Defect Analysis and Detection of Cutting Regions in CFRP Machining Using AWJM




Abstract
:1. Introduction
- -
- Absence of damage due to temperature increase during cutting that could thermally damage the matrix. The water absorbs the heat generated by the impact of abrasive particles against the material.
- -
- Tool wear is minimal compared with traditional cutting tools. In addition, this wear is independent of the material to be machined.
- -
- Absence of high cutting forces on the workpiece and machine. Abrasive particles act as a cutting edge, generating comparatively low or negligible tangential cutting forces compared with traditional methods. Therefore, the fixation of the piece to the machine does not require complex tooling and its preparation time is reduced.
- -
- There is no direct contact between the cutting head and the workpiece. So deformation or vibration problems are avoided.
- -
- Although the same dimensional quality is generally not achieved as in traditional machining, the productivity rate is higher.
- -
- Good environmental performance because no vapors or gases are generated during machining.
- -
- Initial damage region (IDR). The impact of the jet deforms the surface of the material by the successive impact of the particles.
- -
- Smooth cutting region (SCR). The jet still possesses sufficient kinetic energy. In this region, the obtained roughness is reduced in comparison with the rest of the zones.
- -
- Rough cutting region (RCR). Striations are detected at the outlet of the material owing to the loss of energy from the jet. The worst surface quality results are obtained in this area.
2. Materials and Methods
2.1. Experimental Development
2.2. Test Evaluation
- -
- Zone 1. At the entrance of the cut in the erosion affected zone (EAZ). This zone can be identified with IDR.
- -
- Zone 2. Following the EAZ. Specifically, 1 mm from the entrance zone of the jet. This zone can be indentified with SCR.
- -
- Zone 3. The measurement was made at the outlet of the jet. Specifically, to 3.5 mm of the entrance of the jet. This zone can be identified with RCR and is related to the jet delay effect.
2.3. Statistical Analysis
3. Results and Discussion
3.1. Global Analysis of Results
3.2. ANOVA
- -
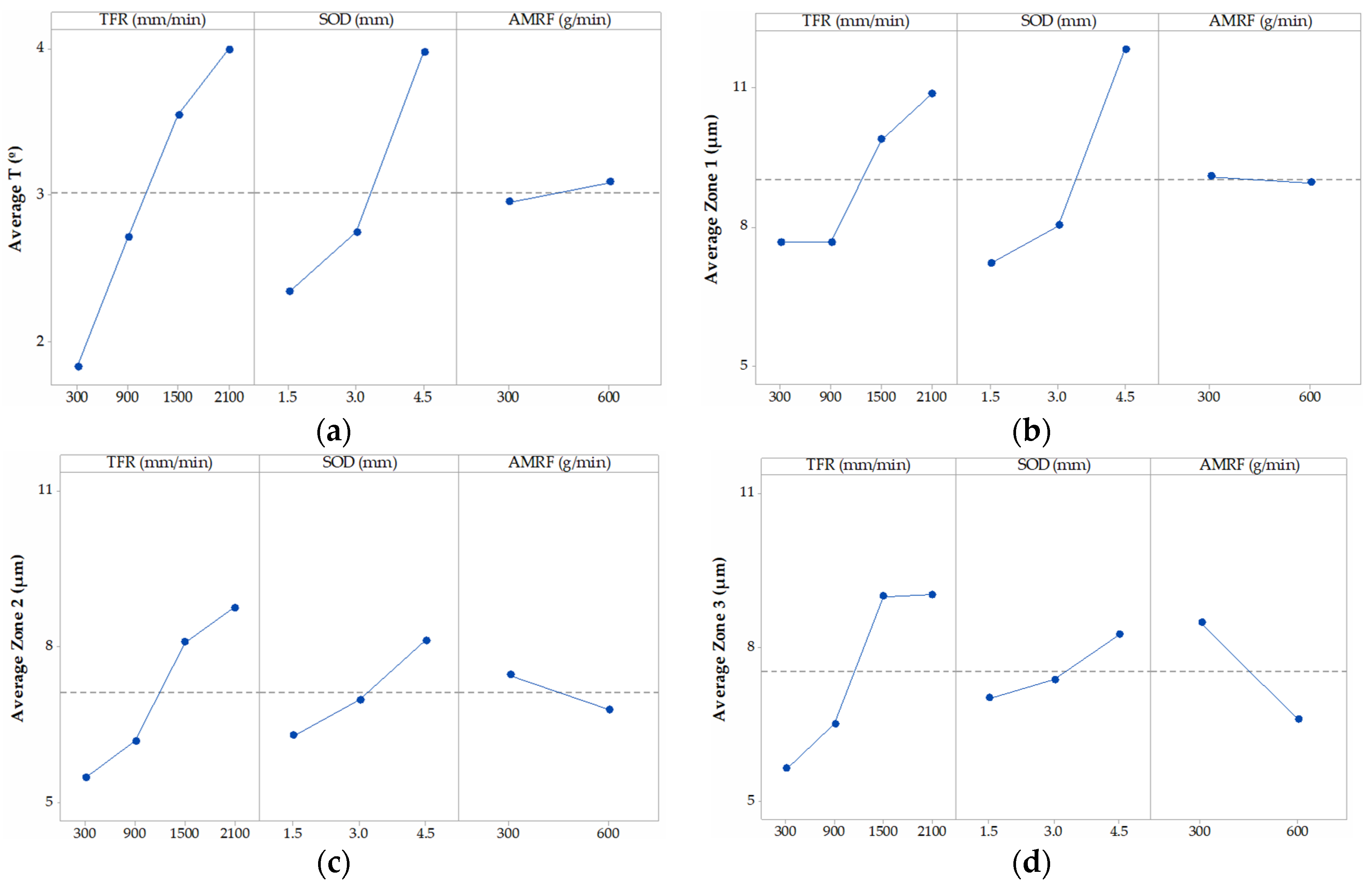
- Zone 1. The SOD and TFR parameters show the greatest degree of influence, although it is true that SOD shows the highest F-value, with a result of 52.35. This shows the importance of this parameter on the IDR zone owing to its effect on the coherence of the jet. This is reflected in Figure 10b with an increase in the mean value obtained as the distance increases. As for TFR, it was determined that it also has a degree of significance over the variable, but its influence is less. Thus, the figure shows that the parameter tends to increase roughness as speed increases, as reflected by the slope of Figure 10b for levels of 1500 mm/min and 2100 mm/min. The AMRF parameter has a reduced influence and has no significance on the process.
- -
- Zone 2. In this case, the parameters that show significance with the cutting process are repeated: TFR and SOD. However, with a different level of influence, as reflected in Table 5. Thus, the F-value decreases from 52.35 in Zone 1 to 8.36 in Zone 2 for SOD, and increases from 16.82 in Zone 1 to 17.65 in Zone 2 for TFR. These data reflect that, while TFR maintains a similar degree of influence, SOD suffers a severe decrease as the jet penetrates the machined piece. These values are reflected in Figure 10c, where the highest roughness values are because of the influence of TFR for levels from 1500 mm/min and 2100 mm/min. In this case, AMFR does not seem to have a determining influence on the formation of the defect. However, the increase of the F-value from 0.11 in Zone 1 to 3.26 in Zone 2 should be highlighted. This is reflected in the slope of the figure and in the decrease of the p-value in Table 5 from 0.744 obtained in the previous zone to 0.089.
- -
- Zone 3. In the last zone of roughness measurement, the parameters that show significance with the process are AMFR and TFR. In the first case, AMFR describes a strong relationship, showing the highest F-value with a result of 31.45, as described in Table 5. This is reflected in Figure 10d comparing the slope of the graphs obtained in the three zones, where it is observed as the slope that joins the average values of both levels of abrasive increases. This suggests that the appearance of the RCR zone is formed in machined samples with low levels of abrasiveness. As for TFR, the increase of the F-value to 26.62 illustrates what has been said so far. The degree of influence continues to increase with respect to the two previous areas and a considerable increase in roughness is observed for levels with high speed. The greatest increase in roughness occurs in the increase range of 300 mm/min to 900 mm/min. Finally, the influence of the SOD parameter decreases until it loses significance in the process, as shown in Table 6, and its reduced slope in Figure 10c with respect to the previous zones.
3.3. Analysis of Contour Graphs for Significant Parameters
3.3.1. Taper Analysis
3.3.2. Roughness Analysis
4. Conclusions
- -
- The values evaluated for T in the experiment varied between 1° and 5°. The data showed that the highest values of T are obtained when TFR and SOD reach 2100 mm/min and 4.5 mm, respectively.
- -
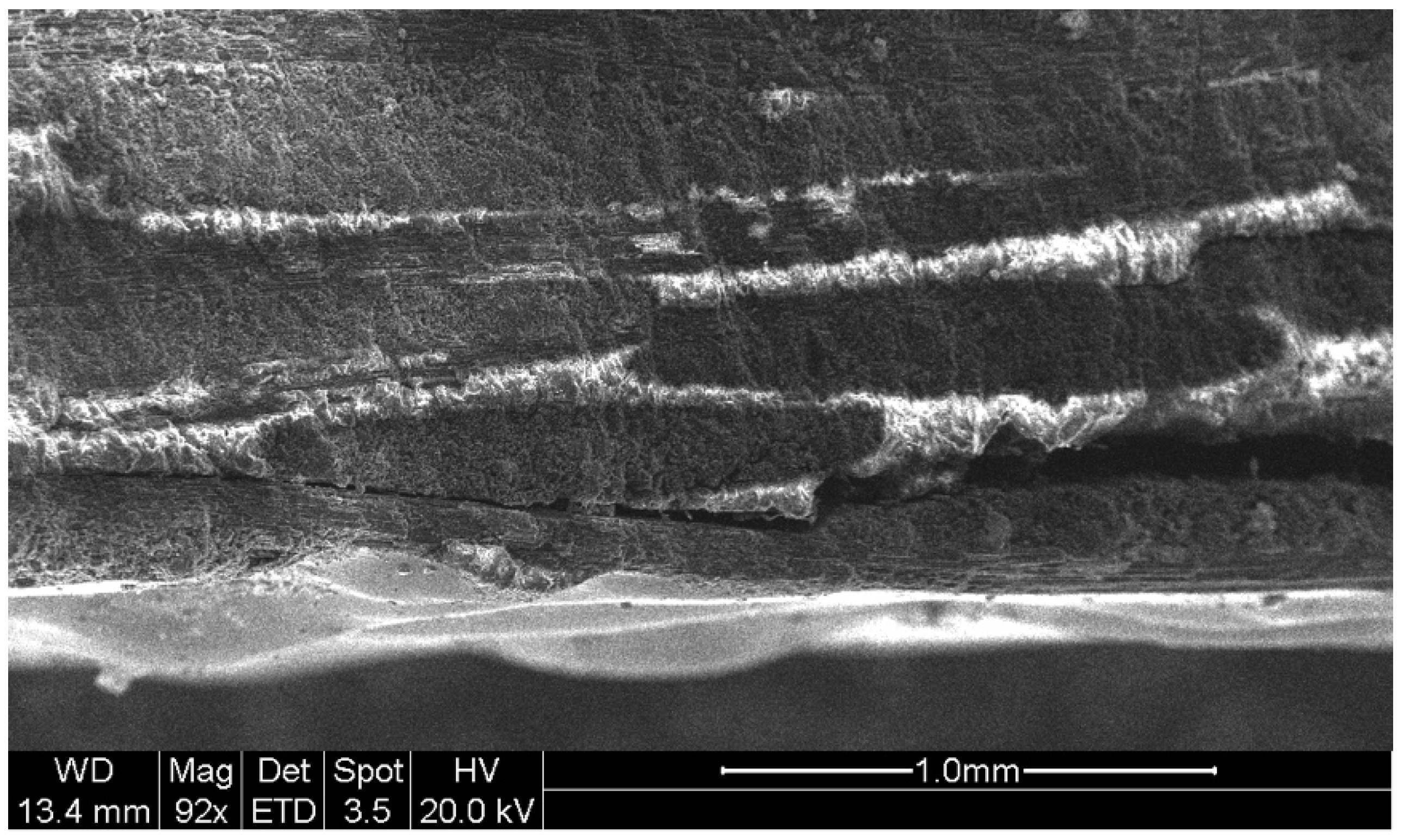
- The initial assessment of surface quality clearly shows that there are at least two well-defined roughness zones: IDR and SCR. The boundary between both zones was verified using SEM techniques. Measurements taken in Zone 1 showed roughness data above 15 μm for elevated SOD and TFR, while in Zone 2, values about 10 µm were obtanined under the same conditions. This results in approximately 35% lower roughness between zones.
- -
- Initially, the roughness analysis carried out in Zone 3 did not reveal any changes with respect to the values measured in Zone 2. However, the ANOVA of the data showed a significant change in the influence of parameters. In this sense, AMFR acquires great significance in the process, revealing its importance in the formation of RCR. Thus, in Zone 2 or SCR, the significant parameters were TGF (F-value = 17.35) and SOD (F-value = 8.36), while in Zone 3, the significant parameters were AMFR (F-value = 31.45) and TGF (F-value = 26.32).
- -
- Parameters that minimize the effect of taper during cutting are achieved with SOD values between 1.5 and 3.0 mm and TFR values lower than 350 mm/min.
- -
- The roughness data for IDR can be considerably reduced with SOD values lower than 2.0 mm and TFR values lower than 500 mm/min.
- -
- In Zone 2 or SCR the lowest roughness data of all cutting regions are obtained with parameters similar to those recommended in the IDR.
- -
- Roughness data in Zone 3 or RCR can be reduced when using low TFR values combined with high abrasive rates. In this experimental case, for values higher than 550 gr/min.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Abrão, A.M.; Faria, P.E.; Campos Rubio, J.C.; Reis, P.; Paulo Davim, J. Drilling of fiber reinforced plastics: A review. J. Mater. Process. Technol. 2007, 186, 1–7. [Google Scholar] [CrossRef]
- Mayuet, P.F.; Gallo, A.; Portal, A.; Arroyo, P.; Álvarez-Alcón, M.; Marcos, M. Damaged Area based Study of the Break-IN and Break-OUT Defects in the Dry Drilling of Carbon Fiber Reinforced Plastics (CFRP). Procedia Eng. 2013, 63, 743–751. [Google Scholar] [CrossRef] [Green Version]
- Faraz, A.; Biermann, D.; Weinert, K. Cutting edge rounding: An innovate tool wear criterion in drilling CFRP composite laminates. Int. J. Mach. Tools Manuf. 2005, 49, 1185–1196. [Google Scholar] [CrossRef]
- Lachaud, F.; Piquet, R.; Collombet, F.; Surcin, L. Drilling of composite structures. J. Compos. Struct. 2001, 52, 511–516. [Google Scholar] [CrossRef]
- Langella, A.; Nele, L.; Maio, A. A torque and thrust prediction model for drilling of composite materials. Compos. Part A Appl. Sci. Manuf. 2005, 36, 83–93. [Google Scholar] [CrossRef]
- Teti, R. Machining of Composite Materials. CIRP Ann. Manuf. Technol. 2002, 51, 611–634. [Google Scholar] [CrossRef]
- Karpat, Y.; Değer, B.; Bahtiyar, O. Drilling thick fabric woven CFRP laminates with double point angle drill. J. Mater. Process. Technol. 2012, 212, 2117–2127. [Google Scholar] [CrossRef] [Green Version]
- Shyha, I.; Soo, S.L.; Aspinwall, D.; Bradley, S. Effect of laminate configuration and feed rate on cutting performance when drilling holes in carbon fibre reinforced plastic composites. J. Mater. Process. Technol. 2010, 210, 1023–1034. [Google Scholar] [CrossRef]
- König, W.; Wulf, C.; Graβ, P.; Willerscheid, H. Machining of fibre reinforced plastics. Ann. CIRP 1985, 34, 537–548. [Google Scholar] [CrossRef]
- Bonnet, C.; Poulachon, G.; Rech, J.; Girard, Y.; Philippe, J. CFRP drilling: Fundamental study of local feed force and consequences on hole exit damage. Int. J. Mach. Tools Manuf. 2015, 94, 57–64. [Google Scholar] [CrossRef] [Green Version]
- Lin, S.C.; Chen, I.K. Drilling carbon fiber-reinforced composite material at high speed. Wear 1996, 194, 156–162. [Google Scholar] [CrossRef]
- Karnik, S.R.; Gaitonde, V.N.; Campos-Rubio, J.; Esteves-Correia, A.; Abrão, A.M.; Davim, J.P. Delamination analysis in high speed drilling of carbon fiber reinforced plastics (CFRP) using artificial neural network model. Mater. Des. 2008, 29, 1768–1776. [Google Scholar] [CrossRef]
- Tsao, C.C.; Hocheng, H.; Chen, Y.C. Delamination reduction in drilling composite materials by active backup force. CIRP Ann. Manuf. Technol. 2012, 61, 91–94. [Google Scholar] [CrossRef]
- Wang, J. A machinability study of polymer matrix composites using abrasive waterjet cutting technology. J. Mater. Process. Technol. 1999, 94, 30–35. [Google Scholar] [CrossRef] [Green Version]
- El-Hofy, M.; Helmy, M.O.; Escobar-Palafox, G.; Kerrigan, K.; Scaife, R.; El-Hofy, H. Abrasive Water Jet Machining of Multidirectional CFRP Laminates. Procedia Cirp 2018, 68, 535–540. [Google Scholar] [CrossRef]
- Hlavác, L.M. Application of water jet description on the de-scaling process. Int. J. Adv. Manuf. Technol. 2015, 80, 721–735. [Google Scholar] [CrossRef]
- Zeng, J. Determination of machinability and abrasive cutting properties in AWJ cutting. In Proceedings of the American Waterjet WJTA Conference, Houston, TX, USA, 19–21 August 2007. [Google Scholar]
- Ramulu, M.; Arola, D. Water jet and abrasive water jet cutting of unidirectional graphite/epoxy composite. Composites 1993, 24, 299–308. [Google Scholar] [CrossRef]
- Liu, H.-T. Waterjet technology for machining fine features pertaining to micromachining. J. Manuf. Process. 2010, 12, 8–18. [Google Scholar] [CrossRef]
- Eneyew, E.D.; Ramulu, M. Experimental study of surface quality and damage when drilling unidirectional CFRP composites. J. Mater. Res. Technol. 2014, 3, 354–362. [Google Scholar] [CrossRef] [Green Version]
- Begic-Hajdarevic, D.; Cekic, A.; Mehmedovic, M.; Djelmic, A. Experimental Study on Surface Roughness in Abrasive Water Jet Cutting. Procedia Eng. 2015, 100, 394–399. [Google Scholar] [CrossRef] [Green Version]
- Zahavi, J.; Schmitt, G.F., Jr. Solid particle erosion of reinforced composite materials. Wear 1981, 71, 179–190. [Google Scholar] [CrossRef]
- Nanduri, M.; Taggart, D.G.; Kim, T.J. The effects of system and geometric parameters on abrasive water jet nozzle wear. Int. J. Mach. Tools Manuf. 2002, 42, 615–623. [Google Scholar] [CrossRef]
- Bijwe, J.; Rattan, R. Carbon fabric reinforced polyetherimide composites: Optimization of fabric content for best combination of strength and adhesive wear performance. Wear 2007, 262, 749–758. [Google Scholar] [CrossRef]
- Arola, D.; Ramulu, M. A study of kerf characteristics in abrasive waterjet machining of graphite/epoxy composite. J. Eng. Mater. Technol. 1996, 118, 256–265. [Google Scholar] [CrossRef]
- Palleda, M. A study of taper angles and material removal rates of drilled holes in the abrasive water jet machining process. J. Mater. Process. Technol. 2007, 189, 292–295. [Google Scholar] [CrossRef]
- Shanmugam, D.K.; Masood, S.H. An investigation on kerf characteristics in abrasive waterjet cutting of layered composites. J. Mater. Process. Technol. 2009, 209, 3887–3893. [Google Scholar] [CrossRef]
- Naresh, M.N. Investigation on Surface Rougness in Abrasive Water-Jet Machining by the Response Surface Method. Mater. Manuf. Process. 2014, 29, 1422–1428. [Google Scholar] [CrossRef]
- Gupta, V.; Pandey, P.M.; Garg, M.P.; Khanna, R.; Batra, N.K. Minimization of Kerf Taper Angle and Kerf Width Using Taguchi’s Method in Abrasive Water Jet Machining of Marble. Procedia Mater. Sci. 2014, 6, 140–149. [Google Scholar] [CrossRef] [Green Version]
- Orbanic, H.; Junkar, M. Analysis of striation formation mechanism in abrasive water jet cutting. Wear 2008, 265, 821–830. [Google Scholar] [CrossRef]
- Ahmed, T.M.; El Mesalamy, A.S.; Youssef, A.; El Midany, T.T. Improving surface roughness of abrasive waterjet cutting process by using statistical modeling. CIRP J. Manuf. Sci. Technol. 2018, 22, 30–36. [Google Scholar] [CrossRef]
- Gnanavelbabu, A.; Saravanan, P.; Rajkumar, K.; Karthikeyan, S. Experimental Investigations on Multiple Responses in Abrasive Waterjet Machining of Ti-6Al-4V Alloy. Mater. Today Proc. 2018, 5, 13413–13421. [Google Scholar] [CrossRef]
- Alberdi, A.; Suárez, A.; Artaza, T.; Escobar-Palafox, G.A.; Ridgway, K. Composite Cutting with Abrasive Water Jet. Procedia Eng. 2013, 63, 421–429. [Google Scholar] [CrossRef] [Green Version]
- Shanmugam, D.K.; Wang, J.; Liu, H. Minimisation of kerf tapers in abrasive waterjet machining of alumina ceramics using a compensation technique. Int. J. Mach. Tools Manuf. 2008, 48, 1527–1534. [Google Scholar] [CrossRef]
- Sheldon, G.L.; Finnie, I. The mechanism of material removal in the erosive cutting of brittle materials. J. Eng. Ind. 1966, 88, 393–399. [Google Scholar] [CrossRef]
- Wang, J.; Guo, D.M. A predictive depth of penetration model for abrasive waterjet cutting of polymer matrix composites. J. Mater. Process. Technol. 2002, 121, 390–394. [Google Scholar] [CrossRef] [Green Version]
- Zahavi, J.; Schmitt, G.F., Jr. Solid particle erosion of polymeric coatings. Wear 1981, 71, 191–210. [Google Scholar] [CrossRef]
- Schwartzentruber, J.; Spelt, J.K.; Papini, M. Prediction of surface roughness in abrasive waterjet trimming offiberreinforced polymer composites. Int. J. Mach. Tools Manuf. 2017, 122, 1–17. [Google Scholar] [CrossRef]
- Phapale, K.; Singh, R.; Patil, S.; Singh, R.K.P. Delamination Characterization and Comparative Assessment of Delamination Control Techniques in Abrasive Water Jet Drilling of CFRP. Procedia Manuf. 2016, 5, 521–535. [Google Scholar] [CrossRef] [Green Version]
- Shanmugam, D.K.; Nguyen, T.; Wang, J. A study of delamination on graphite/epoxy composites in abrasive waterjet machining. Compos. Part A Appl. Sci. Manuf. 2008, 39, 923–929. [Google Scholar] [CrossRef]
- Schwartzentruber, J.; Spelt, J.K.; Papini, M. Modelling of delamination due to hydraulic shock when piercing anisotropic carbon-fiber laminates using an abrasive waterjet. Int. J. Mach. Tools Manuf. 2018, 132, 81–95. [Google Scholar] [CrossRef]
- Drensky, G.; Hamed, A.; Tabakoff, W.; Abot, J. Experimental investigation of polymer matrix reinforced composite erosion characteristics. Wear 2011, 270, 146–151. [Google Scholar] [CrossRef]
- Kantha-Babu, M.; Krishnaiah-Chetty, O.V. A study on recycling of abrasives in abrasive water jet machining. Wear 2003, 254, 763–773. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Influence on Taper | Influence on Roughness |
|---|---|---|
| TFR | An increase in traverse feed rate means that the jet remains on the cutting surface for less time. This results in less particle impact, making the machined slot narrower [25]. | An increase in traverse feed rate causes an increase in roughness because there are less abrasive particles per unit area acting on the material. This effect accentuates the formation of RCR [26]. |
| SOD | As SOD increases, the jet loses greater coherence, which translates into an increase in the diameter of the jet and therefore of T. This effect is particularly significant at the entry of the cut [27]. | A larger diameter of the jet causes an initial damage region that is more deformed by the impact of particles and, therefore, produces an increase in roughness in this region. SOD loses influence as the jet penetrates the composite [28]. |
| WP | An increase in pressure leads to an increase in the kinetic energy of the jet causing greater erosion in the material, leaving a smoother surface. The roughness worsens as the jet loses energy, affecting the formation of SCR [29]. | An increase in pressure produces an increase in taper. This effect is more significant when the thickness of the material increases [30]. |
| AMFR | There is no direct correlation between abrasive mass flow variation and T. Normally, increased abrasive flow results in a non-significant increase in taper angle [29]. | An increase in abrasive mass flow produces a greater presence of abrasive particles, which avoids the appearance of SCR during cutting. As a consequence, it generally generates a good surface quality at the exit of the cut. However, it can also cause collisions between particles, resulting in a decrease in the effectiveness of the cut [31]. |
| Type of Material | Composition | Production Method | Technical Specification |
|---|---|---|---|
| Layers of carbon fiber with epoxy resin matrix and a symmetrical stacking sequence of (0/90) | Intermediate module fiber (66%) and epoxy resin (34%) | Prepreg and autoclaved at 458° ± 5° at a pressure of 0.69 MPa | AIMS-05-01-002 |
| Parameter | Levels | |||
|---|---|---|---|---|
| TFR (mm/min) | 300 | 900 | 1500 | 2100 |
| SOD (mm) | 1.5 | 3.0 | 4.5 | - |
| AMFR (g/min) | 300 | 600 | - | - |
| Orifice Diameter (mm) | Nozzle Diameter (mm) | Nozzle Lenght (mm) | Abrasive Size (µm) | Abrasive Type | Water Pressure (MPa) |
|---|---|---|---|---|---|
| 0.30 | 0.8 | 94.7 | 120 | Garnet | 450 |
| Test | TFR (mm/min) | SOD (mm) | AMFR (g/min) | T (°) | Zone 1 (µm) | Zone 2 (µm) | Zone 3 (µm) |
|---|---|---|---|---|---|---|---|
| 1 | 300 | 1.5 | 300 | 0.880 | 5.87 | 5.03 | 5.44 |
| 2 | 300 | 1.5 | 600 | 0.761 | 6.10 | 4.24 | 4.27 |
| 3 | 300 | 3.0 | 300 | 1.171 | 6.08 | 5.30 | 6.01 |
| 4 | 300 | 3.0 | 600 | 0.996 | 6.74 | 5.15 | 4.32 |
| 5 | 300 | 4.5 | 300 | 3.457 | 10.54 | 6.51 | 7.58 |
| 6 | 300 | 4.5 | 600 | 3.743 | 10.70 | 6.67 | 6.19 |
| 7 | 900 | 1.5 | 300 | 2.283 | 7.05 | 6.31 | 7.19 |
| 8 | 900 | 1.5 | 600 | 2.517 | 5.75 | 5.38 | 5.53 |
| 9 | 900 | 3.0 | 300 | 2.634 | 7.50 | 6.33 | 6.68 |
| 10 | 900 | 3.0 | 600 | 2.751 | 6.90 | 5.48 | 5.78 |
| 11 | 900 | 4.5 | 300 | 2.926 | 9.45 | 7.21 | 7.79 |
| 12 | 900 | 4.5 | 600 | 3.160 | 9.35 | 6.38 | 6.11 |
| 13 | 1500 | 1.5 | 300 | 3.160 | 9.64 | 6.95 | 9.68 |
| 14 | 1500 | 1.5 | 600 | 3.393 | 6.71 | 6.14 | 6.41 |
| 15 | 1500 | 3.0 | 300 | 3.277 | 8.61 | 8.26 | 9.64 |
| 16 | 1500 | 3.0 | 600 | 3.103 | 9.18 | 6.92 | 7.11 |
| 17 | 1500 | 4.5 | 300 | 4.210 | 11.68 | 9.11 | 11.12 |
| 18 | 1500 | 4.5 | 600 | 4.151 | 13.45 | 11.13 | 9.98 |
| 19 | 2100 | 1.5 | 300 | 2.692 | 8.71 | 9.46 | 10.49 |
| 20 | 2100 | 1.5 | 600 | 3.043 | 7.90 | 6.83 | 7.08 |
| 21 | 2100 | 3.0 | 300 | 3.860 | 9.88 | 10.14 | 10.51 |
| 22 | 2100 | 3.0 | 600 | 4.200 | 9.29 | 8.18 | 8.92 |
| 23 | 2100 | 4.5 | 300 | 4.908 | 13.98 | 8.87 | 9.65 |
| 24 | 2100 | 4.5 | 600 | 5.257 | 15.36 | 9.02 | 7.50 |
| TFR | SOD | AMFR | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Variable | F-Value | p-Value | Variable | F-Value | p-Value | Variable | F-Value | p-Value | |||
| T | 20.18 | 0.000 | S | T | 21.45 | 0.000 | S | T | 0.40 | 0.534 | - |
| Zone 1 | 16.82 | 0.000 | S | Zone 1 | 52.35 | 0.000 | S | Zone 1 | 0.11 | 0.744 | - |
| Zone 2 | 17.65 | 0.000 | S | Zone 2 | 8.36 | 0.003 | S | Zone 2 | 3.26 | 0.089 | - |
| Zone 3 | 26.62 | 0.000 | S | Zone 3 | 4.73 | 0.023 | - | Zone 3 | 31.45 | 0.000 | S |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mayuet Ares, P.F.; Girot Mata, F.; Batista Ponce, M.; Salguero Gómez, J. Defect Analysis and Detection of Cutting Regions in CFRP Machining Using AWJM. Materials 2019, 12, 4055. https://doi.org/10.3390/ma12244055
Mayuet Ares PF, Girot Mata F, Batista Ponce M, Salguero Gómez J. Defect Analysis and Detection of Cutting Regions in CFRP Machining Using AWJM. Materials. 2019; 12(24):4055. https://doi.org/10.3390/ma12244055
Chicago/Turabian StyleMayuet Ares, Pedro F., Franck Girot Mata, Moisés Batista Ponce, and Jorge Salguero Gómez. 2019. "Defect Analysis and Detection of Cutting Regions in CFRP Machining Using AWJM" Materials 12, no. 24: 4055. https://doi.org/10.3390/ma12244055
APA StyleMayuet Ares, P. F., Girot Mata, F., Batista Ponce, M., & Salguero Gómez, J. (2019). Defect Analysis and Detection of Cutting Regions in CFRP Machining Using AWJM. Materials, 12(24), 4055. https://doi.org/10.3390/ma12244055