Constitutive Equations for Describing the Hot Compressed Behavior of TC4–DT Titanium Alloy


Abstract
:1. Introduction
2. Materials and Methods
3. Results
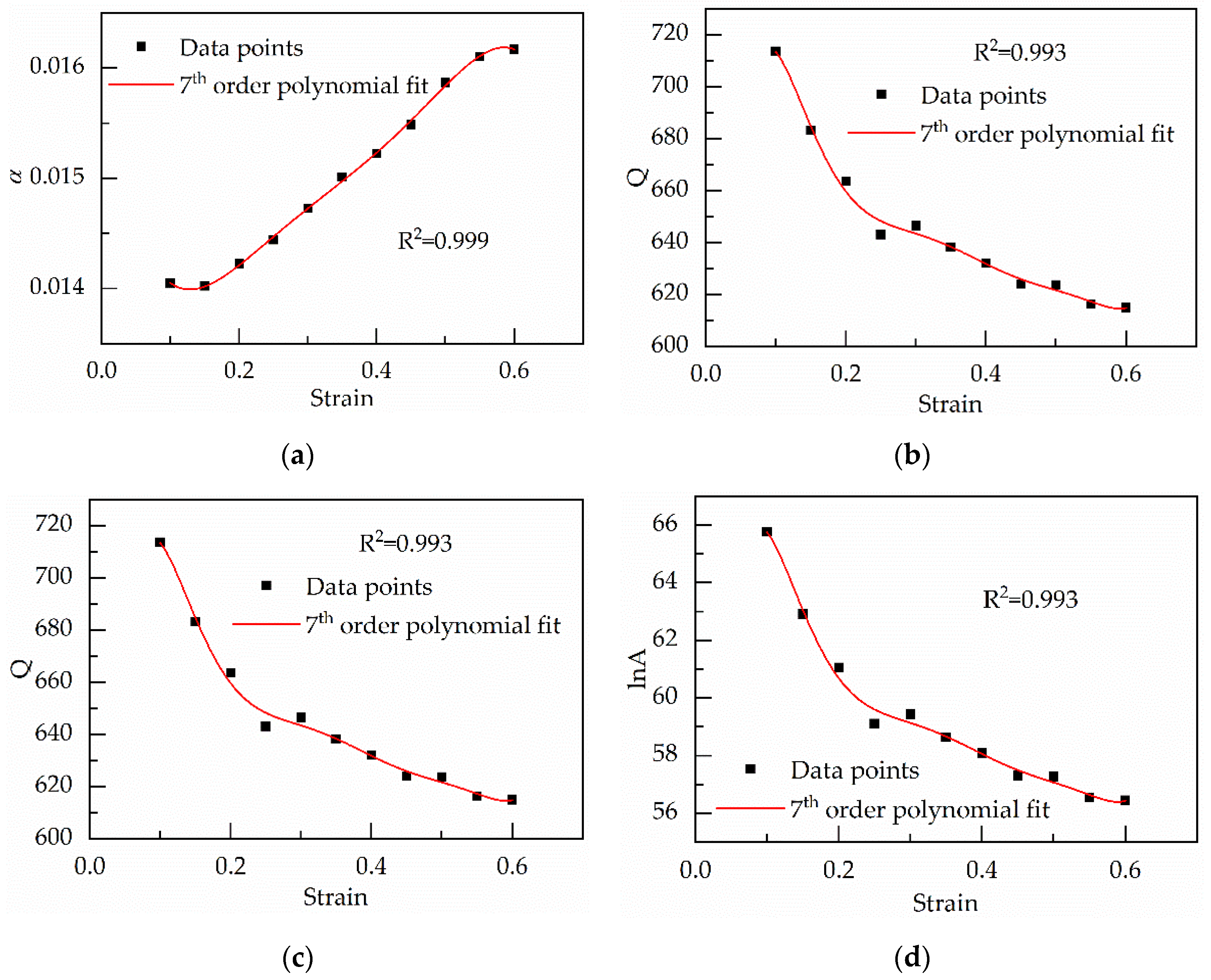
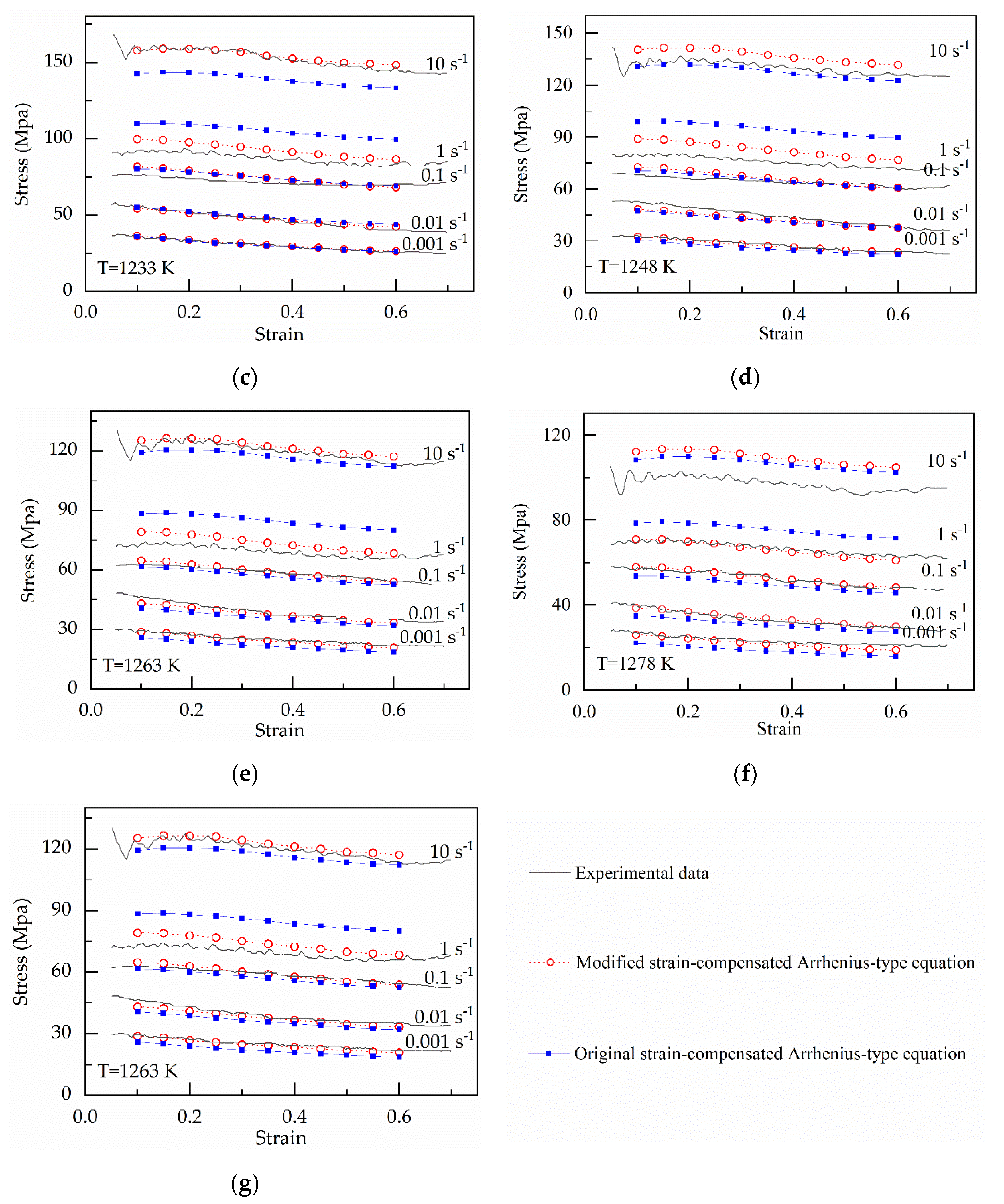
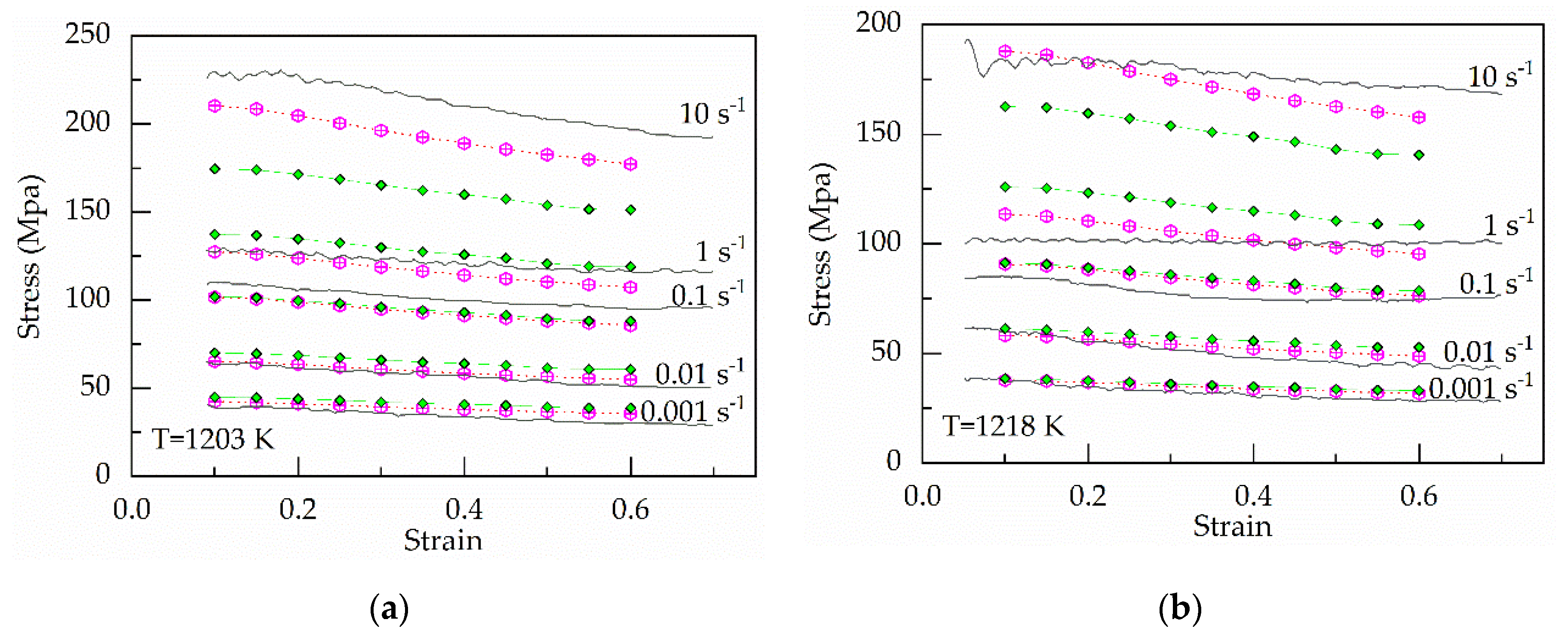
3.1. Establishing the Original Strain-Compensated Arrhenius-Type (os–cA-type) Equation
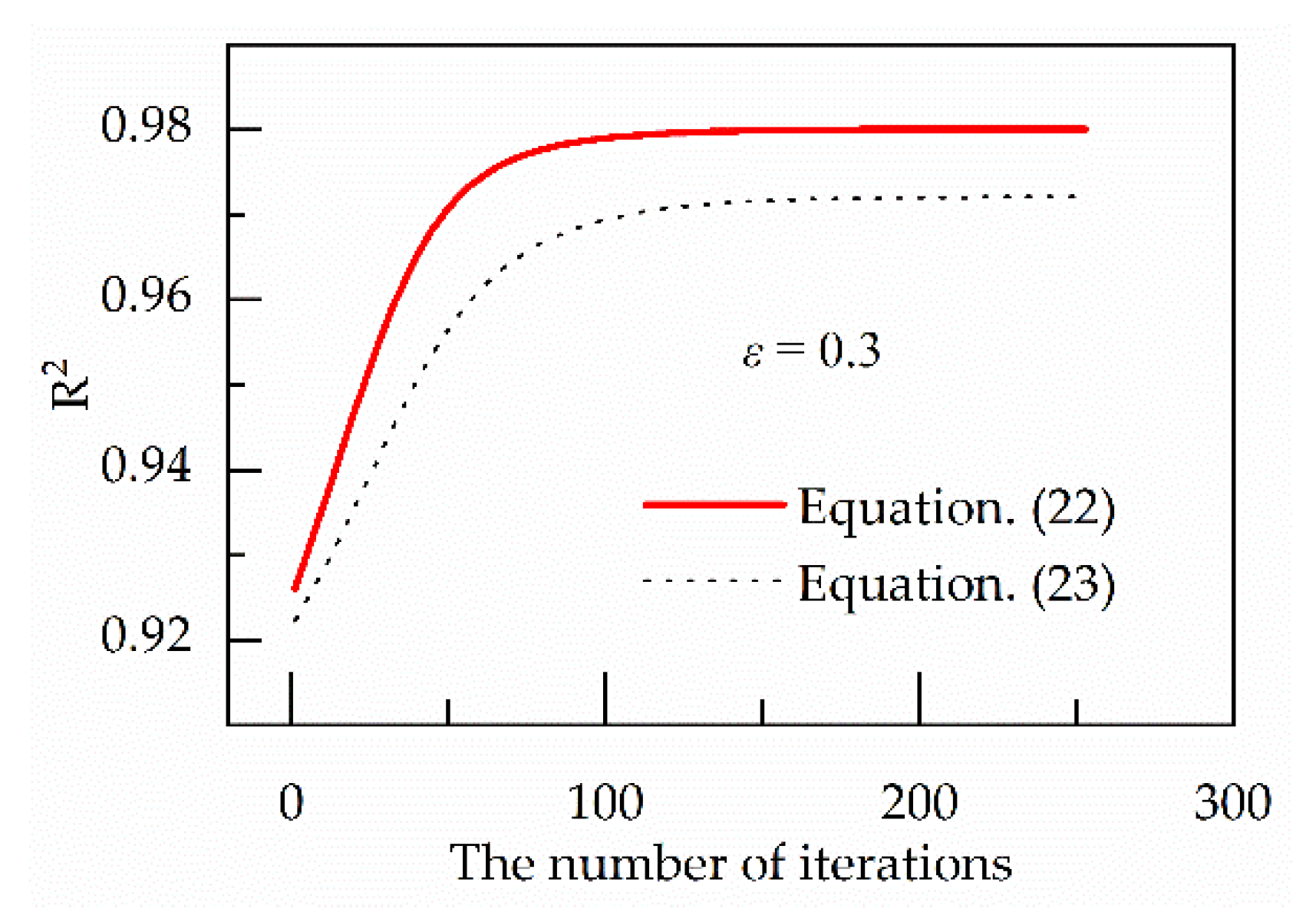
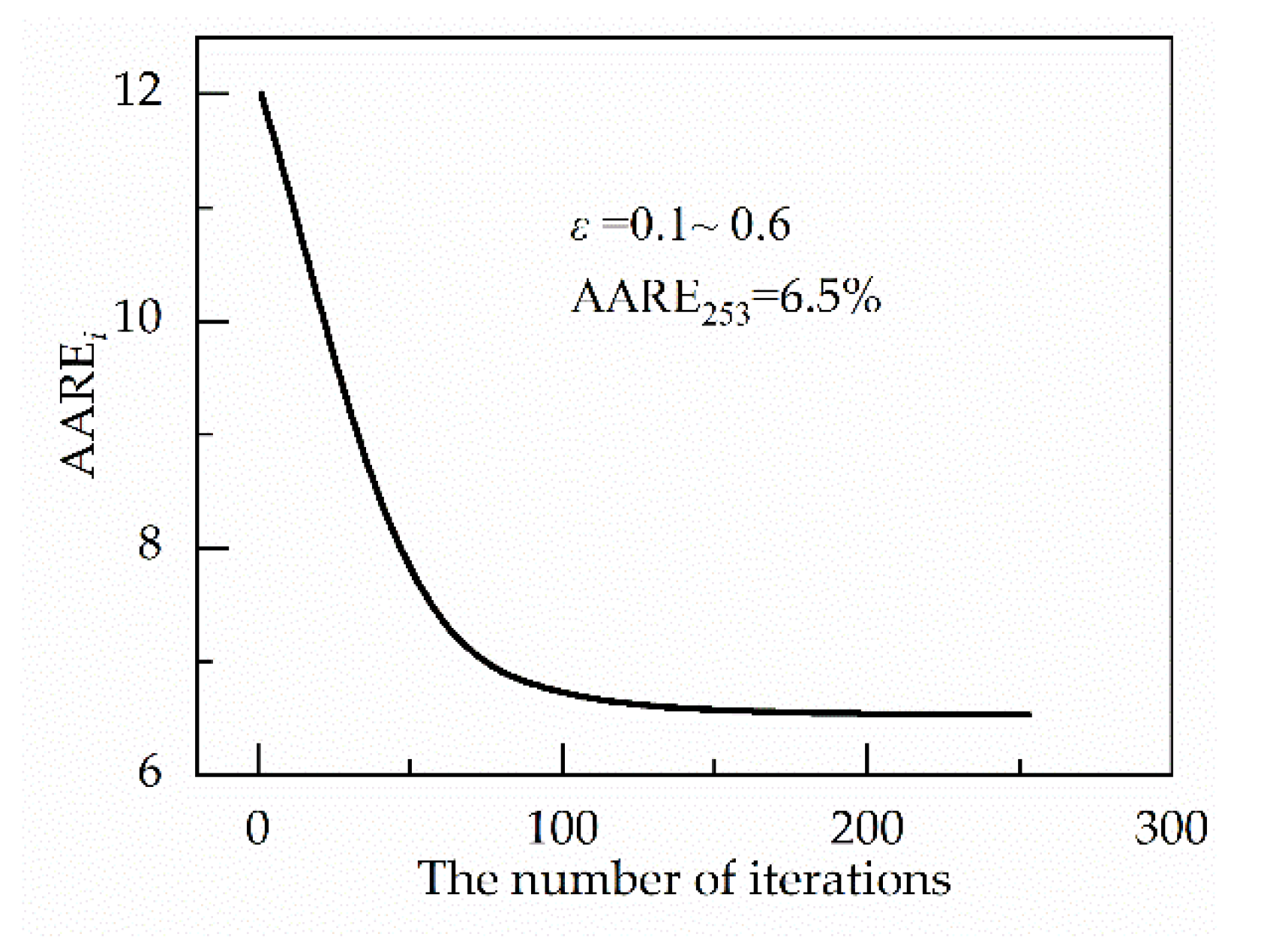
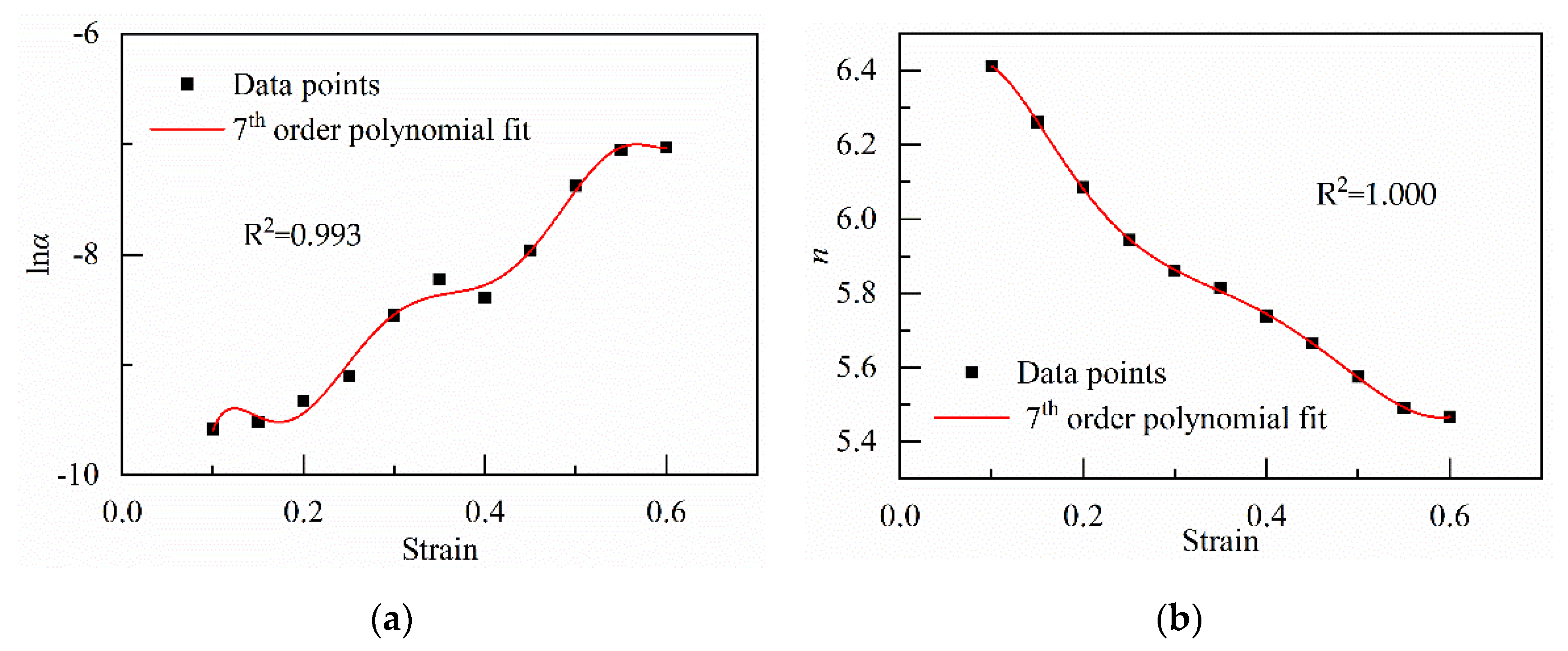
3.2. Establishing the Modified Strain-Compensated Arrhenius-Type (ms–cA-type) Equation
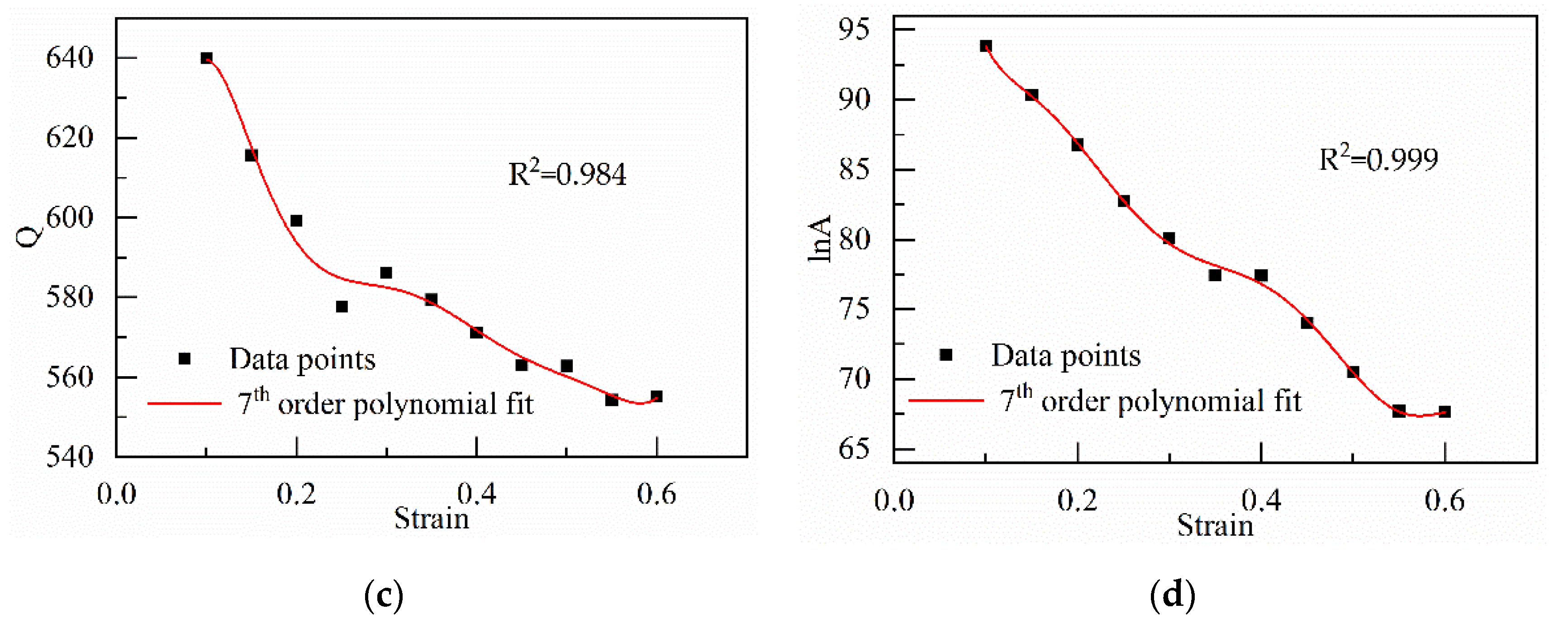
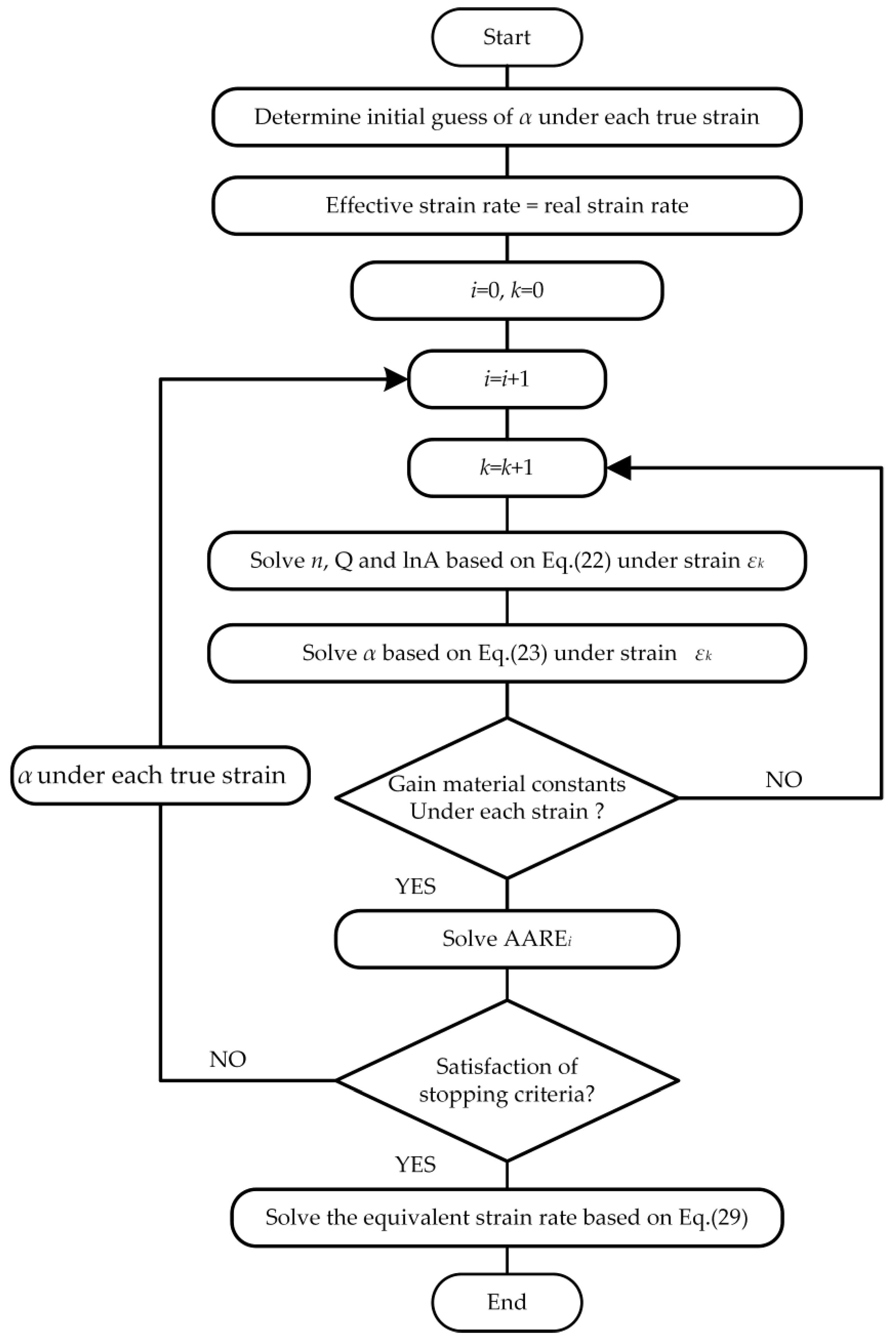
3.2.1. Determining Material Constants
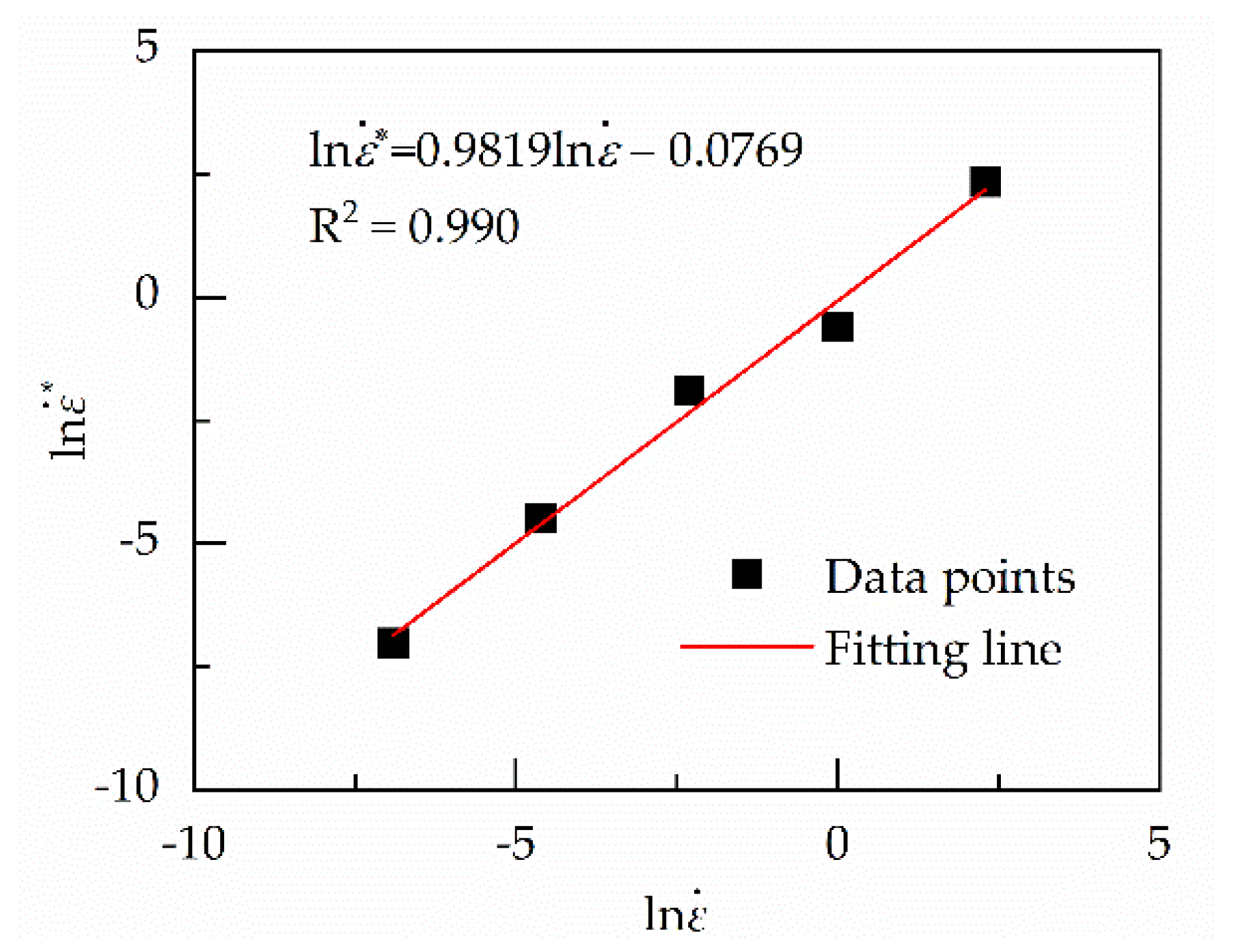
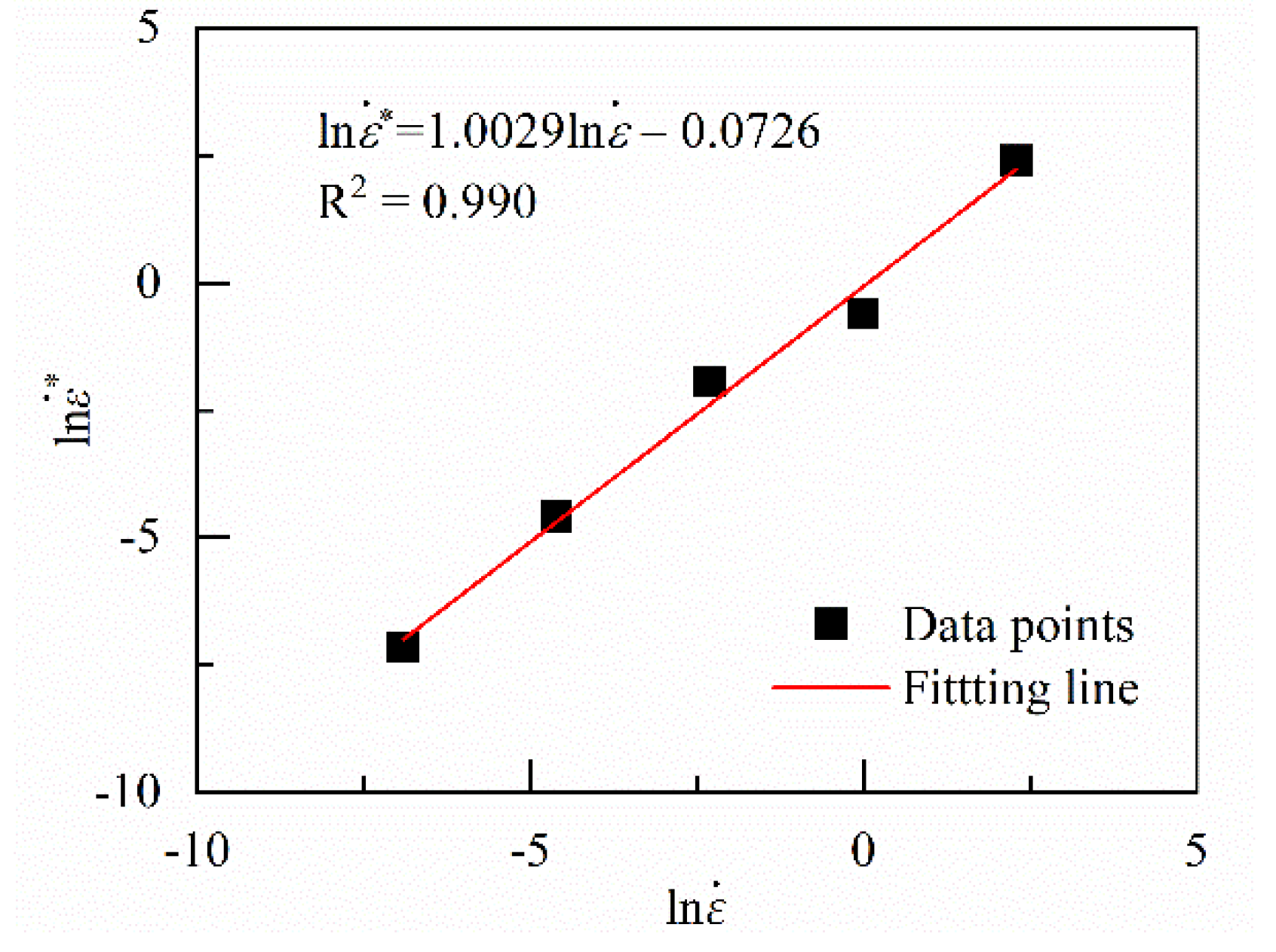
3.2.2. Determining Effective Strain Rate
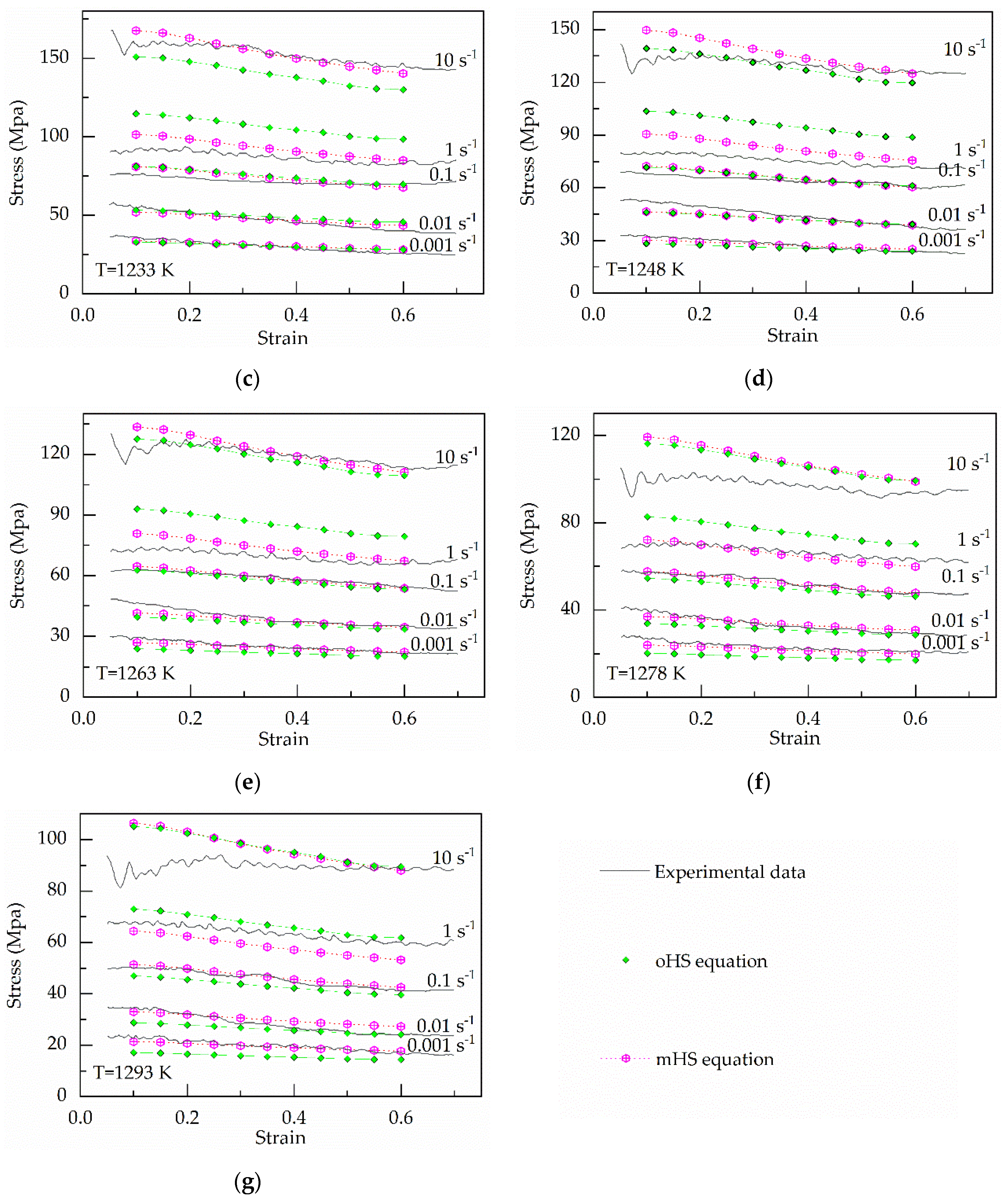
3.3. Establishing the Original Hensel–Spittel (oHS) Equation
3.4. Establishing the Modified Hensel–Spittel (mHS) Equation
4. Discussion
5. Conclusions
- (1)
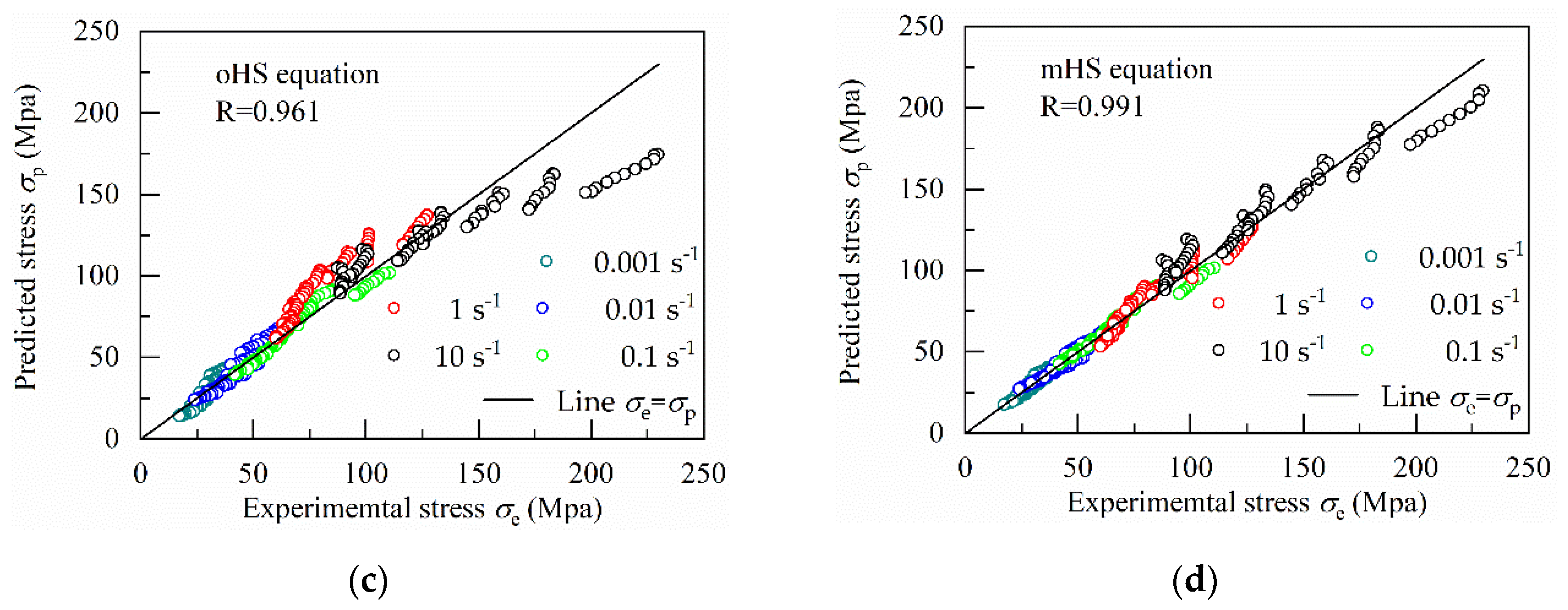
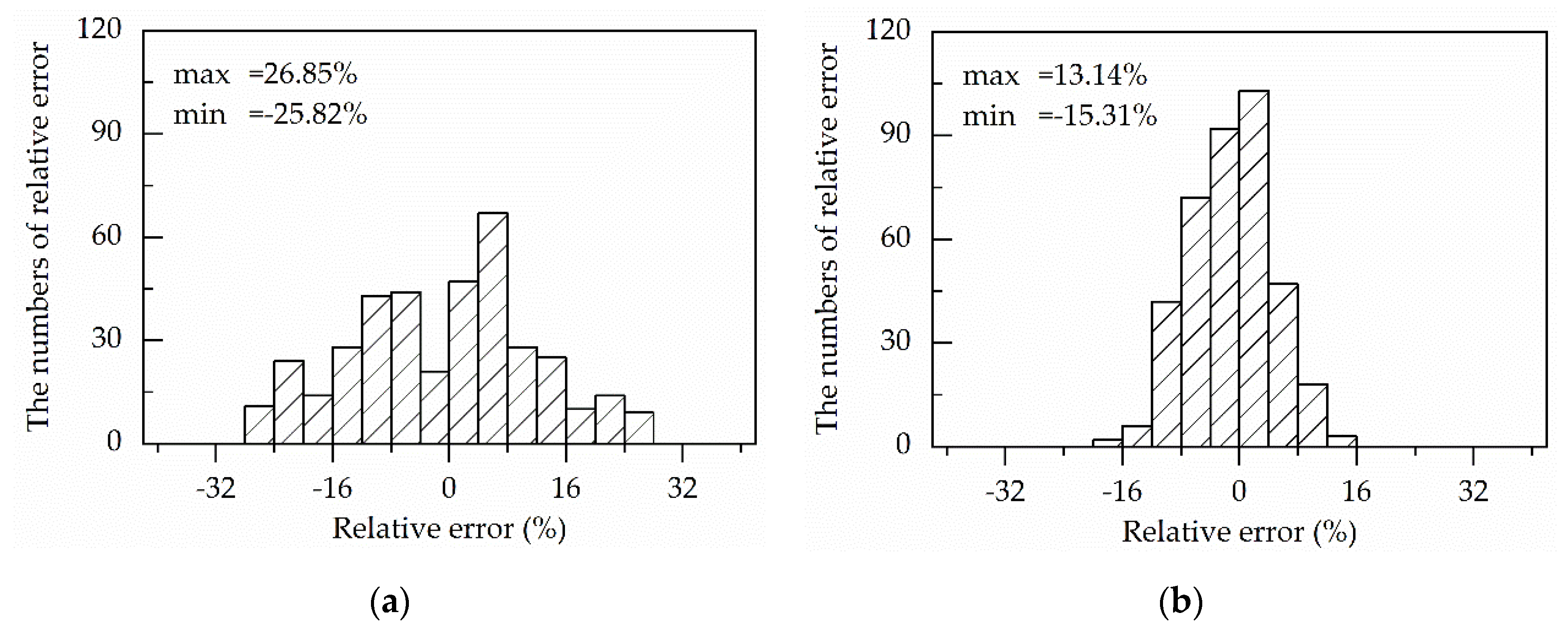
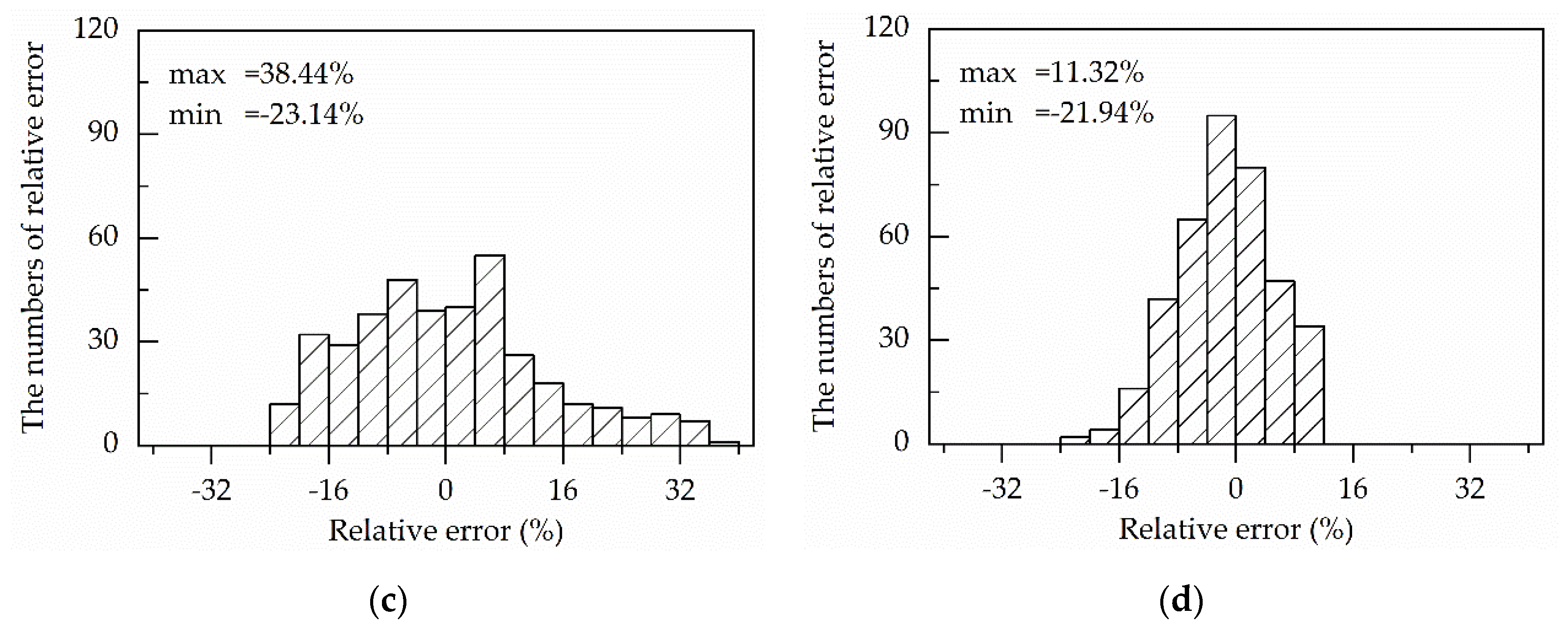
- Both the original and modified strain-compensated Arrhenius-type (os–cA-type) equation and the original Hensel–Spittel (oHS) equation had a similar and relatively lower prediction accuracy, with R-value, AARE-value and RMSE-value of 0.963, 10.16% and 7.93 Mpa for the os–cA-type equation and of 0.961, 10.65% and 8.08 Mpa for the oHS equation;
- (2)
- The modified strain-compensated Arrhenius-type (ms–cA-type) equation had the highest prediction accuracy, which had the highest R-value (0.993), the lowest AARE-value (4.67%) and MRSE-value (3.60 Mpa). The prediction accuracy of the modified Hensel–Spittel (mHS) equation was very close to that of the ms–cA-type equation. The R-value, AARE-value and RMSE-value of the mHS equation were 0.991, 5.31% and 4.04 Mpa, respectively. Regarding AARE and RMSE, the value of any modified constitutive equation was less than half the value of the corresponding original constitutive equation;
- (3)
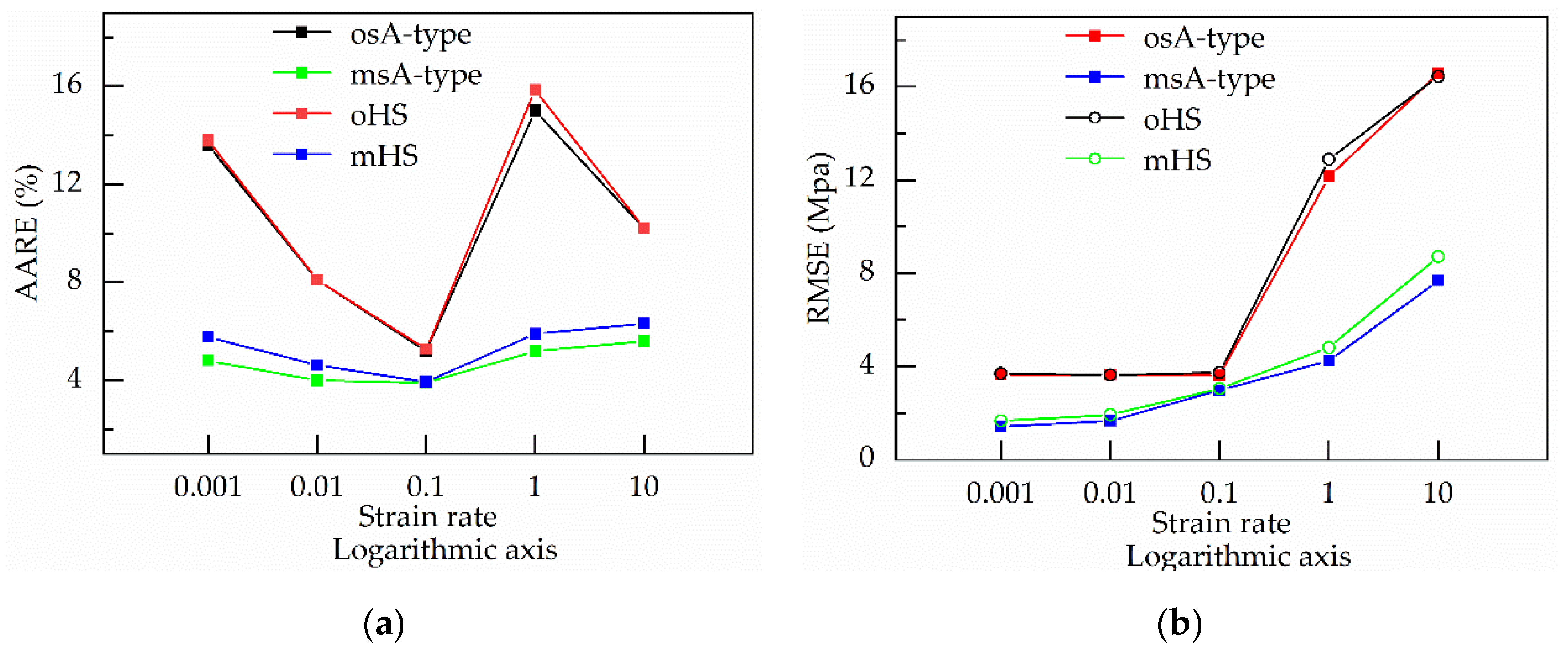
- Regarding the two modified constitutive equation (namely, the mHS equation and the ms–cA-type equation), AARE-value under different strain rated was lower, and its fluctuation was relatively small as the strain rate changed. The AARE-values of the original constitutive equation (namely, the oHS equation and the os–cA-type equation) in different strain rated were relatively higher and differ greatly. The result means the new modified constitutive equation was more precise to describe the relationship between the strain rate and stress.
Author Contributions
Funding
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| T(K) | Strain Rate (s−1) | Strain | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.1 | 0.15 | 0.2 | 0.25 | 0.3 | 0.35 | 0.4 | 0.45 | 0.5 | 0.55 | 0.6 | ||
| 1203 | 0.001 | 40.19 | 39.59 | 38.40 | 36.61 | 36.01 | 35.42 | 33.63 | 32.44 | 31.84 | 30.65 | 30.65 |
| 1203 | 0.01 | 65.21 | 64.02 | 62.23 | 60.45 | 59.26 | 59.26 | 57.47 | 55.68 | 54.49 | 52.70 | 51.51 |
| 1203 | 0.1 | 110.50 | 108.12 | 105.74 | 105.14 | 103.35 | 100.97 | 99.78 | 98.58 | 97.39 | 96.20 | 95.01 |
| 1203 | 1 | 127.19 | 127.19 | 126.00 | 124.21 | 123.02 | 121.23 | 120.63 | 119.44 | 118.25 | 116.46 | 116.46 |
| 1203 | 10 | 229.68 | 227.90 | 227.90 | 224.32 | 219.55 | 214.79 | 210.61 | 207.04 | 202.27 | 200.48 | 197.50 |
| 1218 | 0.001 | 38.16 | 36.48 | 34.81 | 33.13 | 33.13 | 32.01 | 30.34 | 29.78 | 29.22 | 28.66 | 28.66 |
| 1218 | 0.01 | 60.52 | 58.84 | 55.49 | 54.37 | 52.13 | 49.90 | 48.22 | 47.10 | 45.99 | 45.43 | 44.31 |
| 1218 | 0.1 | 85.11 | 83.99 | 81.76 | 78.96 | 77.29 | 75.61 | 74.49 | 74.49 | 74.49 | 73.93 | 75.05 |
| 1218 | 1 | 101.32 | 101.32 | 101.32 | 100.76 | 100.76 | 100.76 | 100.76 | 99.09 | 100.76 | 99.64 | 100.76 |
| 1218 | 10 | 182.93 | 183.49 | 181.25 | 181.81 | 181.25 | 179.01 | 176.22 | 175.10 | 173.42 | 172.31 | 172.31 |
| 1233 | 0.001 | 35.94 | 35.42 | 33.85 | 31.77 | 31.25 | 30.73 | 30.21 | 28.65 | 27.08 | 26.04 | 26.04 |
| 1233 | 0.01 | 54.69 | 53.13 | 51.56 | 50.00 | 48.96 | 46.88 | 45.31 | 44.79 | 42.71 | 41.67 | 40.10 |
| 1233 | 0.1 | 76.04 | 75.52 | 73.96 | 72.40 | 71.88 | 71.35 | 70.83 | 69.79 | 69.79 | 69.79 | 69.79 |
| 1233 | 1 | 91.67 | 93.23 | 91.67 | 90.63 | 89.58 | 88.02 | 85.94 | 84.38 | 82.81 | 83.33 | 82.81 |
| 1233 | 10 | 158.85 | 160.94 | 158.85 | 156.25 | 157.29 | 151.56 | 151.56 | 148.44 | 147.40 | 145.31 | 144.79 |
| 1248 | 0.001 | 32.73 | 31.64 | 30.55 | 29.82 | 28.36 | 28.00 | 26.55 | 25.82 | 24.73 | 24.00 | 23.64 |
| 1248 | 0.01 | 52.36 | 51.27 | 49.45 | 48.00 | 46.55 | 44.36 | 43.27 | 41.82 | 40.00 | 38.91 | 38.18 |
| 1248 | 0.1 | 68.00 | 67.27 | 65.82 | 65.82 | 65.45 | 64.36 | 63.27 | 63.27 | 62.91 | 62.55 | 60.36 |
| 1248 | 1 | 79.64 | 79.27 | 78.55 | 78.18 | 77.45 | 76.36 | 74.18 | 73.82 | 72.36 | 72.36 | 71.27 |
| 1248 | 10 | 133.45 | 133.09 | 134.55 | 133.45 | 133.09 | 131.64 | 129.82 | 127.27 | 125.82 | 125.82 | 125.45 |
| 1263 | 0.001 | 29.53 | 28.41 | 27.65 | 26.15 | 25.78 | 25.03 | 24.28 | 23.90 | 23.15 | 22.40 | 22.03 |
| 1263 | 0.01 | 46.42 | 44.92 | 43.04 | 41.16 | 40.04 | 38.16 | 37.04 | 36.66 | 35.53 | 35.16 | 35.16 |
| 1263 | 0.1 | 62.93 | 62.18 | 61.80 | 61.05 | 60.30 | 59.93 | 58.05 | 57.30 | 56.55 | 55.42 | 54.30 |
| 1263 | 1 | 73.06 | 73.81 | 73.81 | 72.68 | 71.93 | 70.43 | 68.18 | 67.43 | 66.68 | 66.68 | 65.93 |
| 1263 | 10 | 123.34 | 126.72 | 125.22 | 123.34 | 121.09 | 120.71 | 118.84 | 118.09 | 116.59 | 115.46 | 113.96 |
| 1278 | 0.001 | 26.59 | 25.25 | 24.92 | 23.58 | 23.24 | 22.57 | 22.23 | 21.90 | 20.89 | 21.56 | 21.23 |
| 1278 | 0.01 | 39.66 | 37.99 | 36.65 | 34.64 | 33.63 | 32.63 | 31.62 | 30.95 | 30.61 | 29.61 | 29.27 |
| 1278 | 0.1 | 56.76 | 56.09 | 55.42 | 56.09 | 54.41 | 53.41 | 51.06 | 51.06 | 49.05 | 48.04 | 47.71 |
| 1278 | 1 | 68.83 | 69.50 | 69.50 | 68.49 | 67.82 | 66.82 | 66.48 | 64.80 | 64.80 | 63.13 | 63.13 |
| 1278 | 10 | 98.32 | 100.34 | 101.01 | 99.66 | 98.66 | 97.65 | 96.65 | 95.64 | 94.30 | 92.96 | 93.63 |
| 1293 | 0.001 | 22.89 | 23.42 | 21.29 | 21.83 | 19.96 | 19.43 | 19.96 | 18.90 | 18.37 | 17.30 | 17.03 |
| 1293 | 0.01 | 34.07 | 33.80 | 31.94 | 30.87 | 28.75 | 28.21 | 26.88 | 26.35 | 25.02 | 24.22 | 23.95 |
| 1293 | 0.1 | 50.30 | 50.04 | 49.51 | 47.38 | 46.58 | 47.64 | 44.45 | 43.12 | 43.12 | 42.32 | 41.52 |
| 1293 | 1 | 68.14 | 67.34 | 66.27 | 65.74 | 65.48 | 63.61 | 63.08 | 62.02 | 60.15 | 60.68 | 59.89 |
| 1293 | 10 | 87.30 | 89.43 | 89.96 | 92.89 | 90.23 | 89.16 | 88.90 | 89.70 | 88.37 | 88.63 | 88.63 |
References
- Ding, S.; Khan, S.A.; Yanagimoto, J. Constitutive descriptions and microstructure evolution of extruded A5083 aluminum alloy during hot compression. Mater. Sci. Eng. A 2018, 728, 133–143. [Google Scholar] [CrossRef]
- Yanagimoto, J. FE-based analysis for the prediction of inner microstructure in metal forming. Model. Simul. Mater. Sci. Eng. 2002, 10, 111–134. [Google Scholar] [CrossRef]
- Haghdadi, N.; Zarei-Hanzaki, A.; Abedi, H.R. The flow behavior modeling of cast A356 aluminum alloy at elevated temperatures considering the effect of strain. Mater. Sci. Eng. A 2012, 535, 252–257. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, X.M. A critical review of experimental results and constitutive descriptions for metals and alloys in hot working. Mater. Des. 2011, 32, 1733–1759. [Google Scholar] [CrossRef]
- Samantaray, D.; Mandal, S.; Bhaduri, A.K. A comparative study on Johnson Cook, modified Zerilli–Armstrong and Arrhenius-type constitutive models to predict elevated temperature flow behavior in modified 9Cr–1Mo steel. Comput. Mater. Sci. 2009, 47, 568–576. [Google Scholar] [CrossRef]
- Li, T.; Zhao, B.; Lu, X.; Xu, H.; Zou, D. A comparative study on Johnson Cook, modified Zerilli–Armstrong, and Arrhenius-type constitutive models to predict compression flow behavior of SnSbCu Alloy. Materials 2019, 12, 1726. [Google Scholar] [CrossRef] [Green Version]
- Li, H.-Y.; Li, Y.-H.; Wang, X.-F.; Liu, J.-J.; Wu, Y. A comparative study on modified Johnson Cook, modified Zerilli–Armstrong and Arrhenius-type constitutive models to predict the hot deformation behavior in 28CrMnMoV steel. Mater. Des. 2013, 49, 493–501. [Google Scholar] [CrossRef]
- Wang, J.; Zhao, G.; Chen, L.; Li, J. A comparative study of several constitutive models for powder metallurgy tungsten at elevated temperature. Mater. Des. 2016, 90, 91–100. [Google Scholar] [CrossRef]
- Li, Y.; Ji, H.; Cai, Z.; Tang, X.; Li, Y.; Liu, J. Comparative study on constitutive models for 21-4N heat resistant steel during high temperature deformation. Materials 2019, 12, 1893. [Google Scholar] [CrossRef] [Green Version]
- Arun, M.S.; Chakkingal, U. A constitutive model to describe high temperature flow behavior of AZ31B magnesium alloy processed by equal-channel angular pressing. Mater. Sci. Eng. A 2019, 754, 659–673. [Google Scholar] [CrossRef]
- Ma, Z.; Hu, F.; Wang, Z.; Fu, K.; Wei, Z.; Wang, J.; Li, W. Constitutive Equation and Hot Processing Map of Mg-16Al Magnesium Alloy Bars. Materials 2020, 13, 3107. [Google Scholar] [CrossRef] [PubMed]
- Yakovtseva, O.; Sitkina, M.; Mosleh, A.O.; Mikhaylovskaya, A. High strain rate superplasticity in Al-Zn-Mg-based alloy: Microstructural design, deformation behavior, and modeling. Materials 2020, 13, 2098. [Google Scholar] [CrossRef] [PubMed]
- Liu, F.; Ma, J.; Peng, L.; Huang, G.; Zhang, W.; Xie, H.; Mi, X. Hot Deformation behavior and microstructure evolution of Cu–Ni–Co–Si alloys. Materials 2020, 13, 2042. [Google Scholar] [CrossRef] [PubMed]
- Shokry, A.; Gowid, O.D.S.; Kharmanda, G.; Mahdi, E. Constitutive models for the prediction of the hot deformation behavior of the 10%Cr steel alloy. Materials 2019, 12, 2873. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, F.; Shen, J.; Zhang, Y.; Ning, Y. A modified constitutive model for the description of the flow behavior of the Ti-10V-2Fe-3Al alloy during hot plastic deformation. Metals 2019, 9, 844. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Liu, J. Strain compensation constitutive model and parameter optimization for Nb-contained 316LN. Metals 2019, 9, 212. [Google Scholar] [CrossRef] [Green Version]
- Jin, Y.; Xue, H.; Yang, Z.; Zhang, L.; Zhang, C.; Wang, S.; Luo, J. Constitutive equation of GH4169 superalloy and microstructure evolution simulation of double-open multidirectional forging. Metals 2019, 9, 1146. [Google Scholar] [CrossRef] [Green Version]
- Lei, B.; Chen, G.; Liu, K.; Wang, X.; Jiang, X.; Pan, J.; Shi, Q. Constitutive analysis on high-temperature flow behavior of 3Cr-1Si-1Ni ultra-high strength steel for modeling of flow stress. Metals 2019, 9, 42. [Google Scholar] [CrossRef] [Green Version]
- Sellars, C.M.; McTegart, W.J. On the mechanism of hot deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Lin, Y.C.; Chen, M.S.; Zhong, J. Constitutive modelling for elevated temperature flow behavior of 42CrMo steel. Comput. Mater. Sci. 2008, 42, 470–477. [Google Scholar] [CrossRef]
- Mandal, S.; Rakesh, V.; Sivaprasad, P.V.; Venugopal, S.; Kasiviswanathan, K.V. Constitutive equations to predict high-temperature flow stress in a Ti modified austenitic stainless steel. Mater. Sci. Eng. A 2009, 500, 114–121. [Google Scholar] [CrossRef]
- McQueen, H.J.; Ryan, N.D. Constitutive analysis in hot working. Mater. Sci. Eng. A 2002, 322, 43–63. [Google Scholar] [CrossRef]
- Slooff, F.A.; Zhou, J.; Duszczyk, J.; Katgerman, L. Constitutive analysis of wrought magnesium alloy Mg–Al4–Zn1. Scr. Metall. 2007, 57, 759–762. [Google Scholar] [CrossRef]
- Samantaray, D.; Mandal, S.; Bhaduri, A.K. Constitutive analysis to predict high-temperature flow stress in modified 9Cr–1Mo (P91) steel. Mater. Des. 2010, 31, 981–984. [Google Scholar] [CrossRef]
- Babu, K.A.; Mandal, S. Regression based novel constitutive analyses to predict high temperature flow behavior in super austenitic stainless steel. Mater. Sci. Eng. A 2017, 703, 187–195. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, Z.; Zhai, R.; Ma, R.; Zhao, J. New method to develop High temperature constitutive model of metal based on the Arrhenius-type model. Mater. Today Commun. 2020, 24, 101000. [Google Scholar] [CrossRef]
- Hensel, A.; Spittel, T. Kraft-und Arbeitsbedarf Bildsamer Formgeburgsverfahren: mit51 Tabellen; Dt Verlag fur Grundstoffindustrie: Wuppertal, Germany, 1978. [Google Scholar]
- Wei, G.; Peng, X.; Hadadzadeh, A.; Mahmoodkhani, Y.; Xie, W.; Yang, Y.; Wells, M.A. Constitutive modeling of Mg-9Li-3Al-2Sr-2Y at elevated temperatures. Mech. Mater. 2015, 89, 241–253. [Google Scholar] [CrossRef]
- Rebeyka, C.J.; Button, S.T.; Lajarin, S.F.; Marcondes, a.V.P. Mechanical behavior of HSLA350/440 and DP350/600 steels at different temperatures and strain rates. Mater. Res. Express 2018, 5, 66515. [Google Scholar] [CrossRef]
- Godor, F.; Werner, R.; Lindemann, J.; Clemens, H.; Mayer, S. Characterization of the high temperature deformation behavior of two intermetallic TiAl–Mo alloys. Mater. Sci. Eng. A 2015, 648, 208–216. [Google Scholar] [CrossRef]
- Liu, J.; Zeng, W.; Zhu, Y.; Yu, H.; Zhao, Y. Hot deformation behavior and flow stress prediction of TC4-DT Alloy in single-phase region and dual-phase regions. JMEPEG 2015, 24, 2140–2150. [Google Scholar] [CrossRef]
- Peng, X.; Guo, H.; Shi, Z.; Qin, C.; Zhao, Z. Constitutive equations for high temperature flow stress of TC4-DT alloy incorporating strain, strain rate and temperature. Mater. Des. 2013, 50, 198–206. [Google Scholar] [CrossRef]
- He, Z.; Wang, Z.; Lin, P. A comparative study on Arrhenius and Johnson–Cook constitutive models for high-temperature deformation of Ti2AlNb-based alloys. Metals 2019, 9, 123. [Google Scholar] [CrossRef] [Green Version]
- Tao, Z.J.; Yang, H.; Li, H.; Ma, J.; Gao, P.F. Constitutive modeling of compression behavior of TC4 tube based on modified Arrhenius and artificial neural network models. Rare Met. 2015. [Google Scholar] [CrossRef]
- Mosleh, A.; Mikhaylovskaya, A.; Kotov, A.; Pourcelot, T.; Aksenov, S.; Kwame, J.; Portnoy, V. Modelling of the superplastic deformation of the near-a Titanium alloy (Ti-2.5Al-1.8Mn) using arrhenius-type constitutive model and artificial neural network. Metals 2017, 7, 568. [Google Scholar] [CrossRef] [Green Version]
- Chi, Z.; Zhang, L.; Shen, W.; Liu, C.; Xia, Y.; Li, R. Study on constitutive modeling and processing maps for hot deformation of medium carbon Cr–Ni–Mo alloyed steel. Mater. Des. 2016, 90, 804–814. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wu, Q.; Pang, G.D.; Jiang, X.Y.; He, D.G. Hot tensile deformation mechanism and dynamic softening behavior of Ti–6Al–4V alloy with thick lamellar icrostructures. Adv. Eng. Mater. 2020, 22, 1901193. [Google Scholar] [CrossRef]
- He, J.; Chen, F.; Wang, B.; Zhu, L.B. A modified Johnson–Cook model for 10% Cr steel at elevated temperatures and a wide range of strain rates. Mater. Sci. Eng. A 2018, 715, 1–9. [Google Scholar] [CrossRef]






















| α | n | Q | lnA |
|---|---|---|---|
| a0 = 0.0136 | N0 = 5.024 | Q0 = 425.153 | A0 = 39.642 |
| a1 = 0.0236 | N1 = −5.757 | Q1 = 9463.639 | A1 = 860.817 |
| a2 = −0.3988 | N2 = 72.989 | Q2 = −113,579.0 | A2 = −10,345.921 |
| a3 = 2.9127 | N3 = −649.946 | Q3 = 647,939.428 | A3 = 58,956.037 |
| a4 = −10.4516 | N4 = 2802.387 | Q4 = −2.029 × 10−6 | A4 = −184,298.5 |
| a5 = 19.8532 | N5 = −6137.141 | Q5= 3.575 × 10−6 | A5 = 324,376.105 |
| a6 = −19.0393 | N6 = 6620.972 | Q6= −3.332 × 10−6 | A6 = −302,056.1 |
| a7 = 7.2107 | N7 = −2796.638 | Q7 = 1.279 × 10−6 | A7 = 115,906.977 |
| lnα | n | Q | lnA | |
|---|---|---|---|---|
| a0 = −33.2764 | N0 = 5.539 | Q0 = 168.423 | A0 = 181.345 | E0 = −0.0769 |
| a1 = 683.8600 | N1 = 26.621 | Q1 = 14,166.731 | A1 = −2463.403 | E1 = 0.9819 |
| a2 = −7783.1519 | N2 = −278.626 | Q2 = −161,429.97 | A2 = 28,124.806 | |
| a3 = 45,443.6811 | N3 = 1260.164 | Q3 = 904,869.178 | A3 = −169,711.35 | |
| a4 = −147,592.0013 | N4 = −3006.507 | Q4= −2.811 × 10−6 | A4 = 569,436.405 | |
| a5 = 269,494.6845 | N5 = 3912.161 | Q5= 4.936 × 10−6 | A5 = −1.068 × 10−6 | |
| a6 = −258,493.9747 | N6 = −2643.084 | Q6= −4.593 × 10−6 | A6 = 1.046 × 10−6 | |
| a7 = 101,249.5269 | N7 = 743.522 | Q7 = 1.763 × 10−6 | A7 = −415,487.31 |
| A | m1 | m2 | m3 | m4 | m5 | m6 |
|---|---|---|---|---|---|---|
| 3,199,230.981 | −0.0113 | 0.1064 | 0.2329 | 0.0114 | −0.0008 | 0.5115 |
| α | A | m1 | m2 | m3 | m4 | m5 | m6 | e | e1 |
|---|---|---|---|---|---|---|---|---|---|
| 0.0003 | 342.914 | −0.0075 | −0.0863 | 0.16784 | −0.0131 | −0.0005 | 0.2511 | 2.7183 | −0.0863 |
| Constitutive Equation | R | AARE (%) | RMSE (Mpa) | Max of RE (%) | Min of RE (%) |
|---|---|---|---|---|---|
| oHS | 0.961 | 10.65 | 8.08 | 38.44 | −23.14 |
| os–cA-type | 0.963 | 10.16 | 7.93 | 26.85 | −25.82 |
| mHS | 0.991 | 5.31 | 4.04 | 11.32 | −21.94 |
| ms–cA-type | 0.993 | 4.67 | 3.60 | 13.14 | −15.31 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Wang, C.; Li, M.; Ma, R.; Zhao, J. Constitutive Equations for Describing the Hot Compressed Behavior of TC4–DT Titanium Alloy. Materials 2020, 13, 3424. https://doi.org/10.3390/ma13153424
Wang H, Wang C, Li M, Ma R, Zhao J. Constitutive Equations for Describing the Hot Compressed Behavior of TC4–DT Titanium Alloy. Materials. 2020; 13(15):3424. https://doi.org/10.3390/ma13153424
Chicago/Turabian StyleWang, Haoran, Chunge Wang, Muyu Li, Rui Ma, and Jun Zhao. 2020. "Constitutive Equations for Describing the Hot Compressed Behavior of TC4–DT Titanium Alloy" Materials 13, no. 15: 3424. https://doi.org/10.3390/ma13153424
APA StyleWang, H., Wang, C., Li, M., Ma, R., & Zhao, J. (2020). Constitutive Equations for Describing the Hot Compressed Behavior of TC4–DT Titanium Alloy. Materials, 13(15), 3424. https://doi.org/10.3390/ma13153424