Evaluating FDM Process Parameter Sensitive Mechanical Performance of Elastomers at Various Strain Rates of Loading



Abstract
:1. Introduction
2. Materials and Methods
3. Results
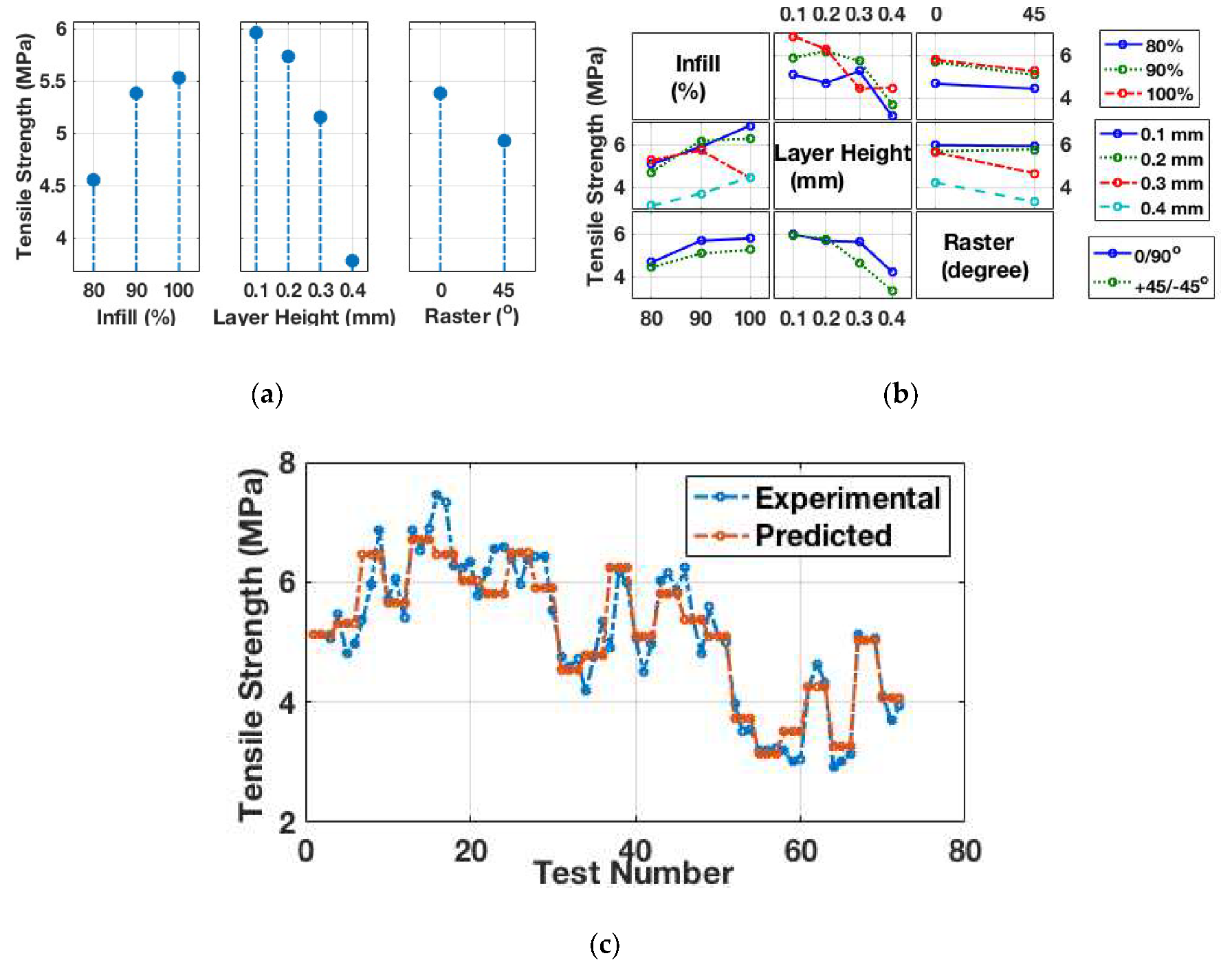
3.1. Quasi-Static Tensile Tests
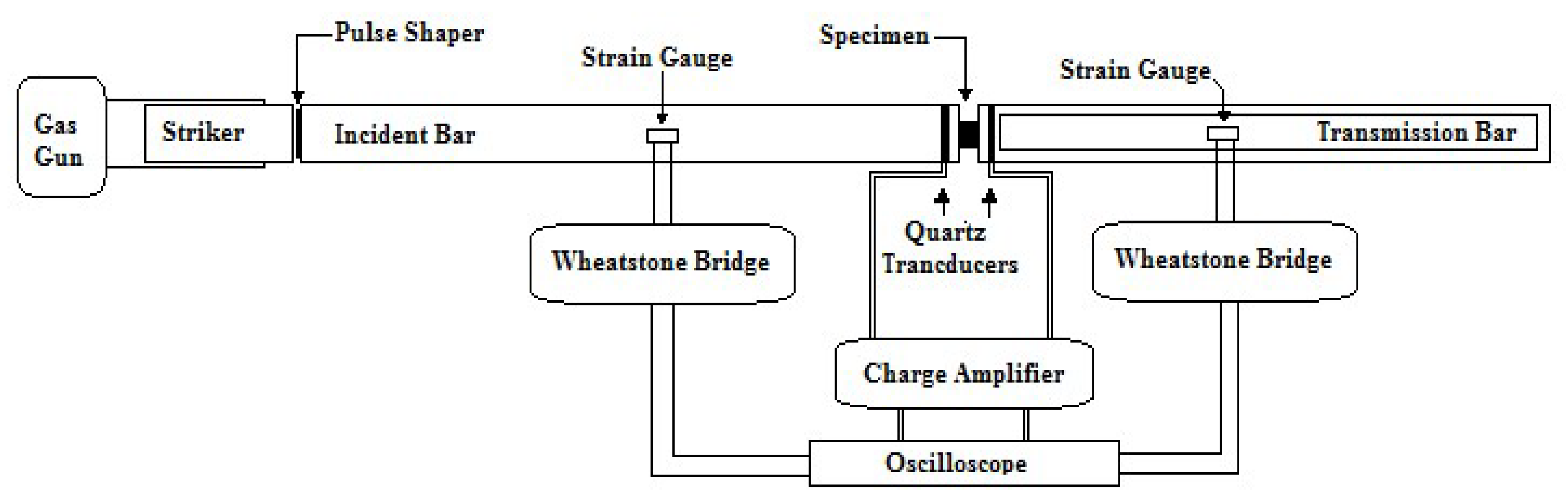
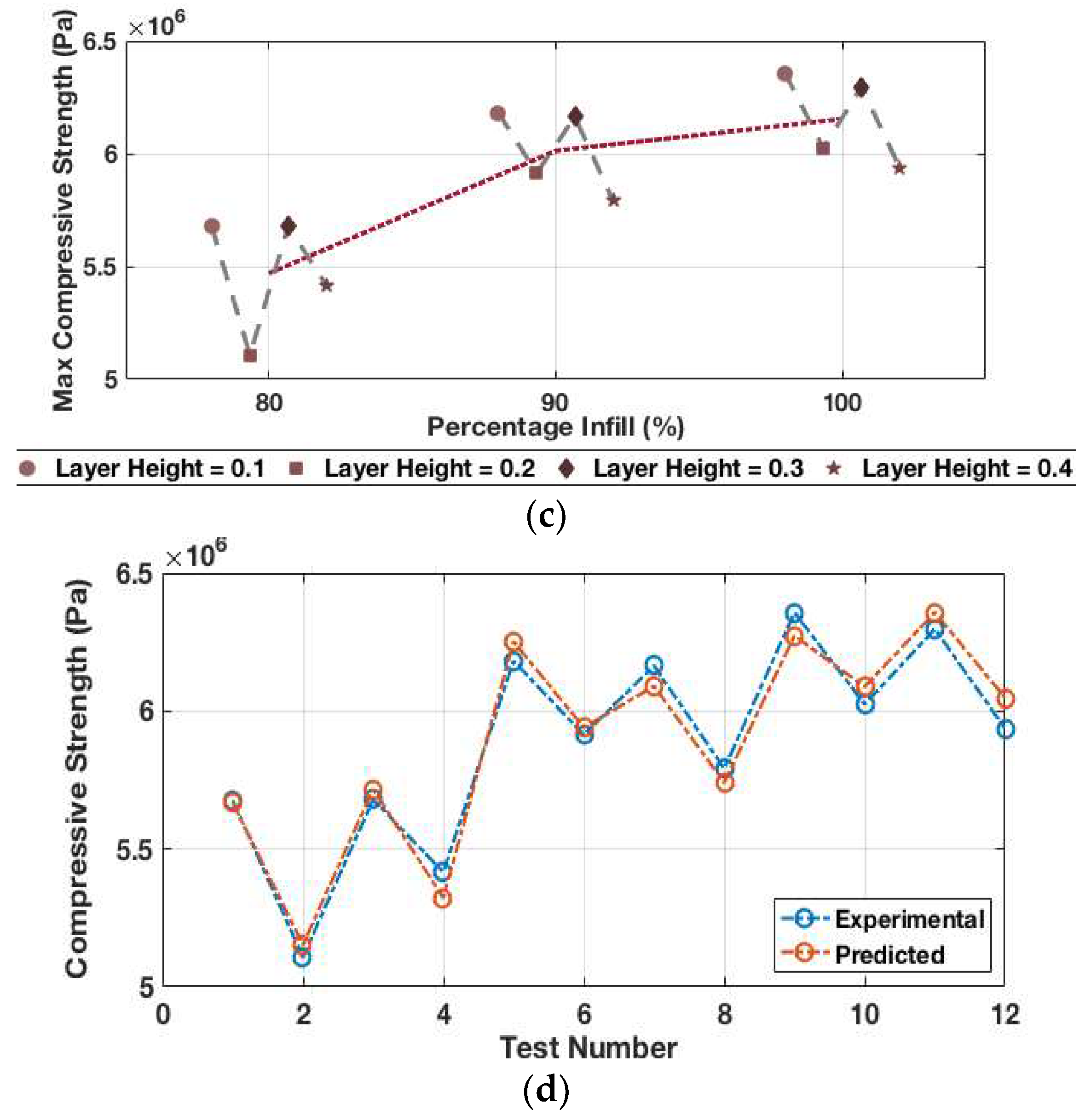
3.2. Compressive Response to High Strain Rate
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- A Third Industrial Revolution. Economist. 21 April 2012. Available online: http://www.economist.com/node/21552901 (accessed on 2 June 2020).
- Kalender, M.; Bozkurt, Y.; Ersoy, S.; Salman, S. Product Development by Additive Manufacturing and 3D Printer Technology in Aerospace Industry. J. Aeronaut. Space Technol. 2020, 13, 129–138. [Google Scholar]
- Li, H.; Fan, W.; Zhu, X. Three-dimensional printing: The potential technology widely used in medical fields. J. Biomed. Mater. Res. A 2020, 1. [Google Scholar] [CrossRef] [PubMed]
- Bertana, V.; Catania, F.; Cocuzza, M.; Ferrero, S.; Scaltrito, L.; Pirri, C.F. Medical and biomedical applications of 3D and 4D printed polymer nanocomposites. In 3D and 4D Printing of Polymer Nanocomposite Materials; Elsevier: Amsterdam, The Netherlands, 2020. [Google Scholar]
- Upcraft, S.; Fletcher, R. The Rapid Prototyping Technologies; Assembly Automation: Emerald, UK, 2003; Volume 23, pp. 318–330. [Google Scholar]
- Sood, K.; Ohdar, R.K.; Mahapatra, S.S. Parametric Appraisal of Fused Deposition Modelling Process Using the Grey Taguchi Method. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2009, 224, 135–145. [Google Scholar] [CrossRef]
- Sun, Q.; Rizvi, G.M.; Bellehumeur, C.T.; Gu, P. Effect of Processing Conditions on The Bonding Quality of FDM Polymer Filaments. Rapid Prototyp. J. 2007, 14, 72–80. [Google Scholar] [CrossRef]
- Zhang, Y.; Chou, K. Paramteric Study of Part Distortion in Fused Deposition Modelling Using Three-Dimensional Finite Element Analysis. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2008, 222, 959–968. [Google Scholar] [CrossRef]
- Wang, T.M.; Xi, J.T.; Jin, Y. A Model Research for Prototype Warp Deformation in the FDM Process. Int. J. Adv. Manuf. Technol. 2007, 33, 1087–1096. [Google Scholar] [CrossRef]
- Somireddy, M.; Czekanski, A.; Singh, C. Development of Constitutive Material Model of 3D Printed Structure via FDM. Mater. Today Commun. 2018, 15, 143–152. [Google Scholar] [CrossRef]
- Somireddy, M.; Czekanski, A. Mechanical Characterization of Additively Manufactured Parts by FE Modeling of Mesostructure. J. Manuf. Mater. Process. 2017, 1, 1–21. [Google Scholar]
- Ziemian, C.; Sharma, M.; Ziemian, S. Anisotropic Mechanical Properties of ABS Parts Fabricated by Fused Deposition Modelling. In Mechanical Engineering; Gokcek, D.M., Ed.; InTech: London, UK, 2012. [Google Scholar]
- Lee, B.H.; Abdullah, J.; Khan, Z.A. Optimization of Rapid Prototyping Parameters for Production of Flexible ABS Object. J. Mater. Process. Technol. 2005, 169, 54–61. [Google Scholar] [CrossRef]
- Fotovvati, B.; Etesami, A.; Asadi, E. Process-property-geometry correlations for additively-manufactured Ti–6Al–4V sheets. Mater. Sci. Eng. A 2019, 760, 431–447. [Google Scholar] [CrossRef]
- Gokuldoss, P.K.; Kolla, S.; Eckert, J. Additive manufacturing processes: Selective laser melting, electron beam melting and binder jetting—Selection guidelines. Materials 2017, 10, 672. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Asadi, E.; Fotovvati, B. Size effects on geometrical accuracy for additive manufacturing of Ti-6Al-4V ELI parts. Int. J. Adv. Manuf. Technol. 2019, 104, 29512959. [Google Scholar]
- Rayegani, F.; Onwubolu, G.C. Fused Deposition Modelling (FDM) Process Parameter Prediction and Optimization Using Group Method for Data Handling (GMDH) and Differential Evolution (DE). Int. J. Adv. Manuf. Technol. 2014, 73, 509–519. [Google Scholar] [CrossRef]
- Sood, K.; Ohdar, R.K.; Mahapatra, S.S. Experimental Investigation and Empirical Modelling of FDM Process for Compressive Strength Improvement. J. Adv. Res. 2012, 3, 81–90. [Google Scholar] [CrossRef] [Green Version]
- Lee, C.S.; Kim, S.G.; Kim, H.J.; Ahn, S.H. Measurement of Anisotropic Compressive Strength of Rapid Prototyping Parts. J. Mater. Process. Technol. 2007, 187, 627–630. [Google Scholar] [CrossRef]
- Dey, A.; Yodo, N. A Systematic Survey of FDM Process Parameter Optimization and Thier Influence on Part Characteristics. J. Manuf. Mater. Process. 2019, 3, 64. [Google Scholar]
- Yadav, D.; Chhabra, D.; Garg, R.K.; Ahlawat, A.; Phogat, A. Optimization of FDM 3D Printing Process Parameters for Multi-Mayerial Using Artificial Neural Networks. Mater. Today Proc. 2020, 21, 1583–1591. [Google Scholar] [CrossRef]
- Wu, W.; Geng, P.; Li, G.; Zhao, D.; Zhao, J. Influence of Layer Thickness and Raster Angle on the Mechanical Properties of 3D-Printed PEEK and a Comparative Mechanical Study between PEEK and ABS. Materials 2015, 8, 5834–5846. [Google Scholar] [CrossRef]
- ASTM Standard D638. Standard Test Methods for Tensile Properties of Plastics; ASTM International: West Conshohocken, PA, USA, 2010. [Google Scholar]
- Kuhn, H.; Medlin, D. Introduction to High Strain Rate Testing. In ASM Handbook, Volume 8: Mechanical Testing and Evaluation; ASM International: Materials Park, OH, USA, 2000. [Google Scholar]
- Chaudhry, M.S.; Czekanski, A. Finite Element Analysis of Pulse Shaping Technique in Kolsky Compression Bar for Elastomers. In Proceedings of the 27th CANCAM, Kelowna, BC, Canada, 26–29 June 2016. [Google Scholar]
- Chaudhry, S.; Carrick, R.; Czekanski, A. Design of a Kolsky Bar to Characterize the Dynamic Response of Elastomers Under High Strain Rate. In Proceedings of the 25th CANCAM, London, ON, Canada, 31 May–4 June 2015. [Google Scholar]
- Cantrell, J.T.; Rohde, S.; Damiani, D.; Gurmani, R.; DiSandro, L.; Anton, J.; Young, A.; Jerez, A.; Steinbach, D.; Kroese, C.; et al. Experimental characterization of the mechanical properties of 3D-printed ABS and polycarbonate parts. Rapid Prototyp. J. 2017, 23, 811–824. [Google Scholar] [CrossRef]
- Ziemian, S.; Okwara, M.; Ziemian, C.W. Tensile and Fatigue Behavior of Layered Acrylonitrile Butadiene Styrene. Rapid Protoyp. J. 2015, 21, 270–278. [Google Scholar] [CrossRef]
- Kung, C.; Kuan, H.; Kuan, C. Evaluation of tensile strength of 3D printed objects with FDM process on RepRap platform. In Proceedings of the 1st IEEE International Conference on Knowledge Innovation and Invention (ICKII), Jeju, Korea, 23–27 July 2018. [Google Scholar]
- Mahmood, S.; Quershi, A.J.; Talamona, D.; Goh, K.L. Tensile strength of partially filled FFF printed parts: Meta modelling. Rapid Prototyp. J. 2017, 23, 524–533. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tensile Strength Yield | Tensile Strength Ultimate | Hardness | Melting Point | Specific Gravity | Moisture Absorption |
|---|---|---|---|---|---|
| 14 MPa | 22 MPa | 55 shore D | 250 °C | 1.13 g/cc | 0.22% |
| Control Factors | Fixed Factors | |||
|---|---|---|---|---|
| Quasi-Static | High-Strain Rate | |||
| Percentage Infill (%) | 100 | 100 | Part Orientation No. of Shells Nozzle Diameter Coarseness Part OrientationNozzle temperatureHeated bedOpen/closed chamber | Flat 2 0.4 0.0001 mm Horizontal230° noopen |
| 90 | 90 | |||
| 80 | 80 | |||
| Layer Height (mm) | 0.1 | 0.2 0.3 0.4 | ||
| 0.2 | ||||
| 0.3 | ||||
| 0.4 | ||||
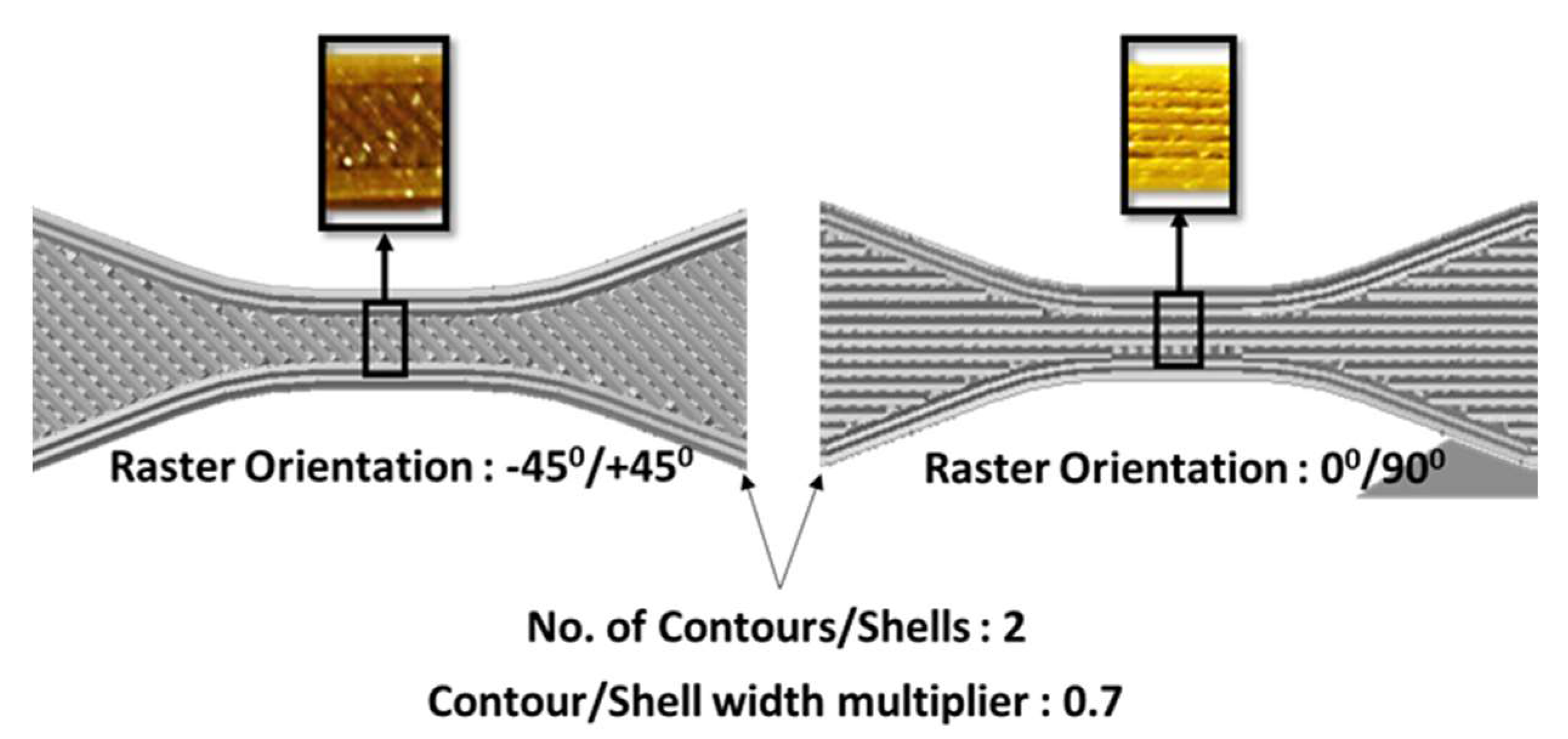
| Raster Angle (°) | 0/90 45/45 | 0/90 | ||
| Printing Parameter | Tensile Strength (MPa) | ||||||
|---|---|---|---|---|---|---|---|
| Percentage Infill (%) | Layer Height (µm) | Raster Angle (°) | Test 1 | Test 2 | Test 3 | Mean | Predicted |
| 80 | 0.1 | 0/90 | 5.13 | 5.11 | 5.07 | 5.10 | 5.12 |
| 80 | 0.1 | +45/−45 | 5.46 | 4.81 | 4.96 | 5.08 | 5.31 |
| 80 | 0.2 | 0/90 | 4.76 | 4.58 | 4.71 | 4.68 | 6.47 |
| 80 | 0.2 | +45/−45 | 4.18 | 4.74 | 5.34 | 4.76 | 5.67 |
| 80 | 0.3 | 0/90 | 4.89 | 6.17 | 6.00 | 5.69 | 6.71 |
| 80 | 0.3 | +45/−45 | 5.07 | 4.51 | 4.97 | 4.85 | 6.47 |
| 80 | 0.4 | 0/90 | 3.21 | 3.19 | 3.24 | 3.21 | 6.01 |
| 80 | 0.4 | +45/−45 | 3.21 | 3.00 | 3.03 | 3.08 | 5.81 |
| 90 | 0.1 | 0/90 | 5.37 | 5.97 | 6.88 | 6.07 | 6.49 |
| 90 | 0.1 | +45/−45 | 5.70 | 6.05 | 5.41 | 5.72 | 5.92 |
| 90 | 0.2 | 0/90 | 6.41 | 5.97 | 6.38 | 6.25 | 4.52 |
| 90 | 0.2 | +45/−45 | 6.42 | 6.43 | 5.53 | 6.13 | 4.77 |
| 90 | 0.3 | 0/90 | 6.01 | 6.16 | 5.84 | 6.00 | 6.25 |
| 90 | 0.3 | +45/−45 | 6.23 | 5.39 | 4.81 | 5.47 | 5.08 |
| 90 | 0.4 | 0/90 | 4.24 | 4.64 | 4.33 | 4.40 | 5.81 |
| 90 | 0.4 | +45/−45 | 2.90 | 3.01 | 3.13 | 3.02 | 5.38 |
| 100 | 0.1 | 0/90 | 6.86 | 6.54 | 6.89 | 6.76 | 5.10 |
| 100 | 0.1 | +45/−45 | 7.47 | 7.32 | 6.27 | 7.02 | 3.74 |
| 100 | 0.2 | 0/90 | 6.23 | 6.34 | 5.77 | 6.12 | 3.14 |
| 100 | 0.2 | +45/−45 | 6.20 | 6.57 | 6.60 | 6.45 | 3.50 |
| 100 | 0.3 | 0/90 | 5.58 | 5.10 | 4.99 | 5.22 | 4.26 |
| 100 | 0.3 | +45/−45 | 3.99 | 3.50 | 3.53 | 3.67 | 3.24 |
| 100 | 0.4 | 0/90 | 5.14 | 5.02 | 5.05 | 5.07 | 5.02 |
| 100 | 0.4 | +45/−45 | 4.10 | 3.68 | 3.93 | 3.90 | 4.07 |
| Printing Parameter | Compressive Strength (Mpa) | ||
|---|---|---|---|
| Percentage Infill (%) | Layer Height (mm) | Measured | Predicted |
| 80 | 0.1 | 5.68 | 5.67 |
| 80 | 0.2 | 5.11 | 5.15 |
| 80 | 0.3 | 5.68 | 5.72 |
| 80 | 0.4 | 5.42 | 5.32 |
| 90 | 0.1 | 6.18 | 6.25 |
| 90 | 0.2 | 5.91 | 5.94 |
| 90 | 0.3 | 6.16 | 6.09 |
| 90 | 0.4 | 5.79 | 5.74 |
| 100 | 0.1 | 6.36 | 6.27 |
| 100 | 0.2 | 6.02 | 6.09 |
| 100 | 0.3 | 6.30 | 6.36 |
| 100 | 0.4 | 5.94 | 6.05 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chaudhry, M.S.; Czekanski, A. Evaluating FDM Process Parameter Sensitive Mechanical Performance of Elastomers at Various Strain Rates of Loading. Materials 2020, 13, 3202. https://doi.org/10.3390/ma13143202
Chaudhry MS, Czekanski A. Evaluating FDM Process Parameter Sensitive Mechanical Performance of Elastomers at Various Strain Rates of Loading. Materials. 2020; 13(14):3202. https://doi.org/10.3390/ma13143202
Chicago/Turabian StyleChaudhry, Muhammad Salman, and Aleksander Czekanski. 2020. "Evaluating FDM Process Parameter Sensitive Mechanical Performance of Elastomers at Various Strain Rates of Loading" Materials 13, no. 14: 3202. https://doi.org/10.3390/ma13143202
APA StyleChaudhry, M. S., & Czekanski, A. (2020). Evaluating FDM Process Parameter Sensitive Mechanical Performance of Elastomers at Various Strain Rates of Loading. Materials, 13(14), 3202. https://doi.org/10.3390/ma13143202