Feasibility of Utilizing Recycled Aggregate Concrete for Revetment Construction of the Lower Yellow River


Abstract
:1. Introduction
2. Experiments
2.1. Raw Materials
2.2. Concrete Mix Proportions
2.3. Casting and Curing
2.4. Compressive Strength and Flexural Strength
2.5. Freezing and Thawing
2.6. Carbonation
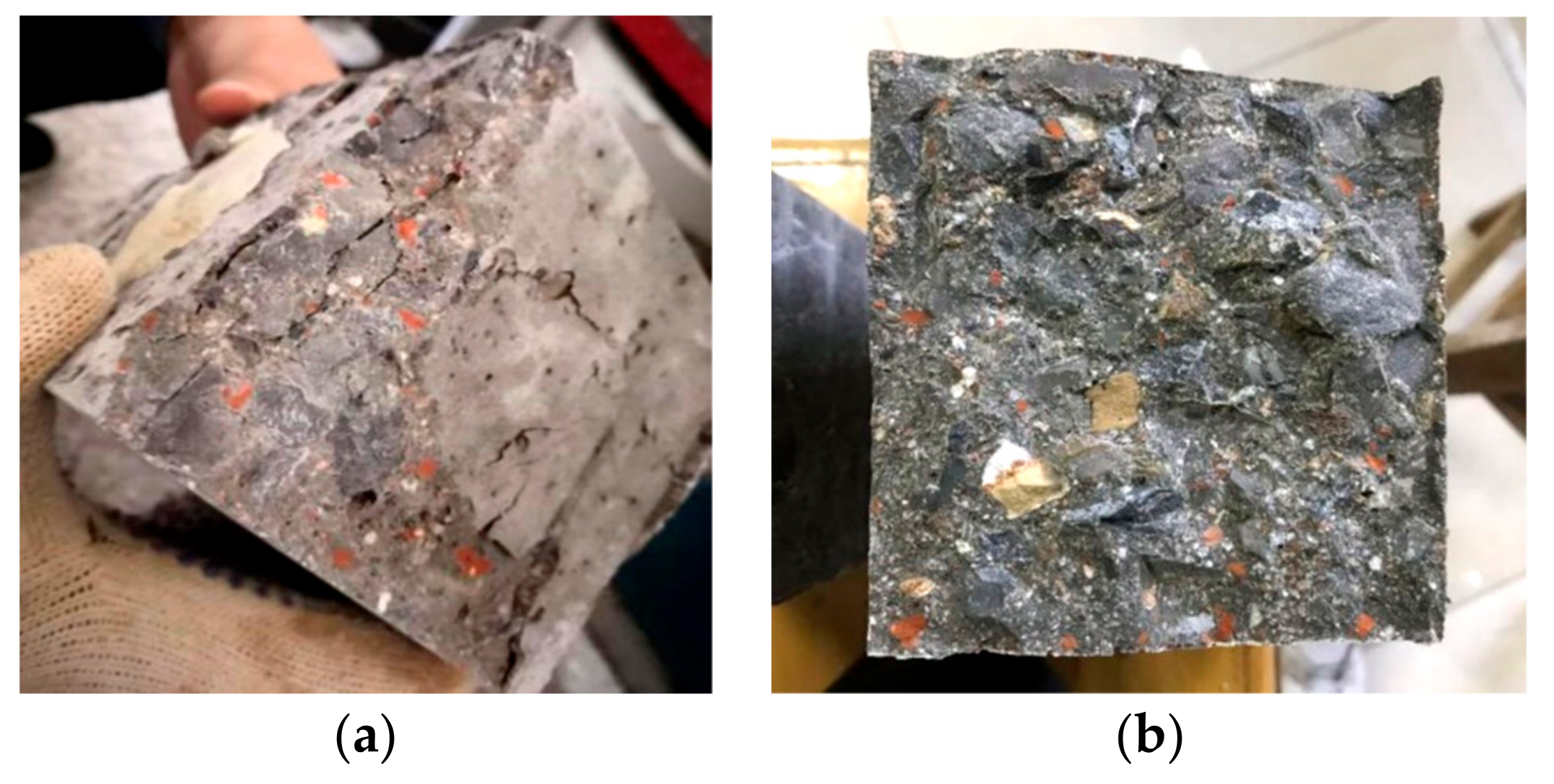
2.7. Morphology
2.8. Micro-Hardness
3. Results and Discussion
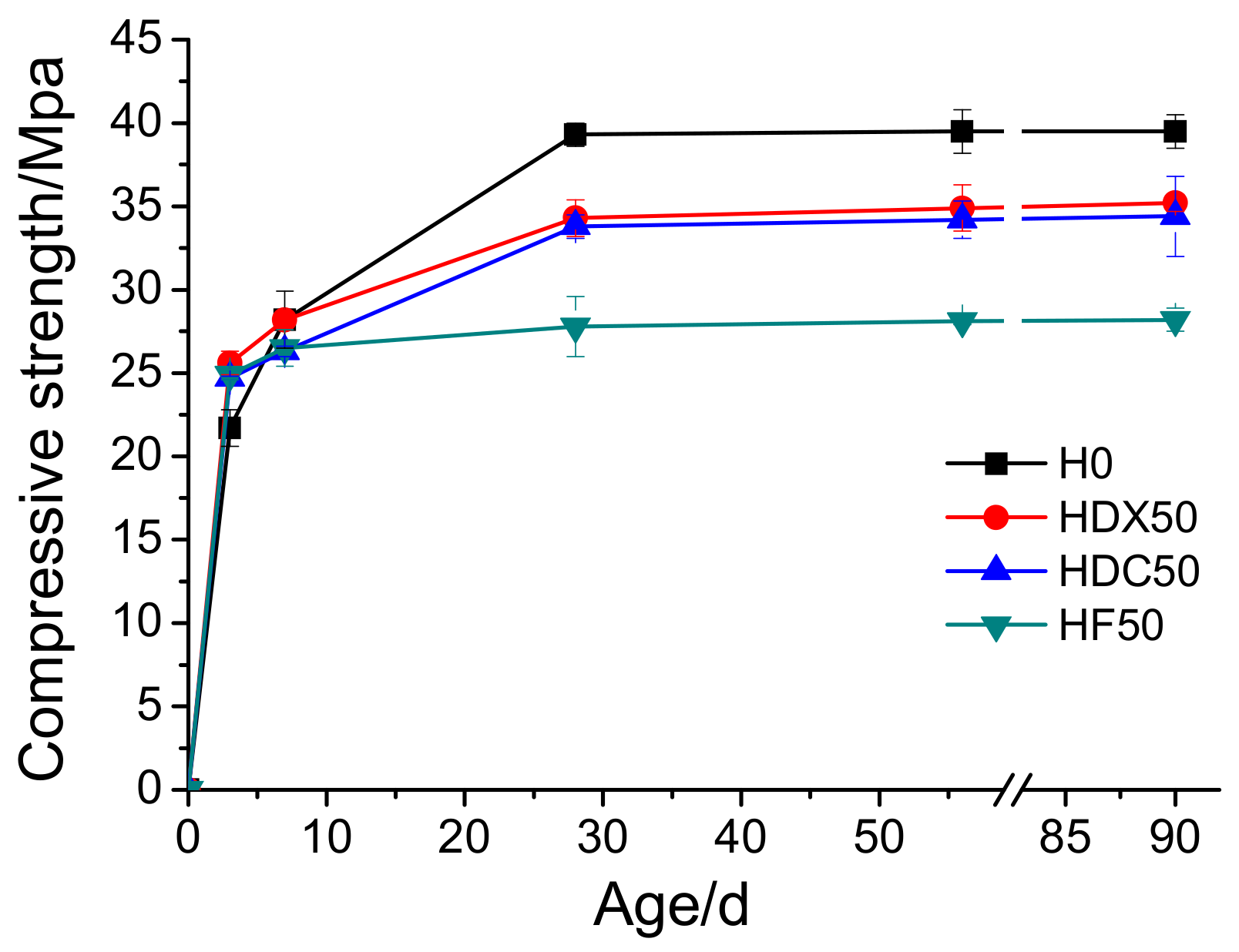
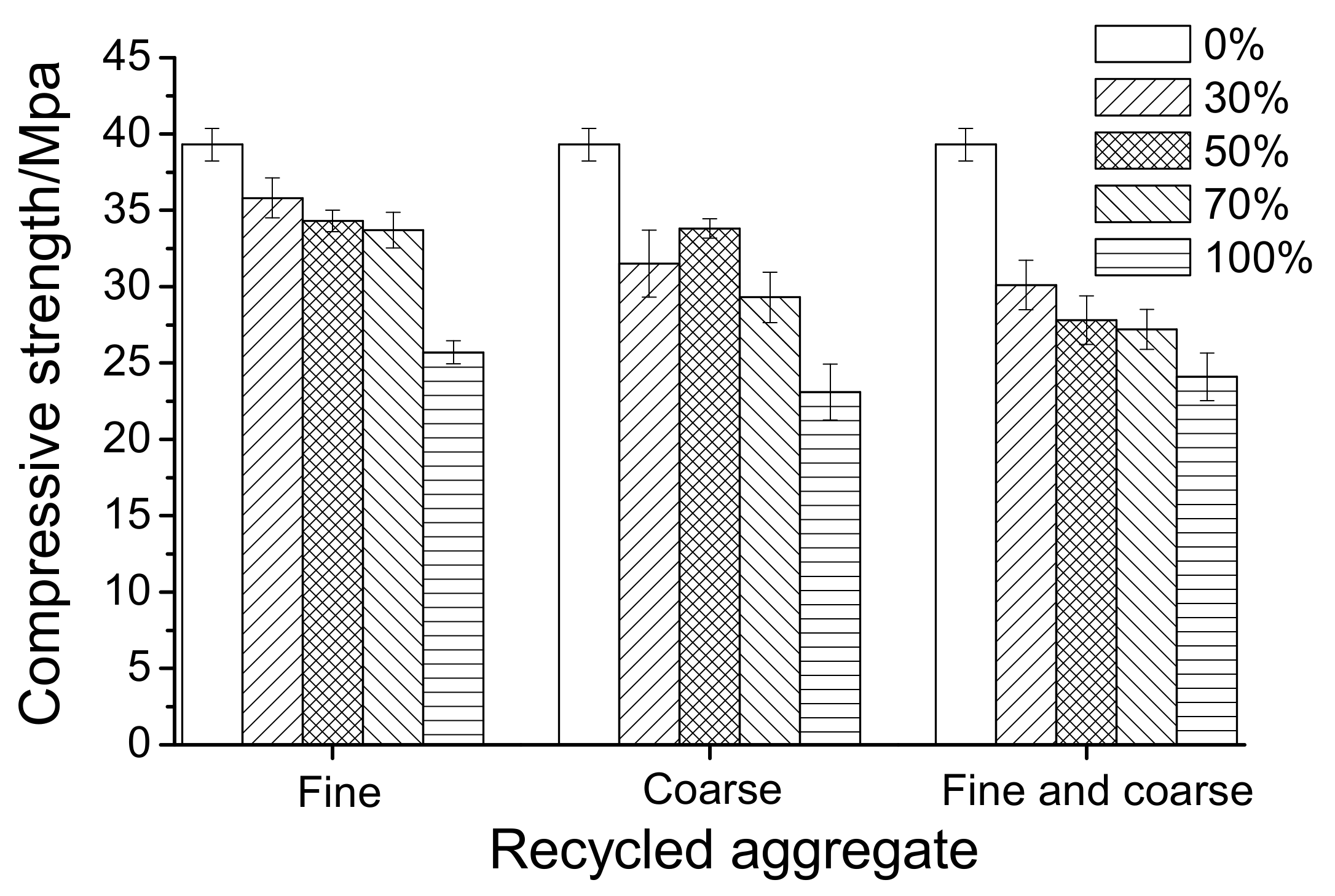
3.1. Mechanical Properties
- (1)
- Compressive Strength
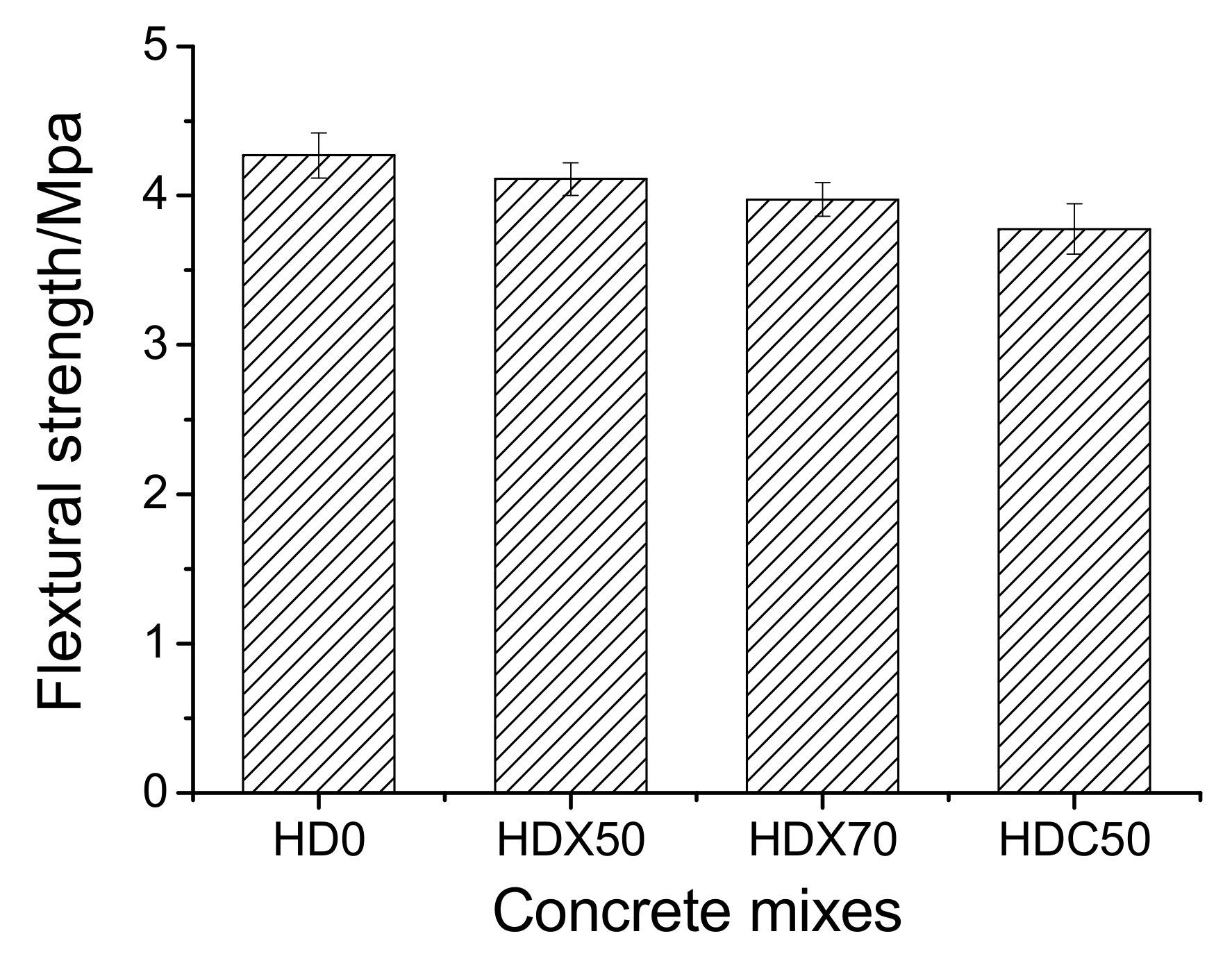
- (2)
- Flexural Strength
3.2. Frost Resistance
- (1)
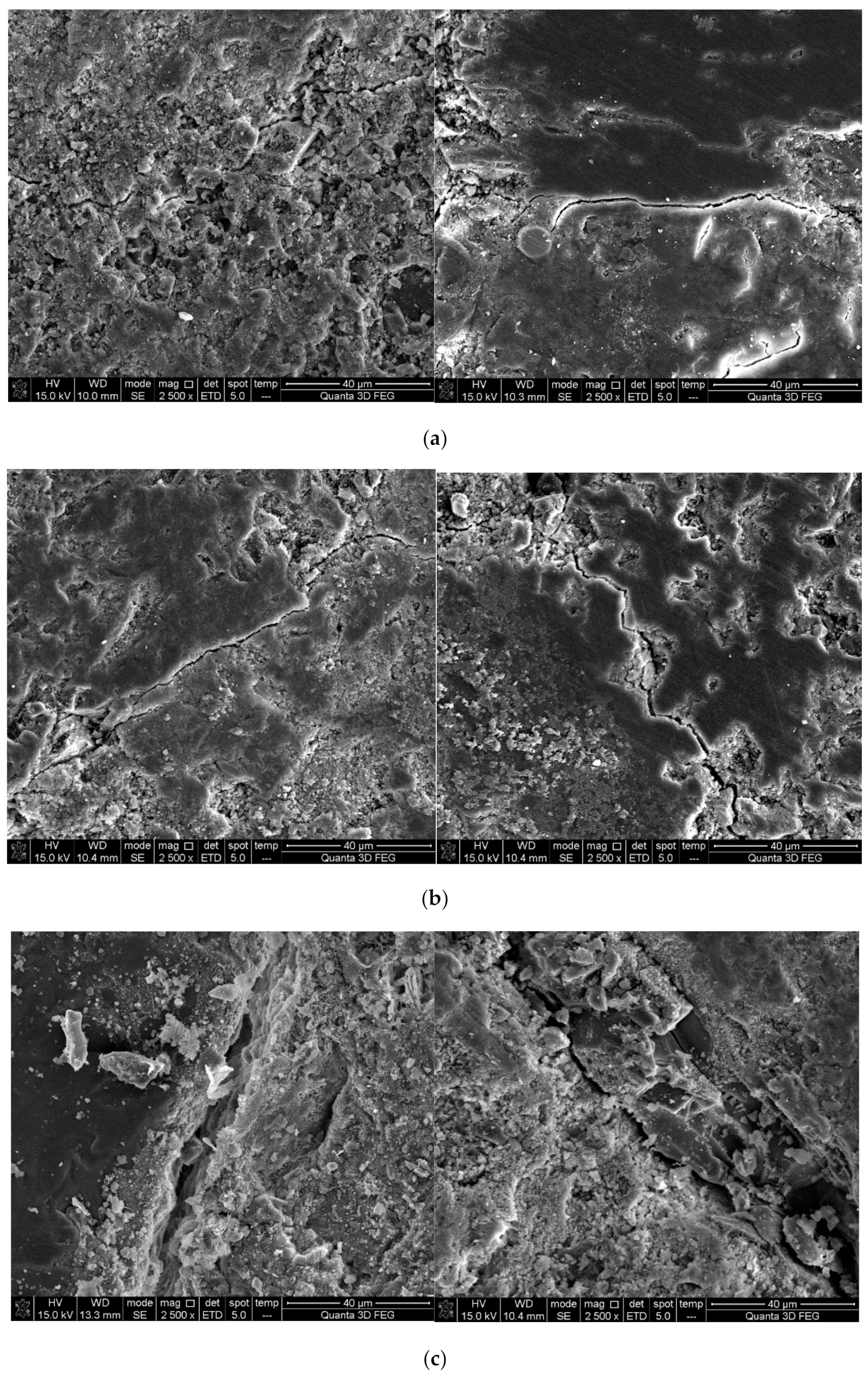
- Process and Characterization of Damage
- (2)
- Mass Loss
- (3)
- Relative Elasticity Modulus
3.3. Carbonation Resistance
- (1)
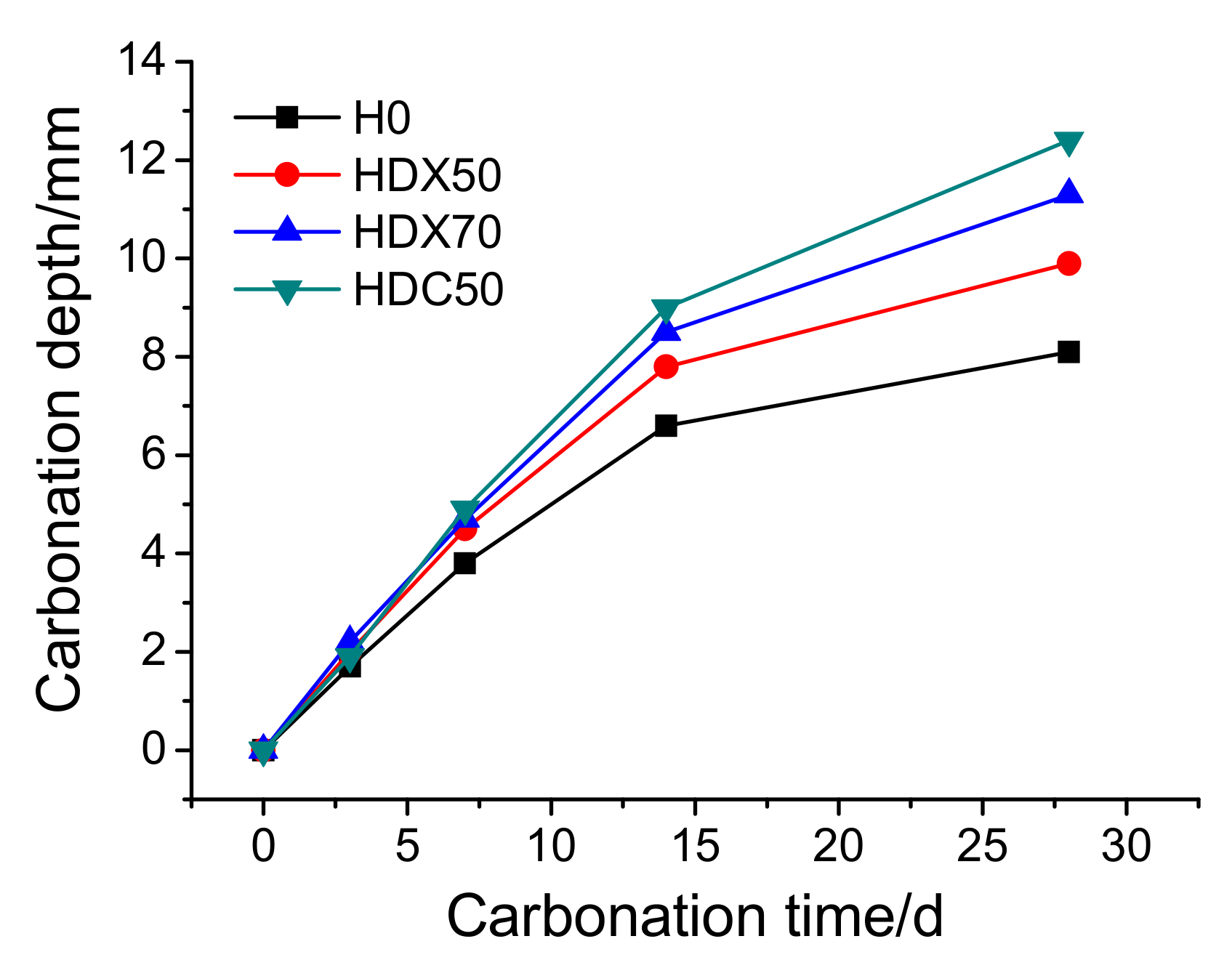
- Carbonation Depth
- (2)
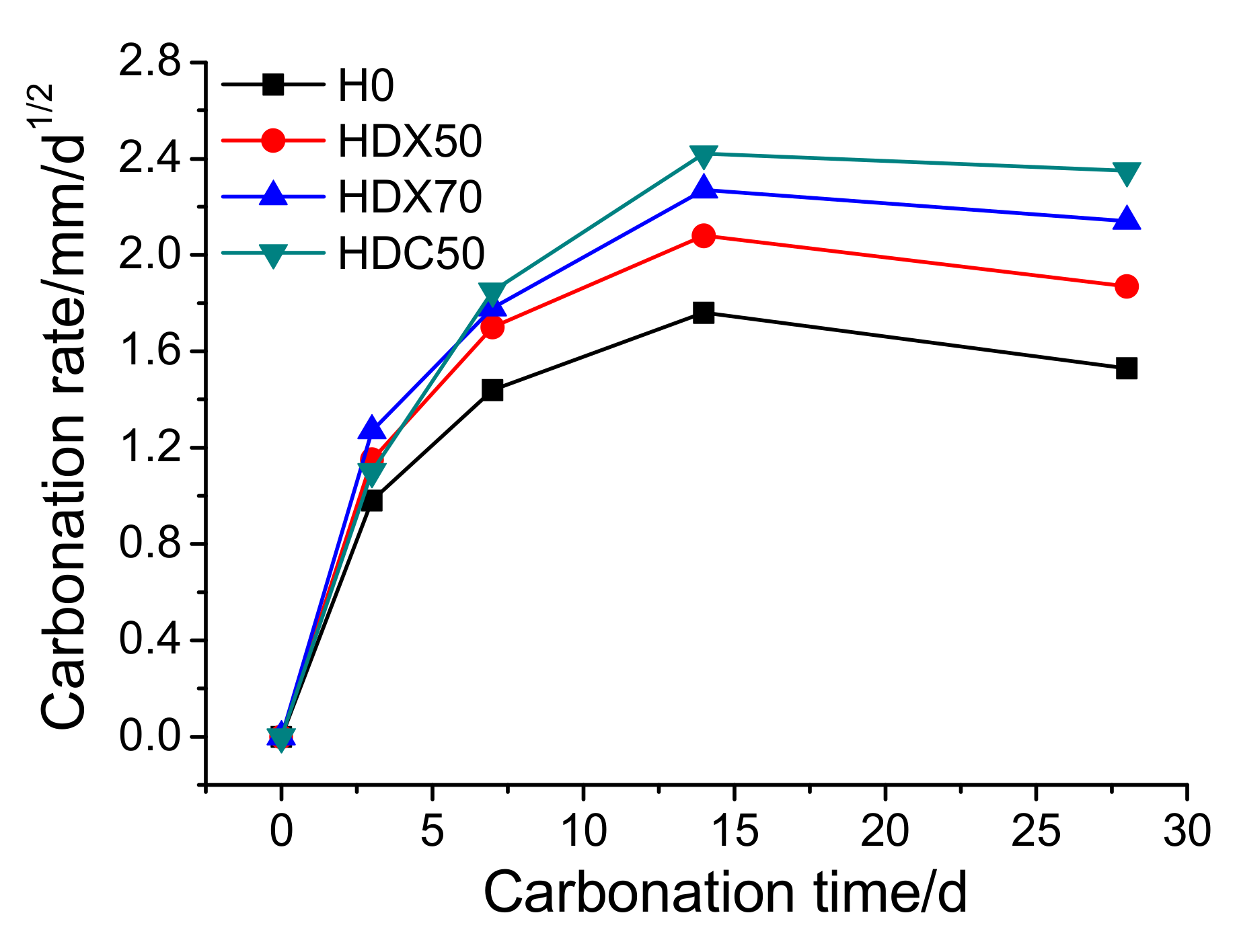
- Carbonation Rate
4. Conclusions
- (1)
- Based on the compressive strength data at 28 days, the RAC of the mix proportions HDX50, HDX70, and HDC50 were selected for compressive strength over 30 Mpa and a RA substitution rate no less than 50%.
- (2)
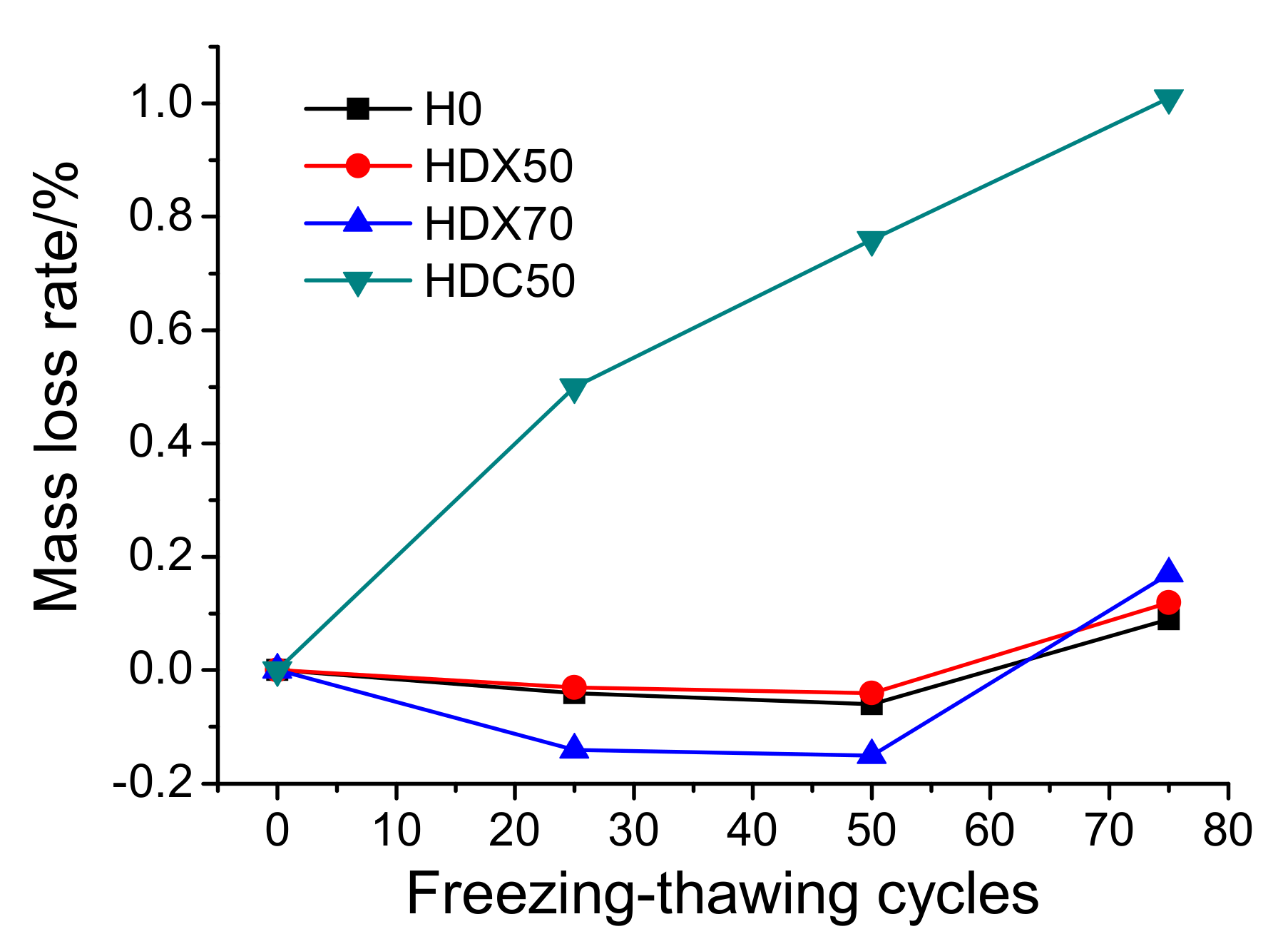
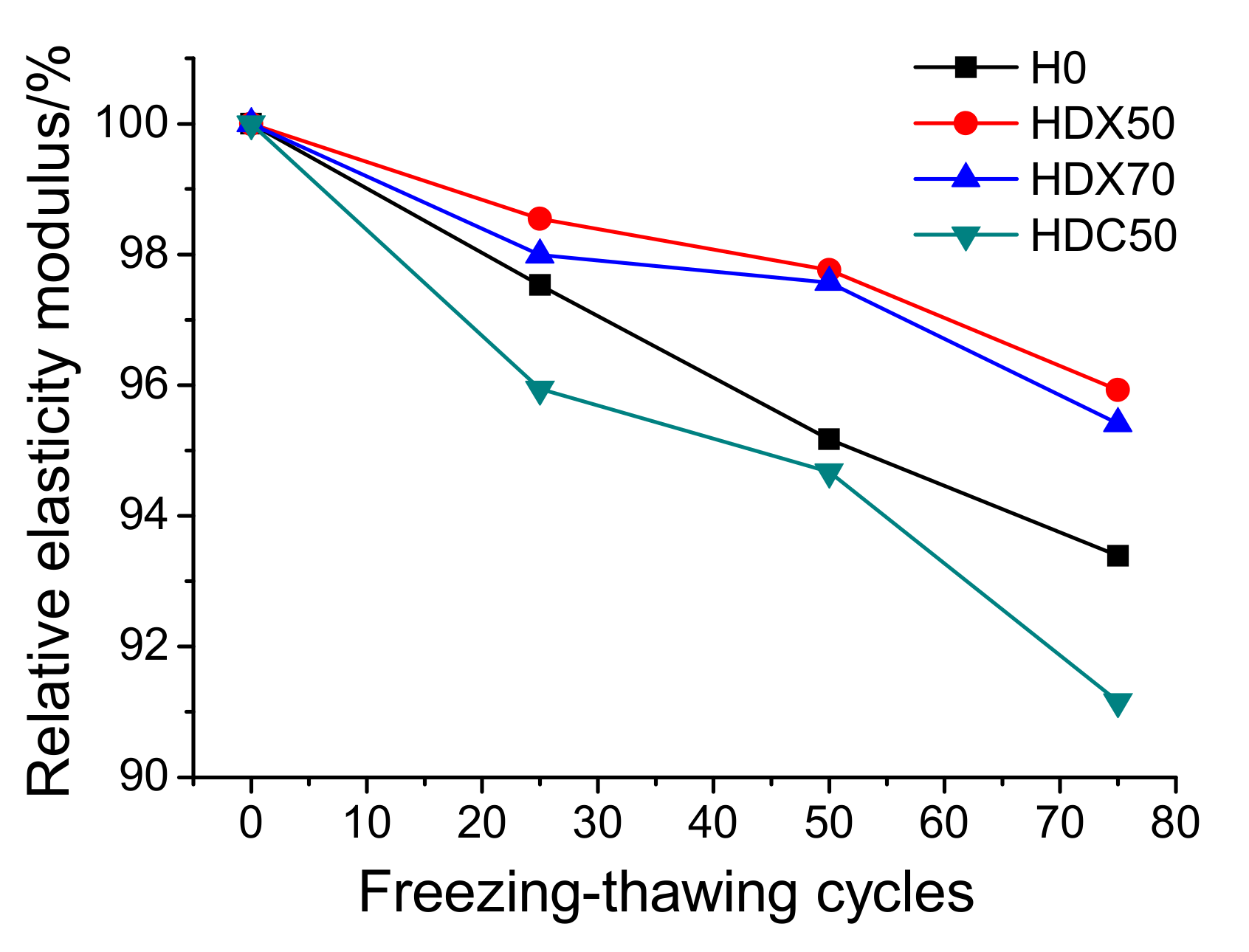
- Considering the combination of the appearance, mass loss, and relative elasticity modulus situations of specimens after freeze-thawing cycles, HDX50 possessed the best frost resistance performance, followed by HDX70 and HDC50, successively. Improvement on the relative elasticity modulus of HDX50/HDX70 was observed, compared to NAC.
- (3)
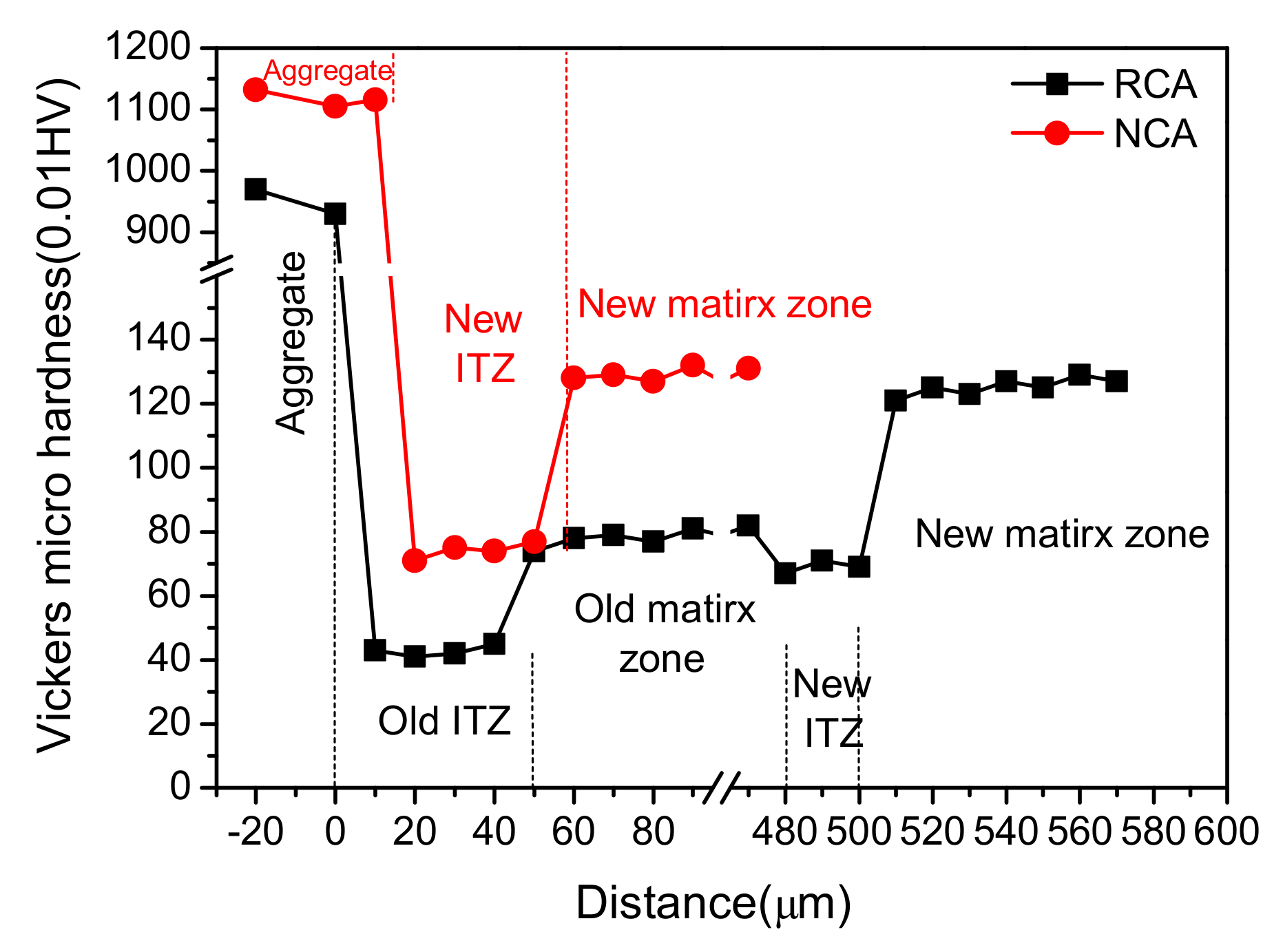
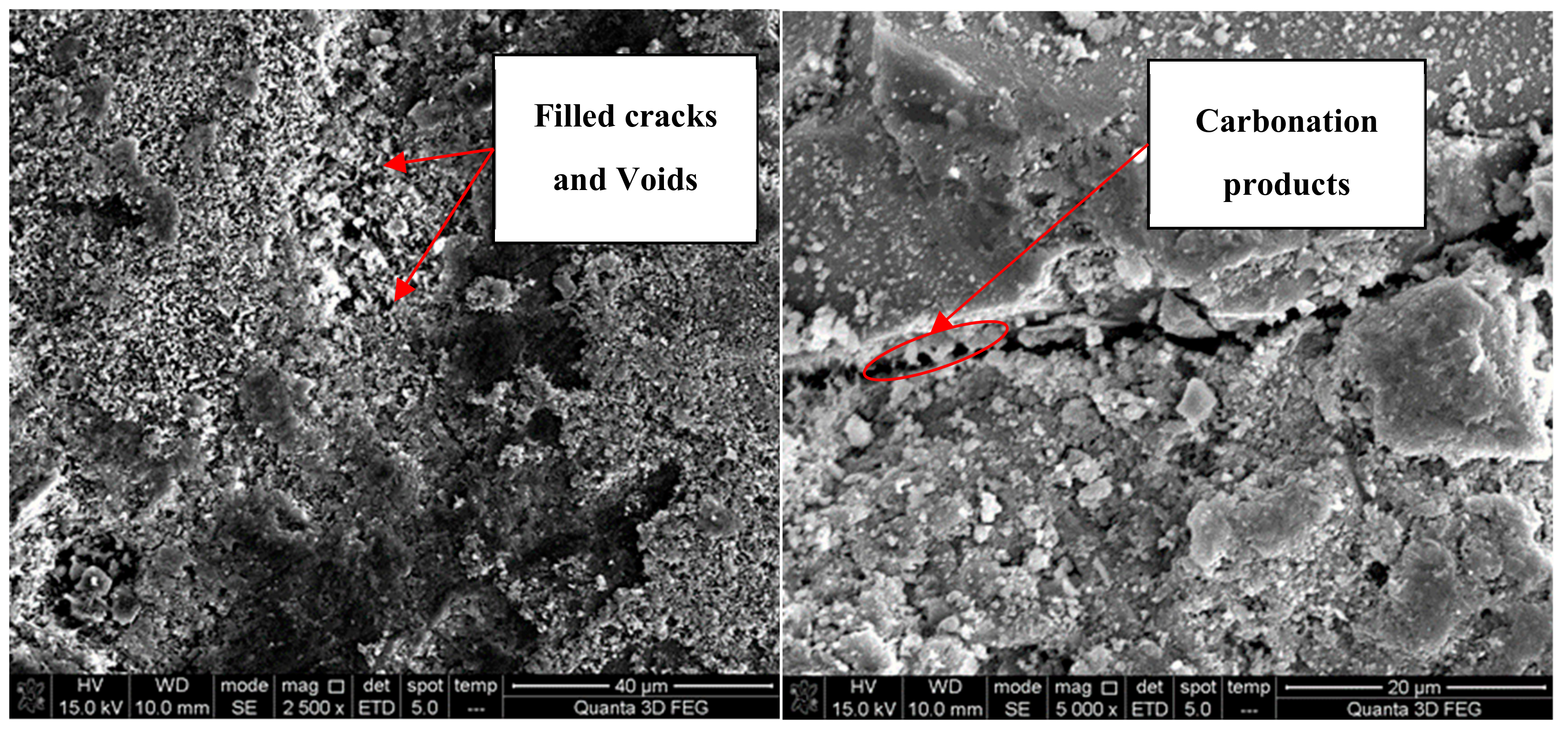
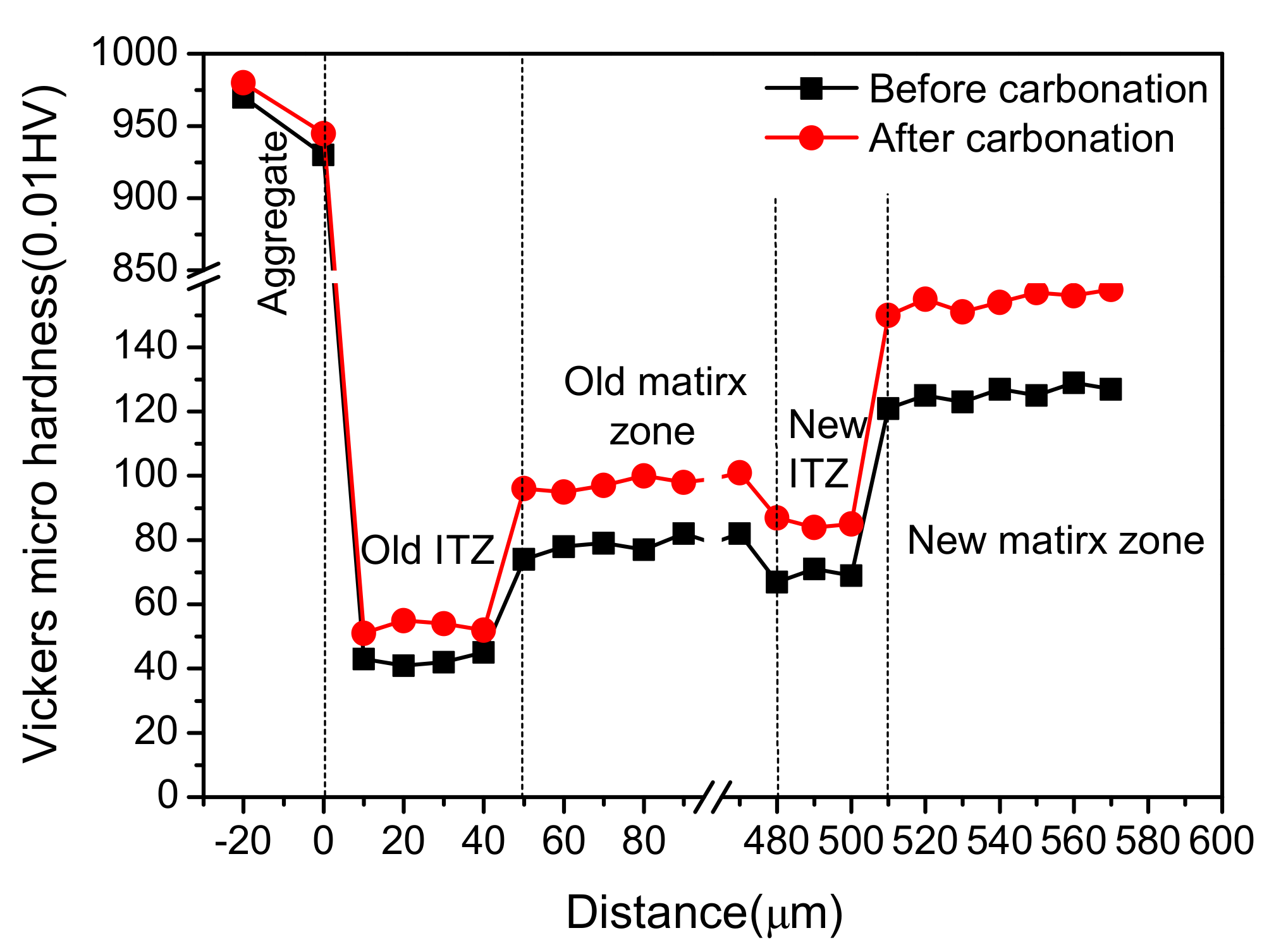
- In view of the carbonation depth and rate of RAC, the carbonation resistance of HDX50 was the best, followed by HDX70 and HDC50. Moreover, carbonation could densify the ITZ of RAC and increase its micro-hardness.
- (4)
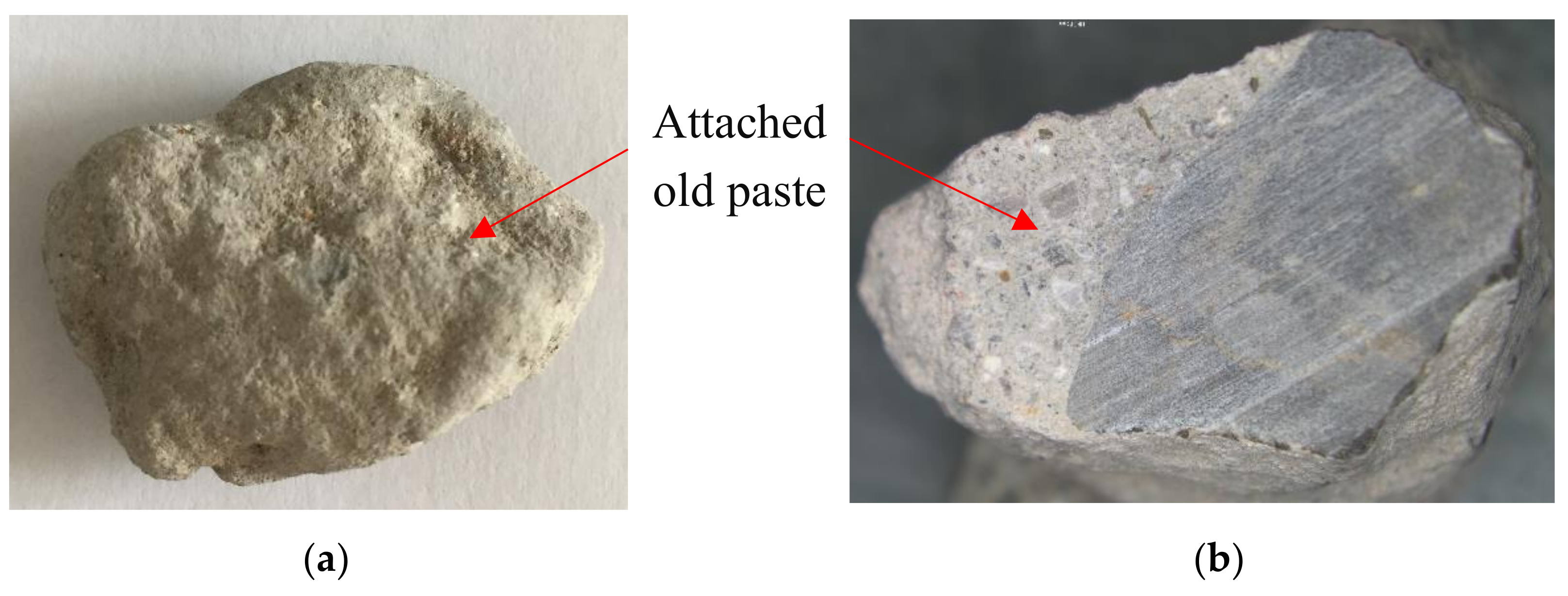
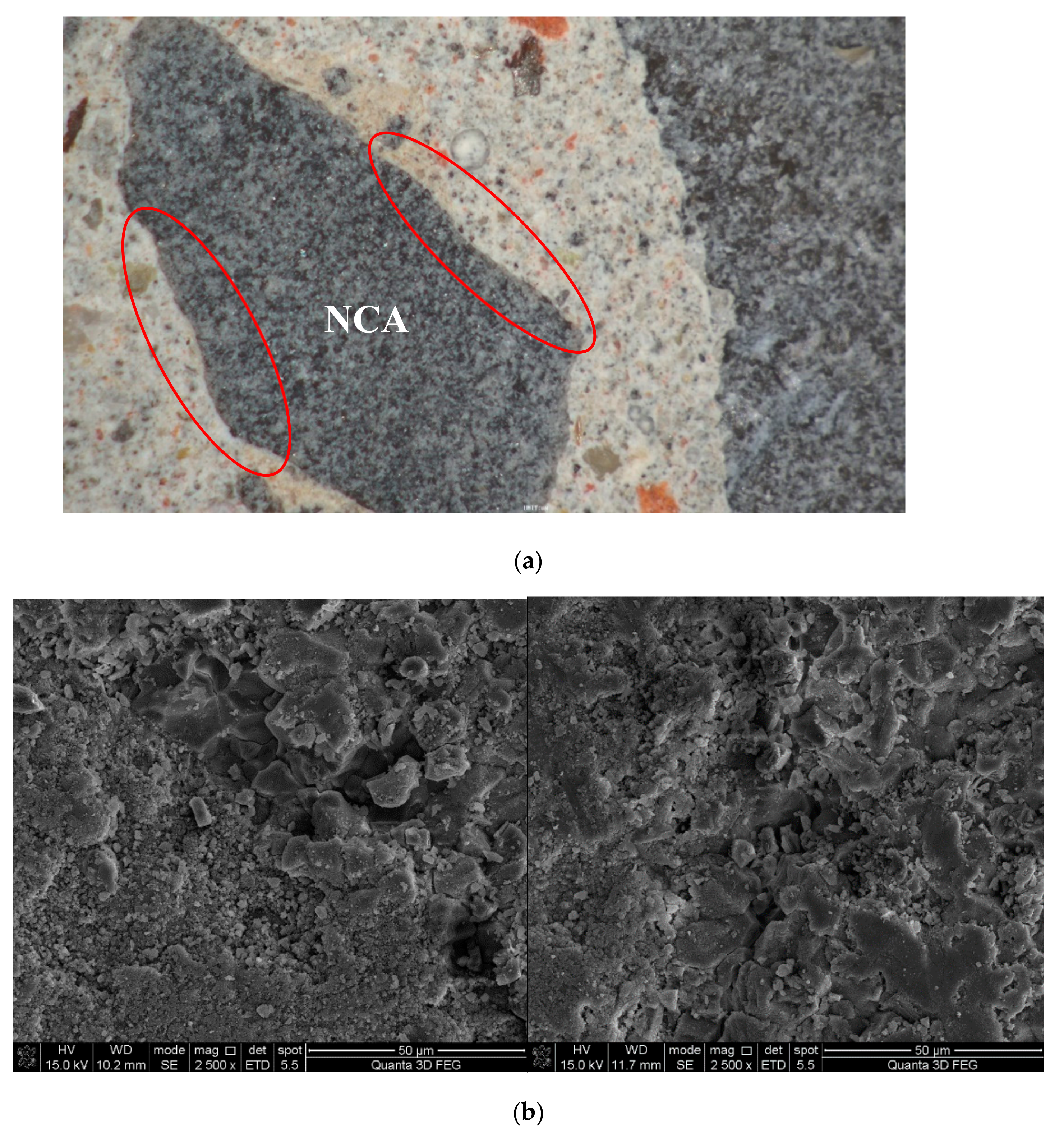
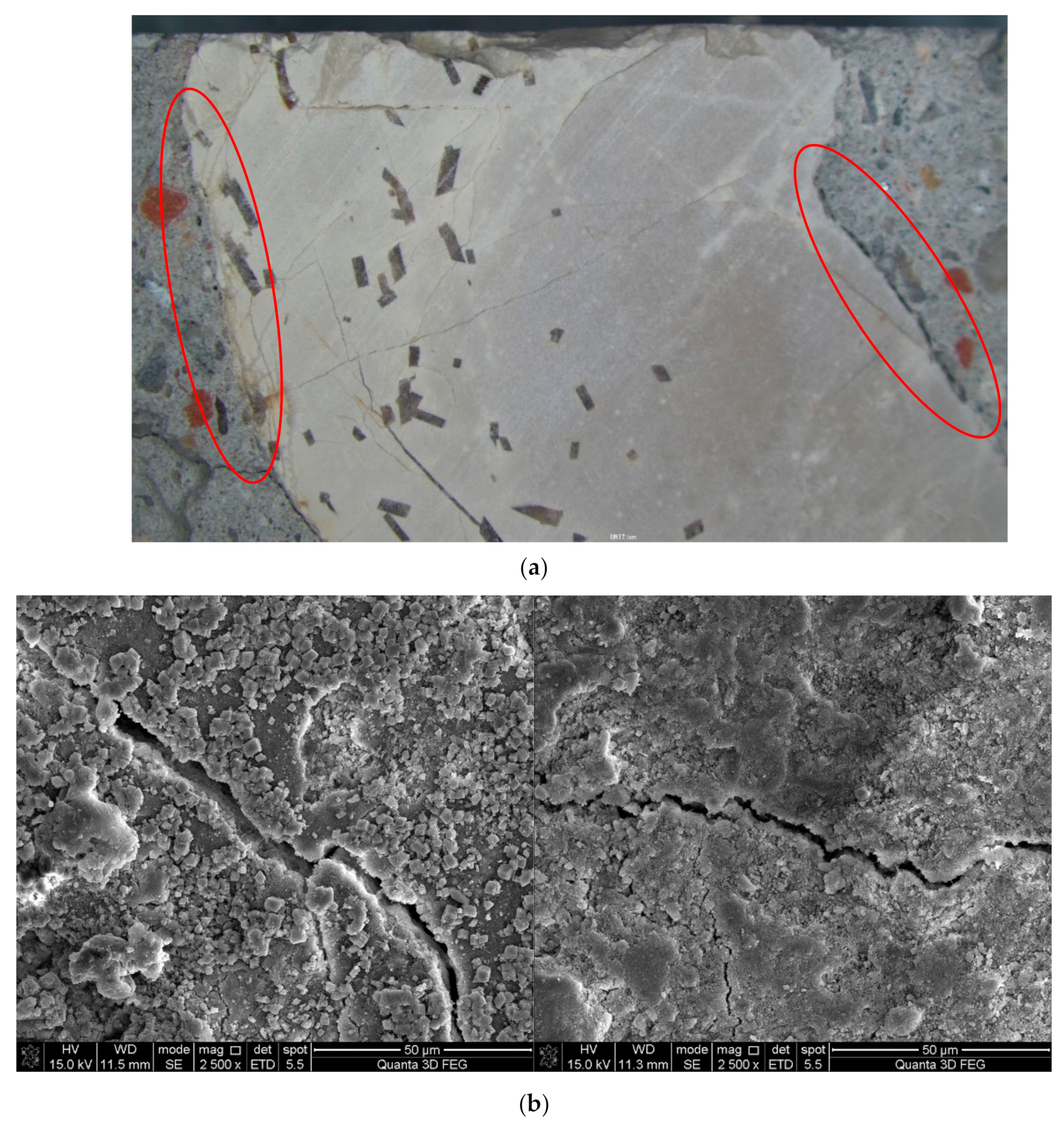
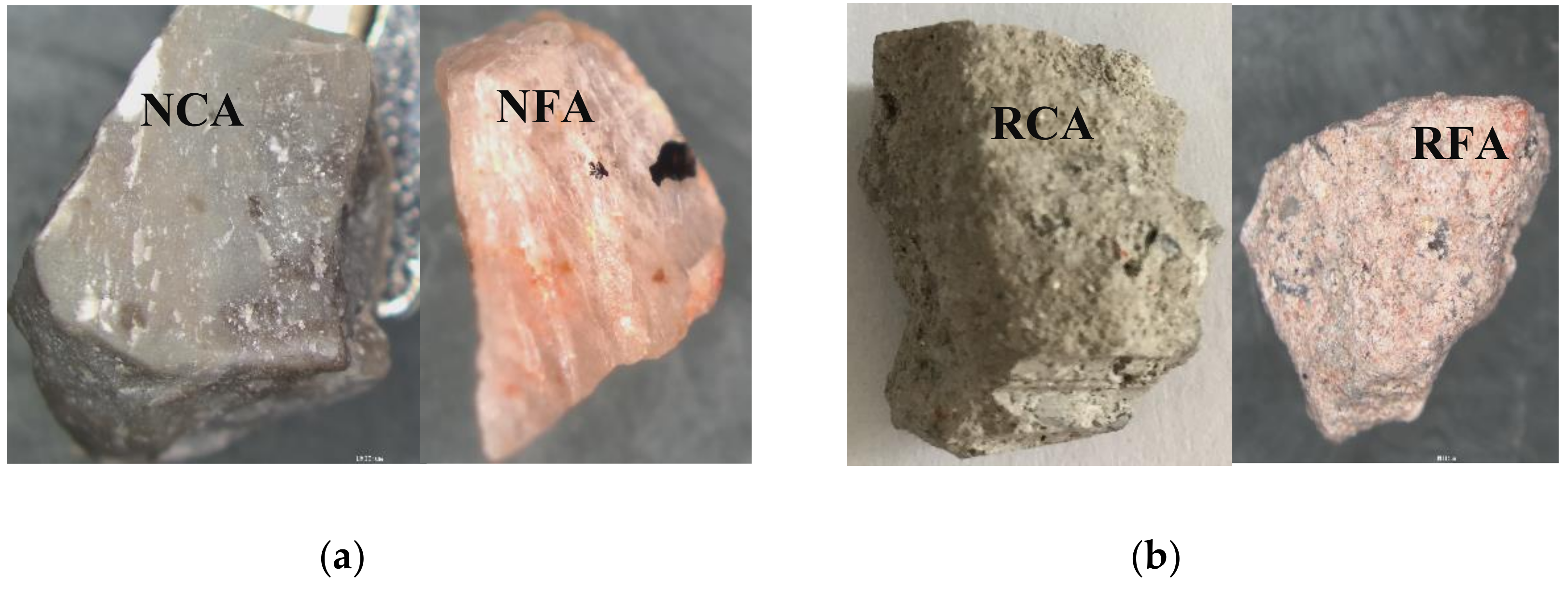
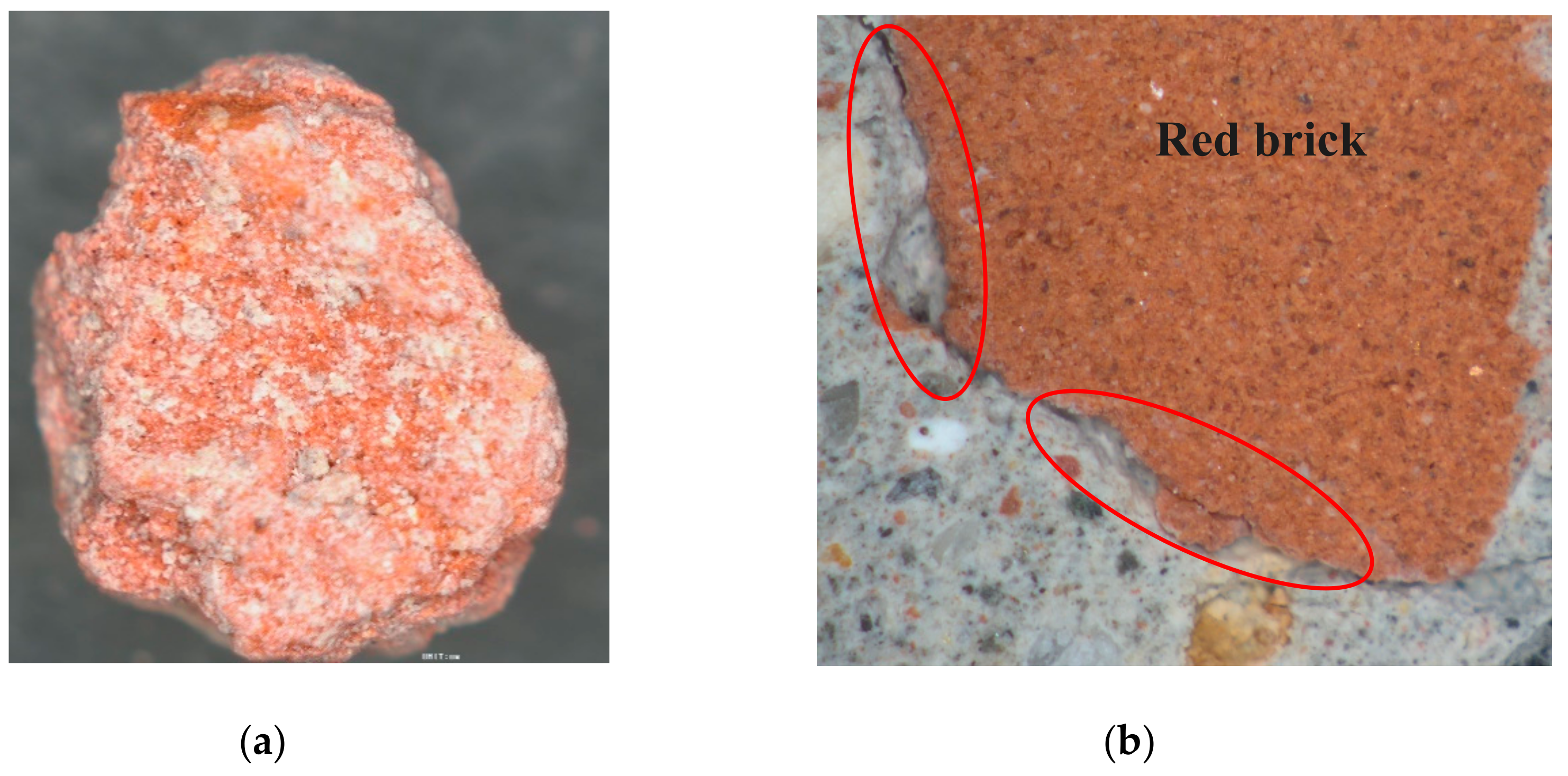
- RA attached with old pastes had lots of micro-cracks and voids, and the ITZ formed around RA were loose and with low micro-hardness, which were deemed to be the dominating reasons leading to the poorer performance of RAC than that of NAC. In addition, RFA concrete had better performance than RFC concrete, since RFA possessed certain inner curing capacities.
- (5)
- The selected HDX50, HDX70, and HDC50 meet the performance requirement of concrete for the revetment construction of the lower Yellow River in terms of mechanical and durability performance. Combing performance and RA utilization rate, HDX70 ranks first and is recommended to be used in actual revetment engineering.
Author Contributions
Funding
Conflicts of Interest
References
- Guo, S. A Summary of Studies on the Strategy of Governing the Yellow River in Contemporary China. J. Zhejiang Univ. Wat. Res Electr. Pow. 2019, 31, 1–4. [Google Scholar]
- Wan, Q.; Zhang, J.; Li, J. Model test study on “secondary suspended river” treatment of Lujitan in the lower Yellow River. Yellow River 2019, 41, 26–28. [Google Scholar]
- Babu, V.; Mullick, A.; Jain, K.; Singh, P. Strength and durability characteristics of high-strength concrete with recycled aggregate-influence of processing. J. Sustain. Cem. Based Mater. 2014, 3, 88–110. [Google Scholar] [CrossRef]
- Silva, R.V.; Brito, J.; Dhir, R.K. Properties and composition of recycled aggregates from construction and demolition waste suitable for concrete production. Constr. Build. Mater. 2014, 65, 201–217. [Google Scholar] [CrossRef]
- Ravindrarajah, R.S.; Tam, C.T. Recycling concrete as fine aggregate in concrete. Int. J. Cem. Compos. Lightweight Concr. 1987, 9, 235–241. [Google Scholar] [CrossRef]
- Silva, R.V.; Brito, J.; Dhir, R.K. Establishing a relationship between modulus of elasticity and compressive strength of recycled aggregate concrete. J. Clean. Prod. 2016, 112, 2171–2186. [Google Scholar] [CrossRef]
- Guo, H.; Shi, C.; Guan, X.; Zhu, J.; Ding, Y.; Ling, T.C.; Zhang, H.; Wang, Y. Durability of recycled aggregate concrete—A review. Cem. Concr. Compos. 2018, 89, 251–259. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, H.; Geng, Y.; Wang, Q.; Zhang, S. Prediction of the elastic modulus and the splitting tensile strength of concrete incorporating both fifine and coarse recycled aggregate. Constr. Build. Mater. 2019, 215, 332–346. [Google Scholar] [CrossRef]
- Lu, B.; Shi, C.; Cao, Z.; Guo, M.; Zheng, J. Effect of carbonated coarse recycled concrete aggregate on the properties and microstructure of recycled concrete. J. Clean. Prod. 2019, 233, 421–428. [Google Scholar] [CrossRef]
- Carro-López, D.; González-Fonteboa, B.; Brito, J.; Martínez-Abella, F.; González-Taboada, I.; Silva, P. Study of the rheology of self-compacting concrete with fine recycled concrete aggregates. Constr. Build. Mater. 2015, 96, 491–501. [Google Scholar] [CrossRef]
- Khatib, J.M. Properties of concrete incorporating fine recycled aggregate. Cem. Concr. Res. 2005, 35, 763–769. [Google Scholar] [CrossRef]
- Pereira, P.; Evangelista, L.; Brito, J. The effect of superplasticizers on the mechanical performance of concrete made with fine recycled concrete aggregates. Cem. Concr. Comp. 2012, 34, 1044–1052. [Google Scholar] [CrossRef] [Green Version]
- Sičáková, A.; Špak, M. The effect of a high amount of micro-fillers on the long-term properties of concrete. Materials 2019, 12, 3421. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bravo, M.; Brito, J.; Pontes, J.; Evangelista, L. Mechanical performance of concrete made with aggregates from construction and demolition waste recycling plants. J. Clean. Prod. 2015, 99, 59–74. [Google Scholar] [CrossRef]
- Nam, J.; Kim, G.; Yoo, J.; Choe, G.; Kim, H.; Choi, H.; Kim, Y. Effectiveness of fiber reinforcement on the mechanical properties and shrinkage cracking of recycled fine aggregate concrete. Materials 2016, 9, 131. [Google Scholar] [CrossRef] [Green Version]
- Xiao, J.; Li, J.; Zhang, C. On statistical characteristics of the compressive strength of recycled aggregate concrete. Struct. Concr. 2005, 6, 149–153. [Google Scholar] [CrossRef]
- Kim, Y.; Hanif, A.; Kazmi, S.M.S.; Munir, M.J.; Park, C. Properties enhancement of recycled aggregate concrete through pretreatment of coarse aggregates-comparative assessment of assorted techniques. J. Clean. Prod. 2018, 191, 339–349. [Google Scholar] [CrossRef]
- Shi, C.; Li, Y.; Zhang, J.; Li, W.; Chong, L.; Xie, Z. Performance enhancement of recycled concrete aggregate—A review. J. Clean. Prod. 2016, 112, 46–72. [Google Scholar] [CrossRef]
- Bostanci, S.C.; Limbachiya, M.; Kew, H. Use of recycled aggregates for low carbon and cost effective concrete construction. J. Clean. Prod. 2018, 189, 176–196. [Google Scholar] [CrossRef] [Green Version]
- Haitao, Y.; Shizhu, T. Preparation and properties of high-strength recycled concrete in cold areas. Mater. Constr. 2015, 65, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Yildirim, S.T.; Meyer, C.; Herfellner, S. Effects of internal curing on the strength, drying shrinkage and freeze-thaw resistance of concrete containing recycled concrete aggregates. Constr. Build. Mater. 2015, 91, 288–296. [Google Scholar] [CrossRef]
- Yue, G.B.; Li, Q.Y.; Gao, S. Influence of quality and replacement rate of recycled fine aggregate on antifreeze performance of concrete. J. Nat. Disasters 2015, 24, 223–228. [Google Scholar]
- Chen, D.Y.; Liu, L.B.; Yan, Y.; Tan, K.F.; Liu, H. Effect of different factors on frost resistance of recycled aggregate concrete. J. Wuhan Univ. Technol. 2011, 33, 54–58. [Google Scholar]
- Wu, J.; Jing, X.H.; Wang, Z. Uni-axial compressive stress-strain relation of recycled coarse aggregate concrete after freezing and thawing cycles. Constr. Build. Mater. 2017, 134, 210–219. [Google Scholar] [CrossRef]
- Salem, R.M.; Burdette, E.G.; Jackson, N.M. Resistance to freezing and thawing of recycled aggregates concrete. ACI Mater. J. 2003, 100, 216–221. [Google Scholar]
- Lei, B.; Xiao, J.Z. Research on carbonation resistance of recycled aggregate concrete. J. Build. Mater. 2008, 11, 605–611. [Google Scholar]
- Silva, R.V.; Neves, R.; Brito, J.; Dhir, R.K. Carbonation behaviour of recycled aggregate concrete. Cem. Concr. Compos. 2015, 62, 22–32. [Google Scholar] [CrossRef] [Green Version]
- Liu, S.H.; Yan, P.Y. Properties and microstructure of high performance recycled aggregate concrete. J. Chin. Ceram. Soc. 2007, 35, 456–460. [Google Scholar]
- Thomas, C.; Setién, J.; Polanco, J.A. Structural recycled aggregate concrete made with precast wastes. Constr. Build. Mater. 2016, 114, 536–546. [Google Scholar] [CrossRef] [Green Version]
- Brito, J.; Ferreira, J.; Pacheco, J.; Soares, D.; Guerreiro, M. Structural, material, mechanical and durability properties and behaviour of recycled aggregates concrete. J. Build. Eng. 2016, 6, 1–16. [Google Scholar] [CrossRef]
- Bravo, M.; Brito, J.; Pontes, J.; Evangelista, L. Durability performance of concrete with recycled aggregates from construction and demolition waste plants. Constr. Build. Mater. 2015, 77, 357–369. [Google Scholar] [CrossRef]
- Faella, C.; Lima, C.; Martinelli, E.; Pepe, M.; Realfonzo, R. Mechanical and durability performance of sustainable structural concretes: An experimental study. Cem. Concr. Compos. 2016, 71, 85–96. [Google Scholar] [CrossRef]
- Nobuaki, O.; Shin-Ichi, M.; Wanchai, Y. Influence of recycled aggregate on interfacial transition zone, strength, chloride penetration and carbonation of concrete. J. Mater. Civ. Eng. 2003, 15, 443–451. [Google Scholar]
- Vázquez, E.; Barra, M.; Aponte, D.; Jiménez, C.; Valls, S. Improvement of the durability of concrete with recycled aggregates in chloride exposed environment. Constr. Build. Mater. 2014, 67, 61–67. [Google Scholar] [CrossRef]
- Chang, H. Chloride binding capacity of pastes influenced by carbonation under three conditions. Cem. Concr. Compos. 2017, 84, 1–9. [Google Scholar] [CrossRef]
- Chang, H.; Feng, P.; Lyu, K.; Liu, J. A novel method for assessing C-S-H chloride adsorption in cement pastes. Constr. Build. Mater. 2019, 225, 324–331. [Google Scholar] [CrossRef]
- Zhang, W.; Wang, S.; Zhao, P.; Lu, L.; Cheng, X. Effect of the optimized triple mixing method on the ITZ microstructure and performance of recycled aggregate concrete. Constr. Build. Mater. 2019, 203, 601–607. [Google Scholar] [CrossRef]
- Khedmati, M.; Kim, Y.R.; Turner, J.A. Investigation of the interphase between recycled aggregates and cementitious binding materials using integrated microstructural-nanomechanical-chemical characterization. Compos. Part B Eng. 2019, 158, 218–229. [Google Scholar] [CrossRef]
- Li, W. Application Research of Recycled Concrete and Recycled Blocks in Green Buildings. Energy Conserv. 2019, 5, 16–17. [Google Scholar]
- Liu, C. Study on Mechanical Properties of Recycled Concrete Based on Pavement Tensile Strength. Sichuan Build. Mater. 2019, 45, 1–3. [Google Scholar]
- Standard for Test Method of Mechanical Properties on Ordinary Concrete (GB/T 50081-2002); Ministry of Construction of the People’s Republic of China: Beijing, China, 2003; pp. 53–67.
- Technical Code on the Application of Recycled Aggregate Concrete (DG/TJ 08-2018-2007); Shanghai Construction and Transportation Commission: Shanghai, China, 2007; pp. 81–94.
- Standard for Test Methods of Long-Term Performance and Durability of Ordinary Concrete (GB/T 50082-2009); China Building Industry Press: Beijing, China, 2010; pp. 184–197.
- Lee, G.C.; Choi, H.B. Study on interfacial transition zone properties of recycled aggregate by micro-hardness test. Constr. Build. Mater. 2013, 40, 455–460. [Google Scholar] [CrossRef]
- Liu, Q. Effect of Recycled Aggregate Treatment on Concrete Performance under Freezing and Thawing Cycle. J. Shandong Agric. Univ. 2019, 50, 1–5. [Google Scholar]
- Tang, B.; Wang, L.; Zong, L.; Chen, L.; Zhang, C. Experimental study on frost resistance of recycled brick aggregate recycled concrete. Jiangsu Build. Mater. 2015, 3, 26–29. [Google Scholar]
- Shu, Q.; Jiang, X.; Dong, Y. Experimental study on durability of brick-rich recycled aggregate concrete. J. Hebei Univ. Eng. 2017, 34, 43–47. [Google Scholar]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | TiO2 | Na2O | K2O | SO3 |
|---|---|---|---|---|---|---|---|---|
| 21.1 | 7.81 | 2.91 | 54.4 | 3.187 | 0.425 | 0.191 | 0.399 | 2.930 |
| Items | Clay (%) | Brick (%) | Elongated and Flaky Particle (%) | Crushing Value (%) | Water Absorption (%) | Apparent Density (kg/m3) |
|---|---|---|---|---|---|---|
| RCA | 1.1 | 0.6 | 6.50 | 17.6 | 6.40 | 2544 |
| RFA | 0.7 | 0.4 | / | / | 26.3 | 2562 |
| NO. | W/C | Cement | Coarse Aggregate | Fine Aggregate | Water | Superplasticizer | ||
|---|---|---|---|---|---|---|---|---|
| Natural | Recycled | Natural | Recycled | |||||
| H0 | 0.39 | 330 | 1136 | 0 | 760 | 0 | 130 | 1 |
| HDC30 | 0.39 | 330 | 795 | 341 | 760 | 0 | 130 | 1 1 1 1 |
| HDC50 | 568 | 568 | ||||||
| HDC70 | 341 | 795 | ||||||
| HDC100 | 0 | 1136 | ||||||
| HDX30 | 0.39 | 330 | 1136 | 0 | 532 | 228 | 130 | 1 1 1 2 |
| HDX50 | 380 | 380 | ||||||
| HDX70 | 228 | 532 | ||||||
| HDX100 | 0 | 760 | ||||||
| HF30 | 0.39 | 330 | 795 | 341 | 532 | 228 | 130 | 1 2 2 3 |
| HF50 | 568 | 568 | 380 | 380 | ||||
| HF70 | 341 | 795 | 228 | 532 | ||||
| HF100 | 0 | 1136 | 0 | 760 | ||||
| Service Conditions | Frost Resistance Grade | |
|---|---|---|
| Non-heating regions (average temperature in the coldest month >−5 °C) | F15 | |
| Heating regions | RH ≤ 50% | F25 |
| RH > 50% | F35 | |
| Positions impacted by cyclic wetting-drying or water level changing | ≥F50 | |
| NO. | Cycles | ||
|---|---|---|---|
| 25 | 50 | 75 | |
| H0 | Intact | Small number of holes | Large number of holes |
| HDX50 | Intact | Small number of holes | Large number of holes; slight pitted surface |
| HDX70 | Roughly intact | Small number of holes; slight pitted surface | Pitted surface; slight paste spalling |
| HDC50 | Slight damage in corners; Small number of holes | Large number of holes; pitted surface | Pitted surface; paste spalling |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, P.; Chang, H.; Xu, G.; Liu, Q.; Jin, Z.; Liu, J. Feasibility of Utilizing Recycled Aggregate Concrete for Revetment Construction of the Lower Yellow River. Materials 2019, 12, 4237. https://doi.org/10.3390/ma12244237
Feng P, Chang H, Xu G, Liu Q, Jin Z, Liu J. Feasibility of Utilizing Recycled Aggregate Concrete for Revetment Construction of the Lower Yellow River. Materials. 2019; 12(24):4237. https://doi.org/10.3390/ma12244237
Chicago/Turabian StyleFeng, Pan, Honglei Chang, Guodong Xu, Qiaoling Liu, Zuquan Jin, and Jian Liu. 2019. "Feasibility of Utilizing Recycled Aggregate Concrete for Revetment Construction of the Lower Yellow River" Materials 12, no. 24: 4237. https://doi.org/10.3390/ma12244237
APA StyleFeng, P., Chang, H., Xu, G., Liu, Q., Jin, Z., & Liu, J. (2019). Feasibility of Utilizing Recycled Aggregate Concrete for Revetment Construction of the Lower Yellow River. Materials, 12(24), 4237. https://doi.org/10.3390/ma12244237