Evaluation of Dislocation Densities in Various Microstructures of Additively Manufactured Ti6Al4V (Eli) by the Method of X-ray Diffraction




Abstract
:1. Introduction
1.1. Evaluation of Dislocation Density by the Modified Williamson–Hall Method
1.2. Evaluation of Dislocation Density by the Modified Warren–Averbach Method
2. Materials and Methods
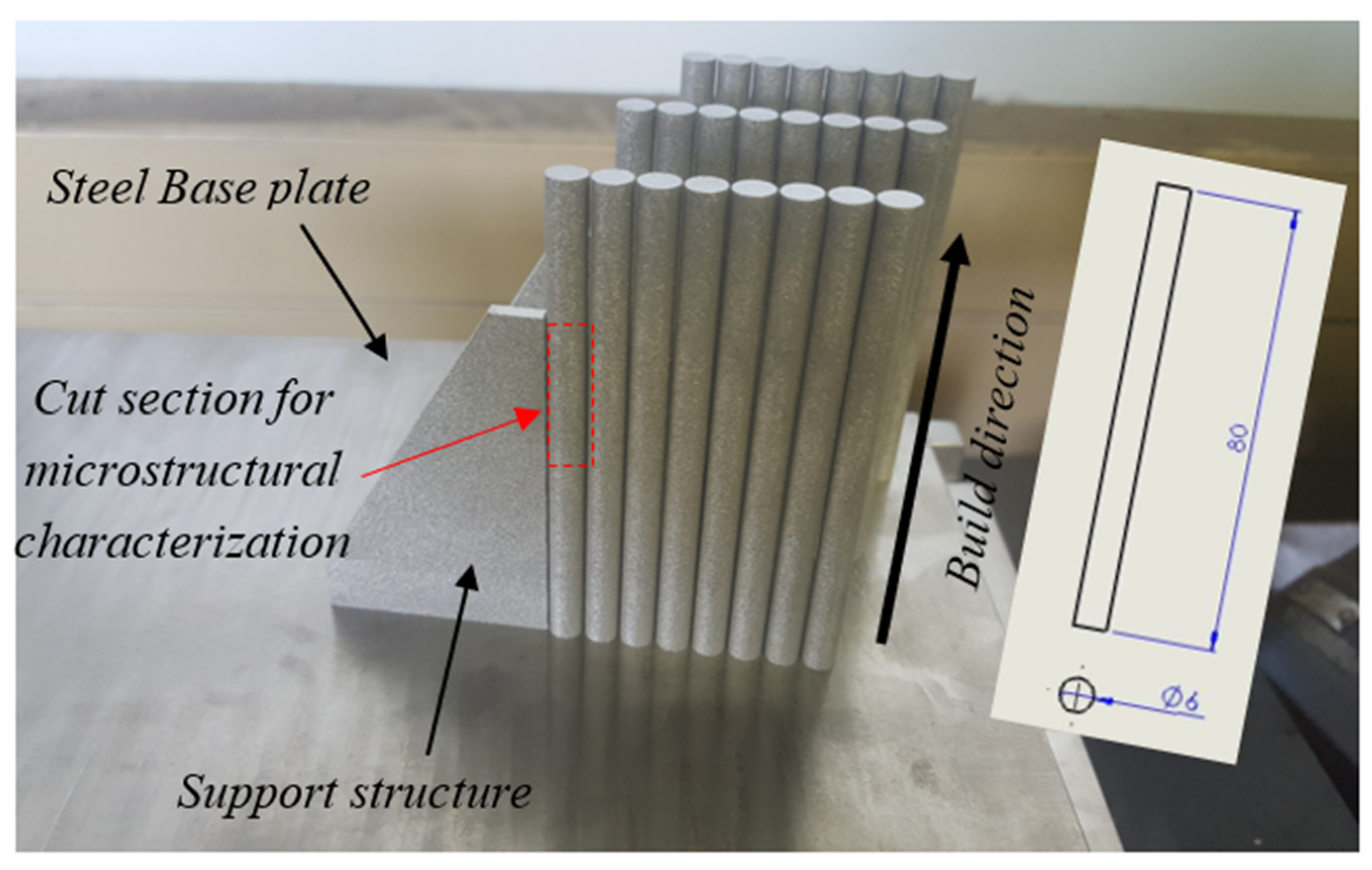
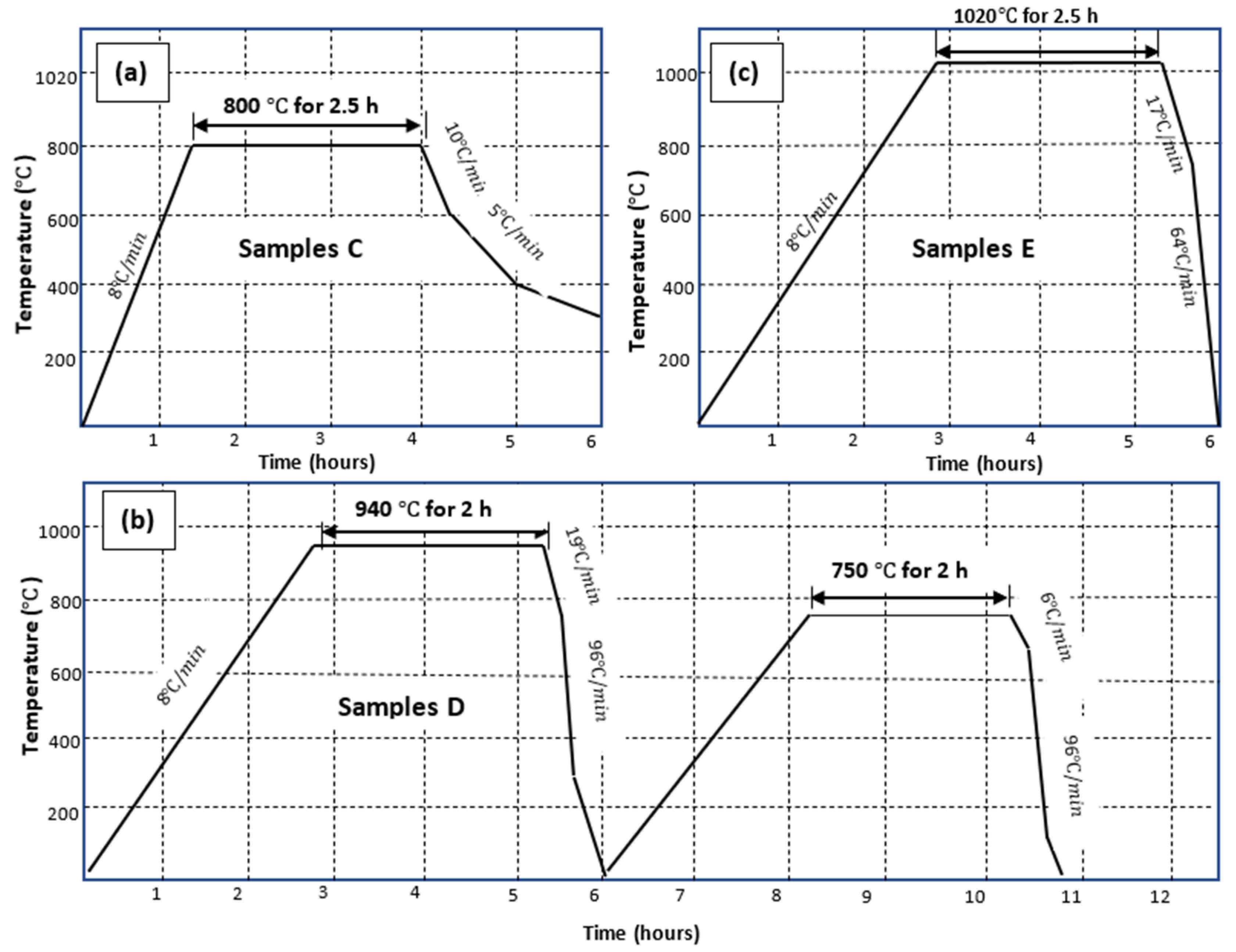
2.1. Production of Test Specimen for Analysis
2.2. Preparation of Specimens and Methods for Microstructural Analysis
3. Results and Discussions
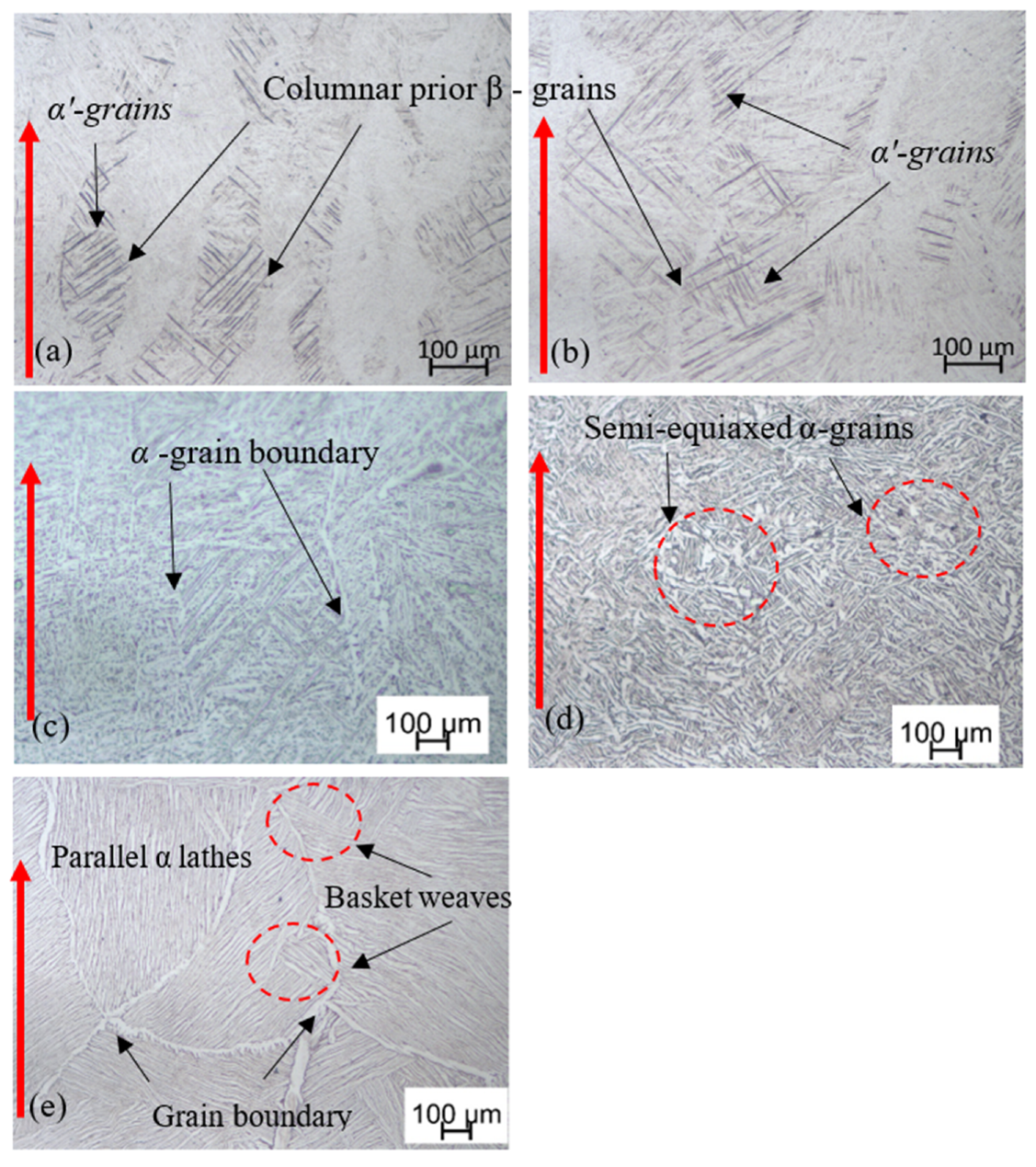
3.1. Microstructures of the Nonheat-Treated, and Heat-Treated DMLS Ti6Al4V (ELI)
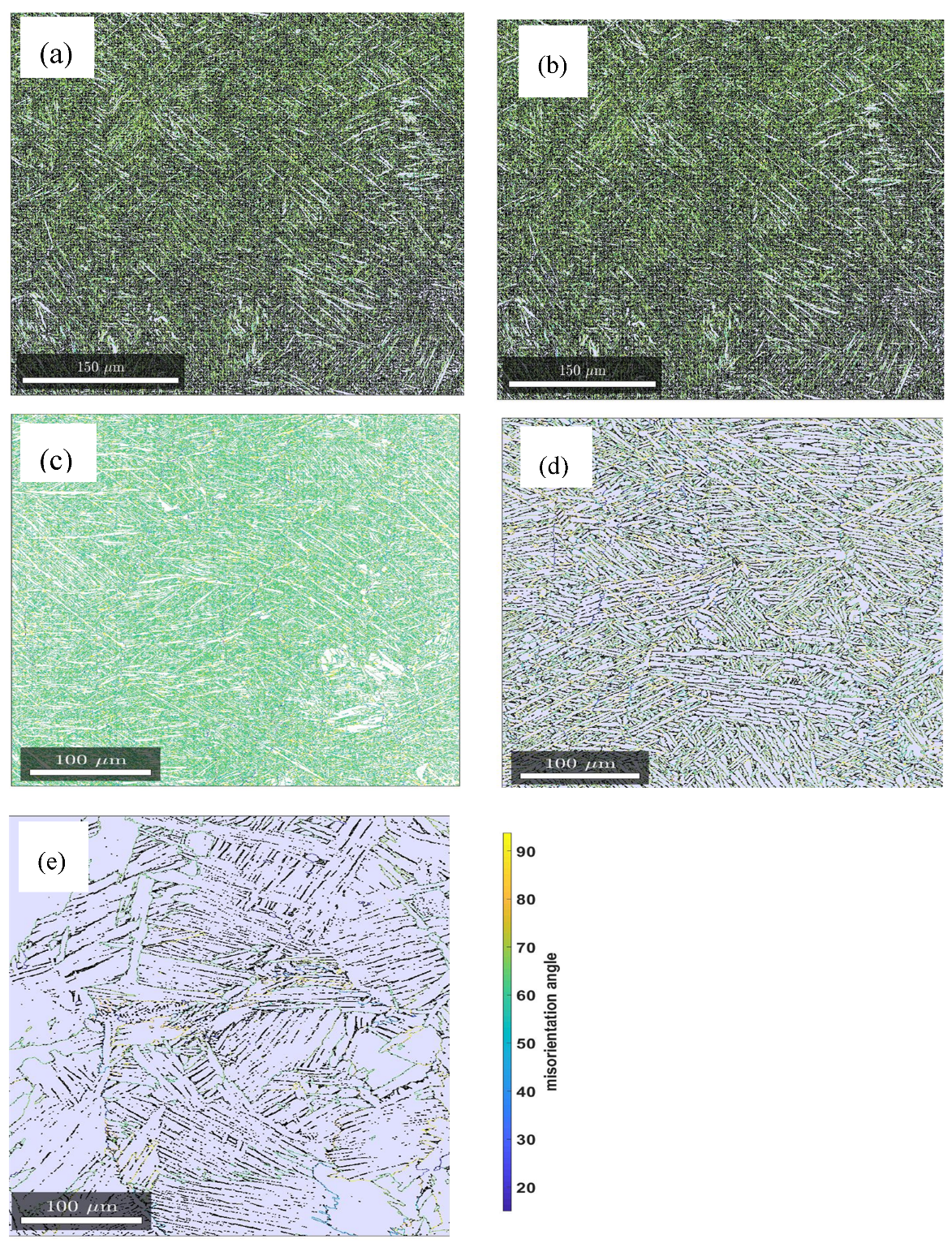
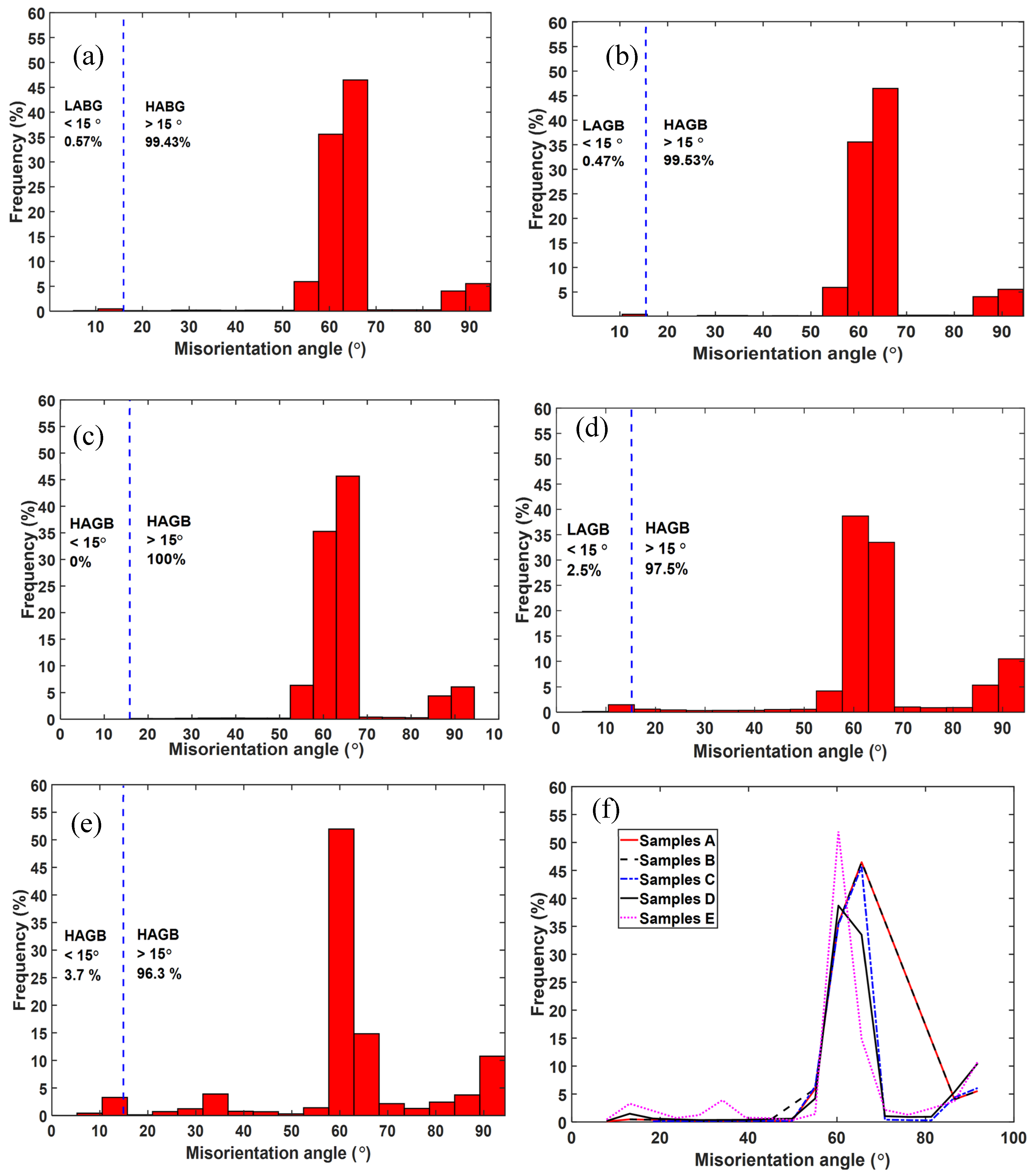
3.2. Misorientation Distribution in Various Microstructures of DMLS Ti6Al4V (ELI)
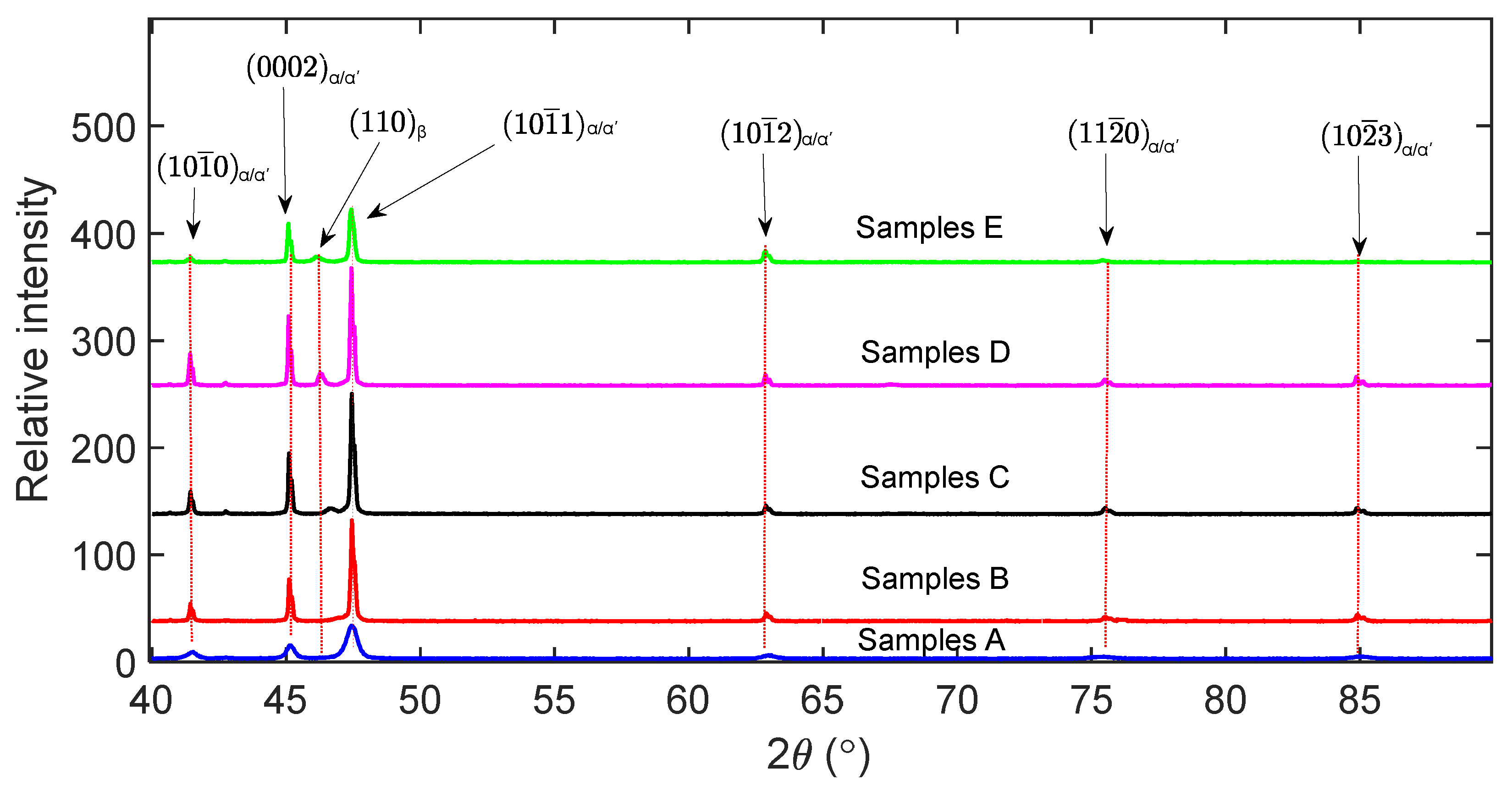
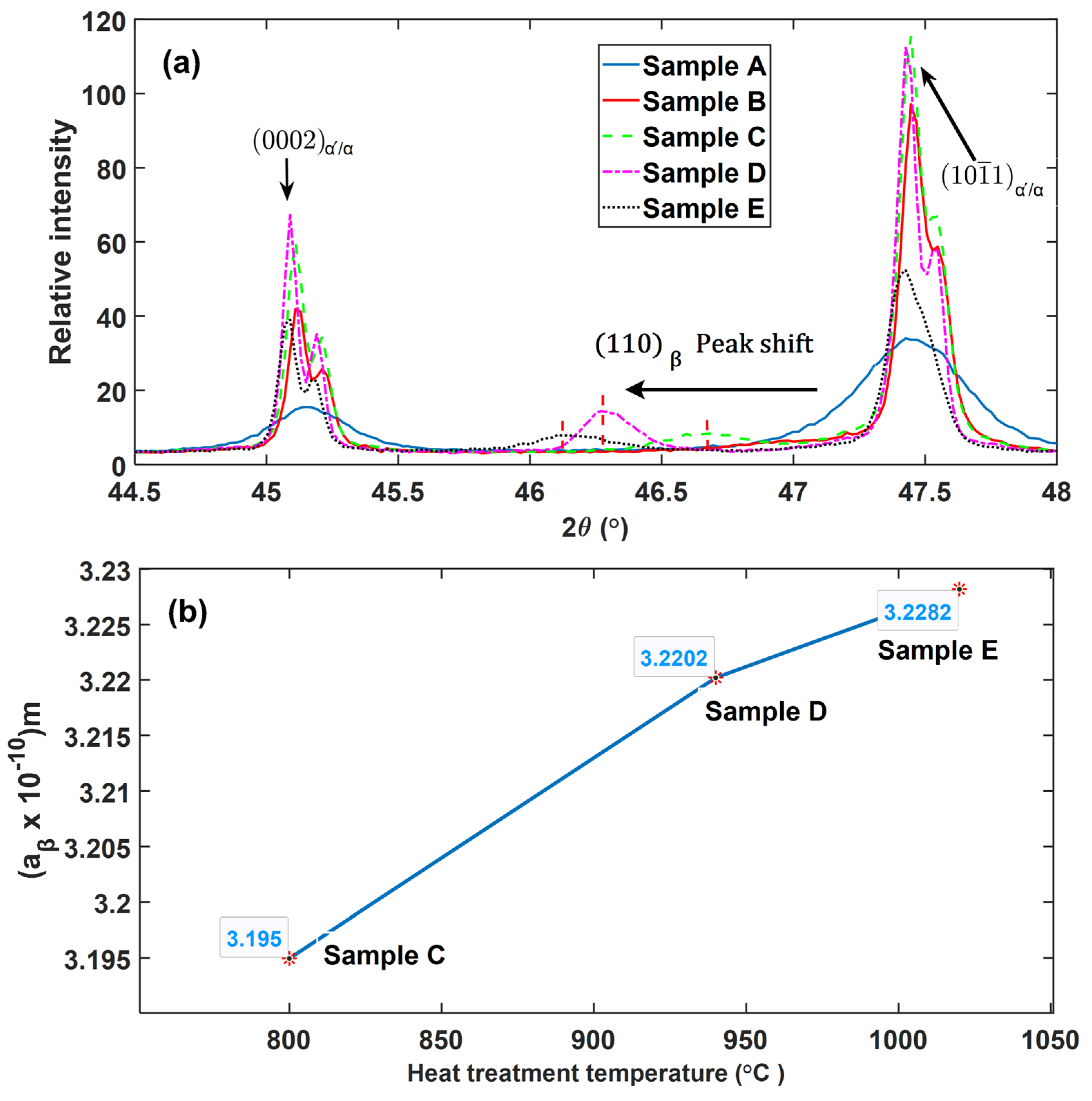
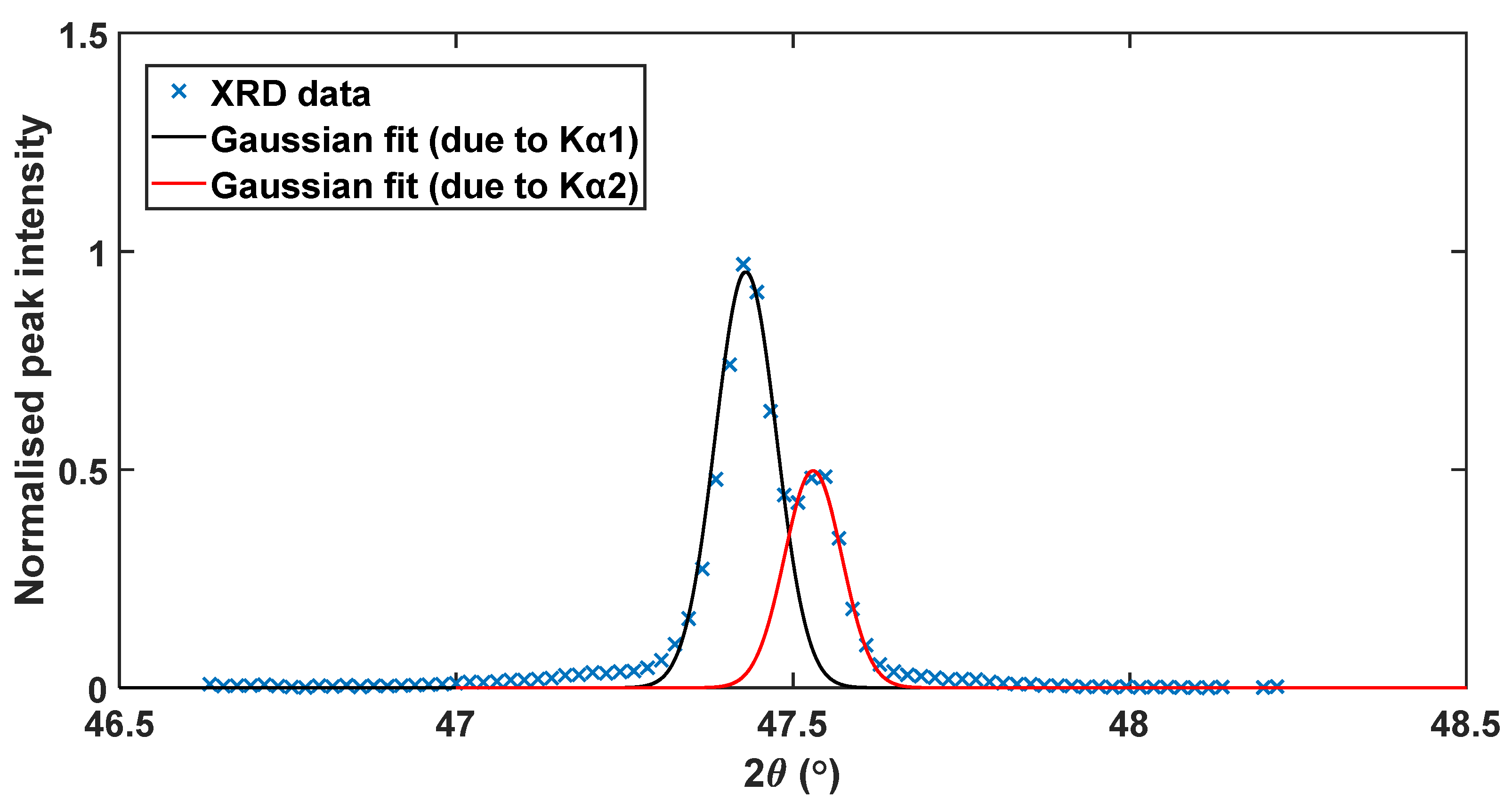
3.3. XRD Profile Analysis and Evaluation of Dislocation Densities in Various Microstructures of DMLS Ti6Al4V (ELI)
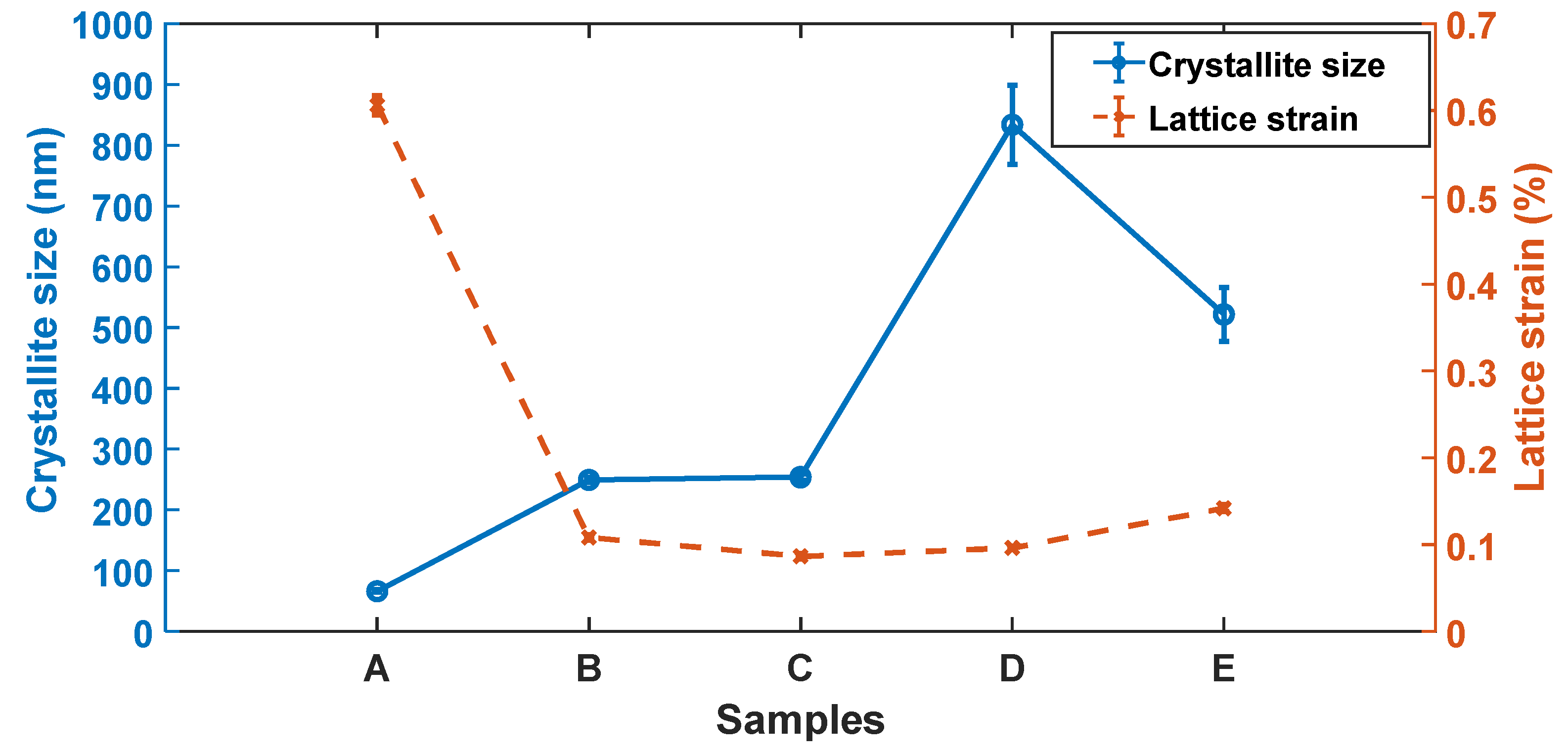
3.4. Calculation of Dislocation Densities in DMLS Ti6Al4V (ELI) Microstructures
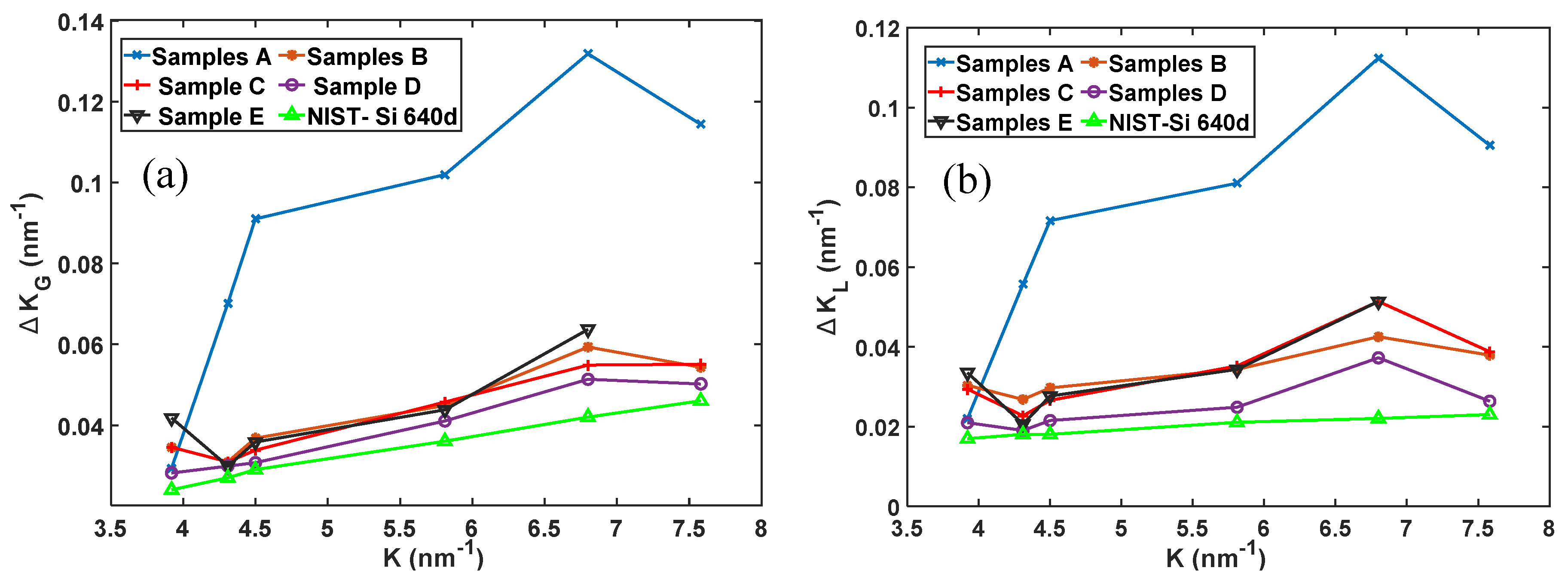
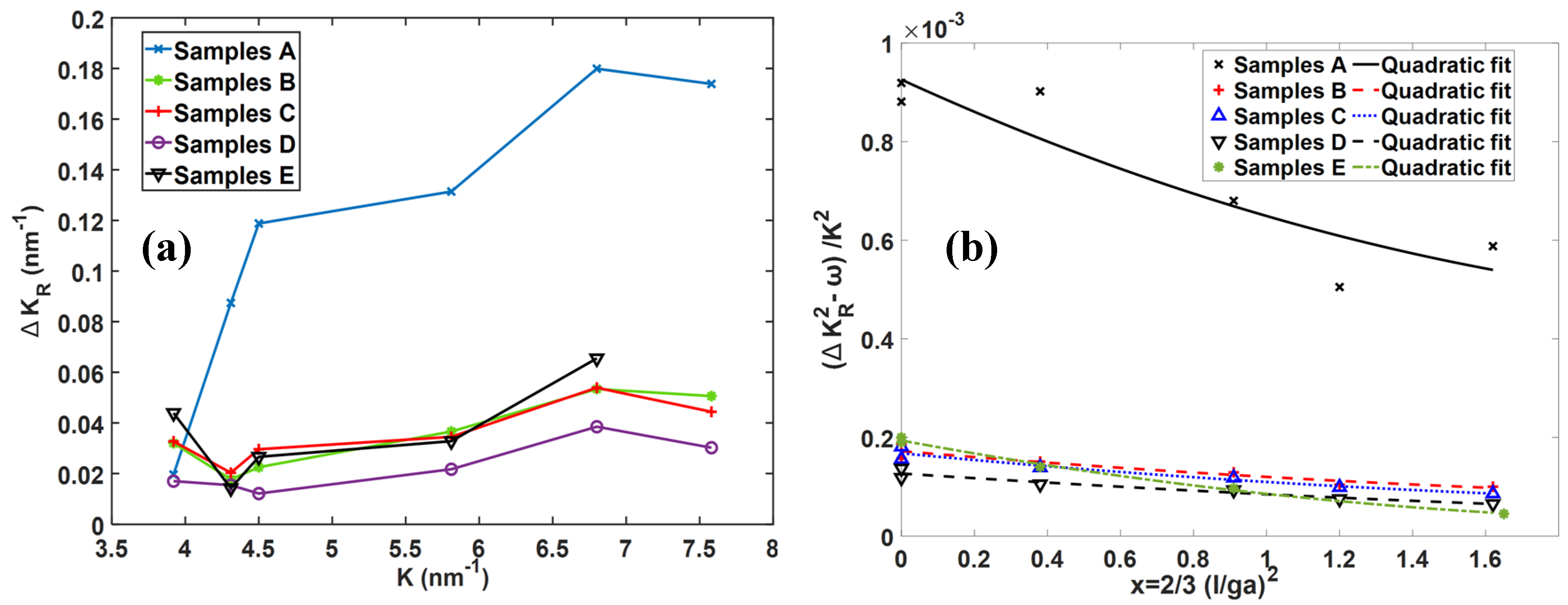
3.4.1. Analysis of DMLS Ti6Al4V (ELI) XRD Peak Broadening by the Modified Williamson–Hall Method
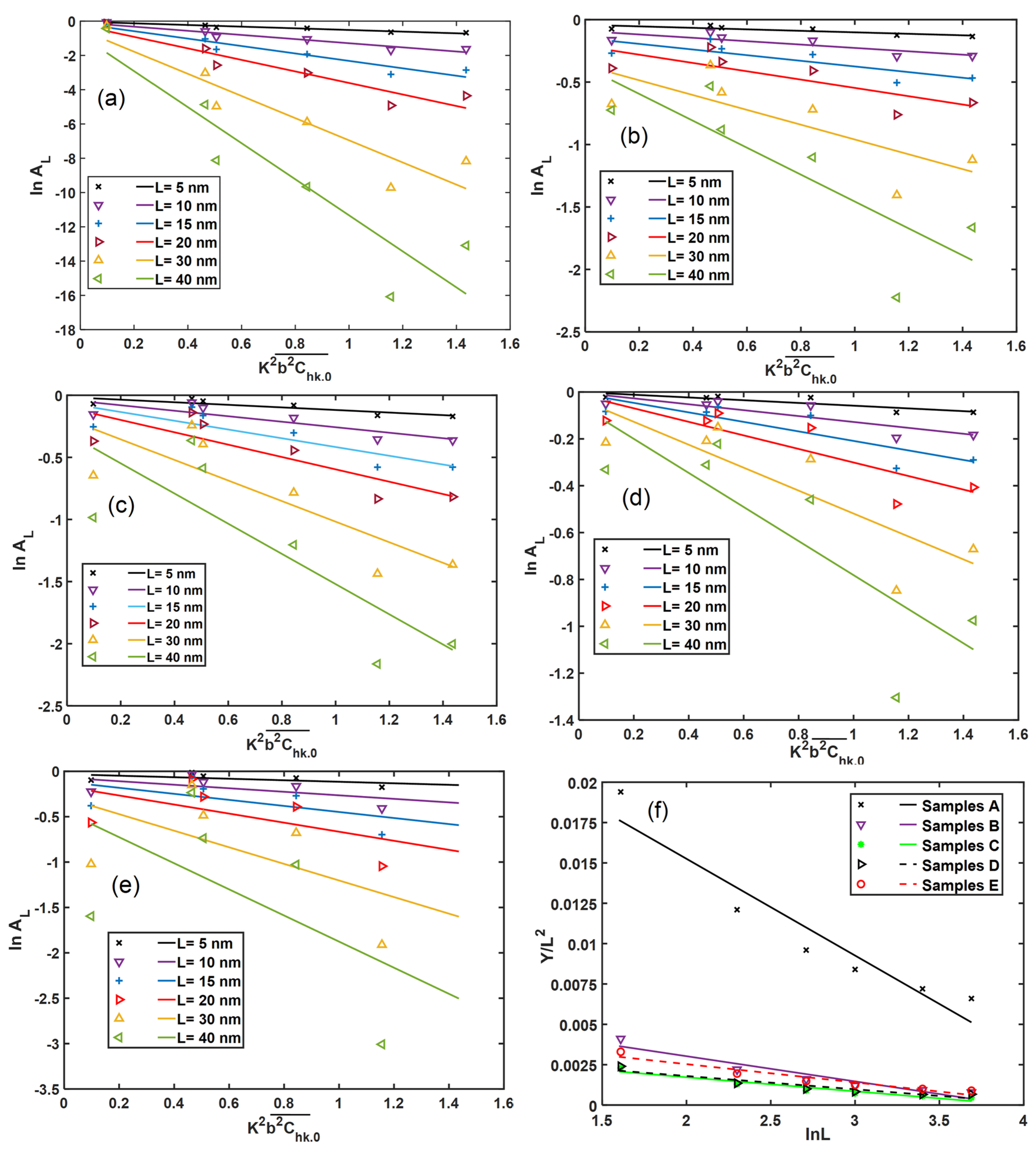
3.4.2. Analysis of DMLS Ti6Al4V (ELI) XRD Peak Broadening Using the Modified Warren–Averbach Method
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A
References
- Vasilyev, B. Novel designs of turbine blades for additive manufacturing. In Proceedings of the ASME Turbo Expo: Turbine Technical Conference and Exposition, Seoul, Korea, 13–17 June 2016. [Google Scholar]
- GE Additive. New Manufacturing Milestone: 30,000 Additive Fuel Nozzles. Available online: https://www.ge.com/additive/stories (accessed on 27 August 2020).
- Ikuhiro, I.; Tsutomu, T.; Yoshihisa, S.; Nozomu, A. Application and features of Titanium for Aerospace industry. Nippon Steel Sumitomo Met. Tech. Rep. 2014, 106, 22–27. [Google Scholar]
- Leyens, C.; Peter, M. Titanium and Its Alloys: Fundamental and Applications; Wiley: Hoboken, NJ, USA, 2003. [Google Scholar]
- Veiga, C.; Davim, J.P.; Loureiro, A.J. Review on machinability of titanium alloys: The process perspective. Rev. Adv Mater. Sci. 2013, 34, 148–164. [Google Scholar]
- Saha, R.; Jacob, K. Casting of Titanium and its Alloys. Def. Sci. J. 2014, 36, 121–141. [Google Scholar] [CrossRef] [Green Version]
- Gaytan, S.M.; Murr, L.E.; Medina, F.; Martinez, E.; Lopez, M.I.; Wicker, R.B. Advanced metal powder-based manufacturing of complex components by electron beam melting. Mater. Technol. 2009, 24, 180–190. [Google Scholar] [CrossRef]
- Frazier, W. Metal additive manufacturing: A review. J. Mater. Eng. Perform 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Lewandowski, J.J.; Seifi, M. Metal additive manufacturing: A review of mechanical properties. Annu. Rev. Mater. Res. 2016, 46, 151–186. [Google Scholar] [CrossRef] [Green Version]
- Yang, J.; Hanchen, Y.; Yin, J.; Ming, G.; Zemin, W.; Xianoyan, Z. Formation and control of martensite in Ti6Al4V alloy produced by selective laser melting. Mater. Des. 2016, 108, 308–318. [Google Scholar] [CrossRef]
- Gerrit, M.T.; Thorsten, H.B. Selective laser melting produced Ti6Al4V: Post-process heat treatments to achieve superior tensile properties. Materials 2018, 11, 146. [Google Scholar] [CrossRef] [Green Version]
- Vrancken, B.; Thijs, L.; Kruth, J.P. Heat treatment of Ti6Al4V produced by Selective Laser Melting: Microstructure and mechanical properties. J. Alloys Compd. 2012, 541, 177–185. [Google Scholar] [CrossRef] [Green Version]
- Qianli, H.; Xujie, L.; Xing, Y.; Ranran, Z.; Zhijian, S.; Qingling, F. Specific heat treatment of selective laser melted Ti6Al4V for biomedical applications. Front. Mater. Sci. 2015, 9, 373–381. [Google Scholar]
- Zhang, X.; Godfrey, A.; Huang, X.; Hansen, N.; Liu, Q. Microstructure and strengthening mechanisms in cold drawn pearlitic steel wire. Acta Mater. 2011, 59, 3422–3430. [Google Scholar] [CrossRef]
- Galindo, M.A.; Mumtaz, K.; Rivera, P.E.; Galindo-Nava, J.E.; Ghadbeigi, H. A microstructure sensitive model for deformation of Ti6Al4V describing cast-and-wrought and additive manufacturing morphologies. Mater. Des. 2018, 160, 350–362. [Google Scholar] [CrossRef]
- Ungar, T.; Borbely, A. The effect of dislocation contrast on x-ray line broadening: A new approach to line profile analysis. Appl. Phys. Lett. 1996, 69, 3173. [Google Scholar] [CrossRef]
- Cong, Z.; Murata, Y. Dislocation density of lath martensite in 10Cr-5W heat-resistant steels. Mater. Trans. 2011, 52, 2151–2154. [Google Scholar] [CrossRef] [Green Version]
- Kniess, C.T.; Lima, D.C.; Prates, B.P. The quantification of crystalline phases in materials: Applications of rietveld method. Sinter. Methods Prod. 2012, 1, 293–316. [Google Scholar] [CrossRef] [Green Version]
- Ungar, T. Microstructural parameters from X-ray diffraction peak broadening. Scr. Mater. 2004, 51, 777–781. [Google Scholar] [CrossRef]
- Dragomir, I.C.; Ungar, T. Contrast factors of dislocations in the hexagonal crystal system. J Appl. Cryst. 2002, 35, 556–564. [Google Scholar] [CrossRef]
- Williamson, G.K.; Hall, W.H. X-ray line broadening from filed aluminium and wolfram. Acta Metall. 1953, 1, 22–31. [Google Scholar] [CrossRef]
- Warren, B.A.; Averbach, B.L. The separation of cold -work distortion and particle size broadening in X-ray patterns. J. Appl. Phys. 1952, 23, 497. [Google Scholar] [CrossRef]
- Ungar, T.; Groma, I.; Wilkens, M. Asymmetric X-ray line broadening of plastically deformed crystals. II. Evaluation procedure and application to [001]-Cu crystals. J. Appl. Cryst. 1989, 22, 26–43. [Google Scholar] [CrossRef]
- Wilkens, M. Theoretical aspects of kinematical X-ray diffraction profiles from crystals containing dislocation distributions. In Fundamental Aspects of Dislocation Theory; National Bureau of Standards: Washington, DC, USA, 1970. [Google Scholar]
- Yang, Y.; Liu, Y.; Chen, J.; Wang, H.; Zhang, Z.; Lu, Y. Crystallographic features of α variants and β phase for Ti6Al4V alloy fabricated by selective laser melting. Mater. Sci. Eng. A 2017, 707, 548–558. [Google Scholar] [CrossRef]
- Ahmed, T.; Rack, H. Phase transformations during cooling in α+β titanium alloys. Mater. Sci. Eng. A 1998, 243, 206–211. [Google Scholar] [CrossRef]
- Haubrich, J.; Gussone, J.; Barriobero-Vila, P.; Kürnsteiner, P.; Dierk, R.; Norbert, S.; Guillermo, R. The role of lattice defects, element portioning, and intrinsic heat effects on the microstructure in selective laser melted Ti6Al4V. Acta Mater. 2019, 167, 136–148. [Google Scholar] [CrossRef]
- Lasalmonie, A.; Loubradou, M. The age hardening effect in Ti6Al4V due to ω and α precipitation in the β grains. J. Mater. Sci. 1979, 14, 2589–2595. [Google Scholar] [CrossRef]
- Liang, S.X.; Ma, M.Z.; Jing, R.; Zhou, Y.K.; Jing, Q.; Liu, R. Preparation of the ZrTiAlV alloy with ultra-high strength and good ductility. Mater. Sci. Eng. A 2012, 539, 42–47. [Google Scholar] [CrossRef]
- Murata, Y.; Ippei, N.; Masahiko, M. Assessment of strain energy by measuring dislocation density in copper and aluminum prepared by ECAP and ARB. Mater. Trans. 2008, 49, 20–23. [Google Scholar] [CrossRef] [Green Version]
- Dieter, G.E. Mechanical Metallurgy, 3rd ed.; McGraw-Hill Inc.: New York, NY, USA, 1986. [Google Scholar]
- Krivoglaz, M.A. Theory of X-ray and Thermal Neutron Scattering by Real Crystals; Springer: Berlin, Germany, 1969. [Google Scholar]
- Balzar, D.; Ledbetter, H. Voigt-Function modelling in Fourier analysis of size and strain – broadened X-ray diffraction peaks. J. App. Cryst. 1993, 26, 97–103. [Google Scholar] [CrossRef]
- Olivera, J.J.; Longbothum, R.L. Empirical fit to the Voigt line width: A brief review. J. Quant. Spectrosc. Radiat. Transf. 1977, 17, 233–236. [Google Scholar] [CrossRef]
- Lütjering, G.; Williams, J.; Gysler, A. Microstructures and Mechanical Properties of Titanium Alloys; World Scientific: Singapore, 2002. [Google Scholar]
- Takashi, S.; Yoshinori, M.; Yoshihiro, T.; Masahiko, M. Evaluation of dislocation density in a Mg-Al-Mn-Ca alloy determined by X-ray diffractometry and transmission electron microscopy. Mater. Trans. 2010, 51, 1067–1071. [Google Scholar]
- Hull, D.; Bacon, D.J. Introduction to Dislocations, 5th ed.; Elsevier: Kidlington, OX, USA, 2011. [Google Scholar]
- Simm, H.S. The Use of Diffraction Peak Profile Analysis in Studying the Plastic Deformation of Metals. Ph.D. Thesis, University of Manchester, Manchester, UK, 2012. [Google Scholar]
- Farideh, H.; Jilt, S.; Amarante, J.; Maria, S. An improved X-ray diffraction analysis method to characterise dislocation density in lath martensitic structures. Mater. Sci. Eng. A 2015, 639, 208–218. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Equipment Part | Parameter | Value | |
|---|---|---|---|
| Goniometer Radii | Primary Radius Secondary Radius | 70.7 mm 70.7 mm | |
| Detector | 2theta angular range | 5.638° | |
| Slits | Primary Söller Secondary Söller | 2.5° 2.5° | |
| X-ray Source | Co Kα1/Kα2 | Operational setting Wavelength | 30 KV; 10 mA 0.1788/0.1792 nm |
| Alloy | ||
|---|---|---|
| Samples type A | −0.34 | 0.04 |
| Samples type B | −0.37 | 0.05 |
| Samples type C | −0.37 | 0.06 |
| Samples type D | −0.38 | 0.05 |
| Samples type E | −0.50 | 0.04 |
| Slip System | Slip Plane | Burger Vector | |||
|---|---|---|---|---|---|
| Basal <a> | 0.20227 | −0.101142 | −0.102623 | ||
| Prismatic <a> | 0.35387 | −1.19272 | 0.355623 | ||
| Prismatic <c> | 0.04853 | 3.61619 | 1.226411 | ||
| Prismatic <c + a> | 0.10247 | 2.01717 | −0.616631 | ||
| Pyramidal1<a> | 0.3118 | −0.89401 | 0.183311 | ||
| Pyramidal2 <c + a> | 0.09227 | 1.29905 | 0.397247 | ||
| Pyramidal3 <c + a> | 0.09813 | 1.89412 | −0.365739 | ||
| Pyramidal4 <c + a> | 0.09323 | 1.52702 | 0.146150 | ||
| Screw <a> | Multiple | 0.1444 | 0.59492 | −0.710368 | |
| Screw <c + a> | Multiple | 0.41873 | 1.25714 | −0.94015 | |
| Screw <c> | Multiple | 3.61 × 10−6 | 165366 | −98611 |
| Samples | Burgers Vector Population (Fraction) | Average Contrast | ||
|---|---|---|---|---|
| A | 0.8800 | 0 | 0.1200 | 0.0253 nm2 |
| B | 0.9088 | 0 | 0.0912 | 0.0245 nm2 |
| C | 0.9077 | 0 | 0.0923 | 0.0245 nm2 |
| D | 0.8819 | 0 | 0.1181 | 0.0252 nm2 |
| E | 0.8925 | 0 | 0.1075 | 0.0249 nm2 |
| Mean 0.0249 ± 0.00038 | ||||
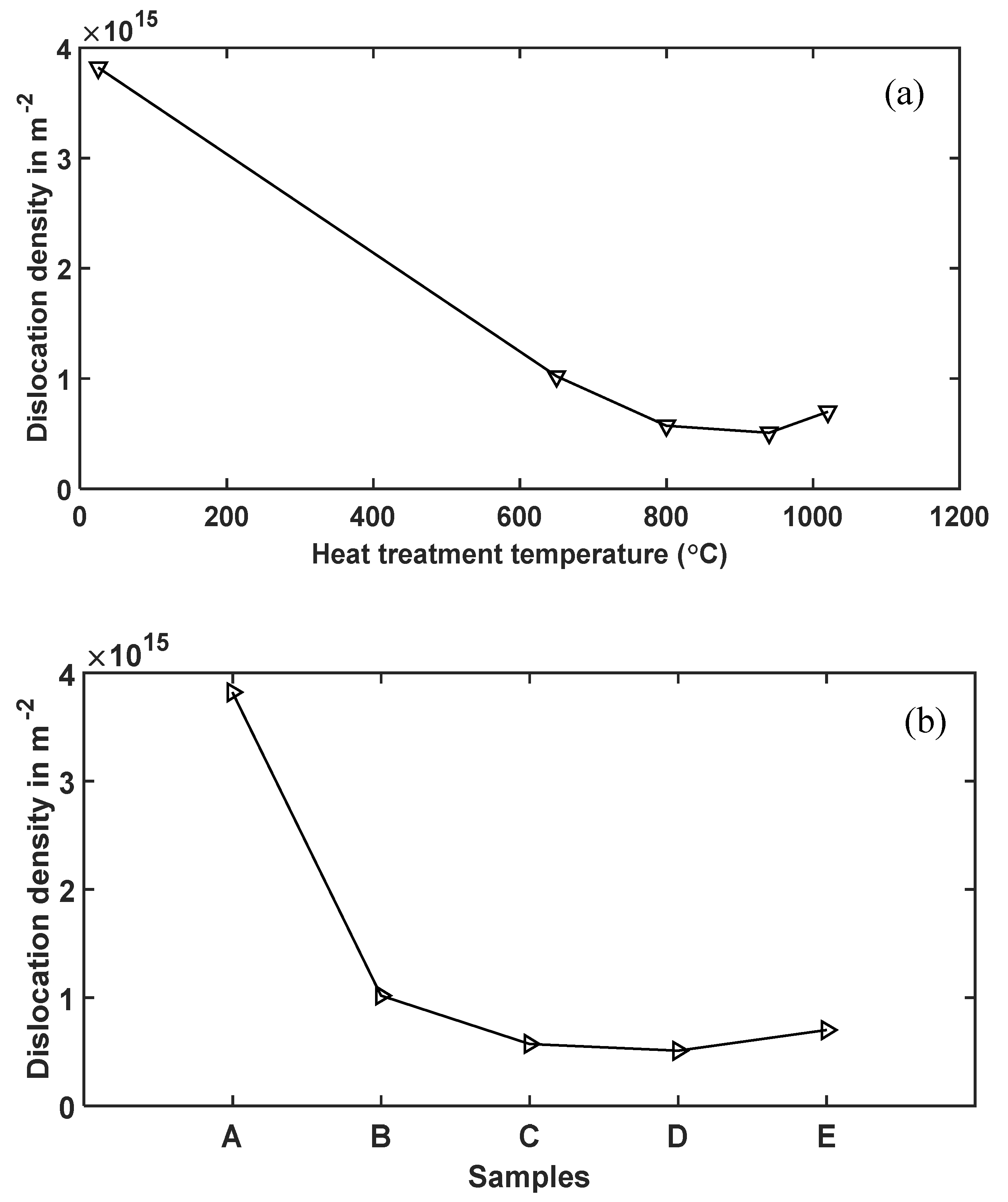
| Sample Type | Dislocation Density (m−2) | Outer Cut-Off Dislocation Radius (Re) (nm) |
|---|---|---|
| A | 3.82 × 1015 | 93.06 |
| B | 1.02 × 1015 | 70.02 |
| C | 5.73 × 1014 | 46.12 |
| D | 5.09 × 1014 | 48.81 |
| E | 7.00 × 1014 | 78.54 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Muiruri, A.; Maringa, M.; du Preez, W. Evaluation of Dislocation Densities in Various Microstructures of Additively Manufactured Ti6Al4V (Eli) by the Method of X-ray Diffraction. Materials 2020, 13, 5355. https://doi.org/10.3390/ma13235355
Muiruri A, Maringa M, du Preez W. Evaluation of Dislocation Densities in Various Microstructures of Additively Manufactured Ti6Al4V (Eli) by the Method of X-ray Diffraction. Materials. 2020; 13(23):5355. https://doi.org/10.3390/ma13235355
Chicago/Turabian StyleMuiruri, Amos, Maina Maringa, and Willie du Preez. 2020. "Evaluation of Dislocation Densities in Various Microstructures of Additively Manufactured Ti6Al4V (Eli) by the Method of X-ray Diffraction" Materials 13, no. 23: 5355. https://doi.org/10.3390/ma13235355
APA StyleMuiruri, A., Maringa, M., & du Preez, W. (2020). Evaluation of Dislocation Densities in Various Microstructures of Additively Manufactured Ti6Al4V (Eli) by the Method of X-ray Diffraction. Materials, 13(23), 5355. https://doi.org/10.3390/ma13235355