Evaluation of Joint Formation and Mechanical Performance of the AA7075-T6/CFRP Spot Joints Produced by Frictional Heat



Abstract
:1. Introduction
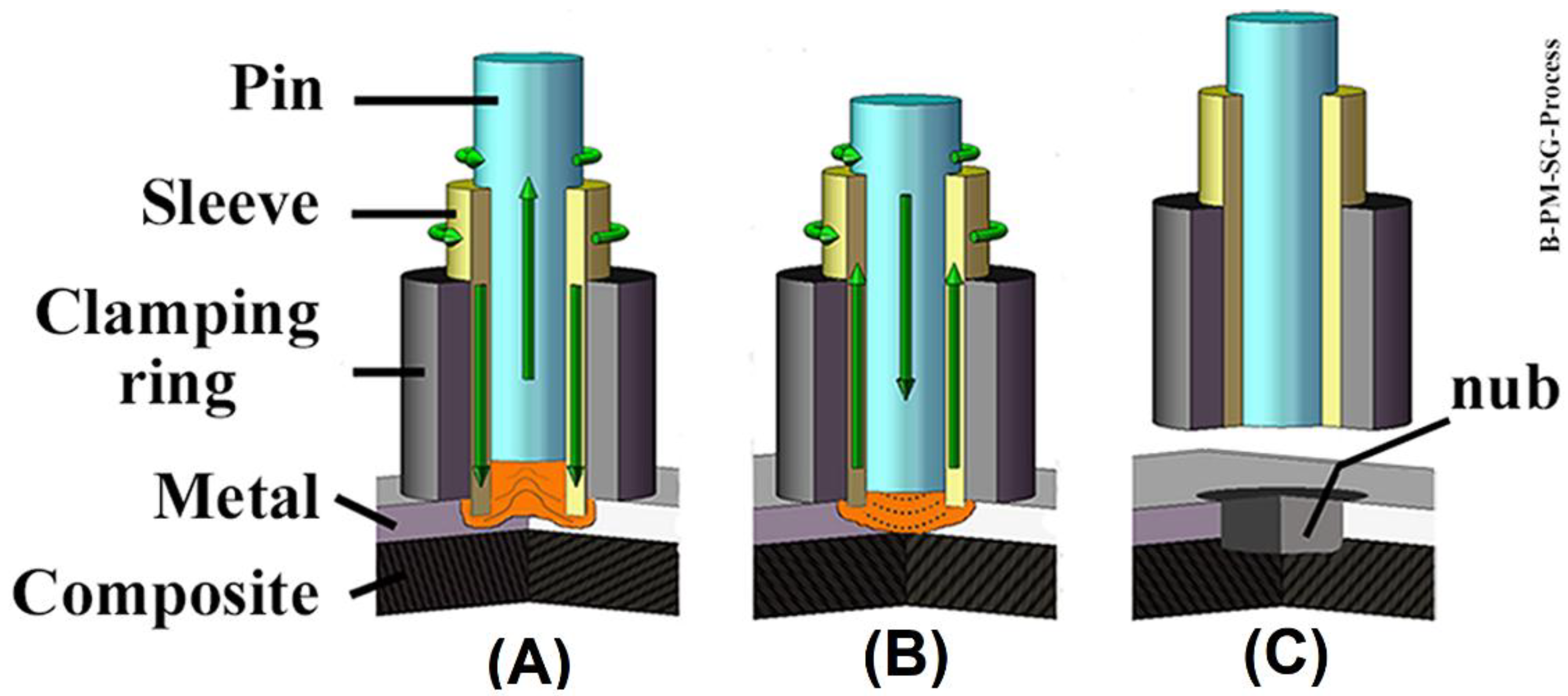
2. Friction Spot Joining (FSpJ)
3. Materials and Methods
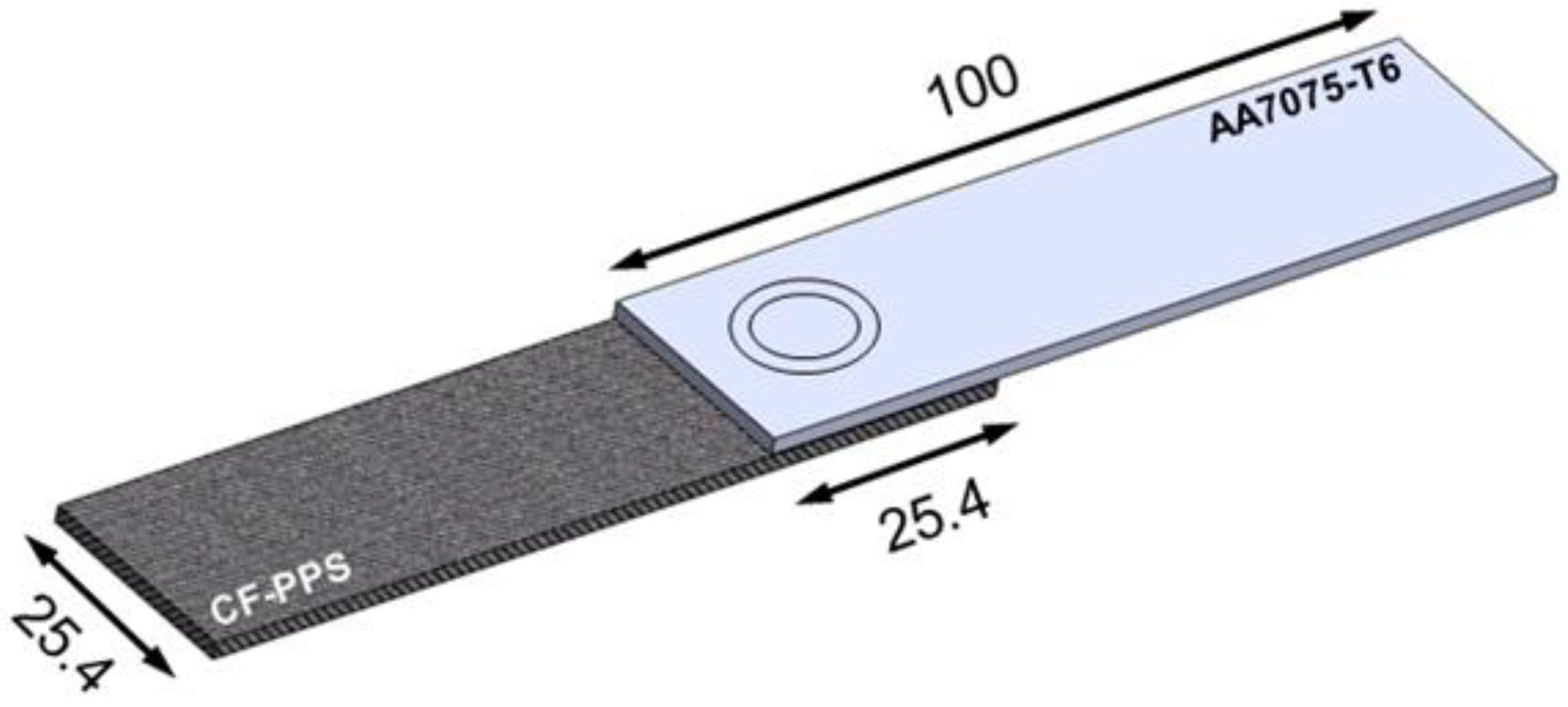
3.1. Aluminum Alloy 7075-T6
3.2. Carbon-Fiber-Reinforced Polyphenylene Sulfide (CF-PPS)
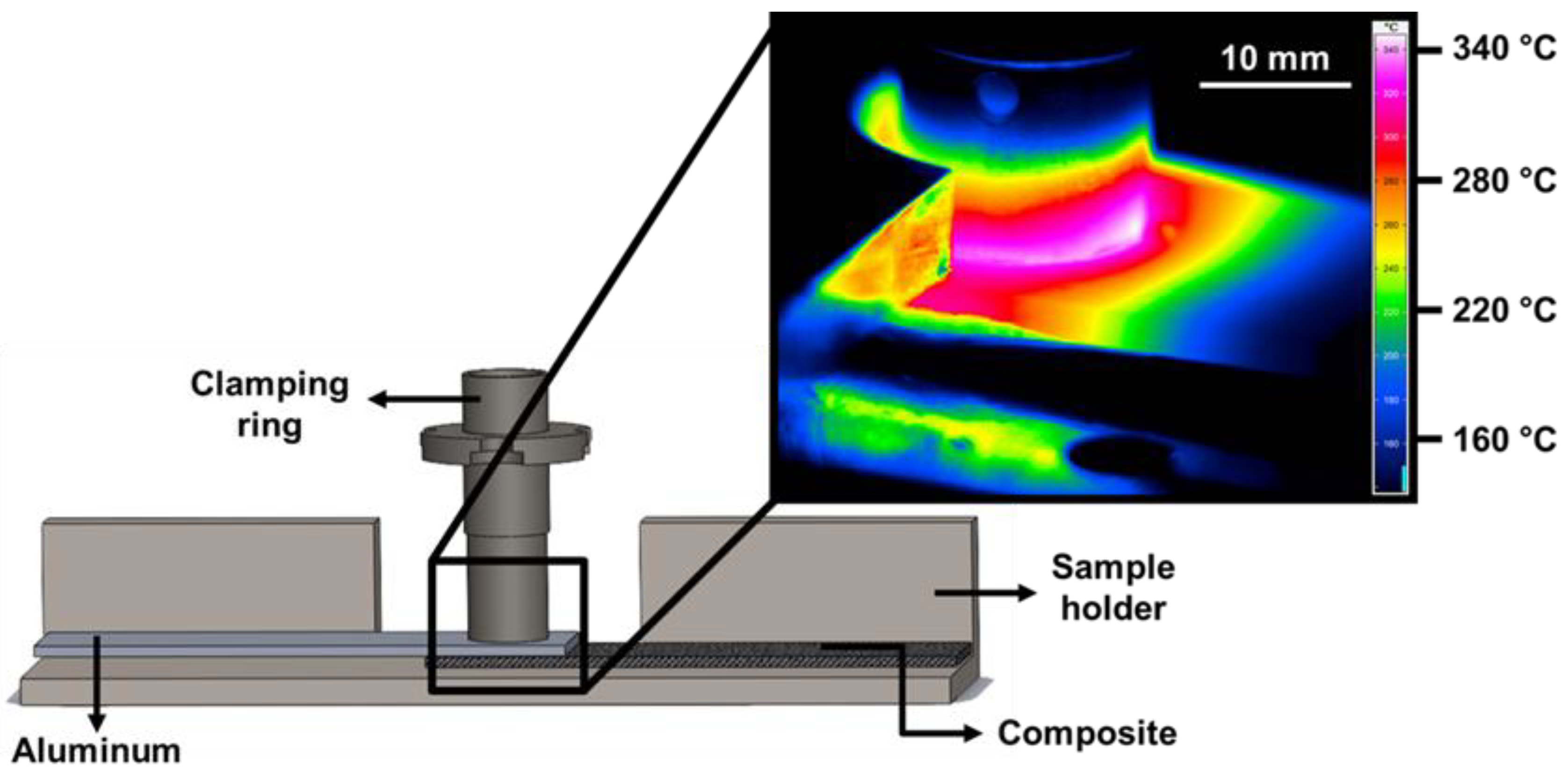
3.3. Experimental Procedure
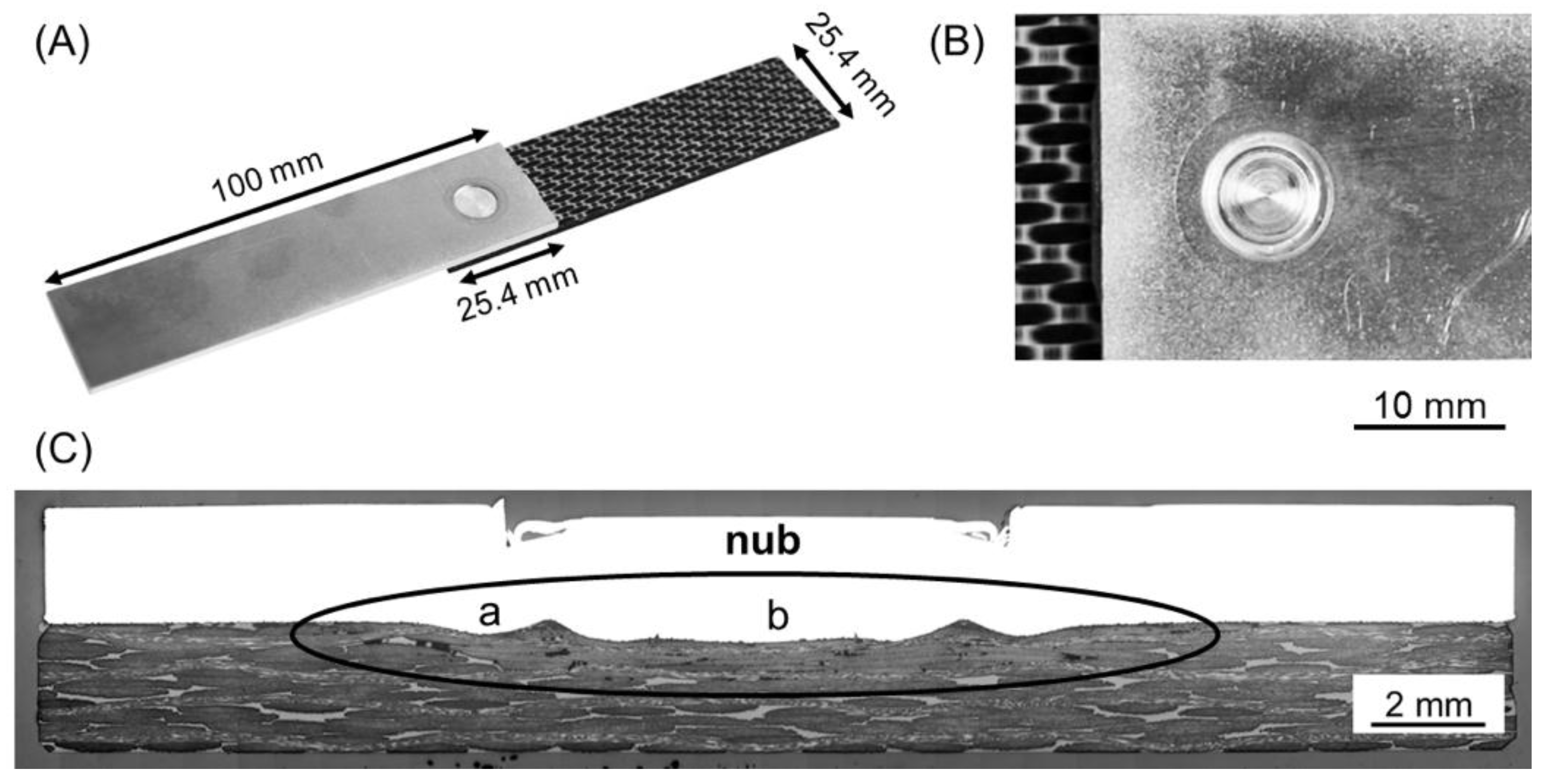
3.3.1. Joining Procedure
3.3.2. Microstructural Analysis
3.3.3. Mechanical Testing
3.3.4. Fracture Surface Analysis
4. Results and Discussion
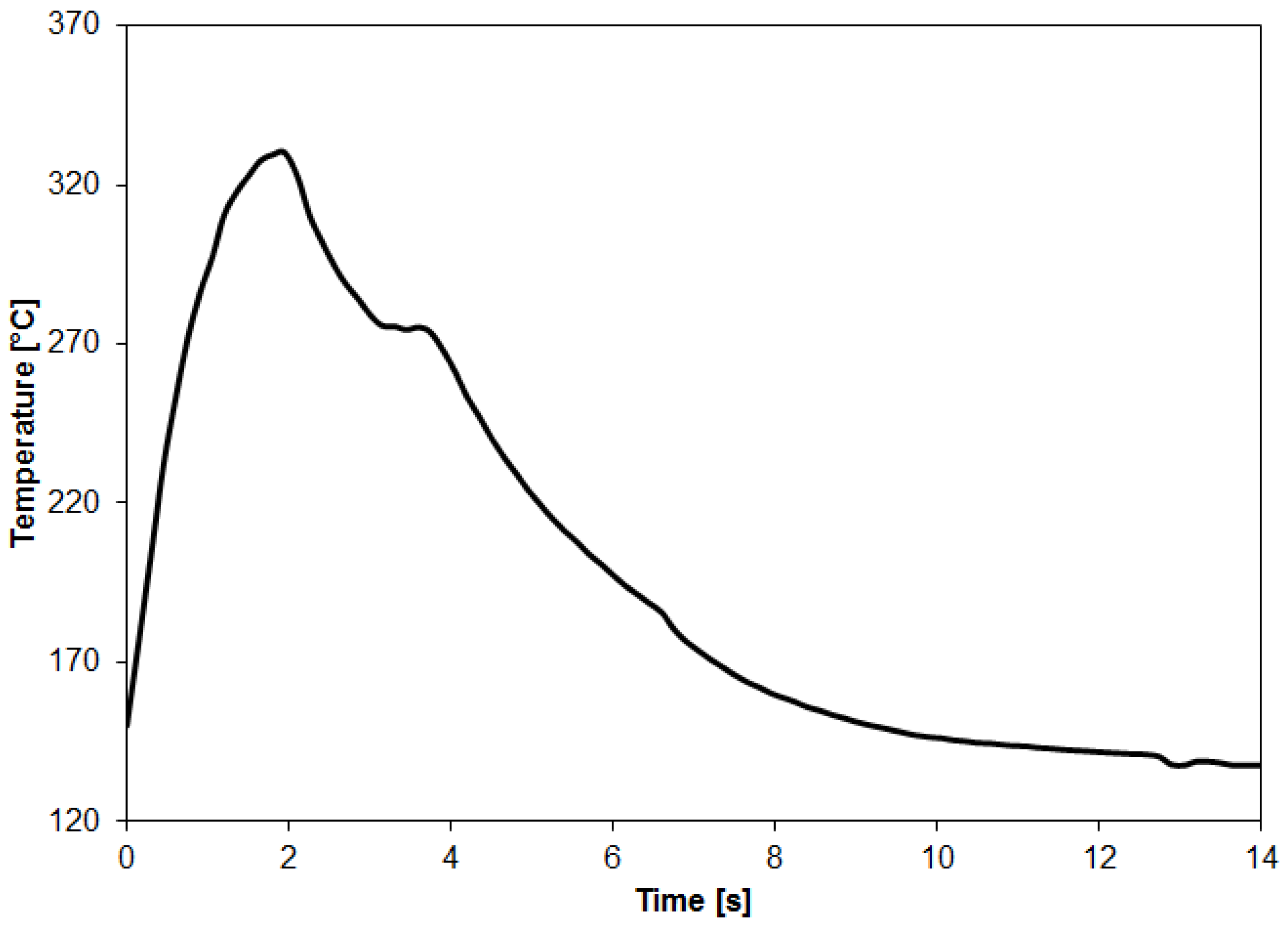
4.1. Temperature Evolution
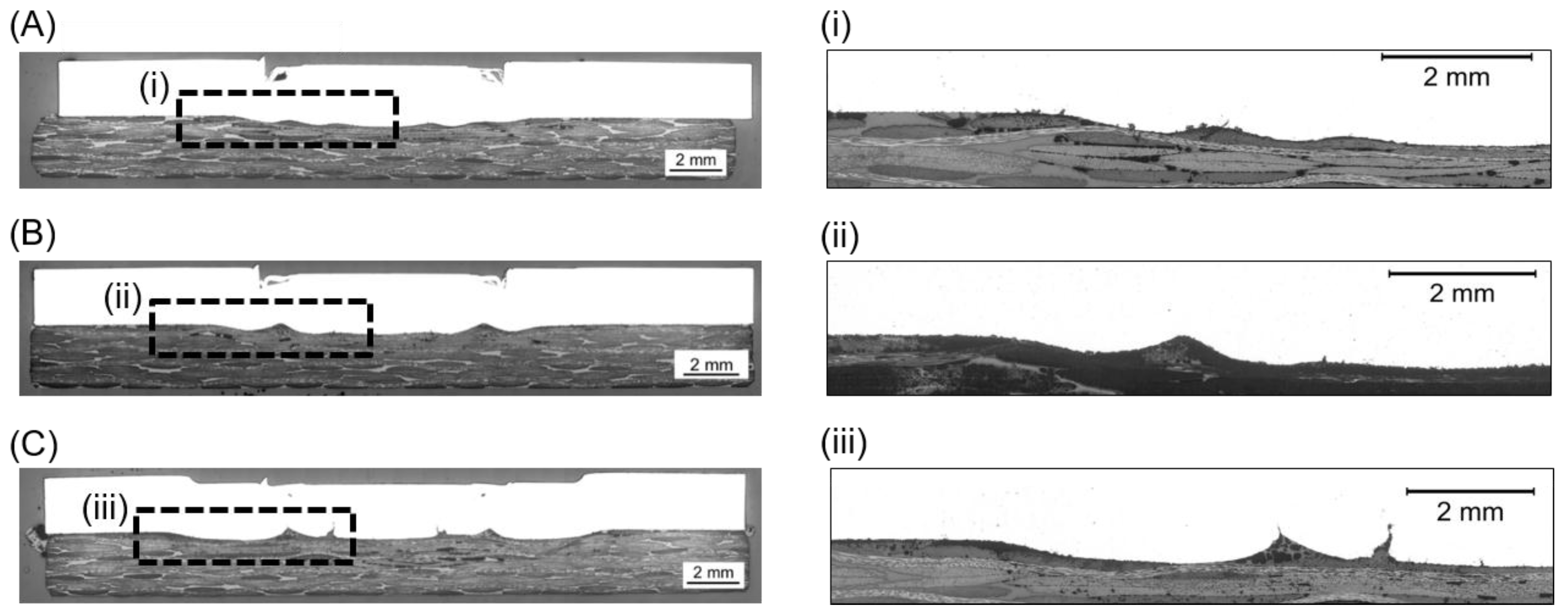
4.2. Joint Formation
4.3. Quasi-static Mechanical Performance
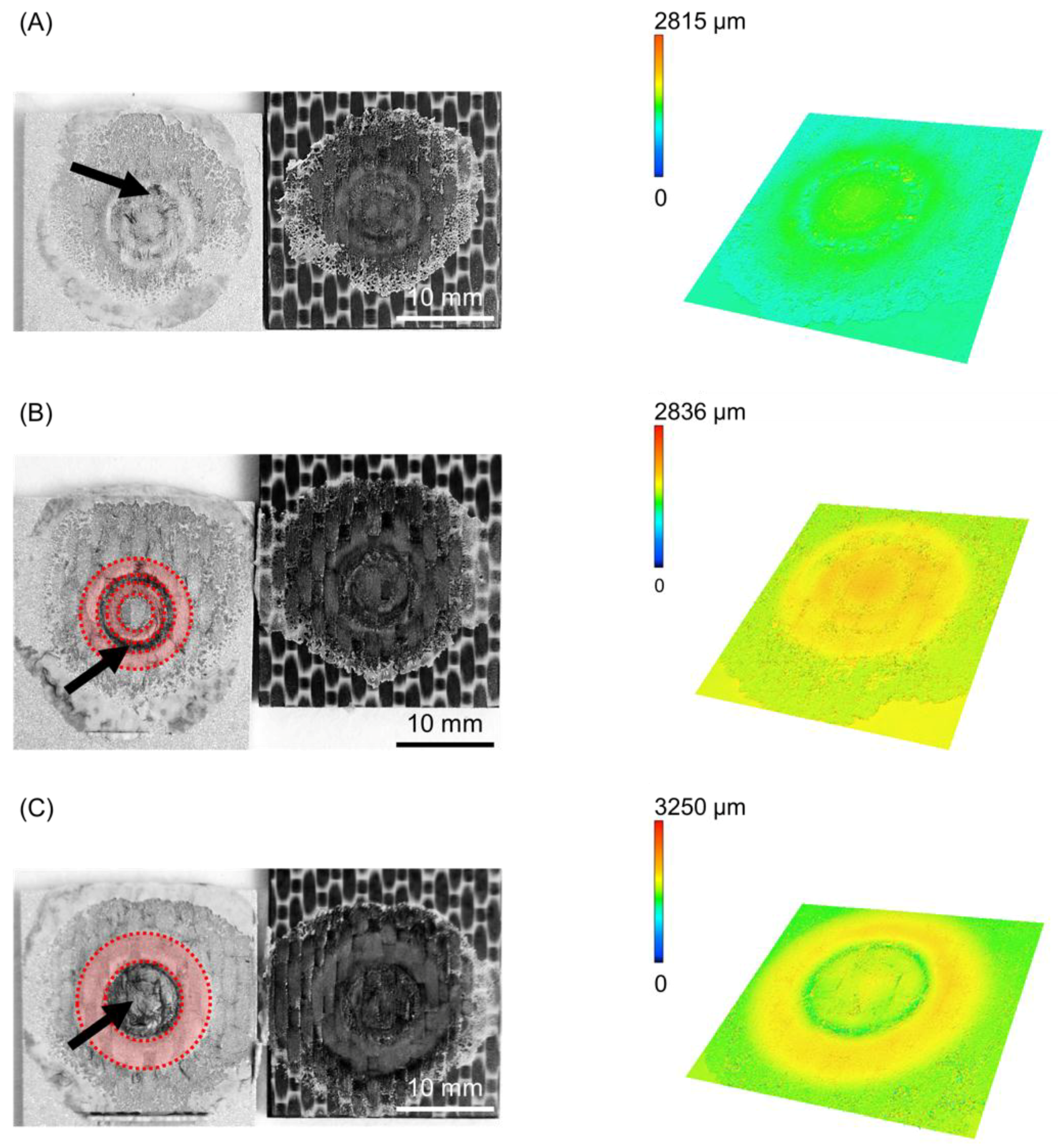
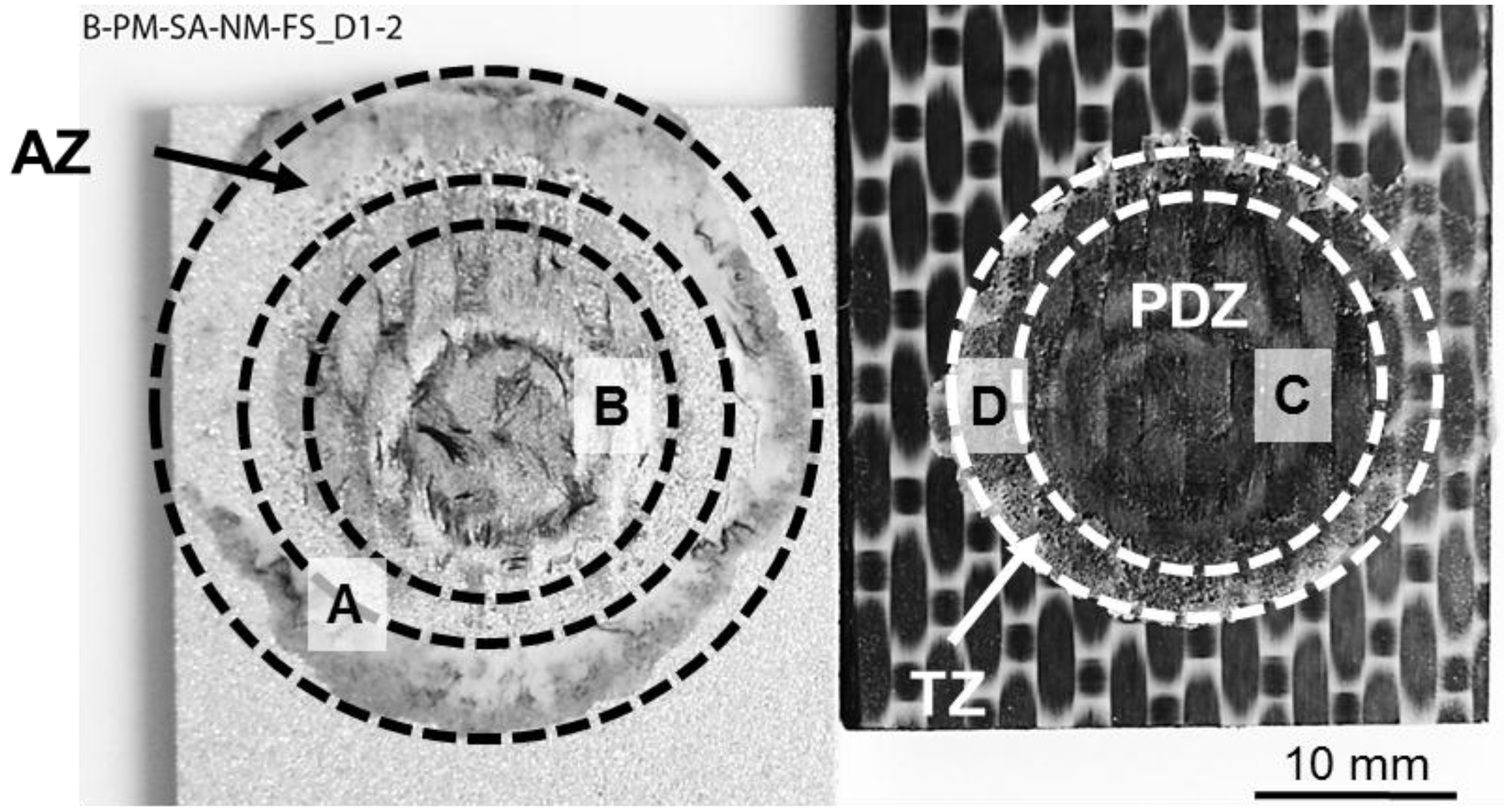
4.4. Fracture Mechanisms
5. Conclusions
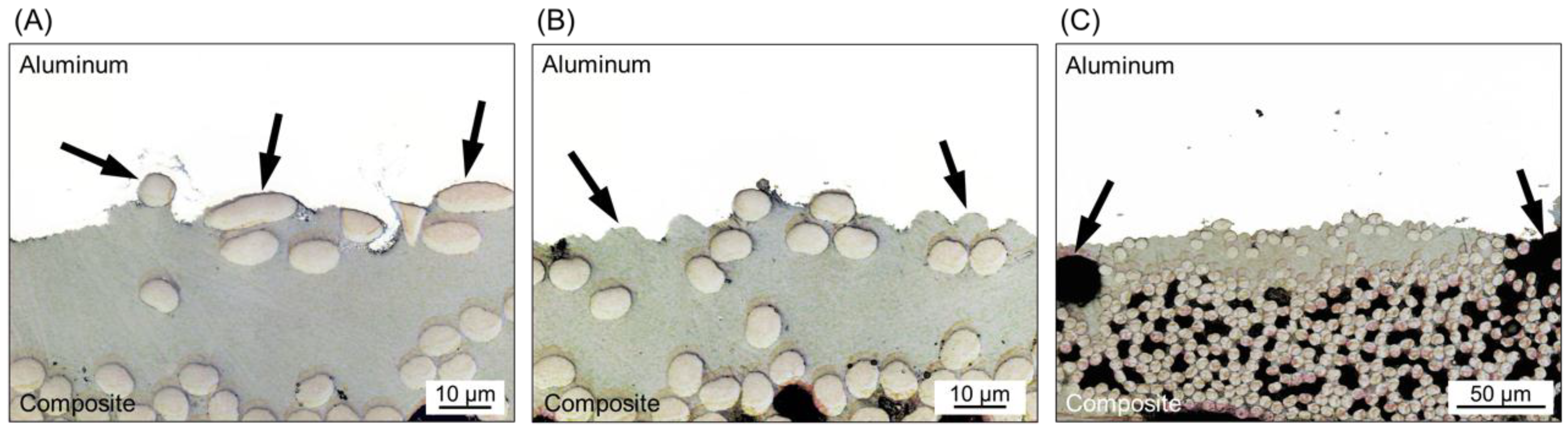
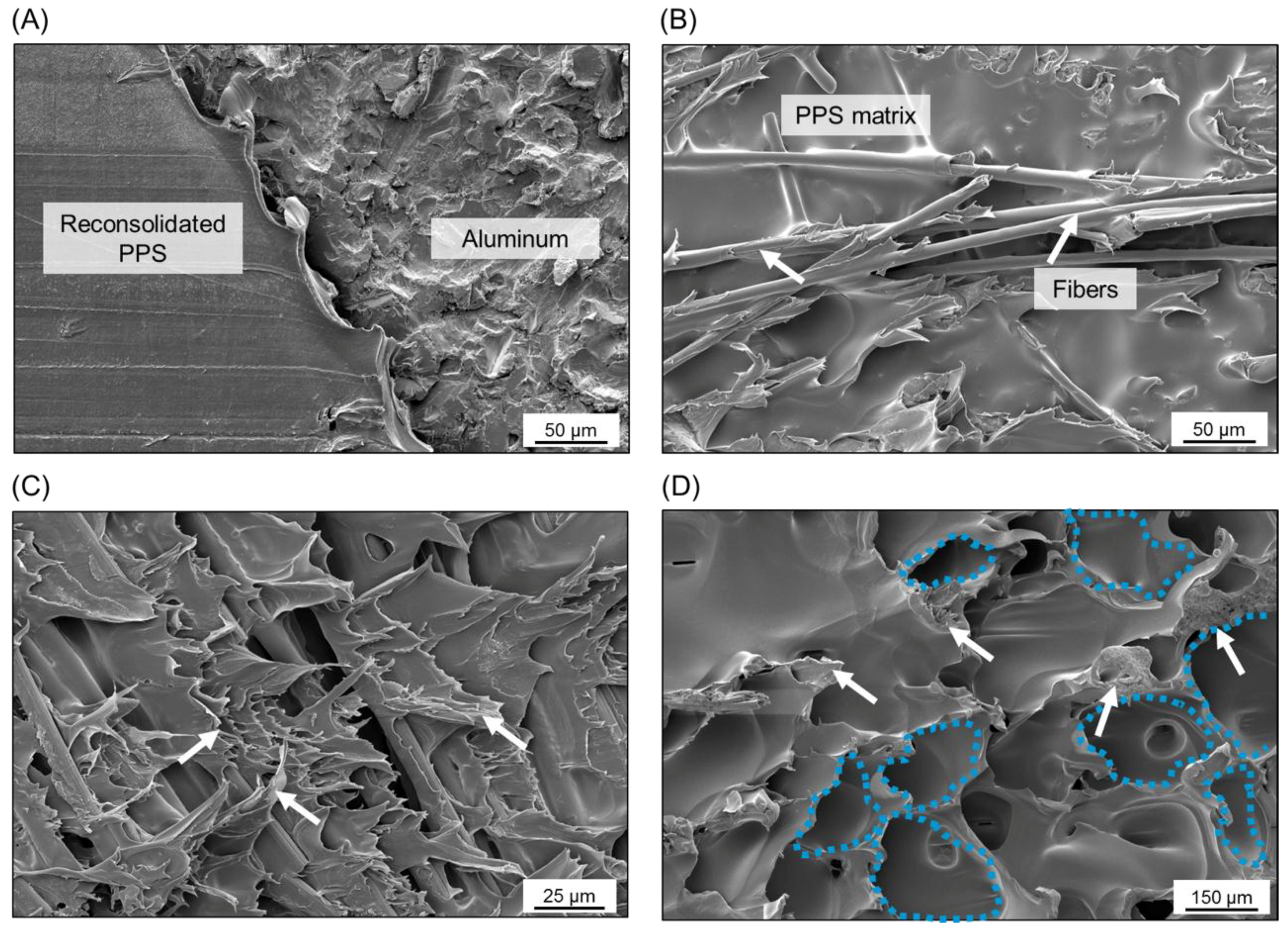
- Three main bonding mechanisms were identified at the metal–composite interface: macro- and micro-mechanical interlocking and adhesion forces. The macro-mechanical interlocking was provided by the plastic deformation of the aluminum (metallic nub) into the composite part. The micro-mechanical interlocking at the metal–composite interface was provided by the entrapment of the PPS matrix and carbon fibers into the aluminum surface. Additionally, the reconsolidated molten PPS matrix led to the adhesion forces between the joining parts.
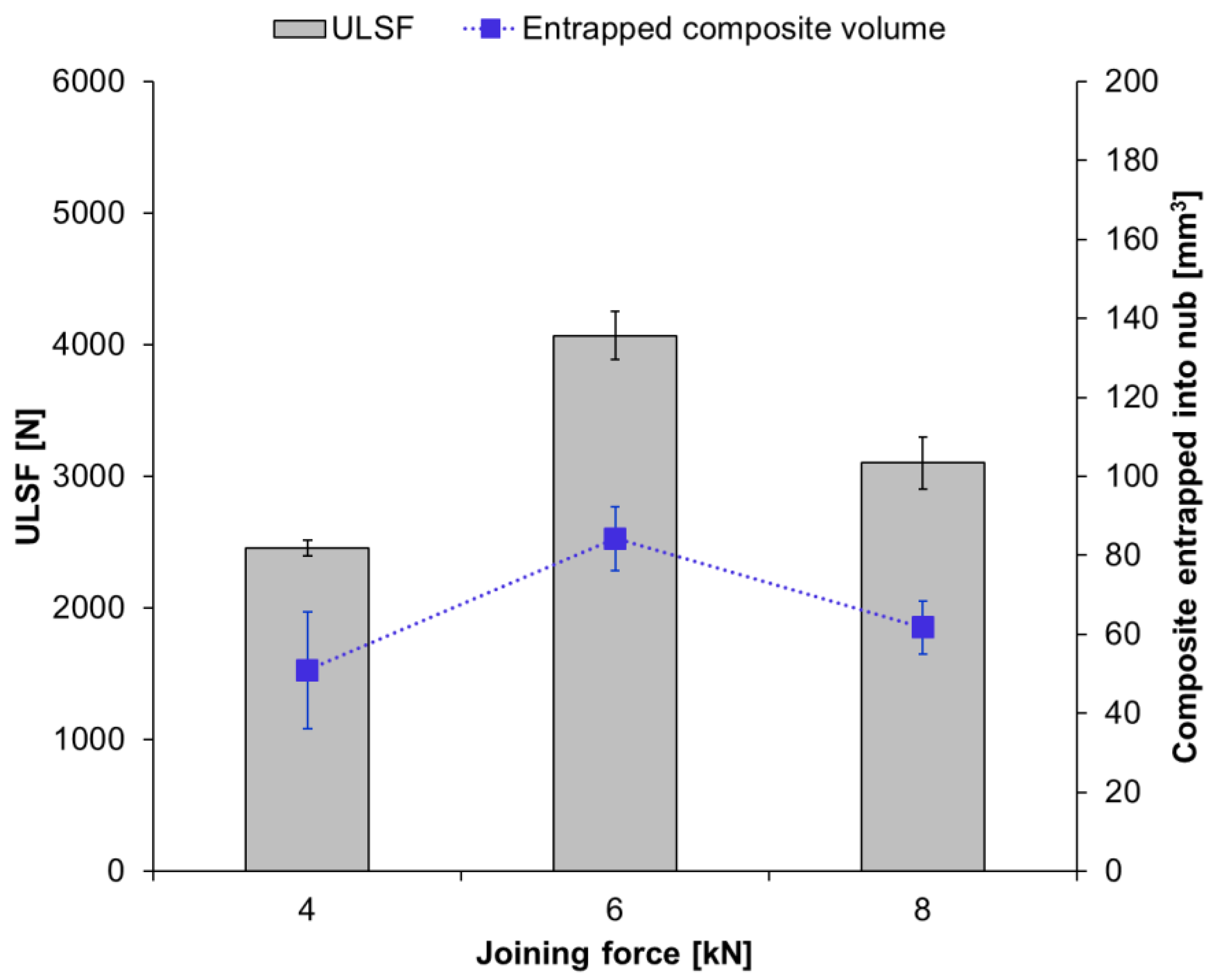
- Ultimate lap shear force of up to 4068 ± 184 N was achieved in this study. The joining force showed a significant influence on the nub geometry and hence on the ULSF of the joints. Intermediate joining force (6 kN in this study) originated a metallic deformation in the shape of two rings inserted into the composite part. This geometry effectively interlocked the aluminum and the composite part, thereby maximizing the volume of the composite entrapped into the nub (84 ± 8 mm3) and consequently the ULSF of the joint.
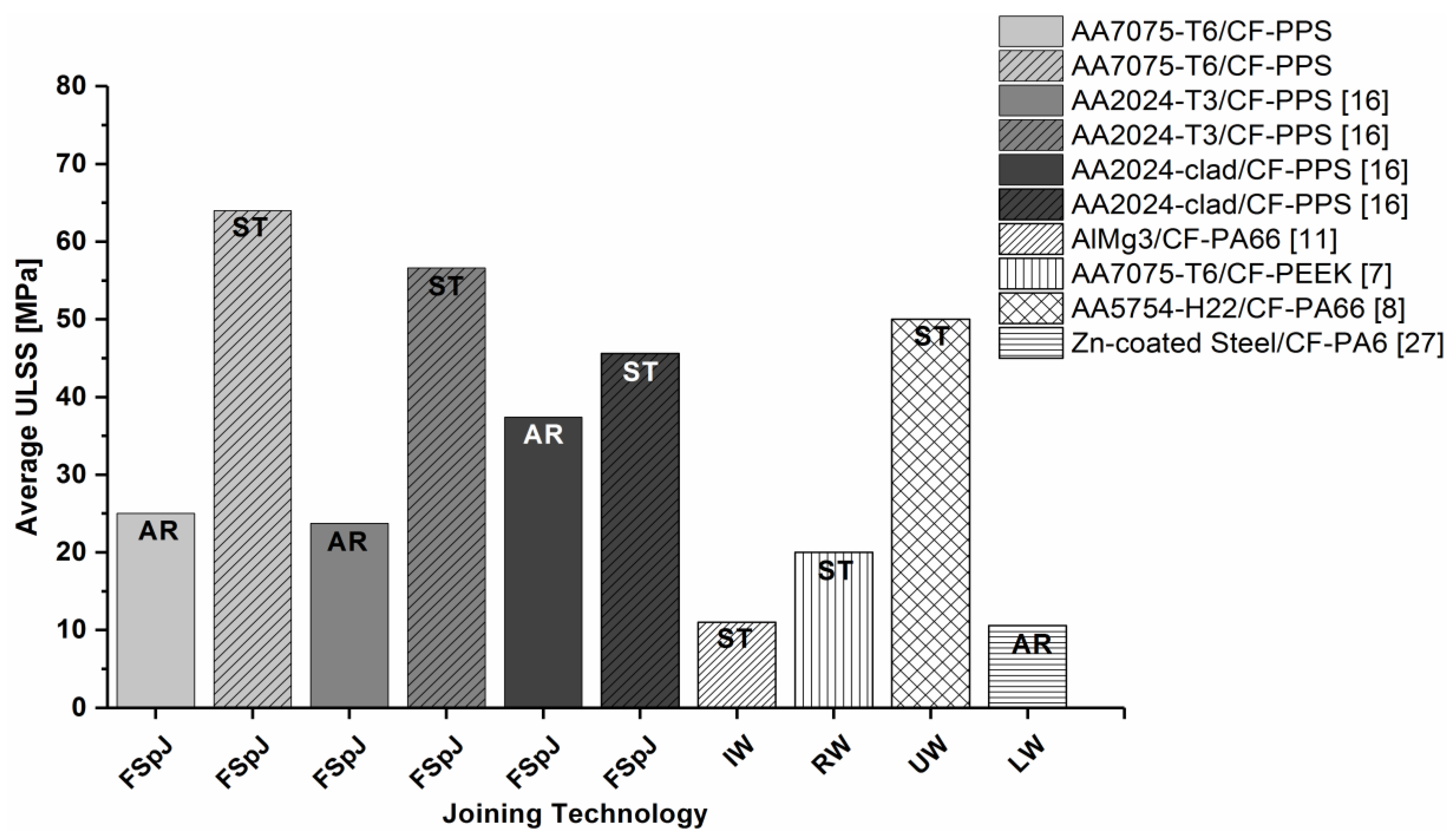
- A qualitative comparison with other state-of-the-art joining technologies for hybrid structures demonstrated that the friction spot joints exhibit superior/similar strength than/to the concurrent joining technologies for hybrid structures.
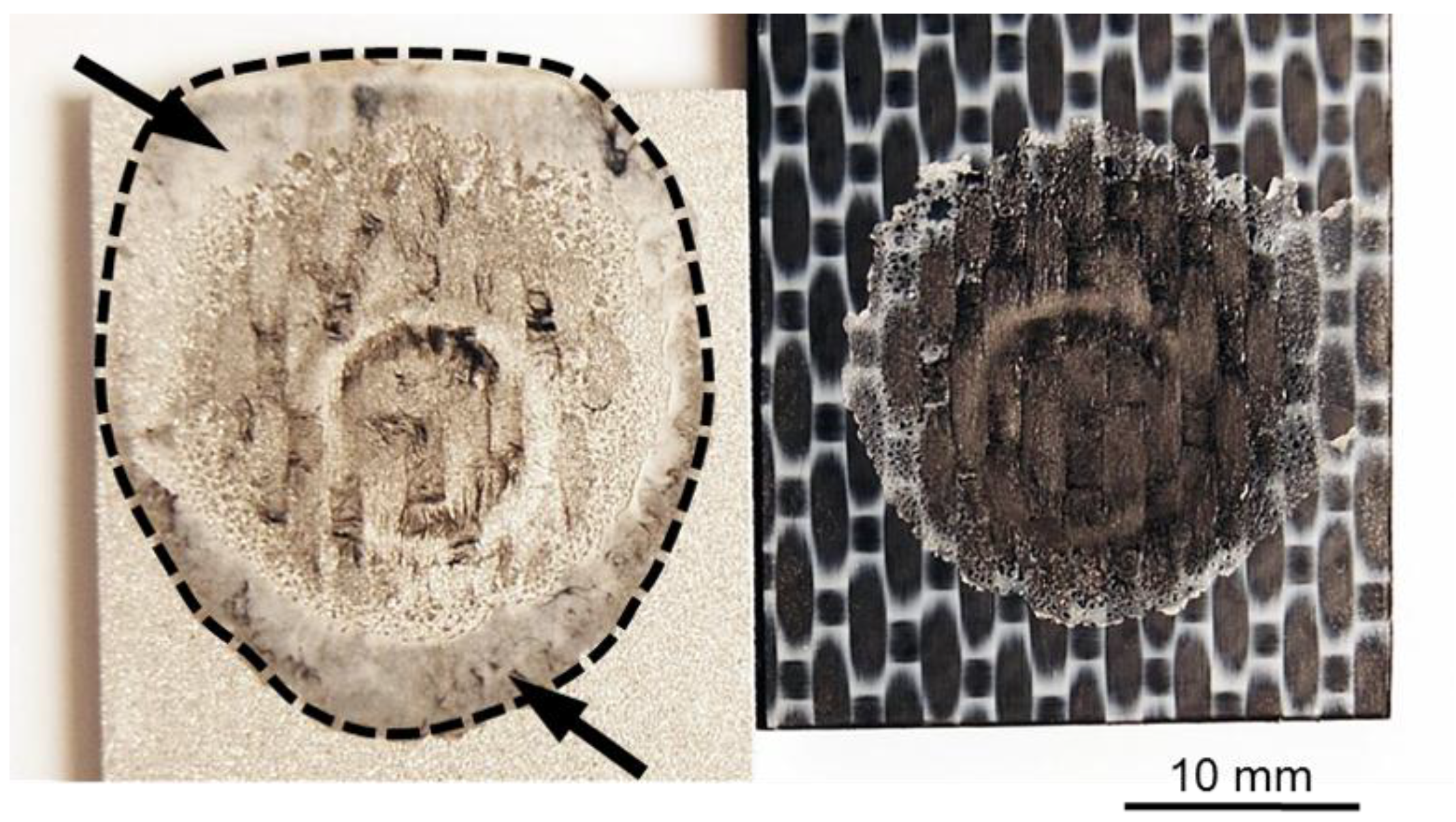
- The fracture surface of the joints showed that the bonding area could be divided into different zones. Three bonding zones were identified as the following: Plastically Deformed Zone (PDZ), Transition Zone (TZ), and Adhesion Zone (AZ), as previously reported in the literature for other combinations of materials joined with FSpJ.
- A mixture of adhesive–cohesive failure mode was identified, while cohesive failure was dominant. A combination of brittle and ductile micro-mechanisms of failure was observed by SEM analysis.
Author Contributions
Funding
Conflicts of Interest
References
- Arakaki, F.K.; Gonçalves, W.G. Embraer composite material application. In Proceedings of the 16th International Conference of Composite Materials, Kyoto, Japan, 8–13 July 2007. [Google Scholar]
- Mallick, P.K. Materials, Design and Manufacturing for Lightweight Vehicles, 1st ed.; Woodhead Publishing Limited: Cambridge, UK, 2010. [Google Scholar]
- Boeing 787: From the Ground Up. Available online: www.boeing.com/commercial/aeromagazine/articles/qtr_4_06/article_04_2.html (accessed on 12 May 2017).
- Faivre, V.; Morteau, E. Damage tolerant composite fuselage sizing, characterization of accidental damage threat. Airbus Tech. Mag. FAST 2011, 48, 10–16. [Google Scholar]
- TenCate Advanced Armour will provide ballistic solutions for the Embraer KC-390. Available online: http://www.compositesworld.com/news/tencate-advanced-armour-will-provide-ballistic-solutions-for-the-embraer-kc-390 (accessed on 12 May 2017).
- Chaves, F.J.P.; Da Silva, L.F.M.; De Moura, M.F.S.F.; Dillard, D.A.; Esteves, V.H.C. Fracture mechanics tests in adhesively bonded joints: A literature review. J. Adhes. 2014, 90, 955–992. [Google Scholar] [CrossRef]
- Marinelli, J.M.; Lambing, C.L.T. Advancement in welding technology for composite-to-metallic joints. J. Adv. Mater. 1994, 25, 20–27. [Google Scholar]
- Balle, F.; Emrich, S.; Wagner, G.; Eifler, D. Improvement of ultrasonically welded aluminum/carbon fiber reinforced polymer-joints by surface technology and high resolution analysis. Adv. Eng. Mater. 2013, 15, 814–820. [Google Scholar] [CrossRef]
- Feistauer, E.E.; Guimarães, R.P.M.; Ebel, T.; Dos Santos, J.F.; Amancio-Filho, S.T. Ultrasonic joining: A novel direct-assembly technique for metal-composite hybrid structures. Mater. Lett. 2016, 170, 1–4. [Google Scholar] [CrossRef]
- Ageorges, C.; Ye, L. Resistance welding of metal/thermoplastic composite joints. J. Thermoplast. Compos. Mater. 2001, 14, 449–475. [Google Scholar] [CrossRef]
- Mitschang, P.; Velthuis, R.; Didi, M. Induction spot welding of metal/CFRPC hybrid joints. Adv. Eng. Mater. 2013, 15, 804–813. [Google Scholar] [CrossRef]
- Cheon, J.; Na, S.-J. Relation of joint strength and polymer molecular structure in laser assisted metal and polymer joining. Sci. Technol. Weld. Join. 2014, 19, 631–637. [Google Scholar] [CrossRef]
- Amancio-Filho, S.T.; Dos Santos, J. Method for joining metal and plastic workpieces. European Patent 2329905B1, 30 May 2012. [Google Scholar]
- Amancio-Filho, S.T.; Bueno, C.; Dos Santos, J.F.; Huber, N.; Hage, E., Jr. On the feasibility of friction spot joining in magnesium/fiber-reinforced polymer composite hybrid structures. Mater. Sci. Eng. A 2011, 528, 3841–3848. [Google Scholar] [CrossRef] [Green Version]
- Esteves, J.V.; Goushegir, S.M.; Dos Santos, J.F.; Canto, L.B.; Hage, E., Jr.; Amancio-Filho, S.T. Friction spot joining of aluminum AA6181-T4 and carbon fiber-reinforced poly(phenylene sulfide): Effects of process parameters on the microstructure and mechanical strength. Mater. Des. 2015, 66, 437–445. [Google Scholar] [CrossRef] [Green Version]
- Goushegir, S.M.; Dos Santos, J.F.; Amancio-Filho, S.T. Friction spot joining of aluminum aa2024/carbon-fiber reinforced Poly(phenylene sulfide)composite single lap joints: Microstructure and mechanical performance. Mater. Des. 2014, 50, 196–206. [Google Scholar] [CrossRef]
- Junior, W.S.; Amancio-Filho, S.; Abetz, V.; Dos Santos, J.F. Verfahren zum Herstellen einer leitfähigen Verbindung zwischen einem Metallbauteil und einem Nanokomposit-Bauteil. European Patent 2993029 B1, 30 November 2016. [Google Scholar]
- American Society for Metals. Metals Handbook; Metals Park: Russel Township, Geauga County, OH, USA, 1981; Volume 2. [Google Scholar]
- Goushegir, S.M. Friction spot joining (FSpJ) of aluminum-CFRP hybrid structures. Weld. World 2016, 60, 1073–1093. [Google Scholar] [CrossRef]
- Alcoa Mill Products. Technical datasheet of AA7075-T6. 2009. Available online: http://www.calm-aluminium.com.au/Documents/alloy7075techsheet.pdf (accessed on 17 March 2019).
- ASM International. ASM Handbook. Properties and Selection: Nonferrous Alloys and Special-Purpose Materials; ASM International: Russell Township, Geauga County, OH, USA, 1992; Volume 2. [Google Scholar]
- Tencate Advanced Composites; Technical data sheet of CETEX® PPS. 2009. Available online: https://www.tencatecomposites.com/media/221a4fcf-6a4d-49f3-837f-9d85c3c34f74/0EEq4g/TenCate%20Advanced%20Composites/Documents/Product%20datasheets/Thermoplastic/UD%20tapes,%20prepregs%20and%20laminates/TenCate-Cetex-TC1100_PPS_PDS.pdf (accessed on 17 March 2019).
- Esteves, J.V.; Dos Santos, J.F.; Hage, E., Jr.; Goushegir, S.M.; Canto, L.B.; Amancio-Filho, S.T. Friction Spot Joining of aluminum 6181-T4 and carbon fiber reinforced poly(phenylene sulfide). In Proceedings of the ANTEC 2012, Orlando, FL, USA, 2–4 April 2012; pp. 418–422. [Google Scholar]
- Amancio-Filho, S.; Camillo, A.P.C.; Bergmann, L.; Dos Santos, J.F.; Kury, S.E.; Machado, N.G.A. Preliminary investigation of the microstructure and mechanical behaviour of 2024 aluminium alloy friction spot welds. Mater. Trans. 2011, 52, 985–991. [Google Scholar] [CrossRef]
- Gavalyan, V.B.; Zhuravleva, I.V.; Pavlova, S.-S.; Nedel’kin, V.I.; Sergeyev, V.A. Thermal degradation mechanism of poly-p-phenylene sulphides. Polym. Sci. USSR 1980, 22, 2327–2338. [Google Scholar] [CrossRef]
- André, N.M.; Goushegir, S.M.; Dos Santos, J.F.; Canto, L.B.; Amancio-Filho, S.T. Friction Spot Joining of aluminum alloy 2024-T3 and carbon-fiber-reinforced poly(phenylene sulfide) laminate with additional PPS film interlayer: Microstructure, mechanical strength and failure mechanisms. Compos. Part B Eng. 2016, 94, 197–208. [Google Scholar] [CrossRef]
- Jung, K.W.; Kawahito, Y.; Takahashi, M.; Katayama, S. Laser direct joining of carbon fiber reinforced plastic to zinc-coated steel. Mater. Des. 2013, 47, 179–188. [Google Scholar] [CrossRef]
- Goushegir, S.M.; Dos Santos, J.F.; Amancio-Filho, S.T. Failure and fracture micro-mechanisms in metal-composite single lap joints produced by welding-based joining techniques. Compos. Part A Appl. Sci. Manuf. 2016, 81, 121–128. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Zn | Mg | Cu | Fe | Si | Mn | Cr | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|
| Wt.% | 6.1–5.1 | 2.1–2.9 | 1.2–2.0 | 0.50 | 0.40 | 0.30 | 0.18–0.28 | 0.2 | Bal. |
| Tensile Strength (TL * direction) (MPa) | Yield Strength (TL * direction) (MPa) | Elongation (%) | Incipient Melting Temperature (°C) | Thermal Conductivity (W m−1 K−1) | Coefficient of Thermal Expansion, 20–300°C (µm m−1 °C−1) |
|---|---|---|---|---|---|
| 538 | 469 | 8 | 477 | 130 | 25.2 |
| Tensile Strength (warp/weft) (MPa) | In-Plane Shear Strength (MPa) | Glass Transition Temperature—Tg (°C) | Melting Temperature—Tm (°C) | Thermal Conductivity (W m−1 K−1) | Coefficient of Thermal Expansion, 23–300 °C (µm m−1 °C−1) |
|---|---|---|---|---|---|
| 790/750 | 119 | 120 | 280 | 0.19 | 52.2 |
| Condition | Rotational Speed (rpm) | Plunge Depth (mm) | Joining Time (s) | Joining Force (kN) |
|---|---|---|---|---|
| C1 | 1900 | 0.8 | 4 | 4 |
| C2 | 1900 | 0.8 | 4 | 6 |
| C3 | 1900 | 0.8 | 4 | 8 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Manente André, N.; F. dos Santos, J.; T. Amancio-Filho, S. Evaluation of Joint Formation and Mechanical Performance of the AA7075-T6/CFRP Spot Joints Produced by Frictional Heat. Materials 2019, 12, 891. https://doi.org/10.3390/ma12060891
Manente André N, F. dos Santos J, T. Amancio-Filho S. Evaluation of Joint Formation and Mechanical Performance of the AA7075-T6/CFRP Spot Joints Produced by Frictional Heat. Materials. 2019; 12(6):891. https://doi.org/10.3390/ma12060891
Chicago/Turabian StyleManente André, Natalia, Jorge F. dos Santos, and Sergio T. Amancio-Filho. 2019. "Evaluation of Joint Formation and Mechanical Performance of the AA7075-T6/CFRP Spot Joints Produced by Frictional Heat" Materials 12, no. 6: 891. https://doi.org/10.3390/ma12060891
APA StyleManente André, N., F. dos Santos, J., & T. Amancio-Filho, S. (2019). Evaluation of Joint Formation and Mechanical Performance of the AA7075-T6/CFRP Spot Joints Produced by Frictional Heat. Materials, 12(6), 891. https://doi.org/10.3390/ma12060891