Repairing Hybrid Mg–Al–Mg Components Using Sustainable Cooling Systems



Abstract
:1. Introduction
2. Methodology
2.1. Pre-Experimental Planning
2.2. Experimental Design
2.3. Performing the Experiment
2.4. Statistical Analysis of the Data
2.5. Conclusions
3. Applications and Results
3.1. Materials
3.2. Tools
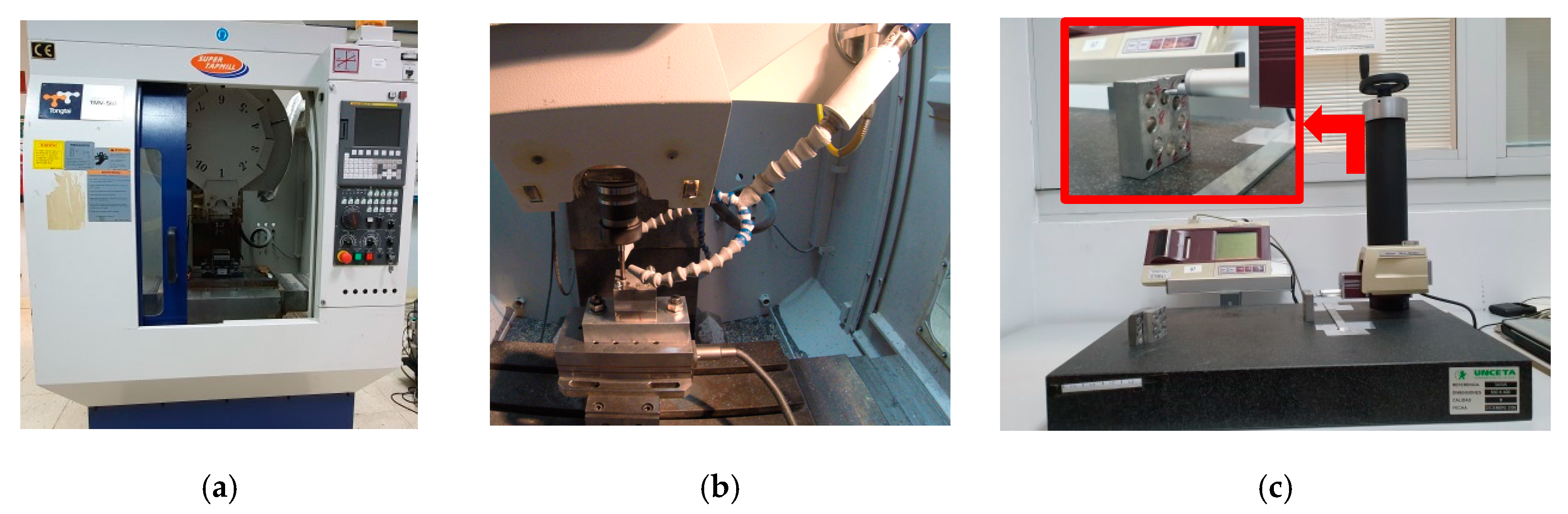
3.3. Machines and Equipment
3.4. Experimental Tests
3.5. Analysis and Discussion of the Results
4. Conclusions
- ▪
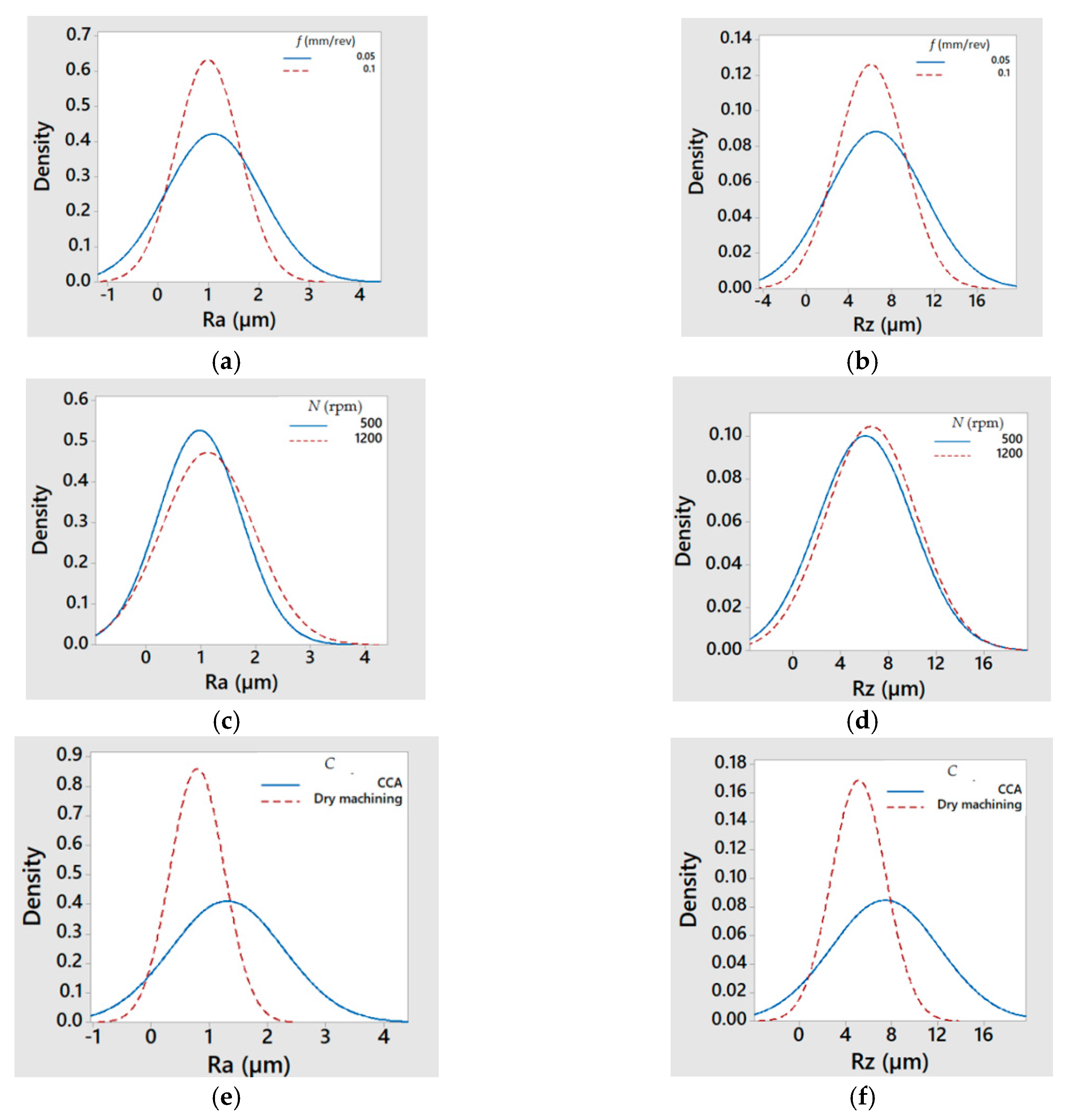
- They are better for high feed rates and dry machining.
- ▪
- They are very similar for both tested values of spindle speed, although perhaps slightly better for low values.
- ▪
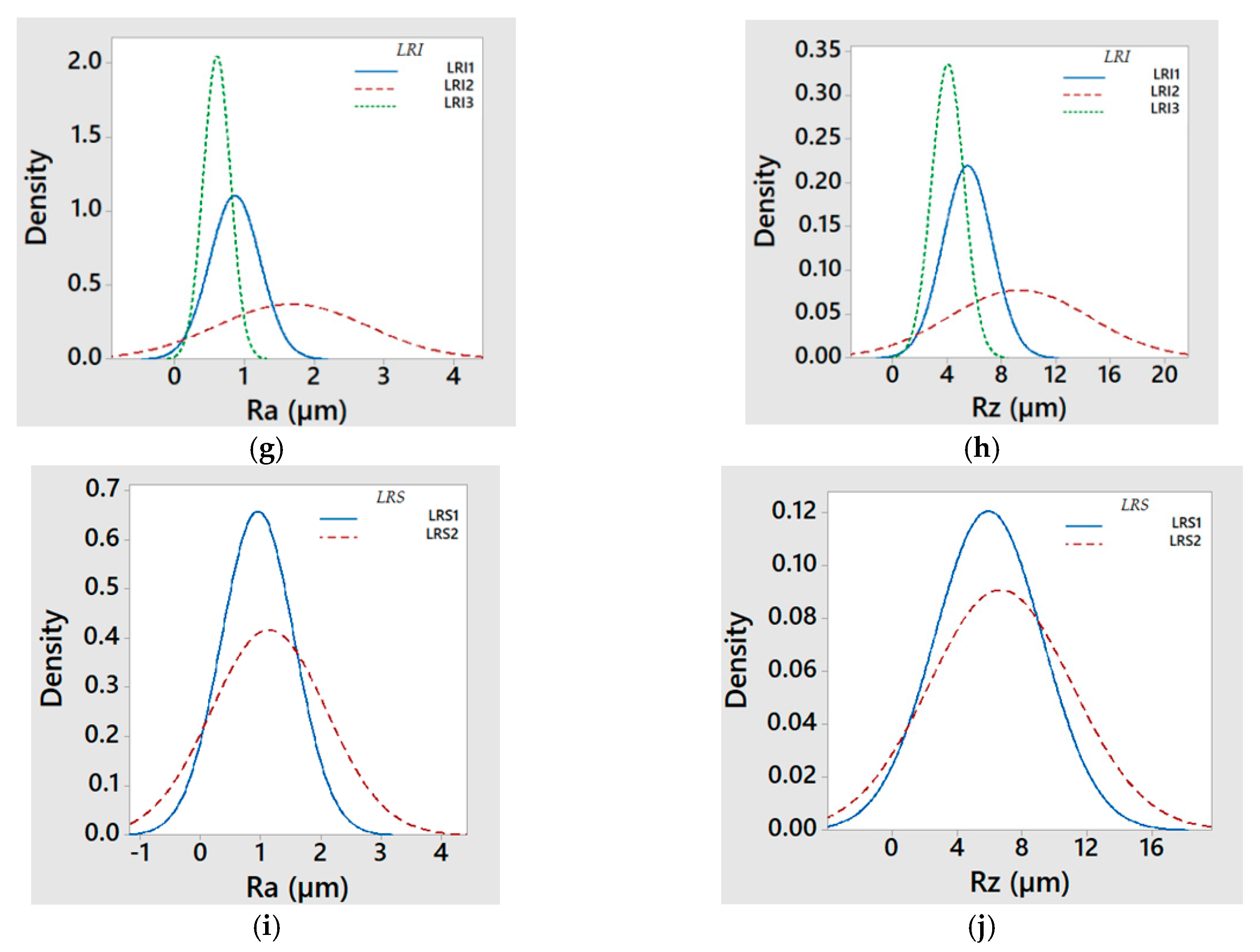
- They are, regarding the location relative to the insert, better in both magnesium plates than in the aluminum plate; also, when comparing the results of the first and the last magnesium plate, the results were lower for LRI3, yet the values for LRI1 were considered better since the surface roughness values were closer to the aeronautic industry standard.
- ▪
- They display, for the location regarding specimen, better behavior at the entry of the holes than at the exit.
- ▪
- They are higher in the plate of aluminum than in the magnesium one, particularly at the exit of the holes and, in a more pronounced way, using cold compressed air as a cooling system. Therefore, aluminum is considered a more valuable material when selecting the cutting parameters. Also, as the results are better (lower values) at the entry of the holes than at the exit, it will perhaps be possible to improve the results by modifying the geometry of the hybrid component, for example, by searching for the adequate thicknesses among the different combined materials.
- ▪
- They are lower, in most cases, in the second plate of magnesium than the established standard. Therefore, the process can be influenced by the drilling direction, and it could be improved by drilling halfway, turning the part, and drilling again from the opposite side.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Rubio, E.M.; Blanco, D.; Marín, M.M.; Carou, D. Analysis of the latest trends in hybrid components of lightweight materials for structural uses. In Proceedings of the 8th Manufacturing Engineering Society International Conference 2019 (MESIC 2019), Madrid, Spain, 19–21 June 2019. [Google Scholar]
- Lee, D.; Morillo, C.; Oller, S.; Bugeda, G.; Oñate, E. Robust design optimization of advance hybrid (fiber-metal) composite structures. Compos. Struct. 2013, 99, 181–192. [Google Scholar] [CrossRef]
- DRL. Innovation Report 2011; Institute of Composites Structures and Adaptative Systems: Braunschweig, Germany, 2011. [Google Scholar]
- Ashby, M. Hybrid Materials to Expand the Boundaries of Material-Property Space. J. Am. Ceram. Soc. 2011, 94, 3–14. [Google Scholar] [CrossRef]
- Ashby, M.F.; Bréchet, Y.J.M. Design hybrid mate. Acta Mater. 2003, 51, 5801–5821. [Google Scholar] [CrossRef]
- Boyer, R.R.; Cotton, J.D.; Mohaghegh, M.; Schafrik, R.E. Materials considerations for aerospace applications. Mrs Bull. 2015, 40, 1055–1066. [Google Scholar] [CrossRef] [Green Version]
- Taub, A.I.; Luo, A.A. Advanced lightweight materials and manufacturing processes for automotive applications. Materials considerations for aerospace applications. Mrs Bull. 2015, 40, 1045–1054. [Google Scholar] [CrossRef] [Green Version]
- Montemayor, L.; Chernow, V.; Greer, J.R. Materials by design: Using architecture in material design to reach new property spaces. Mrs Bull. 2015, 40, 1122–1129. [Google Scholar] [CrossRef] [Green Version]
- Available online: https://www.asoc-aluminio.es/info-aea (accessed on 14 January 2020).
- Available online: https://www.aluminum.org/ (accessed on 14 January 2020).
- Berrio, L.F.; Echeverry, M.; Correa, A.A.; Robledo, S.M.; Castaño, J.G.; Echeverría, F. Development of the magnesium alloy industry in Colombia—An opportunity. Dyna 2017, 84, 55–64. [Google Scholar]
- Sáenz de Pipaón, J.M. Diseño y Fabricación de Probetas de Componentes Híbridos con Aleaciones de Magnesio para Ensayos de Mecanizado. Ph.D. Thesis, UNED (Universidad Nacional de Educación a Distancia), Madrid, Spain, 2013. [Google Scholar]
- Saa, A.J. Estudio Experimental Basado en la Rugosidad Superficial para la Selección de Herramientas y Condiciones de Corte en Operaciones de Refrentado en Seco a Baja Velocidad de Piezas de Magnesio. Ph.D. Thesis, UNED (Universidad Nacional de Educación a Distancia), Madrid, Spain, 2015. [Google Scholar]
- Carou, D. Estudio Experimental para Determinar la Influencia de la Refrigeración/Lubricación en la Rugosidad Superficial en el Torneado Intermitente a Baja Velocidad de Piezas de Magnesio. Ph.D. Thesis, UNED (Universidad Nacional de Educación a Distancia), Madrid, Spain, 2013. [Google Scholar]
- Dreizin, E.L.; Berman, C.H.; Vicenzi, E.P. Condensed-phase modifications in magnesium particle combustion in air. Combust. Flame 2000, 122, 30–42. [Google Scholar] [CrossRef]
- Carou, D.; Rubio, E.M.; Davim, J.P. Analysis of ignition risk in intermittent turning of UNS M11917 magnesium alloy at low cutting speeds based on the chip morphology. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 365–371. [Google Scholar] [CrossRef]
- Benedicto, E.; Carou, D.; Rubio, E.M. Technical, Economic and Environmental Review of the Lubrication/Cooling Systems used in Machining Processes. Procedia Eng. 2017, 184, 99–116. [Google Scholar] [CrossRef]
- Rubio, E.M.; de Agustina, B.; Marín, M.M.; Bericua, A. Cooling systems based on cold compressed air: A review of the applications in machining processes. Proc. Eng. 2015, 132, 413–418. [Google Scholar] [CrossRef] [Green Version]
- Saá, A.J.; Agustina, B.; Marcos, M.; Rubio, E.M. Experimental study of dry turning of UNS A92024-T3 aluminium alloy bars based on surface roughness. In Proceedings of the AIP Conference Proceedings, Alcoy, Spain, 17–19 June 2009; Volume 1181, pp. 151–158. [Google Scholar]
- Agustina, B.; Saá, A.; Marcos, M.; Rubio, E.M. Analysis of the machinability of aluminium alloys UNS A97050-T7 and UNS A92024-T3 during short dry turning tests. In Advanced Materials Research; Trans Tech Publications: Bäch, Switzerland, 2011; Volume 264, pp. 931–936. [Google Scholar]
- Agustina, B.; Rubio, E.M. Experimental study of cutting forces during dry turning processes of UNS A92024-T3 aluminium alloys. In Proceedings of the 4th Manufacturing Engineering Society International Conference 2011 (MESIC 2011), Cadiz, Spain, 21–23 September 2011; pp. 1–6. [Google Scholar]
- Agustina, B.; Rubio, E.M. Analysis of cutting forces during dry turning processes of UNS A92024-T3 aluminium bars. Adv. Mater. Res. 2012, 498, 25–30. [Google Scholar] [CrossRef]
- Agustina, B.; Rubio, E.M.; Sebastian, M.A. Surface roughness model based on force sensors for the prediction of the tool wear. Sensors 2014, 4, 6393–6408. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Arokiadass, R.; Palaniradja, K.; Alagumoorthi, N. Effect of process parameters on surface roughness in end milling of Al/SiCp MMC. Int. J. Eng. Sci. Technol. 2011, 13, 276–284. [Google Scholar]
- Rubio, E.M.; Camacho, A.M.; Sánchez, J.M.; Marcos, M. Surface roughness of AA7050 alloy turned bars, analysis of the influence of the length of machining. J. Mater. Process. Technol. 2005, 162, 682–689. [Google Scholar] [CrossRef]
- Batista, M.; Sánchez-Carrilero, M.; Rubio, E.M.; Marcos, M. Cutting Speed and Feed Based Analysis of Chip Arrangement in the Dry Horizontal Turning of UNS A92024 Alloy. Ann. DAAAM Proc. 2009, 20, 967–968. [Google Scholar]
- Bisker, J.; Christman, T.; Allison, T.; Goranson, H.; Landmesser, J.; Minister, A.; Plonski, R. DOE Handbook. In Primer on Spontaneous Heating and Pyrophoricity; U.S. Department of Energy: Washington, DC, USA, 1994; pp. 1–68. [Google Scholar]
- Rubio, E.M.; Sáenz de Pipaón, M.J.; Villeta, M.; Sebastián, M.A. Experimental study for improving repair operations of pieces of magnesium UNS M11311 obtained by dry turning. In Proceedings of the 12th CIRP Conference on Modelling of Machining, San Sebastian, Spain, 7–8 May 2009; pp. 819–826. [Google Scholar]
- Carou, D.; Rubio, E.M.; Davim, J.P. Discontinuous cutting: Failure mechanisms, tools materials and temperature study—A review. Rev. Adv. Mater. Sci. 2014, 38, 110–124. [Google Scholar]
- Rubio, E.M.; Bericua, A.; de Agustina, B.; Marín, M.M. Analysis of the surface roughness of titanium pieces obtained by turning using different cooling systems. In Proceedings of the 12th CIRP Conference on Intelligent Computation in Manufacturing Engineering, Naples, Italy, 18–20 July 2018. [Google Scholar]
- Carou, D.; Rubio, E.M.; Agustina, B.; Marín, M.M. Experimental study for effective and sustainable repair and maintenance of bars made of Ti-6Al-4V alloy application to the aeronautic industry. J. Clean. Prod. 2017, 164, 465–475. [Google Scholar] [CrossRef]
- Carou, D.; Rubio, E.M.; Davim, J.P. A note on the use of the minimum quantity lubrication (MQL) system in turning. Ind. Lubr. Tribol. 2015, 67, 256–261. [Google Scholar] [CrossRef]
- Khan, A.M.; Jamil, M.; Mia, M.; Pimenov, D.Y.; Gasiyarov, V.R.; Gupta, M.K.; He, N.; Khan, A.M. Multi-Objective Optimization for Grinding of AISI D2 Steel with Al2O3 Wheel under MQL. Materials 2018, 11, 2269. [Google Scholar] [CrossRef] [Green Version]
- Mia, M.; Dey, P.R.; Hossain, M.S.; Arafat, M.T.; Asaduzzaman, M.; Shoriat, M.; Tareq, S.M. Taguchi S/N based optimization of machining parameters for surface roughness, tool wear and material removal rate in hard turning under MQL cutting condition. Measurement 2018, 122, 380–391. [Google Scholar] [CrossRef]
- Mia, M.; Rifat, A.; Tanvir, M.F.; Gupta, M.K.; Hossain, M.J.; Goswami, A. Multi-objective optimization of chip-tool interaction parameters using Grey-Taguchi method in MQL-assisted turning. Measurement 2018, 129, 156–166. [Google Scholar] [CrossRef]
- Mia, M. Mathematical modeling and optimization of MQL assisted end milling characteristics based on RSM and Taguchi method. Measurement 2018, 121, 249–260. [Google Scholar] [CrossRef]
- Sharma, A.K.; Tiwari, A.K.; Dixit, A.R. Effects of Minimum Quantity Lubrication (MQL) in machining processes using conventional and nanofluid based cutting fluids: A comprehensive review. J. Clean. Prod. 2016, 127, 1–18. [Google Scholar] [CrossRef]
- Singh, G.R.; Gupta, M.; Mia, M.; Sharma, V. Modeling and optimization of tool wear in MQL-assisted milling of Inconel 718 superalloy using evolutionary techniques. Int. J. Adv. Manuf. Technol. 2018, 97, 481–494. [Google Scholar] [CrossRef]
- Singh, G.R.; Pruncu, C.I.; Gupta, M.K.; Mia, M.; Khan, A.M.; Jamil, M.; Pimenov, D.Y.; Sen, B.; Sharma, V.S. Investigations of Machining Characteristics in the Upgraded MQL-Assisted Turning of Pure Titanium Alloys Using Evolutionary Algorithms. Materials 2019, 12, 999–1016. [Google Scholar] [CrossRef] [Green Version]
- Maruda, R.; Feldshtein, E.; Legutko, S.; Krolczyk, G. Analysis of Contact Phenomena and Heat Exchange in the Cutting Zone Under Minimum Quantity Cooling Lubrication conditions. Arab. J. Sci. Eng. 2016, 41, 661–668. [Google Scholar] [CrossRef] [Green Version]
- Maruda, R.; Krolczyk, G.; Wojciechowski, S.; Zak, K.; Habrat, W.; Nieslony, P. Effects of extreme pressure and anti-wear additives on surface topography and tool wear during MQCL turning of AISI 1045 steel. J. Mech. Sci. Technol. 2018, 32, 1585–1591. [Google Scholar] [CrossRef]
- Mia, M.; Morshed, M.S.; Kharshiduzzaman, M.; Razi, M.; Mostafa, M.; Rahman, S.; Ahmad, I.; Hafiz, M.; Kamal, A. Prediction and optimization of surface roughness in minimum quantity coolant lubrication applied turning of high hardness steel. Measurement 2018, 118, 43–51. [Google Scholar] [CrossRef]
- Scharf, T.W.; Prasad, S.V. Solid lubricants: A review. J. Mater. Sci. 2013, 48, 511–531. [Google Scholar] [CrossRef]
- Nageswara, D.; Vamsi, P. The influence of solid lubricant particle size on machining parameters in turning. Int. J. Mach. Tools Manuf. 2008, 48, 107–111. [Google Scholar] [CrossRef]
- Wenlong, S.; Jianxin, D.; Hui, Z.; Pei, Y.; Jun, Z.; Xing, A. Performance of a cemented carbide self-lubricating tool embedded with MoS2 solid lubricants in dry machining. J. Manuf. Process. 2011, 13, 8–15. [Google Scholar] [CrossRef]
- Maheshwera, U.; Ratnam, Y.; Reddy, R.; Kumar, S. Measurement and Analysis of Surface Roughness in WS2 Solid Lubricant Assisted Minimum Quantity Lubrication (MQL) Turning of Inconel 718. Procedia CIRP 2016, 40, 138–143. [Google Scholar]
- Varma, J.; Patel, C. A review of effect of solid lubricant in hard turning of alloy steel. Int. J. Adv. Res. Technol. 2013, 2, 12–15. [Google Scholar]
- Mia, M.; Gupta, M.K.; Lozano, J.A.; Carou, D.; Pimenov, D.Y.; Królczyk, G.; Khan, A.M.; Dhar, N.R. Multi-objective optimization and life cycle assessment of eco-friendly cryogenic N2 assisted turning of Ti-6Al-4V. J. Clean. Prod. 2019, 210, 121–133. [Google Scholar] [CrossRef]
- Mia, M. Multi-response optimization of end milling parameters under through-tool cryogenic cooling condition. Measurement 2017, 111, 134–145. [Google Scholar] [CrossRef]
- Hong, S.; Broomer, M. Economical and ecological cryogenic machining of AISI 304 austenitic stainless steel. Clean Prod. Process. 2000, 2, 157–166. [Google Scholar] [CrossRef]
- Ghosh, R.; Zurecki, Z.; Frey, J.H. Cryogenic Machining with Brittle Tools and Effects on Tool Life. In International Mechanical Engineering Congress and Exposition; ASME: New York, NJ, USA, 2003; pp. 1–9. [Google Scholar]
- Islam, A.K.; Mia, M.; Dhar, N.R. Effects of internal cooling by cryogenic on the machinability of hardened steel. Int. J. Adv. Manuf. Technol. 2017, 90, 11–20. [Google Scholar] [CrossRef]
- Kamata, Y.; Obikawa, T. High speed MQL finish-turning of Inconel 718 with different coated tools. J. Mater. Process. Technol. 2007, 192, 281–286. [Google Scholar] [CrossRef]
- Lu, T.; Jawahir, I. Metrics-based Sustainability Evaluation of Cryogenic Machining. Procedia CIRP 2015, 29, 520–525. [Google Scholar] [CrossRef]
- Jawahir, I.; Attia, H.; Biermann, D.; Duflou, J.; Klocke, F.; Meyer, D.; Newman, S.; Pusavec, F.; Putz, M.; Rech, J.; et al. Cryogenic manufacturing processes. CIRP Ann. 2016, 65, 713–736. [Google Scholar] [CrossRef]
- Sartori, S.; Ghiotti, A.; Bruschi, S. Temperature effects on the Ti6Al4V machinability using cooled gaseous nitrogen in semi-finishing turning. J. Manuf. Process. 2017, 30, 187–194. [Google Scholar] [CrossRef]
- Sun, S.; Brandt, M.; Palanisamy, S.; Dargusch, M.S. Effect of cryogenic compressed air on the evolution of cutting force and tool wear during machining of Ti–6Al–4V alloy. J. Mater. Process. Technol. 2015, 221, 243–254. [Google Scholar] [CrossRef]
- Shokrani, A.; Dhokia, V.; Newman, S. Environmentally conscious machining of difficult-to-machine materials with regard to cutting fluids. Int. J. Mach. Tools Manuf. 2012, 57, 83–101. [Google Scholar] [CrossRef] [Green Version]
- Najiha, M.; Rahman, M.; Yusoff, A. Environmental impacts and hazards associated with metal working fluids and recent advances in the sustainable systems: A review. Renew. Sustain. Energy Rev. 2016, 60, 1008–1031. [Google Scholar] [CrossRef] [Green Version]
- Hosseini, A.; Shabgard, M.; Pilehvarian, F. On the feasibility of a reduction in cutting fluid consumption via spray of biodegradable vegetable oil with compressed air in machining Inconel 706. J. Clean. Prod. 2015, 108, 90–103. [Google Scholar]
- Hosseini, T.; Shabgard, M.; Pilehvarian, F. Application of liquid nitrogen and spray mode of biodegradable vegetable cutting fluid with compressed air in order to reduce cutting fluid consumption in turning Inconel 740. J. Clean. Prod. 2015, 108, 90–103. [Google Scholar]
- Jamil, M.; Khan, A.; Hegab, H.; Gong, L.; Mia, M.; Gupta, M.; He, N. Effects of hybrid Al2O 3-CNT nanofluids and cryogenic cooling on machining of Ti–6Al–4V. Int. J. Adv. Manuf. Technol. 2019, 102, 3895–3909. [Google Scholar] [CrossRef]
- Sen, B.; Mia, M.; Gupta, M.K.; Rahman, M.A.; Mandal, U.K.; Mondal, S.P. Influence of Al2O3 and palm oil--mixed nano-fluid on machining performances of Inconel-690: IF-THEN rules--based FIS model in eco-benign milling. Int. J. Adv. Manuf. Technol. 2019, 103, 3389–3404. [Google Scholar] [CrossRef]
- Khan, A.M.; Jamil, M.; Salonitis, K.; Sarfraz, S.; Zhao, W.; He, N.; Mia, M.; Zhao, G. Multi-Objective Optimization of Energy Consumption and Surface Quality in Nanofluid SQCL Assisted Face Milling. Energies 2019, 12, 710–732. [Google Scholar] [CrossRef] [Green Version]
- Singh, R.K.; Sharma, A.K.; Dixit, A.R.; Tiwari, A.K.; Pramanik, A.; Mandal, A. Performance evaluation of alumina-graphene hybrid nano-cutting fluid in hard turning. J. Clean. Prod. 2017, 162, 830–845. [Google Scholar] [CrossRef] [Green Version]
- Gupta, M.K.; Jamil, M.; Wang, X.; Song, Q.; Liu, Z.; Mia, M.; Hegab, H.; Khan, A.M.; Collado, A.; Pruncu, C.I.; et al. Performance Evaluation of Vegetable Oil-Based Nano-Cutting Fluids in Environmentally Friendly Machining of Inconel-800 Alloy. Materials 2019, 12, 2792–2812. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mijanovic, K.; Sokovic, M. Ecological aspects of the cutting fluids and its influence on quantifiable parameters of the cutting processes. J. Mater. Process. Technol. 2001, 109, 181–189. [Google Scholar]
- Skerlos, S.J.; Hayes, K.F.; Clarens, A.F.; Zhao, F. Current Advances in Sustainable Metalworking Fluids Research. Int. J. Sustain. Manuf. 2008, 1, 180–202. [Google Scholar] [CrossRef] [Green Version]
- Erhan, S.; Sharma, B.; Perez, J. Oxidation and low temperature stability of vegetable oil-based lubricants. Ind. Crop. Prod. 2006, 24, 292–299. [Google Scholar] [CrossRef]
- Shashidhara, Y.; Jayaram, S. Vegetable oils as a potential cutting fluid-An evolution. Tribol. Int. 2010, 43, 1073–1081. [Google Scholar] [CrossRef]
- Lawal, S.; Choudhury, I.; Nukman, Y. Application of vegetable oil-based metalworking fluids in machining ferrous metals—A review. Int. J. Mach. Tools Manuf. 2012, 52, 1–12. [Google Scholar] [CrossRef]
- Xavior, M.; Adithan, M. Determining the influence of cutting fluids on tool wear and surface roughness during turning of AISI 304 austenitic stainless steel. J. Mater. Process. Technol. 2009, 209, 900–909. [Google Scholar] [CrossRef]
- Gupta, M.; Mia, M.; Singh, G.R.; Pimenov, D.; Sarikaya, M.; Sharma, V. Hybrid cooling-lubrication strategies to improve surface topography and tool wear in sustainable turning of Al 7075-T6 alloy. Int. J. Adv. Manuf. Technol. 2019, 101, 55–69. [Google Scholar] [CrossRef]
- Sanchez, J.; Pombo, I.; Alberdi, R.; Izquierdo, B.; Ortega, N.; Plaza, S.; Martinez-Toledano, J. Machining evaluation of a hybrid MQL CO2 grinding technology. J. Clean. Prod. 2010, 18, 1840–1849. [Google Scholar] [CrossRef]
- Su, Y.; He, N.; Li, L.; Iqbal, A.; Xiao, M.H.; Xu, S.; Qiu, B.G. Refrigerated cooling air cutting of difficult-to-cut materials. Int. J. Mach. Tools Manuf. 2007, 47, 927–933. [Google Scholar] [CrossRef]
- Zhang, C.; Zhang, S.; Yan, X.; Zhang, Q. Effects of internal cooling channel structures on cutting forces and tool life in side milling of H13 steel under cryogenic minimum quantity lubrication condition. Int. J. Adv. Manuf. Technol. 2016, 83, 975–984. [Google Scholar] [CrossRef]
- Sáenz de Pipaón, M.J.; Rubio, E.M.; Villeta, M.; Sebastián, M.A. Influence of cutting conditions and tool coatings on the surface finish of workpieces of magnesium obtained by dry turning. In Proceedings of the 19th International DAAAM Symposium, Trnava, Slovakia, 22–25 October 2008; pp. 604–605. [Google Scholar]
- Carou, D.; Rubio, E.M.; Lauro, J.P.; Davim, J.P. Experimental investigation on surface finish during intermittent turning of UNS M11917 magnesium alloy under dry and near dry machining conditions. Measurement 2014, 56, 136–154. [Google Scholar] [CrossRef]
- Carou, D.; Rubio, E.M.; Lauro, J.P.; Davim, J.P. Experimental investigation on finish intermittent turning of UNS M11917 magnesium alloy under dry machining. Int. J. Adv. Manuf. Technol. 2014, 75, 1417–1429. [Google Scholar] [CrossRef]
- Ozsváth, P.; Szmejkál, A.; Takács, J. Dry milling of magnesium-based hybrid materials. Transp. Eng. 2008, 36, 73–78. [Google Scholar] [CrossRef]
- Prakash, S.; Palanikumar, K.; Mercy, J.L.; Nithyalakshmi, S. Evaluation of surface roughness parameters (Ra, Rz) in drilling of MDF composite panel using Box-Behnken experimental design (BBD). Int. J. Des. Manuf. Technol. 2011, 5, 52–62. [Google Scholar]
- Rubio, E.M.; Valencia, J.L.; Saá, A.J.; Carou, D. Experimental study of the dry facing of magnesium pieces based on the surface roughness. Int. J. Precis. Eng. Manuf. 2013, 14, 995–1001. [Google Scholar] [CrossRef]
- Rubio, E.M.; Villeta, M.; Carou, D.; Saá, A.J. Comparative analysis of sustainable cooling systems in intermittent turning of magnesium pieces. Int. J. Precis. Eng. Manuf. 2014, 15, 929–940. [Google Scholar] [CrossRef]
- Rubio, E.M.; Valencia, J.L.; de Agustina, B.; Saá, A.J. Tool selection based on surface roughness in dry facing repair operations of magnesium pieces. Int. J. Mater. Prod. Technol. 2014, 48, 116–134. [Google Scholar] [CrossRef]
- Sáenz de Pipaón, J.M.; Rubio, E.M.; Villeta, M.; Sebastián, M.A. Analysis of the chips obtained by dry turning of UNS M11311 magnesium. In Proceedings of the 3rd Manufacturing Engineering Society International Conference 2009, Alcoy, Spain, 17–19 June 2009; pp. 33–38. [Google Scholar]
- Sáenz de Pipaón, J.M.; Rubio, E.M.; Villeta, M.; Sebastián, M.A. Selection of the cutting tools and conditions for the low speed turning of bars of magnesium UNS M11311 based on the surface roughness. In Innovative Production Machines and Systems; Whittles Publishing: Cambridge, UK, 2010; pp. 174–179. [Google Scholar]
- Villeta, M.; de Agustina, B.; Sáenz de Pipaón, J.M.; Rubio, E.M. Efficient optimisation of machining processes based on technical specifications for surface roughness: Application to magnesium pieces in the aerospace industry. Int. J. Adv. Manuf. Technol. 2012, 60, 1237–1246. [Google Scholar] [CrossRef]
- Rubio, E.M.; Valencia, J.L.; Carou, D.; Saá, A.J. Inserts selection for intermittent turning of magnesium pieces. In Applied Mechanics and Materials; Trans Tech Publications: Bäch, Switzerland, 2012; Volume 217, pp. 1581–1591. [Google Scholar]
- Rubio, E.M.; Villeta, M.; Saá, A.J.; Carou, D. Analysis of Main Optimization Techniques in Predicting Surface Roughness in Metal Cutting Processes; Trans Tech Publications: Bäch, Switzerland, 2012; Volume 217, pp. 2171–2182. [Google Scholar]
- Rubio, E.M.; Villeta, M.; Agustina, B.; Carou, D. Surface roughness analysis of magnesium pieces obtained by intermittent turning. In Materials Science Forum; Trans Tech Publications: Bäch, Switzerland, 2014; Volume 773, pp. 377–391. [Google Scholar]
- Carou, D.; Rubio, E.M.; Lauro, C.H.; Davim, J.P. The effect of minimum quantity lubrication in the intermittent turning of magnesium based on vibration signals. Measurement 2016, 94, 338–343. [Google Scholar] [CrossRef]
- Carou, D.; Rubio, E.M.; Lauro, C.H.; Brandão, L.C.; Davim, J.P. Study based on sound monitoring as a means for superficial quality control in intermittent turning of magnesium workpieces. Procedia CIRP 2017, 62, 262–268. [Google Scholar] [CrossRef]
- Carou, D.; Rubio, E.M.; Davim, J.P. Chapter 5. Machinability of magnesium and its alloys: A review. In Traditional Machining Processes; Springer: Berlin/Heidelberg, Germany, 2015; pp. 133–152. [Google Scholar]
- Berzosa, F.; de Agustina, B.; Rubio, E.M.; Davim, J.P. Feasibility Study of Hole Repair and Maintenance Operations by Dry Drilling of Magnesium Alloy UNS M11917 for Aeronautical Components. Metals 2019, 9, 740–755. [Google Scholar] [CrossRef] [Green Version]
- Basmacı, G.; Taskin, A.; Koklu, U. Effect of tool path strategies and cooling conditions in pocket machining of AZ91 magnesium alloy. Indian J. Chem. Technol. 2019, 26, 139. [Google Scholar]
- Bruschi, S.; Bertolini, R.; Ghiotti, A.; Savio, E.; Guo, W.; Shivpuri, R. Machining-induced surface transformations of magnesium alloys to enhance corrosion resistance in human-like environment. CIRP Ann. 2018, 67, 579–582. [Google Scholar] [CrossRef]
- Danilenko, B.D. Selecting the initial cutting parameters in machining magnesium alloys. Russ. Eng. Res. 2009, 29, 316–319. [Google Scholar] [CrossRef]
- Giraud, E.; Rossi, F.; Germain, G.; Outeiro, J.C. Constitutive Modelling of AZ31B-O Magnesium Alloy for Cryogenic Machining. Procedia CIRP 2013, 8, 522–527. [Google Scholar] [CrossRef] [Green Version]
- Nasr, M.N.A.; Outeiro, J.C. Sensitivity Analysis of Cryogenic Cooling Machining of Magnesium Alloy AZ31B-O. Procedia CIRP 2015, 31, 264–269. [Google Scholar] [CrossRef]
- Outeiro, J.C.; Rossi, F.; Fromentin, G.; Poulachon, G.; Germain, G.; Batista, A.C. Process Mechanics and Surface Integrity Induced by Dry and Cryogenic Machining of AZ31B-O Magnesium Alloy. Procedia CIRP 2013, 8, 487–492. [Google Scholar] [CrossRef] [Green Version]
- Pimenov, D.; Erdakov, I. ANN Surface Roughness Optimization of AZ61 Magnesium Alloy Finish Turning: Minimum Machining Times at Prime Machining Costs. Materials 2018, 11, 808. [Google Scholar]
- Rashid, R.; Sun, S.; Wang, G.; Dargusch, M. Experimental investigation of laser assisted machining of AZ91 magnesium alloy. Int. J. Precis. Eng. Manuf. 2013, 14, 1263–1265. [Google Scholar] [CrossRef]
- Salahshoor, M.; Guo, Y.B. Cutting mechanics in high speed dry machining of biomedical magnesium-calcium alloy using internal state variable plasticity model. Int. J. Mach. Tools Manuf. 2011, 51, 579–591. [Google Scholar] [CrossRef]
- Tonshoff, H.; Winkler, J.; Tonshoff, H. The influence of tool coatings in machining of magnesium. Surf. Coat. Technol. 1997, 94, 610–616. [Google Scholar] [CrossRef]
- Rubio, E.M.; Sáenz de Pipaón, J.M.; Valencia, J.L.; Villeta, M. Design, Manufacturing and Machining Trials of Magnesium Based Hybrid Parts. In Machining of Light Alloys: Aluminium, Titanium and Magnesium; CRC-Press: Boca Raton, FL, USA, 2018. [Google Scholar]
- Rubio, E.M.; Villeta, M.; Valencia, J.L.; Sáenz de Pipaón, J.M. Experimental Study for Improving the Repair of Magnesium–Aluminium Hybrid Parts by Turning Processes. Metals 2018, 8, 59. [Google Scholar] [CrossRef] [Green Version]
- Rubio, E.M.; Villeta, M.; Valencia, J.L.; Sáenz de Pipaón, J.M. Cutting Parameter Selection for Efficient and Sustainable Repair of Holes Made in Hybrid Mg–Ti–Mg Component Stacks by Dry Drilling Operations. Materials 2018, 11, 1369. [Google Scholar] [CrossRef] [Green Version]
- Rubio, E.M.; Blanco, D.; Marín, M.M.; Saenz de Pipaon, J.M. Analysis of the surface roughness of Mg-Al-Mg hybrid components obtained by drilling using different cooling systems. In Proceedings of the 13th CIRP Conference on Intelligent Computation in Manufacturing Engineering, Naples, Italy, 17–19 July 2019. [Google Scholar]
- Sanz, C.; Fuentes, E.; Gonzalo, O.; Bengoetxea, I.; Obermair, F.; Eidenhammer, M. Advances in the ecological machining of magnesium and magnesium-based hybrid parts. Int. J. Mach. Mach. Mater. 2008, 4, 302–319. [Google Scholar] [CrossRef]
- Satheesh, J.; Tajamul, P.; Madhusudhan, T.H. Optimal machining conditions for turning of AlSiC Metal Matrix Composites using ANOVA. Int. J. Innov. Res. Sci. Eng. Technol. 2013, 2, 6171–6176. [Google Scholar]
- Sokolowsky, J.H.; Szablewski, D.; Kasprzak, W.; Ng, E.G.; Dumitrescu, M. Effect of tool cutter immersion on Al-Si bi-metallic materials in high-speed milling. J. Achiev. Mater. Manuf. Eng. 2006, 17, 15–20. [Google Scholar]
- Vilches, F.J.T.; Hurtado, L.S.; Fernandez, F.M.; Bermudo, C. Analysis of the chip geometry in dry machining of aeronautical aluminum alloys. Appl. Sci. 2017, 7, 132. [Google Scholar] [CrossRef]
- Rafai, N.H.; Islam, M.N. An investigation into dimensional accuracy and surface finish achievable in dry turning. Mach. Sci. Technol. 2009, 13, 571–589. [Google Scholar] [CrossRef]
- Fletcher, D.I.; Kapoor, A.; Steinhoff, K.; Schuleit, N. Theoretical analysis of steady-state texture formation during wear of a bi-material surface. Wear 2001, 251, 1332–1336. [Google Scholar] [CrossRef]
- Arokiasamy, S.; Anand Ronald, B. Experimental investigations on the enhancement of mechanical properties of magnesium-based hybrid metal matrix composites through friction stir processing. Int. J. Adv. Manuf. Technol. 2017, 93, 493–503. [Google Scholar] [CrossRef]
- Troconis, B.C.R.; Frankel, G.S. Effects of Pretreatments on the Adhesion of Acetoacetate to AA2024-T3 Using the Blister Test. Corrosion 2014, 70, 483–495. [Google Scholar] [CrossRef]
- Vicario, I.; Crespo, I.; Plaza, L.M.; Caballero, P.; Idoiaga, I.K. Aluminium Foam and Magnesium Compound Casting Produced by High-Pressure Die Casting. Metals 2016, 6, 24. [Google Scholar] [CrossRef] [Green Version]
- Taub, A. Automotive materials: Technology trends and challenges in the 21st century. MRS Bull. 2006, 31, 336–343. [Google Scholar] [CrossRef]
- Zhang, L.; Dhupia, J.S.; Wu, M.; Huang, H. A Robotic Drilling End-Effector and Its Sliding Mode Control for the Normal Adjustment. Appl. Sci. 2018, 8, 1892–1910. [Google Scholar] [CrossRef] [Green Version]
- Ralph, W.C.; Johnson, W.S.; Toivonen, P.; Makeev, A.; Newman, J.C. Effect of various aircraft production drilling procedures on hole quality. Int. J. Fatigue 2006, 28, 943–950. [Google Scholar]
- The American Society of Mechanical Engineers. Surface Texture: Surface Roughness, Waviness and Lay; ASME: New York, NY, USA, 2010. [Google Scholar]
- Montgomery, D.C. Design and Analysis of Experiments; John Wiley & Sons, Inc.: New York, NY, USA, 2005. [Google Scholar]
- Available online: https://www.hoffmann-group.com (accessed on 14 January 2020).
- ISO 4287:1997 Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Terms, Definitions and Surface Texture Parameters; International Organization for Standardization: Geneva, Switzerland, 1997.
- Available online: https://www.kometgroup.com/en/komet/komet/ (accessed on 14 January 2020).











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Levels |
|---|---|
| Feed rate, f (mm/rev) | f1, f2 |
| Spindle speed, N (rpm) | N1, N2 |
| Type of cooling system, C | C1, C2 |
| Location relative to the insert, LRI | LRI1, LRI2, LRI3 |
| Location relative to the specimen, LRS | LRS1, LRS2 |
| No. | f * | N ** | C | LRI | LRS | No | f * | N ** | C | LRI | LRS | No. | f * | N ** | C | LRI | LRS |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | f1 | N1 | C1 | LRI1 | LRS1 | 1 | f1 | N1 | C1 | LRI2 | LRS1 | 1 | f1 | N1 | C1 | LRI3 | LRS1 |
| 1 | f1 | N1 | C1 | LRI1 | LRS2 | 1 | f1 | N1 | C1 | LRI2 | LRS2 | 1 | f1 | N1 | C1 | LRI3 | LRS2 |
| 2 | f1 | N2 | C1 | LRI1 | LRS1 | 2 | f1 | N2 | C1 | LRI2 | LRS1 | 2 | f1 | N2 | C1 | LRI3 | LRS1 |
| 2 | f1 | N2 | C1 | LRI1 | LRS2 | 2 | f1 | N2 | C1 | LRI2 | LRS2 | 2 | f1 | N2 | C1 | LRI3 | LRS2 |
| 3 | f2 | N1 | C1 | LRI1 | LRS1 | 3 | f2 | N1 | C1 | LRI2 | LRS1 | 3 | f2 | N1 | C1 | LRI3 | LRS1 |
| 3 | f2 | N1 | C1 | LRI1 | LRS2 | 3 | f2 | N1 | C1 | LRI2 | LRS2 | 3 | f2 | N1 | C1 | LRI3 | LRS2 |
| 4 | f2 | N2 | C1 | LRI1 | LRS1 | 4 | f2 | N2 | C1 | LRI2 | LRS1 | 4 | f2 | N2 | C1 | LRI3 | LRS1 |
| 4 | f2 | N2 | C1 | LRI1 | LRS2 | 4 | f2 | N2 | C1 | LRI2 | LRS2 | 4 | f2 | N2 | C1 | LRI3 | LRS2 |
| 5 | f1 | N1 | C2 | LRI1 | LRS1 | 5 | f1 | N1 | C2 | LRI2 | LRS1 | 5 | f1 | N1 | C2 | LRI3 | LRS1 |
| 5 | f1 | N1 | C2 | LRI1 | LRS2 | 5 | f1 | N1 | C2 | LRI2 | LRS2 | 5 | f1 | N1 | C2 | LRI3 | LRS2 |
| 6 | f1 | N2 | C2 | LRI1 | LRS1 | 6 | f1 | N2 | C2 | LRI2 | LRS1 | 6 | f1 | N2 | C2 | LRI3 | LRS1 |
| 6 | f1 | N2 | C2 | LRI1 | LRS2 | 6 | f1 | N2 | C2 | LRI2 | LRS2 | 6 | f1 | N2 | C2 | LRI3 | LRS2 |
| 7 | f2 | N1 | C2 | LRI1 | LRS1 | 7 | f2 | N1 | C2 | LRI2 | LRS1 | 7 | f2 | N1 | C2 | LRI3 | LRS1 |
| 7 | f2 | N1 | C2 | LRI1 | LRS2 | 7 | f2 | N1 | C2 | LRI2 | LRS2 | 7 | f2 | N1 | C2 | LRI3 | LRS2 |
| 8 | f2 | N2 | C2 | LRI1 | LRS1 | 8 | f2 | N2 | C2 | LRI2 | LRS1 | 8 | f2 | N2 | C2 | LRI3 | LRS1 |
| 8 | f2 | N2 | C2 | LRI1 | LRS2 | 8 | f2 | N2 | C2 | LRI2 | LRS2 | 8 | f2 | N2 | C2 | LRI3 | LRS2 |
| UNS M11917 (AZ91D) | UNS A92024 (AA2024 T351) |
|---|---|
| Al 8.30–9.70% | Al 90.7–94.7% |
| Cu ≤ 0.03% | Cr ≤ 0.1% |
| Fe ≤ 0.005% | Cu 3.8–4.9% |
| Mg 90% | Fe ≤ 0.5% |
| Mn ≥ 0.13% | Mg 1.2–1.8% |
| Ni ≤ 0.002% | Mn 0.3–0.9% |
| Si ≤ 0.1% | Si ≤ 0.5% |
| Zn 0.35–1% | Ti ≤ 0.15% |
| – | Zn ≤ 0.25% |
| Factors | Level Values |
|---|---|
| Feed rate, f (mm/rev) | f1 = 0.05; f2 = 0.10 |
| Spindle speed, N (rpm) | N1 = 500; N2 = 1200 |
| Type of cooling system, C | C1 = CCA; C2 = dry |
| Location relative to the insert, LRI | LRI1 = Mg; LRI2 = Al; LRI3 = Mg |
| Location relative to the specimen, LRS | LRS1 = specimen entry zone; LRS2 = specimen exit zone |
| No. | f (mm/rev) | N (rpm) | C | LRI | LRS | Ra (µm) | Rz (µm) |
|---|---|---|---|---|---|---|---|
| 1 | 0.05 | 500 | CCA | LRI1 | LRS1 | 0.35 | 2.70 |
| 1 | 0.05 | 500 | CCA | LRI1 | LRS2 | 0.81 | 4.30 |
| 2 | 0.05 | 1200 | CCA | LRI1 | LRS1 | 1.06 | 6.10 |
| 2 | 0.05 | 1200 | CCA | LRI1 | LRS2 | 1.23 | 7.20 |
| 3 | 0.10 | 500 | CCA | LRI1 | LRS1 | 1.27 | 8.50 |
| 3 | 0.10 | 500 | CCA | LRI1 | LRS2 | 1.31 | 7.00 |
| 4 | 0.10 | 1200 | CCA | LRI1 | LRS1 | 1.03 | 6.40 |
| 4 | 0.10 | 1200 | CCA | LRI1 | LRS2 | 1.33 | 7.20 |
| 5 | 0.05 | 500 | Dry | LRI1 | LRS1 | 1.22 | 6.90 |
| 5 | 0.05 | 500 | Dry | LRI1 | LRS2 | 0.19 | 2.20 |
| 6 | 0.05 | 1200 | Dry | LRI1 | LRS1 | 0.61 | 4.60 |
| 6 | 0.05 | 1200 | Dry | LRI1 | LRS2 | 0.73 | 5.70 |
| 7 | 0.10 | 500 | Dry | LRI1 | LRS1 | 0.73 | 5.40 |
| 7 | 0.10 | 500 | Dry | LRI1 | LRS2 | 0.48 | 3.60 |
| 8 | 0.10 | 1200 | Dry | LRI1 | LRS1 | 0.98 | 7.00 |
| 8 | 0.10 | 1200 | Dry | LRI1 | LRS2 | 0.62 | 4.00 |
| 1 | 0.05 | 500 | CCA | LRI2 | LRS1 | 2.94 | 16.80 |
| 1 | 0.05 | 500 | CCA | LRI2 | LRS2 | 3.00 | 16.20 |
| 2 | 0.05 | 1200 | CCA | LRI2 | LRS1 | 1.31 | 7.20 |
| 2 | 0.05 | 1200 | CCA | LRI2 | LRS2 | 3.95 | 18.00 |
| 3 | 0.10 | 500 | CCA | LRI2 | LRS1 | 1.20 | 8.70 |
| 3 | 0.10 | 500 | CCA | LRI2 | LRS2 | 2.11 | 11.50 |
| 4 | 0.10 | 1200 | CCA | LRI2 | LRS1 | 0.13 | 1.50 |
| 4 | 0.10 | 1200 | CCA | LRI2 | LRS2 | 2.91 | 15.20 |
| 5 | 0.05 | 500 | Dry | LRI2 | LRS1 | 1.24 | 6.80 |
| 5 | 0.05 | 500 | Dry | LRI2 | LRS2 | 1.30 | 6.80 |
| 6 | 0.05 | 1200 | Dry | LRI2 | LRS1 | 1.88 | 11.20 |
| 6 | 0.05 | 1200 | Dry | LRI2 | LRS2 | 0.51 | 4.00 |
| 7 | 0.10 | 500 | Dry | LRI2 | LRS1 | 0.87 | 5.10 |
| 7 | 0.10 | 500 | Dry | LRI2 | LRS2 | 0.33 | 2.40 |
| 8 | 0.10 | 1200 | Dry | LRI2 | LRS1 | 1.66 | 8.40 |
| 8 | 0.10 | 1200 | Dry | LRI2 | LRS2 | 1.70 | 9.80 |
| 1 | 0.05 | 500 | CCA | LRI3 | LRS1 | 0.48 | 4.00 |
| 1 | 0.05 | 500 | CCA | LRI3 | LRS2 | 0.59 | 3.40 |
| 2 | 0.05 | 1200 | CCA | LRI3 | LRS1 | 0.64 | 4.00 |
| 2 | 0.05 | 1200 | CCA | LRI3 | LRS2 | 0.56 | 3.50 |
| 3 | 0.10 | 500 | CCA | LRI3 | LRS1 | 0.56 | 3.20 |
| 3 | 0.10 | 500 | CCA | LRI3 | LRS2 | 0.78 | 5.10 |
| 4 | 0.10 | 1200 | CCA | LRI3 | LRS1 | 1.13 | 6.10 |
| 4 | 0.10 | 1200 | CCA | LRI3 | LRS2 | 0.92 | 5.90 |
| 5 | 0.05 | 500 | Dry | LRI3 | LRS1 | 0.34 | 2.40 |
| 5 | 0.05 | 500 | Dry | LRI3 | LRS2 | 0.67 | 6.50 |
| 6 | 0.05 | 1200 | Dry | LRI3 | LRS1 | 0.53 | 3.50 |
| 6 | 0.05 | 1200 | Dry | LRI3 | LRS2 | 0.63 | 3.80 |
| 7 | 0.10 | 500 | Dry | LRI3 | LRS1 | 0.46 | 2.80 |
| 7 | 0.10 | 500 | Dry | LRI3 | LRS2 | 0.42 | 3.60 |
| 8 | 0.10 | 1200 | Dry | LRI3 | LRS1 | 0.59 | 3.80 |
| 8 | 0.10 | 1200 | Dry | LRI3 | LRS2 | 0.53 | 3.90 |
| No. | F (mm/rev) | N (rpm) | C | Ra (µm) | |||||
|---|---|---|---|---|---|---|---|---|---|
| LRI1 | LRI2 | LRI3 | |||||||
| LRS1 | LRS2 | LRS1 | LRS2 | LRS1 | LRS2 | ||||
| 1 | 0.05 | 500 | CCA | 0.35 | 0.81 | 2.94 | 3.00 | 0.48 | 0.59 |
| 2 | 0.05 | 1200 | CCA | 1.06 | 1.23 | 1.31 | 3.95 | 0.64 | 0.56 |
| 3 | 0.10 | 500 | CCA | 1.27 | 1.31 | 1.20 | 2.11 | 0.56 | 0.78 |
| 4 | 0.10 | 1200 | CCA | 1.03 | 1.33 | 0.13 | 2.91 | 1.13 | 0.92 |
| 5 | 0.05 | 500 | Dry | 1.22 | 0.19 | 1.24 | 1.30 | 0.34 | 0.67 |
| 6 | 0.05 | 1200 | Dry | 0.61 | 0.73 | 1.88 | 0.51 | 0.53 | 0.63 |
| 7 | 0.10 | 500 | Dry | 0.73 | 0.48 | 0.87 | 0.33 | 0.46 | 0.42 |
| 8 | 0.10 | 1200 | Dry | 0.98 | 0.62 | 1.66 | 1.70 | 0.59 | 0.53 |
| No. | F (mm/rev) | N (rpm) | C | Rz (µm) | |||||
|---|---|---|---|---|---|---|---|---|---|
| LRI1 | LRI2 | LRI3 | |||||||
| LRS1 | LRS2 | LRS1 | LRS2 | LRS1 | LRS2 | ||||
| 1 | 0.05 | 500 | CCA | 2.70 | 4.30 | 16.80 | 16.20 | 4.00 | 3.40 |
| 2 | 0.05 | 1200 | CCA | 6.10 | 7.20 | 7.20 | 18.00 | 4.00 | 3.50 |
| 3 | 0.10 | 500 | CCA | 8.50 | 7.00 | 8.70 | 11.50 | 3.20 | 5.10 |
| 4 | 0.10 | 1200 | CCA | 6.40 | 7.20 | 1.50 | 15.20 | 6.10 | 5.90 |
| 5 | 0.05 | 500 | Dry | 6.90 | 2.20 | 6.80 | 6.80 | 2.40 | 6.50 |
| 6 | 0.05 | 1200 | Dry | 4.60 | 5.70 | 11.20 | 4.00 | 3.50 | 3.80 |
| 7 | 0.10 | 500 | Dry | 5.40 | 3.60 | 5.10 | 2.40 | 2.80 | 3.60 |
| 8 | 0.10 | 1200 | Dry | 7.00 | 4.00 | 8.40 | 9.80 | 3.80 | 3.90 |
| f (mm/rev) | N (rpm) | |||
|---|---|---|---|---|
| Levene Statistic | Significance | Levene Statistic | Significance | |
| LnRa | 0.30 | 0.59 | 0.58 | 0.46 |
| LnRz | 0.21 | 0.65 | 0.13 | 0.72 |
| Source | DF * | Sum of Squares | Mean Square | F-value | p > F |
|---|---|---|---|---|---|
| Corrected Model | 23 | 13.037 | 0.567 | 1.415 | 0.202 |
| Intercept | 1 | 1.486 | 1.486 | 3.709 | 0.066 |
| LRI | 2 | 4.983 | 2.491 | 6.217 | 0.007 |
| N | 1 | 0.306 | 0.306 | 0.764 | 0.391 |
| f | 1 | 0.010 | 0.010 | 0.025 | 0.875 |
| C | 1 | 1.882 | 1.882 | 4.697 | 0.040 |
| LRI × N | 2 | 0.365 | 0.183 | 0.456 | 0.639 |
| LRI × f | 2 | 1.766 | 0.883 | 2.203 | 0.132 |
| LRI × C | 2 | 0.070 | 0.035 | 0.087 | 0.917 |
| N × f | 1 | 0.002 | 0.002 | 0.006 | 0.938 |
| N × C | 1 | 0.306 | 0.306 | 0.764 | 0.391 |
| f × C | 1 | 0.003 | 0.003 | 0.008 | 0.929 |
| LRI × N × f | 2 | 0.368 | 0.184 | 0.459 | 0.638 |
| LRI × N × C | 2 | 0.801 | 0.401 | 1.000 | 0.383 |
| LRI × f × C | 2 | 0.906 | 0.453 | 1.130 | 0.340 |
| N × f × C | 1 | 0.576 | 0.576 | 1.437 | 0.242 |
| LRI × N × f × C | 2 | 0.694 | 0.347 | 0.865 | 0.434 |
| Error | 24 | 9.617 | 0.401 | – | – |
| Total | 48 | 24.141 | – | – | – |
| Corrected Total | 47 | 22.654 | – | – | – |
| Source | DF * | Sum of Squares | Mean Square | F-value | p > F |
|---|---|---|---|---|---|
| Corrected Model | 5 | 6.935a | 1.387 | 3.706 | 0.007 |
| Intercept | 1 | 1.486 | 1.486 | 3.971 | 0.053 |
| LRI | 2 | 4.983 | 2.491 | 6.656 | 0.003 |
| C | 1 | 1.882 | 1.882 | 5.029 | 0.030 |
| Error | 42 | 15.720 | 0.374 | – | – |
| Total | 48 | 24.141 | – | – | – |
| Corrected Total | 47 | 22.654 | – | – | – |
| Source | DF * | Sum of Squares | Mean Square | F-value | p > F |
|---|---|---|---|---|---|
| Corrected Model | 23 | 8.726a | 0.379 | 1.600 | 0.130 |
| Intercept | 1 | 137.220 | 137.220 | 578.50 | 0.000 |
| LRI | 2 | 3.673 | 1.836 | 7.742 | 0.003 |
| C | 1 | 0.963 | 0.963 | 4.061 | 0.055 |
| f | 1 | 0.009 | 0.009 | 0.039 | 0.845 |
| N | 1 | 0.150 | 0.150 | 0.633 | 0.434 |
| LRI × C | 2 | 0.190 | 0.095 | 0.402 | 0.674 |
| LRI × f | 2 | 1.027 | 0.514 | 2.165 | 0.137 |
| LRI × N | 2 | 0.172 | 0.086 | 0.363 | 0.699 |
| C × f | 1 | 0.014 | 0.014 | 0.057 | 0.813 |
| C × N | 1 | 0.232 | 0.232 | 0.978 | 0.332 |
| f × N | 1 | 0.011 | 0.011 | 0.048 | 0.828 |
| LRI × C × f | 2 | 0.490 | 0.245 | 1.034 | 0.371 |
| LRI × C × N | 2 | 0.840 | 0.420 | 1.770 | 0.192 |
| LRI × f × N | 2 | 0.381 | 0.190 | 0.803 | 0.460 |
| C × f × N | 1 | 0.311 | 0.311 | 1.310 | 0.264 |
| LRI × C × f × N | 2 | 0.263 | 0.131 | 0.553 | 0.582 |
| Error | 24 | 5.693 | 0.237 | ||
| Total | 48 | 151.639 | |||
| Corrected Total | 47 | 14.419 |
| Source | DF * | Sum of Squares | Mean Square | F-value | p > F |
|---|---|---|---|---|---|
| Corrected Model | 5 | 4.826 | 0.965 | 4.226 | 0.003 |
| Intercept | 1 | 137.22 | 137.220 | 600.78 | 0.000 |
| LRI | 2 | 3.673 | 1.836 | 8.040 | 0.001 |
| C | 1 | 0.963 | 0.963 | 4.217 | 0.046 |
| Error | 42 | 9.593 | 0.228 | ||
| Total | 48 | 151.63 | |||
| Corrected Total | 47 | 14.419 |
| Source | Ra | Rz | ||
|---|---|---|---|---|
| Sum of Squares | Variability Percentage | Sum of Squares | Variability Percentage | |
| LRI | 5.0 | 72.6% | 3.7 | 79.2% |
| C | 1.9 | 27.4% | 1.0 | 20.8% |
| Total | 6.9 | 100% | 4.6 | 100% |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Blanco, D.; Rubio, E.M.; Marín, M.M.; Davim, J.P. Repairing Hybrid Mg–Al–Mg Components Using Sustainable Cooling Systems. Materials 2020, 13, 393. https://doi.org/10.3390/ma13020393
Blanco D, Rubio EM, Marín MM, Davim JP. Repairing Hybrid Mg–Al–Mg Components Using Sustainable Cooling Systems. Materials. 2020; 13(2):393. https://doi.org/10.3390/ma13020393
Chicago/Turabian StyleBlanco, David, Eva María Rubio, Marta María Marín, and Joao Paulo Davim. 2020. "Repairing Hybrid Mg–Al–Mg Components Using Sustainable Cooling Systems" Materials 13, no. 2: 393. https://doi.org/10.3390/ma13020393
APA StyleBlanco, D., Rubio, E. M., Marín, M. M., & Davim, J. P. (2020). Repairing Hybrid Mg–Al–Mg Components Using Sustainable Cooling Systems. Materials, 13(2), 393. https://doi.org/10.3390/ma13020393