An Experimental and Numerical Analysis of the Compression of Bimetallic Cylinders

 ,
,  ,
, 

Abstract
:1. Introduction
2. Materials and Methods
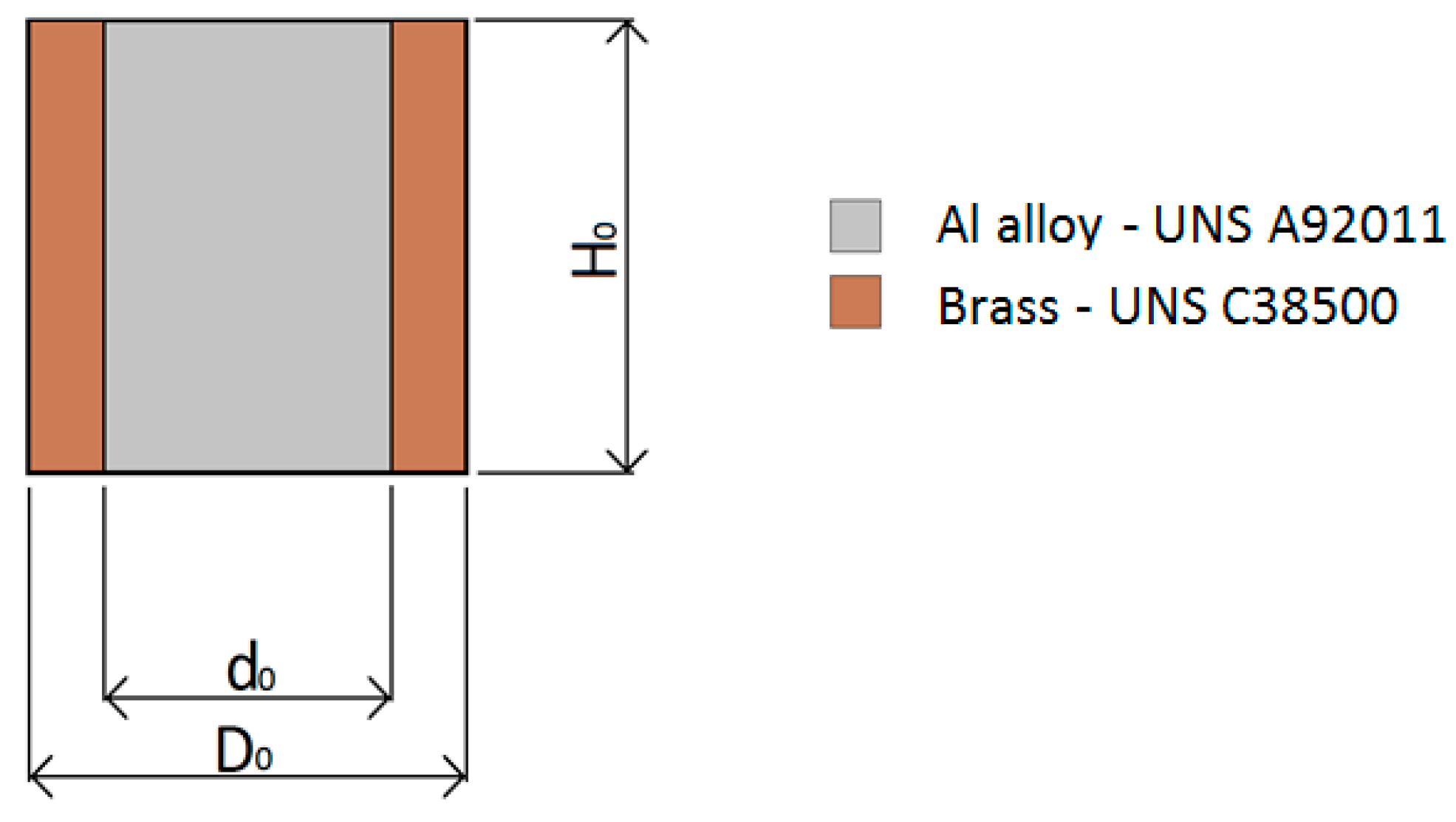
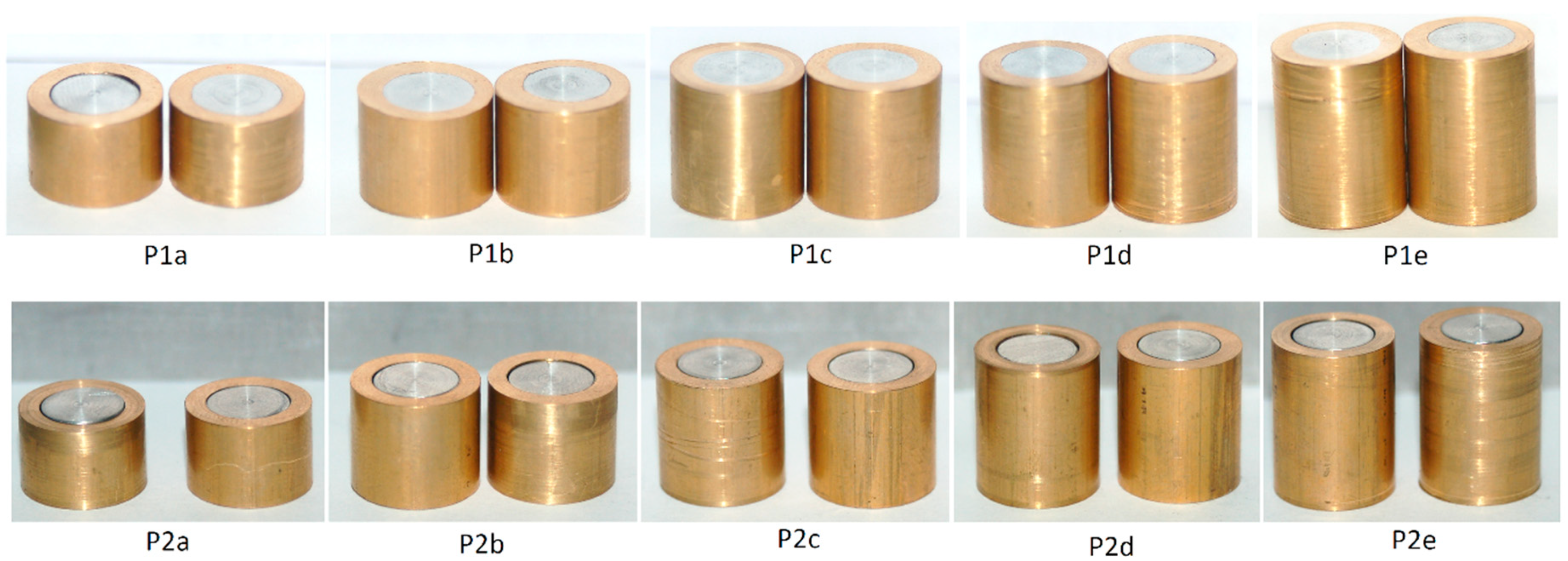
2.1. Materials and Experimental Work Plan
2.2. Equipment and Experimental Procedure
- Before compression, the samples and the compression die platens were properly cleaned with ethanol.
- The samples were then placed in the center of the lower die platen.
- Compression was performed for each sample. Repeatability of the testing conditions (ram speed, pre-contact force and end of testing) was ensured by the control software of the universal testing machine. A pre-contact force of 50 N was utilized, after which the ram moved at a constant speed of 1 mm/s until reaching a compression force of 90 kN. The tests were performed at room temperature under dry, lubricated conditions.
- After testing, the samples were cut along their axial cross-sectional plane with the precision cut-off machine.
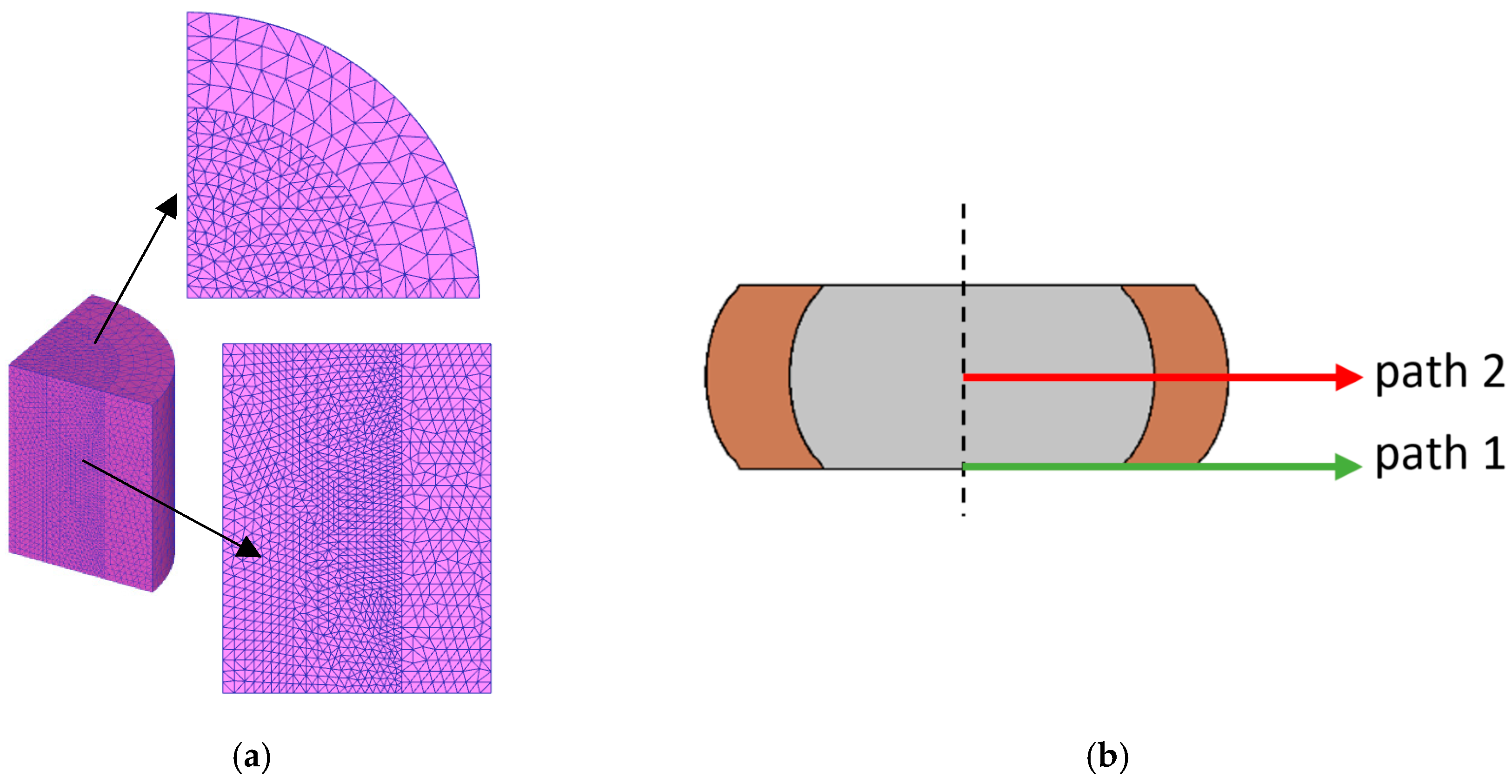
2.3. Finite Element Modeling
2.4. Scanning Electron Microscopy (SEM)
3. Results and Discussion
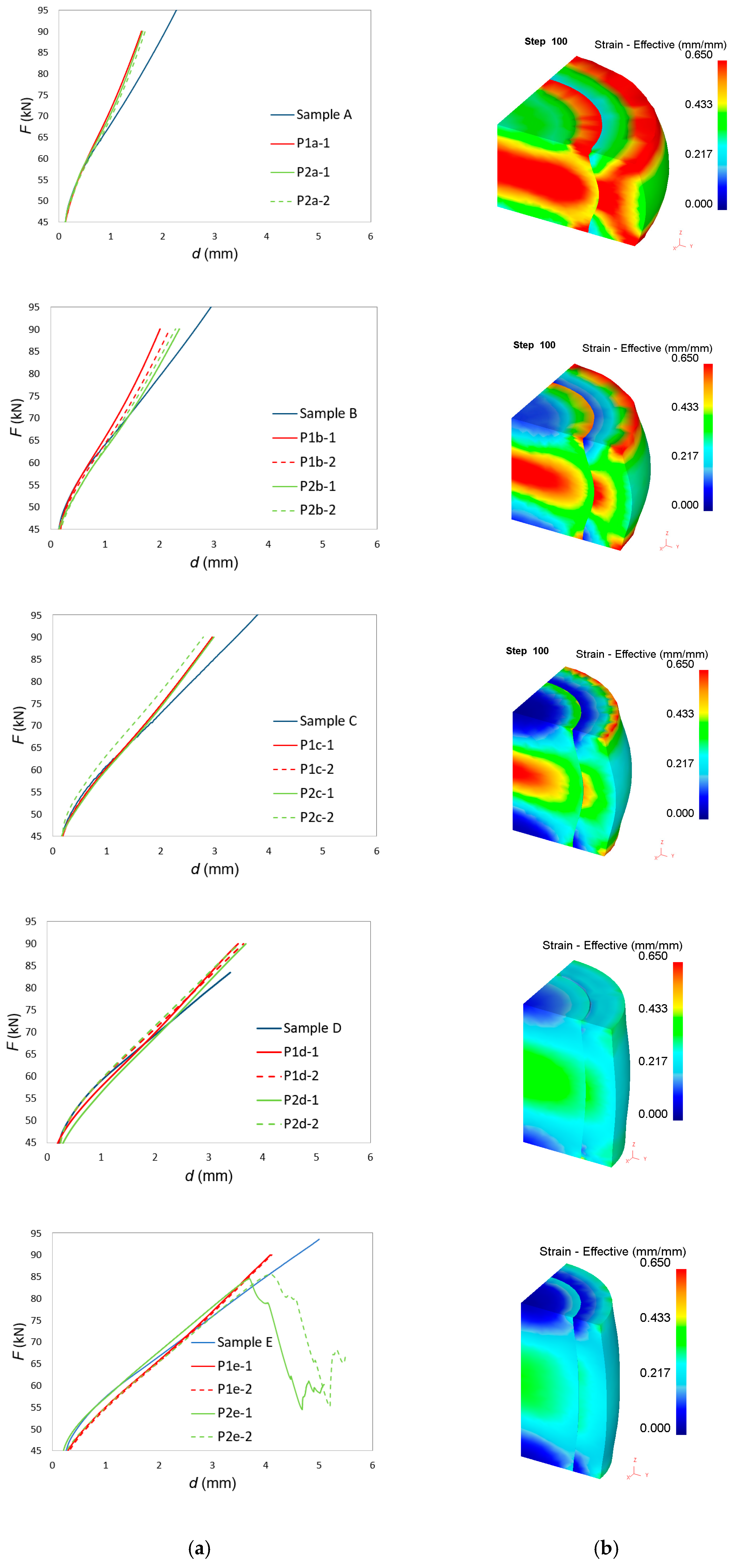
3.1. Compression Forces
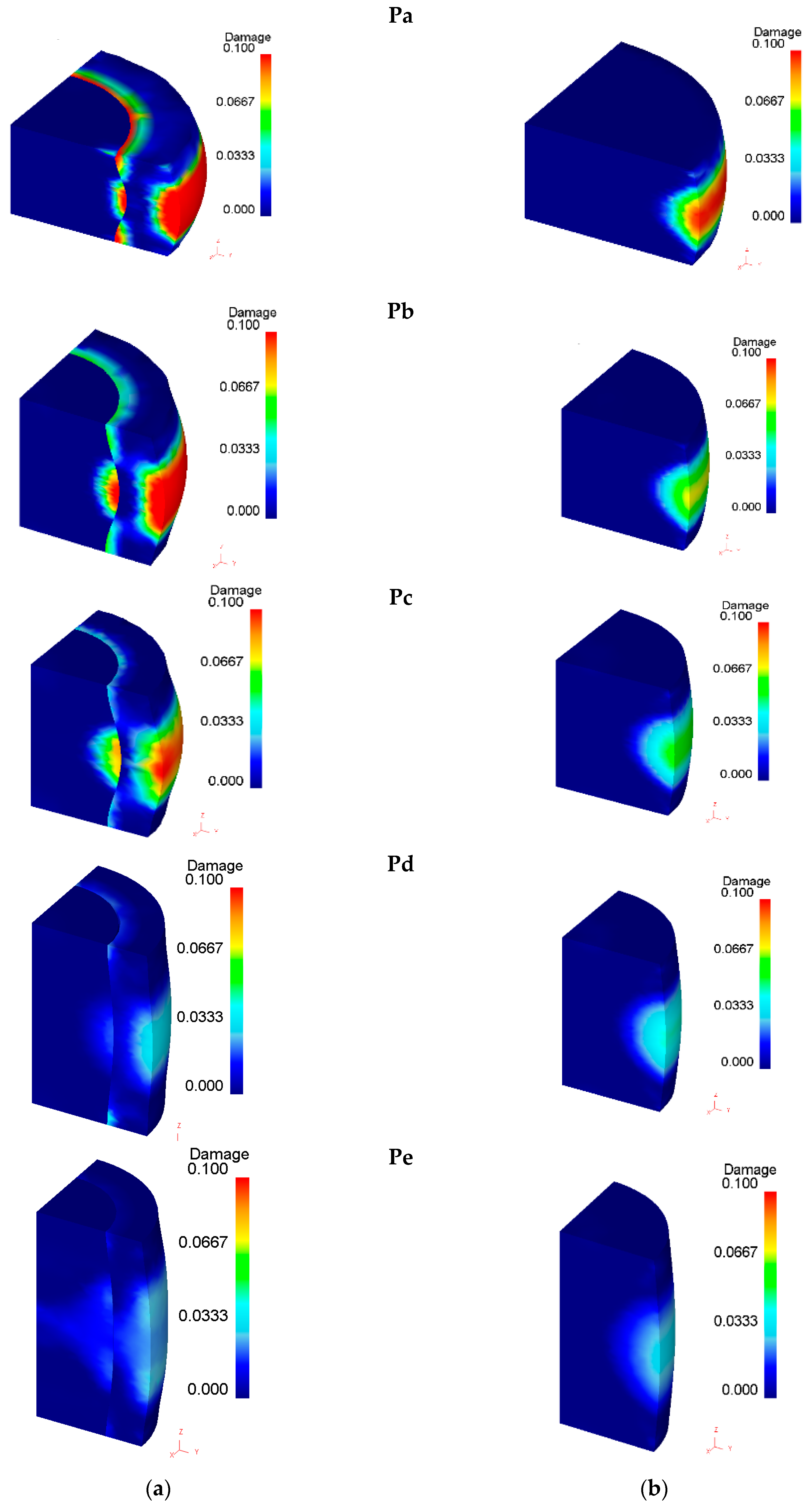
3.2. Ductile Damage
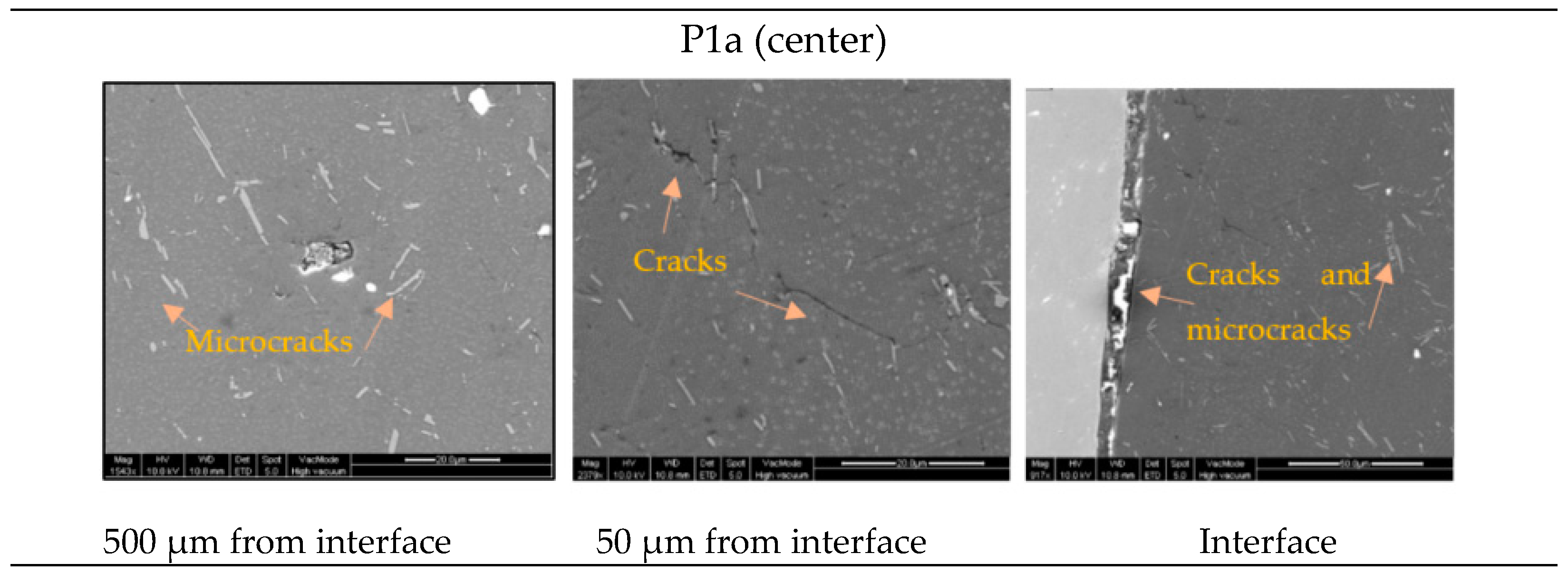
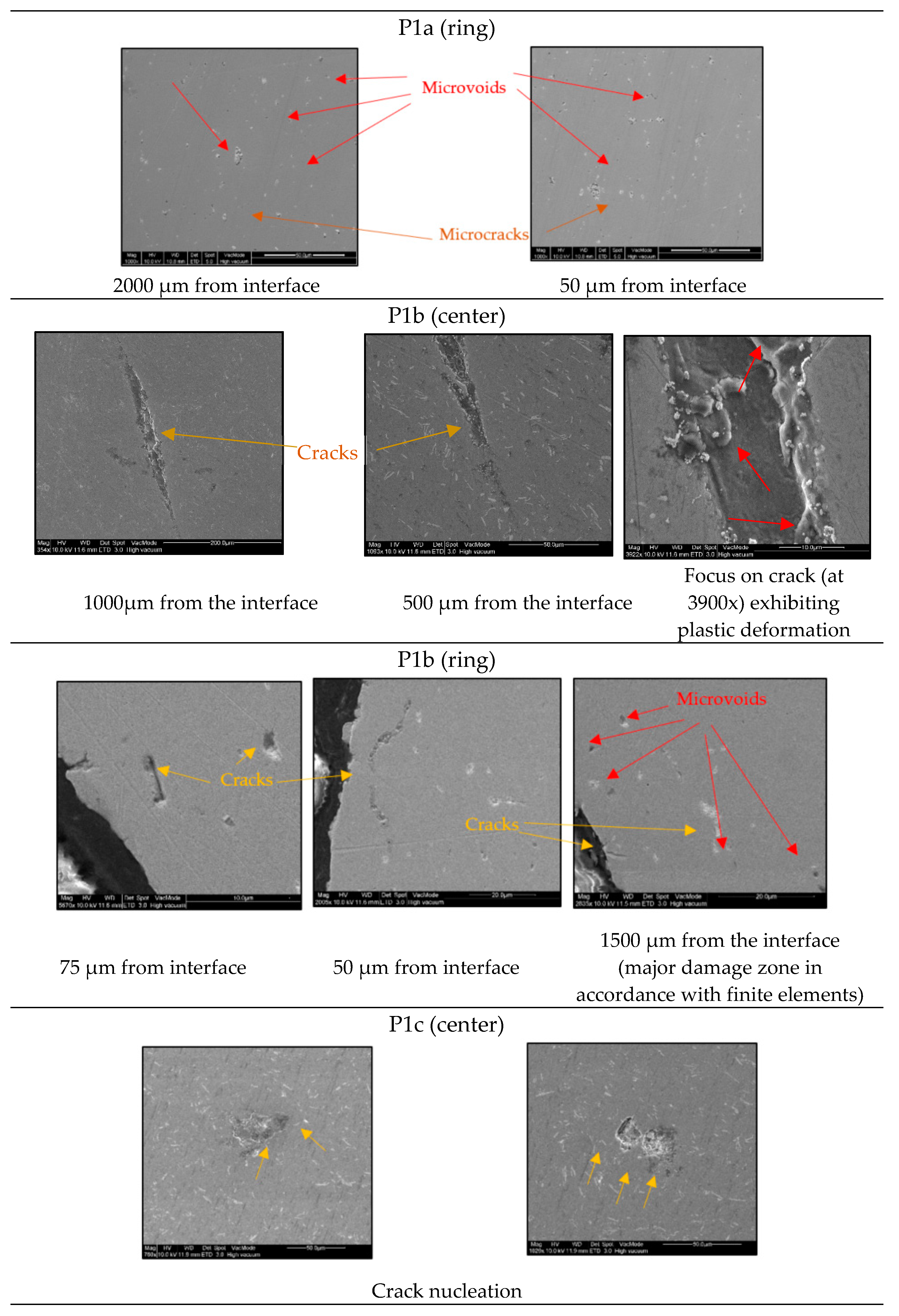
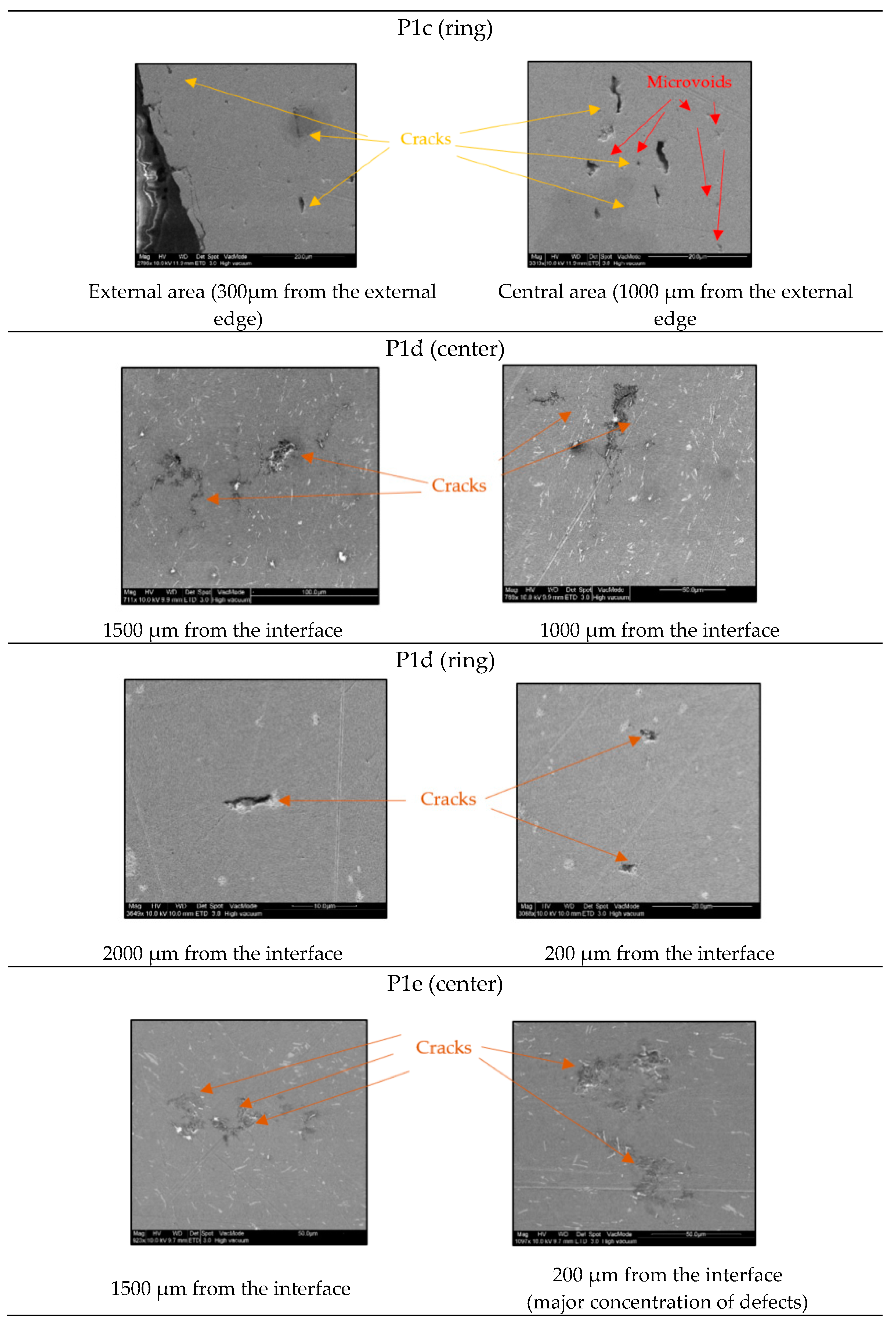
3.3. Microstructural Observations
4. Conclusions and Future Work
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cetintav, I.; Misirli, C.; Can, Y. Upsetting of Tri-Metallic St-Cu-Al and St-Cu60Zn-Al Cylindrical Billets. Int. J. Mech. Aerosp. Ind. Mechatron. Manuf. Eng. 2016, 10, 1632–1635. [Google Scholar]
- European Comission Horizon 2020 Work Programme 2018-2020 5.ii. Nanotechnologies, Advanced Materials, Biotechnology and Advanced Manufacturing and Processing. Available online: https://ec.europa.eu/research/participants/data/ref/h2020/wp/2018-2020/main/h2020-wp1820-leit-nmp_en.pdf (accessed on 30 October 2019).
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Onuike, B.; Heer, B.; Bandyopadhyay, A. Additive manufacturing of Inconel 718—Copper alloy bimetallic structure using laser engineered net shaping (LENSTM). Addit. Manuf. 2018, 21, 133–140. [Google Scholar] [CrossRef]
- Onuike, B.; Bandyopadhyay, A. Functional bimetallic joints of Ti6Al4V to SS410. Addit. Manuf. 2020, 31, 100931. [Google Scholar] [CrossRef]
- Sahasrabudhe, H.; Harrison, R.; Carpenter, C.; Bandyopadhyay, A. Stainless steel to titanium bimetallic structure using LENSTM. Addit. Manuf. 2015, 5, 1–8. [Google Scholar] [CrossRef]
- Reichardt, A.; Dillon, R.P.; Borgonia, J.P.; Shapiro, A.A.; McEnerney, B.W.; Momose, T.; Hosemann, P. Development and characterization of Ti-6Al-4V to 304L stainless steel gradient components fabricated with laser deposition additive manufacturing. Mater. Des. 2016, 104, 404–413. [Google Scholar] [CrossRef]
- Zhang, M.; Yang, Y.; Wang, D.; Song, C.; Chen, J. Microstructure and mechanical properties of CuSn/18Ni300 bimetallic porous structures manufactured by selective laser melting. Mater. Des. 2019. [Google Scholar] [CrossRef]
- Mukherjee, T.; Zuback, J.S.; Zhang, W.; DebRoy, T. Residual stresses and distortion in additively manufactured compositionally graded and dissimilar joints. Comput. Mater. Sci. 2018, 143, 325–337. [Google Scholar] [CrossRef]
- Knezevic, M.; Jahedi, M.; Korkolis, Y.P.; Beyerlein, I.J. Material-based design of the extrusion of bimetallic tubes. Comput. Mater. Sci. 2014, 95, 63–73. [Google Scholar] [CrossRef]
- Berski, S.; Dyja, H.; Banaszek, G.; Janik, M. Theoretical analysis of bimetallic rods extrusion process in double reduction die. J. Mater. Process. Technol. 2004, 153–154, 583–588. [Google Scholar] [CrossRef]
- Alcaraz, J.L.; Gil-Sevillano, J. An analyisis of the extrusion of bimetallic tubes by numerical simulation. Int. J. Mech. Sci. 1996, 38, 157–173. [Google Scholar] [CrossRef]
- Behrens, B.A.; Goldstein, R.; Chugreeva, A. Thermomechanical processing for creating bi-metal bearing bushings. In Thermal Processing in Motion 2018; ASM International: Spartanburg, SC, USA, 2018; pp. 15–21. [Google Scholar]
- Leitão, P.J.; Teixeira, A.C.; Rodrigues, J.M.C.; Martins, P.A.F. Development of an industrial process for minting a new type of bimetallic coin. J. Mater. Process. Technol. 1997, 70, 178–184. [Google Scholar] [CrossRef]
- Barata, M.J.M.; Martins, P.A.F. A study of bi-metal coins by the finite element method. J. Mater. Process. Technol. 1991, 26, 337–348. [Google Scholar] [CrossRef]
- Afonso, R.M.; Alexandrino, P.; Silva, F.M.; Leitão, P.J.; Alves, L.M.; Martins, P.A. A new type of bi-material coin. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 2358–2367. [Google Scholar] [CrossRef]
- Essa, K.; Kacmarcik, I.; Hartley, P.; Plancak, M.; Vilotic, D. Upsetting of bi-metallic ring billets. J. Mater. Process. Technol. 2012, 212, 817–824. [Google Scholar] [CrossRef]
- Misirli, C.; Cetintav, I.; Can, Y. Experimental and fem study of open die forging for bimetallic cylindrical parts produced using different materials. Int. J. Mod. Manuf. Technol. 2016, 8, 69–74. [Google Scholar]
- Wernicke, S.; Gies, S.; Tekkaya, A.E. Manufacturing of hybrid gears by incremental sheet-bulk metal forming. Procedia Manuf. 2019, 27, 152–157. [Google Scholar] [CrossRef]
- Plancak, M.; Kacmarcik, I.; Vilotic, D.; Krsulja, M. Compression of bimetallic components–analytical and experimental investigation. Ann. Fac. Eng. Hunedoara–Int. J. Eng. 2012, X-2, 157–160. [Google Scholar]
- Gisbert, C.; Bernal, C.; Camacho, A.M. Improved Analytical Model for the Calculation of Forging Forces during Compression of Bimetallic Axial Assemblies. Procedia Eng. 2015, 132, 298–305. [Google Scholar] [CrossRef] [Green Version]
- Aluminium Alloys—Aluminium 2011 Properties, Fabrication and Applications. Available online: https://www.azom.com/article.aspx?ArticleID=2803#4 (accessed on 21 October 2019).
- Brass Alloys—Brass CZ121 Properties, Fabrication and Applications. Available online: https://www.azom.com/article.aspx?ArticleID=2822# (accessed on 21 October 2019).
- Herrero, J.M. Estudio del Comportamiento a Compresión de Componentes Cilíndricos bi-Metálicos Mediante Técnicas Numéricas y Experimentales. Bachelor’s Thesis, Departamento de Ingeniería de Construcción y Fabricación, UNED, Madrid, Spain, 2017. [Google Scholar]
- Cockcroft, M.; Latham, D. Ductility and the workability of metals. J. Inst. Met. 1968, 96, 33–39. [Google Scholar]
- Kopp, R.; Wiegels, H. Einführung in die Umformtechnick; Verlag Mainz: Aachen, Germany, 1999; ISBN 978-3-86073-821-6. [Google Scholar]
- Marín, M.M.; Camacho, A.M.; Bernal, C.; Sebastián, M.A. Investigations on the influence of the shape factor and friction in compression processes of cylindrical billets of AA 6082-T6 aluminum alloy by numerical and experimental techniques | Investigaciones sobre la influencia del factor de forma y del rozamien. Rev. Metal. 2013, 49, 200–212. [Google Scholar] [CrossRef] [Green Version]
- Scientific Forming Technologies. DEFORM v11.2 User’s Manual; Scientific Forming Technologies Corporation: Columbus, OH, USA, 2017. [Google Scholar]
- Silva, C.M.A.; Alves, L.M.; Nielsen, C.V.; Atkins, A.G.; Martins, P.A.F. Failure by fracture in bulk metal forming. J. Mater. Process. Technol. 2015, 215, 287–298. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Main Limitations 1 | Additive Manufacturing (DED and PBF) | Welding (Friction Stir Welding, Laser and Explosive Welding) | Metal Forming (Extrusion, Rolling, Upsetting) |
|---|---|---|---|
| Materials compatibility | X | X | - |
| Formation of brittle intermetalics | X | X | - |
| Microstructure thermal effects | X | X | - |
| Distortion | X | X | - |
| Residual stresses | X | X | - |
| Delamination | X | X | X |
| Formability limits | - | - | X |
| Material | Al (wt.%) | Cu (wt.%) | Fe (wt.%) | Si (wt.%) | Zn (wt.%) | Pb (wt.%) |
|---|---|---|---|---|---|---|
| UNS A92011 | 92.0 | 5.5 | 0.7 | 0.4 | - | - |
| UNS C38500 | - | 58.0 | - | - | 39.0 | 3.0 |
| Property | UNS A92011 | UNS C38500 |
|---|---|---|
| Density (kg/m3) | 2840 | 8470 |
| Hardness (HB) | 110 | 90–160 |
| Youngs’ modulus (GPa) | 70–72.5 | 90-100 |
| Elongation A | 6–12 | 15–25 |
| Yield point (MPa) | 125–230 | 220–350 |
| UTS (MPa) | 275–310 | 350–500 |
| Group (Assembly Fit) | Sample | D0 (mm) | d0 (mm) | H0 (mm) | H0/d0 |
|---|---|---|---|---|---|
| Interference | P1a | 12 | 8 | 8 | 1.00 |
| P1b | 12 | 8 | 10 | 1.25 | |
| P1c | 12 | 8 | 12 | 1.50 | |
| P1d | 12 | 8 | 14 | 1.75 | |
| P1e | 12 | 8 | 16 | 2.00 | |
| Clearance | P2a | 12 | 8 | 8 | 1.00 |
| P2b | 12 | 8 | 10 | 1.25 | |
| P2c | 12 | 8 | 12 | 1.50 | |
| P2d | 12 | 8 | 14 | 1.75 | |
| P2e | 12 | 8 | 16 | 2.00 |
| Sample | SEM Observation | Finite Element Prediction of Ductile Damage |
|---|---|---|
| P1a | Centre: Concentration of defects (cracks, microcracks, microvoids) at 500 µm distance to the interface (r ≅ 5.20 mm) and in close agreement with the location of the maximum finite element prediction of damage (5.10 mm). | Centre: Accumulation of ductile damage for radial distances (r) between 4.15 and 5.25 mm (Figure 10). Maximum damage (D = 0.04) located at a radial distance of = 5.10 mm. |
| Ring: Microcracks and microvoids located at 2000 µm distance from the interface (r ≅ 7.20 mm) and close to the maximum damage predicted by finite elements. | Ring: Accumulation of ductile damage for radial distances (r) between 5.66–7.75mm (Figure 10). Maximum damage (D = 0.078) located at a radial distance of 7.66 mm. | |
| P1b | Centre: Concentration of defects (cracks, microcracks, microvoids) at 500–1000 µm distance to the interface (r ≅ 5.20mm) and in close agreement with the location of the maximum finite element predicted damage. | Centre: Accumulation of ductile damage for radial distances (r) between 3.33 and 5 mm (Figure 10). Maximum damage (D = 0.055) located at a radial distance between 4.66 and 4.90 mm. |
| Ring: Microcracks and microvoids located at 2000µm from the interface (r ≅7.00 mm) and close to the maximum damage predicted by finite elements. | Ring: Accumulation of ductile damage for radial distances (r) between 5.66 and 7.33 mm (Figure 10). Maximum damage (D = 0.078) located at a radial distance between 7.1 and 7.33 mm. | |
| P1c | Centre: Concentration of microcracks in the central area (between r = 3 and 5 mm). | Centre: Accumulation of ductile damage for radial distances (r) between 2.50 and 4.90 mm (Figure 10). Maximum damage (D = 0.04) located at a radial distance of 4.70 mm. |
| Ring: Concentration of microcracks and cracks at 300-1000 µm distance from the interface (r ≅ 7.10 mm). | Ring: Accumulation of ductile damage for radial distances (r) between 4.66-7.25 mm (Figure 10). Maximum damage (D = 0.055) located at a radial distance of 7 and 7.10 mm. | |
| P1d | Centre: Cracks at 1000-2000 µm distance from the interface (r ≅ 2.50 mm–3.5 mm). | Centre: Accumulation of ductile damage for radial distances (r) between 2.00 and 4.66mm (Figure 12). Maximum damage (D = 0.03) at a radial distance of 4.66 mm. |
| Ring: Microcracks at 200–2000 µm distance from the interface (r ≅ 5–6.80 mm). | Ring: Accumulation of ductile damage for radial distances (r) between 4.66-7 mm (Figure 10). Maximum damage (D = 0.03) located at a radial distance of 6.33 and 7 mm. | |
| P1e | Centre: Microcracks observed at 200–1500 µm distance from the interface (r ≅ 4.60 mm). | Centre: Accumulation of ductile damage for radial distances (r) between 1.66 and 4.5mm (Figure 10). Maximum damage (D = 0.005) at a radial distance between 3.33 and 4.33mm. |
| Ring: No relevant defects were observed. | Ring: Accumulation of ductile damage for radial distances (r) between 4.4 and 6.66mm (Figure 10). Maximum damage (D = 0.01) located at a radial distance of 6 and 6.66 mm. |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Camacho, A.M.; Rodríguez-Prieto, Á.; Herrero, J.M.; Aragón, A.M.; Bernal, C.; Lorenzo-Martin, C.; Yanguas-Gil, Á.; Martins, P.A.F. An Experimental and Numerical Analysis of the Compression of Bimetallic Cylinders. Materials 2019, 12, 4094. https://doi.org/10.3390/ma12244094
Camacho AM, Rodríguez-Prieto Á, Herrero JM, Aragón AM, Bernal C, Lorenzo-Martin C, Yanguas-Gil Á, Martins PAF. An Experimental and Numerical Analysis of the Compression of Bimetallic Cylinders. Materials. 2019; 12(24):4094. https://doi.org/10.3390/ma12244094
Chicago/Turabian StyleCamacho, Ana María, Álvaro Rodríguez-Prieto, José Manuel Herrero, Ana María Aragón, Claudio Bernal, Cinta Lorenzo-Martin, Ángel Yanguas-Gil, and Paulo A. F. Martins. 2019. "An Experimental and Numerical Analysis of the Compression of Bimetallic Cylinders" Materials 12, no. 24: 4094. https://doi.org/10.3390/ma12244094
APA StyleCamacho, A. M., Rodríguez-Prieto, Á., Herrero, J. M., Aragón, A. M., Bernal, C., Lorenzo-Martin, C., Yanguas-Gil, Á., & Martins, P. A. F. (2019). An Experimental and Numerical Analysis of the Compression of Bimetallic Cylinders. Materials, 12(24), 4094. https://doi.org/10.3390/ma12244094