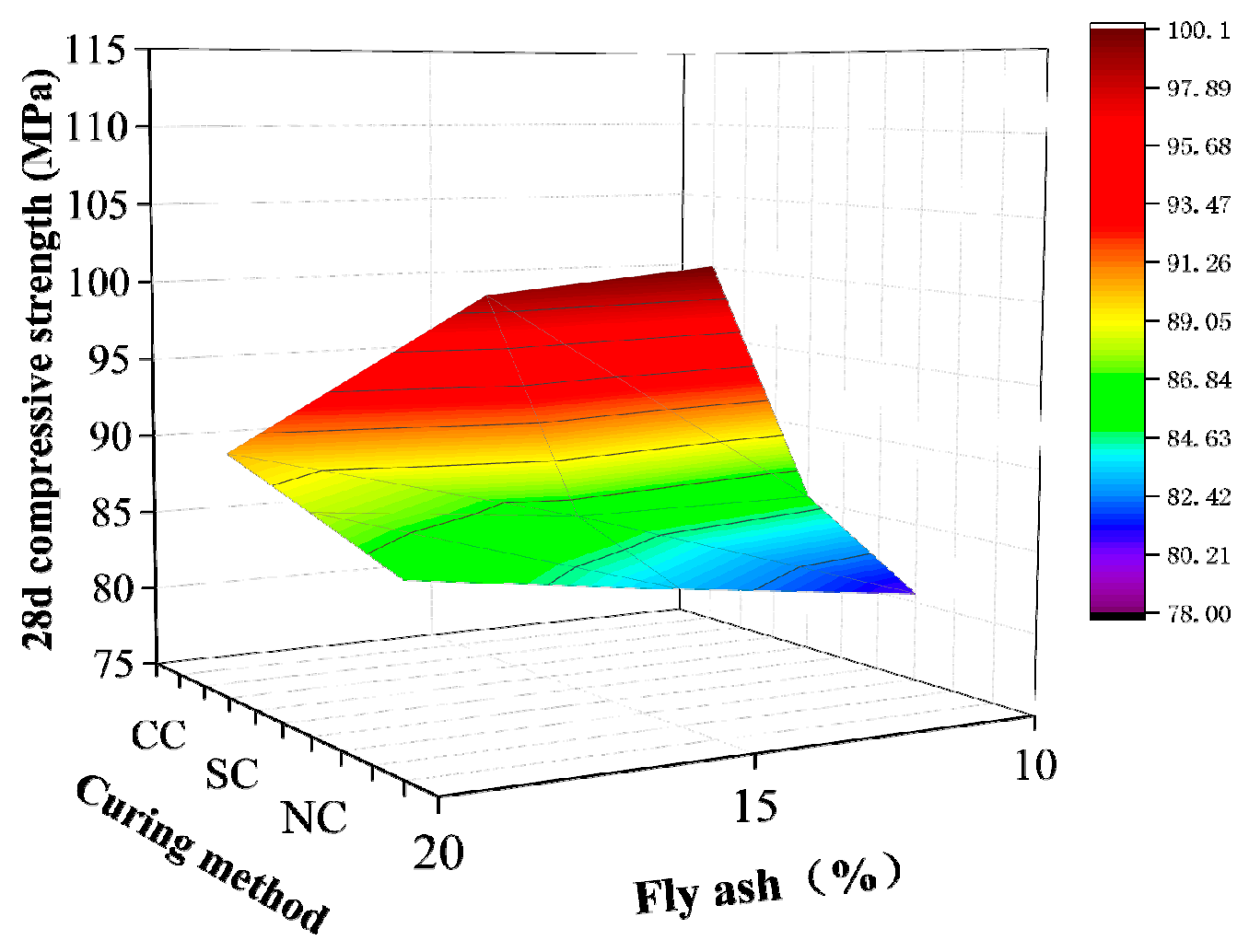
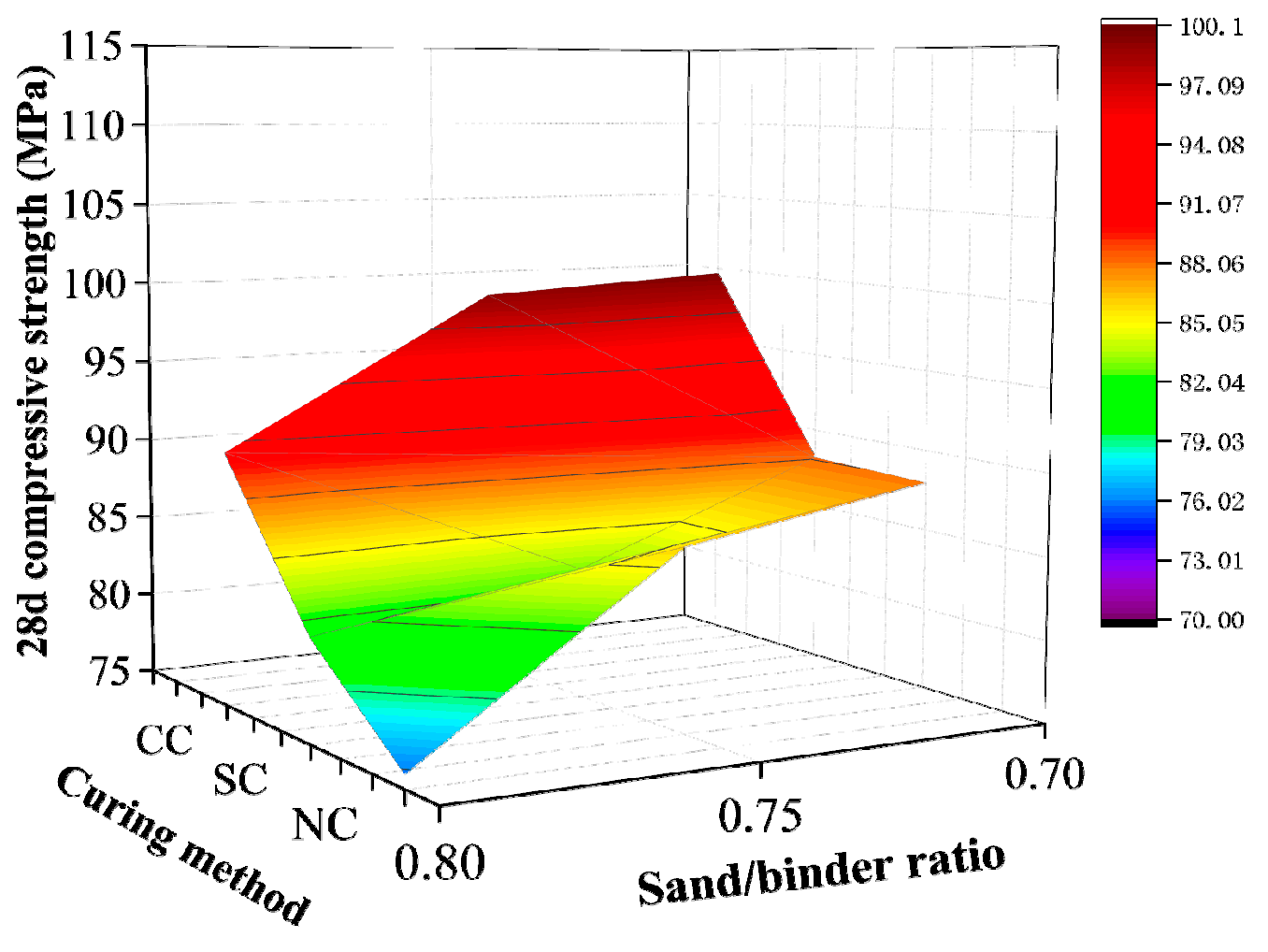
In summary, there are many factors affecting the matrix strength of RPC materials. Therefore, this study used conventional materials and an orthogonal test (to study compressive strength consequence) to determine the optimal basic reference ratio of RPC under the following four factors: water/binder ratio, silica fume volume content, sand/binder ratio, and fly ash volume content. Steel fibers with a volume of 1%–5% were added to the RPC, and the five-volume steel fibers were subjected to basic curing tests for 7 and 28 days under natural, standard, and compound curing conditions. The compressive and splitting tensile strengths were studied, and the microscopic recorded data of RPC analyzed by using scanning electron microscopy.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}