Scanning 3DXRD Measurement of Grain Growth, Stress, and Formation of Cu6Sn5 around a Tin Whisker during Heat Treatment

 , ,
, ,
Abstract
:
1. Introduction
2. Method
2.1. Sample Description
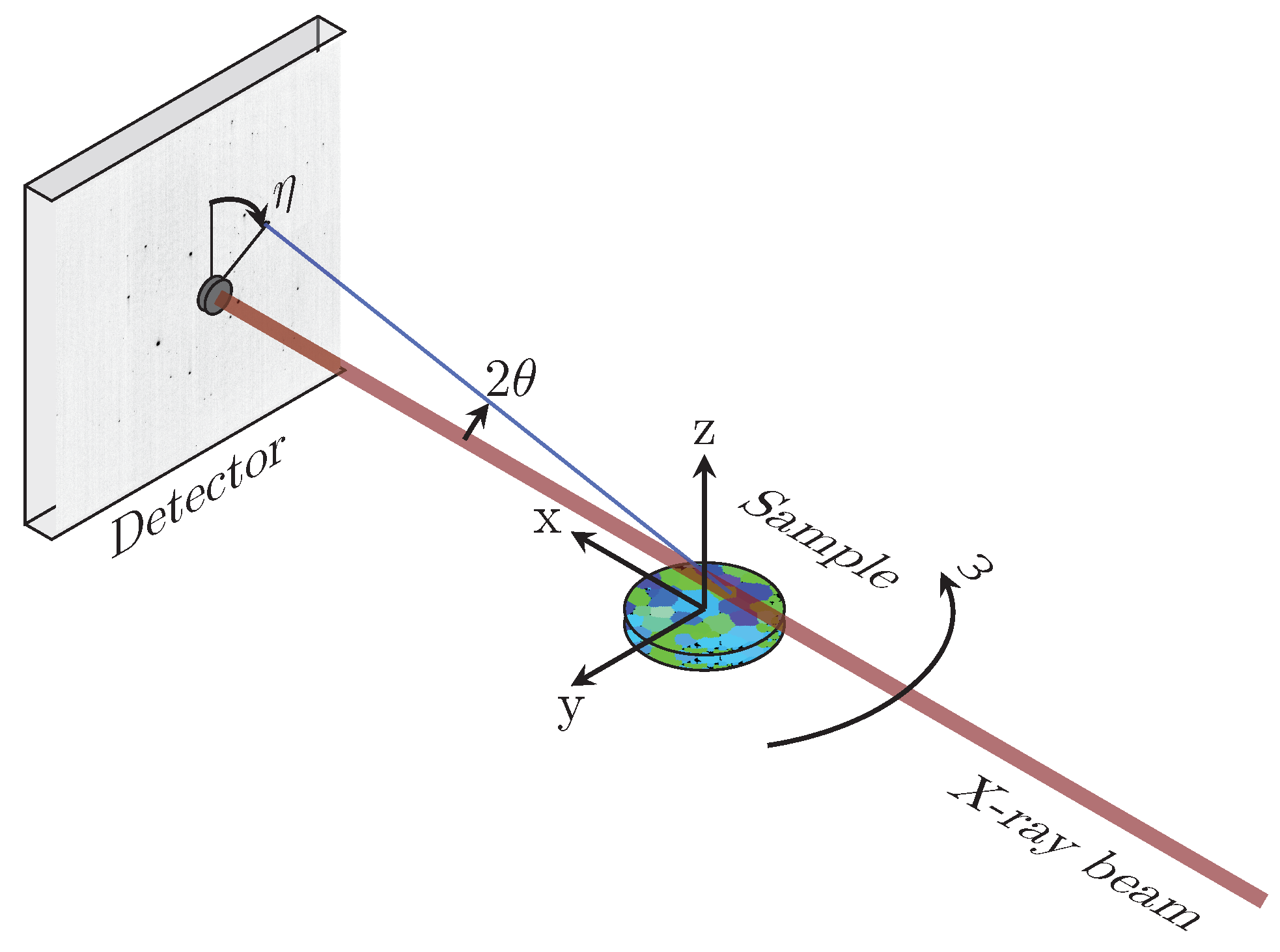
2.2. Scanning 3DXRD
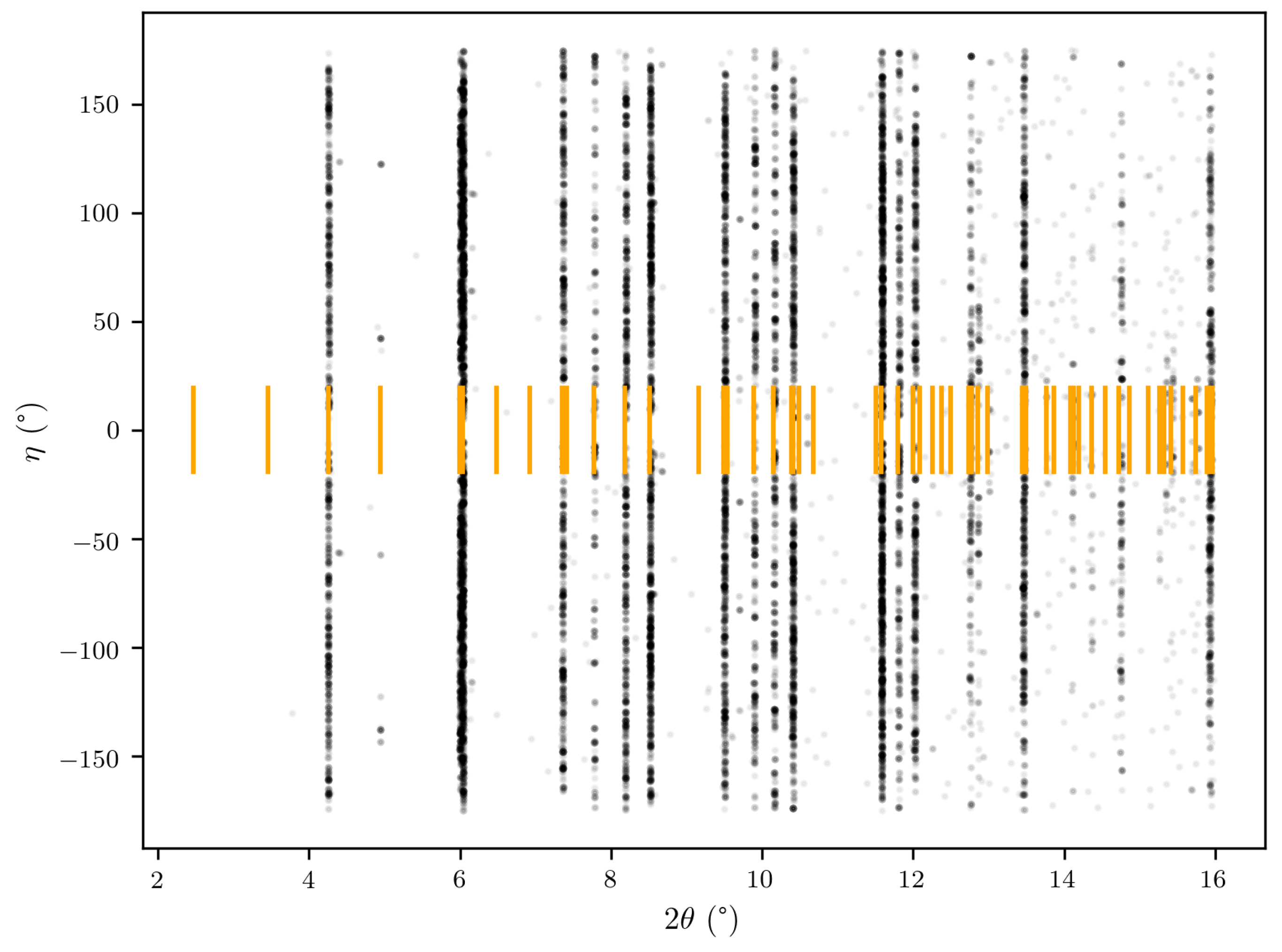
2.2.1. Data Acquisition
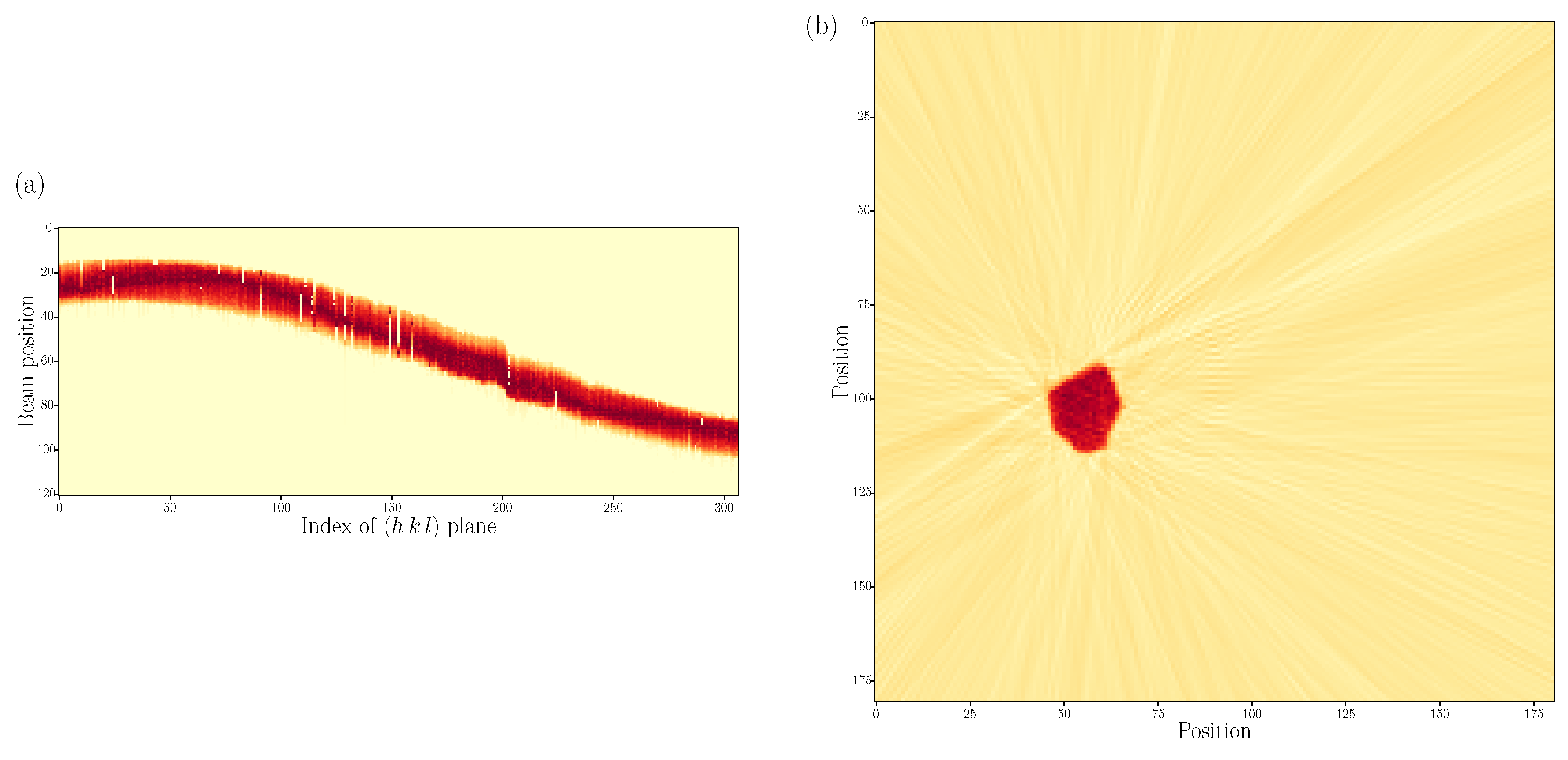
2.2.2. Data Analysis
| Algorithm 1: Algorithm for reconstruction of intragranular variations of matrices. |
| Input : Average matrices for all grains. Positions of all diffraction peaks. Output: matrices, locally refined in each voxel of the grain map.  |
3. Results and Discussion
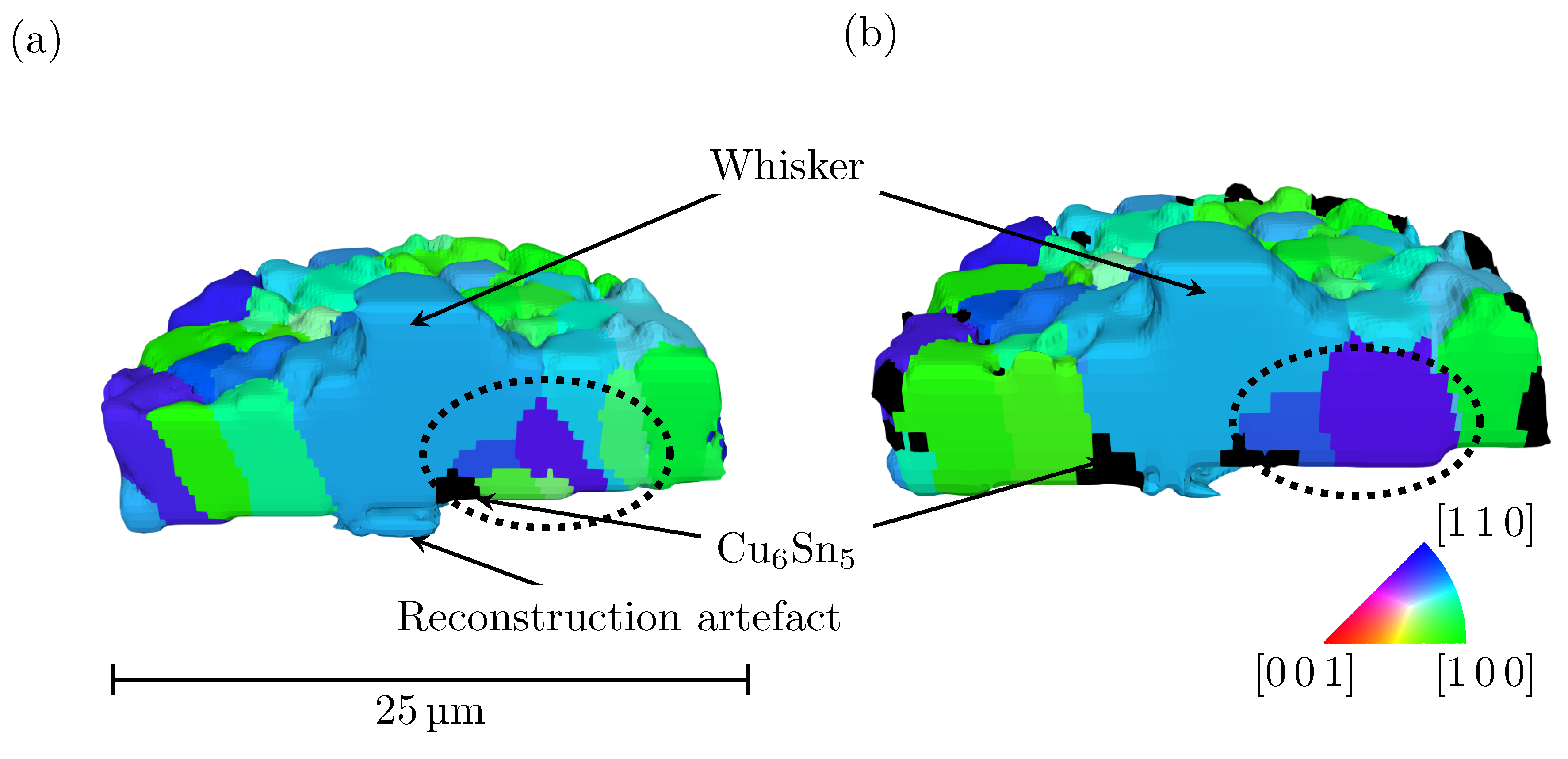
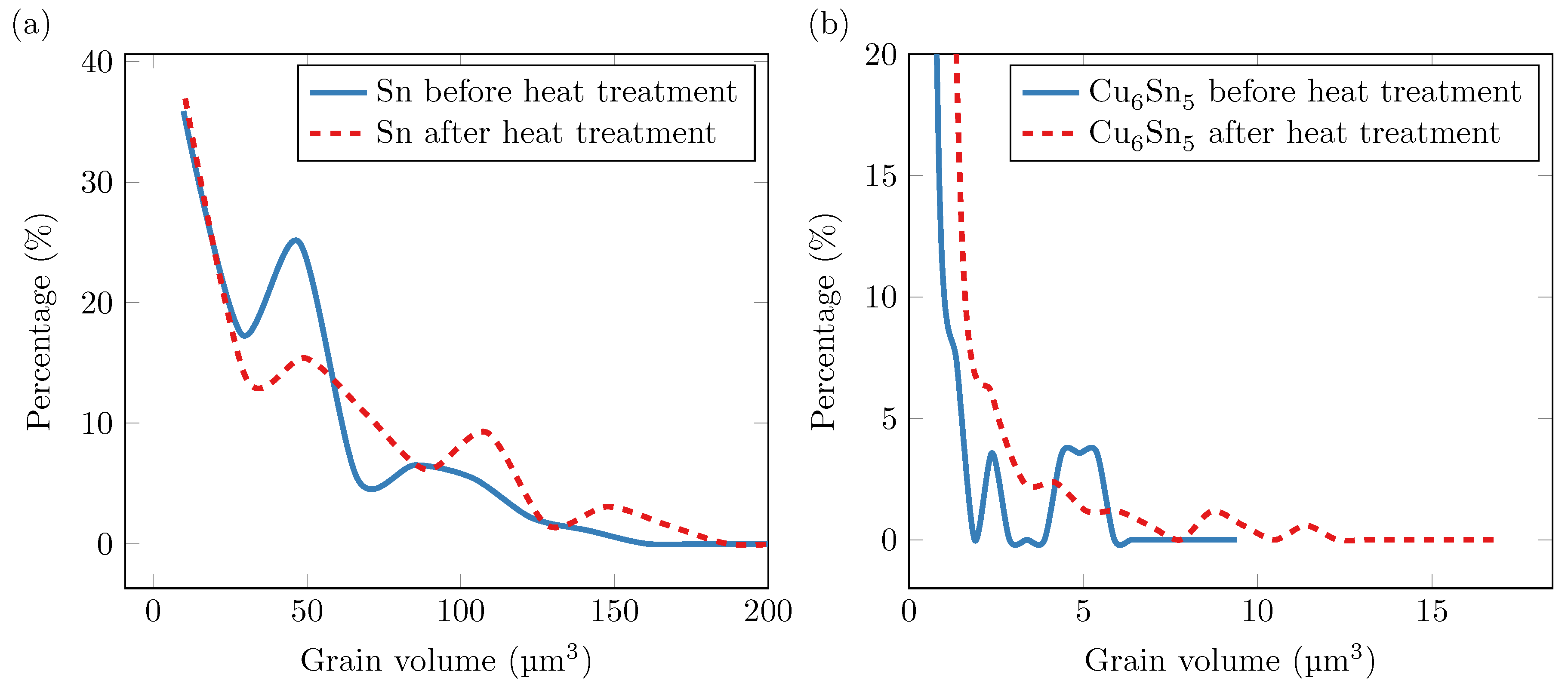
3.1. Grain Growth
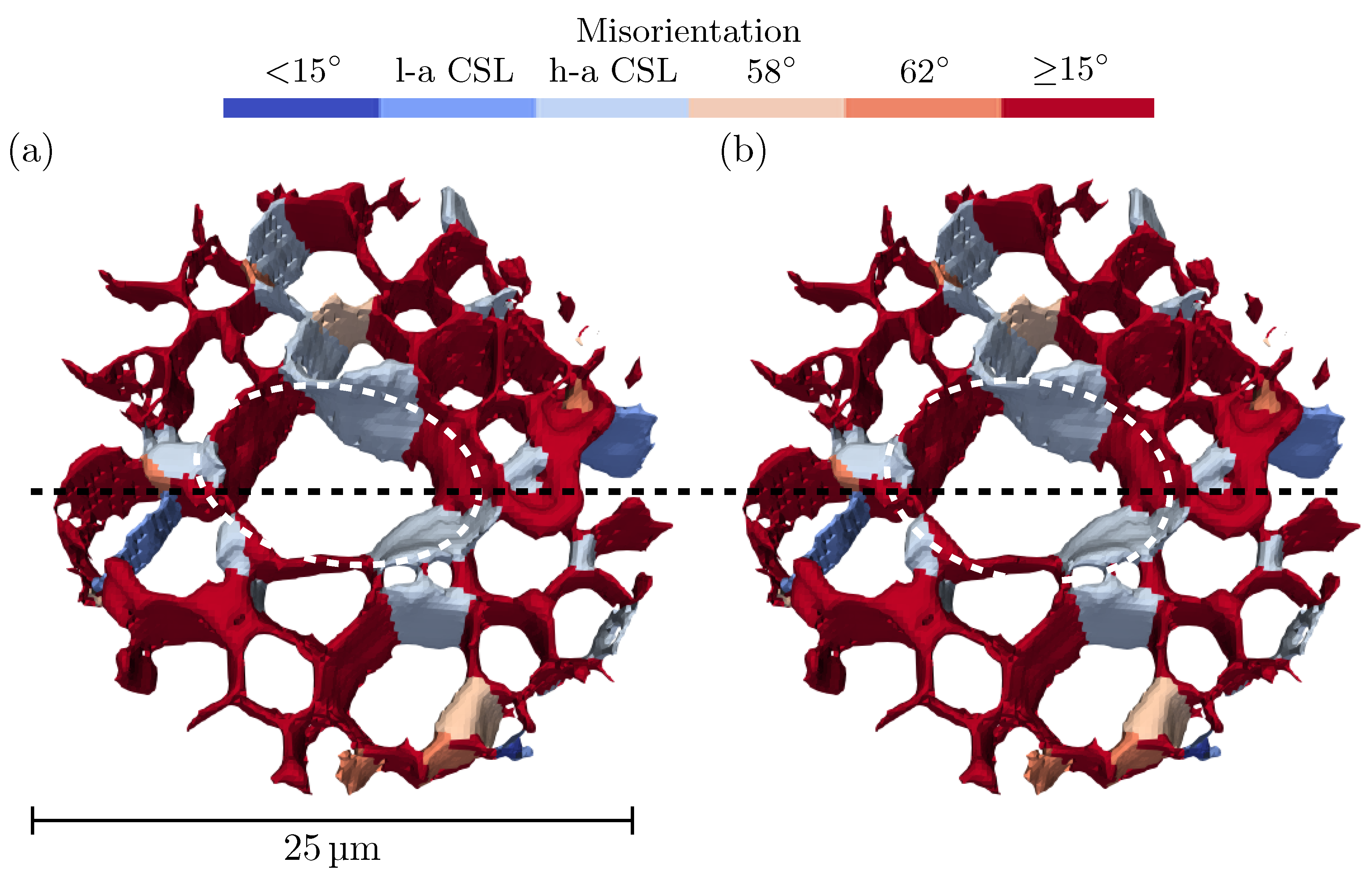
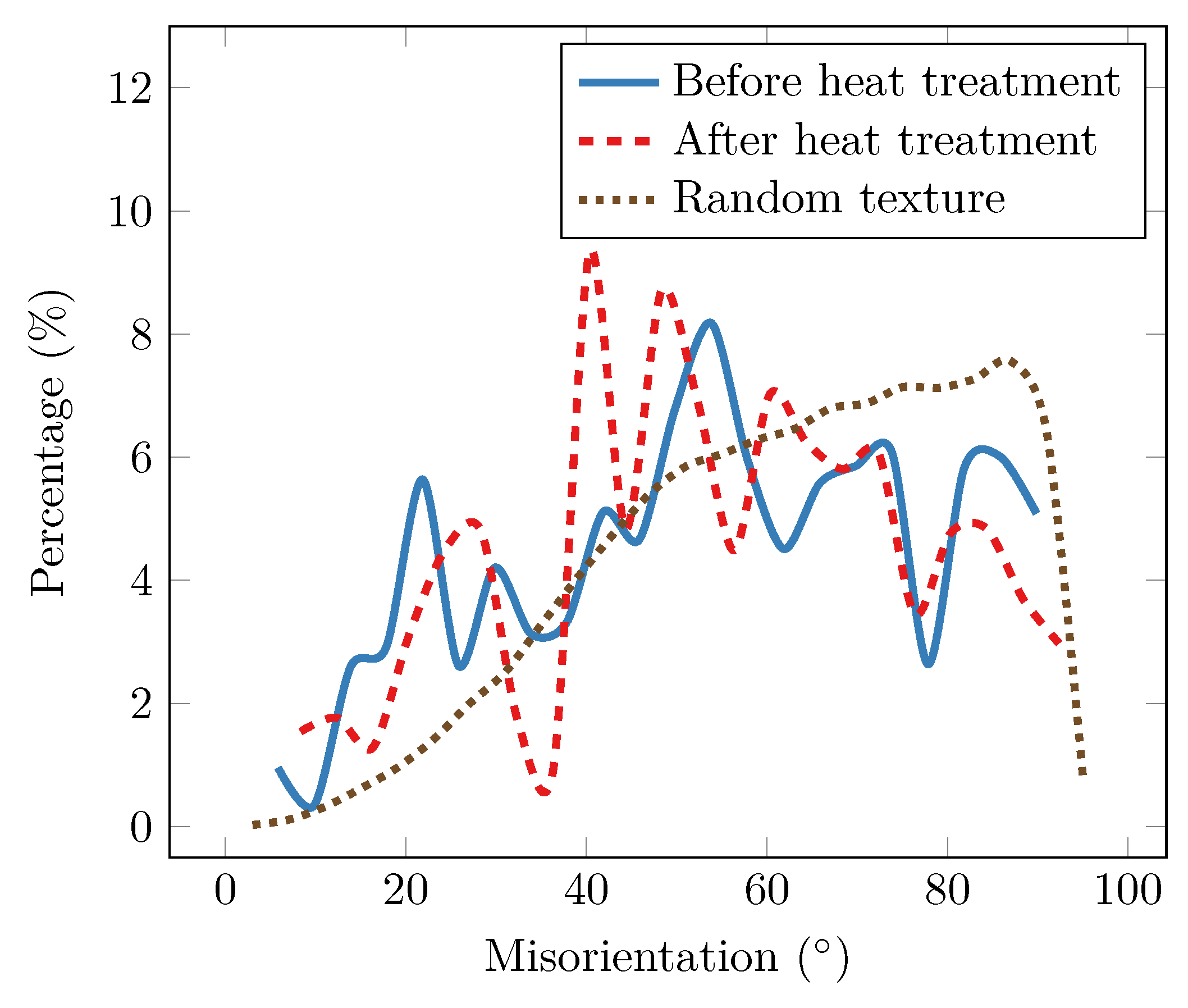
3.2. Grain Boundary Misorientation
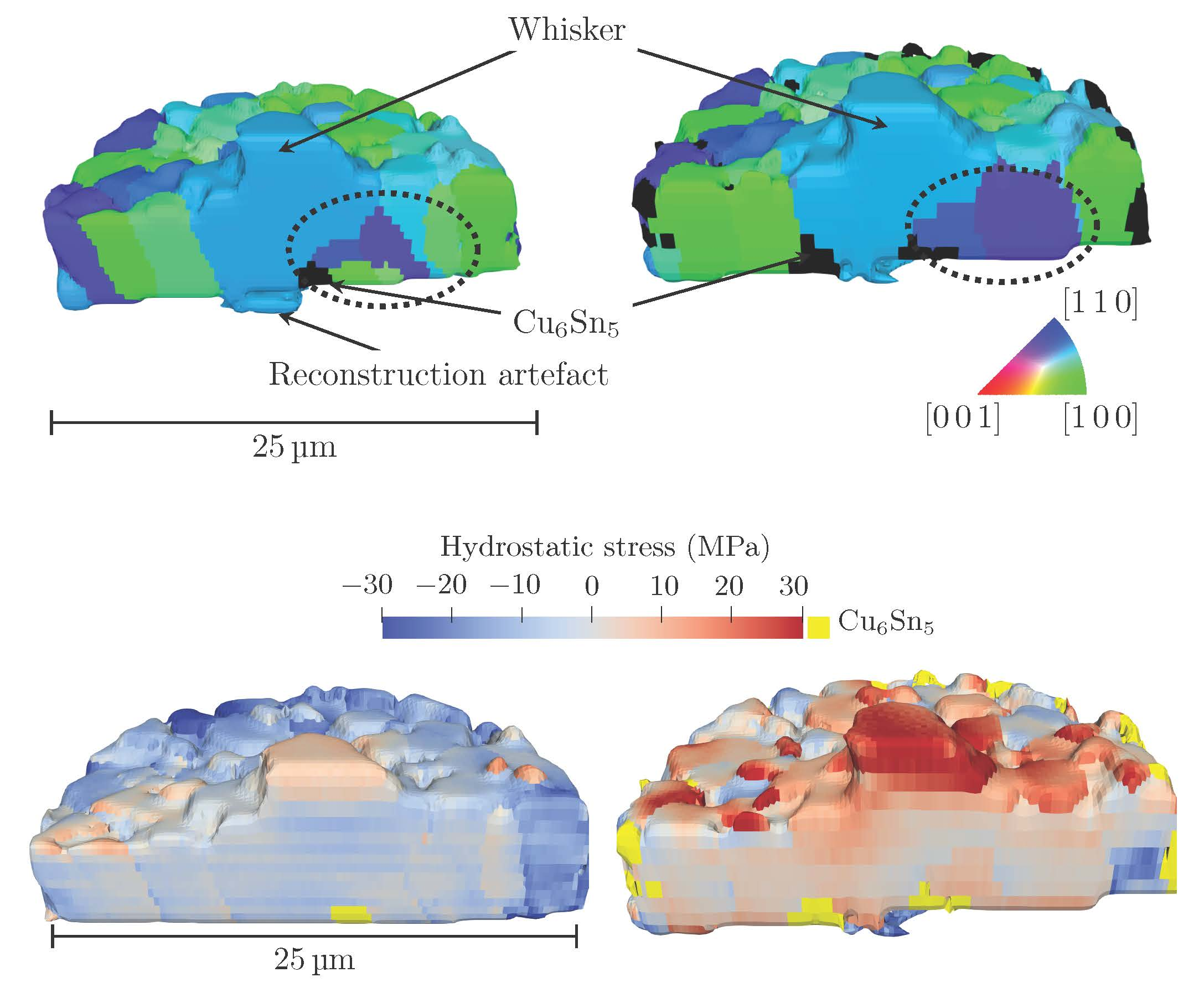
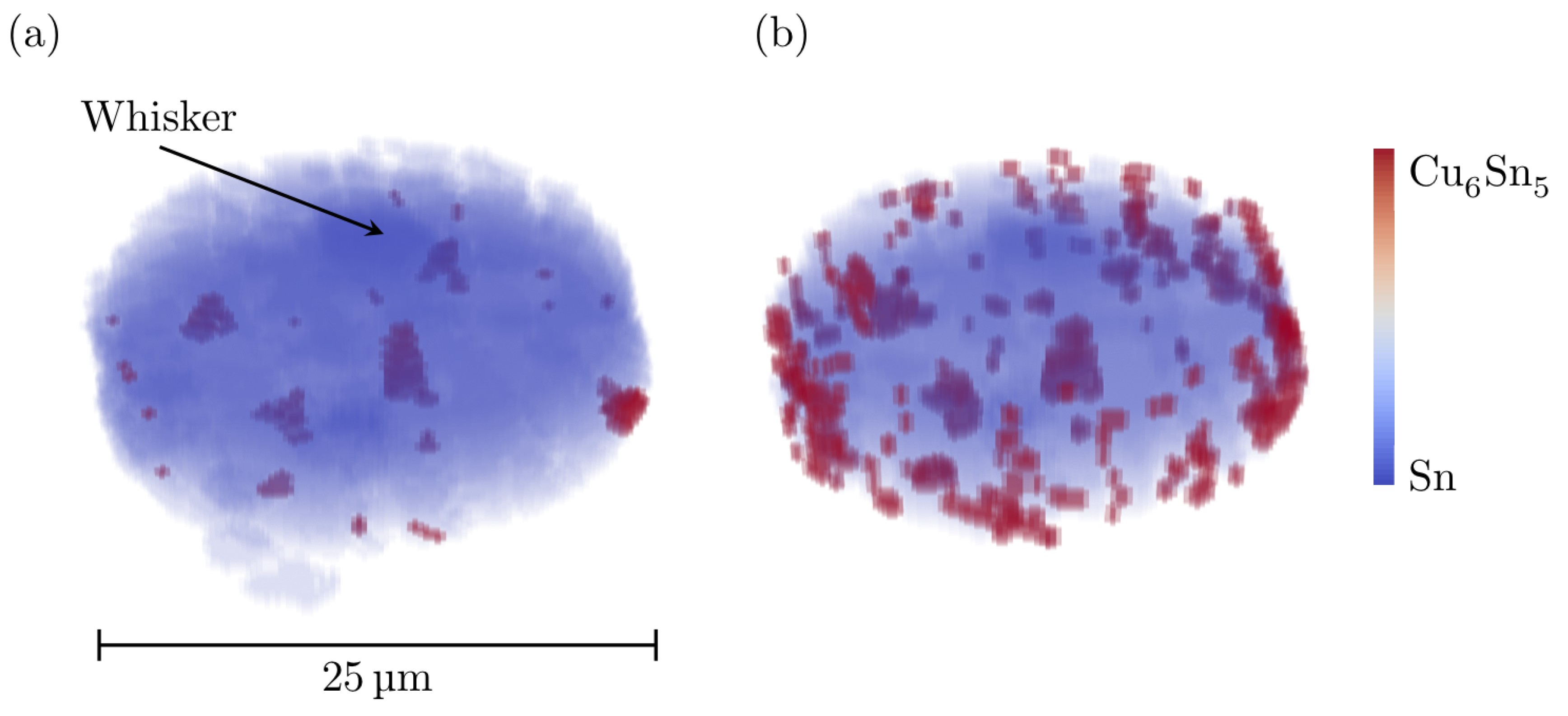
3.3. Growth and Crystal Structure of Cu6Sn5
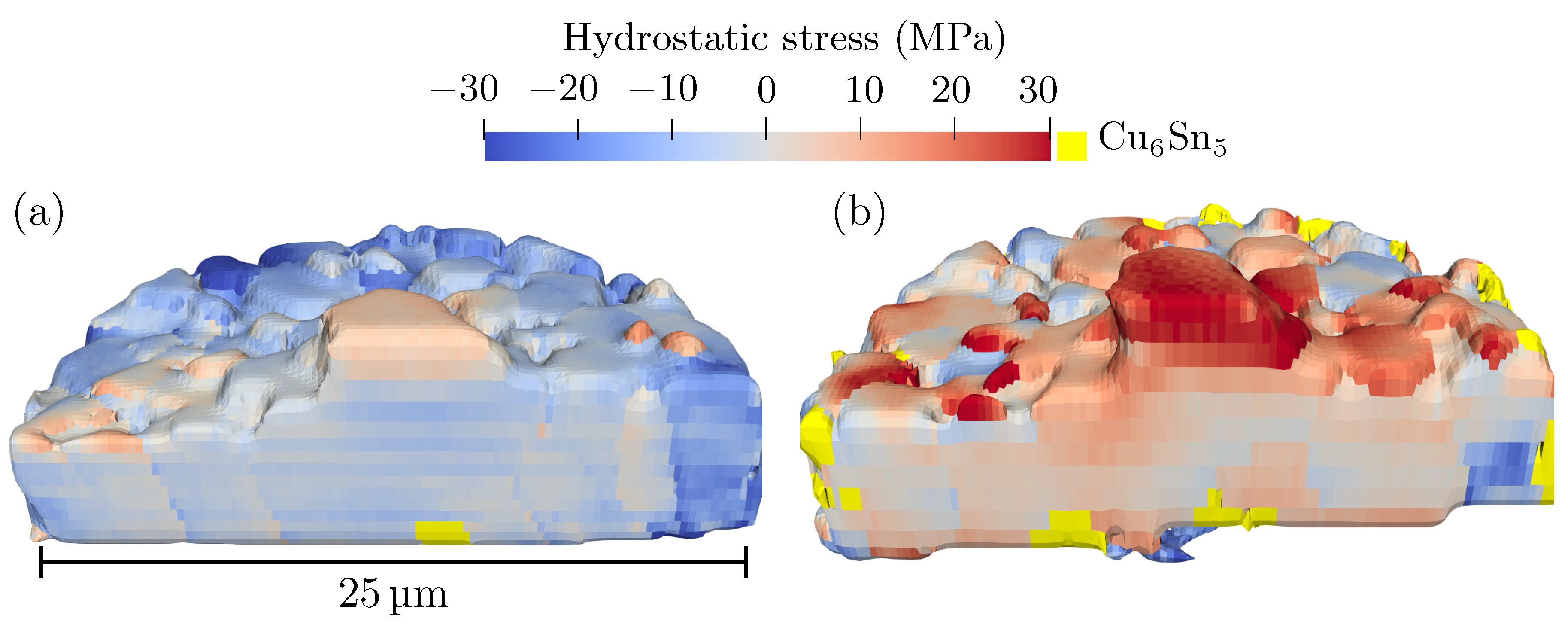
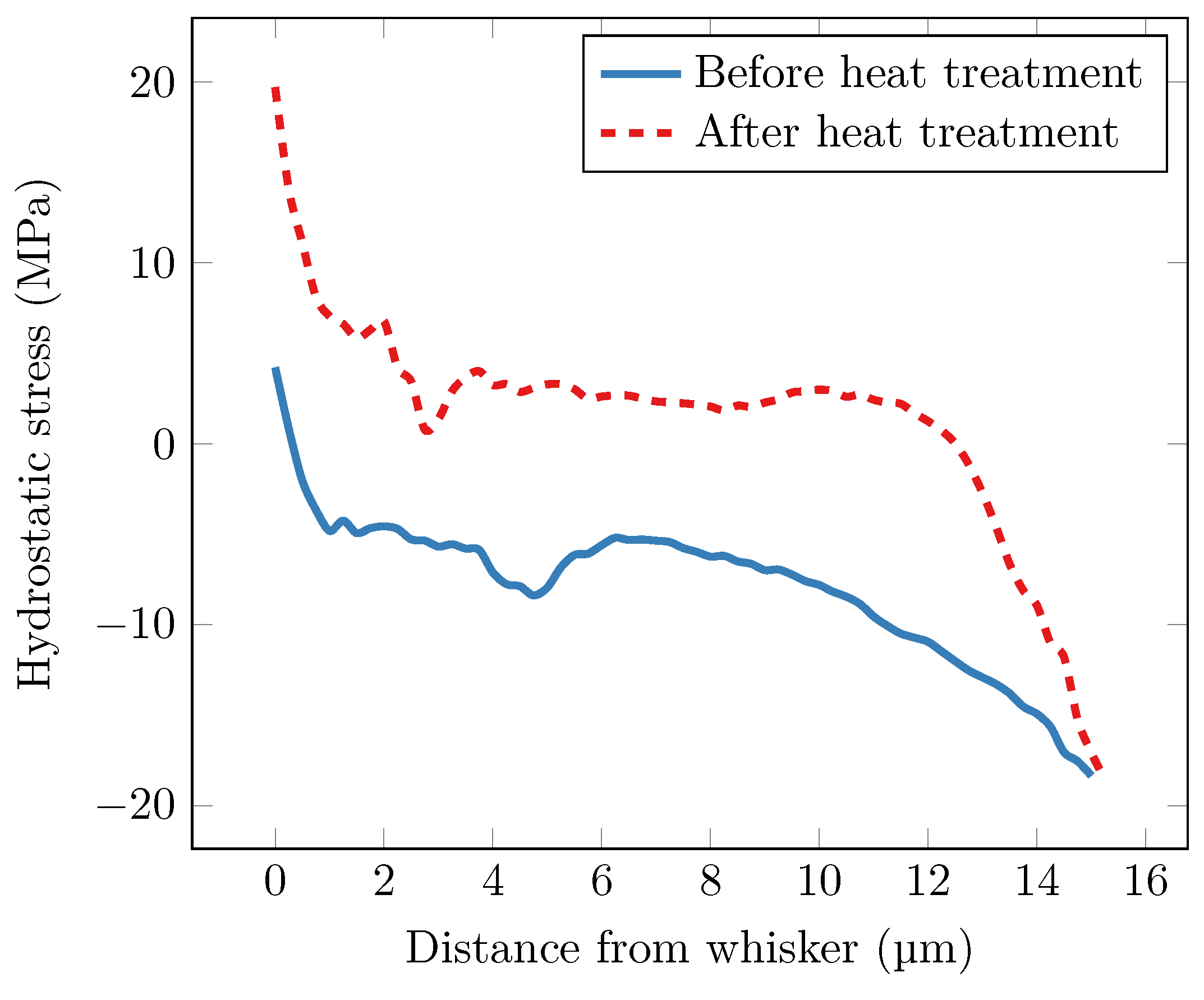
3.4. Stress Field
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cheng, S.; Huang, C.M.; Pecht, M. A review of lead-free solders for electronics applications. Microelectron. Reliab. 2017, 75, 77–95. [Google Scholar] [CrossRef]
- NASA. Tin (and Other Metal) Whisker Induced Failures. 2018. Available online: https://nepp.nasa.gov/whisker/failures/ (accessed on 17 August 2018).
- Compton, K.; Mendizza, A.; Arnold, S. Filamentary growths on metal surfaces—“whiskers”. Corrosion 1951, 7, 327–334. [Google Scholar] [CrossRef]
- Pitt, C.H.; Henning, R.G. Pressure-induced growth of metal whiskers. J. Appl. Phys. 1964, 35, 459–460. [Google Scholar] [CrossRef]
- Galyon, G.T. Annotated tin whisker bibliography and anthology. IEEE Trans. Electron. Packag. Manuf. 2005, 28, 94–122. [Google Scholar] [CrossRef]
- Sobiech, M.; Welzel, U.; Mittemeijer, E.; Hügel, W.; Seekamp, A. Driving force for Sn whisker growth in the system Cu–Sn. Appl. Phys. Lett. 2008, 93, 011906. [Google Scholar] [CrossRef]
- Sobiech, M.; Wohlschlögel, M.; Welzel, U.; Mittemeijer, E.; Hügel, W.; Seekamp, A.; Liu, W.; Ice, G.E. Local, submicron, strain gradients as the cause of Sn whisker growth. Appl. Phys. Lett. 2009, 94, 221901. [Google Scholar] [CrossRef]
- Sun, Y.; Hoffman, E.N.; Lam, P.S.; Li, X. Evaluation of local strain evolution from metallic whisker formation. Scr. Mater. 2011, 65, 388–391. [Google Scholar] [CrossRef]
- Choi, W.; Lee, T.; Tu, K.; Tamura, N.; Celestre, R.; MacDowell, A.; Bong, Y.; Nguyen, L. Tin whiskers studied by synchrotron radiation scanning X-ray micro-diffraction. Acta Mater. 2003, 51, 6253–6261. [Google Scholar] [CrossRef]
- Hektor, J.; Micha, J.S.; Hall, S.A.; Iyengar, S.; Ristinmaa, M. Long term evolution of microstructure and stress around tin whiskers investigated using Laue microdiffraction. submitted.
- Deng, X.; Piotrowski, G.; Williams, J.; Chawla, N. Influence of initial morphology and thickness of Cu6Sn5 and Cu3Sn intermetallics on growth and evolution during thermal aging of Sn-Ag solder/Cu joints. J. Electron. Mater. 2003, 32, 1403–1413. [Google Scholar] [CrossRef]
- Frear, D.; Vianco, P. Intermetallic growth and mechanical behavior of low and high melting temperature solder alloys. Metall. Mater. Trans. A 1994, 25, 1509–1523. [Google Scholar] [CrossRef]
- Tang, W.M.; He, A.Q.; Qi, L.; Ivey, D. Solid state interfacial reactions in electrodeposited Cu/Sn couples. Trans. Nonferr. Met. Soc. China 2010, 20, 90–96. [Google Scholar] [CrossRef]
- Tu, K.; Thompson, R. Kinetics of interfacial reaction in bimetallic Cu-Sn thin films. Acta Metall. 1982, 30, 947–952. [Google Scholar] [CrossRef]
- Hektor, J.; Ristinmaa, M.; Hallberg, H.; Hall, S.A.; Iyengar, S. Coupled diffusion-deformation multiphase field model for elastoplastic materials applied to the growth of Cu6Sn5. Acta Mater. 2016, 108, 98–109. [Google Scholar] [CrossRef]
- Poulsen, H.F. Three-Dimensional X-Ray Diffraction Microscopy: Mapping Polycrystals and Their Dynamics; Springer Science & Business Media: New York, NY, USA, 2004; Volume 205. [Google Scholar]
- Lienert, U.; Li, S.; Hefferan, C.; Lind, J.; Suter, R.; Bernier, J.; Barton, N.; Brandes, M.; Mills, M.; Miller, M.; et al. High-energy diffraction microscopy at the advanced photon source. JOM 2011, 63, 70–77. [Google Scholar] [CrossRef]
- Ludwig, W.; Schmidt, S.; Lauridsen, E.M.; Poulsen, H.F. X-ray diffraction contrast tomography: A novel technique for three-dimensional grain mapping of polycrystals. I. Direct beam case. J. Appl. Crystallogr. 2008, 41, 302–309. [Google Scholar] [CrossRef]
- Larson, B.; Yang, W.; Ice, G.; Budai, J.; Tischler, J. Three-dimensional X-ray structural microscopy with submicrometre resolution. Nature 2002, 415, 887–890. [Google Scholar] [CrossRef] [PubMed]
- Hektor, J.; Marijon, J.B.; Ristinmaa, M.; Hall, S.A.; Hallberg, H.; Iyengar, S.; Micha, J.S.; Robach, O.; Grennerat, F.; Castelnau, O. Evidence of 3D strain gradients associated with tin whisker growth. Scr. Mater. 2018, 144, 1–4. [Google Scholar] [CrossRef]
- Hayashi, Y.; Hirose, Y.; Seno, Y. Polycrystal orientation mapping using scanning three-dimensional X-ray diffraction microscopy. J. Appl. Crystallogr. 2015, 48, 1094–1101. [Google Scholar] [CrossRef]
- Hayashi, Y.; Setoyama, D.; Seno, Y. Scanning Three-Dimensional X-Ray Diffraction Microscopy with a High-Energy Microbeam at SPring-8; Materials Science Forum; Trans Tech Publ: Zurich, Switzerland, 2017; Volume 905, pp. 157–164. [Google Scholar]
- Boettinger, W.J.; Johnson, C.; Bendersky, L.A.; Moon, K.W.; Williams, M.E.; Stafford, G.R. Whisker and hillock formation on Sn, Sn–Cu and Sn–Pb electrodeposits. Acta Mater. 2005, 53, 5033–5050. [Google Scholar] [CrossRef]
- Snigirev, A.; Snigireva, I.; Grigoriev, M.; Yunkin, V.; Di Michiel, M.; Vaughan, G.; Kohn, V.; Kuznetsov, S. High energy X-ray nanofocusing by silicon planar lenses. J. Phys. 2009, 186, 012072. [Google Scholar] [CrossRef]
- Sørensen, H.O.; Schmidt, S.; Wright, J.P.; Vaughan, G.B.; Techert, S.; Garman, E.F.; Oddershede, J.; Davaasambuu, J.; Paithankar, K.S.; Gundlach, C.; et al. Multigrain crystallography. Z. Krist. Cryst. Mater. 2012, 227, 63–78. [Google Scholar] [CrossRef]
- Wright, J. ImageD11. 2017. Available online: https://github.com/FABLE-3DXRD/ImageD11/ (accessed on 12 April 2018).
- Busing, W.R.; Levy, H.A. Angle calculations for 3-and 4-circle X-ray and neutron diffractometers. Acta Crystallogr. 1967, 22, 457–464. [Google Scholar] [CrossRef]
- Van der Walt, S.; Schönberger, J.L.; Nunez-Iglesias, J.; Boulogne, F.; Warner, J.D.; Yager, N.; Gouillart, E.; Yu, T. scikit-image: Image processing in Python. PeerJ 2014, 2, e453. [Google Scholar] [CrossRef] [PubMed]
- Ashworth, M.A.; Wilcox, G.D.; Higginson, R.L.; Heath, R.J.; Liu, C.; Mortimer, R.J. The effect of electroplating parameters and substrate material on tin whisker formation. Microelectron. Reliab. 2015, 55, 180–191. [Google Scholar] [CrossRef]
- Buchovecky, E.J.; Du, N.; Bower, A.F. A model of Sn whisker growth by coupled plastic flow and grain boundary diffusion. Appl. Phys. Lett. 2009, 94, 191904. [Google Scholar] [CrossRef]
- Reinbold, L.; Jadhav, N.; Chason, E.; Kumar, K.S. Relation of Sn whisker formation to intermetallic growth: Results from a novel Sn–Cu “bimetal ledge specimen”. J. Mater. Res. 2009, 24, 3583–3589. [Google Scholar] [CrossRef]
- Tu, K.; Li, J. Spontaneous whisker growth on lead-free solder finishes. Mater. Sci. Eng. A 2005, 409, 131–139. [Google Scholar] [CrossRef]
- Smetana, J. Theory of tin whisker growth:“The end game”. IEEE Trans. Electron. Packag. Manuf. 2007, 30, 11–22. [Google Scholar] [CrossRef]
- Telang, A.; Bieler, T. The orientation imaging microscopy of lead-free Sn-Ag solder joints. JOM 2005, 57, 44–49. [Google Scholar] [CrossRef]
- Lehman, L.; Xing, Y.; Bieler, T.; Cotts, E. Cyclic twin nucleation in tin-based solder alloys. Acta Mater. 2010, 58, 3546–3556. [Google Scholar] [CrossRef]
- Grimmer, H. The distribution of disorientation angles if all relative orientations of neighbouring grains are equally probable. Scr. Metall. 1979, 13, 161–164. [Google Scholar] [CrossRef]
- Morawiec, A. Misorientation-angle distribution of randomly oriented symmetric objects. J. Appl. Crystallogr. 1995, 28, 289–293. [Google Scholar] [CrossRef]
- Sheng, G.T.; Hu, C.; Choi, W.; Tu, K.; Bong, Y.; Nguyen, L. Tin whiskers studied by focused ion beam imaging and transmission electron microscopy. J. Appl. Phys. 2002, 92, 64–69. [Google Scholar] [CrossRef]
- Fürtauer, S.; Li, D.; Cupid, D.; Flandorfer, H. The Cu–Sn phase diagram, Part I: New experimental results. Intermetallics 2013, 34, 142–147. [Google Scholar] [CrossRef]
- Ghosh, G.; Asta, M. Phase stability, phase transformations, and elastic properties of Cu6Sn5: Ab initio calculations and experimental results. J. Mater. Res. 2005, 20, 3102–3117. [Google Scholar] [CrossRef]
- Laurila, T.; Vuorinen, V.; Kivilahti, J. Interfacial reactions between lead-free solders and common base materials. Mater. Sci. Eng. R Rep. 2005, 49, 1–60. [Google Scholar] [CrossRef]
- Nogita, K.; Gourlay, C.; McDonald, S.; Wu, Y.; Read, J.; Gu, Q. Kinetics of the η–η′ transformation in Cu6Sn5. Scr. Mater. 2011, 65, 922–925. [Google Scholar] [CrossRef]
- Darbandi, P.; Bieler, T.; Pourboghrat, F.; Lee, T.K. Crystal plasticity finite-element analysis of deformation behavior in multiple-grained lead-free solder joints. J. Electron. Mater. 2013, 42, 201–214. [Google Scholar] [CrossRef]
- LeBret, J.; Norton, M. Electron microscopy study of tin whisker growth. J. Mater. Res. 2003, 18, 585–593. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Phase | Structure | Lengths (Å) | Angles () | ||||
|---|---|---|---|---|---|---|---|
| Sn | Body-centered tetragonal | 5.811 | 5.811 | 3.173 | 90 | 90 | 90 |
| Cu6Sn5 | Hexagonal | 4.186 | 4.186 | 5.074 | 90 | 90 | 120 |
| 72.3 | 72.3 | 88.4 | 22.0 | 22.0 | 24.0 | 59.4 | 35.8 | 35.8 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hektor, J.; Hall, S.A.; Henningsson, N.A.; Engqvist, J.; Ristinmaa, M.; Lenrick, F.; Wright, J.P. Scanning 3DXRD Measurement of Grain Growth, Stress, and Formation of Cu6Sn5 around a Tin Whisker during Heat Treatment. Materials 2019, 12, 446. https://doi.org/10.3390/ma12030446
Hektor J, Hall SA, Henningsson NA, Engqvist J, Ristinmaa M, Lenrick F, Wright JP. Scanning 3DXRD Measurement of Grain Growth, Stress, and Formation of Cu6Sn5 around a Tin Whisker during Heat Treatment. Materials. 2019; 12(3):446. https://doi.org/10.3390/ma12030446
Chicago/Turabian StyleHektor, Johan, Stephen A. Hall, N. Axel Henningsson, Jonas Engqvist, Matti Ristinmaa, Filip Lenrick, and Jonathan P. Wright. 2019. "Scanning 3DXRD Measurement of Grain Growth, Stress, and Formation of Cu6Sn5 around a Tin Whisker during Heat Treatment" Materials 12, no. 3: 446. https://doi.org/10.3390/ma12030446
APA StyleHektor, J., Hall, S. A., Henningsson, N. A., Engqvist, J., Ristinmaa, M., Lenrick, F., & Wright, J. P. (2019). Scanning 3DXRD Measurement of Grain Growth, Stress, and Formation of Cu6Sn5 around a Tin Whisker during Heat Treatment. Materials, 12(3), 446. https://doi.org/10.3390/ma12030446