Textile Composite Damage Analysis Taking into Account the Forming Process



Abstract
:1. Introduction
2. Forming Process Simulation
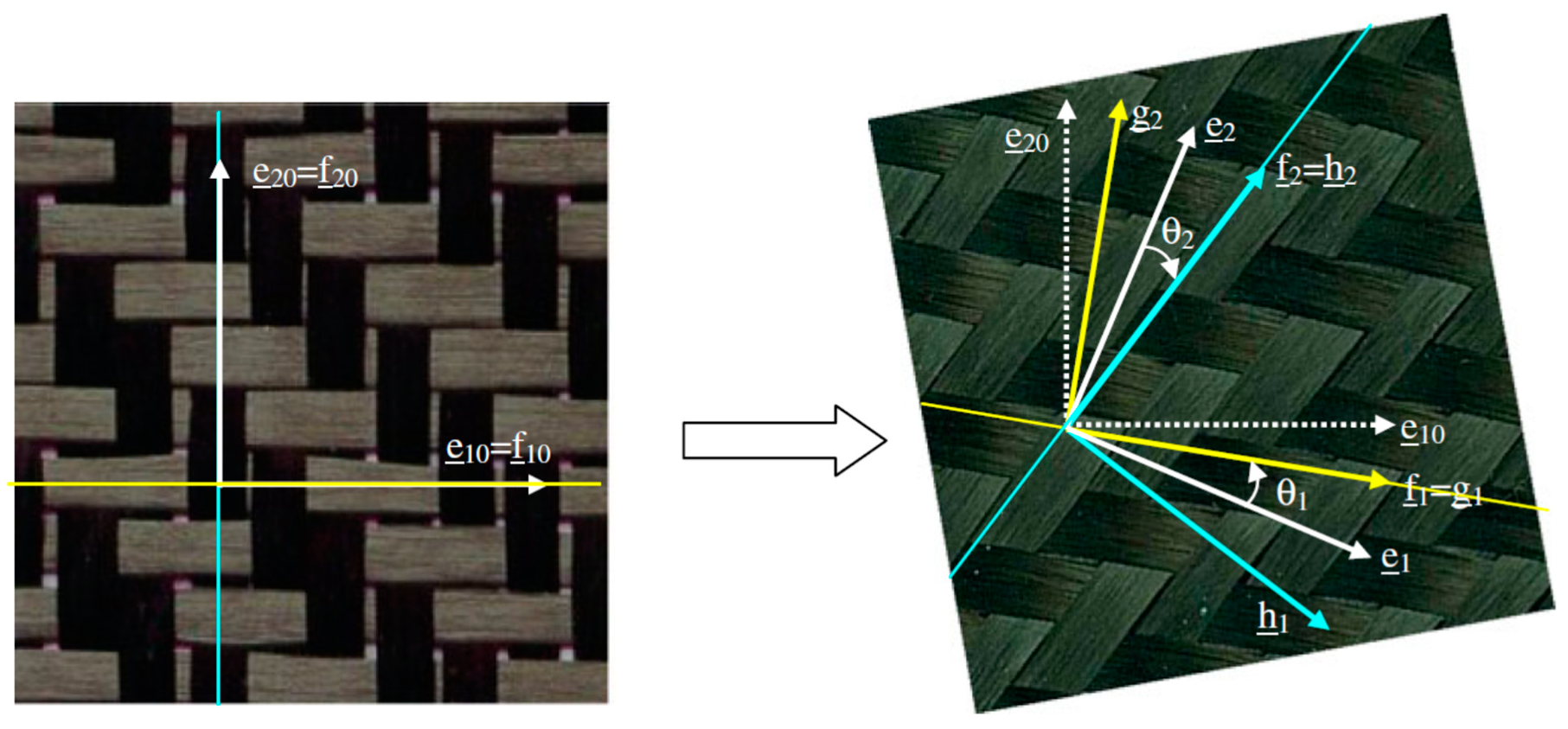
2.1. An Hypoelastic Approach Based on the Warp and Weft Yarn Rotations
2.2. Stress Update in the Frames of the Yarns
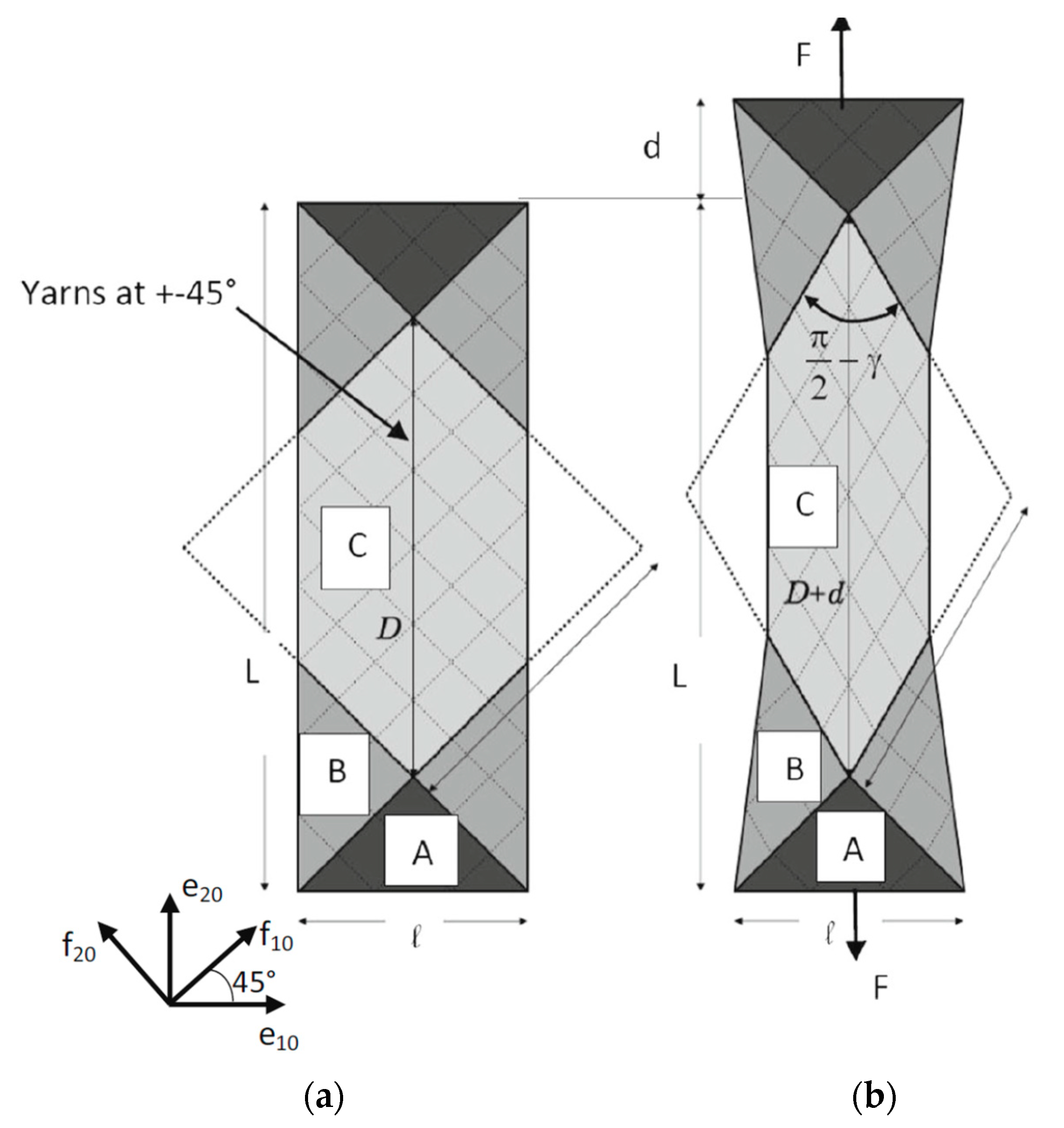
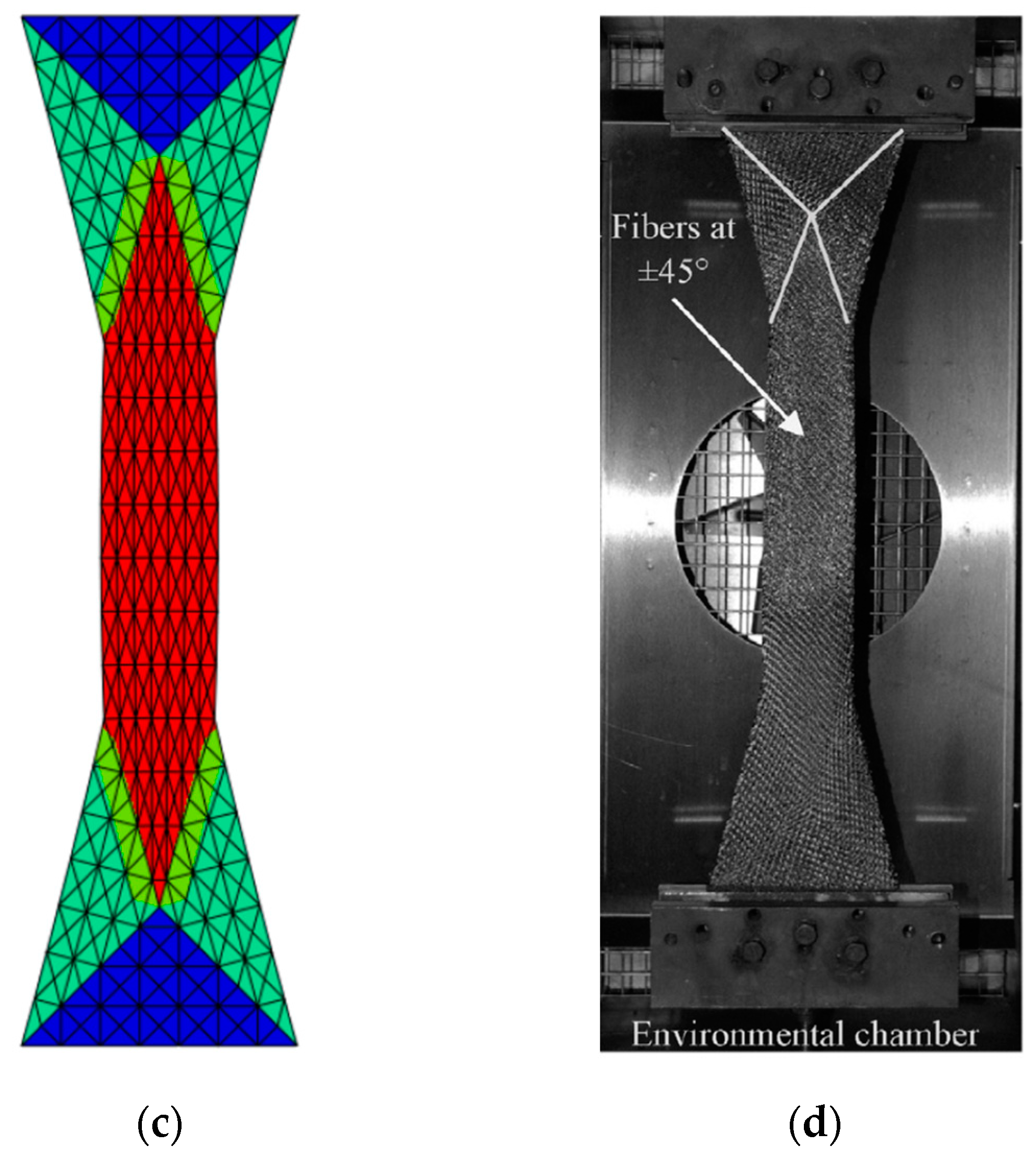
2.3. Bias Extension Test
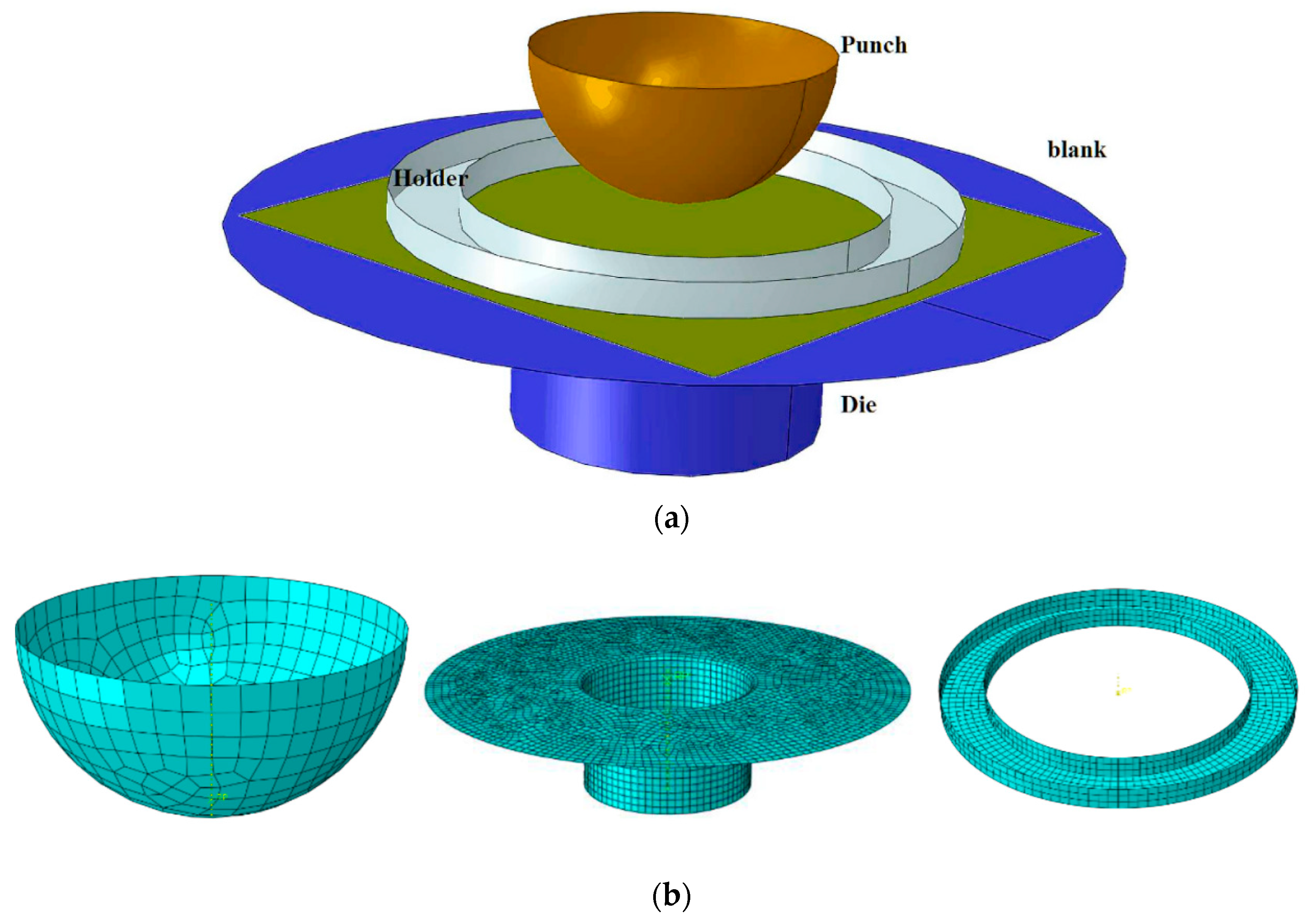
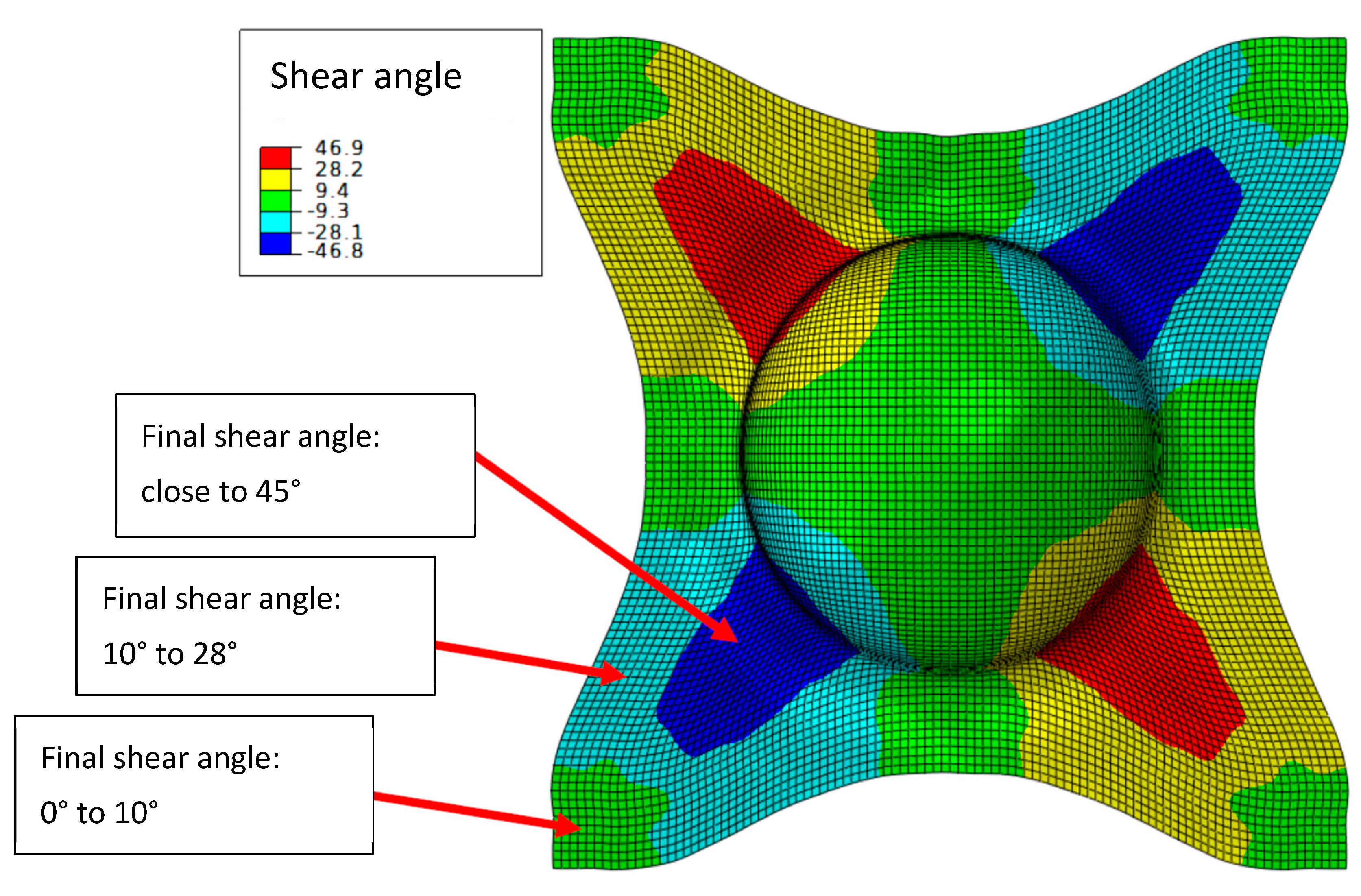
2.4. Hemispherical Forming
3. Damage Model for Woven Ply Laminates
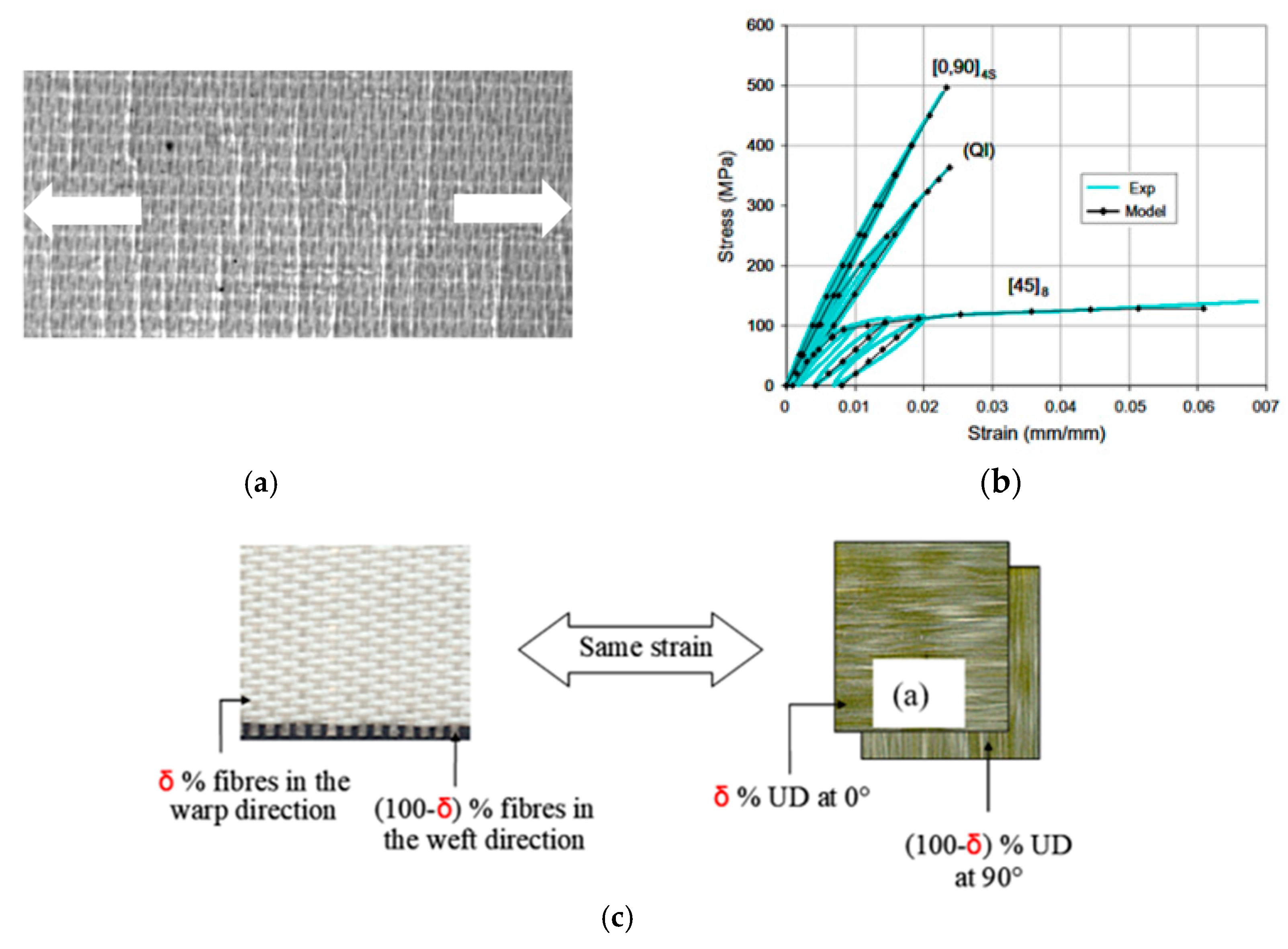
3.1. Equivalent Unidirectional Plies Model of the Woven Ply
3.2. Matrix Damage Model at the Unidirectional Ply Scale
3.2.1. Assumptions
- -
- d1 whose evolution represents the linear elastic behaviour and the brittle fracture of the fibres observed during a tensile test in the longitudinal direction of the fibres;
- -
- d2 representing the effect of the matrix damage on the stiffness in the transverse direction;
- -
- d12 representing the effect of the matrix damage on the shear stiffness.
3.2.2. Damage Evolution Laws
3.2.3. Inelastic Strain in the Shear Direction
4. Damage Analysis Taking into Account the Yarns Angle Variations Due to Forming
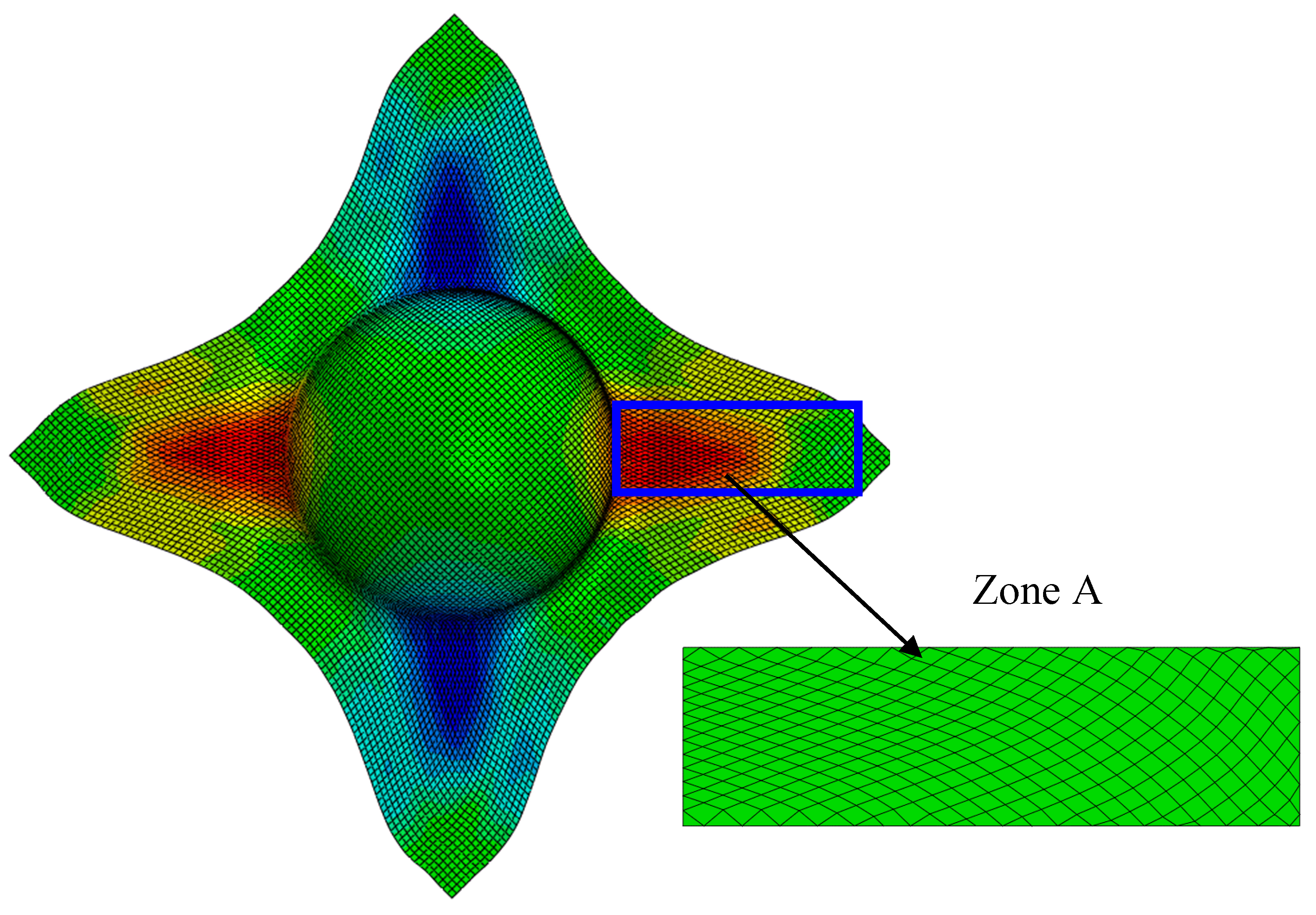
4.1. Bias Extension Test
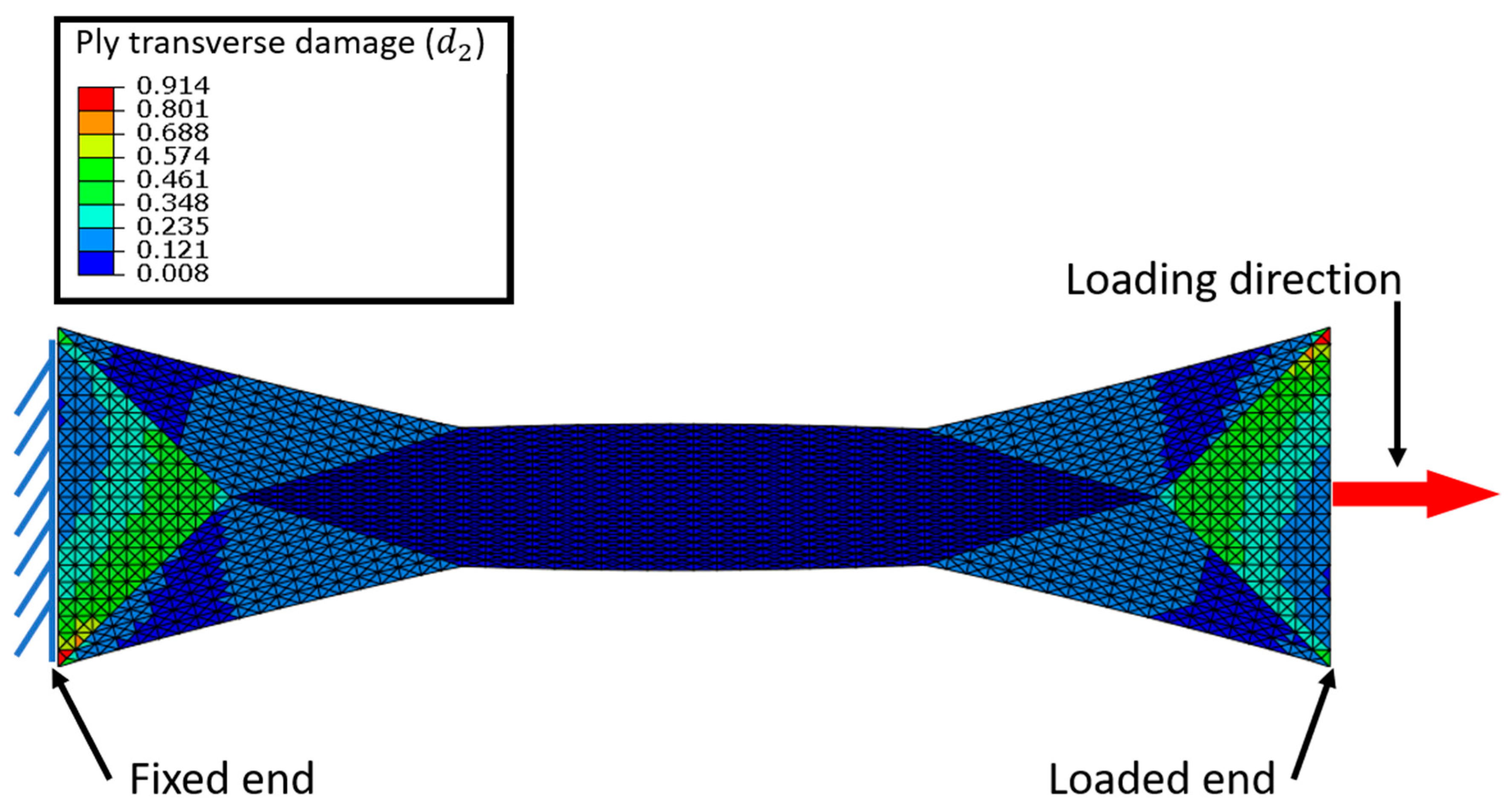
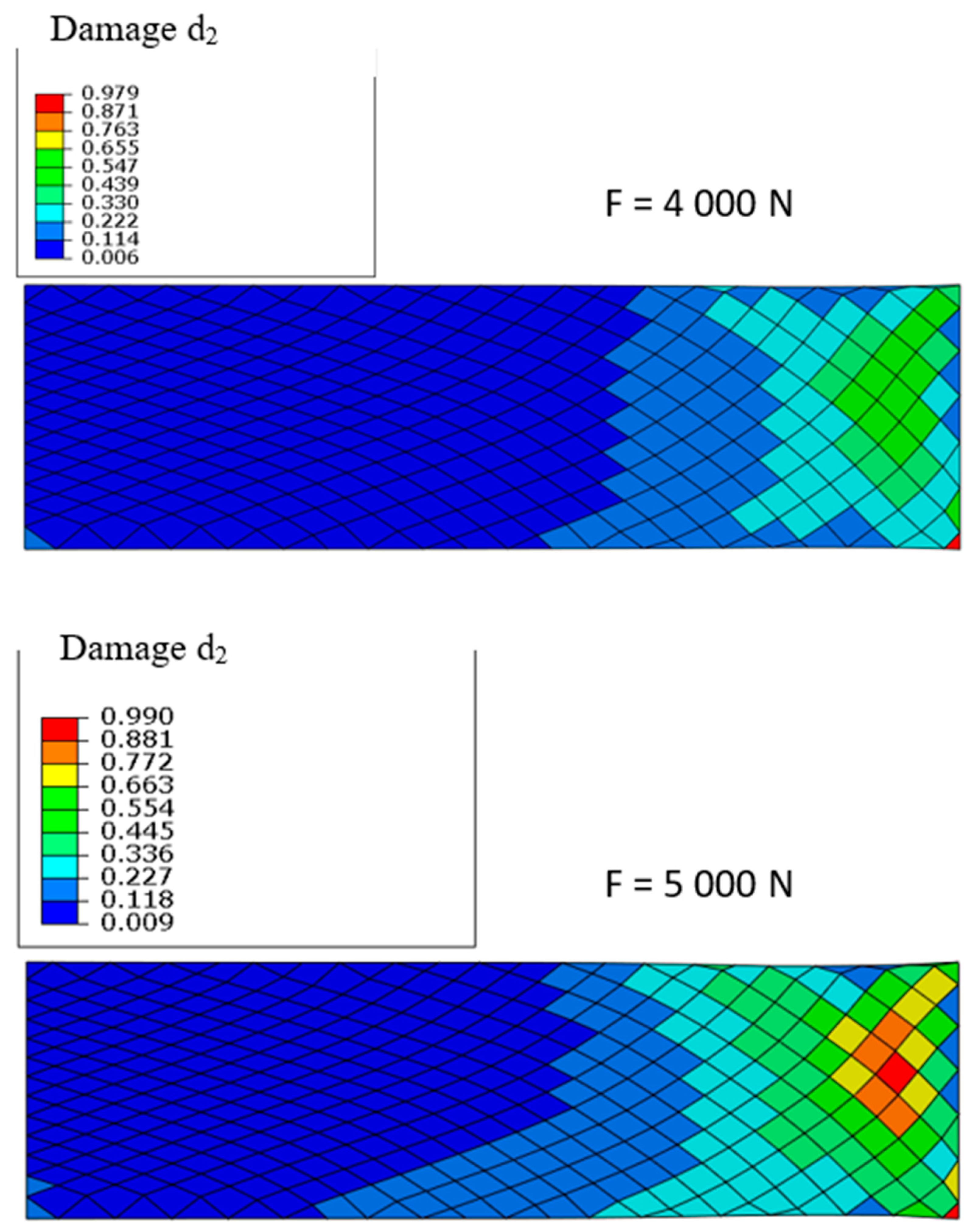
4.1.1. Transverse Damage d2
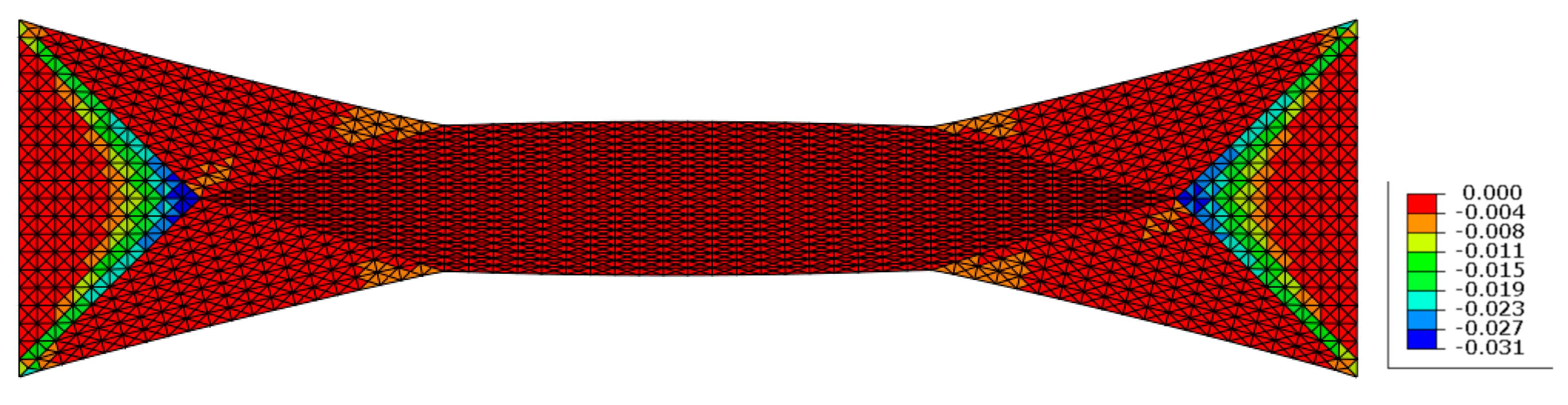
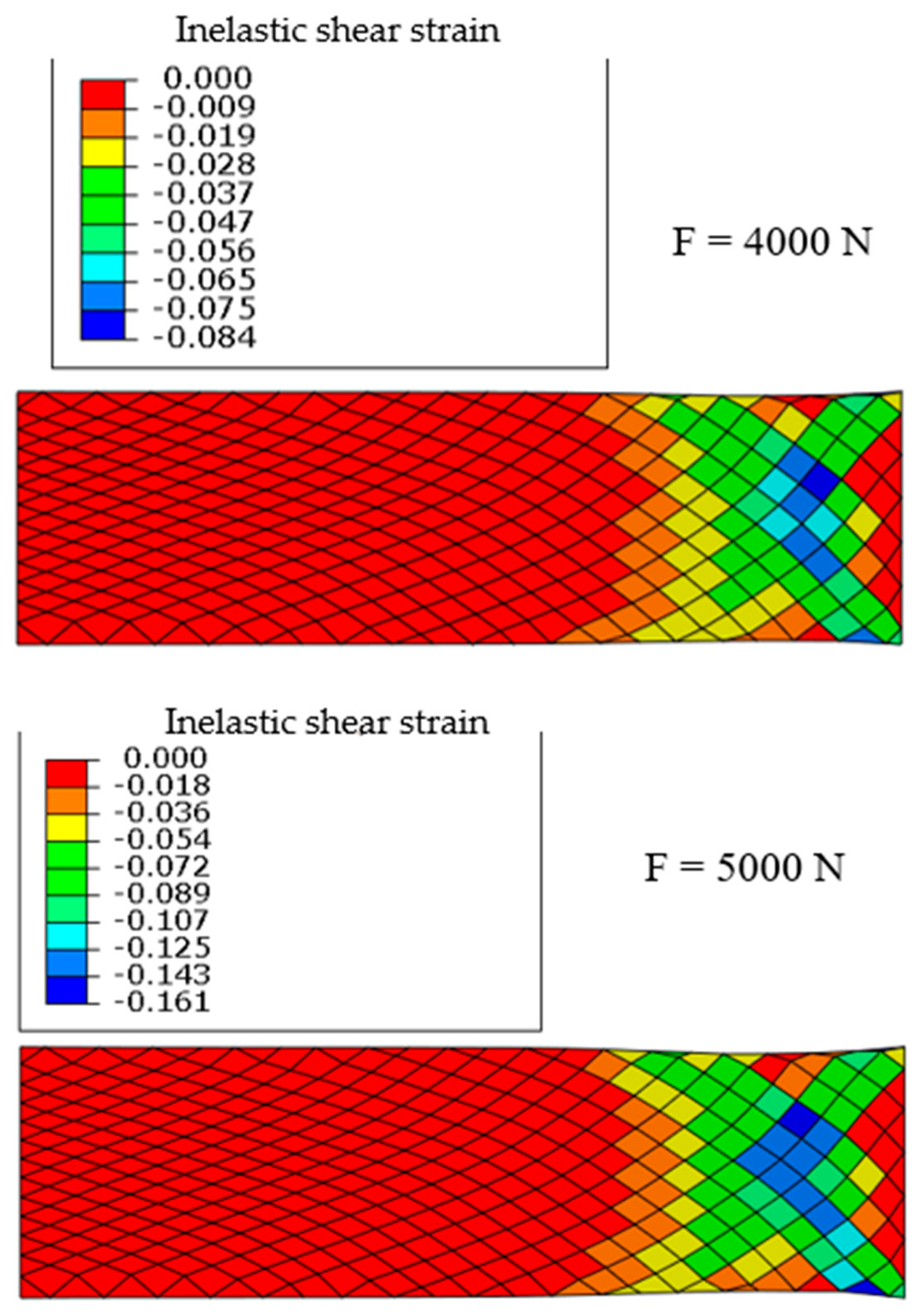
4.1.2. Analysis of Inelastic Strains
4.2. Damage Analysis on a Specimen from Hemispherical Forming
5. Discussion and Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Middendorf, P.; Metzner, C. Aerospace applications of non-crimp fabric composites. In Non-Crimp Fabric Composites-Manufacturing, Properties and Applications; Lomov, S.V., Ed.; Woodhead Publishing: Cambridge, UK, 2011; pp. 441–449. [Google Scholar]
- Irving, P.E.; Soutis, C. Polymer Composites in the Aerospace Industry; Woodhead Publishing: Cambridge, UK, 2019. [Google Scholar]
- Friedrich, K.; Almajid, A.A. Manufacturing aspects of advanced polymer composites for automotive applications. Appl. Compos. Mater. 2013, 20, 107–128. [Google Scholar] [CrossRef]
- Henning, F.; Kärger, L.; Dörr, D.; Schirmaier, F.J.; Seuffert, J.; Bernath, A. Fast processing and continuous simulation of automotive structural composite components. Compos. Sci. Technol. 2019, 171, 261–279. [Google Scholar] [CrossRef]
- Martulli, L.M.; Creemers, T.; Schöberl, E.; Hale, N.; Kerschbaum, M.; Lomov, S.V.; Swolfs, Y. A thick-walled sheet moulding compound automotive component: Manufacturing and performance. Compos. Part A Appl. Sci. Manuf. 2020, 128, 105688. [Google Scholar] [CrossRef]
- Sozer, E.M.; Simacek, P.; Advani, S.G. Resin transfer molding (RTM) in polymer matrix composites. In Manufacturing Techniques for Polymer Matrix Composites (PMCs); Woodhead Publishing: Cambridge, UK, 2012; pp. 245–309. [Google Scholar]
- Bickerton, S.; Govignon, Q.; Kelly, P. Resin infusion/liquid composite moulding (LCM) of advanced fibre-reinforced polymer (FRP). In Advanced Fibre-Reinforced Polymer (FRP) Composites for Structural Applications; Woodhead Publishing Series in Civil and Structural Engineering: Cambridge, UK, 2013; pp. 155–186. [Google Scholar]
- Lukaszewicz, D.J.; Potter, K.D. The internal structure and conformation of prepreg with respect to reliable automated processing. Compos. Part A Appl. Sci. Manuf. 2011, 42, 283–292. [Google Scholar] [CrossRef]
- Dirk, H.J.L.; Ward, C.; Potter, K.D. The engineering aspects of automated prepreg layup: History, present and future. Compos. Part B Eng. 2012, 43, 997–1009. [Google Scholar]
- Gereke, T.; Döbrich, O.; Hübner, M.; Cherif, C. Experimental and computational composite textile reinforcement forming: A review. Compos. Part A Appl. Sci. Manuf. 2013, 46, 1–10. [Google Scholar] [CrossRef]
- Bussetta, P.; Correia, N. Numerical forming of continuous fibre reinforced composite material: A review. Compos. Part A Appl. Sci. Manuf. 2018, 113, 12–31. [Google Scholar] [CrossRef]
- Skordos, A.A.; Aceves, C.M.; Sutcliffe, M.P. A simplified rate dependent model of forming and wrinkling of pre-impregnated woven composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1318–1330. [Google Scholar] [CrossRef] [Green Version]
- Boisse, P.; Hamila, N.; Vidal-Sallé, E.; Dumont, F. Simulation of wrinkling during textile composite reinforcement forming. Influence of tensile, in-plane shear and bending stiffnesses. Compos. Sci. Technol. 2011, 71, 683–692. [Google Scholar] [CrossRef] [Green Version]
- Lightfoot, J.S.; Wisnom, M.R.; Potter, K. A new mechanism for the formation of ply wrinkles due to shear between plies. Compos. Part A Appl. Sci. Manuf. 2013, 49, 139–147. [Google Scholar] [CrossRef]
- Vieille, B.; Albouy, W.; Chevalier, L.; Taleb, L. About the influence of stamping on thermoplastic-based composites for aeronautical applications. Compos. Part B Eng. 2013, 45, 821–834. [Google Scholar] [CrossRef]
- Vieille, B.; Albouy, W.; Taleb, L. Influence of stamping on the compressive behavior and the damage mechanisms of C/PEEK laminates bolted joints under severe conditions. Compos. Part B Eng. 2015, 79, 631–638. [Google Scholar] [CrossRef]
- Aridhi, A.; Arfaoui, M.; Mabrouki, T.; Naouar, N.; Denis, Y.; Zarroug, M.; Boisse, P. Textile composite structural analysis taking into account the forming process. Compos. Part B Eng. 2019, 166, 773–784. [Google Scholar] [CrossRef] [Green Version]
- Potter, K.; Khan, B.; Wisnom, M.; Bell, T.; Stevens, J. Variability, fibre waviness and misalignment in the determination of the properties of composite materials and structures. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1343–1354. [Google Scholar] [CrossRef]
- Mahadik, Y.; Hallett, S.R. Effect of fabric compaction and yarn waviness on 3D woven composite compressive properties. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1592–1600. [Google Scholar] [CrossRef]
- Bloom, L.D.; Wang, J.; Potter, K.D. Damage progression and defect sensitivity: An experimental study of representative wrinkles in tension. Compos. Part B Eng. 2013, 45, 449–458. [Google Scholar] [CrossRef]
- Bender, J.J.; Hallett, S.R.; Lindgaard, E. Investigation of the effect of wrinkle features on wind turbine blade sub-structure strength. Compos. Struct. 2019, 218, 39–49. [Google Scholar] [CrossRef] [Green Version]
- Ladeveze, P.; Ledantec, E. Damage modelling of the elementary ply for laminated composites. Compos. Sci. Technol. 1992, 43, 257–267. [Google Scholar] [CrossRef]
- Thollon, Y.; Hochard, C. A general damage model for woven fabric composite laminates up to first failure. Mech. Mater. 2009, 41, 820–827. [Google Scholar] [CrossRef]
- Payan, J.; Hochard, C. Damage modelling of laminated carbon/epoxy composites under static and fatigue loadings. Int. J. Fatigue 2002, 24, 299–306. [Google Scholar] [CrossRef]
- Lebrun, G.; Bureau, M.N.; Denault, J. Evaluation of bias-extension and picture-frame test methods for the measurement of intraply shear properties of PP/glass commingled fabrics. Compos. Struct. 2003, 61, 341–352. [Google Scholar] [CrossRef]
- Harrison, P.; Clifford, M.J.; Long, A.C. Shear characterisation of viscous woven textile composites: A comparison between picture frame and bias extension experiments. Compos. Sci. Technol. 2004, 64, 1453–1465. [Google Scholar] [CrossRef]
- Boisse, P.; Hamila, N.; Guzman-Maldonado, E.; Madeo, A.; Hivet, G.; Dell’Isola, F. The bias-extension test for the analysis of in-plane shear properties of textile composite reinforcements and prepregs: A review. Int. J. Mater. Form. 2017, 10, 473–492. [Google Scholar] [CrossRef]
- McGuinness, G.B.; ÓBrádaigh, C.M. Development of rheological models for forming flows and picture-frame shear testing of fabric reinforced thermoplastic sheets. J. Non-Newton. Fluid Mech. 1997, 73, 1–28. [Google Scholar] [CrossRef]
- Haanappel, S.P.; Ten Thije, R.H.W.; Sachs, U.; Rietman, B.; Akkerman, R. Formability analyses of uni-directional and textile reinforced thermoplastics. Compos. Part A Appl. Sci. Manuf. 2014, 56, 80–92. [Google Scholar] [CrossRef]
- Guzman-Maldonado, E.; Hamila, N.; Boisse, P.; Bikard, J. Thermomechanical analysis, modelling and simulation of the forming of pre-impregnated thermoplastics composites. Compos. Part A Appl. Sci. Manuf. 2015, 78, 211–222. [Google Scholar] [CrossRef]
- Dörr, D.; Joppich, T.; Kugele, D.; Henning, F.; Kärger, L. A coupled thermomechanical approach for finite element forming simulation of continuously fiber-reinforced semi-crystalline thermoplastics. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105508. [Google Scholar] [CrossRef]
- Long, A.C.; Rudd, C.D. A simulation of reinforcement deformation during the production of preforms for liquid moulding processes. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 1994, 208, 269–278. [Google Scholar] [CrossRef]
- Wang, J.; Paton, R.; Page, J.R. The draping of woven fabric preforms and prepregs for production of polymer composite components. Compos. Part A Appl. Sci. Manuf. 1999, 30, 757–765. [Google Scholar] [CrossRef]
- Hancock, S.G.; Potter, K.D. The use of kinematic drape modelling to inform the hand lay-up of complex composite components using woven reinforcements. Compos. Part A Appl. Sci. Manuf. 2006, 37, 413–422. [Google Scholar] [CrossRef]
- Cherouat, A.; Borouchaki, H.; Giraud-Moreau, L. Mechanical and geometrical approaches applied to composite fabric forming. Int. J. Mater. Form. 2010, 3, 1189–1204. [Google Scholar] [CrossRef]
- Gelin, J.C.; Cherouat, A.; Boisse, P.; Sabhi, H. Manufacture of thin composite structures by the RTM process: Numerical simulation of the shaping operation. Compos. Sci. Technol. 1999, 56, 711–718. [Google Scholar] [CrossRef]
- Xue, P.; Peng, X.; Cao, J. A non-orthogonal constitutive model for characterizing woven composites. Compos. Part A Appl. Sci. Manuf. 2003, 34, 183–193. [Google Scholar] [CrossRef]
- Yu, W.R.; Zampaloni, M.; Pourboghrat, F.; Chung, K.; Kang, T.J. Analysis of flexible bending behavior of woven preform using non-orthogonal constitutive equation. Compos. Part A Appl. Sci. Manuf. 2005, 36, 839–850. [Google Scholar] [CrossRef]
- Ten Thije, R.H.W.; Akkerman, R.; Huétink, J. Large deformation simulation of anisotropic material using an updated Lagrangian finite element method. Comput. Methods Appl. Mech. Eng. 2007, 196, 3141–3150. [Google Scholar] [CrossRef]
- Chen, S.; Harper, L.T.; Endruweit, A.; Warrior, N.A. Formability optimisation of fabric preforms by controlling material draw-in through in-plane constraints. Compos. Part A Appl. Sci. Manuf. 2015, 76, 10–19. [Google Scholar] [CrossRef]
- Chen, S.; McGregor, O.P.L.; Harper, L.T.; Endruweit, A.; Warrior, N.A. Defect formation during preforming of a bi-axial non-crimp fabric with a pillar stitch pattern. Compos. Part A Appl. Sci. Manuf. 2016, 91, 156–167. [Google Scholar] [CrossRef]
- Boisse, P.; Colmars, J.; Hamila, N.; Naouar, N.; Steer, Q. Bending and wrinkling of composite fiber preforms and prepregs. A review and new developments in the draping simulations. Compos. Part B Eng. 2018, 141, 234–249. [Google Scholar] [CrossRef]
- Huang, J.; Boisse, P.; Hamila, N.; Zhu, Y. Simulation of Wrinkling during Bending of Composite Reinforcement Laminates. Materials 2020, 13, 2374. [Google Scholar] [CrossRef]
- Aimène, Y.; Vidal-Sallé, E.; Hagège, B.; Sidoroff, F.; Boisse, P. A hyperelastic approach for composite reinforcement large deformation analysis. J. Compos. Mater. 2010, 44, 5–26. [Google Scholar] [CrossRef]
- Peng, X.; Guo, Z.; Du, T.; Yu, W.R. A simple anisotropic hyperelastic constitutive model for textile fabrics with application to forming simulation. Compos. Part B Eng. 2013, 52, 275–281. [Google Scholar] [CrossRef]
- Yao, Y.; Huang, X.; Peng, X.; Liu, P.; Youkun, G. An anisotropic hyperelastic constitutive model for plain weave fabric considering biaxial tension coupling. Text. Res. J. 2019, 89, 434–444. [Google Scholar] [CrossRef]
- Boisse, P.; Cherouat, A.; Gelin, J.C.; Sabhi, H. Experimental study and finite element simulation of a glass fiber fabric shaping process. Polym. Compos. 1995, 16, 83–95. [Google Scholar] [CrossRef]
- Hamila, N.; Boisse, P. A meso–macro three node finite element for draping of textile composite preforms. Appl. Compos. Mater. 2007, 14, 235–250. [Google Scholar] [CrossRef]
- Boisse, P.; Hamila, N.; Helenon, F.; Hagège, B.; Cao, J. Different approaches for woven composite reinforcement forming simulation. Int. J. Mater. Form. 2008, 1, 21–29. [Google Scholar] [CrossRef]
- Hughes, T.J.; Winget, J. Finite rotation effects in numerical integration of rate constitutive equations arising in large-deformation analysis. Int. J. Numer. Methods Eng. 1980, 15, 1862–1867. [Google Scholar] [CrossRef]
- Dafalias, Y.F. Corotational rates for kinematic hardening at large plastic deformations. Trans. Asme J. Appl. Mech. 1983, 50, 561–565. [Google Scholar] [CrossRef]
- Dienes, J.K. On the analysis of rotation and stress rate in deforming bodies. Acta Mech. 1979, 32, 217–232. [Google Scholar] [CrossRef]
- Badel, P.; Vidal-Sallé, E.; Boisse, P. Large deformation analysis of fibrous materials using rate constitutive equations. Comput. Struct. 2008, 86, 1164–1175. [Google Scholar] [CrossRef]
- Khan, M.A.; Mabrouki, T.; Vidal-Sallé, E.; Boisse, P. Numerical and experimental analyses of woven composite reinforcement forming using a hypoelastic behaviour. Application to the double dome benchmark. J. Mater. Process. Technol. 2010, 210, 378–388. [Google Scholar] [CrossRef]
- Efrati, E.; Sharon, E.; Kupferman, R. Elastic theory of unconstrained non-Euclidean plates. J. Mech. Phys. Solids 2009, 57, 762–775. [Google Scholar] [CrossRef] [Green Version]
- Cogun, F.; Darendeliler, H. Comparison of different yield criteria in various deep drawn cups. Int. J. Mater. Form. 2017, 10, 85–98. [Google Scholar] [CrossRef]
- Cherouat, A.; Billoët, J.L. Mechanical and numerical modelling of composite manufacturing processes deep-drawing and laying-up of thin pre-impregnated woven fabrics. J. Mater. Process. Technol. 2001, 118, 460–471. [Google Scholar] [CrossRef]
- Cao, J.; Xue, P.; Peng, X.; Krishnan, N. An approach in modeling the temperature effect in thermo-stamping of woven composites. Compos. Struct. 2003, 61, 413–420. [Google Scholar] [CrossRef]
- Ten Thije, R.H.W.; Akkerman, R. A multi-layer triangular membrane finite element for the forming simulation of laminated composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 739–753. [Google Scholar] [CrossRef]
- Duhovic, M.; Mitschang, P.; Bhattacharyya, D. Modelling approach for the prediction of stitch influence during woven fabric draping. Compos. Part A Appl. Sci. Manuf. 2011, 42, 968–978. [Google Scholar] [CrossRef]
- Bardl, G.; Nocke, A.; Hübner, M.; Gereke, T.; Pooch, M.; Schulze, M.; Cherif, C. Analysis of the 3D draping behavior of carbon fiber non-crimp fabrics with eddy current technique. Compos. Part B Eng. 2018, 132, 49–60. [Google Scholar] [CrossRef]
- Liu, K.; Zhang, B.; Xu, X.; Ye, J. Experimental characterization and analysis of fiber orientations in hemispherical thermostamping for unidirectional thermoplastic composites. Int. J. Mater. Form. 2019, 12, 97–111. [Google Scholar] [CrossRef]
- Laurin, F.; Carrère, N.; Maire, J.-F. A multiscale progressive failure approach for composite laminates based on thermodynamical viscoelastic and damage models. Compos. Part A Appl. Sci. Manuf. 2007, 38, 198–209. [Google Scholar] [CrossRef]
- Wisnom, M.R.; Atkinson, J.W. Reduction in tensile and flexural strength of unidirectional glass fibre-epoxy with increasing specimen size. Compos. Struct. 1997, 38, 405–411. [Google Scholar] [CrossRef]
- Melro, A.R.; Camanho, P.P.; Andrade Pires, F.M.; Pinho, S.T. Micromechanical analysis of polymer composites reinforced by unidirectional fibres: Part II—Micromechanical analyses. Int. J. Solids Struct. 2013, 50, 1906–1915. [Google Scholar] [CrossRef] [Green Version]
- Reifsnider, K. Durability and damage tolerance of fibrous composite systems. In Handbook of Composites; Springer: Berlin/Heidelberg, Germany, 1998; pp. 794–809. [Google Scholar]
- Talreja, R. Fatigue of composite materials: Damage mechanisms and fatigue-life diagrams. Proc. R. Soc. Lond. A 1981, 378, 461–475. [Google Scholar]
- Jen, M. Strength and life in thermoplastic composite laminates under static and fatigue loads. Part I: Experimental. Int. J. Fatigue 1998, 20, 605–615. [Google Scholar] [CrossRef]
- Shokrieh, M.M.; Lessard, L.B. Multiaxial fatigue behaviour of unidirectional plies based on uniaxial fatigue experiments—I. Modelling. Int. J. Fatigue 1997, 19, 201–207. [Google Scholar] [CrossRef]
- Gao, Z. A Cumulative Damage Model for Fatigue Life of Composite Laminates. J. Reinf. Plast. Compos. 1994, 13, 128–141. [Google Scholar]
- Tohgo, K.; Wang, A.S.D.; Chou, T.-W. A Criterion for Splitting Crack Initiation in Unidirectional Fiber-Reinforced Composites. J. Compos. Mater. 1993, 27, 1054–1076. [Google Scholar] [CrossRef]
- Ladevèze, P.; Lubineau, G.; Violeau, D. A Computational Damage Micromodel of Laminated Composites. Int. J. Fract. 2006, 137, 139–150. [Google Scholar] [CrossRef]
- Hochard, C.; Aubourg, P.-A.; Charles, J.-P. Modelling of the mechanical behaviour of woven-fabric CFRP laminates up to failure. Compos. Sci. Technol. 2001, 61, 221–230. [Google Scholar] [CrossRef]
- Camanho, P.P.; Davila, C.G.; de Moura, M.F. Numerical Simulation of Mixed-Mode Progressive Delamination in Composite Materials. J. Compos. Mater. 2003, 37, 1415–1438. [Google Scholar] [CrossRef]
- Hochard, C.; Thollon, Y. A generalized damage model for woven ply laminates under static and fatigue loading conditions. Int. J. Fatigue 2010, 32, 158–165. [Google Scholar] [CrossRef]
- Hochard, C.; Payan, J.; Bordreuil, C. A progressive first ply failure model for woven ply CFRP laminates under static and fatigue loads. Int. J. Fatigue 2006, 28, 1270–1276. [Google Scholar] [CrossRef]
- Thollon, Y. Analyse du Comportement à Rupture de Composites Stratifiés Constitués de Plis Tissés sous Chargements Statique et de Fatigue. Ph.D. Thesis, Aix-Marseille Université, Marseille, France, July 2009. [Google Scholar]
- Miot, S. Rupture de Structures Composites Stratifiées sous Chargements Statique et de Fatigue. Ph.D. Thesis, Aix-Marseille Université, Marseille, France, July 2009. [Google Scholar]
- Pannier, Y.; Foti, F.; Gigliotti, M. High temperature fatigue of carbon/polyimide 8-harness satin woven composites. Part I: Digital Image Correlation and Micro-Computed Tomography damage characterization. Compos. Struct. 2020, 244. [Google Scholar] [CrossRef]
- Sevenois, R.D.B.; Garoz, D.; Gilabert, F.A.; Hochard, C.; Van Paepegem, W. Influence of tab debonding on measured stiffness evolution in Compression-Compression and Tension-Compression fatigue testing of short gauge length coupons. Compos. Sci. Technol. 2019, 180, 1–13. [Google Scholar] [CrossRef]
- Obert, E.; Daghia, F.; Ladevèze, P.; Ballere, L. Micro and meso modeling of woven composites: Transverse cracking kinetics and homogenization. Compos. Struct. 2014, 117, 212–221. [Google Scholar] [CrossRef]
- Ladeveze, P. A damage computational approach for composites: Basic aspects and micromechanical relations. Comput. Mech. 1995, 17, 142–150. [Google Scholar] [CrossRef]
- Lemaitre, J.; Chaboche, J.L. Mechanics of Solid Materials; Cambridge University Press: Cambridge, UK, 1994. [Google Scholar]
- Miot, S.; Hochard, C.; Lahellec, N. A non-local criterion for modelling unbalanced woven ply laminates with stress concentrations. Compos. Struct. 2010, 92, 1574–1580. [Google Scholar] [CrossRef]
- Hochard, C.; Miot, S.; Thollon, Y. Fatigue of laminated composite structures with stress concentrations, Part B. Engineering 2014, 65, 11–16. [Google Scholar]
- Hochard, C.; Miot, S.; Lahellec, N.; Mazerolle, F.; Herman, M. Behaviour up to rupture of woven ply laminate structures under static loading conditions. Compos. Part A 2009, 40, 1017–1102. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Young’s modulus in warp direction Eg: | 35,400 MPa |
| Young’s modulus in weft direction Eh: | 35,400 MPa |
| Shear modulus G (the shear angle γ is in radians) | GPa |
| Initial Young’s modulus in the fibre direction in a UD virtual ply: | = 40,000 MPa |
| Initial Young’s modulus in the transverse direction in a UD virtual ply: | = 13,000 MPa |
| Initial Shear modulus in a UD virtual ply: | = 4000 MPa |
| Poisson ratio of UD virtual ply: | = 0.25 |
| Parameters of the damage law: | a = 0.9, b = 0.32, c = 1, m = 0.75, n = 0.75, Y0 = 0 MPa |
| Inelastic strain in the shear direction | R0 = 60 MPa, h = 4500 MPa. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jauffret, M.; Cocchi, A.; Naouar, N.; Hochard, C.; Boisse, P. Textile Composite Damage Analysis Taking into Account the Forming Process. Materials 2020, 13, 5337. https://doi.org/10.3390/ma13235337
Jauffret M, Cocchi A, Naouar N, Hochard C, Boisse P. Textile Composite Damage Analysis Taking into Account the Forming Process. Materials. 2020; 13(23):5337. https://doi.org/10.3390/ma13235337
Chicago/Turabian StyleJauffret, Marjorie, Aldo Cocchi, Naim Naouar, Christian Hochard, and Philippe Boisse. 2020. "Textile Composite Damage Analysis Taking into Account the Forming Process" Materials 13, no. 23: 5337. https://doi.org/10.3390/ma13235337
APA StyleJauffret, M., Cocchi, A., Naouar, N., Hochard, C., & Boisse, P. (2020). Textile Composite Damage Analysis Taking into Account the Forming Process. Materials, 13(23), 5337. https://doi.org/10.3390/ma13235337