Effect of Nanodiamond Concentration and the Current Density of the Electrolyte on the Texture and Mechanical Properties of Ni/Nanodiamond Composite Coatings Produced by Electrodeposition

Abstract
:1. Introduction
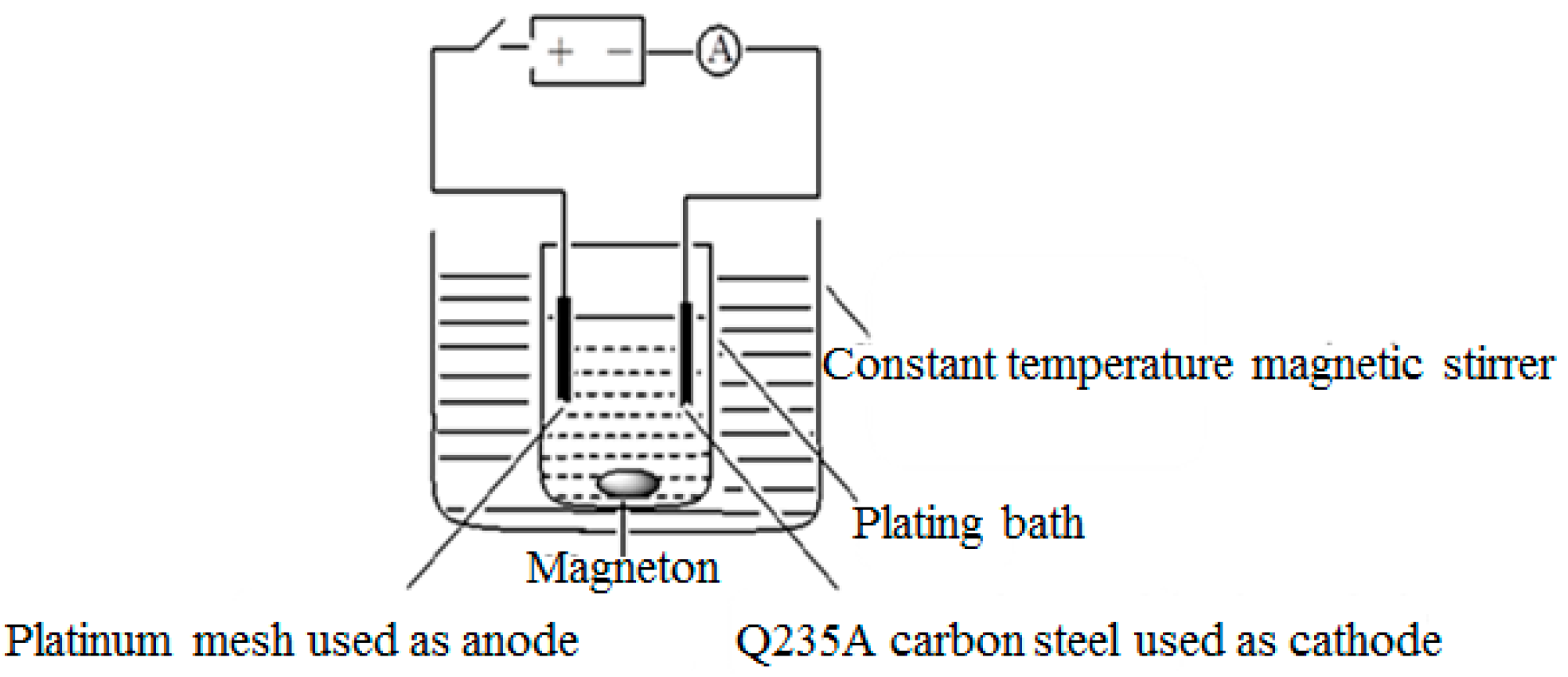
2. Experimental Procedure
2.1. Substrate Pretreatment
2.2. Composite Solution and Process Conditions
2.3. Test Analysis
3. Results and Discussion
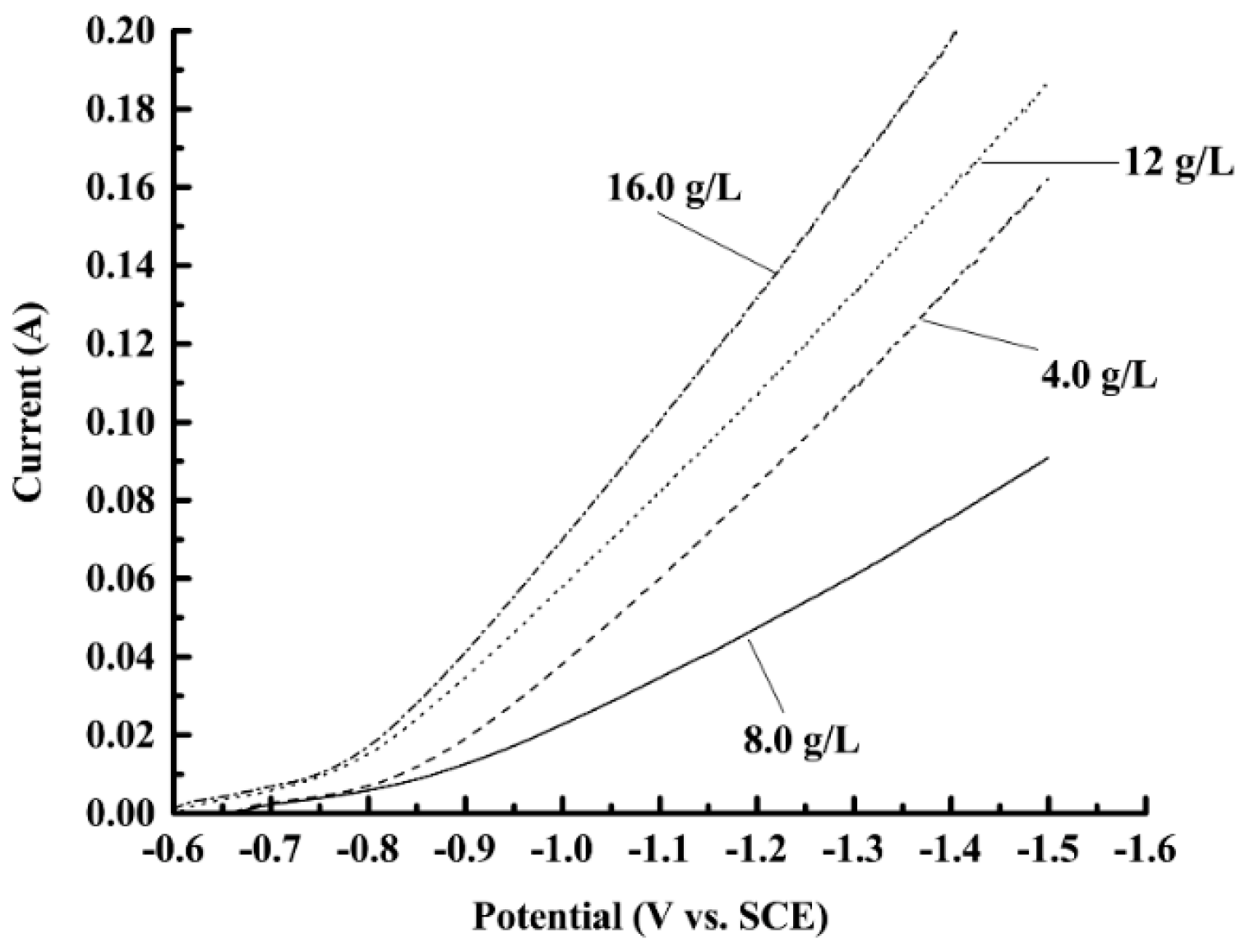
3.1. Effects of Nanodiamond Concentration on the Cathodic Polarization Curves
3.2. Effect of the Nanodiamond Concentration in the Plating Solution on the Morphology and Phase Structure of Composite Coating
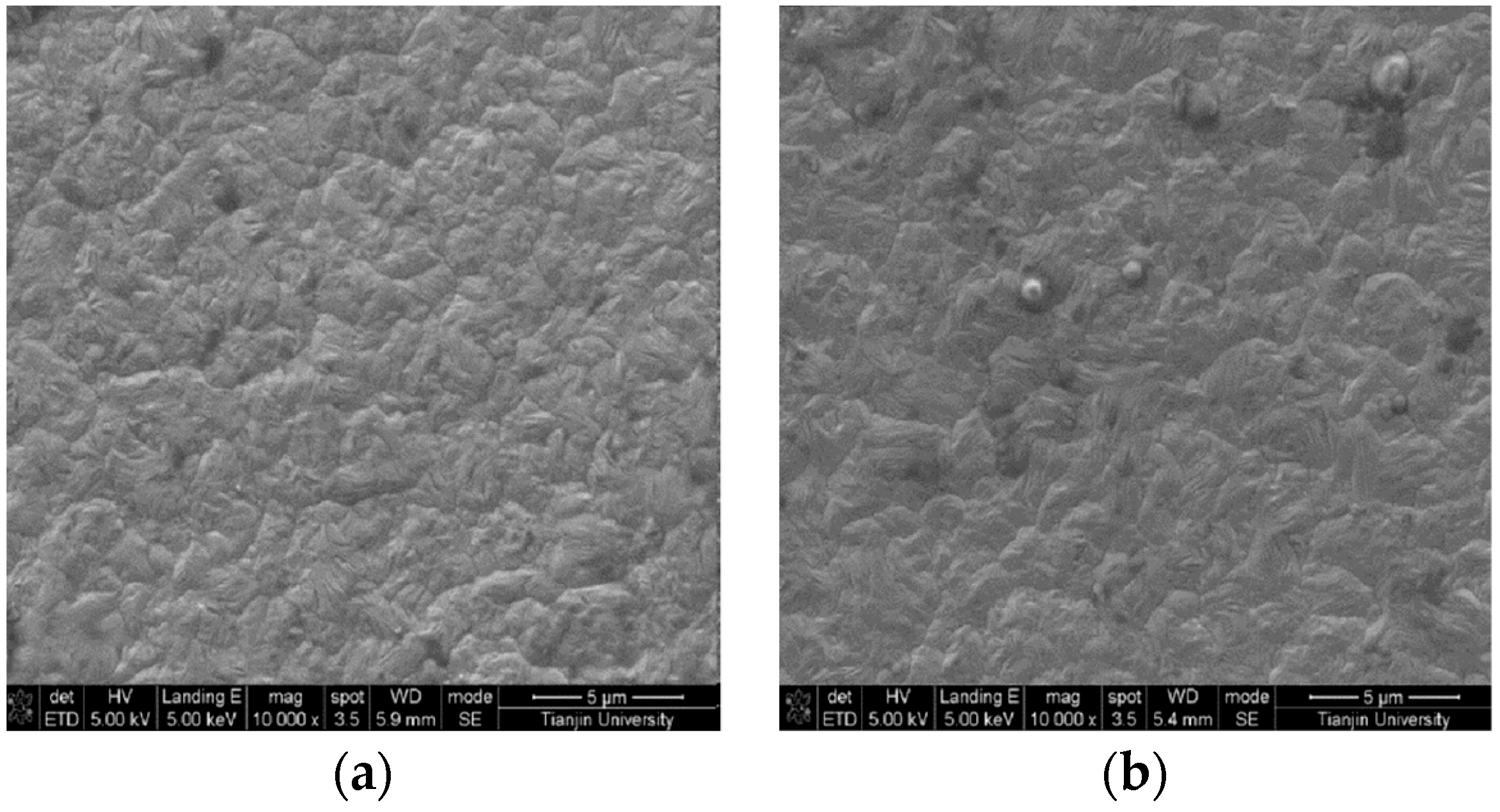
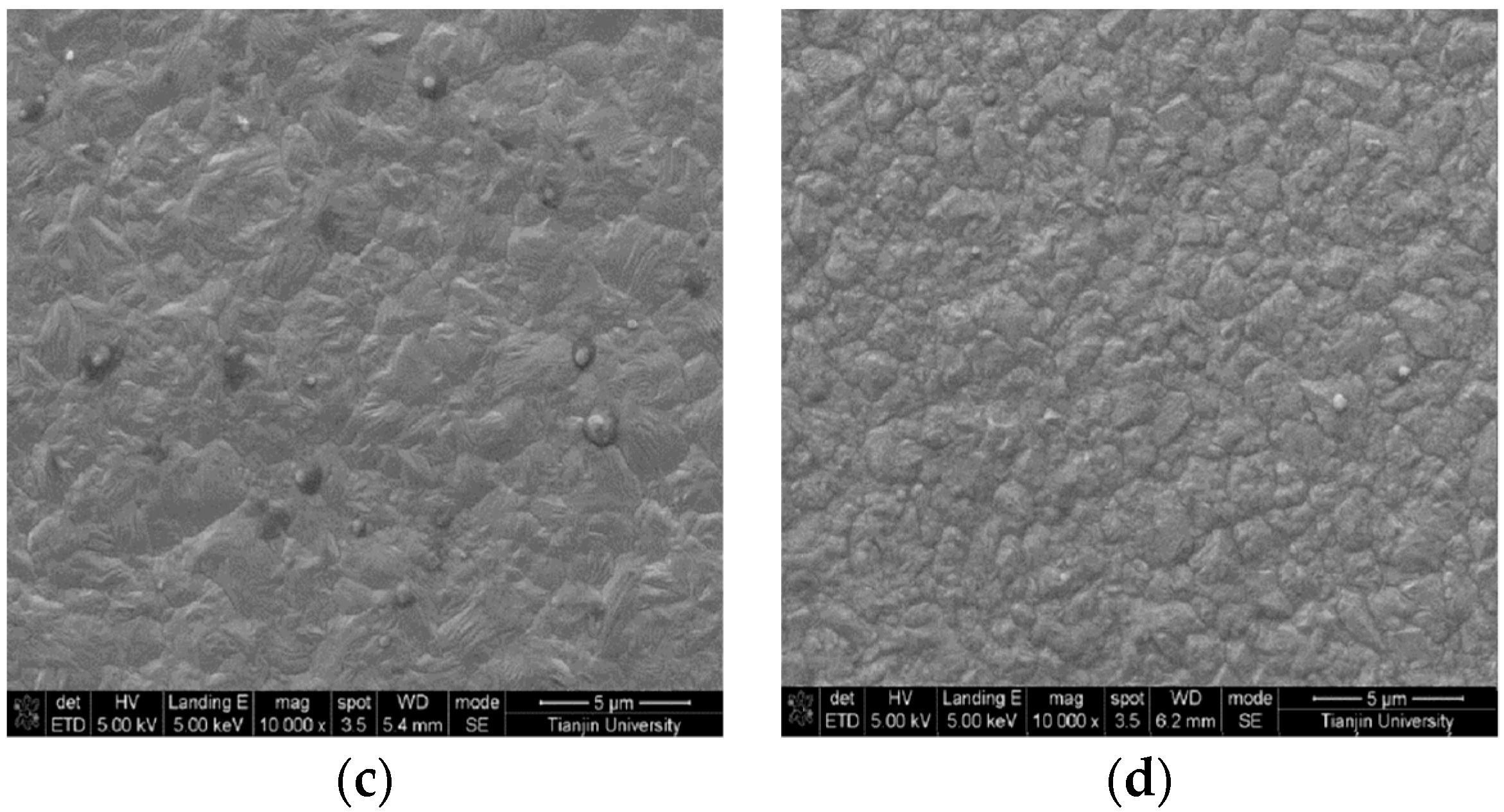
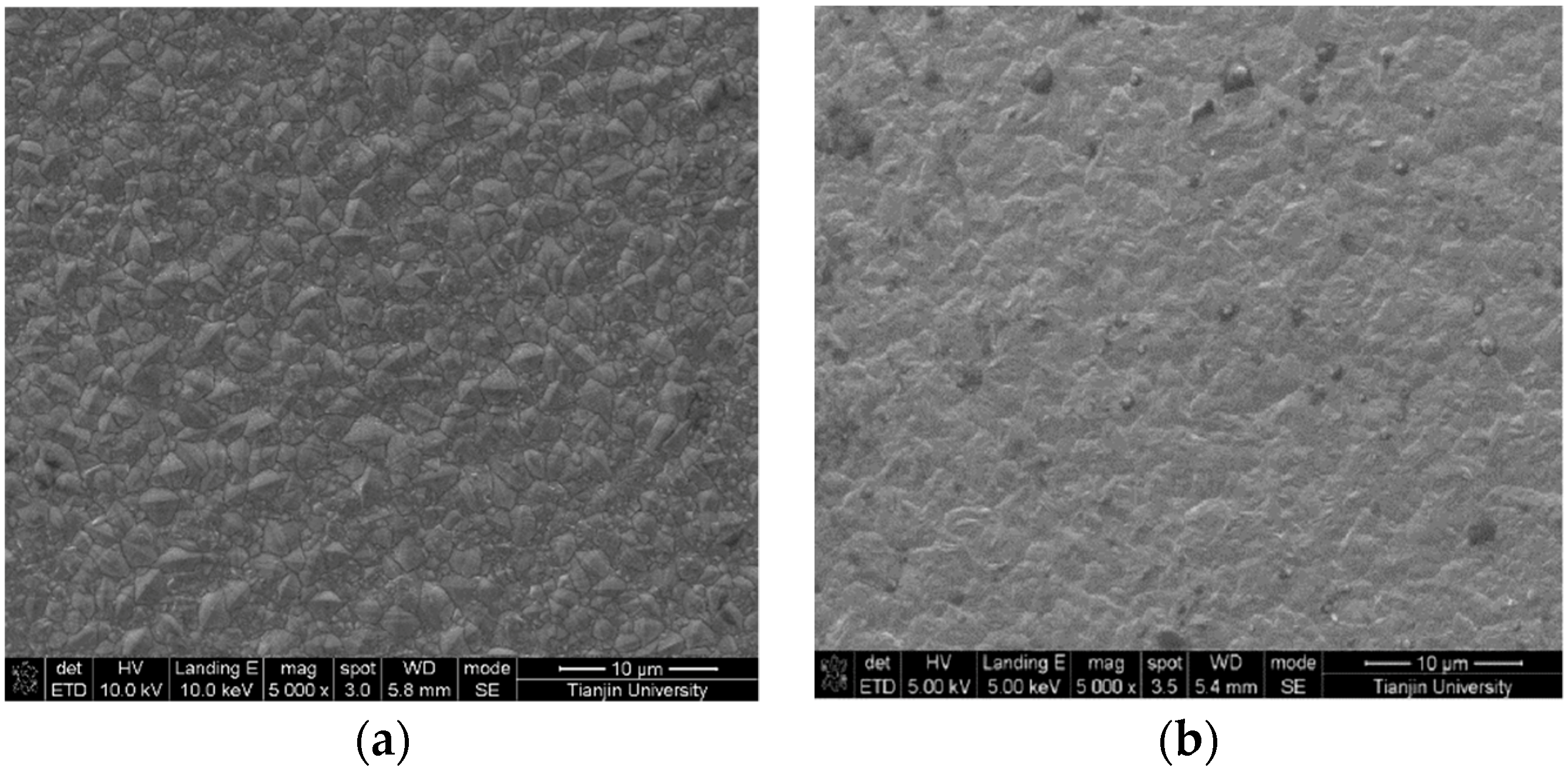
3.2.1. Surface Morphology
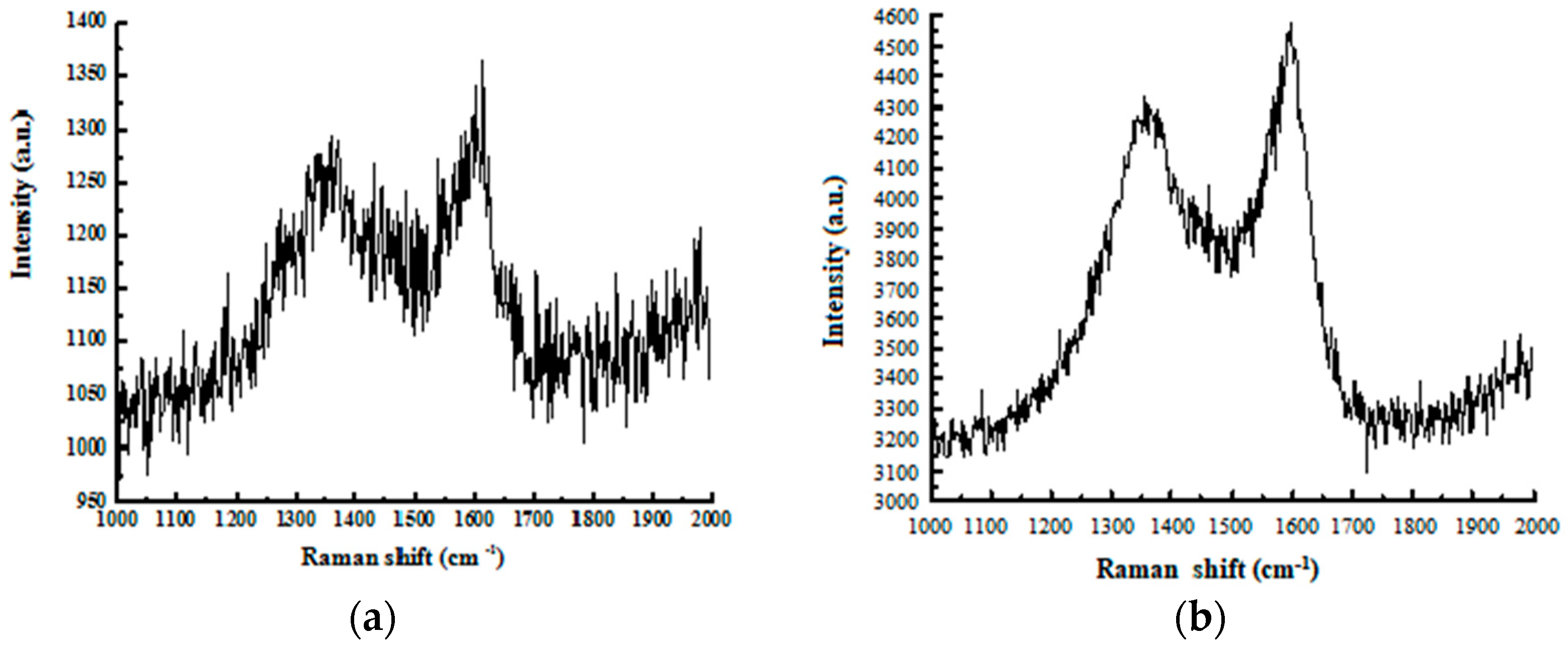
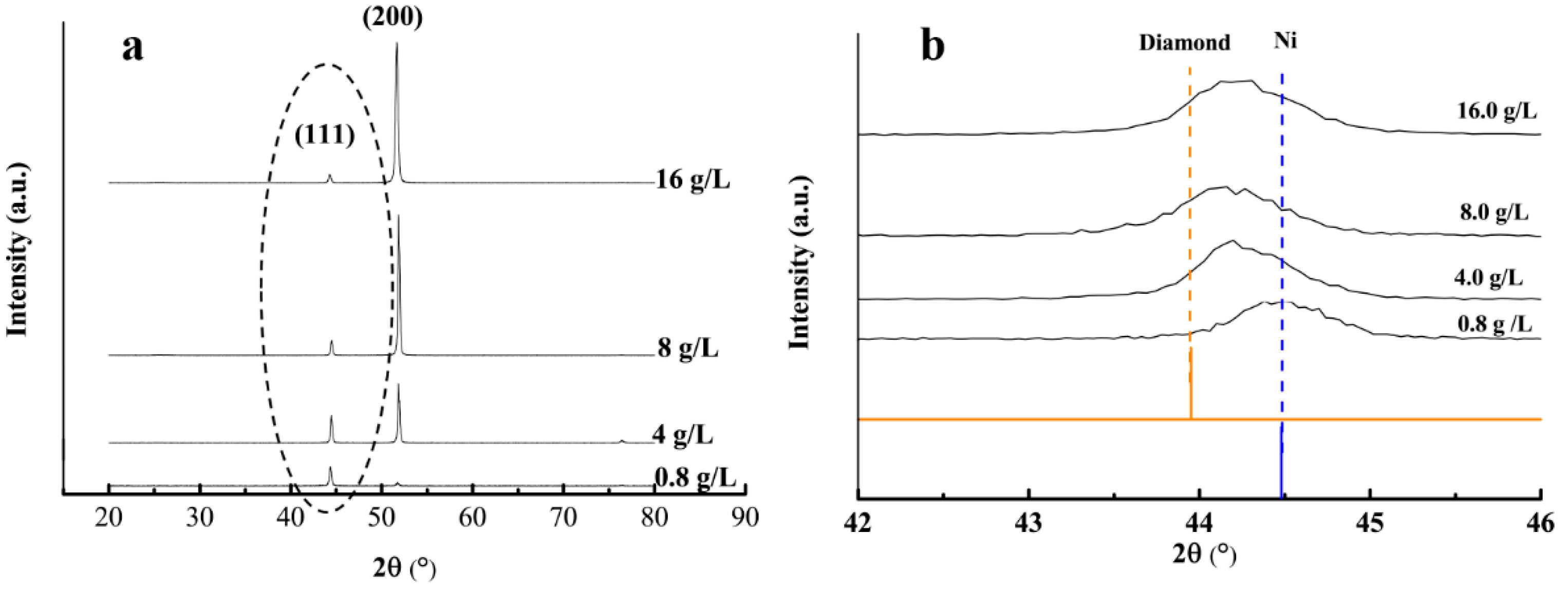
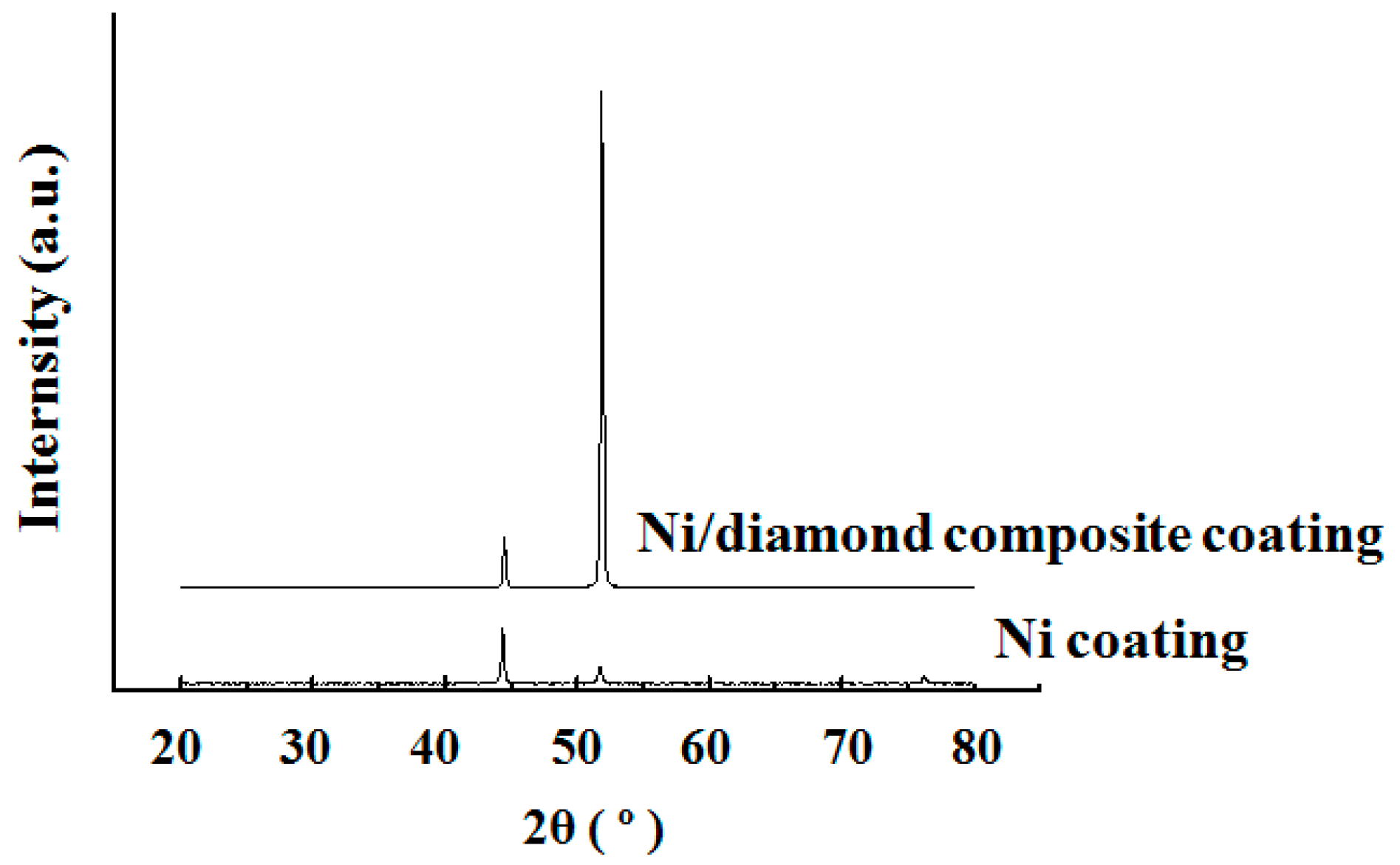
3.2.2. Phase Structure
3.3. Effect of Current Density on the Surface Morphology and Phase Structure of the Composite Coating
3.3.1. Surface Morphology
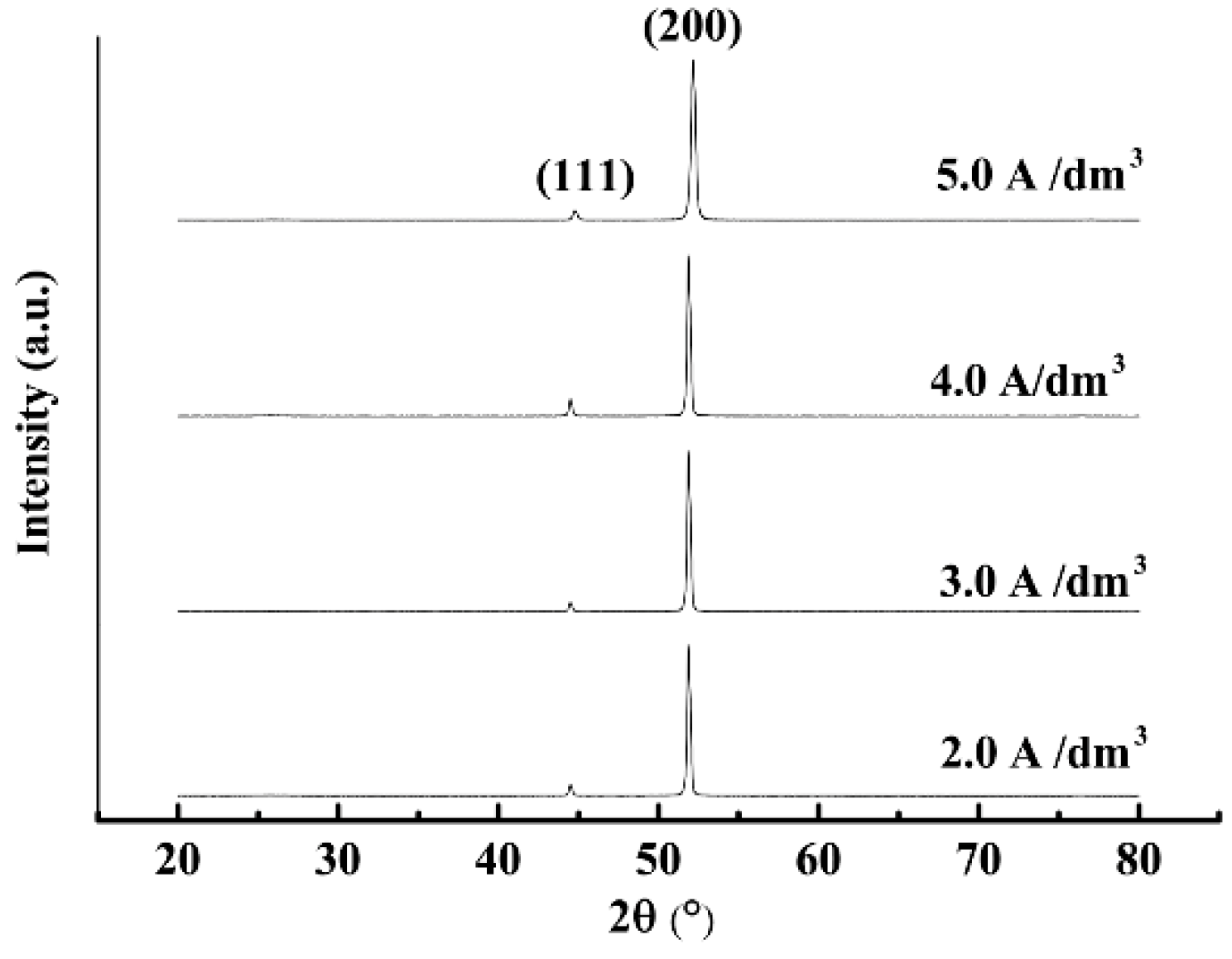
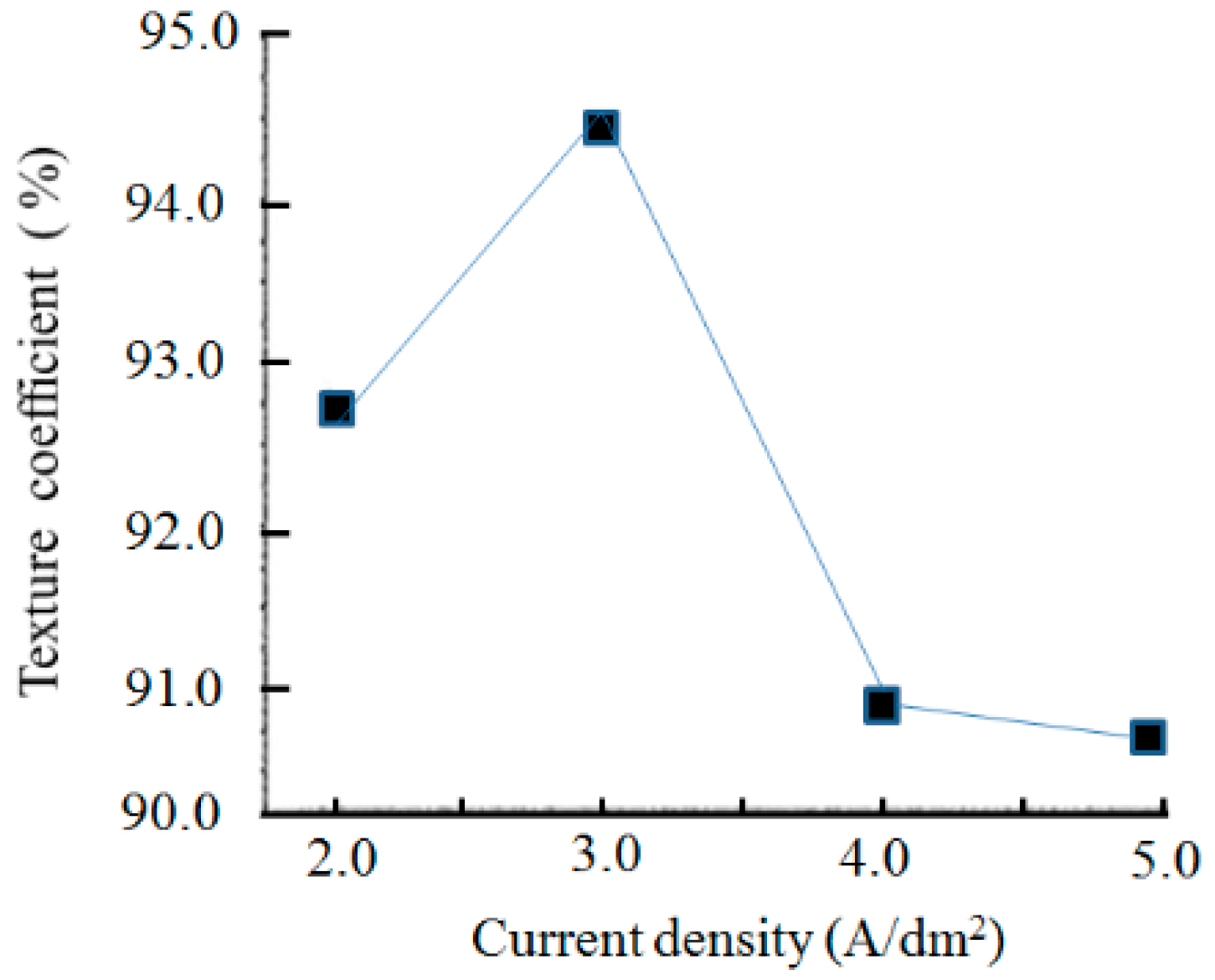
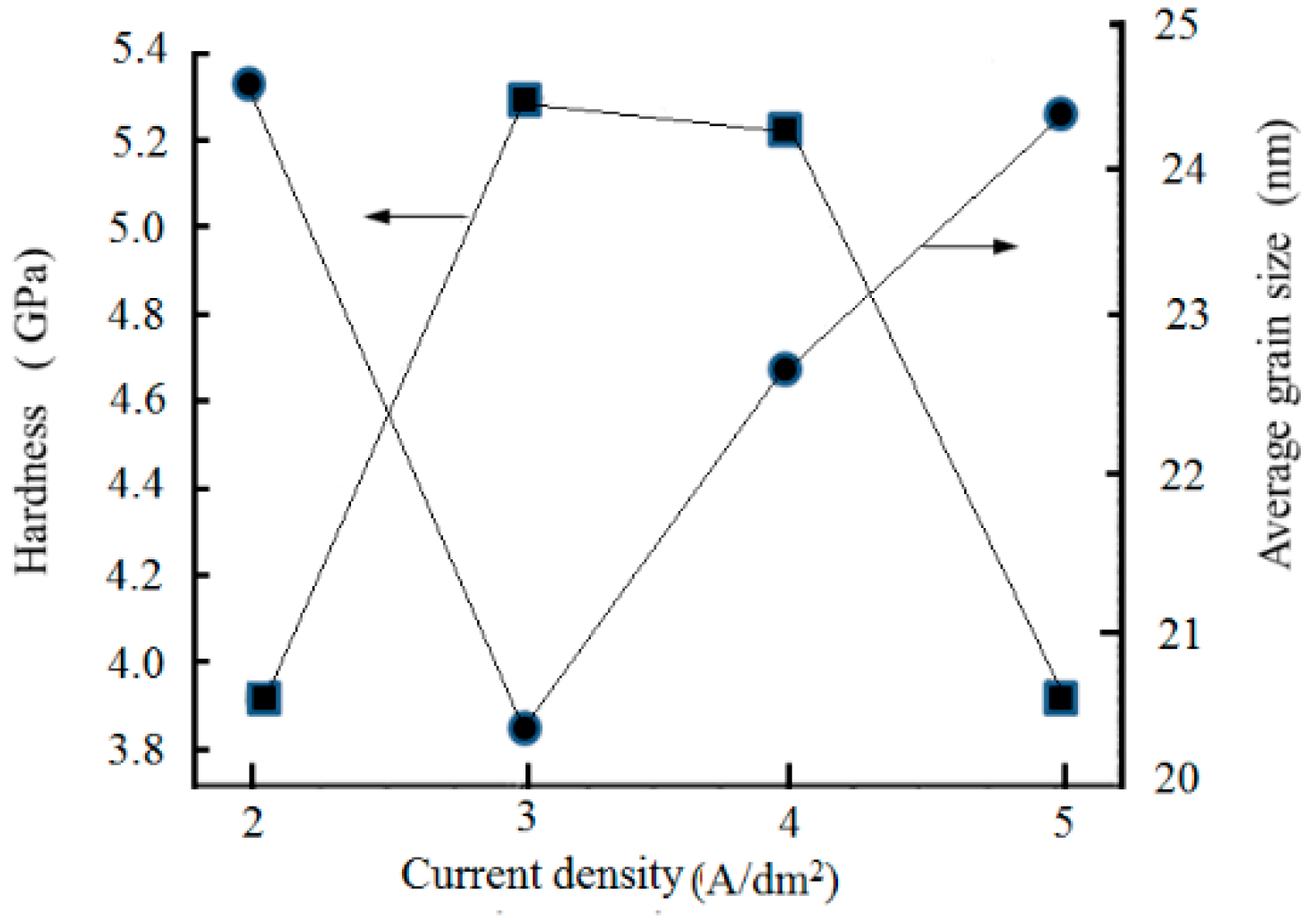
3.3.2. Phase Structure
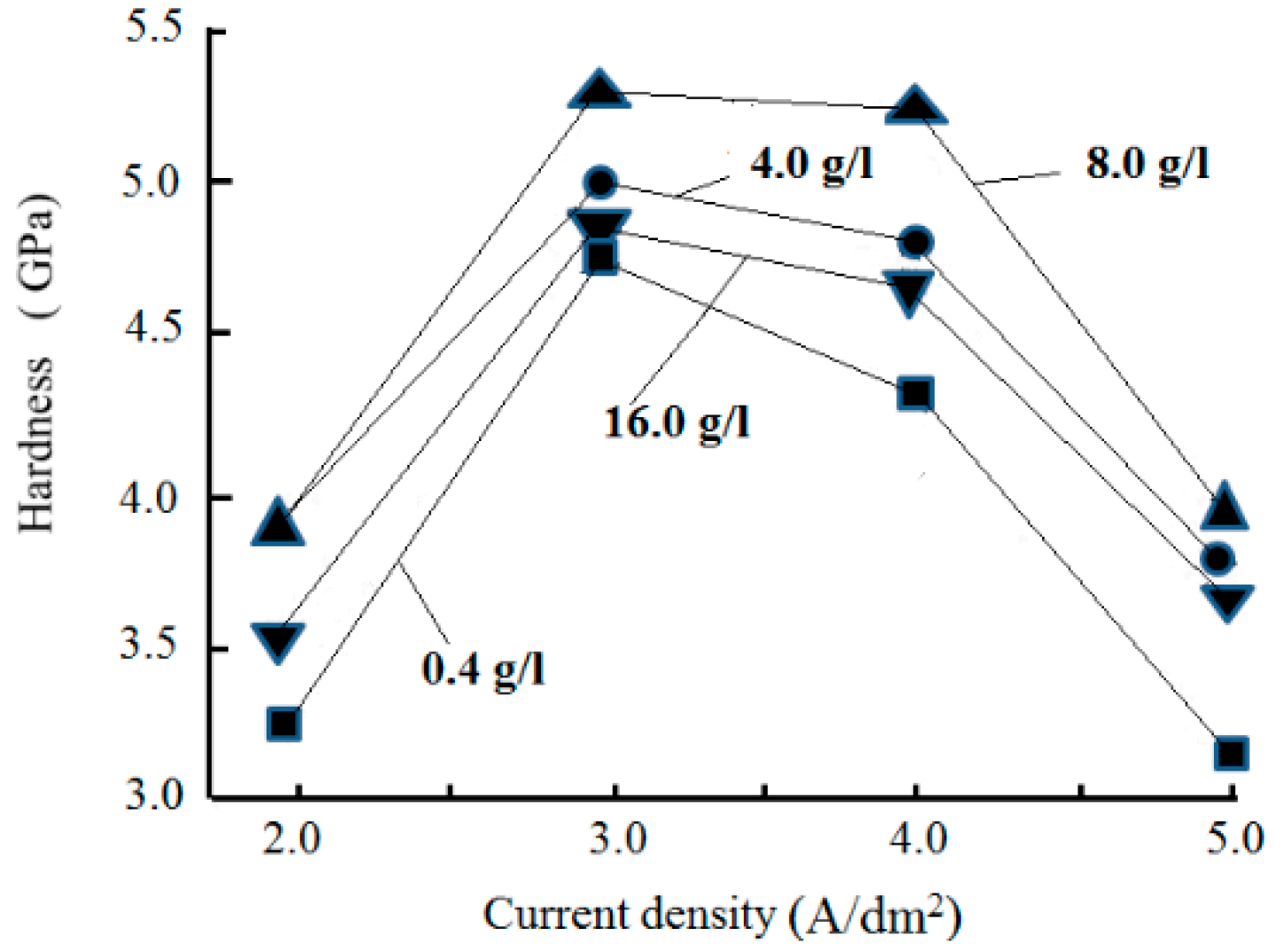
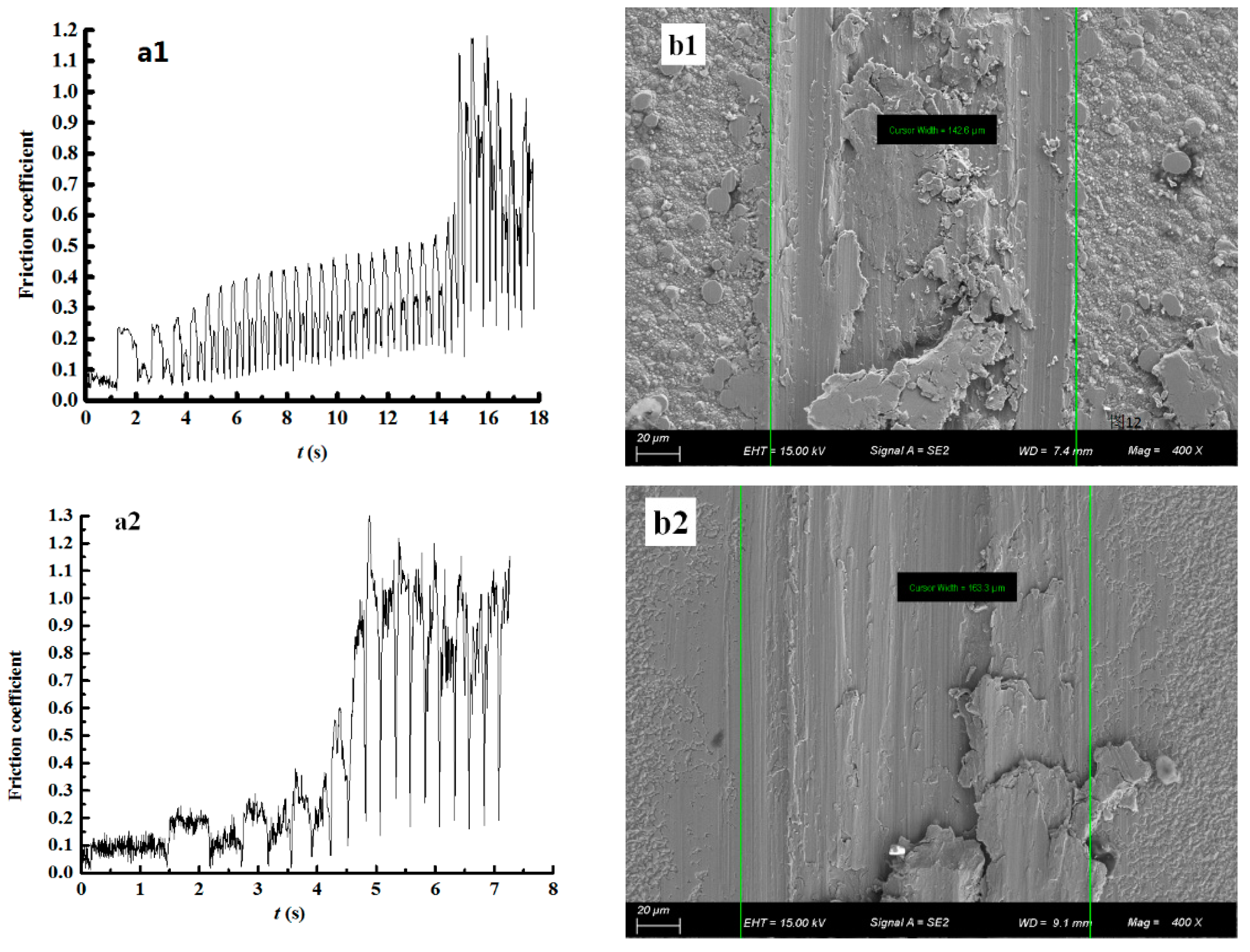
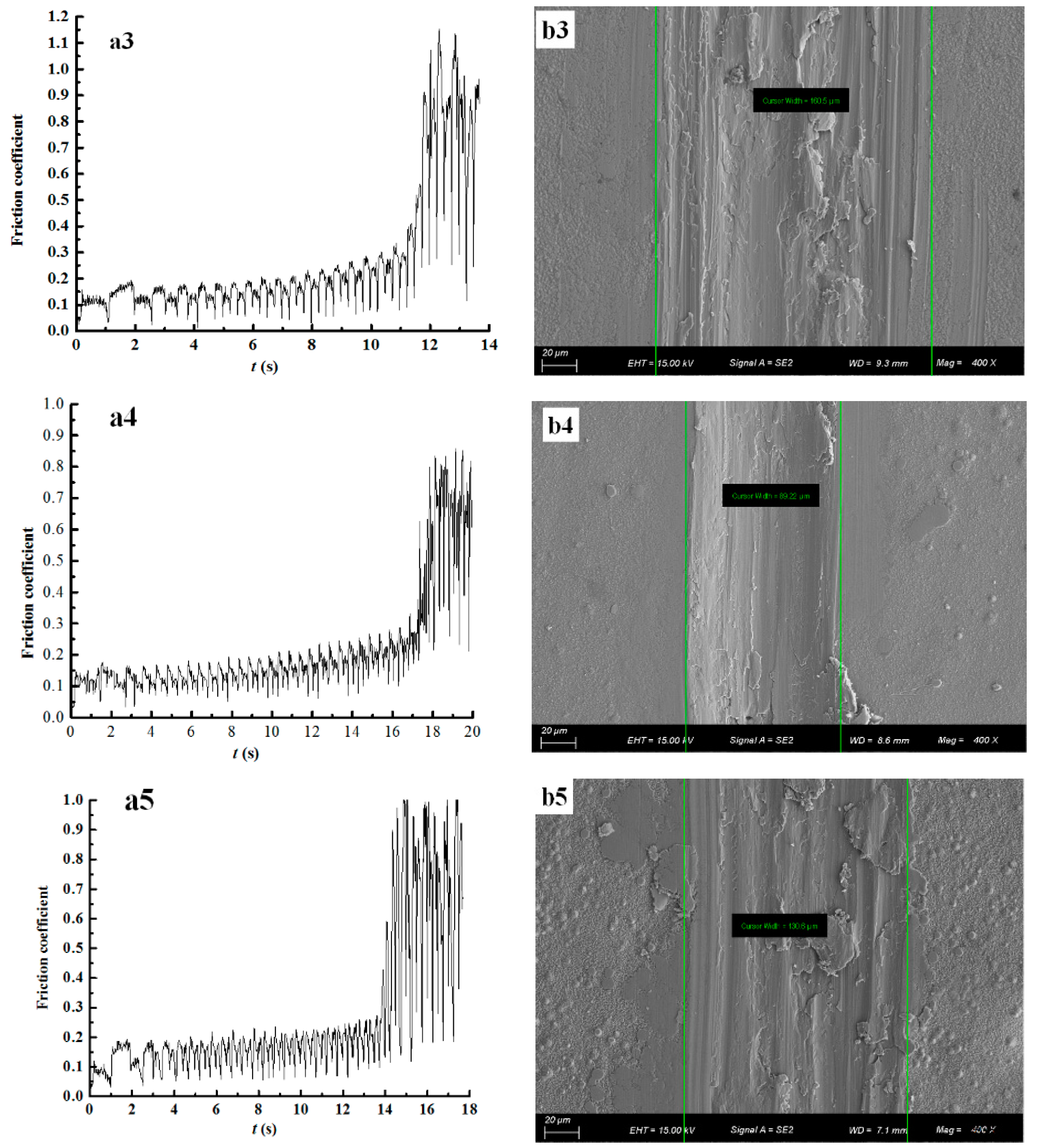
3.4. Effect of Nanodiamond Concentration in the Plating Solution and Current Density on the Hardness and Wear Resistance of the Composite Coating
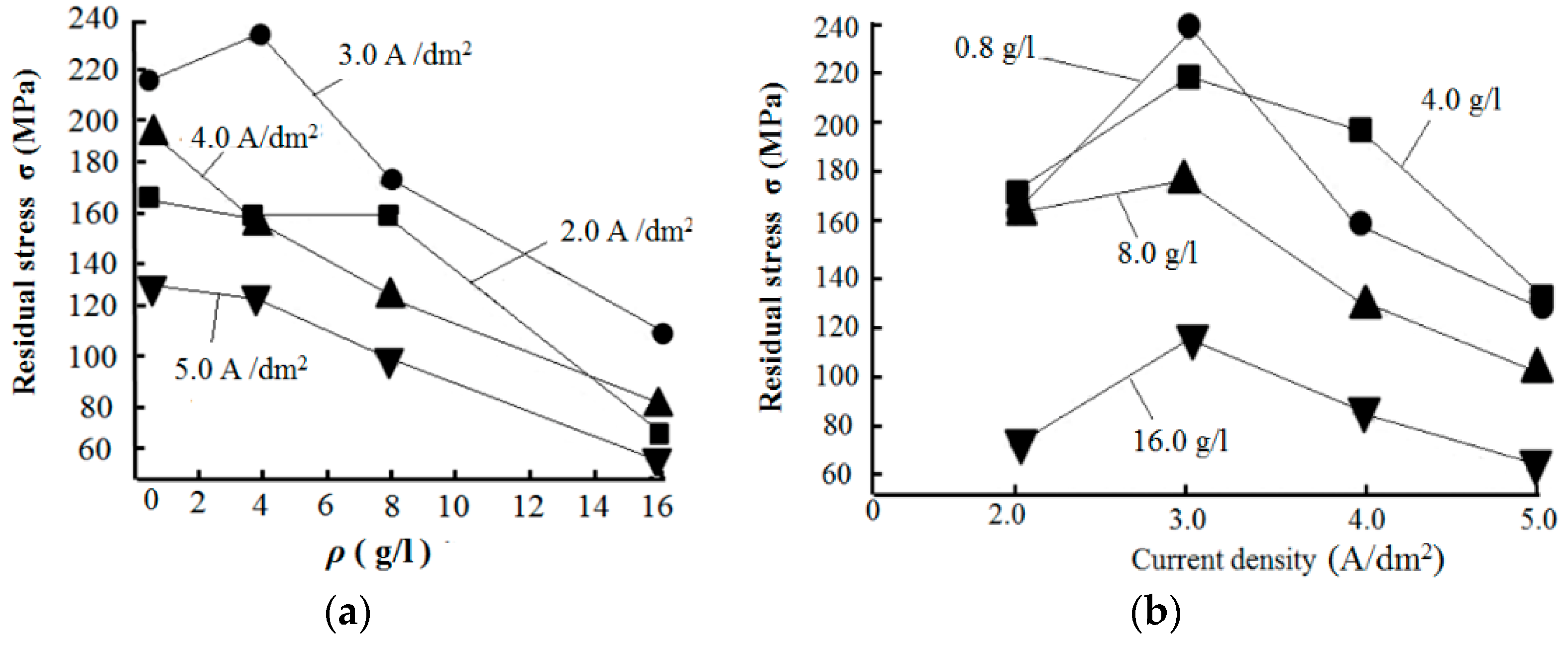
3.5. Effect of Nanodiamond Concentration in the Plating Solution and Current Density on the Residual Stress of the Composite Coating
3.6. Performance Comparison between the Nickel Coating and Ni/Nanodiamond Composite Coating
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Low, C.T.J.; Wills, R.G.A.; Walsh, F.C. Electrodeposition of composite coatings containing nanoparticles in a metal deposit. Surf. Coat. Technol. 2006, 201, 371–383. [Google Scholar] [CrossRef]
- Vaezi, M.R.; Sadrnezhaad, S.K.; Nikzad, L. Electrodeposition of Ni–SiC nanocomposite coatings and evaluation of wear and corrosion resistance and electroplating characteristics. Colloid Surf. A Physicochem. Eng. Asp. 2008, 315, 176–182. [Google Scholar] [CrossRef]
- Shi, L.; Sun, C.; Gao, P.; Zhou, F.; Liu, W. Mechanical properties and wear and corrosion resistance of electrodeposited Ni–Co/SiC nanocomposite coating. Appl. Surf. Sci. 2006, 252, 3591–3599. [Google Scholar] [CrossRef]
- Lee, H.K.; Lee, H.Y.; Jeon, J.M. Codeposition of micro- and nano-sized SiC particles in the nickel matrix composite coatings obtained by electroplating. Surf. Coat. Technol. 2007, 201, 4711–4717. [Google Scholar] [CrossRef]
- Srivastava, M.; Grips, V.K.W.; Rajam, K.S. Electrochemical deposition and tribological behaviour of Ni and Ni–Co metal matrix composites with SiC nanoparticles. Appl. Surf. Sci. 2007, 253, 3814–3824. [Google Scholar] [CrossRef]
- Lampke, T.; Wielage, B.; Dietrich, D.; Leopold, A. Details of crystalline growth in co-deposited electroplated nickel films with hard (nano) particles. Appl. Surf. Sci. 2006, 253, 2399–2408. [Google Scholar] [CrossRef]
- Yao, Y.; Yao, S.; Zhang, L.; Wang, H. Electrodeposition and mechanical and corrosion resistance properties of Ni–W/SiC nanocomposite coatings. Mater. Lett. 2007, 61, 67–70. [Google Scholar] [CrossRef]
- Gyftou, P.; Pavlatou, E.A.; Spyrellis, N. Effect of pulse electrodeposition parameters on the properties of Ni/nano-SiC composites. Appl. Surf. Sci. 2008, 254, 5910–5916. [Google Scholar] [CrossRef]
- Surender, M.; Basu, B.; Balasubramaniam, R. Wear characterization of electrodeposited Ni–WC composite coatings. Tribol. Int. 2004, 37, 743–749. [Google Scholar] [CrossRef]
- Feng, Q.Y.; Li, T.J.; Yue, H.Y.; Qi, K.; Bai, F.D.; Jin, J.Z. Preparation and characterization of nickel nano-Al2O3 composite coatings by sediment co-deposition. Appl. Surf. Sci. 2008, 254, 2262–2268. [Google Scholar] [CrossRef]
- Kuo, S.L.; Chenb, Y.C.; Ger, M.D.; Wu, W.H. Nano-particles dispersion effect on Ni/Al2O3 composite coatings. Mater. Phys. Chem. 2004, 86, 5–10. [Google Scholar] [CrossRef]
- Wang, L.-P.; Gao, Y.; Xue, Q.-J.; Liu, H.-W.; Xu, T. Effect of nano-diamond particulates on the microstructure and wear-resistance of electrodeposited Ni-matrix coatings. Tribology 2004, 24, 488–492. (In Chinese) [Google Scholar]
- Petrov, I.; Detkov, P.; Drovosekov, A.; Ivanov, M.V.; Tyler, T.; Shenderova, O.; Voznecova, N.P.; Toporov, Y.P.; Schulz, D. Nickel galvanic coatings co-deposited with frantions of detonation nanodiamond. Diam. Relat. Mater. 2006, 15, 2035–2038. [Google Scholar] [CrossRef]
- Ogihara, H.; Safuan, M.; Saji, T. Effect of electrodeposition conditions on hardness of Ni–B/diamond composite films. Surf. Coat. Technol. 2012, 212, 180–184. [Google Scholar] [CrossRef]
- Shrestha, N.K.; Takebe, T.; Saji, T. Effect of particle size on the co-deposition of diamond with nickel in presence of a redox-active surfactant and mechanical property of the coatings. Diam. Relat. Mater. 2006, 15, 1570–1575. [Google Scholar] [CrossRef]
- Abdoli, M.; Rouhaghdam, A.S. Preparation and characterization of Ni–P/nanodiamond coatings: Effects of surfactants. Diam. Relat. Mater. 2013, 31, 30–37. [Google Scholar] [CrossRef]
- Wang, L.; Gao, Y.; Liu, H.; Xue, Q.; Xu, T. Effects of bivalent Co ion on the co-deposition of nickel and nano-diamond particles. Surf. Coat. Technol. 2005, 191, 1–6. [Google Scholar] [CrossRef]
- Lee, W.H.; Tang, S.C.; Chung, K.C. Effects of direct current and pulse-plating on the co-deposition of nickel and nanometer diamond powder. Surf. Coat. Technol. 1999, 120–121, 607–611. [Google Scholar] [CrossRef]
- Huang, W.; Zhao, Y.W.; Wang, X.L. Preparing a high-particle-content Ni/diamond composite coating with strong abrasive ability. Surf. Coat. Technol. 2013, 235, 489–494. [Google Scholar] [CrossRef]
- Sajjadnejad, M.; Omidvar, H.; Javanbakht, M.; Mozafari, A. Textural and structural evolution of pulse electrodeposited Ni/diamond nanocomposite coatings. J. Alloy. Compd. 2017, 15, 809–817. [Google Scholar] [CrossRef]
- Zhao, Y.; Liu, M.; Feng, L.; Meng, Y.; Li, F.; Chen, Z. Optimization of technology for electrodeposition of nickel coating on Q235A steel substrate. Mater. Prot. 2014, 9, 32–35. (In Chinese) [Google Scholar]
- Volkov, D.S.; Proskurnin, M.A.; Korobov, M.V. Elemental analysis of nanodiamonds by inductively-coupled plasma atomic emission spectroscopy. Carbon 2014, 74, 1–13. [Google Scholar] [CrossRef]
- Lv, B.; Hu, Z.; Wang, X.; Xu, B. Effect of current density on the microstructure and properties of plated nickel coating. China Surf. Eng. 2013, 26, 66–71. (In Chinese) [Google Scholar]
- Wang, Y.; Yang, C.; He, J.; Wang, W.; Mitsuzak, N.; Chen, Z. Effects of choline chloride on electrodeposited Ni coating from a Watts-type bath. Appl. Surf. Sci. 2016, 372, 1–6. [Google Scholar] [CrossRef]
- Ma, C.; Wang, S.C.; Wang, L.P.; Walsh, F.C.; Wood, R.J.K. The electrodeposition and characterization of low-friction and wear-resistant Co–Ni–P coatings. Surf. Coat. Technol. 2013, 235, 495–505. [Google Scholar] [CrossRef]
- Han, F.; Li, S.; Zhu, L.; Nie, Y.; Yu, K.; Wang, J.; Su, T.; Hu, M.; Xiao, H. Application of laser raman spectroscopy method in research of diamond. J. Synth. Cryst. 2018, 47, 1060–1064. (In Chinese) [Google Scholar]
- Catledge, S.A.; Vohra, Y.K. Micro-Raman stress investigations and X-ray diffraction analysis of polycrystalline diamond (PCD) tools. Diam. Relat. Mater. 1996, 5, 1159–1165. [Google Scholar] [CrossRef]
- Fabisiak, K.; Banaszak, A.; Kaczmarski, M.; Kozanecki, M. Structural characterization of CVD diamond films using Raman and ESR spectroscopy methods. Opt. Mater. 2006, 28, 106–110. [Google Scholar] [CrossRef]
- Molina, J.M.; Saravanan, R.A.; Narciso, J.; Louis, E. Surface modification of 2014 aluminium alloy—Al2O3 particles composites by nickel electrochemical deposition. Mater. Sci. Eng. A 2004, 383, 299–306. [Google Scholar] [CrossRef]
- Arpón, R.; Molina, J.M.; Saravanan, R.A.; García-Cordovilla, C.; Louis, E.; Narciso, J. Thermal expansion behaviour of aluminium/SiC composites with bimodal particle distributions. Acta Mater. 2003, 51, 3145–3156. [Google Scholar] [CrossRef]
- Hetong, G. The Technique of Composite Electroplating; Chemical Industry Press: Beijing, China, 2007. [Google Scholar]
- Gül, H.; Kilic, F.; Uysal, M. Effect of particle concentration on the structure and tribological properties of submicron particle SiC reinforced Ni metal matrix composite (MMC) coatings produced by electrodeposition. Appl. Surf. Sci. 2012, 258, 4260–4267. [Google Scholar] [CrossRef]
- Wang, M.; Jiang, B.; Xu, B.; Ma, S.; Dong, S. Microstructure and fretting wear behavior of Ni based composite coatings reinforced by SiO2 nanoparticles. Tribology 2005, 25, 289–293. (In Chinese) [Google Scholar]
- Xue, Y.; Zhu, D.; Jin, G.; Zhao, F. Friction and wear properties of electrodeposited Ni–La2O3 nanocomposite coatings. Tribology 2005, 25, 1–6. (In Chinese) [Google Scholar]
- Guglielmi, N. Kinetics of deposition of inert particles from electrolytic baths. J. Electrochem. Soc. 1972, 119, 1009–1012. [Google Scholar] [CrossRef]
- Pushpavanam, M.; Manikandan, H.; Ramanathan, K. Preparation and characterization of nickel-cobalt-diamond electro-composites by sediment co-deposition. Surf. Coat. Technol. 2007, 201, 6372–6379. [Google Scholar] [CrossRef]
- Sohrabi, A.; Dolati, A.; Ghorbani, M. Nanomechanical properties of functionally graded composite coatings: Electrodeposited nickel dispersions containing silicon micro- and nanoparticles. Mater. Chem. Phys. 2010, 121, 497–505. [Google Scholar] [CrossRef]
- AriGur, P.; Sariel, J.; Vemuganti, S. Residual stresses and texture in Ni/SiC nanocomposite coating. J. Alloy. Compd. 2007, 435, 704–706. [Google Scholar] [CrossRef]
- Pathak, S.; Guinard, M. Influence of lower current densities on the residual stress and structure of thick nickel electrodeposits. Surf. Coat. Technol. 2011, 205, 3651–3657. [Google Scholar] [CrossRef]
- Mizushima, I.; Tang, P.T.; Hansen, H.N. Residual stress in Ni–W electrodeposits. Electrochim. Acta 2006, 51, 6128–6134. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compositions and Parameter | Chemical De-Oiling | Electrochemical De-Oiling |
|---|---|---|
| NaOH | 65 g/L | 15 g/L |
| Na2CO3 | 17.5 g/L | 55 g/L |
| Na3PO4·12H2O | 17.5 g/L | 35 g/L |
| Na2SiO3·9H2O | 5 g/L | 7.5 g/L |
| Temperature | 70 °C | 70 °C |
| Time | 2 min | 1 min |
| Electricity | – | 0.2 A |
| Element | Fe | Cr | Si | Al | Na | K | Cu |
| Content | 0.150 | 0.070 | 0.300 | 0.005 | 0.030 | 0.002 | 0.005 |
| Element | Ca | Mg | Mn | Ti | Pb | Incombustible substance | Total |
| Content | 0.002 | 0.005 | 0.001 | 0.010 | 0.001 | 0.95 | 1.531 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, M.; Liu, H.; Wang, D.; Liu, B.; Shi, Y.; Li, F.; Gong, Y.; Li, L.; Li, L.; Zhang, W. Effect of Nanodiamond Concentration and the Current Density of the Electrolyte on the Texture and Mechanical Properties of Ni/Nanodiamond Composite Coatings Produced by Electrodeposition. Materials 2019, 12, 1105. https://doi.org/10.3390/ma12071105
Liu M, Liu H, Wang D, Liu B, Shi Y, Li F, Gong Y, Li L, Li L, Zhang W. Effect of Nanodiamond Concentration and the Current Density of the Electrolyte on the Texture and Mechanical Properties of Ni/Nanodiamond Composite Coatings Produced by Electrodeposition. Materials. 2019; 12(7):1105. https://doi.org/10.3390/ma12071105
Chicago/Turabian StyleLiu, Meihua, Hongnan Liu, Dongai Wang, Bing Liu, Yan Shi, Feihui Li, Yunlan Gong, Linan Li, Lianjin Li, and Wengang Zhang. 2019. "Effect of Nanodiamond Concentration and the Current Density of the Electrolyte on the Texture and Mechanical Properties of Ni/Nanodiamond Composite Coatings Produced by Electrodeposition" Materials 12, no. 7: 1105. https://doi.org/10.3390/ma12071105
APA StyleLiu, M., Liu, H., Wang, D., Liu, B., Shi, Y., Li, F., Gong, Y., Li, L., Li, L., & Zhang, W. (2019). Effect of Nanodiamond Concentration and the Current Density of the Electrolyte on the Texture and Mechanical Properties of Ni/Nanodiamond Composite Coatings Produced by Electrodeposition. Materials, 12(7), 1105. https://doi.org/10.3390/ma12071105