Automatic Multi-Stage Cold Forging of an SUS304 Ball-Stud with a Hexagonal Hole at One End

Abstract
:1. Introduction
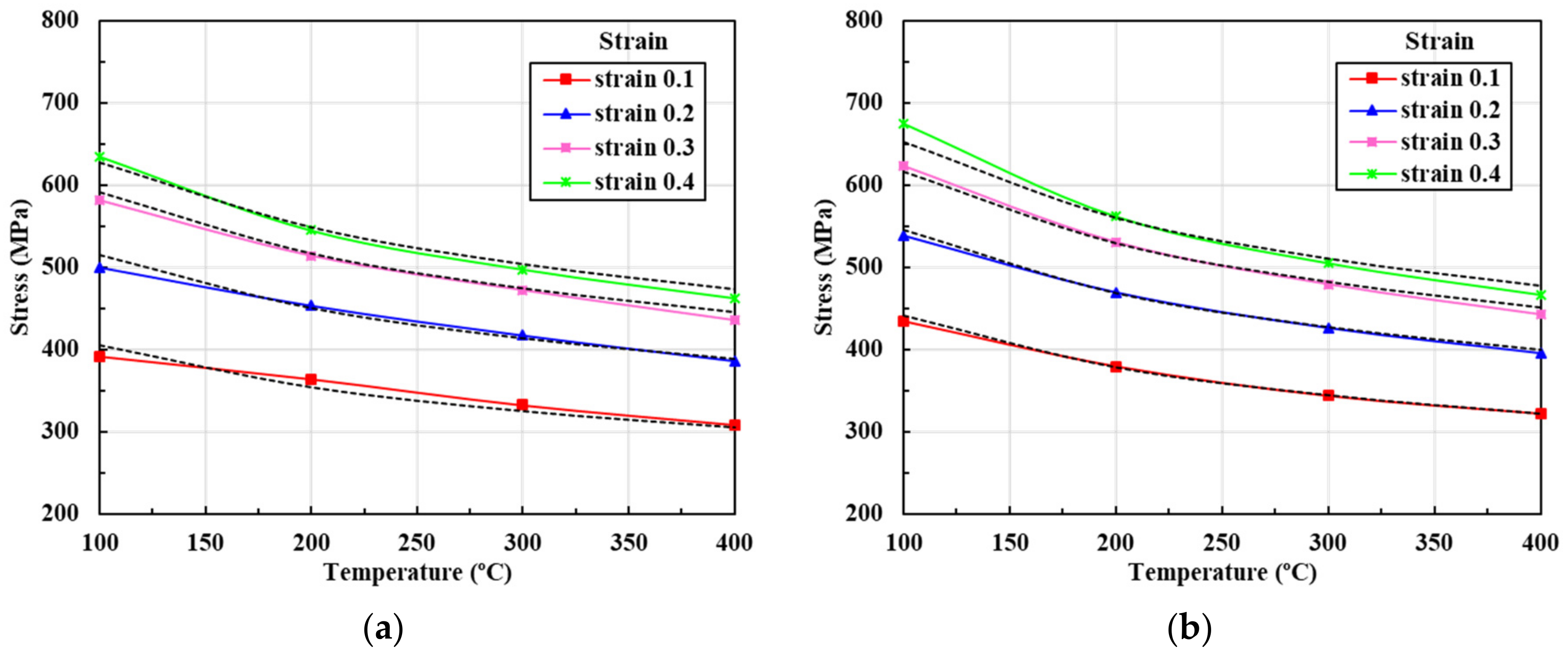
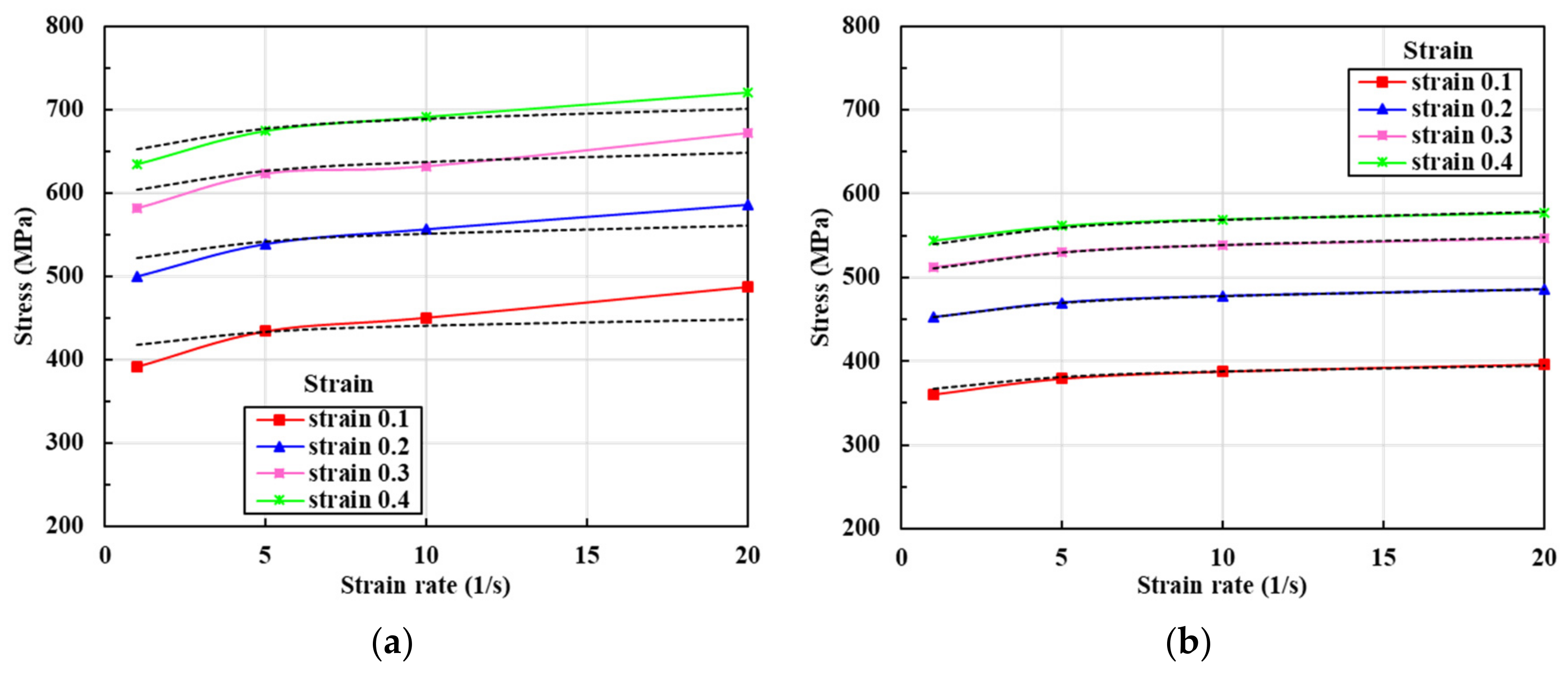
2. Characteristics of the Flow Stress of SUS304
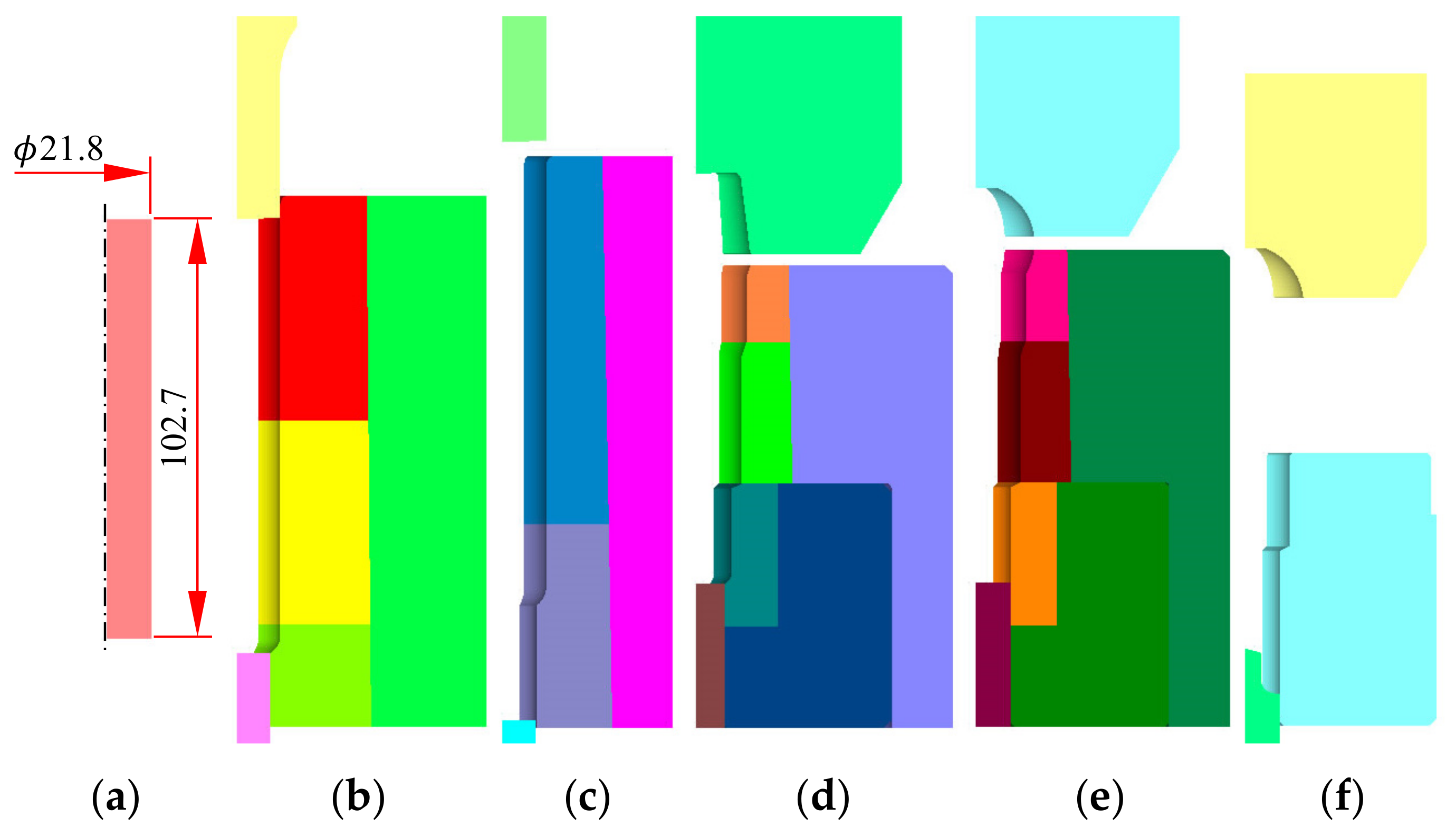
3. FEA Predictions and Experimental Data for Automatic, Multi-Stage Cold Forging of an SUS304 Ball-Stud
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Merklein, M.; Allwood, J.M.; Behrens, B.-A.; Brosius, A.; Hagenah, H.; Kuzman, K.; Mori, K.; Tekkaya, A.E.; Weckenmann, A. Bulk forming of sheet metal. CIRP Ann. 2012, 61, 725–745. [Google Scholar] [CrossRef]
- Nishino, S.; Ohya, K.; Yuzawa, Y. Plate forging technology by press forming. J. Jpn. Soc. Technol. Plast. 2010, 51, 642–646. [Google Scholar] [CrossRef]
- Mori, K.; Nakano, T. State-of-the-art of plate forging in Japan. Prod. Eng. 2016, 10, 81–91. [Google Scholar] [CrossRef]
- Park, K.G.; Moon, H.G.; Oh, S.K.; Joun, M.S. Development of combined sheet metal forming and plate forging of a metal seal part of hub bearing for an automobile. Trans. Mater. Process. 2020, 29, 194–202. [Google Scholar] [CrossRef]
- Eom, J.G.; Son, Y.H.; Jeong, S.W.; Ahn, S.T.; Yoon, D.J.; Joun, M.S. Effect of strain hardening capability on plastic deformation behaviors of material during metal forming. Mater. Des. 2014, 54, 1010–1018. [Google Scholar] [CrossRef]
- Wang, Z.G.; Hirasawa, K.; Yoshikawa, Y.; Osakada, K. Forming of light-weight gear wheel by plate forging. CIRP Ann. 2016, 65, 293–296. [Google Scholar] [CrossRef]
- Joun, M.S.; Ahn, S.T.; Jin, H.T.; Son, Y.H.; Yoon, D.J. Quantitative study of the Bauschinger effect in high-strength low-strain-hardening materials for metal forming applications. Int. J. Mater. Prod. Technol. 2017, 54, 20–31. [Google Scholar] [CrossRef]
- Papenberg, N.P.; Gneiger, S.; Weißensteiner, I.; Uggowitzer, P.J.; Pogatscher, S. Mg-alloys for forging applications-a review. Materials 2020, 13, 985. [Google Scholar] [CrossRef] [Green Version]
- Rasmussen, K.J.R. Full-range stress-strain curves for stainless steel alloys. J. Constr. Steel Res. 2003, 59, 47–61. [Google Scholar] [CrossRef]
- Kamaya, M.; Kitsunai, Y.; Kushiishi, M. True stress-strain curve acquisition for irradiated stainless steel including the range exceeding necking strain. J. Nucl. Mater. 2015, 465, 316–325. [Google Scholar] [CrossRef]
- Arrayago, I.; Real, E.; Gardner, L. Description of stress-strain curves for stainless steel alloys. Mater. Des. 2015, 87, 540–552. [Google Scholar] [CrossRef]
- Li, L.; Liu, S.; Ye, B.; Hu, S.; Zhou, Z. Quantitative analysis of strength and plasticity of a 304 stainless steel based on the stress-strain curve. Met. Mater. Int. 2016, 22, 391–396. [Google Scholar] [CrossRef]
- Paredes, M.; Grolleau, V.; Wierzbicki, T. On ductile fracture of 316L stainless steels at room and cryogenic temperature level. Materialia 2020, 10, 100624. [Google Scholar] [CrossRef]
- Eom, J.G.; Lee, M.C.; Park, J.H.; Yoon, D.J.; Joun, M.S. Tensile test based material identification program AFDEX/MAT and its application to two new pre-heat treated steels and a conventional Cr-Mo steel. Int. J. Mod. Phys. B 2008, 22, 5774–5779. [Google Scholar] [CrossRef]
- Joun, M.S.; Eom, J.G.; Lee, M.C. A new method for acquiring true stress–strain curves over a large range of strains using a tensile test and finite element method. Mech. Mater. 2008, 40, 586–596. [Google Scholar] [CrossRef]
- Hong, S.G.; Lee, S.B. The tensile and low-cycle fatigue behavior of cold worked 316L stainless steel: Influence of dynamic strain aging. Int. J. Fatigue 2004, 26, 899–910. [Google Scholar] [CrossRef]
- Simsir, C.; Duran, D. A flow stress model for steel in cold forging process range and the associated method for parameter identification. Int. J. Adv. Manuf. Technol. 2018, 94, 3795–3808. [Google Scholar] [CrossRef]
- Tanrikulu, B.; Karakuzu, R. Fatigue life prediction model of WC-Co cold forging dies based on experimental and numerical studies. Eng. Fail. Anal. 2020, 118, 104910. [Google Scholar] [CrossRef]
- Ishikawa, T.; Ishiguro, T.; Yukawa, N.; Goto, T. Control of thermal contraction of aluminum alloy for precision cold forging. CIRP Ann. 2014, 63, 289–292. [Google Scholar] [CrossRef]
- Byun, J.B.; Lee, H.J.; Park, J.B.; Seo, I.D.; Joun, M.S. Fully coupled finite element analysis of an automatic multi-stage cold forging process. Solid State Phenom. 2020, 311, 88–93. [Google Scholar] [CrossRef]
- Joun, M.S.; Choi, I.S.; Eom, J.G.; Lee, M.C. Finite element analysis of tensile testing with emphasis on necking. Comput. Mater. Sci. 2007, 41, 63–69. [Google Scholar] [CrossRef]
- Kweon, H.D.; Kim, J.W.; Song, O.S.; Oh, D.H. Determination of true stress-strain curve of type 304 and 316 stainless steels using a typical tensile test and finite element analysis. Nucl. Eng. Technol. 2020. [Google Scholar] [CrossRef]
- Im, C.S.; Suh, S.R.; Lee, M.C.; Kim, J.H.; Joun, M.S. Computer aided process design in cold-former forging using a forging simulator and a commercial CAD software. J. Mater. Process. Technol. 1999, 95, 155–163. [Google Scholar] [CrossRef]
- Lee, M.C.; Chung, S.H.; Joun, M.S. Automatic and precise simulation of multistage automatic cold-forging processes by combined analyses of two- and three-dimensional approaches. Int. J. Adv. Manuf. Technol. 2009, 41, 1–7. [Google Scholar] [CrossRef]
- Sun, M.C.; Tzou, G.Y.; Zheng, L.A. Processing animation simulation and FEM analysis of multi-stage cold forging of stainless automotive battery fastener. Indian J. Eng. Mater. Sci. 2013, 20, 219–224. [Google Scholar]
- Chai, U.C.; Tzou, G.Y.; Hsu, C.M.; Wei, S.P. FEM simulation of multi-stage forging for dray fasteners. Key Eng. Mater. 2020, 830, 1–8. [Google Scholar] [CrossRef]
- Joun, M.S.; Moon, H.G.; Choi, I.S.; Lee, M.C.; Jun, B.Y. Effects of friction laws on metal forming processes. Tribol. Int. 2009, 42, 311–319. [Google Scholar] [CrossRef]
- Lee, S.W.; Lee, J.M.; Joun, M.S. On critical surface strain during hot forging of lubricated aluminum alloy. Tribol. Int. 2020, 141, 105855. [Google Scholar] [CrossRef]
- Moon, H.K.; Lee, J.S.; Yoo, S.J.; Joun, M.S.; Lee, J.K. Hot deformation behavior of bearing steels. J. Eng. Mater. Technol. 2007, 129, 349–355. [Google Scholar] [CrossRef]
- Lee, M.C.; Joun, M.S.; Lee, J.K. Adaptive tetrahedral element generation and refinement to improve the quality of bulk metal forming simulation. Finite Elem. Anal. Des. 2007, 43, 788–802. [Google Scholar] [CrossRef]
- Joun, M.S.; Lee, M.C.; Eom, J.G. Intelligent metal forming simulation. Int. Manuf. Sci. Eng. Conf. 2011, 44304, 161–168. [Google Scholar] [CrossRef]
- Kim, K.M.; Kim, M.C.; Hwang, T.M.; Chung, S.H.; Chung, W.J.; Joun, M.S. Numerical and experimental study on spring back in automatic multi-stage precision cold forging process of a steering yoke. Trans. Mater. Process. 2019, 28, 115–122. [Google Scholar] [CrossRef]
- Joun, M.S. Recent advances in metal forming simulation technology for automobile parts by AFDEX. IOP Conf. Ser. Mater. Sci. Eng. 2020, 834, 012016. [Google Scholar] [CrossRef]
- Joun, M.S.; Lee, M.C.; Park, J.M. Finite element analysis of prestressed die set in cold forging. Int. J. Mach. Tools Manuf. 2002, 42, 1213–1222. [Google Scholar] [CrossRef]
- Joun, M.S.; Lee, S.W.; Chung, J.H. Finite element analysis of a multi-stage axisymmetric forging process having a spring-attached die for controlling metal flow lines. Int. J. Mach. Tools Manuf. 1998, 38, 843–854. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | C | Si | Mn | P | S | Ni | Cr | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Wt.% | 0.037 | 0.440 | 0.790 | 0.034 | 0.003 | 8.030 | 18.010 | 2.320 | Bal. |
| (1/s) | Temperature (°C) | ε | Exp. σ (MPa) | Fitted σ (MPa) | Error (%) | Average Error (%) |
|---|---|---|---|---|---|---|
| 1.0 | 100 | 0.1 | 392 | 376 | −4.00 | 1.98 |
| 0.2 | 500 | 493 | −1.54 | |||
| 0.3 | 581 | 577 | −0.75 | |||
| 0.4 | 635 | 645 | 1.64 | |||
| 200 | 0.1 | 360 | 340 | −5.59 | 4.09 | |
| 0.2 | 452 | 446 | −1.44 | |||
| 0.3 | 512 | 522 | 1.97 | |||
| 0.4 | 544 | 584 | 7.39 | |||
| 300 | 0.1 | 325 | 313 | −3.74 | 3.89 | |
| 0.2 | 411 | 410 | −0.44 | |||
| 0.3 | 467 | 480 | 2.70 | |||
| 0.4 | 494 | 537 | 8.70 | |||
| 400 | 0.1 | 304 | 293 | −3.57 | 4.22 | |
| 0.2 | 384 | 385 | 0.16 | |||
| 0.3 | 434 | 450 | 3.88 | |||
| 0.4 | 461 | 504 | 9.28 | |||
| 5.0 | 100 | 0.1 | 434 | 403 | −7.13 | 3.08 |
| 0.2 | 539 | 528 | −2.01 | |||
| 0.3 | 623 | 618 | −0.69 | |||
| 0.4 | 675 | 692 | 2.51 | |||
| 200 | 0.1 | 379 | 353 | −6.97 | 4.65 | |
| 0.2 | 470 | 463 | −1.55 | |||
| 0.3 | 530 | 542 | 2.15 | |||
| 0.4 | 562 | 606 | 7.93 | |||
| 300 | 0.1 | 344 | 324 | −5.71 | 5.07 | |
| 0.2 | 427 | 425 | −0.43 | |||
| 0.3 | 479 | 498 | 3.85 | |||
| 0.4 | 505 | 557 | 10.29 | |||
| 400 | 0.1 | 322 | 304 | −5.53 | 6.01 | |
| 0.2 | 396 | 399 | 0.76 | |||
| 0.3 | 442 | 467 | 5.62 | |||
| 0.4 | 466 | 523 | 12.15 | |||
| 10.0 | 100 | 0.1 | 450 | 410 | −8.95 | 3.64 |
| 0.2 | 556 | 537 | −3.48 | |||
| 0.3 | 632 | 629 | −0.41 | |||
| 0.4 | 692 | 704 | 1.72 | |||
| 200 | 0.1 | 388 | 359 | −7.45 | 4.89 | |
| 0.2 | 478 | 470 | −1.48 | |||
| 0.3 | 538 | 551 | 2.35 | |||
| 0.4 | 569 | 616 | 8.29 | |||
| 300 | 0.1 | 352 | 330 | −6.43 | 5.58 | |
| 0.2 | 433 | 432 | −0.31 | |||
| 0.3 | 484 | 506 | 4.47 | |||
| 0.4 | 510 | 566 | 11.11 | |||
| 400 | 0.1 | 330 | 310 | −6.25 | 6.85 | |
| 0.2 | 401 | 406 | 1.13 | |||
| 0.3 | 446 | 475 | 6.50 | |||
| 0.4 | 468 | 532 | 13.53 | |||
| 20.0 | 100 | 0.1 | 487 | 417 | −14.38 | 6.61 |
| 0.2 | 585 | 546 | −6.68 | |||
| 0.3 | 671 | 640 | −4.68 | |||
| 0.4 | 721 | 716 | −0.69 | |||
| 200 | 0.1 | 397 | 365 | −7.91 | 5.14 | |
| 0.2 | 485 | 479 | −1.39 | |||
| 0.3 | 547 | 561 | 2.57 | |||
| 0.4 | 577 | 627 | 8.68 | |||
| 300 | 0.1 | 361 | 335 | −7.13 | 6.10 | |
| 0.2 | 440 | 440 | −0.17 | |||
| 0.3 | 490 | 515 | 5.12 | |||
| 0.4 | 514 | 576 | 11.96 | |||
| 400 | 0.1 | 339 | 315 | −6.94 | 7.71 | |
| 0.2 | 407 | 413 | 1.53 | |||
| 0.3 | 450 | 483 | 7.41 | |||
| 0.4 | 470 | 541 | 14.97 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Byun, J.B.; Razali, M.K.; Lee, C.J.; Seo, I.D.; Chung, W.J.; Joun, M.S. Automatic Multi-Stage Cold Forging of an SUS304 Ball-Stud with a Hexagonal Hole at One End. Materials 2020, 13, 5300. https://doi.org/10.3390/ma13225300
Byun JB, Razali MK, Lee CJ, Seo ID, Chung WJ, Joun MS. Automatic Multi-Stage Cold Forging of an SUS304 Ball-Stud with a Hexagonal Hole at One End. Materials. 2020; 13(22):5300. https://doi.org/10.3390/ma13225300
Chicago/Turabian StyleByun, Jong Bok, Mohd Kaswandee Razali, Chang Ju Lee, Il Dong Seo, Wan Jin Chung, and Man Soo Joun. 2020. "Automatic Multi-Stage Cold Forging of an SUS304 Ball-Stud with a Hexagonal Hole at One End" Materials 13, no. 22: 5300. https://doi.org/10.3390/ma13225300
APA StyleByun, J. B., Razali, M. K., Lee, C. J., Seo, I. D., Chung, W. J., & Joun, M. S. (2020). Automatic Multi-Stage Cold Forging of an SUS304 Ball-Stud with a Hexagonal Hole at One End. Materials, 13(22), 5300. https://doi.org/10.3390/ma13225300