1. Introduction
Thermoplastic polymer-metal-hybrids (PMH) offer great potential for automotive applications due to their quick processability and high strength/stiffness-to-weight ratio. In this context, a key challenge is to develop cost and time efficient techniques for creating a well-adhering interface in-between both dissimilar materials. One promising approach is adhesion by micro-scale mechanical interlocking. During joining, the polymer itself is used as the adhesive, as it infiltrates the roughness features of the metallic surface and interlocks them.
For this purpose, various joining techniques can be applied to produce mechanically interlocked PMH. In most cases, metal and polymer are placed together under pressure, while the contact area between both adherents is heated up until the polymer starts to melt. Katayama and Kawahito [
1] as well as Bergmann and Stambke [
2] generated the thermal energy by a laser beam, whereas Mitschang et al. [
3] used induction heating. Wagner et al. [
4] as well as Steinert et al. [
5] utilized ultrasonic oscillations for melting the polymer. Flock [
6] as well as Haberstroh and Sickert [
7] applied direct heat conduction to the metallic adherent. Another approach is the direct infiltration of the metallic surface with molten thermoplastic by injection molding. Ramani [
8] as well as Kleffel and Drummer [
9] achieved a considerable interlaminar tensile strength when employing this method.
Besides the influence of the selected joining process, the level of achievable adhesion is directly connected to the surface characteristics of the metallic adherent. Therefore, a roughly structured and undercut surface of the metallic partner drastically increases the bonding strength compared to an untreated surface. Grit blasting is the most widely used structuring method, since it provides satisfactory adhesion with low effort and can be easily implemented in industrial applications. Consequently, it is often used as a benchmark for other structuring processes. Pan et al. [
10] conducted a parameter study with different abrasive particle sizes on magnesium/carbon fiber-reinforced polymer (Mg/CFRP) laminates, concluding that larger particles create a rougher surface with a slightly increased shear strength. Etching processes offer the possibility of structuring large surfaces within a short duration, usually reaching an interlaminar strength slightly below the blasted equivalent. Mitschang et al. [
11] achieved good adhesion with acidic pickling in nitric acid (HNO
3) for an aluminum/fiber-reinforced polyamide (Al/FRPA) hybrid, whereas Nestler et al. [
12] obtained the best results with alkaline pickling in a sodium hydroxide (NaOH) solution for a similar Al/FRPA hybrid. Laser structuring offers a high degree of freedom in designing the roughness features. Therefore, the highest adhesion can be obtained, although this technique is usually expensive and time consuming. Heckert and Zaeh [
13] compared different laser manufactured structure sizes, wherein a kerf structure with a distance and depth of 200 µm provided the best adhesion between Al and FRPA. Steinert et al. [
5] presented a self-organizing pin structure with a height of approximately 40 µm and a distance between the pins of 20 µm that reached a lap shear strength that was around 2.5 times higher than that of a blasted surface in an Al/FRPA hybrid. As an additive structuring method, thermal spraying provides an irregular, rough, and undercut surface. Utilizing a NiAl5 coating, Lindner et al. [
14] reported a lap shear strength that was around 1.35 times higher than that of a blasted surface within an Al/FRPA hybrid.
As the shape of the microstructure is so important to the interface properties, proper surface characterization is mandatory for predicting the possible interlaminar strength. The most commonly used characterization method is the surface roughness measurement since it is a quick, inexpensive and widely standardized approach. Chen et al. [
15] investigated the relation between various roughness parameters and the achieved shear strength of a steel/bone cement joint. Spacing (correlation length
β) and amplitude parameters (arithmetical average roughness
Ra) gave no accordance, whereas the root mean square slope
RΔq that considers the relation between amplitude and spacing gave a good accordance. However, no relation between the investigated roughness parameters and the achievable tensile strength was given.
Regarding the contributions of different authors, a significant shortcoming is the missing comparability of the obtained test results due to the different test methods that have been used. Saborowski et al. [
16] reported that especially the very popular lap shear test massively underestimates the shear strength for single lap joints of metal and unreinforced thermoplastics. Therefore, Saborowski et al. [
17] adapted a test method which was initially proposed by Mahnken and Schlimmer [
18] for testing adhesives. Thereby, butt-bonded hollow cylinders were utilized for interlaminar strength testing. The determined shear strength values were found to be way more precise than the results of the lap shear test. Moreover, tensile strength testing can be accomplished with the same specimen geometry.
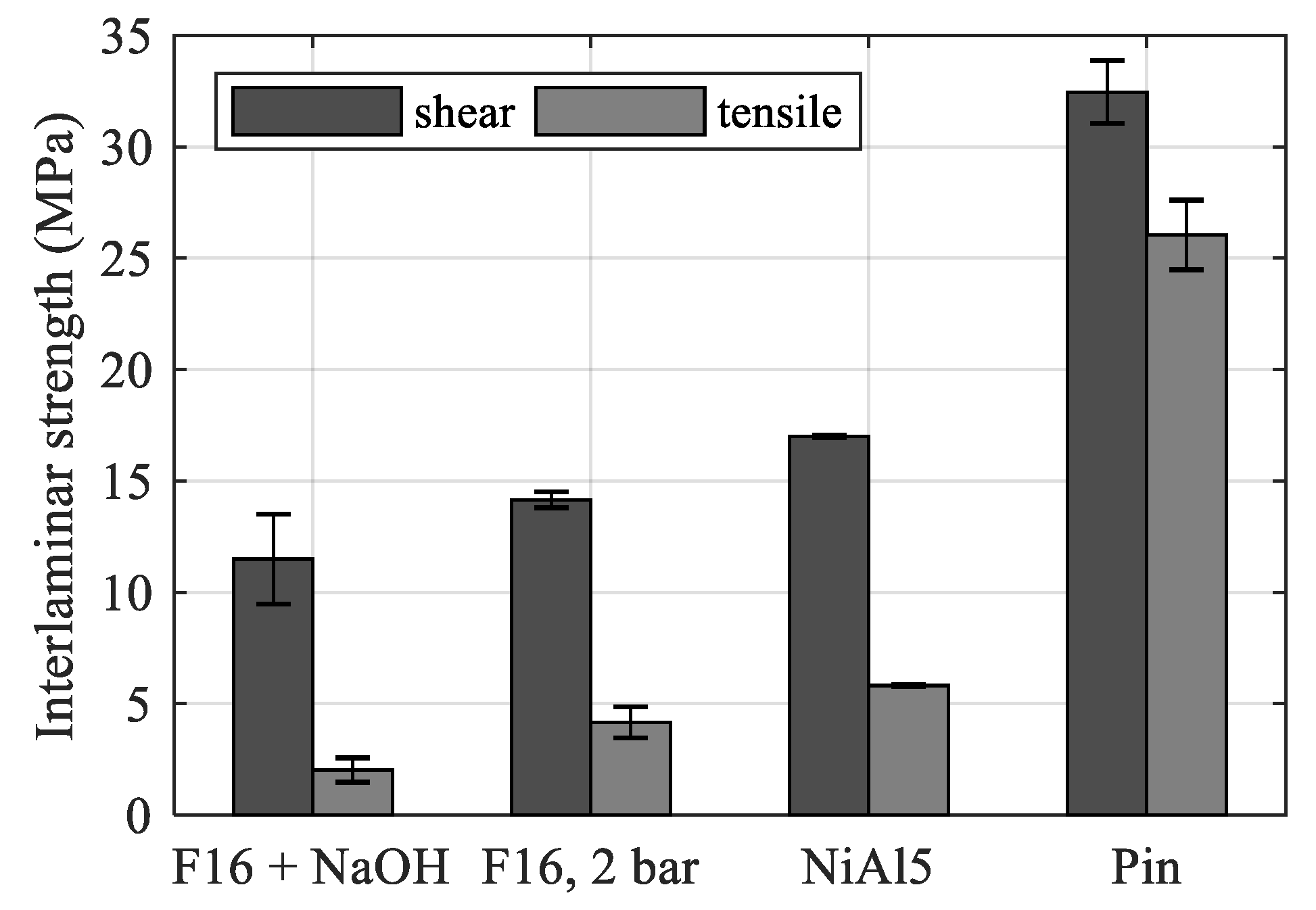
The aim of this contribution is to investigate the correlation of different roughness parameters with the interlaminar shear and tensile strength of EN AW-6082/polyamide 6 (PA6) hybrids. For this reason, several state-of-the-art surface structuring methods are applied and the surface roughness parameters
Rz (average maximum profile height) and tan
θ (surface roughness slope) are evaluated. Reliable strength values are obtained by using the butt-bonded hollow cylinder specimen geometry. Preliminary lap shear tests are performed to determine strength-optimized processing parameters for grit blasting, etching, and combined blasting and etching processes for the selected PMH. Optimized laser structuring as well as thermal spraying parameters are deduced from previous investigations conducted by Steinert et al. [
5] and Saborowski et al. [
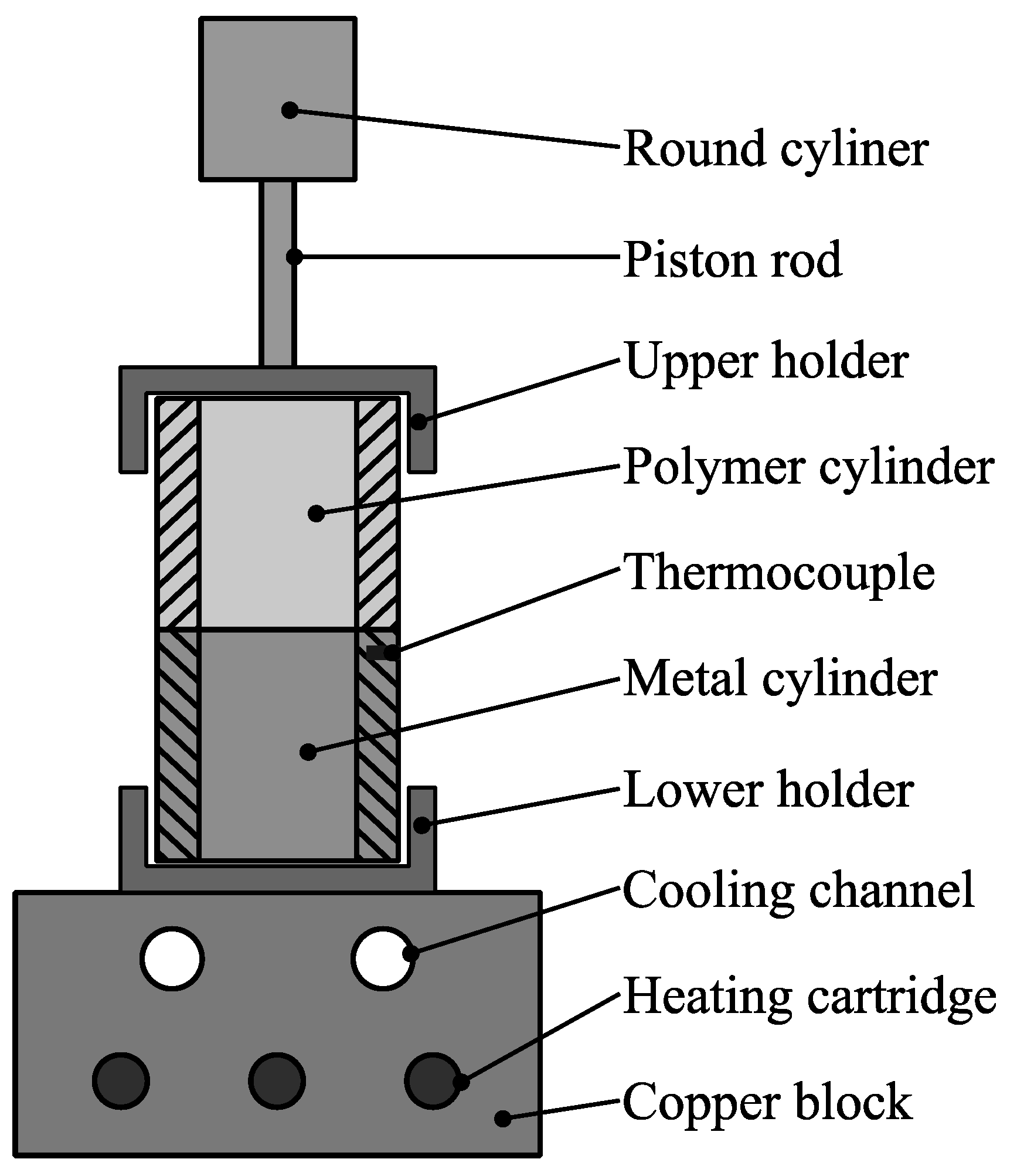
17], respectively. The specimens are manufactured by heat conduction hot pressing. Finally, the fracture surfaces are characterized in terms of their morphology and topography in order to investigate the relation between interlaminar strength and load direction as well as the failure mode depending on the applied structuring method.

 ,
, 


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}