Development and Testing of Advanced Cork Composite Sandwiches for Energy-Absorbing Structures

 ,
,  ,
,  ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
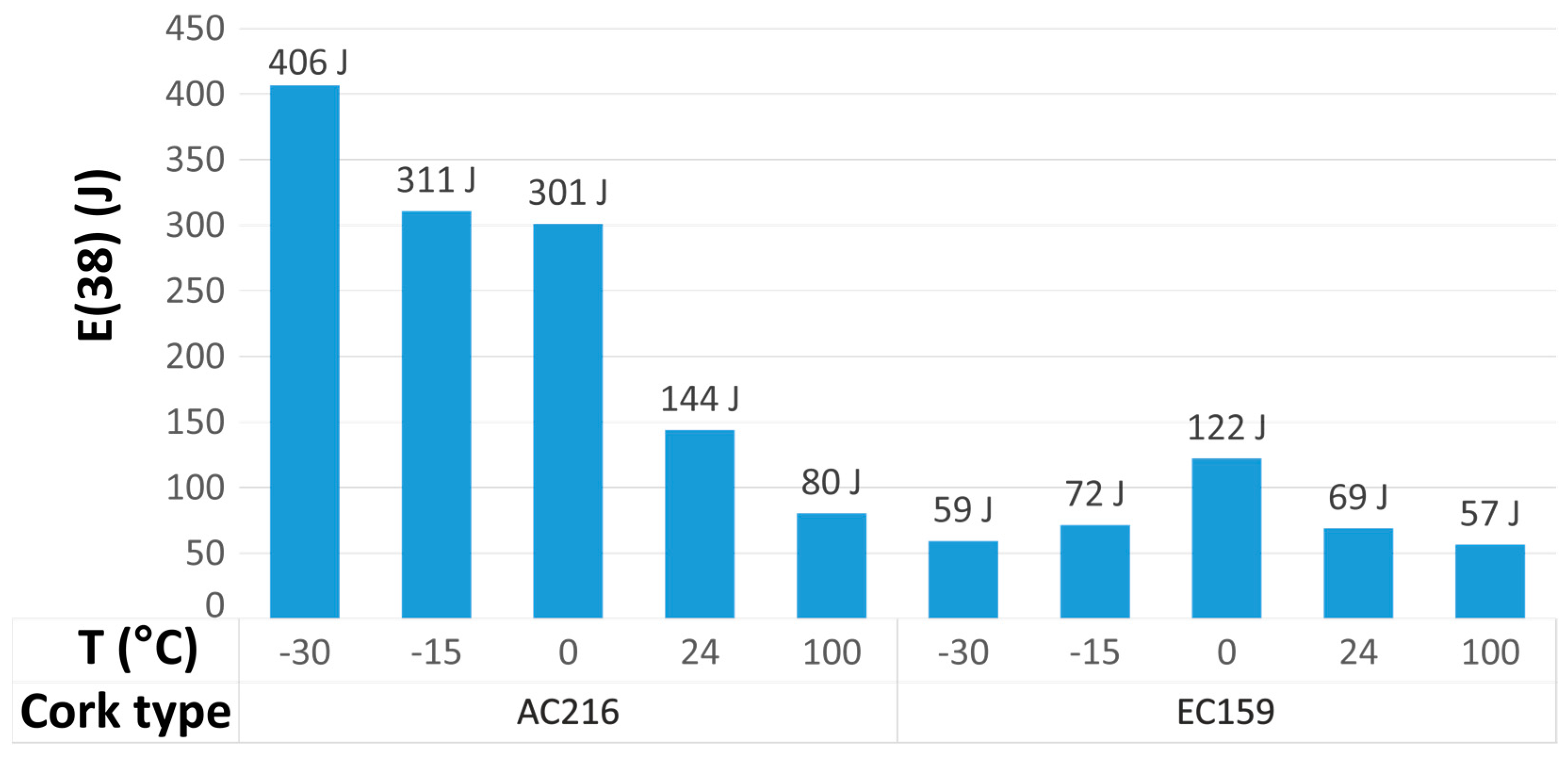
3.1. Finding 1: EC159 is a Thermally-Stable Material for Impact Compared to Agglomerated Cork
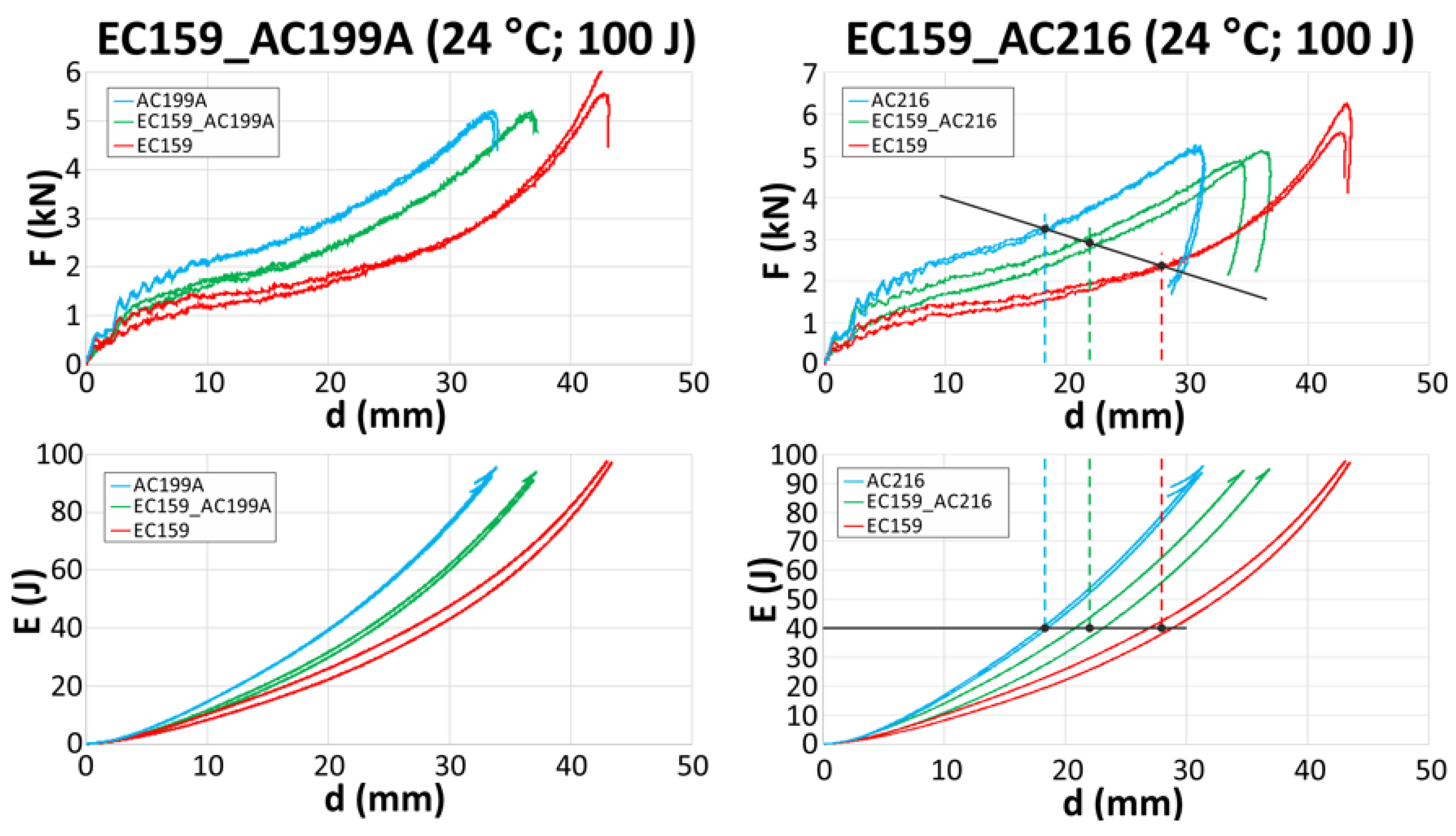
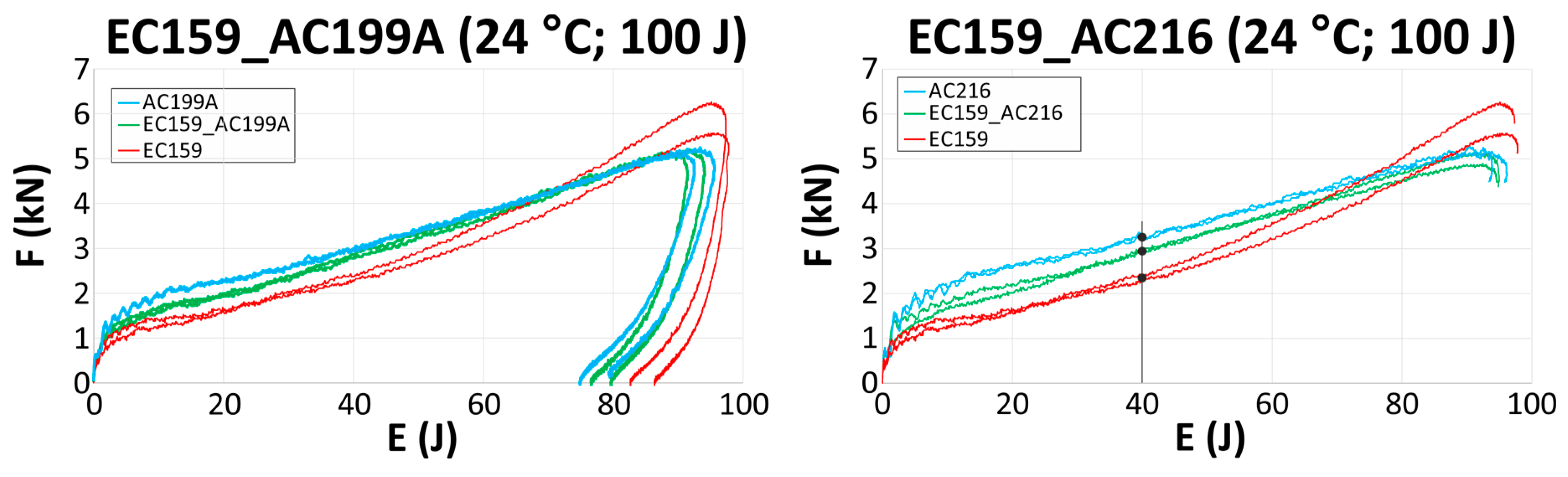
3.2. Finding 2: The Crashworthiness of the Sandwich Cork is Better than the Monomaterial
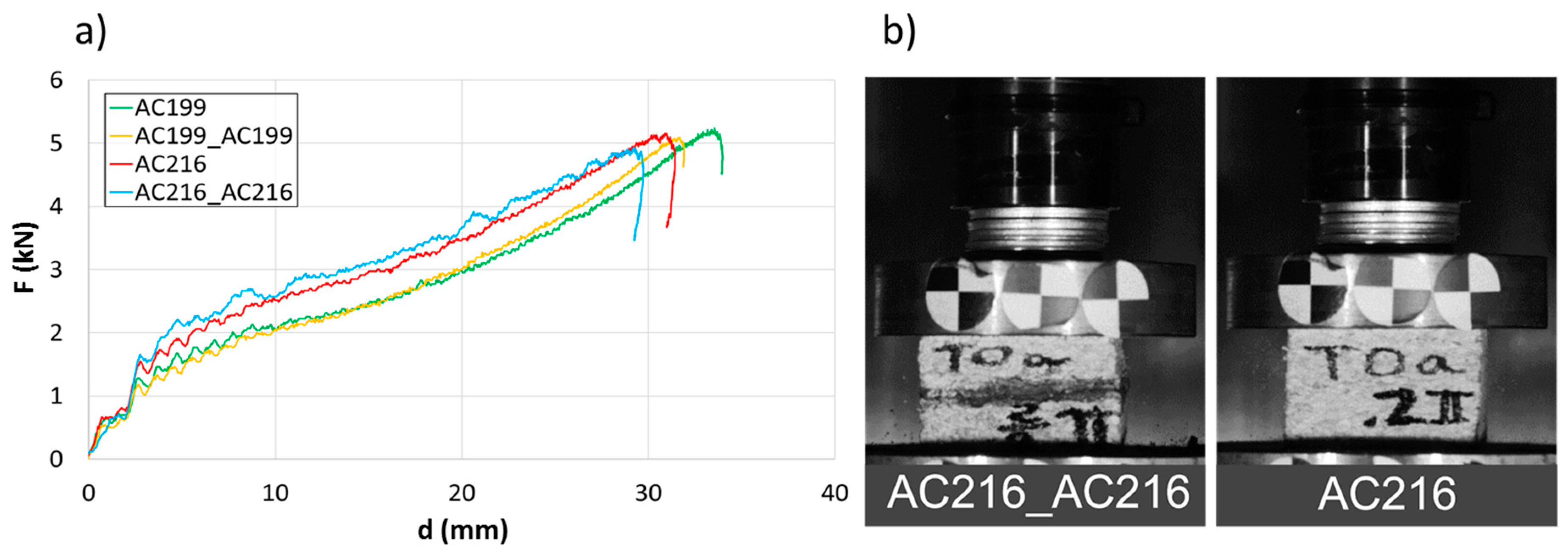
3.3. Finding 3: The Glue Interface Does not Influence the Crashworthiness of Specimens
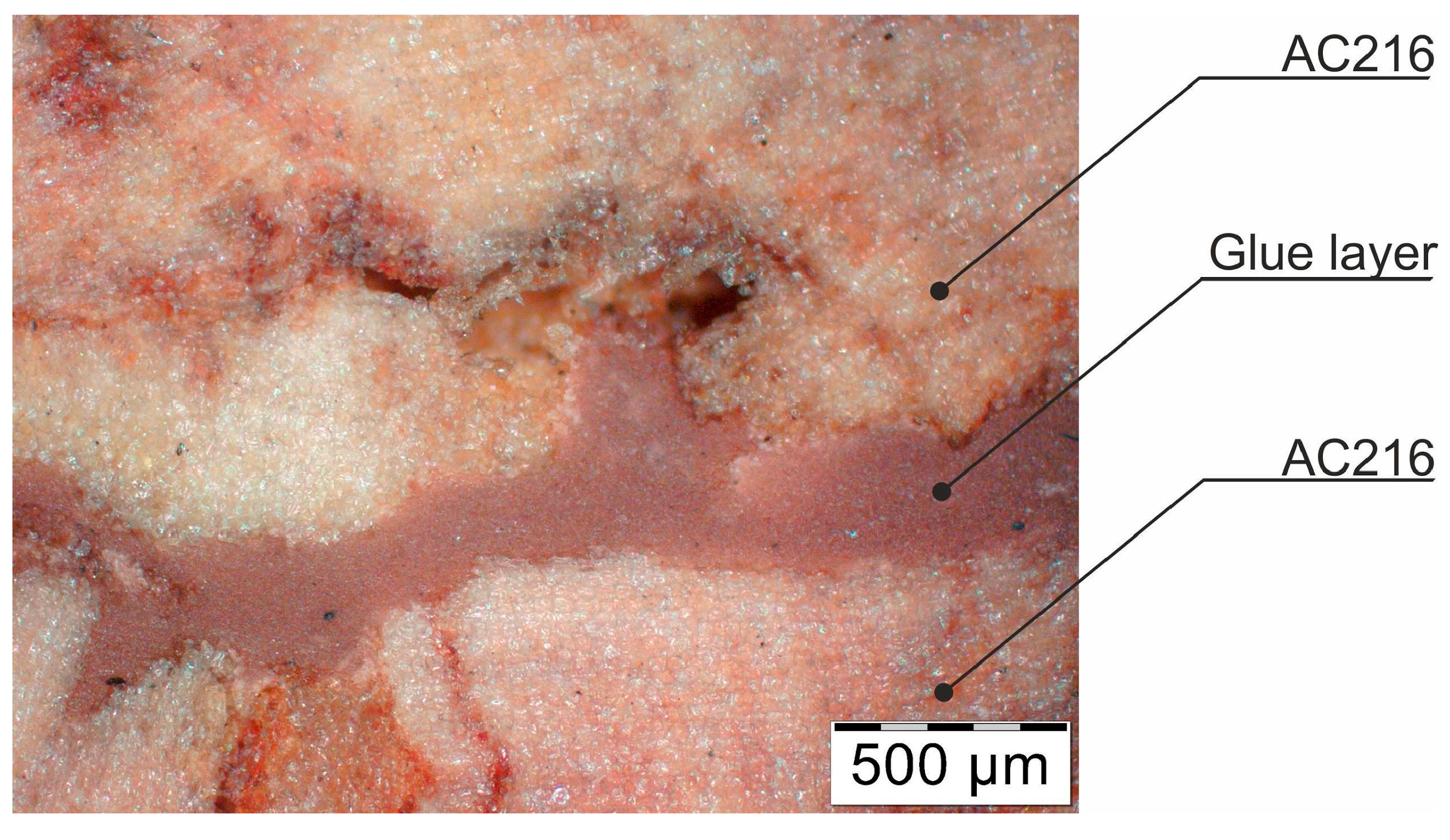
3.4. Finding 4: The Interface Glue Fills Cork Voids at the Micro Level
4. Conclusions
- EC159 is a thermally-stable material for impact compared to agglomerated cork.
- The crashworthiness of the sandwich cork is better compared to the monomaterial.
- The glue interface does not influence the crashworthiness of the specimens.
- The interface glue fills cork voids at the micro level.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Simms, C.; Wood, D. Pedestrian and Cyclist Impact; Springer: Dordrecht, The Netherlands, 2009; Volume 166, ISBN 9789048127429. [Google Scholar]
- Fernandes, F.A.O.; Alves De Sousa, R.J. Motorcycle helmets—A state of the art review. Accid. Anal. Prev. 2013, 56, 1–21. [Google Scholar] [CrossRef] [PubMed]
- Ptak, M.; Kaczyński, P.; Fernandes, F.; de Sousa, R.A.R.A. Computer Simulations for Head Injuries Verification After Impact. In Lecture Notes in Mechanical Engineering; Rusiński, E., Pietrusiak, D., Eds.; Lecture Notes in Mechanical Engineering; Springer International Publishing: Cham, Switzerland, 2017; pp. 431–440. ISBN 978-3-319-50937-2. [Google Scholar]
- Fernandes, F.A.O.; Sousa, R.J. Head injury predictors in sports traum—A state-of-the-art review. Proc. Inst. Mech. Eng. Part H J. Eng. Med. 2015, 229, 592–608. [Google Scholar] [CrossRef] [PubMed]
- Ratajczak, M.; Ptak, M.; Chybowski, L.; Gawdzińska, K.; Będziński, R. Material and Structural Modeling Aspects of Brain Tissue Deformation under Dynamic Loads. Materials 2019, 12, 271. [Google Scholar] [CrossRef] [PubMed]
- Ptak, M.; Ratajczak, M.; Kwiatkowski, A.; Sawicki, M.; Wilhelm, J.; Fernandesa, F.A.O.; Druszcz, A. Investigation of biomechanics of skull structures damages caused by dynamic loads. Acta Bioeng. Biomech. 2019, 21. [Google Scholar] [CrossRef]
- Coelho, R.M.; Alves de Sousa, R.J.; Fernandes, F.A.O.; Teixeira-Dias, F. New composite liners for energy absorption purposes. Mater. Des. 2013, 43, 384–392. [Google Scholar] [CrossRef]
- Gibson, L.J.; Ashby, M.F.; Schajer, G.S.; Robertson, C.I. The Mechanics of Two-Dimensional Cellular Materials. Proc. R. Soc. A Math. Phys. Eng. Sci. 1982, 382, 25–42. [Google Scholar] [CrossRef]
- Fernandes, F.A.O.; Alves De Sousa, R.J.; Willinger, R.; Deck, C. Finite element analysis of helmeted impacts and head injury evaluation with a commercial road helmet. In Proceedings of the 2013 IRCOBI Conference Proceedings—International Research Council on the Biomechanics of Injury, Gothenburg, Sweden, 11–13 September 2013. [Google Scholar]
- Fernandes, F.A.O.; de Sousa, R.J.A. Finite element analysis of helmeted oblique impacts and head injury evaluation with a commercial road helmet. Struct. Eng. Mech. 2013, 48, 661–679. [Google Scholar] [CrossRef]
- Tchepel, D.; Fernandes, F.A.O.; Anjos, O.; Alves de Sousa, R. Mechanical Properties of Natural Cellular Materials. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2016; ISBN 9780128035818. [Google Scholar]
- Kucewicz, M.; Baranowski, P.; Małachowski, J.; Popławski, A.; Płatek, P. Modelling, and characterization of 3D printed cellular structures. Mater. Des. 2018, 142, 177–189. [Google Scholar] [CrossRef]
- Le Barbenchon, L.; Girardot, J.; Kopp, J.-B.; Viot, P. Multi-scale foam: 3D structure/compressive behaviour relationship of agglomerated cork. Materialia 2019, 5, 100219. [Google Scholar] [CrossRef]
- Chybowski, L.; Grządziel, Z.; Gawdzińska, K. Simulation and Experimental Studies of a Multi-Tubular Floating Sea Wave Damper. Energies 2018, 11, 1012. [Google Scholar] [CrossRef]
- Chybowski, L.; Kuźniewski, B. Utilising water wave energy—Technology profle. Sci. J. Maritme Univ. Szczecin 2016, 49, 183–186. [Google Scholar]
- Bejger, A.; Gawdzińska, K. Identification of Structural Defects of Metal Composite Castings with The Use of Elastic Waves. Arch. Metall. Mater. 2011, 56, 129–133. [Google Scholar] [CrossRef]
- Idesman, A.; Pham, D. Finite element modeling of linear elastodynamics problems with explicit time-integration methods and linear elements with the reduced dispersion error. Comput. Methods Appl. Mech. Eng. 2014, 271, 86–108. [Google Scholar] [CrossRef]
- Fernandes, F.A.O.; Pascoal, R.J.S.; Alves de Sousa, R.J. Modelling impact response of agglomerated cork. Mater. Des. 2014, 58, 499–507. [Google Scholar] [CrossRef]
- Fernandes, F.A.O.; Jardin, R.T.; Pereira, A.B.; Alves de Sousa, R.J. Comparing the mechanical performance of synthetic and natural cellular materials. Mater. Des. 2015, 82, 335–341. [Google Scholar] [CrossRef] [Green Version]
- Silva, S.P.; Sabino, M.A.; Fernandes, E.M.; Correlo, V.M.; Boesel, L.F.; Reis, R.L. Cork: Properties, capabilities and applications. Int. Mater. Rev. 2005, 50, 256. [Google Scholar] [CrossRef]
- Silva, J.M.; Devezas, T.C.; Silva, A.; Gil, L.; Nunes, C.; Franco, N. Exploring the Use of Cork Based Composites for Aerospace Applications. Mater. Sci. Forum 2010, 636–637, 260–265. [Google Scholar] [CrossRef]
- Gil, L. Cork: Sustainability and New Applications. Front. Mater. 2015, 1, 38. [Google Scholar] [CrossRef]
- Silvestre, J.; Pargana, N.; de Brito, J.; Pinheiro, M.; Durão, V. Insulation Cork Boards—Environmental Life Cycle Assessment of an Organic Construction Material. Materials 2016, 9, 394. [Google Scholar] [CrossRef] [PubMed]
- Reis, L.; Silva, A. Mechanical Behavior of Sandwich Structures using Natural Cork Agglomerates as Core Materials. J. Sandw. Struct. Mater. 2009, 11, 487–500. [Google Scholar] [CrossRef]
- Gawdzińska, K.; Chybowski, L.; Przetakiewicz, W. Proper matrix-reinforcement bonding in cast metal matrix composites as a factor of their good quality. Arch. Civ. Mech. Eng. 2016, 16, 553–563. [Google Scholar] [CrossRef]
- Pereira, H. Cork: Biology, Production and Uses; Elsevier: Amsterdam, The Netherlands, 2007; ISBN 9780444529671. [Google Scholar]
- Anjos, O.; Pereira, H.; Rosa, M.E. Effect of quality, porosity and density on the compression properties of cork. Holz Roh Werkst. 2008, 66, 295–301. [Google Scholar] [CrossRef]
- Ptak, M.; Blicharski, P.; Rusiński, E.; Karliński, J. Numerical Simulations of Composite Frontal Protection System According to EC 78/2009. Lect. Notes Mech. Eng. 2017, F10, 423–429. [Google Scholar]
- Gil, L. New Cork-Based Materials and Applications. Materials 2015, 8, 625–637. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Koziołek, S.; Derlukiewicz, D.; Ptak, M. Design Process Innovation of Mechanical Objects with the Use of Design for Six Sigma Methodology. Solid State Phenom. 2010, 165, 274–279. [Google Scholar] [CrossRef] [Green Version]
- Chae, Y.; An, Y.J. Current research trends on plastic pollution and ecological impacts on the soil ecosystem: A review. Environ. Pollut. 2018, 240, 387–395. [Google Scholar] [CrossRef] [PubMed]
- Pinto, P.C.R.O.; Sousa, A.F.; Silvestre, A.J.D.; Neto, C.P.; Gandini, A.; Eckerman, C.; Holmbom, B. Quercus suber and Betula pendula outer barks as renewable sources of oleochemicals: A comparative study. Ind. Crop. Prod. 2009, 29, 126–132. [Google Scholar] [CrossRef] [Green Version]
- Anjos, O.; Rodrigues, C.; Morais, J.; Pereira, H. Effect of density on the compression behaviour of cork. Mater. Des. 2014, 53, 1089–1096. [Google Scholar] [CrossRef]
- Jardin, R.T.; Fernandes, F.A.O.; Pereira, A.B.; Alves de Sousa, R.J. Static and dynamic mechanical response of different cork agglomerates. Mater. Des. 2015, 68, 121–126. [Google Scholar] [CrossRef]
- Kaczynski, P.; Ptak, M.; Wilhelm, J.; Fernandes, F.A.O.; de Sousa, R.J.A. High-energy impact testing of agglomerated cork at extremely low and high temperatures. Int. J. Impact Eng. 2019, 126, 109–116. [Google Scholar] [CrossRef]
- Ptak, M.; Kaczyński, P.; Wilhelm, J.; Margarido, J.M.T.; Marques, P.A.A.P.; Pinto, S.C.; de Sousa, R.J.A.; Fernandes, F.A.O. Graphene-Enriched Agglomerated Cork Material and Its Behaviour under Quasi-Static and Dynamic Loading. Materials 2019, 12, 151. [Google Scholar] [CrossRef] [PubMed]
- Karliński, J.; Ptak, M.; Działak, P.; Rusiński, E. The approach to mining safety improvement: Accident analysis of an underground machine operator. Arch. Civ. Mech. Eng. 2016, 16, 503–512. [Google Scholar] [CrossRef]
- Derlukiewicz, D.; Ptak, M.; Koziołek, S. Proactive Failure Prevention by Human-Machine Interface in Remote-Controlled Demolition Robots. In Advances in Intelligent Systems and Computing; Springer: Cham, Switzerland, 2016; pp. 711–720. ISBN 9783319313061. [Google Scholar]
- Barnat-Hunek, D.; Widomski, M.; Szafraniec, M.; Łagód, G. Impact of Different Binders on the Roughness, Adhesion Strength, and Other Properties of Mortars with Expanded Cork. Materials 2018, 11, 364. [Google Scholar] [CrossRef] [PubMed]
- Fernandes, F.A.O.; Tavares, J.P.; Alves de Sousa, R.J.; Pereira, A.B.; Esteves, J.L. Manufacturing and testing composites based on natural materials. Procedia Manuf. 2017, 13, 227–234. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J.; Lampani, L.; Sasso, M.; Mancini, E.; Burgstaller, C.; Calzolari, A. Static and dynamic characterization of agglomerated cork and related sandwich structures. Compos. Struct. 2019, 212, 439–451. [Google Scholar] [CrossRef]
- Urbaniak, M.; Goluch-Goreczna, R.; Bledzki, A.K. Natural Cork Agglomerate as an Ecological Alternative in Constructional Sandwich Composites. BioResources 2017, 12, 5512–5524. [Google Scholar] [CrossRef]
- Daver, F.; Lee, K.P.M.; Brandt, M.; Shanks, R. Cork–PLA composite filaments for fused deposition modelling. Compos. Sci. Technol. 2018, 168, 230–237. [Google Scholar] [CrossRef]
- Magalhães da Silva, S.P.; Lima, P.S.; Oliveira, J.M. Non-isothermal crystallization kinetics of cork-polymer composites for injection molding. J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Pereira, H. Chemical composition and variability of cork from Quercus suber L. Wood Sci. Technol. 1988, 22, 211–218. [Google Scholar] [CrossRef]
- Simões, N.; Fino, R.; Tadeu, A. Uncoated medium density expanded cork boards for building façades and roofs: Mechanical, hygrothermal and durability characterization. Constr. Build. Mater. 2019, 200, 447–464. [Google Scholar] [CrossRef]
- Tadeu, A.; Škerget, L.; Simões, N.; Fino, R. Simulation of heat and moisture flow through walls covered with uncoated medium density expanded cork. Build. Environ. 2018, 142, 195–210. [Google Scholar] [CrossRef]
- Ptak, M.; Kaczynski, P.; Fernandes, F.A.O.; de Sousa, R.J.A. Assessing impact velocity and temperature effects on crashworthiness properties of cork material. Int. J. Impact Eng. 2017, 106, 238–248. [Google Scholar] [CrossRef]
- Sanchez-Saez, S.; Barbero, E.; Garcia-Castillo, S.K.K.; Ivañez, I.; Cirne, J. Experimental response of agglomerated cork under multi-impact loads. Mater. Lett. 2015, 160, 327–330. [Google Scholar] [CrossRef] [Green Version]
- Fujikawa, S.; Kuroda, K. Cryo-scanning electron microscopic study on freezing behavior of xylem ray parenchyma cells in hardwood species. Micron 2000, 31, 669–686. [Google Scholar] [CrossRef]
- Şen, A.; Van den Bulcke, J.; Defoirdt, N.; Van Acker, J.; Pereira, H. Thermal behaviour of cork and cork components. Thermochim. Acta 2014, 582, 94–100. [Google Scholar] [CrossRef]
- Cavender-Bares, J. Impacts of Freezing on Long Distance Transport in Woody Plants. In Vascular Transport in Plants; Elsevier: Amsterdam, The Netherlands, 2005; pp. 401–424. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cork Naming Density [kg/m3] Grain Size [mm] | Section | Impact Energy [J] | Temperature [°C] |
|---|---|---|---|
| AC199A 199 0.5–2 |  | 100 | 24 |
| AC216 216 2–4 |  | 100 | 24 |
| 500 | −30; −15, 0, 24, 100 1 | ||
| EC159 159 4–10 |  | 100 | 24 |
| 500 | −30; −15, 0, 24, 100 1 | ||
| EC159_AC199A n.a. n.a. |  | 100 | 24 |
| EC159_AC216 n.a. n.a. |  | 100 | 24 |
| C216_AC216 n.a. n.a. |  | 100 | 24 |
| Type | EC159_AC199A | EC159_AC216 | AC199A | AC216 | EC159 |
|---|---|---|---|---|---|
| 0.0 ms |  |  |  |  |  |
| 5.0 ms |  |  |  |  |  |
| 10.0 ms |  |  |  |  |  |
| 15.0 ms |  |  |  |  |  |
| Cork Type | A | B | C |
|---|---|---|---|
| AC216 | 0.145 | 2.086 | 0.988 |
| EC159 | 0.133 | 1.786 | 0.999 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kaczyński, P.; Ptak, M.; A. O. Fernandes, F.; Chybowski, L.; Wilhelm, J.; J. Alves de Sousa, R. Development and Testing of Advanced Cork Composite Sandwiches for Energy-Absorbing Structures. Materials 2019, 12, 697. https://doi.org/10.3390/ma12050697
Kaczyński P, Ptak M, A. O. Fernandes F, Chybowski L, Wilhelm J, J. Alves de Sousa R. Development and Testing of Advanced Cork Composite Sandwiches for Energy-Absorbing Structures. Materials. 2019; 12(5):697. https://doi.org/10.3390/ma12050697
Chicago/Turabian StyleKaczyński, Paweł, Mariusz Ptak, Fábio A. O. Fernandes, Leszek Chybowski, Johannes Wilhelm, and Ricardo J. Alves de Sousa. 2019. "Development and Testing of Advanced Cork Composite Sandwiches for Energy-Absorbing Structures" Materials 12, no. 5: 697. https://doi.org/10.3390/ma12050697
APA StyleKaczyński, P., Ptak, M., A. O. Fernandes, F., Chybowski, L., Wilhelm, J., & J. Alves de Sousa, R. (2019). Development and Testing of Advanced Cork Composite Sandwiches for Energy-Absorbing Structures. Materials, 12(5), 697. https://doi.org/10.3390/ma12050697