Method for Resistivity Measurement of Grainy Carbon and Graphite Materials





Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. The Application of the Tested Materials for Cast Iron Recarburization
4.1. Carburizer Introduction with a Solid Charge
4.2. Carburizer Introduction on the Liquid Alloy Surface
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Jordan, M.S.L.; Ramsay, P.; Verrall, K.E.; van Staveren, T.O.; Brown, M.; Davies, B.; Tzelepi, A.; Metcalfe, M.P. Determining the electrical and thermal resistivities of radiolytically- radiolyticallyoxidised nuclear graphite by small sample characterization. J. Nucl. Mater. 2018, 507, 68–77. [Google Scholar] [CrossRef]
- Kumar, D.; Arora, S. Evaluation of Physico-Chemical, Thermal and Mechanical Properties of Sintered Graphite and Mesophase Formulations. J. Mater. Sci. Eng. 2017, 6, 1. [Google Scholar] [CrossRef]
- Marinho, B.; Ghislandi, M.; Tkalya, E.; Koning, C.E.; de With, G. Electrical conductivity of compacts of graphene, multi-wall carbon nanotubes, carbon black, and graphite powder. Powder Technol. 2012, 221, 338–351. [Google Scholar] [CrossRef]
- Janerka, K.; Bartocha, D.; Szajnar, J.; Cholewa, M. The influence of different kind of carburizers and carburization on the effectiveness and iron structure. Arch. Metall. Mater. 2007, 52, 467–474. [Google Scholar]
- Janerka, K.; Jezierski, J.; Szajnar, J. The evaluation of effectiveness of liquid cast iron recarburization process by using different carburizers and methods of recarburization. In Proceedings of the 20th Anniversary International Conference on Metallurgy and Materials METAL 2011, Brno, Czech Republic, 18–20 May 2011. [Google Scholar]
- Janerka, K.; Pawlyta, M.; Jezierski, J.; Szajnar, J.; Bartocha, D. Carburiser properties transfer into the structure of melted cast iron. J. Mater. Process. Technol. 2014, 214, 794–801. [Google Scholar] [CrossRef]
- Janerka, K.; Kondracki, M.; Jezierski, J.; Szajnar, J.; Stawarz, M. Carburizer effect on cast iron solidification. J. Mater. Eng. Perform. 2014, 23, 2174–2181. [Google Scholar] [CrossRef]
- Janerka, K.; Jezierski, J.; Pawlyta, M. The properties and structure of the carburisers. Arch. Foundry Eng. 2010, 10, 67–74. [Google Scholar]
- Ehitegris Inc. Properties and Characteristics of Graphite. Available online: https://www.entegris.com/content/dam/web/resources/brochures/brochure-properties-and-characteristics-of-graphite-7329.pdf (accessed on 2 January 2019).
- Graphite Materials. Available online: https://www.www.pyrotek.com/industries/graphite-materials/ (accessed on 2 January 2019).
- ASTM C611-98. Standard Test Method for Electrical Resistivity of Manufactured Carbon and Graphite Articles at Room Temperature; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- Rattanaweeranona, S.; Limsuwana, P.; Thongpoola, V.; Piriyawonga, V.; Asanithia, P. Influence of Bulk Graphite Density on Electrical Conductivity. Procedia Eng. 2012, 32, 1100–1106. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Mao, H.K. Solid Carbon at High Pressure: Electrical Resistivity and Phase Transition. Phys. Chem. Miner. 1994, 21, 1–5. [Google Scholar] [CrossRef]
- Janerka, K.; Jezierski, J.; Szajnar, J.; Stawarz, M. Patent nr 227 630 z dnia 31.01.2018, Sposób i układ do pomiaru oporności właściwej materiałów węglowych, Urząd Patentowy Rzeczypospolitej Polskiej, in Polish. Polish patent no. 227 630; Method and Device for Resistivity Measurement of the Carbonaceous Materials, Available online: http://pubserv.uprp.pl/PublicationServer/index.php?jezyk=en (accessed on 18 February 2019).
- Sanchez-Gonzalez, J.; Macıas-Garcıa, A.; Alexandre-Franco, M.F.; Gomez-Serrano, V. Electrical conductivity of carbon blacks under compression. Carbon 2005, 43, 741–747. [Google Scholar] [CrossRef]
- Celzard, A.; Mareche, J.F.; Payot, F.; Furdin, G. Electrical conductivity of carbonaceous powders. Carbon 2002, 40, 2801–2815. [Google Scholar] [CrossRef]
- Barroso-Bogeat, A.; Alexandre-Franco, M.F.; Sanchez-Gonzalez, J.; Macıas-Garcıa, A.; Gomez-Serrano, V. Electrical conductivity of activated carbon–metal oxide nanocomposites under compression: A comparison study. Phys. Chem. Chem. Phys. 2014, 16, 25161–25175. [Google Scholar] [CrossRef] [PubMed]
- Shibata, K.; Kasai, K.; Okabe, T.; Saito, K. Electrical Resistivity of Porous Carbon Materials, “Woodceramics” at Low Temperatures. J. Porous Mater. 1996, 2, 287–290. [Google Scholar] [CrossRef]
- Pantea, D.; Darmstadt, H.; Kaliaguine, S.; Summchen, L.; Roy, C. Electrical conductivity of thermal carbon blacks. Influence of surface chemistry. Carbon 2001, 39, 1147–1158. [Google Scholar] [CrossRef]
- Szadkowski, B. Laboratory of Electrical Metrology and Electronic; Silesian University of Technology: Gliwice, Poland, 2004. (In Polish) [Google Scholar]
- Wrzuszczak, M.; Szymański, A. Electrical and Electronic Metrology: Laboratory; Opole University of Technology: Opole, Poland, 2009. (In Polish) [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Grade | C % | S % | Volatile Parts % | Ash % |
|---|---|---|---|---|
| Synthetic graphite GS | 99.20 | 0.05 | 0.30 | 0.60 |
| Synthetic graphite GS2 | 99.35 | 0.015 | 0.08 | 0.57 |
| Synthetic graphite GS3 | 99.35 | 0.02 | 0.25 | 0.57 |
| Anthracite ANT | 95.75 | 0.16 | 0.77 | 3.55 |
| Petroleum coke KN | 99.31 | 0.82 | 0.21 | 0.48 |
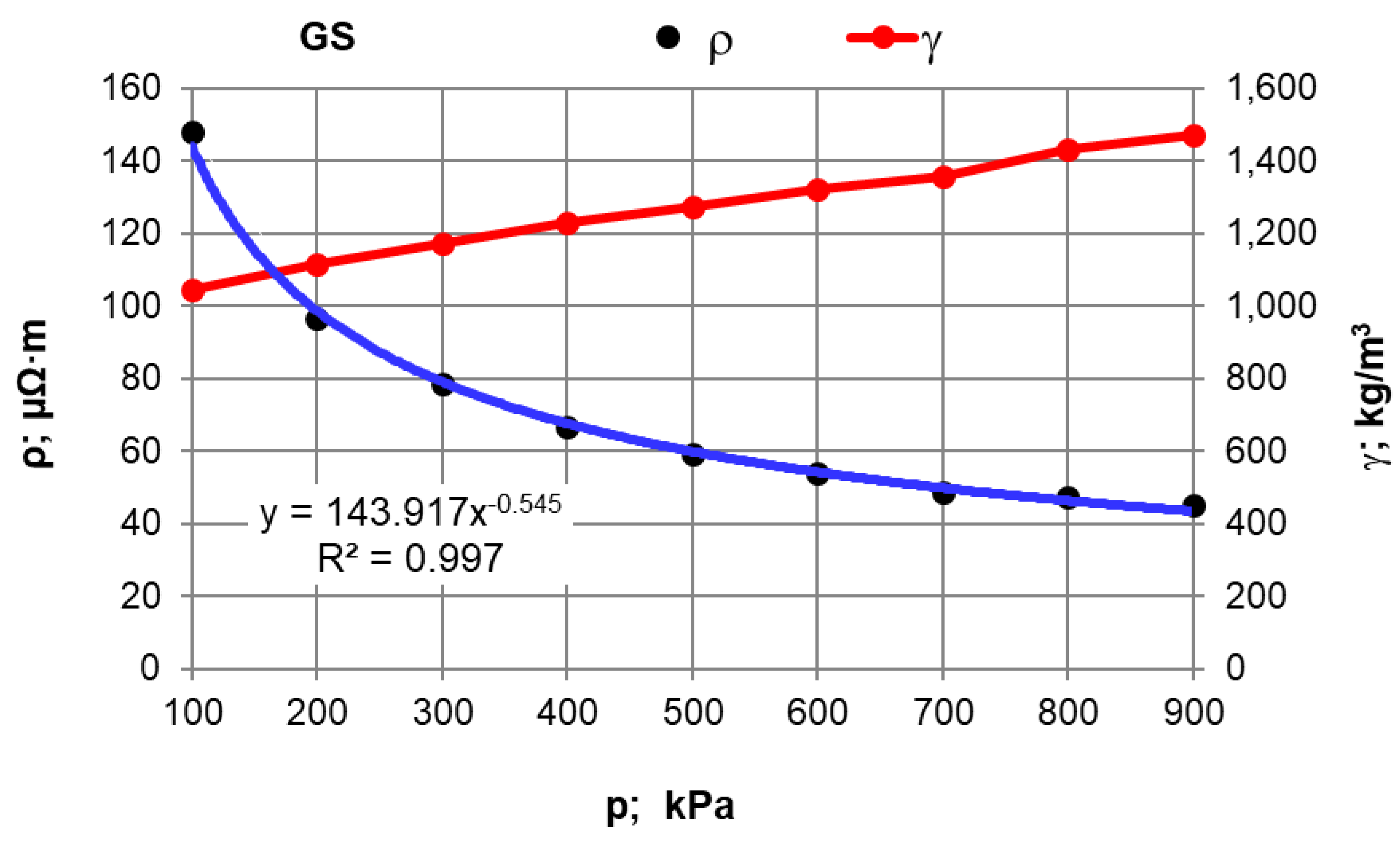
| p; kPa | UV; mV | IA; A | l; m | R; Ω | L; m | ρ; µΩ·m | γ; kg/m3 |
|---|---|---|---|---|---|---|---|
| 100 | 4.422 | 0.225 | 0.0150 | 1.965·10−2 | 0.1205 | 148.2 | 1046.28 |
| 200 | 2.882 | 0.225 | 0.0150 | 1.281·10−2 | 0.1133 | 96.6 | 1112.77 |
| 300 | 2.347 | 0.225 | 0.0150 | 1.043·10−2 | 0.1075 | 78.6 | 1173.14 |
| 400 | 1.985 | 0.225 | 0.0150 | 8.822·10−3 | 0.1027 | 66.5 | 1227.99 |
| 500 | 1.763 | 0.225 | 0.0150 | 7.836·10−3 | 0.0991 | 59.1 | 1272.22 |
| 600 | 1.603 | 0.225 | 0.0150 | 7.124·10−3 | 0.0956 | 53.7 | 1319.35 |
| 700 | 1.452 | 0.225 | 0.0150 | 6.453·10−3 | 0.0928 | 48.7 | 1358.74 |
| 800 | 1.409 | 0.225 | 0.0150 | 6.262·10−3 | 0.0887 | 47.2 | 1429.80 |
| 900 | 1.345 | 0.225 | 0.0150 | 5.978·10−3 | 0.0863 | 45.1 | 1469.90 |
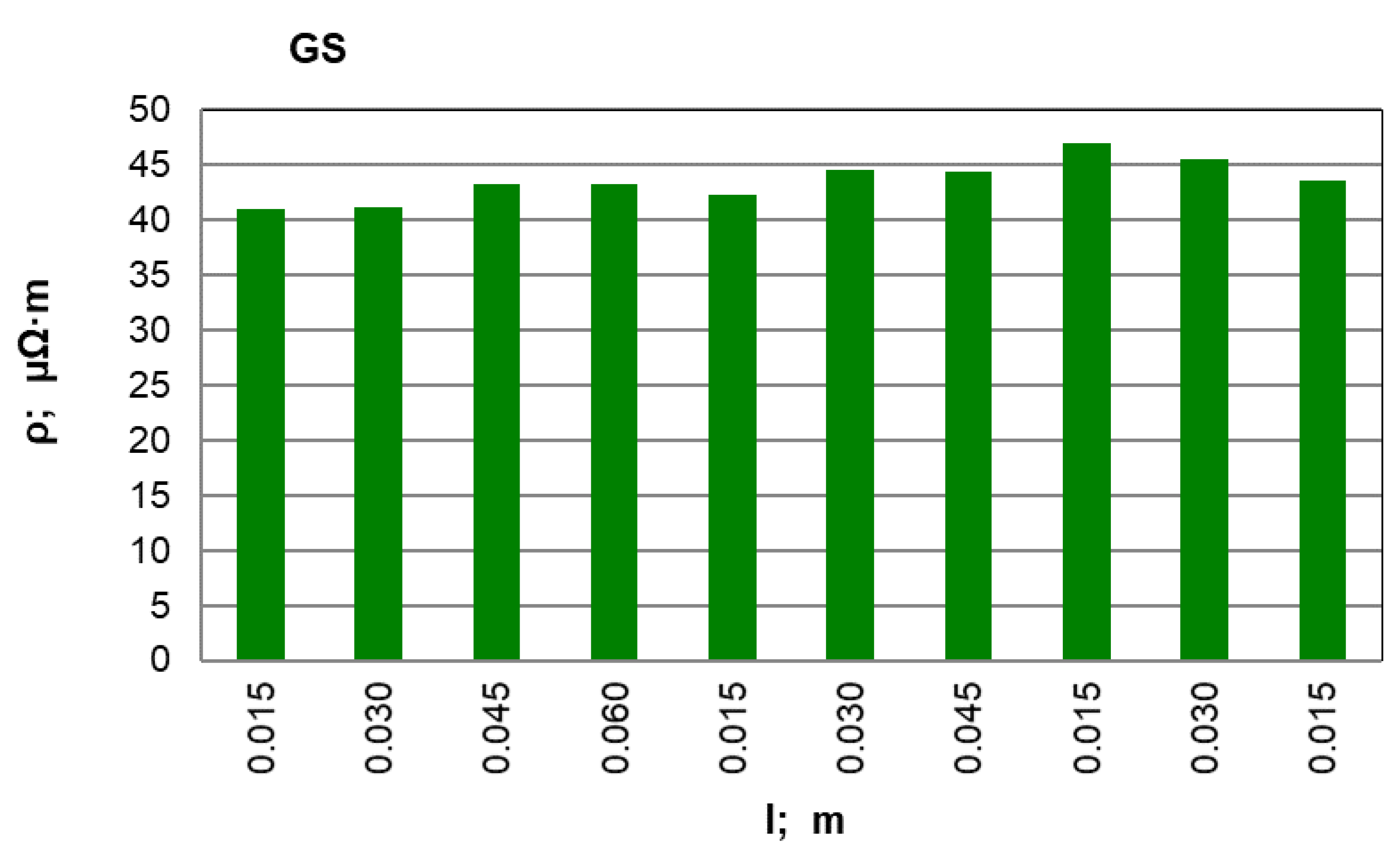
| Point Number | UV; mV | IA; A | l; m | RX; Ω | R; Ω | ρ; Ω·m | ρ; µΩ·m |
|---|---|---|---|---|---|---|---|
| 1-2 | 1.223 | 0.225 | 0.0150 | 5.436·10−3 | 5.43556·10−3 | 4.098·10−5 | 41.0 |
| 1.100 | 0.225 | 4.889·10−3 | 4.88889·10−3 | 3.686·10−5 | 36.9 | ||
| 1-3 | 2.455 | 0.225 | 0.0300 | 1.091·10−2 | 1.09111·10−3 | 4.113·10−5 | 41.1 |
| 2.349 | 0.225 | 1.044·10−2 | 1.04400·10-2 | 3.936·10−5 | 39.4 | ||
| 1-4 | 3.875 | 0.225 | 0.0450 | 1.722·10−2 | 1.72222·10−2 | 4.328·10−5 | 43.3 |
| 3.704 | 0.225 | 1.646·10−2 | 1.64622·10−2 | 4.137·10−5 | 41.4 | ||
| 1-5 | 5.156 | 0.225 | 0.0600 | 2.292·10−2 | 2.29156·10−2 | 4.319·10−5 | 43.2 |
| 5.069 | 0.225 | 2.253·10−2 | 2.25289·10−2 | 4.247·10−5 | 42.5 | ||
| 2-3 | 1.263 | 0.225 | 0.0150 | 5.613·10−3 | 5.61333·10−3 | 4.232·10−5 | 42.3 |
| 1.238 | 0.225 | 5.502·10−3 | 5.50222·10−3 | 4.149·10−5 | 41.5 | ||
| 2-4 | 2.657 | 0.225 | 0.0300 | 1.181·10−2 | 1.18089·10−2 | 4.452·10−5 | 44.5 |
| 2.625 | 0.225 | 1.167·10−2 | 1.16667·10−2 | 4.398·10−5 | 44.0 | ||
| 2-5 | 3.968 | 0.225 | 0.0450 | 1.764·10−2 | 1.76356·10−2 | 4.432·10−5 | 44.3 |
| 3.957 | 0.225 | 1.759·10−2 | 1.75867·10−2 | 4.420·10−5 | 44.2 | ||
| 3-4 | 1.400 | 0.225 | 0.0150 | 6.222·10−3 | 6.22222·10−3 | 4.691·10−5 | 46.9 |
| 1.352 | 0.225 | 6.009·10−3 | 6.00889·10−3 | 4.531·10−5 | 45.3 | ||
| 3-5 | 2.721 | 0.225 | 0.0300 | 1.209·10−2 | 1.20933·10−2 | 4.559·10−5 | 45.6 |
| 2.707 | 0.225 | 1.203·10−2 | 1.20311·10−2 | 4.536·10−5 | 45.4 | ||
| 4-5 | 1.299 | 0.225 | 0.0150 | 5.773·10−2 | 5.77333·10−3 | 4.353·10−5 | 43.5 |
| 1.357 | 0.225 | 6.031·10−3 | 6.03111·10−3 | 4.547·10−5 | 45.5 |
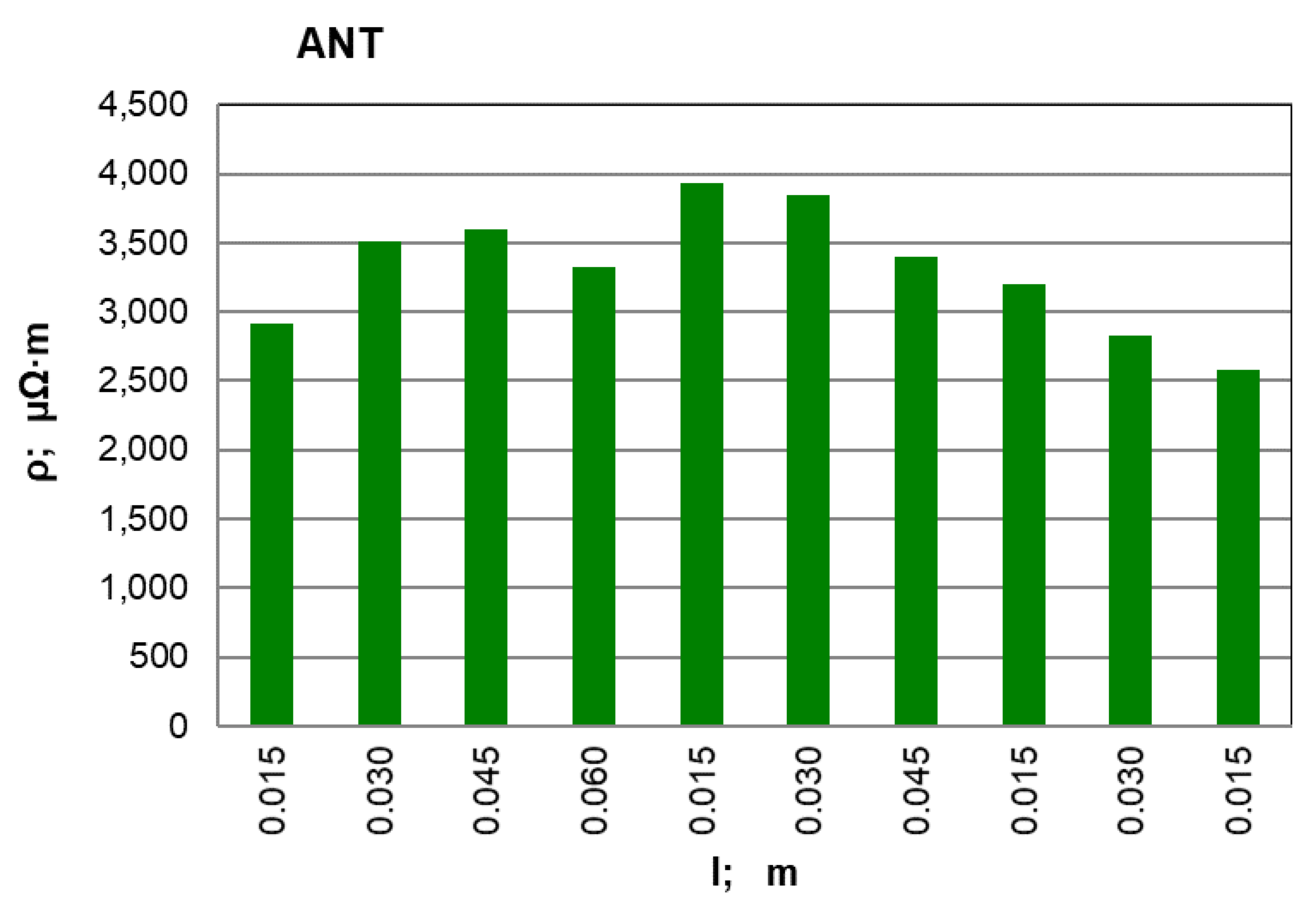
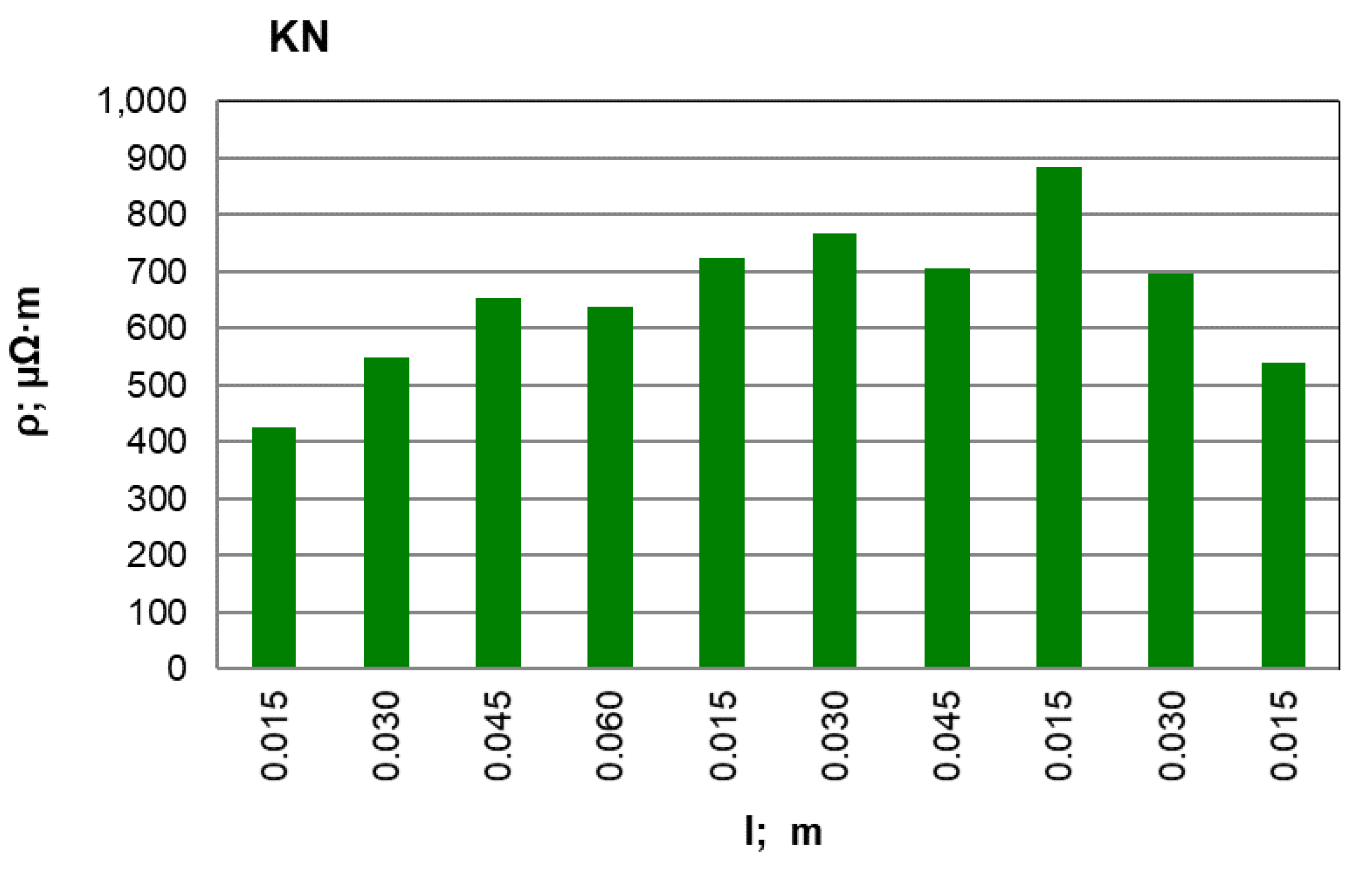
| Material | GS | ANT | KN |
|---|---|---|---|
| Average resistivity | 43.10 | 3409.90 | 660.70 |
| Resistivity for l = 0.060 m | 43.20 | 3319.80 | 637.50 |
| Minimum resistivity | 36.86 | 2474.34 | 408.73 |
| Maximum resistivity | 46.91 | 4654.06 | 925.76 |
| Standard deviation | 2.41 | 566.28 | 135.69 |
| Material | Mm | Mn | Cp | Ck | ΔC | E |
|---|---|---|---|---|---|---|
| Synthetic graphite GS | 12.31 | 0.255 | 1.22 | 3.24 | 2.03 | 98.51 |
| Anthracite ANT | 12.99 | 0.255 | 0.86 | 2.48 | 1.56 | 81.82 |
| Petroleum coke KN | 12.67 | 0.255 | 1.18 | 2.96 | 1.78 | 89.30 |
| Material | Mm | Mn | Cp | Ck | ΔC | E | S |
|---|---|---|---|---|---|---|---|
| Synthetic graphite GS | 12.92 | 0.085 | 0.751 | 1.35 | 0.599 | 91.87 | 4.12 |
| Anthracite ANT | 12.91 | 0.085 | 0.715 | 1.09 | 0.375 | 59.95 | 1.61 |
| Petroleum coke KN | 12.91 | 0.085 | 0.744 | 1.29 | 0.546 | 84.62 | 2.54 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Janerka, K.; Jezierski, J.; Stawarz, M.; Szajnar, J. Method for Resistivity Measurement of Grainy Carbon and Graphite Materials. Materials 2019, 12, 648. https://doi.org/10.3390/ma12040648
Janerka K, Jezierski J, Stawarz M, Szajnar J. Method for Resistivity Measurement of Grainy Carbon and Graphite Materials. Materials. 2019; 12(4):648. https://doi.org/10.3390/ma12040648
Chicago/Turabian StyleJanerka, Krzysztof, Jan Jezierski, Marcin Stawarz, and Jan Szajnar. 2019. "Method for Resistivity Measurement of Grainy Carbon and Graphite Materials" Materials 12, no. 4: 648. https://doi.org/10.3390/ma12040648
APA StyleJanerka, K., Jezierski, J., Stawarz, M., & Szajnar, J. (2019). Method for Resistivity Measurement of Grainy Carbon and Graphite Materials. Materials, 12(4), 648. https://doi.org/10.3390/ma12040648