Empirical Investigations during WEDM of Ni-27Cu-3.15Al-2Fe-1.5Mn Based Superalloy for High Temperature Corrosion Resistance Applications

 ,
,  ,
,  , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
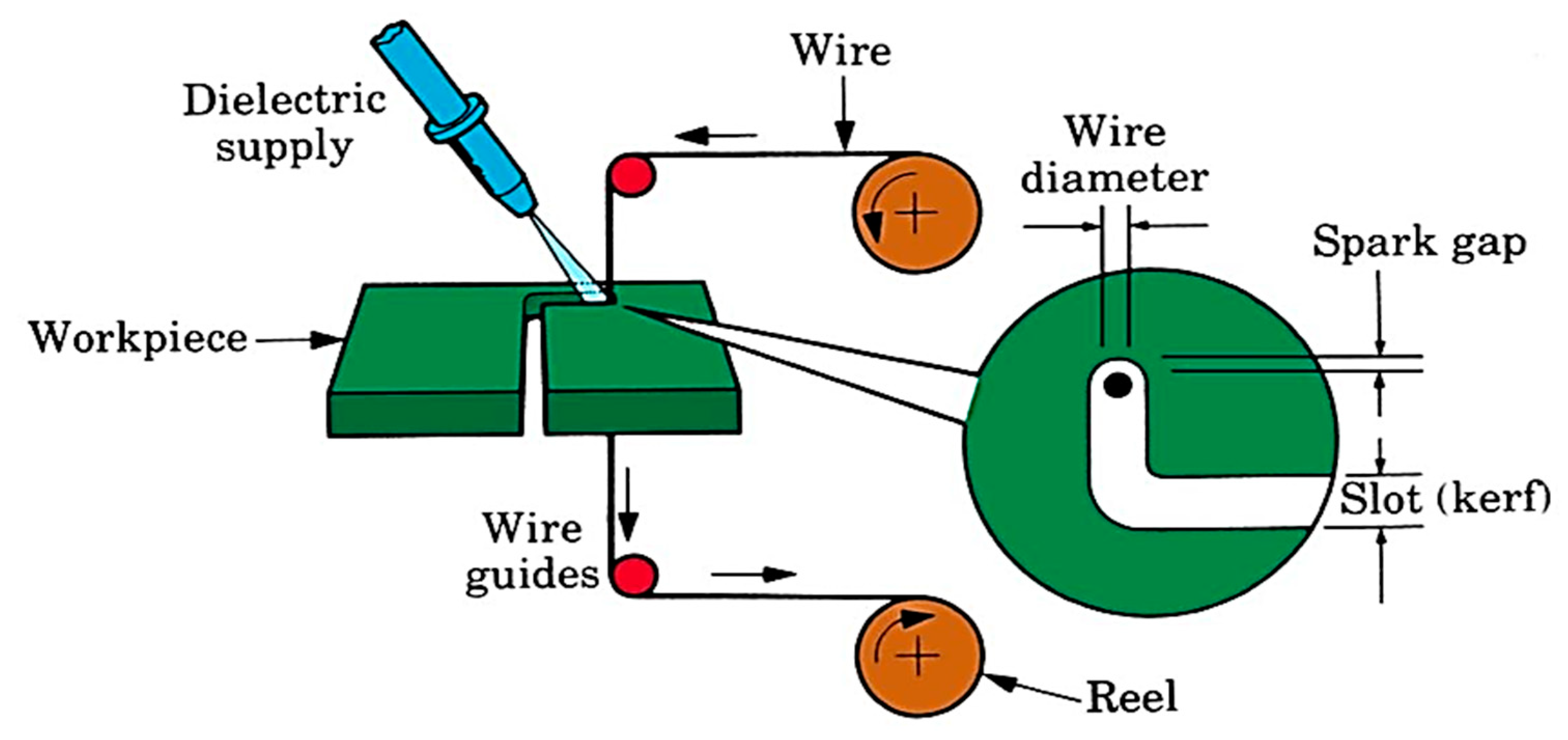
2.1. Experimental Setup
- Wire electrical discharge machine
- Work material
- Tool
- Dielectric fluid
2.1.1. Wire Electrical Discharge Machine
2.1.2. Work Material
2.1.3. Tool
2.1.4. Dielectric
2.2. Selected Input Parameters
2.2.1. Pulse-On Time
2.2.2. Pulse-Off Time
2.2.3. Spark Gap Voltage
2.2.4. Wire Feed Rate
2.3. Experiment Plan
3. Results and Discussion
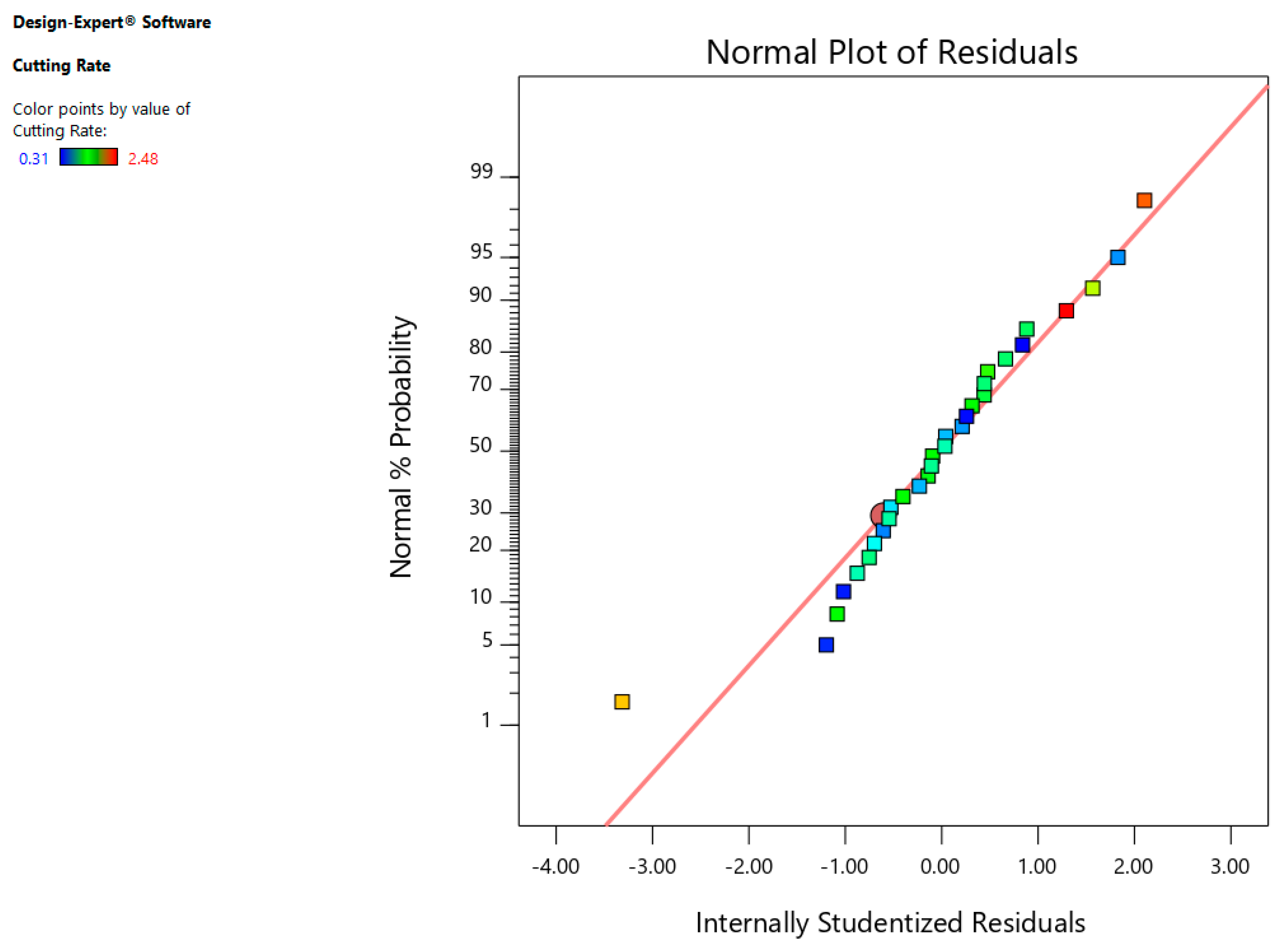
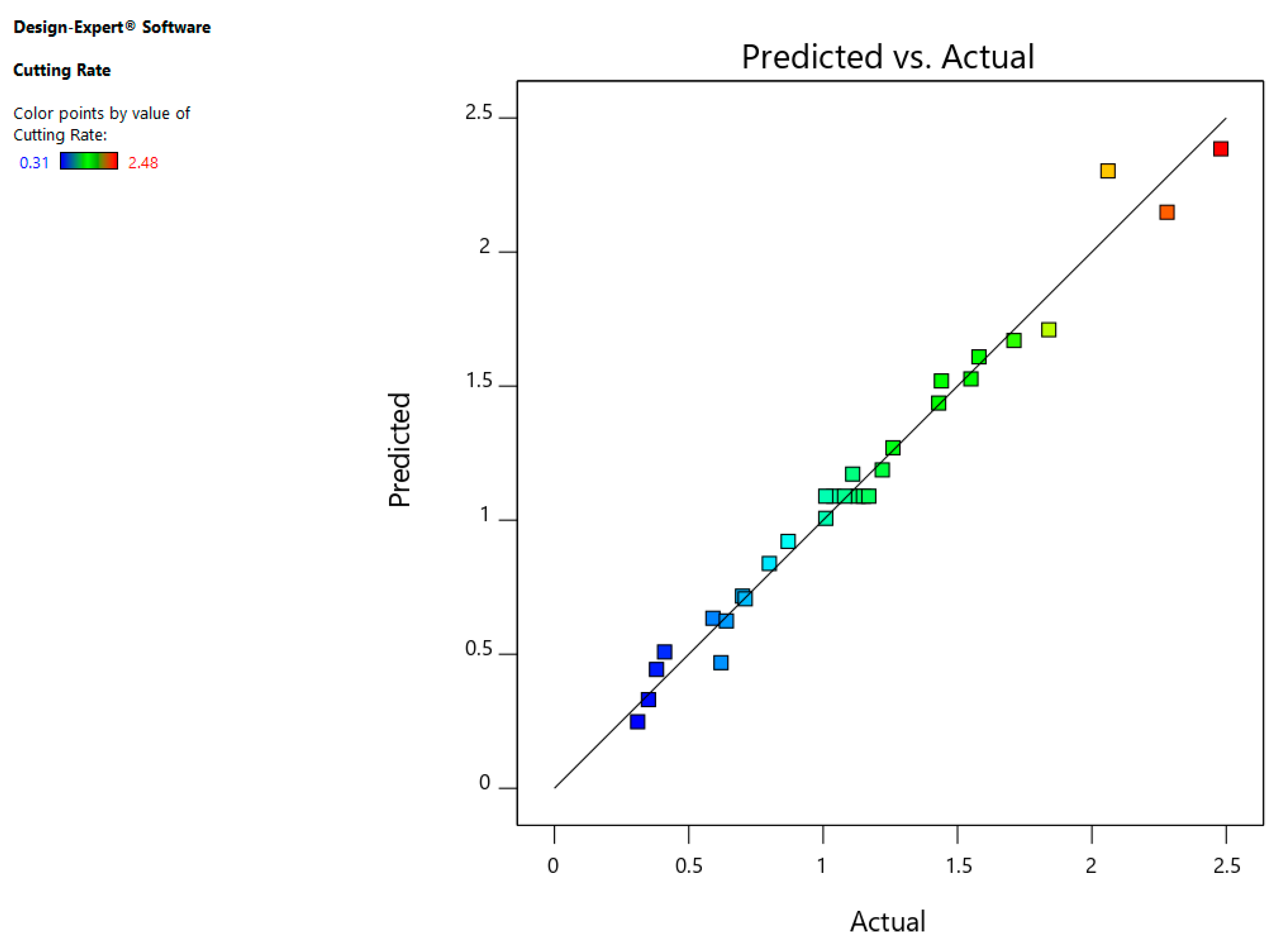
3.1. Statistical Observations for Cutting Rate (CR)
3.2. Regression Equation for CR
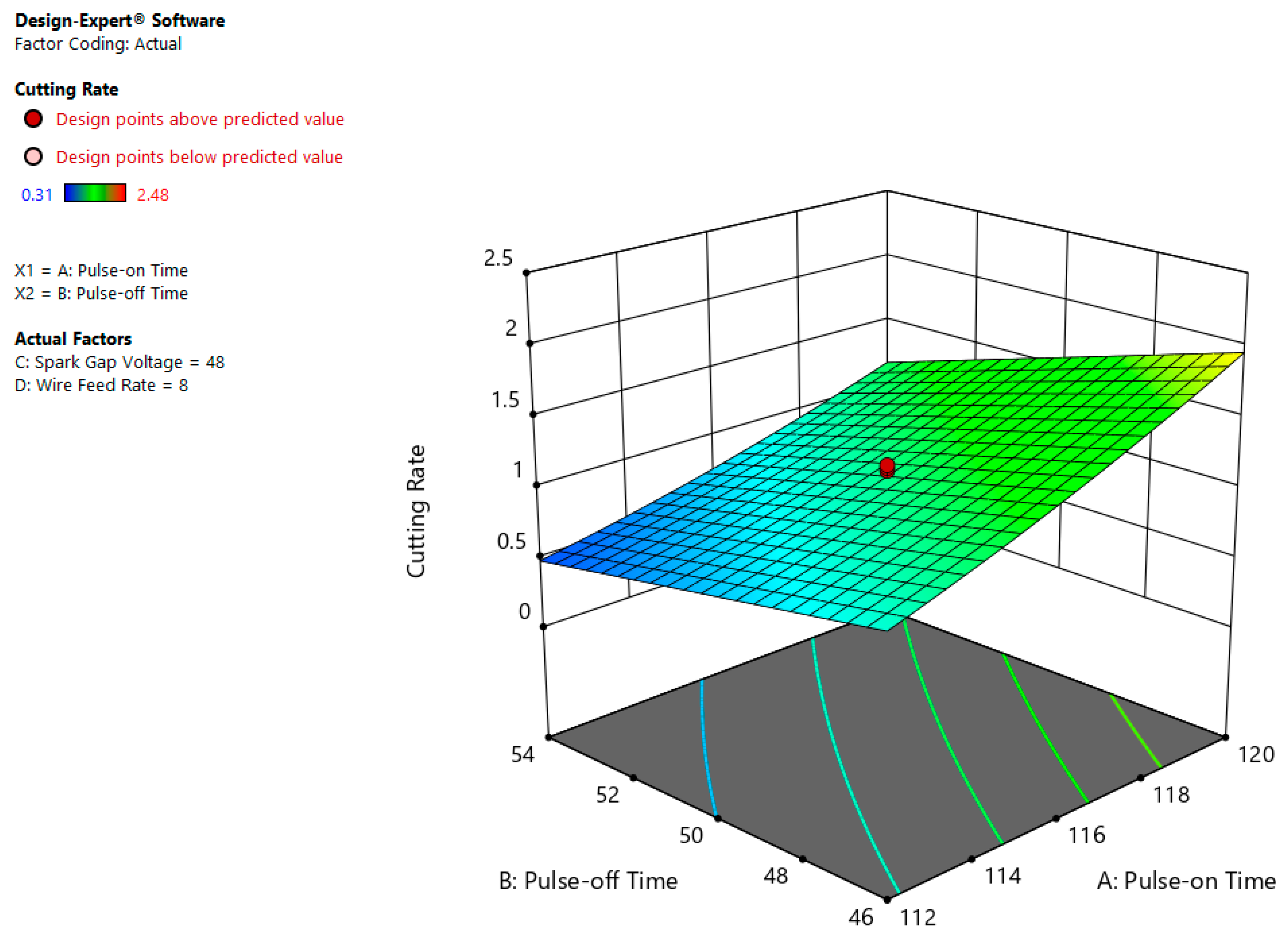
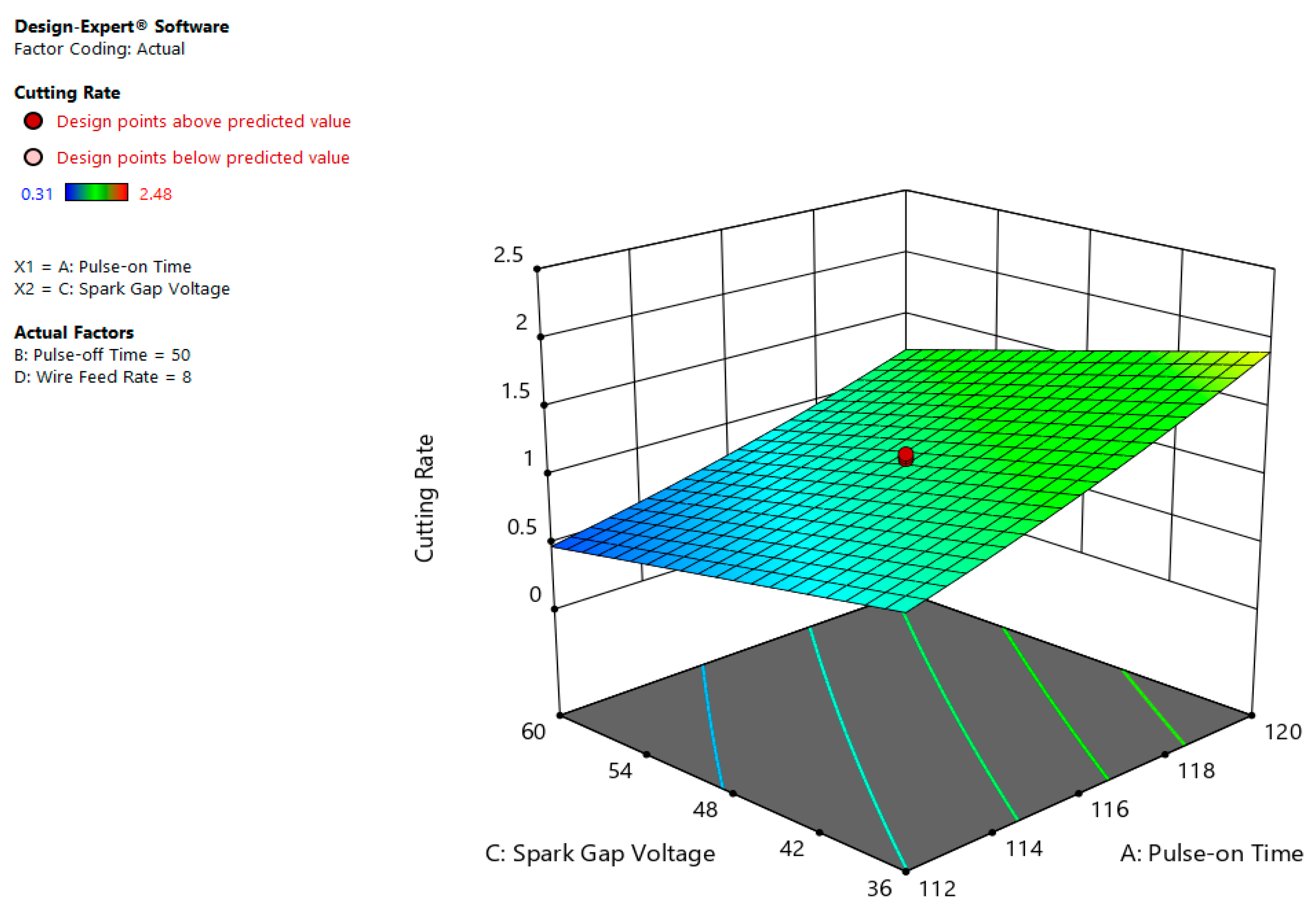
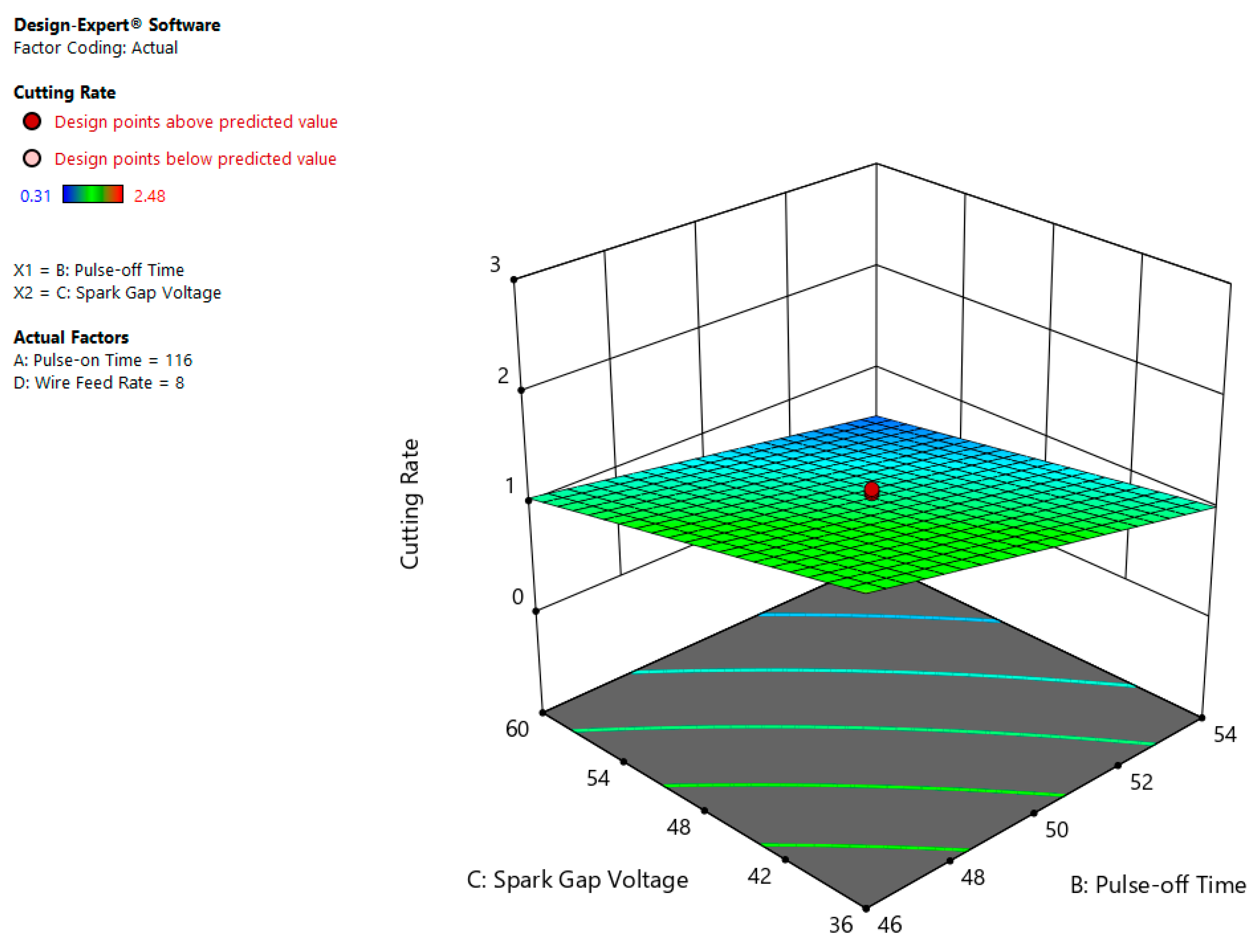
3.3. Interaction Influence of Process Variables on CR
3.4. Statistical Observations for Surface Roughness (SR)
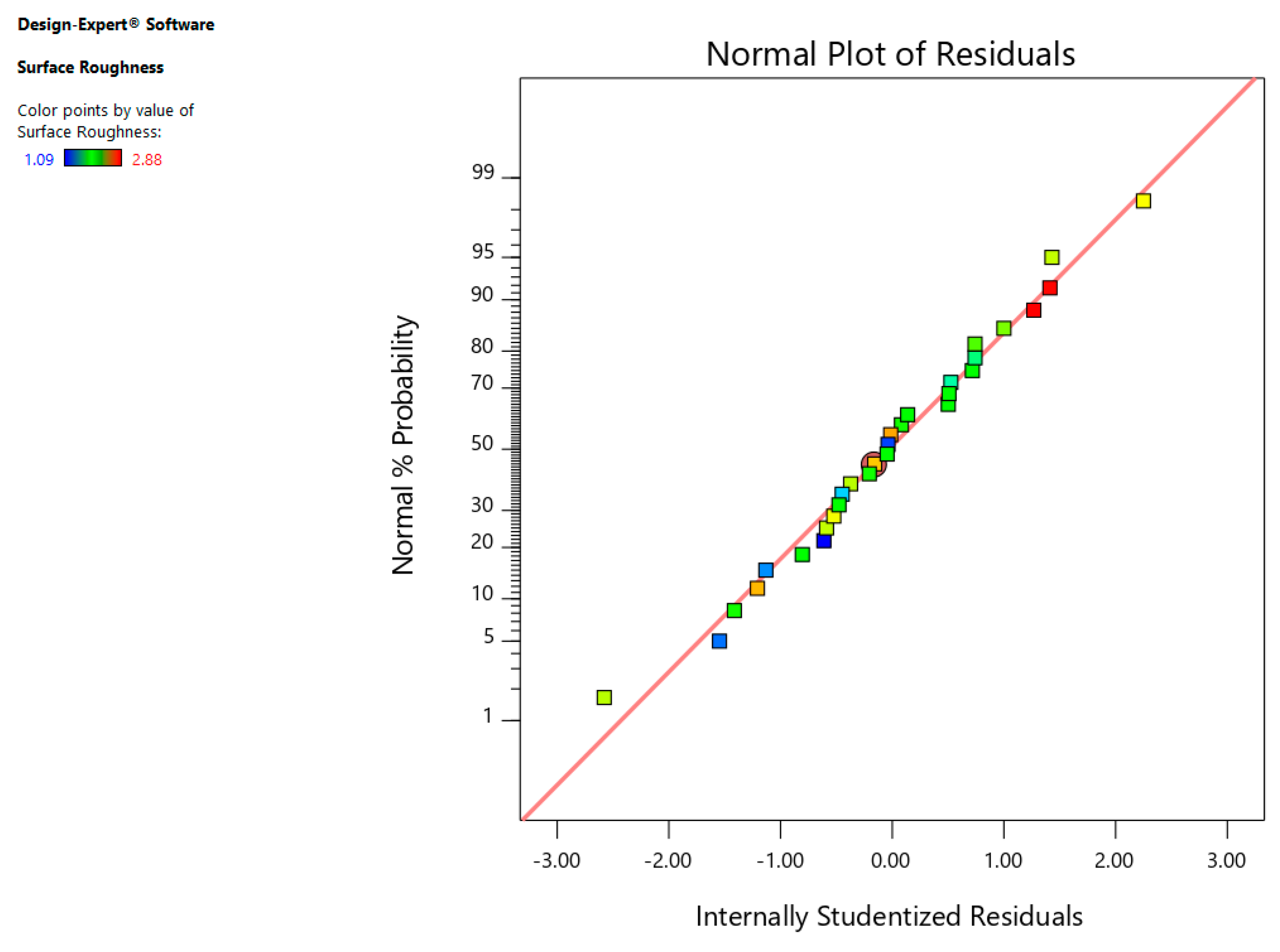
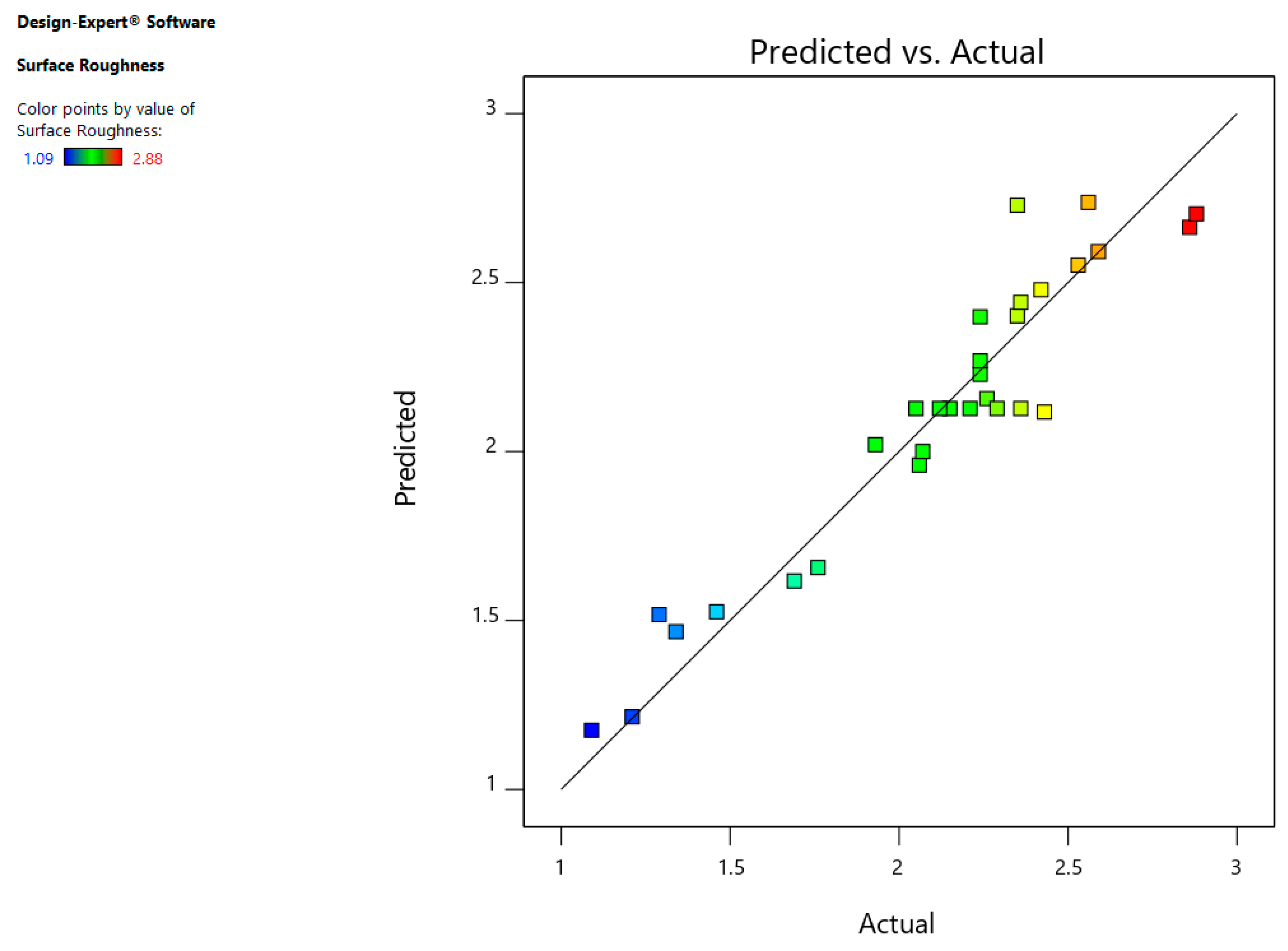
3.5. Regression Equation for SR
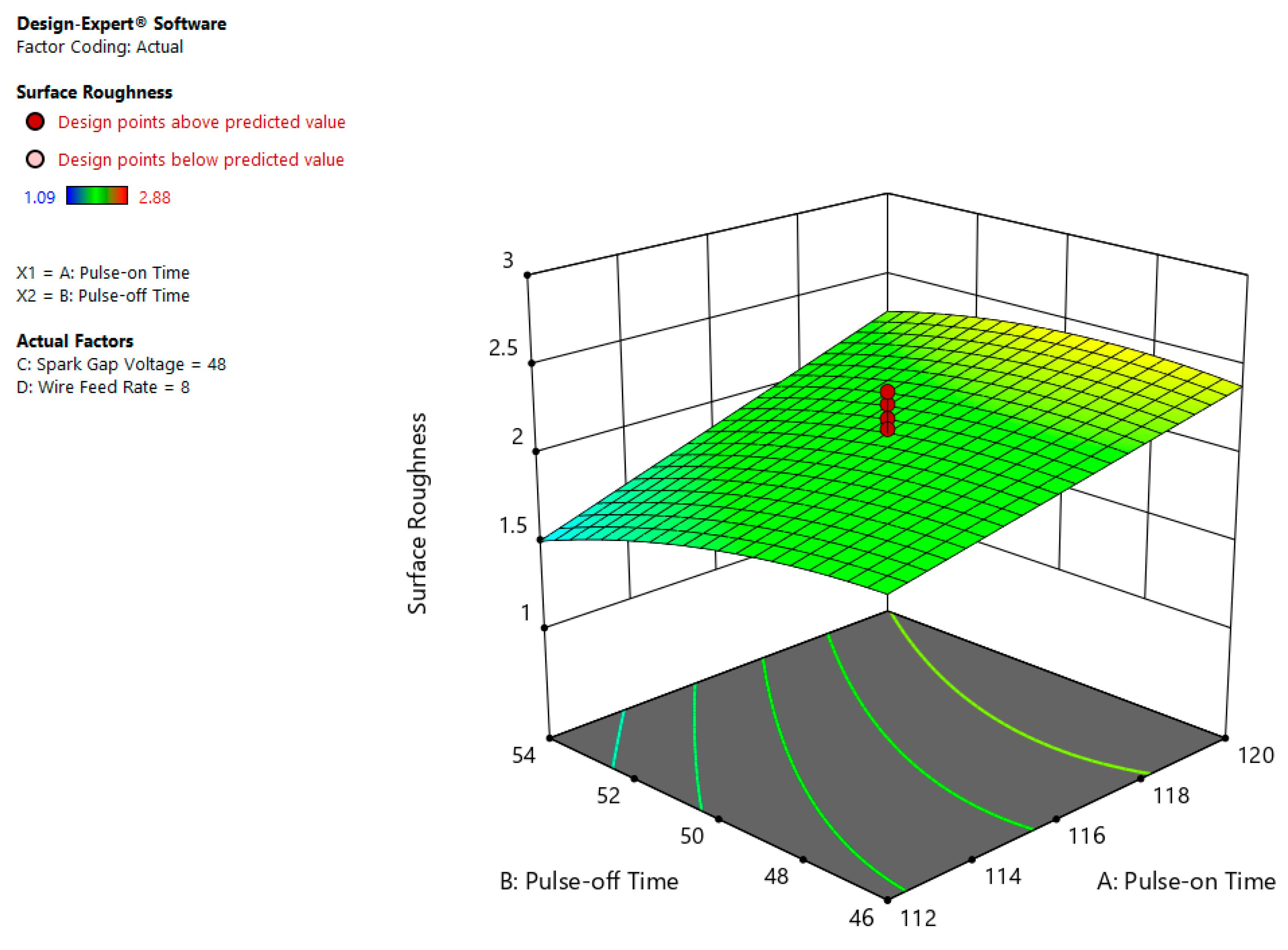
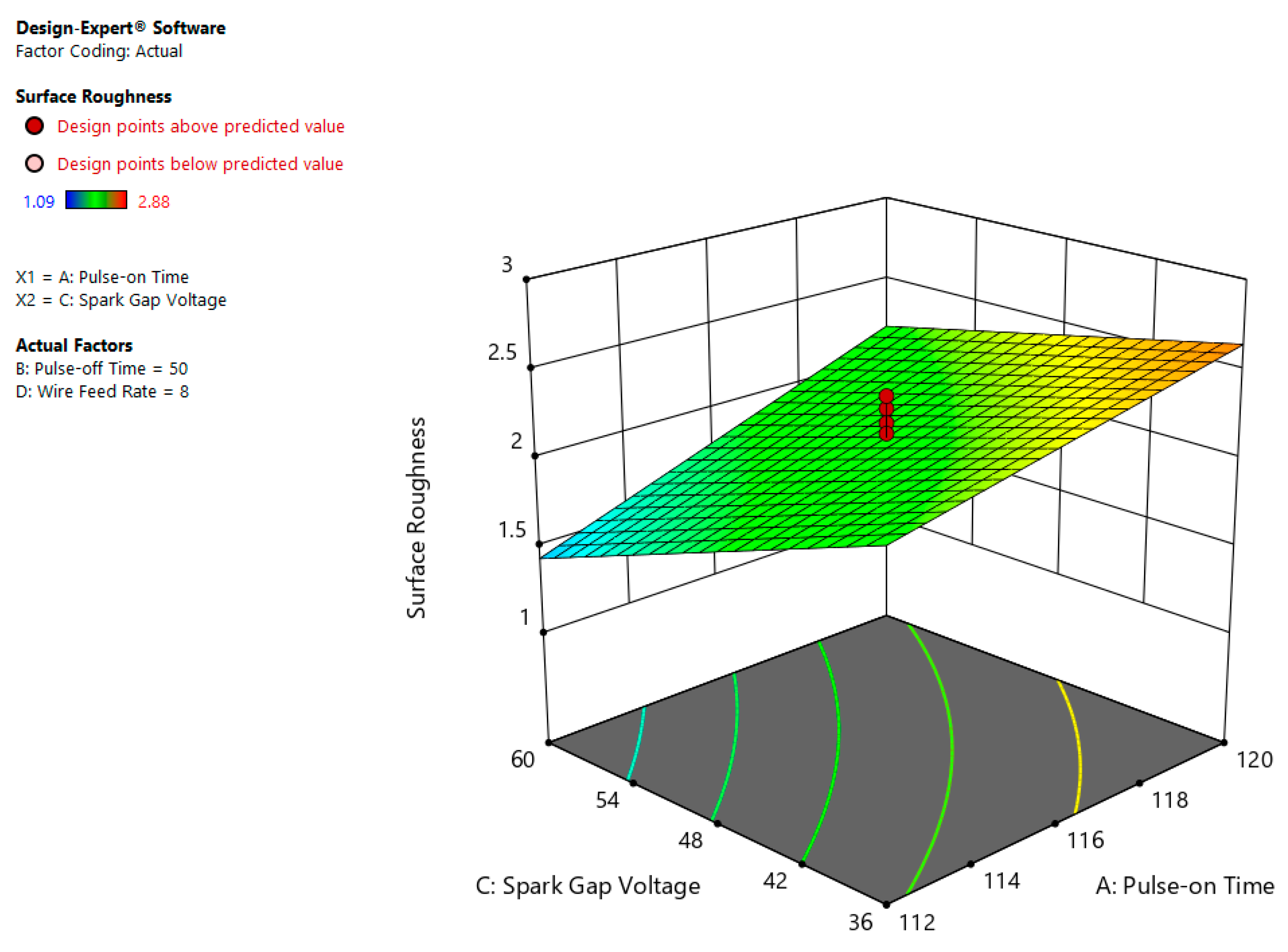
3.6. Correlational Influence of Input Variable on SR
4. Multi-Response Optimization Using Desirability Function
5. Conclusions
- (a)
- The process parameters like Ton, Toff, SV have significant effect on for cutting-rate. The empirical relation is:CR = 11.23430 − 0.27541 × Ton + 0.070854 × Toff + 0.034292 × SV + 0.020625 × WF − 3.075× 10−3 ×Ton × Toff − 7.41667× 10−4 ×Ton × SV + 6.25000 × 10−4 × Toff × SV + 2.40938 × 10−3 × Ton2 + 1.85938× 10−3 × Toff2
- (b)
- The process parameters like Ton and SV have major effect on for SR. The empirical relation is:SR = 10.51207 − 0.15017 × Ton + 0.06061 × Toff − 0.13619 × SV + 3.15000 × 10−3 × Ton × Toff + 1.01667 × 10−3 ×Ton × SV − 4.50693 × 10−3 × Toff2 + 5.47585 × 10−4 × WF2
- (c)
- Analysis of response surfaces exhibited that Ton has influenced the cutting rate in such as a manner that during a rise in Ton, the cutting rate goes on increasing; however, it impacted surface-roughness catastrophically. Furthermore, it was noticed that the CR as well as SR both reduces as there is increment in pulse-off time.
- (d)
- Moreover, it has been found that that CR decreases with rise in SV and vice versa. On the contrary, SR increases with decline in SV and vice versa. Also, the impact of wire-feed rate on the CR and SR has been found to be negligible.
- (e)
- The optimization of a multi-response approach by giving equal priority to both the responses achieved the highest cutting rate of 2.48 mm/min, and the lowest roughness of 2.12 µm.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| Adeq. Precision | Adequate Precision |
| Adj. R2 | Adjusted-R2 |
| ANOVA | Analysis of Variance |
| CCD | Central Composite Design |
| CNC | Computer Numerical Control |
| CR | Cutting Rate |
| CV | Coefficient of Variation |
| DOE | Design of Experiment |
| Pred. R2 | Predicted R2 |
| R2 | Determination Coefficient |
| RSM | Response Surface Methodology |
| SV | Spark Gap Voltage |
| SR | Surface Roughness |
| Toff | Pulse-off Time |
| Ton | Pulse-on Time |
| WEDM | Wire Electrical Discharge Machining |
| WF | Wire-feed rate |
References
- Geddes, B.; Leon, H.; Huang, X. Superalloys: Alloying and Performance; ASM International: Novelty, OH, USA, 2010. [Google Scholar]
- Degarmo, E.P.; Black, J.T.; Kohser, R.A. Nonferrous metals and alloys. In Materials and Processes in Manufacturing, 11th ed.; Wiley: New York, NY, USA, 2011; pp. 182–203. [Google Scholar]
- Kalpakjian, S.; Schmid, S.R. Material-removal processes: Abrasive, chemical, electrical, and high-energy beams. In Manufacturing Processes for Engineering Materials, 4th ed.; Pearson Education: Karnataka, India, 2009; pp. 540–543. [Google Scholar]
- Tiwari, V.; Dhananjay, R.M. Response optimization of EDM parameters for Monel K-500. In Proceedings of the 4th International Conference on Challenges in Environmental Science and Technology, Toronto, ON, Canada, 17–22 July 2016; Volume 27, p. 28. [Google Scholar]
- Ezugwu, E.O.; Bonney, J.; Yamane, Y. An overview of the machinability of aeroengine alloys. J. Mater. Process. Technol. 2003, 13, 233–253. [Google Scholar] [CrossRef]
- Aggarwal, V.; Garg, R.K.; Khangura, S.S. Technological innovations in machining of Inconel 718: A state of the art. Int. J. Manuf. Mater. Mech. Eng. 2015, 5, 17–43. [Google Scholar] [CrossRef] [Green Version]
- Ho, K.H.; Newman, S.T.; Rahimifard, S.; Allen, R.D. State of the art in wire electrical discharge machining (WEDM). Int. J. Mach. Tools Manuf. 2004, 44, 1247–1259. [Google Scholar] [CrossRef]
- Ramakrishnan, R.; Karunamoorthy, L. Modeling and multi-response optimization of Inconel 718 on machining of CNC WEDM process. J. Mater. Process. Technol. 2008, 207, 343–349. [Google Scholar] [CrossRef]
- Sharma, N.; Khanna, R.; Gupta, R.D.; Sharma, R. Modeling and multi-response optimization on WEDM for HSLA by RSM. Int. J. Adv. Manuf. Technol. 2013, 67, 2269–2281. [Google Scholar] [CrossRef]
- Benedict, G.F. Electrical discharge wire cutting (EDWC). In Nontraditional Manufacturing Processes; Marcel Dekker Inc.: New York, NY, USA, 1987; pp. 231–246. [Google Scholar]
- Spedding, T.A.; Wang, Z.Q. Study on modeling of wire EDM process. J. Mater. Process. Technol. 1997, 69, 18–28. [Google Scholar] [CrossRef]
- Scott, D.; Boyina, S.; Rajurkar, K.P. Analysis and optimization of parameter combinations in wire electrical discharge machining. Int. J. Prod. Res. 1991, 29, 2189–2207. [Google Scholar] [CrossRef]
- Williams, R.E.; Rajurkar, K.P. Study of wire electrical discharge machined surface characteristics. J. Mater. Process. Technol. 1991, 28, 127–138. [Google Scholar] [CrossRef]
- Kuriakose, S.; Mohan, K.; Shunmugam, M.S. Data mining applied to wire-EDM process. J. Mater. Process. Technol. 2003, 142, 182–189. [Google Scholar] [CrossRef]
- Sarkar, S.; Mitra, S.; Bhattacharyya, B. Parametric analysis and optimization of wire electrical discharge machining of γ-titanium aluminide alloy. J. Mater. Process. Technol. 2005, 159, 286–294. [Google Scholar] [CrossRef]
- Ramakrishnan, R.; Karunamoorthy, L. Performance studies of wire electro discharge machining (WEDM) of Inconel 718. Int. J. Mater. Prod. Technol. 2009, 35, 199–215. [Google Scholar] [CrossRef]
- Kondayya, D.; Krishna, A.G. An integrated evolutionary approach for modelling and optimization of wire electrical discharge machining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 549–567. [Google Scholar]
- Shahali, H.; Yazdi, M.R.S.; Mohammadi, A.; Iimanian, E. Optimization of surface roughness and thickness of white layer in wire electrical discharge machining of DIN 1.4542 stainless steel using micro-genetic algorithm and signal to noise ratio techniques. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 803–812. [Google Scholar] [CrossRef]
- Prasad, A.R.; Ramji, K.; Datta, G.L. An experimental study of wire EDM on Ti-6Al-4V alloy. Procedia Mater. Sci. 2014, 5, 2567–2576. [Google Scholar] [CrossRef] [Green Version]
- Mandal, A.; Dixit, A.R.; Das, A.K.; Mandal, N. Modeling and optimization of machining nimonic C-263 superalloy using multicut strategy in WEDM. Mater. Manuf. Process. 2016, 31, 860–868. [Google Scholar] [CrossRef]
- Tonday, H.R.; Tigga, A.M. Evaluation of the influence of wire electrical discharge machining parameters on material removal rate and surface characteristics in cutting of Inconel 825. Mater. Today Proc. 2017, 4, 9865–9869. [Google Scholar] [CrossRef]
- Sreenivasa Rao, M.; Venkaiah, N. Experimental investigations on surface integrity issues of Inconel-690 during wire-cut electrical discharge machining process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 731–741. [Google Scholar] [CrossRef]
- Soni, H.; Narendranath, S.; Ramesh, M.R. Effects of wire electro-discharge machining process parameters on the machined surface of Ti 50 Ni 49 Co 1 shape memory alloy. Silicon 2019, 11, 733–739. [Google Scholar] [CrossRef]
- Muni, R.N.; Singh, J.; Kumar, V.; Sharma, S. Parametric Optimization of Rice Husk Ash, Copper, Magnesium reinforced Aluminium Matrix hybrid Composite processed by EDM. ARPN J. Eng. Appl. Sci. 2019, 14, 1828–1834. [Google Scholar]
- Gill, A.S.; Kumar, S.; Singh, J.; Agarwal, V.; Sharma, S. A Review of Recent Methods for Tool Wear Reduction in Electrical Discharge Machining. Surf. Rev. Lett. 2020. [Google Scholar] [CrossRef]
- Box, G.E.; Wilson, K.B. On the experimental attainment of optimum conditions. J. R Stat. Soc. Ser. B 1951, 13, 1–45. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments, 7th ed.; Wiley: New York, NY, USA, 2009. [Google Scholar]
- Aggarwal, V.; Khangura, S.S.; Garg, R.K. Parametric modeling and optimization for wire electrical discharge machining of Inconel 718 using response surface methodology. Int. J. Adv. Manuf. Technol. 2015, 79, 31–47. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Cu | Fe | S | C | Mn | Si | Al | Ti |
|---|---|---|---|---|---|---|---|---|---|
| Weight (%) | 65 | 27 | 2 | 0.01 | 0.25 | 1.5 | 0.5 | 2.30–3.15 | 0.35–0.85 |
| S. No. | Parameters | Units | Range | Levels | ||||
|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | ||||
| Coded Values | −2 | −1 | 0 | 1 | 2 | |||
| 1. | Pulse-on Time (A) | (µs) | 108–124 | 108 | 112 | 116 | 120 | 124 |
| 2. | Pulse-off Time (B) | 42–58 | 42 | 46 | 50 | 54 | 58 | |
| 3. | Spark Gap Voltage (C) | (volts) | 24–72 | 24 | 36 | 48 | 60 | 72 |
| 4. | Wire Feed rate (D) | (m/min) | 4–12 | 4 | 6 | 8 | 10 | 12 |
| S. No. | Fixed Parameter | Value |
|---|---|---|
| 1 | Peak-current | 120 amperes |
| 2 | Peak-voltage | 110 DC (maximum) |
| 3 | Wire tension | 8 units |
| 4 | Servo feed | 2100 units |
| 5 | Water pressure | 15 kg/cm2 |
| Std Order | Run Order | “Pulse-on Time” (µs) | “Pulse-off Time” (µs) | “Servo-Voltage” (volts) | “Wire-Feed Rate” (m/min) | “Cutting-Rate” (mm/min) | “Surface-Roughness” (µm) |
|---|---|---|---|---|---|---|---|
| 1 | 15 | 112 | 46 | 36 | 6 | 1.22 | 2.35 |
| 2 | 30 | 120 | 46 | 36 | 6 | 2.06 | 2.86 |
| 3 | 17 | 112 | 54 | 36 | 6 | 0.59 | 2.06 |
| 4 | 13 | 120 | 54 | 36 | 6 | 1.43 | 2.53 |
| 5 | 27 | 112 | 46 | 60 | 6 | 0.64 | 1.69 |
| 6 | 16 | 120 | 46 | 60 | 6 | 1.55 | 2.24 |
| 7 | 7 | 112 | 54 | 60 | 6 | 0.31 | 1.09 |
| 8 | 12 | 120 | 54 | 60 | 6 | 0.8 | 2.43 |
| 9 | 5 | 112 | 46 | 36 | 10 | 1.26 | 2.36 |
| 10 | 11 | 120 | 46 | 36 | 10 | 2.48 | 2.88 |
| 11 | 26 | 112 | 54 | 36 | 10 | 0.7 | 2.07 |
| 12 | 28 | 120 | 54 | 36 | 10 | 1.44 | 2.59 |
| 13 | 1 | 112 | 46 | 60 | 10 | 0.71 | 1.76 |
| 14 | 21 | 120 | 46 | 60 | 10 | 1.58 | 2.24 |
| 15 | 20 | 112 | 54 | 60 | 10 | 0.35 | 1.21 |
| 16 | 29 | 120 | 54 | 60 | 10 | 0.87 | 2.26 |
| 17 | 19 | 108 | 50 | 48 | 8 | 0.38 | 1.46 |
| 18 | 9 | 124 | 50 | 48 | 8 | 2.28 | 2.35 |
| 19 | 24 | 116 | 42 | 48 | 8 | 1.84 | 1.93 |
| 20 | 3 | 116 | 58 | 48 | 8 | 0.62 | 1.34 |
| 21 | 10 | 116 | 50 | 24 | 8 | 1.71 | 2.56 |
| 22 | 25 | 116 | 50 | 72 | 8 | 0.41 | 1.29 |
| 23 | 8 | 116 | 50 | 48 | 4 | 1.01 | 2.24 |
| 24 | 14 | 116 | 50 | 48 | 12 | 1.11 | 2.42 |
| 25 | 2 | 116 | 50 | 48 | 8 | 1.04 | 2.21 |
| 26 | 23 | 116 | 50 | 48 | 8 | 1.01 | 2.15 |
| 27 | 22 | 116 | 50 | 48 | 8 | 1.13 | 2.29 |
| 28 | 6 | 116 | 50 | 48 | 8 | 1.15 | 2.05 |
| 29 | 18 | 116 | 50 | 48 | 8 | 1.08 | 2.12 |
| 30 | 4 | 116 | 50 | 48 | 8 | 1.17 | 2.36 |
| Source | “Sum of Squares” | “Degree of Freedom” | “Mean-Square” | “F-Value” | “Prob > F” | |
|---|---|---|---|---|---|---|
| Model | 8.99 | 8 | 1.12 | 128.04 | <0.0001 | Significant |
| A-Pulse-on Time | 4.36 | 1 | 4.36 | 496.87 | <0.0001 | |
| B-Pulse-off Time | 2.31 | 1 | 2.31 | 263.52 | <0.0001 | |
| C-Spark Gap Voltage | 2.02 | 1 | 2.02 | 230.65 | <0.0001 | |
| D-Wire Feed Rate | 0.0408 | 1 | 0.0408 | 4.65 | 0.0427 | |
| AB | 0.0977 | 1 | 0.0977 | 11.13 | 0.0031 | |
| AC | 0.0452 | 1 | 0.0452 | 5.15 | 0.0340 | |
| BC | 0.0315 | 1 | 0.0315 | 3.59 | 0.0720 | |
| A2 | 0.0767 | 1 | 0.0767 | 8.74 | 0.0075 | |
| Residual | 0.1843 | 21 | 0.0088 | |||
| Lack-of-fit | 0.1640 | 16 | 0.0102 | 2.52 | 0.1562 | Not-significant |
| Pure error | 0.0203 | 5 | 0.0041 | |||
| Cor total | 9.17 | 29 | ||||
| Standard deviation | 0.0937 | R2 | 0.9799 | |||
| Mean | 1.13 | Adj. R2 | 0.9723 | |||
| CV% | 8.28 | Pred. R2 | 0.9503 | |||
| Adeq. Precision | 41.6418 | |||||
| Source | “Sum of Squares” | “Degree of Freedom” | “Mean-Square” | “F-Value” | “Prob > F” | |
|---|---|---|---|---|---|---|
| Model | 5.59 | 8 | 0.6990 | 24.24 | <0.0001 | Significant |
| A-Pulse-on Time | 2.17 | 1 | 2.17 | 75.33 | <0.0001 | |
| B-Pulse-off Time | 0.4593 | 1 | 0.4593 | 15.93 | 0.0007 | |
| C-Spark Gap- Voltage | 2.23 | 1 | 2.23 | 77.43 | <0.0001 | |
| D-Wire Feed-Rate | 0.0096 | 1 | 0.0096 | 0.3329 | 0.5701 | |
| AB | 0.1089 | 1 | 0.1089 | 3.78 | 0.0655 | |
| AC | 0.1225 | 1 | 0.1225 | 4.25 | 0.0519 | |
| B2 | 0.2618 | 1 | 0.2618 | 9.08 | 0.0066 | |
| D2 | 0.1722 | 1 | 0.1722 | 5.97 | 0.0234 | |
| Residual | 0.6055 | 21 | 0.0288 | |||
| Lack-of-fit | 0.5404 | 16 | 0.0338 | 2.59 | 0.1487 | Not-significant |
| Pure-error | 0.0651 | 5 | 0.0130 | |||
| Cor-total | 6.20 | 29 | ||||
| Standard-deviation | 0.1698 | R2 | 0.9023 | |||
| Mean | 2.11 | Adj. R2 | 0.8651 | |||
| CV% | 8.04 | Pred. R2 | 0.7897 | |||
| Adeq. Precision | 16.7976 | |||||
| Constraints | To Achieve | Limit (lower) | Limit (Upper) | Important |
|---|---|---|---|---|
| Ton (µs) | In range | 108 | 124 | 3 |
| Toff (µs) | 42 | 58 | 3 | |
| SV (volts) | 24 | 72 | 3 | |
| WF (m/min.) | 4 | 12 | 3 | |
| CR (mm/min.) | Maximize | 0.31 | 2.48 | 3 |
| SR (µm) | Minimize | 1.09 | 2.88 | 3 |
| Response | Process Parameters | Predicted Response | Desirability | ||||
|---|---|---|---|---|---|---|---|
| Ton (µs) | Toff (µs) | SV (volts) | WF (m/min) | CR (mm/min) | SR (µm) | ||
| Single response optimization to maximize CR | 121 | 45 | 25 | 6 | 2.91 | - | 1.000 |
| Single response optimization to minimize SR | 114 | 57 | 68 | 8 | - | 0.88 | 1.000 |
| Multi response optimization to maximize CR and minimize SR | 124 | 42 | 60 | 8 | 2.48 | 2.12 | 0.689 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aggarwal, V.; Pruncu, C.I.; Singh, J.; Sharma, S.; Pimenov, D.Y. Empirical Investigations during WEDM of Ni-27Cu-3.15Al-2Fe-1.5Mn Based Superalloy for High Temperature Corrosion Resistance Applications. Materials 2020, 13, 3470. https://doi.org/10.3390/ma13163470
Aggarwal V, Pruncu CI, Singh J, Sharma S, Pimenov DY. Empirical Investigations during WEDM of Ni-27Cu-3.15Al-2Fe-1.5Mn Based Superalloy for High Temperature Corrosion Resistance Applications. Materials. 2020; 13(16):3470. https://doi.org/10.3390/ma13163470
Chicago/Turabian StyleAggarwal, Vivek, Catalin Iulian Pruncu, Jujhar Singh, Shubham Sharma, and Danil Yurievich Pimenov. 2020. "Empirical Investigations during WEDM of Ni-27Cu-3.15Al-2Fe-1.5Mn Based Superalloy for High Temperature Corrosion Resistance Applications" Materials 13, no. 16: 3470. https://doi.org/10.3390/ma13163470
APA StyleAggarwal, V., Pruncu, C. I., Singh, J., Sharma, S., & Pimenov, D. Y. (2020). Empirical Investigations during WEDM of Ni-27Cu-3.15Al-2Fe-1.5Mn Based Superalloy for High Temperature Corrosion Resistance Applications. Materials, 13(16), 3470. https://doi.org/10.3390/ma13163470