Effect of Basalt Powder Surface Treatments on Mechanical and Processing Properties of Polylactide-Based Composites

 ,
,  ,
,  ,
,  ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Sample Preparation
2.2. Methods
3. Results
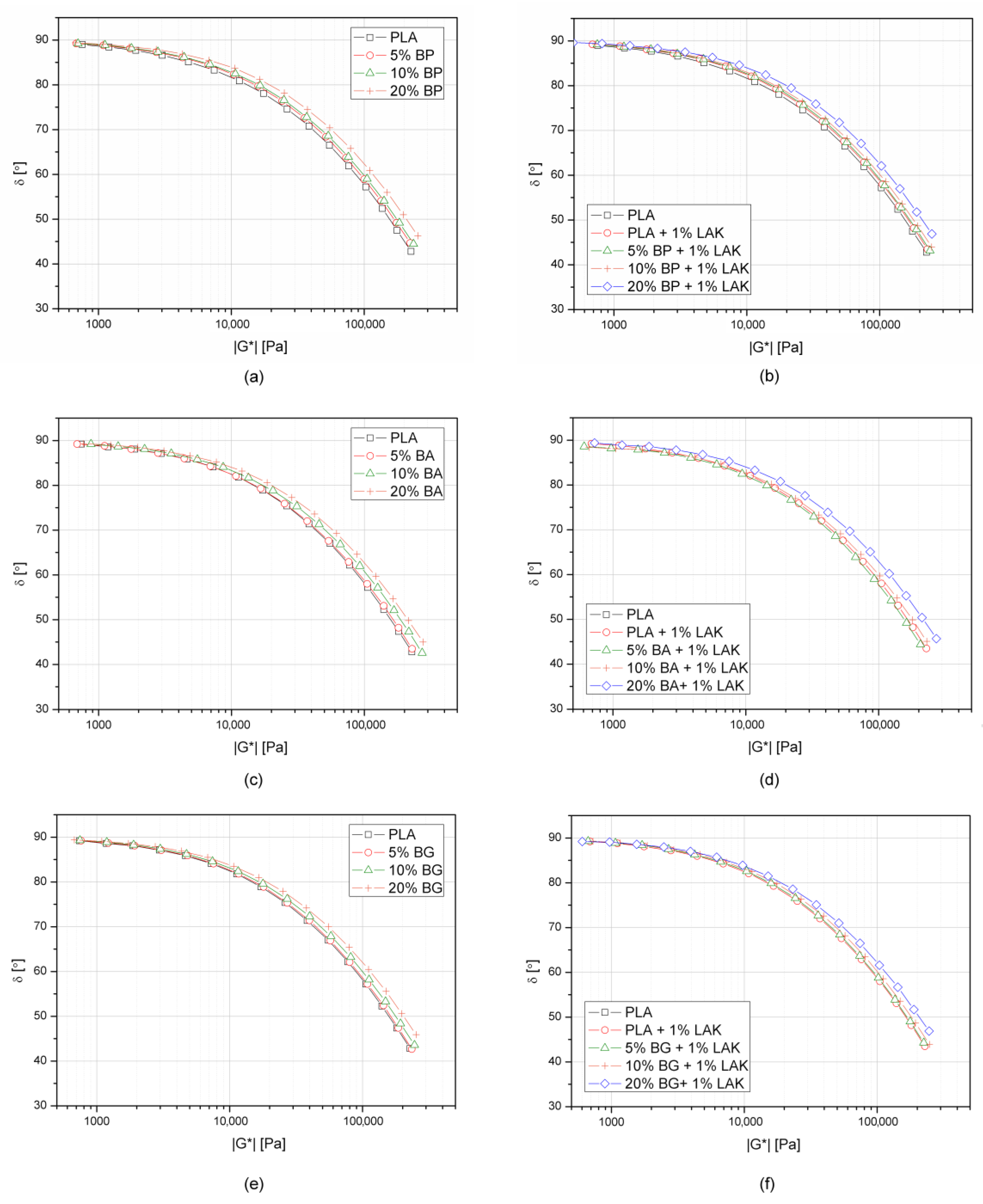
3.1. Processing and Rheological Behavior
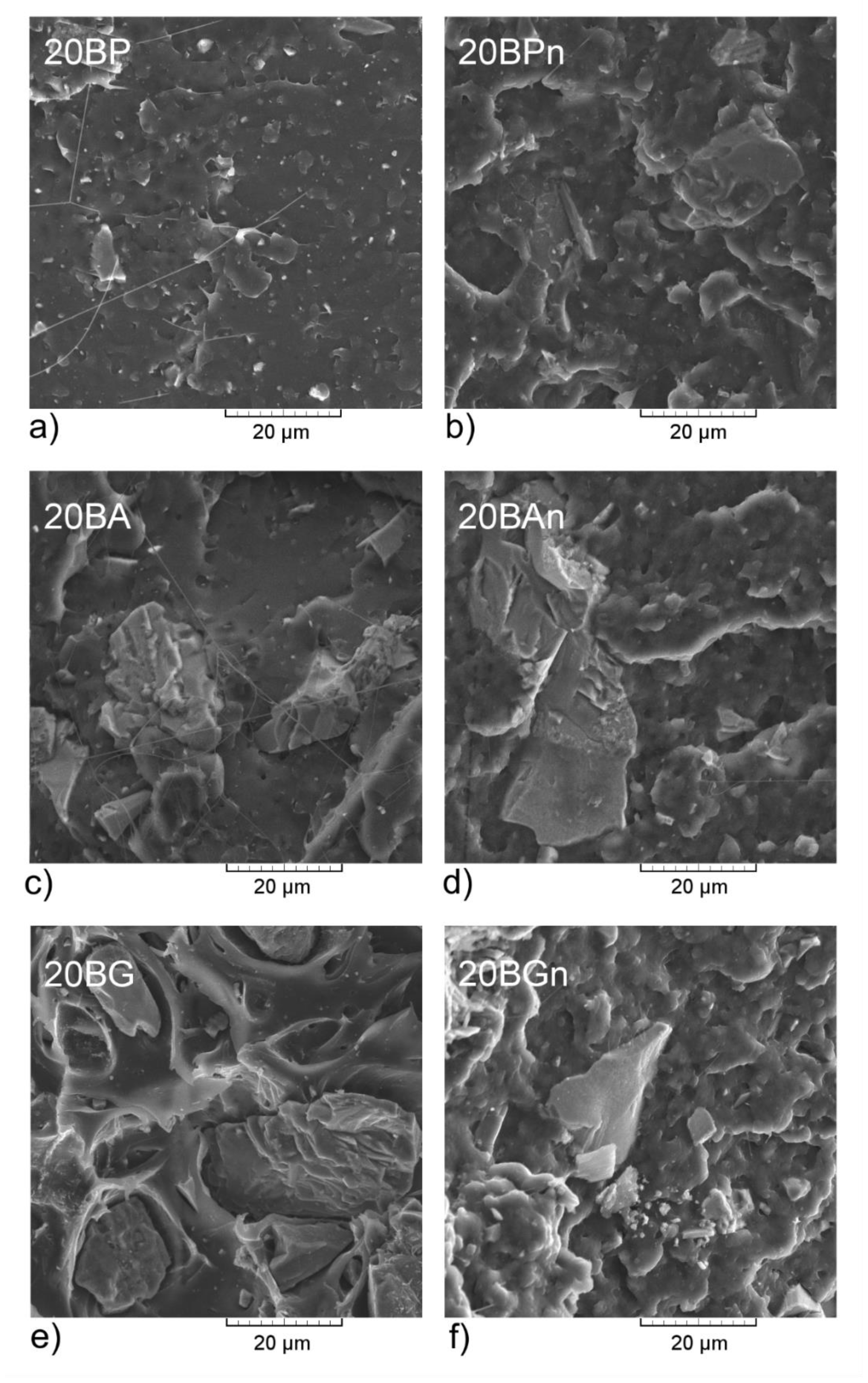
3.2. Structural Analysis
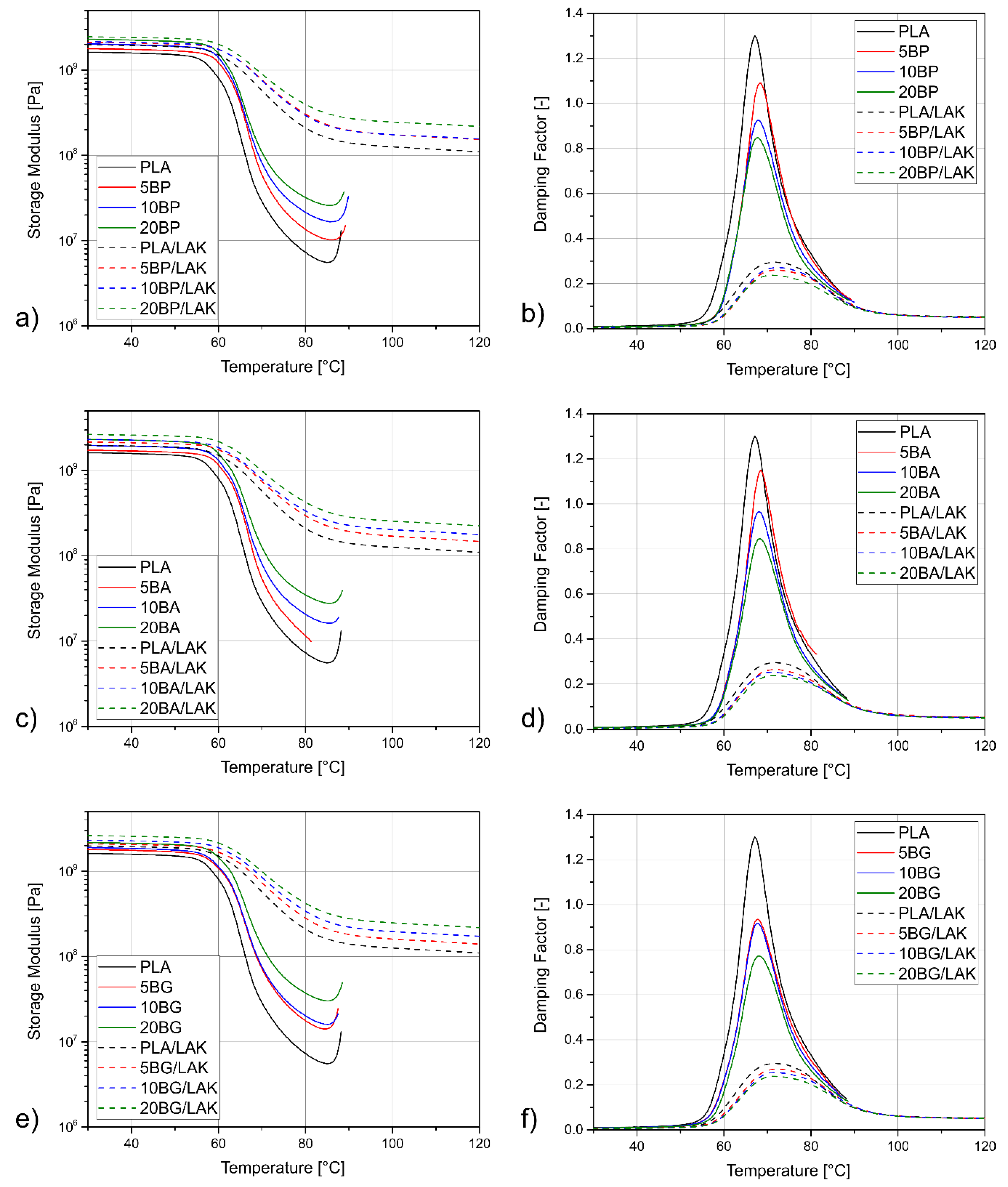
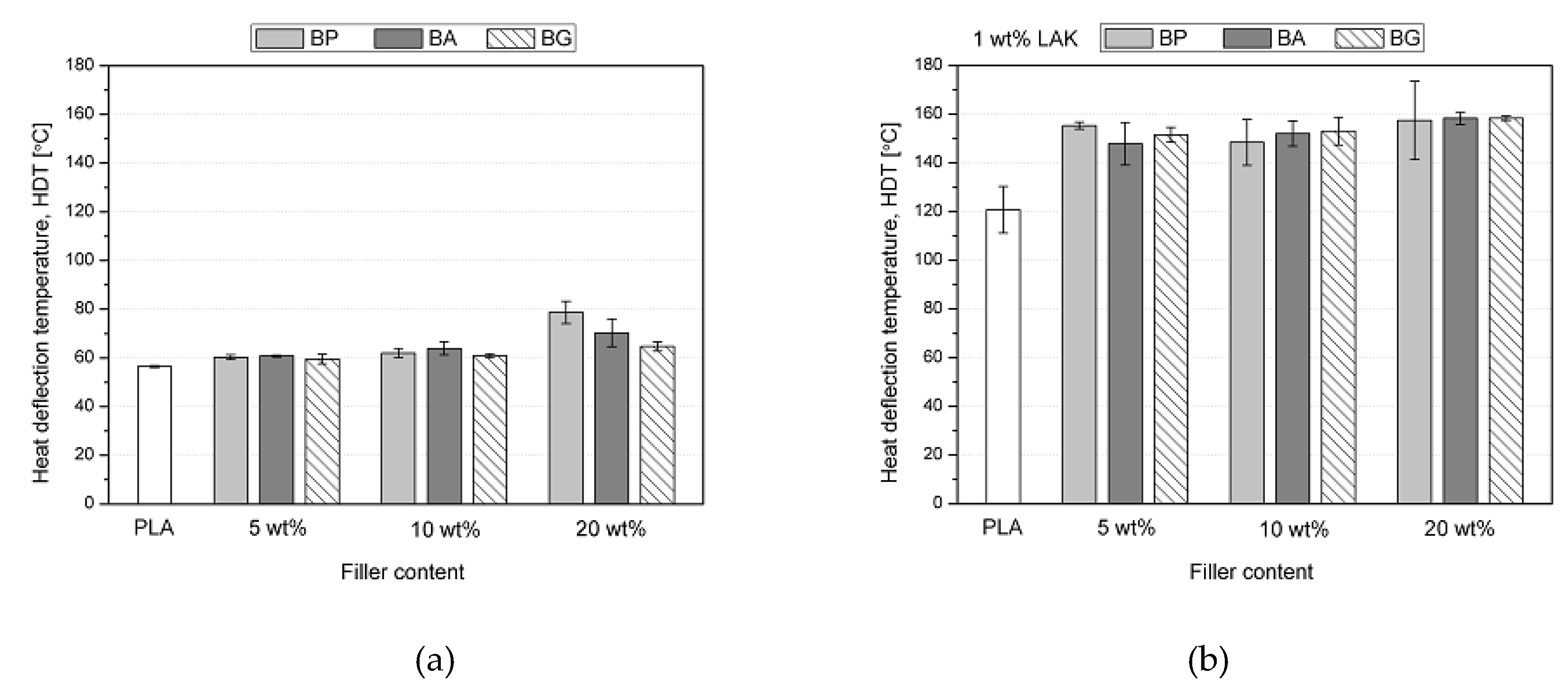
3.3. Physical, Mechanical, and Thermomechanical Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Moraviec, B. Plastics in the circular economy (CE). Environ. Prot. Nat. Resour. Ochr./Środowiska Zasobów Nat. 2018, 29, 16–19. [Google Scholar]
- Czarnecka-Komorowska, D.; Wiszumirska, K. Sustainability design of plastic packaging for the Circular Economy. Polimery 2020, 65, 8–17. [Google Scholar] [CrossRef] [Green Version]
- Zink, T.; Geyer, R. Material Recycling and the Myth of Landfill Diversion. J. Ind. Ecol. 2019, 23, 541–548. [Google Scholar] [CrossRef]
- Jin, F.-L.; Hu, R.-R.; Park, S.-J. Improvement of thermal behaviors of biodegradable poly(lactic acid) polymer: A review. Compos. Part B Eng. 2019, 164, 287–296. [Google Scholar] [CrossRef]
- Madhavan Nampoothiri, K.; Nair, N.R.; John, R.P. An overview of the recent developments in polylactide (PLA) research. Bioresour. Technol. 2010, 101, 8493–8501. [Google Scholar] [CrossRef] [PubMed]
- Vink, E.T.H.; Rábago, K.R.; Glassner, D.A.; Gruber, P.R. Applications of life cycle assessment to NatureWorksTM polylactide (PLA) production. Polym. Degrad. Stab. 2003, 80, 403–419. [Google Scholar] [CrossRef]
- Zhang, Q.; Cai, H.; Ren, X.; Kong, L.; Liu, J.; Jiang, X. The Dynamic Mechanical Analysis of Highly Filled Rice Husk Biochar/High-Density Polyethylene Composites. Polymers 2017, 9, 628. [Google Scholar] [CrossRef] [Green Version]
- Członka, S.; Strąkowska, A.; Kairytė, A. Application of Walnut Shells-Derived Biopolyol in the Synthesis of Rigid Polyurethane Foams. Materials 2020, 13, 2687. [Google Scholar] [CrossRef]
- Zedler, Ł.; Colom, X.; Saeb, M.R.; Formela, K. Preparation and characterization of natural rubber composites highly filled with brewers’ spent grain/ground tire rubber hybrid reinforcement. Compos. Part B Eng. 2018, 145, 182–188. [Google Scholar] [CrossRef]
- Hao, X.; Yi, X.; Sun, L.; Tu, D.; Wang, Q.; Ou, R. Mechanical properties, creep resistance, and dimensional stability of core/shell structured wood flour/polyethylene composites with highly filled core layer. Constr. Build. Mater. 2019, 226, 879–887. [Google Scholar] [CrossRef]
- Salasinska, K.; Ryszkowska, J. The effect of filler chemical constitution and morphological properties on the mechanical properties of natural fiber composites. Compos. Interfaces 2015, 22, 39–50. [Google Scholar] [CrossRef]
- Goudar, S.; Jain, R.K.; Das, D. Physico-mechanical properties of tamarind pod shell-based composite. Polym. Compos. 2020, 41, 505–521. [Google Scholar] [CrossRef]
- Leszczyńska, M.; Ryszkowska, J.; Szczepkowski, L. Rigid polyurethane foam composites with nut shells. Polimery 2020, 65, 728–737. [Google Scholar] [CrossRef]
- Hejna, A.; Piszcz-Karaś, K.; Filipowicz, N.; Cieśliński, H.; Namieśnik, J.; Marć, M.; Klein, M.; Formela, K. Structure and performance properties of environmentally-friendly biocomposites based on poly(ɛ-caprolactone) modified with copper slag and shale drill cuttings wastes. Sci. Total Environ. 2018, 640–641, 1320–1331. [Google Scholar] [CrossRef] [PubMed]
- Fiore, V.; Di Bella, G.; Scalici, T.; Valenza, A. Effect of plasma treatment on mechanical and thermal properties of marble powder/epoxy composites. Polym. Compos. 2018, 39, 309–317. [Google Scholar] [CrossRef]
- Sahu, R.; Gupta, M.K.; Chaturvedi, R.; Tripaliya, S.S.; Pappu, A. Moisture resistant stones waste based polymer composites with enhanced dielectric constant and flexural strength. Compos. Part B Eng. 2020, 182, 107656. [Google Scholar] [CrossRef]
- Gryczak, M.; Wong, J.W.; Thiemann, C.; Ferrari, B.J.D.; Werner, I.; Petzhold, C.L. Recycled low-density polyethylene composite to mitigate the environmental impacts generated from coal mining waste in Brazil. J. Environ. Manage. 2020, 260, 110149. [Google Scholar] [CrossRef]
- Bula, K.; Jesionowski, T. Effect of Polyethylene Functionalization on Mechanical Properties and Morphology of PE/SiO2 Composites. Compos. Interfaces 2010, 17, 603–614. [Google Scholar] [CrossRef]
- Mohd, H.A.; Abu Bakar, M.B.; Masri, M.N.; Sulaiman, M.A.; Amini, M.H.M.; Mamat, S.; Mohamed, M. Mechanical and Thermal Properties of Hybrid Non-Woven Kenaf Fibre Mat-Graphene Nanoplatelets reinforced Polypropylene Composites. Mater. Sci. Forum 2020, 1010, 124–129. [Google Scholar] [CrossRef]
- Keener, T.; Stuart, R.; Brown, T. Maleated coupling agents for natural fibre composites. Compos. Part A Appl. Sci. Manuf. 2004, 35, 357–362. [Google Scholar] [CrossRef]
- Hejna, A.; Marć, M.; Skórczewska, K.; Szulc, J.; Korol, J.; Formela, K. Insights into modification of lignocellulosic fillers with isophorone diisocyanate: Structure, thermal stability and volatile organic compounds emission assessment. Eur. J. Wood Wood Prod. 2020. [Google Scholar] [CrossRef]
- Hejna, A.; Przybysz-Romatowska, M.; Kosmela, P.; Zedler, Ł.; Korol, J.; Formela, K. Recent advances in compatibilization strategies of wood-polymer composites by isocyanates. Wood Sci. Technol. 2020, 54, 1091–1119. [Google Scholar] [CrossRef]
- Sandomierski, M.; Poniedziałek, K.; Bielicka-Daszkiewicz, K.; Voelkel, A. Influence of diazonium and surfactant modification of the mesoporous material on its adsorption properties. Chem. Pap. 2020, 74, 929–938. [Google Scholar] [CrossRef] [Green Version]
- Sandomierski, M.; Voelkel, A. Diazonium Modification of Inorganic and Organic Fillers for the Design of Robust Composites: A Review. J. Inorg. Organomet. Polym. Mater. 2020. [Google Scholar] [CrossRef]
- Rong, M.Z.; Zhang, M.Q.; Shi, G.; Ji, Q.L.; Wetzel, B.; Friedrich, K. Graft polymerization onto inorganic nanoparticles and its effect on tribological performance improvement of polymer composites. Tribol. Int. 2003, 36, 697–707. [Google Scholar] [CrossRef]
- Lazzara, G.; Cavallaro, G.; Panchal, A.; Fakhrullin, R.; Stavitskaya, A.; Vinokurov, V.; Lvov, Y. An assembly of organic-inorganic composites using halloysite clay nanotubes. Curr. Opin. Colloid Interface Sci. 2018, 35, 42–50. [Google Scholar] [CrossRef]
- Członka, S.; Strąkowska, A.; Strzelec, K.; Kairytė, A.; Vaitkus, S. Composites of rigid polyurethane foams and silica powder filler enhanced with ionic liquid. Polym. Test. 2019, 75, 12–25. [Google Scholar] [CrossRef]
- Shokoohi, S.; Arefazar, A.; Khosrokhavar, R. Silane Coupling Agents in Polymer-based Reinforced Composites: A Review. J. Reinf. Plast. Compos. 2008, 27, 473–485. [Google Scholar] [CrossRef]
- Bula, K.; Jesionowski, T.; Krysztafkiewicz, A.; Janik, J. The effect of filler surface modification and processing conditions on distribution behaviour of silica nanofillers in polyesters. Colloid Polym. Sci. 2007, 285, 1267–1273. [Google Scholar] [CrossRef]
- Członka, S.; Strąkowska, A. Rigid Polyurethane Foams Based on Bio-Polyol and Additionally Reinforced with Silanized and Acetylated Walnut Shells for the Synthesis of Environmentally Friendly Insulating Materials. Materials 2020, 13, 3245. [Google Scholar] [CrossRef]
- Członka, S.; Strąkowska, A.; Pospiech, P.; Strzelec, K. Effects of Chemically Treated Eucalyptus Fibers on Mechanical, Thermal and Insulating Properties of Polyurethane Composite Foams. Materials 2020, 13, 1781. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Barczewski, M.; Matykiewicz, D.; Piasecki, A.; Szostak, M. Polyethylene green composites modified with post agricultural waste filler: Thermo-mechanical and damping properties. Compos. Interfaces 2018, 25, 287–299. [Google Scholar] [CrossRef]
- Dike, A.S. Improvement of mechanical and physical performance of poly (lactic acid) biocomposites by application of surface silanization for huntite–hydromagnesite mineral. J. Thermoplast. Compos. Mater. 2020. [Google Scholar] [CrossRef]
- Hatipoglu, A.; Dike, A.S. Effects of concentration and surface silanization of barite on the mechanical and physical properties of poly(lactic acid)/barite composites. Polym. Polym. Compos. 2020, 28, 140–148. [Google Scholar] [CrossRef]
- Elkawash, H.; Tirkes, S.; Hacioglu, F.; Tayfun, U. Physical and mechanical performance of bentonite and barite loaded low density polyethylene composites: Influence of surface silanization of minerals. J. Compos. Mater. 2020, 54, 4359–4368. [Google Scholar] [CrossRef]
- Howarter, J.A.; Youngblood, J.P. Optimization of Silica Silanization by 3-Aminopropyltriethoxysilane. Langmuir 2006, 22, 11142–11147. [Google Scholar] [CrossRef] [PubMed]
- González-Benito, J.; Baselga, J.; Aznar, A. Microstructural and wettability study of surface pretreated glass fibres. J. Mater. Process. Technol. 1999, 92–93, 129–134. [Google Scholar] [CrossRef] [Green Version]
- Sever, K.; Sarikanat, M.; Seki, Y.; Cecen, V.; Tavman, I.H. Effects of fiber surface treatments on mechanical properties of epoxy composites reinforced with glass fabric. J. Mater. Sci. 2008, 43, 4666–4672. [Google Scholar] [CrossRef]
- Spencer, M.W.; Hunter, D.L.; Knesek, B.W.; Paul, D.R. Morphology and properties of polypropylene nanocomposites based on a silanized organoclay. Polymer 2011, 52, 5369–5377. [Google Scholar] [CrossRef]
- Kurniawan, D.; Kim, B.S.; Lee, H.Y.; Lim, J.Y. Effect of Silane Treatment on Mechanical Properties of Basalt Fiber/Polylactic Acid Ecofriendly Composites. Polym. Plast. Technol. Eng. 2013, 52, 97–100. [Google Scholar] [CrossRef]
- Kurniawan, D.; Kim, B.S.; Lee, H.Y.; Lim, J.Y. Towards improving mechanical properties of basalt fiber/polylactic acid composites by fiber surface treatments. Compos. Interfaces 2015, 22, 553–562. [Google Scholar] [CrossRef]
- Deak, T.; Czigany, T.; Tamas, P.; Nemeth, C. Enhancement of interfacial properties of basalt fiber reinforced nylon 6 matrix composites with silane coupling agents. Express Polym. Lett. 2010, 4, 590–598. [Google Scholar] [CrossRef]
- Ying, Z.; Wu, D.; Zhang, M.; Qiu, Y. Polylactide/basalt fiber composites with tailorable mechanical properties: Effect of surface treatment of fibers and annealing. Compos. Struct. 2017, 176, 1020–1027. [Google Scholar] [CrossRef]
- Nagarajan, V.; Zhang, K.; Misra, M.; Mohanty, A.K. Overcoming the Fundamental Challenges in Improving the Impact Strength and Crystallinity of PLA Biocomposites: Influence of Nucleating Agent and Mold Temperature. ACS Appl. Mater. Interfaces 2015, 7, 11203–11214. [Google Scholar] [CrossRef]
- Shi, X.; Zhang, G.; Phuong, T.; Lazzeri, A. Synergistic Effects of Nucleating Agents and Plasticizers on the Crystallization Behavior of Poly(lactic acid). Molecules 2015, 20, 1579–1593. [Google Scholar] [CrossRef]
- Fehri, M.K.; Mugoni, C.; Cinelli, P.; Anguillesi, I.; Coltelli, M.B.; Fiori, S.; Montorsi, M.; Lazzeri, A. Composition dependence of the synergistic effect of nucleating agent and plasticizer in poly(lactic acid): A Mixture Design study. Express Polym. Lett. 2016, 10, 274–288. [Google Scholar] [CrossRef]
- Wang, Y.; He, D.; Wang, X.; Cao, W.; Li, Q.; Shen, C. Crystallization of poly(lactic acid) enhanced by phthalhydrazide as nucleating agent. Polym. Bull. 2013, 70, 2911–2922. [Google Scholar] [CrossRef]
- He, D.; Wang, Y.; Shao, C.; Zheng, G.; Li, Q.; Shen, C. Effect of phthalimide as an efficient nucleating agent on the crystallization kinetics of poly(lactic acid). Polym. Test. 2013, 32, 1088–1093. [Google Scholar] [CrossRef]
- Qiu, Z.; Li, Z. Effect of Orotic Acid on the Crystallization Kinetics and Morphology of Biodegradable Poly(l-lactide) as an Efficient Nucleating Agent. Ind. Eng. Chem. Res. 2011, 50, 12299–12303. [Google Scholar] [CrossRef]
- Jiang, L.; Shen, T.; Xu, P.; Zhao, X.; Li, X.; Dong, W.; Ma, P.; Chen, M. Crystallization modification of poly(lactide) by using nucleating agents and stereocomplexation. e-Polymers 2016, 16, 1–13. [Google Scholar] [CrossRef]
- Ji, N.; Hu, G.; Li, J.; Ren, J. Influence of poly(lactide) stereocomplexes as nucleating agents on the crystallization behavior of poly(lactide)s. RSC Adv. 2019, 9, 6221–6227. [Google Scholar] [CrossRef] [Green Version]
- Barczewski, M.; Mysiukiewicz, O.; Matykiewicz, D.; Kloziński, A.; Andrzejewski, J.; Piasecki, A. Synergistic effect of different basalt fillers and annealing on the structure and properties of polylactide composites. Polym. Test. 2020, 89, 106628. [Google Scholar] [CrossRef]
- Barczewski, M.; Mysiukiewicz, O.; Matykiewicz, D.; Skórczewska, K.; Lewandowski, K.; Andrzejewski, J.; Piasecki, A. Development of polylactide composites with improved thermomechanical properties by simultaneous use of basalt powder and a nucleating agent. Polym. Compos. 2020, 41, 2947–2957. [Google Scholar] [CrossRef]
- Goodrich, J.E.; Porter, R.S. A rheological interpretation of torque-rheometer data. Polym. Eng. Sci. 1967, 7, 45–51. [Google Scholar] [CrossRef]
- Fischer, E.W.; Sterzel, H.J.; Wegner, G. Investigation of the structure of solution grown crystals of lactide copolymers by means of chemical reactions. Kolloid-Z. Z. Polym. 1973, 251, 980–990. [Google Scholar] [CrossRef]
- Brostow, W.; Hagg Lobland, H.E.; Narkis, M. Sliding wear, viscoelasticity, and brittleness of polymers. J. Mater. Res. 2006, 21, 2422–2428. [Google Scholar] [CrossRef] [Green Version]
- Pothan, L.A.; Oommen, Z.; Thomas, S. Dynamic mechanical analysis of banana fiber reinforced polyester composites. Compos. Sci. Technol. 2003, 63, 283–293. [Google Scholar] [CrossRef]
- Einstein, A.; Furth, R. Investigations on the Theory of Brownian Movement; Dover Publications: New York, NY, USA, 1956. [Google Scholar]
- Barczewski, M.; Lewandowski, K.; Rybarczyk, D.; Kloziński, A. Rheological and single screw extrusion processability studies of isotactic polypropylene composites filled with basalt powder. Polym. Test. 2020, 91, 106768. [Google Scholar] [CrossRef]
- Du, J.; Wang, Y.; Xie, X.; Xu, M.; Song, Y. Styrene-Assisted Maleic Anhydride Grafted Poly(lactic acid) as an Effective Compatibilizer for Wood Flour/Poly(lactic acid) Bio-Composites. Polymers 2017, 9, 623. [Google Scholar] [CrossRef] [Green Version]
- Carreau, P.J.; DeKee, D.C.R.; Chhabra, R.P. Rheology of Polymeric Systems; Hanser: New York, NY, USA, 1997. [Google Scholar]
- Li, Y.; Han, C.; Bian, J.; Han, L.; Dong, L.; Gao, G. Rheology and biodegradation of polylactide/silica nanocomposites. Polym. Compos. 2012, 33, 1719–1727. [Google Scholar] [CrossRef]
- Gu, S.-Y.; Zou, C.-Y.; Zhou, K.; Ren, J. Structure-rheology responses of polylactide/calcium carbonate composites. J. Appl. Polym. Sci. 2009, 114, 1648–1655. [Google Scholar] [CrossRef]
- Yang, J.; Nie, S.; Qiao, Y.; Liu, Y.; Li, Z.; Cheng, G. Crystallization and Rheological Properties of the Eco-friendly Composites Based on Poly (lactic acid) and Precipitated Barium Sulfate. J. Polym. Environ. 2019, 27, 2739–2755. [Google Scholar] [CrossRef]
- Stabik, J. Selected Problems of Rheology of Plasticized Filled Polymers; Silesian University of Technology: Gliwice, Poland, 2004. [Google Scholar]
- Acik, E.; Orbey, N.; Yilmazer, U. Rheological properties of poly(lactic acid) based nanocomposites: Effects of different organoclay modifiers and compatibilizers. J. Appl. Polym. Sci. 2016, 133, 42915. [Google Scholar] [CrossRef]
- Liu, L.; Wang, F.; Xue, P.; Wang, S. Influence of interfacial condition on rheological instability behavior of UHMWPE/HDPE/nano-SiO2 blends in capillary extrusion. Rheol. Acta 2019, 58, 183–192. [Google Scholar] [CrossRef]
- Aho, J. Rheological Characterization of Polymer Melts in Shear and Extension: Measurement Reliability and Data for Practical Processing. Ph.D. Thesis, Tampere University of Technology, Tampere, Finland, 2011. [Google Scholar]
- Andrzejewski, J.; Skórczewska, K.; Kloziński, A. Improving the Toughness and Thermal Resistance of Polyoxymethylene/Poly(lactic acid) Blends: Evaluation of Structure–Properties Correlation for Reactive Processing. Polymers 2020, 12, 307. [Google Scholar] [CrossRef] [Green Version]
- Su, S.; Duhme, M.; Kopitzky, R. Uncompatibilized PBAT/PLA Blends: Manufacturability, Miscibility and Properties. Materials 2020, 13, 4897. [Google Scholar] [CrossRef]
- Aid, S.; Eddhahak, A.; Ortega, Z.; Froelich, D.; Tcharkhtchi, A. Experimental study of the miscibility of ABS/PC polymer blends and investigation of the processing effect. J. Appl. Polym. Sci. 2017, 134, 44975. [Google Scholar] [CrossRef]
- Hoseini, M.; Haghtalab, A.; Famili, M.H.N. Rheology and morphology study of immiscible linear low-density polyethylene/poly(lactic acid) blends filled with nanosilica particles. J. Appl. Polym. Sci. 2017, 134, 45526. [Google Scholar] [CrossRef]
- Van Gurp, M.; Palmen, J. Time temperature superposition for polymeric blends. Rheol. Bull. 1998, 67, 5–8. [Google Scholar]
- Gupta, A.; Simmons, W.; Schueneman, G.T.; Hylton, D.; Mintz, E.A. Rheological and Thermo-Mechanical Properties of Poly(lactic acid)/Lignin-Coated Cellulose Nanocrystal Composites. ACS Sustain. Chem. Eng. 2017, 5, 1711–1720. [Google Scholar] [CrossRef]
- Zhou, Z.; Zhang, Y.; Zhang, Y.; Yin, N. Rheological behavior of polypropylene/octavinyl polyhedral oligomeric silsesquioxane composites. J. Polym. Sci. Part B Polym. Phys. 2008, 46, 526–533. [Google Scholar] [CrossRef]
- Pionteck, J.; Melchor Valdez, E.M.; Piana, F.; Omastová, M.; Luyt, A.S.; Voit, B. Reduced percolation concentration in polypropylene/expanded graphite composites: Effect of viscosity and polypyrrole. J. Appl. Polym. Sci. 2015, 132, 41994. [Google Scholar] [CrossRef]
- Tran, T.P.T.; Bénézet, J.-C.; Bergeret, A. Rice and Einkorn wheat husks reinforced poly(lactic acid) (PLA) biocomposites: Effects of alkaline and silane surface treatments of husks. Ind. Crops Prod. 2014, 58, 111–124. [Google Scholar] [CrossRef]
- Silva, A.L.N.; Cipriano, T.F.; da Silva, A.H.M.d.F.T.; Rocha, M.C.C.G.; Sousa, A.F.; da Silva, G.M. Thermal, rheological and morphological properties of poly (lactic acid) (PLA) and talc composites. Polímeros Ciência Tecnol. 2014, 24, 276–282. [Google Scholar] [CrossRef] [Green Version]
- Nagarajan, V.; Mohanty, A.K.; Misra, M. Crystallization behavior and morphology of polylactic acid (PLA) with aromatic sulfonate derivative. J. Appl. Polym. Sci. 2016, 133, 43673. [Google Scholar] [CrossRef]
- Scaffaro, R.; Maio, A.; Gulino, E.F.; Megna, B. Structure-property relationship of PLA-Opuntia Ficus Indica biocomposites. Compos. Part B Eng. 2019, 167, 199–206. [Google Scholar] [CrossRef]
- Barczewski, M.; Sałasińska, K.; Kloziński, A.; Skórczewska, K.; Szulc, J.; Piasecki, A. Application of the Basalt Powder as a Filler for Polypropylene Composites with Improved Thermo-Mechanical Stability and Reduced Flammability. Polym. Eng. Sci. 2019, 59, E71–E79. [Google Scholar] [CrossRef]
- Drieskens, M.; Peeters, R.; Mullens, J.; Franco, D.; Lemstra, P.J.; Hristova-Bogaerds, D.G. Structure Versus Properties Relationship of Poly(lactic acid). I. Effect of Crystallinity on Barrier Properties. J. Polym. Sci. Part B Polym. Phys. 2009, 47, 2247–2258. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Krawczak, A.; Wesoły, K.; Szostak, M. Rotational molding of biocomposites with addition of buckwheat husk filler. Structure-property correlation assessment for materials based on polyethylene (PE) and poly(lactic acid) PLA. Compos. Part B Eng. 2020, 202, 108410. [Google Scholar] [CrossRef]
- Wang, L.; Wang, Y.; Huang, Z.; Weng, Y. Heat resistance, crystallization behavior, and mechanical properties of polylactide/nucleating agent composites. Mater. Des. 2015, 66, 7–15. [Google Scholar] [CrossRef]
- Moraczewski, K.; Stepczyńska, M.; Malinowski, R.; Budner, B.; Karasiewicz, T.; Jagodziński, B. Selected properties of polylactide containing natural antiaging compounds. Polym. Adv. Technol. 2018, 29, 2963–2971. [Google Scholar] [CrossRef]
- Zaaba, N.F.; Ismail, H. A Review on Peanut Shell Powder Reinforced Polymer Composites. Polym. Technol. Mater. 2019, 58, 349–365. [Google Scholar] [CrossRef]
- Bulanda, K.; Oleksy, M.; Oliwa, R.; Budzik, G.; Gontarz, M. Biodegradable polymer composites based on polylactide used in selected 3D technologies. Polimery 2020, 65, 557–562. [Google Scholar] [CrossRef]
- Ashori, A.; Kiani, H.; Mozaffari, S.A. Mechanical properties of reinforced polyvinyl chloride composites: Effect of filler form and content. J. Appl. Polym. Sci. 2011, 120, 1788–1793. [Google Scholar] [CrossRef]
- Liu, G.; Zhang, X.; Wang, D. Tailoring Crystallization: Towards High-Performance Poly(lactic acid). Adv. Mater. 2014, 26, 6905–6911. [Google Scholar] [CrossRef]
- Fiore, V.; Di Bella, G.; Valenza, A. Glass-basalt/epoxy hybrid composites for marine applications. Mater. Des. 2011, 32, 2091–2099. [Google Scholar] [CrossRef]
- Kulinski, Z.; Piorkowska, E. Crystallization, structure and properties of plasticized poly(l-lactide). Polymer 2005, 46, 10290–10300. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Montanes, N.; Sammon, C.; Balart, R.; Torres-Giner, S. Compatibilization of highly sustainable polylactide/almond shell flour composites by reactive extrusion with maleinized linseed oil. Ind. Crops Prod. 2018, 111, 878–888. [Google Scholar] [CrossRef]
- Czarnecka-Komorowska, D.; Mencel, K. Modification of polyamide 6 and polyoxymethylene with [3-(2-aminoethyl)amino]propyl-heptaisobutylpolysilsesquioxane nanoparticles. Przem. Chem. 2014, 93, 392–396. [Google Scholar]
- Chun, K.S.; Husseinsyah, S. Polylactic acid/corn cob eco-composites. J. Thermoplast. Compos. Mater. 2014, 27, 1667–1678. [Google Scholar] [CrossRef]
- Jandas, P.J.; Mohanty, S.; Nayak, S.K.; Srivastava, H. Effect of surface treatments of banana fiber on mechanical, thermal, and biodegradability properties of PLA/banana fiber biocomposites. Polym. Compos. 2011, 32, 1689–1700. [Google Scholar] [CrossRef]
- Singha, K. A Short Review on Basalt Fiber. Int. J. Text. Sci. 2012, 1, 19–28. [Google Scholar]
- Pardo, S.G.; Bernal, C.; Ares, A.; Abad, M.J.; Cano, J. Rheological, thermal and mechanical characterization of fly ash-thermoplastic composites with different coupling agents. Polym. Compos. 2010, 31, 1722–1730. [Google Scholar] [CrossRef]
- Nishitani, Y.; Kajiyama, T.; Yamanaka, T. Effect of Silane Coupling Agent on Tribological Properties of Hemp Fiber-Reinforced Plant-Derived Polyamide 1010 Biomass Composites. Materials 2017, 10, 1040. [Google Scholar] [CrossRef]
- Murariu, M.; Da Silva Ferreira, A.; Degée, P.; Alexandre, M.; Dubois, P. Polylactide compositions. Part 1: Effect of filler content and size on mechanical properties of PLA/calcium sulfate composites. Polymer 2007, 48, 2613–2618. [Google Scholar] [CrossRef]
- Simmons, H.; Tiwary, P.; Colwell, J.E.; Kontopoulou, M. Improvements in the crystallinity and mechanical properties of PLA by nucleation and annealing. Polym. Degrad. Stab. 2019, 166, 248–257. [Google Scholar] [CrossRef]
- Schmidt, S.C.; Hillmyer, M.A. Polylactide stereocomplex crystallites as nucleating agents for isotactic polylactide. J. Polym. Sci. Part B Polym. Phys. 2001, 39, 300–313. [Google Scholar] [CrossRef]
- Yang, B.; Wang, D.; Chen, F.; Su, L.-F.; Miao, J.-B.; Chen, P.; Qian, J.-S.; Xia, R.; Liu, J.-W. Melting and Crystallization Behaviors of Poly(Lactic Acid) Modified with Graphene Acting as a Nucleating Agent. J. Macromol. Sci. Part B 2019, 58, 290–304. [Google Scholar] [CrossRef]
- Wu, D.; Wu, L.; Wu, L.; Xu, B.; Zhang, Y.; Zhang, M. Nonisothermal cold crystallization behavior and kinetics of polylactide/clay nanocomposites. J. Polym. Sci. Part B Polym. Phys. 2007, 45, 1100–1113. [Google Scholar] [CrossRef]
- Galeja, M.; Hejna, A.; Kosmela, P.; Kulawik, A. Static and Dynamic Mechanical Properties of 3D Printed ABS as a Function of Raster Angle. Materials 2020, 13, 297. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Non-Nucleated | Nucleated | ||||
|---|---|---|---|---|---|---|
| η0 | G′ = G″ | ω at G′ = G″ | η0 | G′ = G″ | ω at G′ = G″ | |
| [Pa·s] | [Pa] | [rad/s] | [Pa·s] | [Pa] | [rad/s] | |
| PLA | 1535 | 142,100 | 404 | 1409 | 150,400 | 432 |
| 5BP | 1385 | 154,400 | 484 | 1521 | 153,800 | 418 |
| 10BP | 1421 | 161,600 | 476 | 1479 | 165,200 | 454 |
| 20BP | 1368 | - | - | 1240 | - | - |
| 5BA | 1503 | 144,300 | 401 | 1233 | 141,700 | 473 |
| 10BA | 1783 | 170,500 | 395 | 1332 | - | - |
| 20BA | 1564 | 194,900 | 500 | 1494 | - | - |
| 5BG | 1546 | 148,000 | 398 | 1356 | 153,200 | 468 |
| 10BG | 1513 | 161,800 | 437 | 1480 | 165,400 | 451 |
| 20BG | 1381 | - | - | 1238 | - | - |
| Material | Tensile Strength, Rm | Elasticity Modulus, E | Elongation at Break, εb | Impact Strength, a | Hardness | Density, ρ |
|---|---|---|---|---|---|---|
| [MPa] | [GPa] | [%] | [kJ/m2] | [MPa] | [g/cm3] | |
| PLA | 64.1 ± 1.3 | 2.48 ± 0.05 | 4.7 ± 0.1 | 7.46 ± 0.69 | 140.9 ± 3.3 | 1.23 ± 0.009 |
| 5BP | 59.4 ± 0.8 | 2.52 ± 0.05 | 3.6 ± 0.1 | 9.59 ± 1.04 | 142.0 ± 4.5 | 1.29 ± 0.003 |
| 10BP | 57.3 ± 0.9 | 2.71 ±0.05 | 3.3 ± 0.2 | 8.89 ± 1.69 | 144.5 ± 2.6 | 1.31 ± 0.009 |
| 20BP | 54.8 ± 0.6 | 2.94 ± 0.10 | 3.2 ± 0.2 | 7.54 ± 0.69 | 150.5 ± 4.7 | 1.39 ± 0.012 |
| 5BA | 60 ± 1.4 | 2.59 ± 0.16 | 3.9 ± 0.1 | 9.23 ± 0.79 | 144.3 ± 3.2 | 1.27 ± 0.014 |
| 10BA | 58.6 ± 1.1 | 2.75 ± 0.06 | 3.7 ± 0.3 | 8.78 ± 1.08 | 145.8 ± 3.6 | 1.31 ± 0.008 |
| 20BA | 56.6 ± 0.3 | 2.80 ± 0.15 | 3.8 ± 0.5 | 7.59 ± 0.52 | 157.1 ± 4.5 | 1.39 ± 0.008 |
| 5BG | 58.0 ± 0.9 | 2.63 ± 0.06 | 3.7 ± 0.2 | 9.94 ± 1.49 | 142.4 ± 7.5 | 1.28 ± 0.010 |
| 10BG | 58.0 ± 0.9 | 2.66 ± 0.10 | 4.0 ± 0.3 | 8.46 ± 0.68 | 142.8 ± 7.9 | 1.31 ± 0.005 |
| 20BG | 55.5 ± 0.6 | 3.07 ± 0.06 | 3.1 ± 0.1 | 7.79 ± 0.62 | 154.7 ± 4.5 | 1.38 ± 0.011 |
| PLA/LAK | 62.5 ± 0.3 | 2.95 ± 0.05 | 5.0 ± 0.6 | 7.46 ± 1.41 | 157.7 ± 7.4 | 1.24 ± 0.009 |
| 5BP/LAK | 59.1 ± 0.9 | 3.04 ± 0.02 | 2.9 ± 0.2 | 9.54 ± 1.51 | 163.2 ± 7.6 | 1.28 ± 0.007 |
| 10BP/LAK | 56.7 ± 0.4 | 3.14 ± 0.04 | 3.1 ± 0.3 | 8.41 ± 1.31 | 164.8 ± 5.3 | 1.32 ± 0.005 |
| 20BP/LAK | 52.3 ± 0.5 | 3.25 ± 0.05 | 2.6 ± 0.1 | 6.91 ± 0.71 | 174.2 ± 5.1 | 1.41 ± 0.007 |
| 5BA/LAK | 59.7 ± 1.0 | 2.95 ± 0.18 | 3.3 ± 0.3 | 9.8 ± 1.52 | 163.6 ± 6.0 | 1.29 ± 0.004 |
| 10BA/LAK | 58.2 ± 0.6 | 3.1 ± 0.08 | 3.1 ± 0.3 | 9.39 ± 2.6 | 172.1 ± 4.2 | 1.32 ± 0.006 |
| 20BA/LAK | 56.1 ± 0.6 | 3.38 ± 0.08 | 2.9 ± 0.3 | 9.09 ± 4.48 | 177.8 ± 4.7 | 1.41 ± 0.006 |
| 5BG/LAK | 59.0 ± 0.9 | 2.91 ± 0.15 | 3.4 ± 0.3 | 11.53 ± 4.76 | 167.4 ± 5.5 | 1.29 ± 0.009 |
| 10BG/LAK | 56.9 ± 1.7 | 3.04 ± 0.04 | 3.3 ± 0.2 | 8.56 ± 0.82 | 173.4 ± 3.6 | 1.31 ± 0.007 |
| 20BG/LAK | 55.7 ± 0.7 | 3.38 ± 0.09 | 2.8 ± 0.2 | 6.65 ± 0.59 | 177.5 ± 4.9 | 1.40 ± 0.008 |
| Material | TCC | TCR | TM | XCR | T5 | TDEG |
|---|---|---|---|---|---|---|
| [°C] | [°C] | [°C] | [%] | [°C] | [°C] | |
| PLA | 101.80 | 96.40 | 180.40 | 30.0 | 329.30 | 359.20 |
| 5BP | 99.10 | 95.80 | 177.20 | 39.6 | 325.50 | 356.00 |
| 10BP | 100.10 | 96.70 | 177.30 | 45.4 | 323.90 | 353.70 |
| 20BP | 100.59 | 97.90 | 177.30 | 46.0 | 316.10 | 349.50 |
| 5BA | 96.10 | 95.70 | 177.50 | 38.8 | 325.00 | 357.80 |
| 10BA | 97.80 | 94.30 | 177.80 | 43.1 | 322.70 | 353.10 |
| 20BA | 97.50 | 97.60 | 176.90 | 42.0 | 319.70 | 346.30 |
| 5BG | 97.00 | 95.10 | 178.30 | 37.8 | 324.50 | 357.20 |
| 10BG | 97.40 | 97.40 | 177.40 | 43.5 | 323.60 | 354.50 |
| 20BG | 95.00 | 98.60 | 178.00 | 53.1 | 323.30 | 349.40 |
| PLA/LAK | - | 130.70 | 181.80 | 45.4 | 326.90 | 361.30 |
| 5BP/LAK | - | 124.70 | 176.20 | 45.1 | 327.30 | 360.70 |
| 10BP/LAK | - | 126.20 | 176.90 | 44.1 | 326.50 | 358.10 |
| 20BP/LAK | - | 123.40 | 175.60 | 48.9 | 327.00 | 359.8 |
| 5BA/LAK | - | 125.30 | 176.80 | 45.6 | 324.40 | 357.20 |
| 10BA/LAK | - | 125.70 | 176.80 | 42.0 | 326.30 | 358.90 |
| 20BA/LAK | - | 123.80 | 175.90 | 49.2 | 325.90 | 359.00 |
| 5BG/LAK | - | 124.50 | 177.20 | 43.9 | 325.30 | 358.10 |
| 10BG/LAK | - | 124.80 | 176.20 | 45.0 | 326.20 | 360.50 |
| 20BG/LAK | - | 124.40 | 175.60 | 46.4 | 327.70 | 360.10 |
| Material | Glass Transition, TG | tanδmax | Brittleness B | C | r30°C | r80°C |
|---|---|---|---|---|---|---|
| [°C] | [-] | [1010/%Pa] | [-] | |||
| PLA | 67.1 | 1.300 | 1.31 | - | - | - |
| 5BP | 68.2 | 1.090 | 1.56 | 0.59 | 4.50 | 39.18 |
| 10BP | 67.8 | 0.926 | 1.49 | 0.43 | 5.60 | 42.78 |
| 20BP | 68.7 | 0.848 | 1.36 | 0.32 | 4.36 | 35.40 |
| 5BA | 68.5 | 1.150 | 1.47 | 0.67 | 3.10 | 26.62 |
| 10BA | 68.1 | 0.966 | 1.36 | 0.43 | 4.78 | 40.65 |
| 20BA | 68.1 | 0.846 | 1.13 | 0.30 | 4.49 | 39.26 |
| 5BG | 67.8 | 0.935 | 1.50 | 0.46 | 5.07 | 64.93 |
| 10BG | 67.8 | 0.918 | 1.31 | 0.42 | 3.82 | 39.12 |
| 20BG | 68.1 | 0.772 | 1.49 | 0.26 | 3.53 | 42.84 |
| PLA/LAK | 71.2 | 0.295 | 1.01 | - | - | - |
| 5BP/LAK | 71.5 | 0.260 | 1.63 | 0.73 | 2.99 | 20.72 |
| 10BP/LAK | 71.9 | 0.271 | 1.50 | 0.77 | 1.90 | 8.89 |
| 20BP/LAK | 70.5 | 0.235 | 1.56 | 0.66 | 2.52 | 9.24 |
| 5BA/LAK | 71.5 | 0.265 | 1.41 | 0.77 | 4.14 | 18.76 |
| 10BA/LAK | 70.9 | 0.253 | 1.40 | 0.73 | 3.69 | 13.34 |
| 20BA/LAK | 70.9 | 0.238 | 1.30 | 0.66 | 3.51 | 10.73 |
| 5BG/LAK | 71.2 | 0.269 | 1.40 | 0.79 | 2.76 | 15.92 |
| 10BG/LAK | 71.9 | 0.255 | 1.31 | 0.72 | 3.69 | 13.97 |
| 20BG/LAK | 71.2 | 0.238 | 1.35 | 0.66 | 3.41 | 10.54 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barczewski, M.; Mysiukiewicz, O.; Lewandowski, K.; Nowak, D.; Matykiewicz, D.; Andrzejewski, J.; Skórczewska, K.; Piasecki, A. Effect of Basalt Powder Surface Treatments on Mechanical and Processing Properties of Polylactide-Based Composites. Materials 2020, 13, 5436. https://doi.org/10.3390/ma13235436
Barczewski M, Mysiukiewicz O, Lewandowski K, Nowak D, Matykiewicz D, Andrzejewski J, Skórczewska K, Piasecki A. Effect of Basalt Powder Surface Treatments on Mechanical and Processing Properties of Polylactide-Based Composites. Materials. 2020; 13(23):5436. https://doi.org/10.3390/ma13235436
Chicago/Turabian StyleBarczewski, Mateusz, Olga Mysiukiewicz, Krzysztof Lewandowski, Daniel Nowak, Danuta Matykiewicz, Jacek Andrzejewski, Katarzyna Skórczewska, and Adam Piasecki. 2020. "Effect of Basalt Powder Surface Treatments on Mechanical and Processing Properties of Polylactide-Based Composites" Materials 13, no. 23: 5436. https://doi.org/10.3390/ma13235436
APA StyleBarczewski, M., Mysiukiewicz, O., Lewandowski, K., Nowak, D., Matykiewicz, D., Andrzejewski, J., Skórczewska, K., & Piasecki, A. (2020). Effect of Basalt Powder Surface Treatments on Mechanical and Processing Properties of Polylactide-Based Composites. Materials, 13(23), 5436. https://doi.org/10.3390/ma13235436