The Effect of Baking Heat Treatment on the Fatigue Strength and Life of Shot Peened 4340M Landing Gear Steel

Abstract
:1. Introduction
2. Experiments
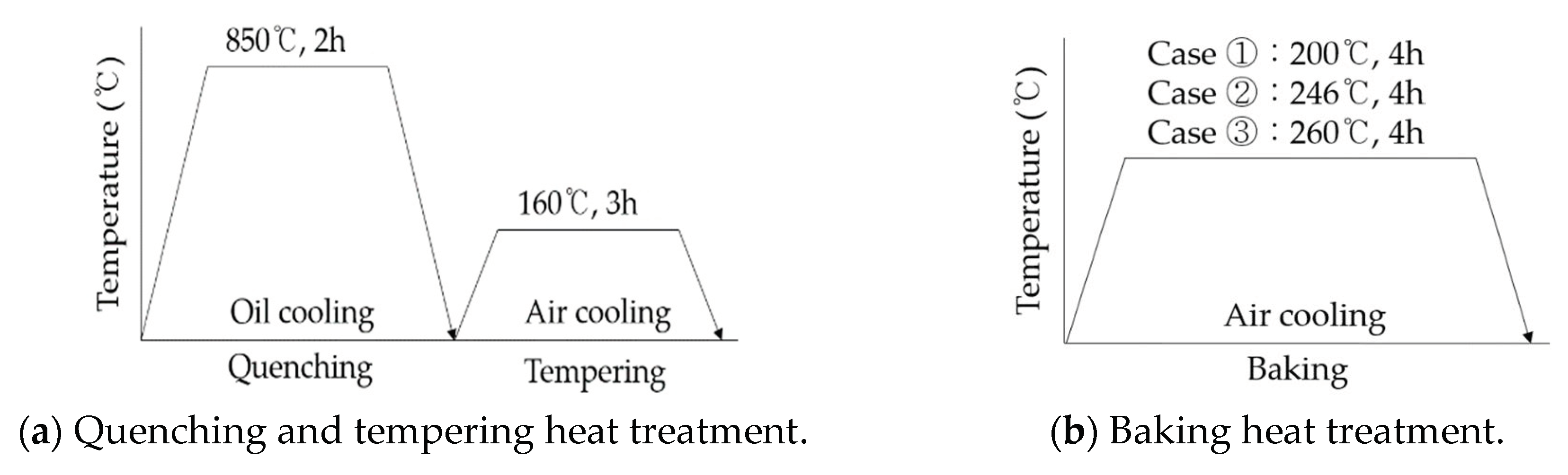
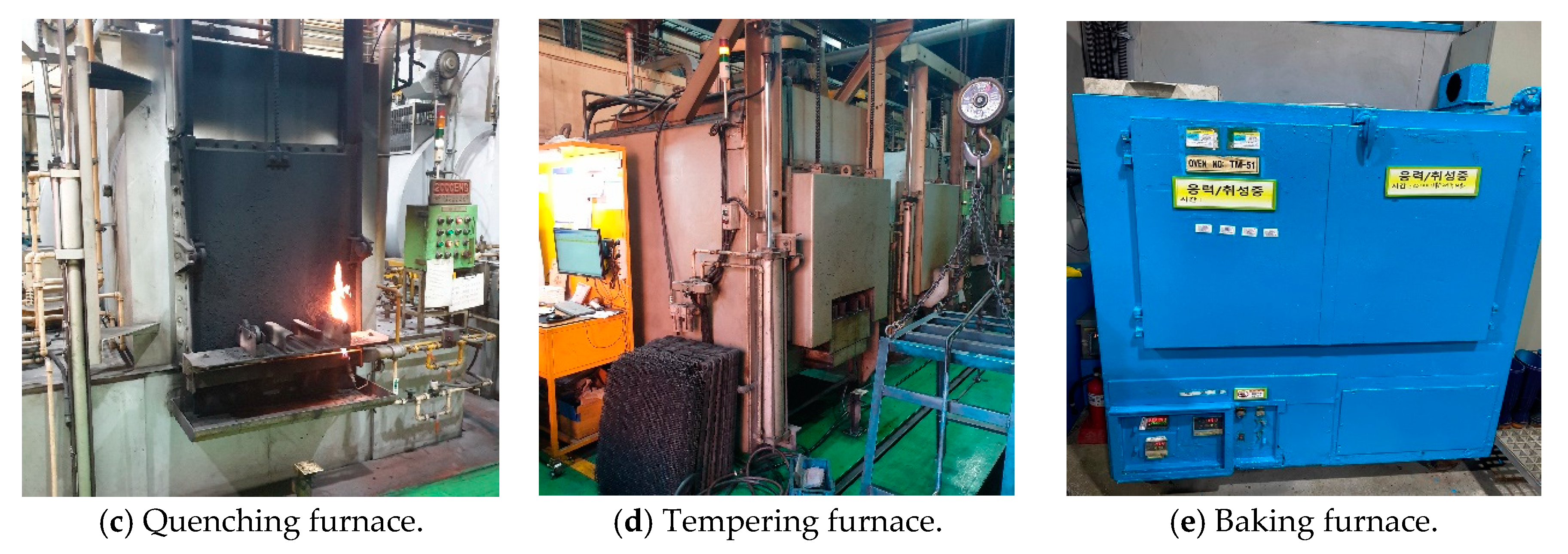
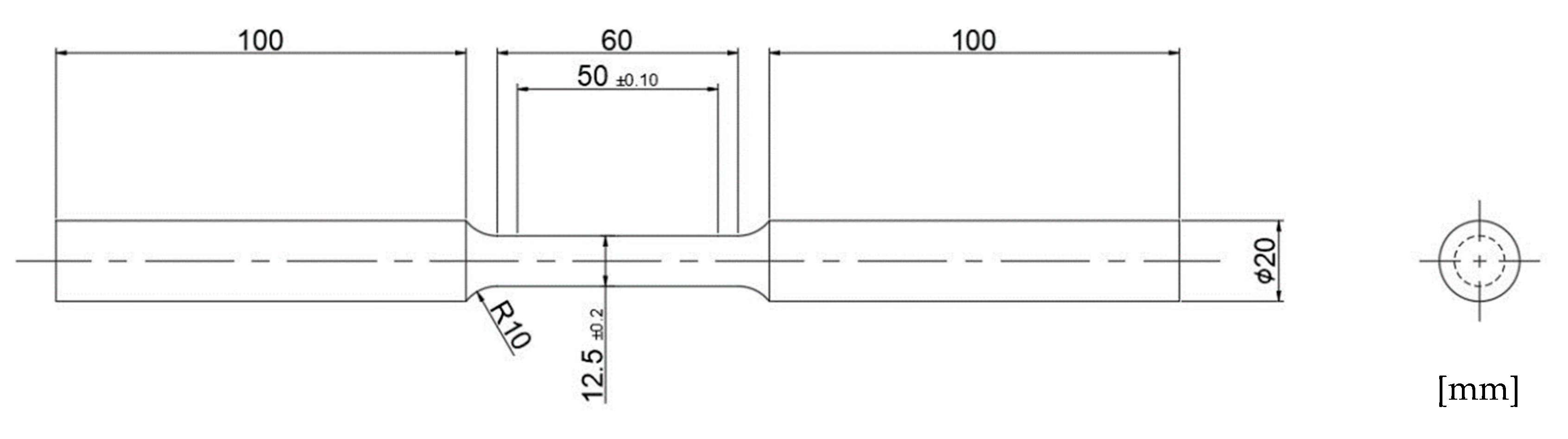
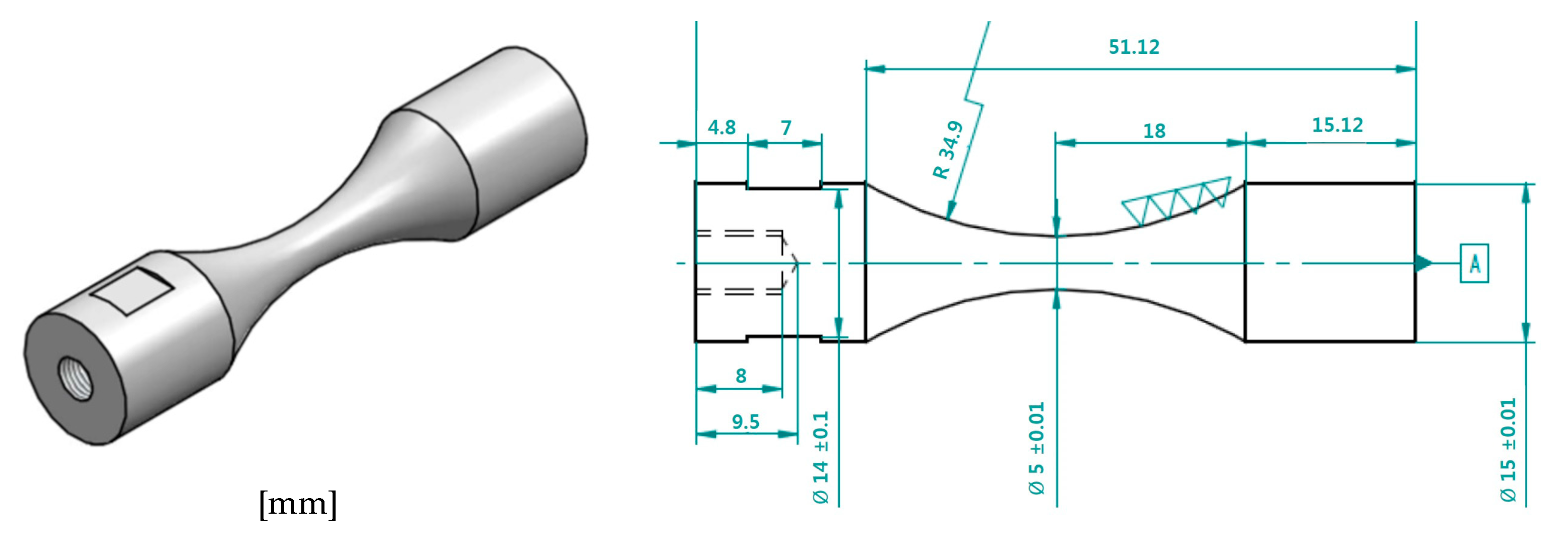
2.1. Specimen Preparation
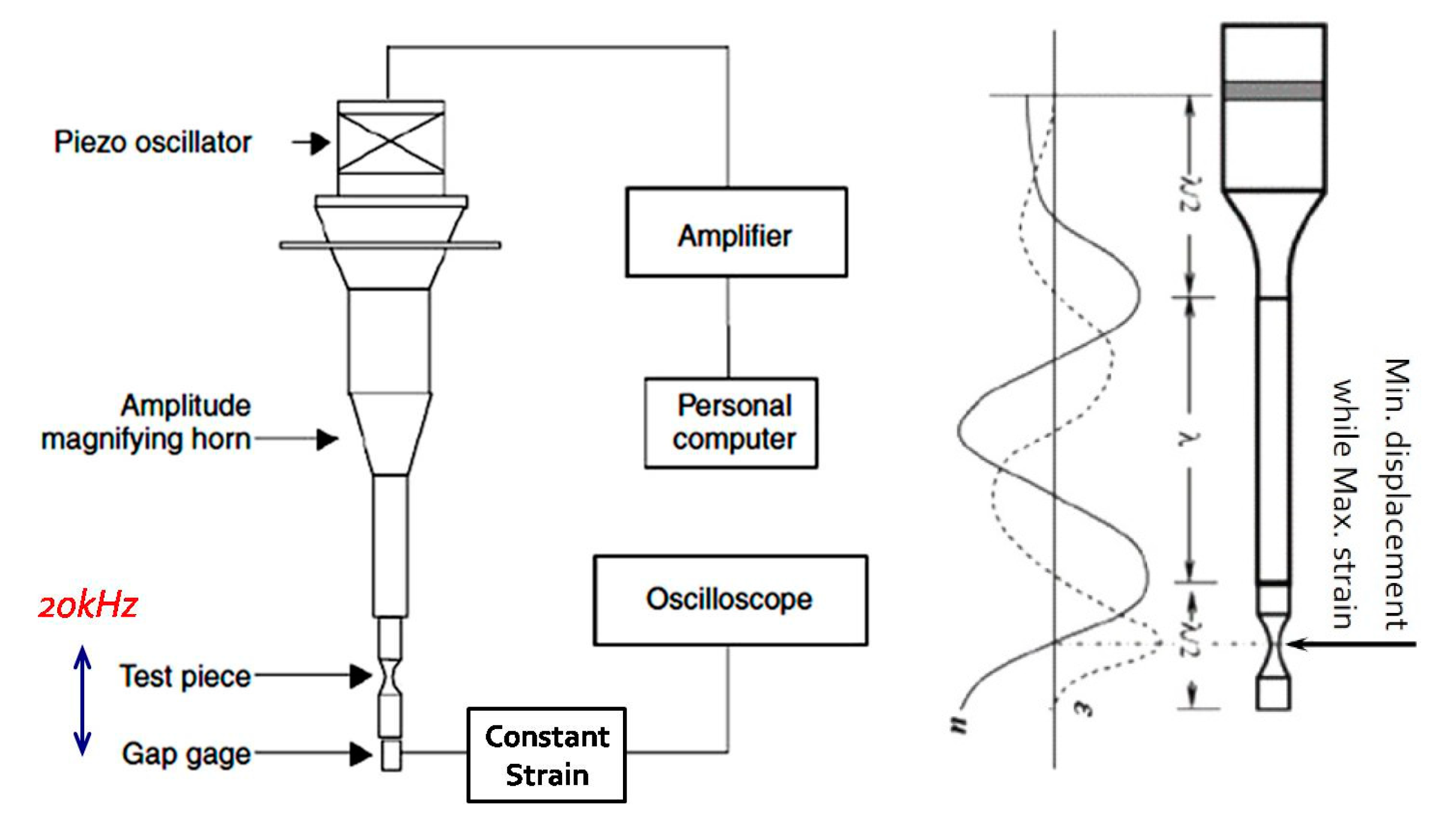
2.2. Tensile, Hardness, and Ultrasonic Fatigue Test
3. Results and Discussion
3.1. Hardness and Tensile Test Results
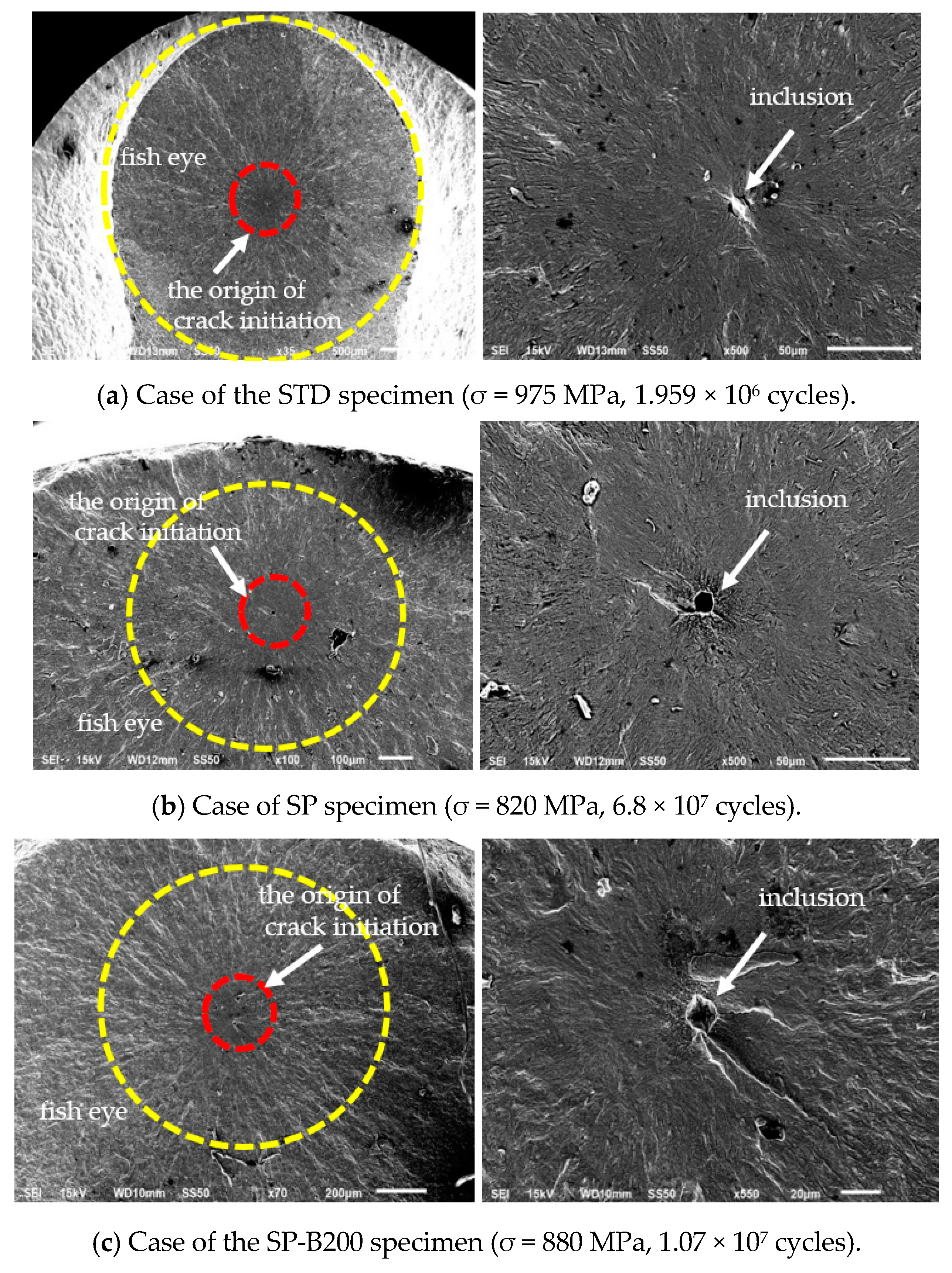
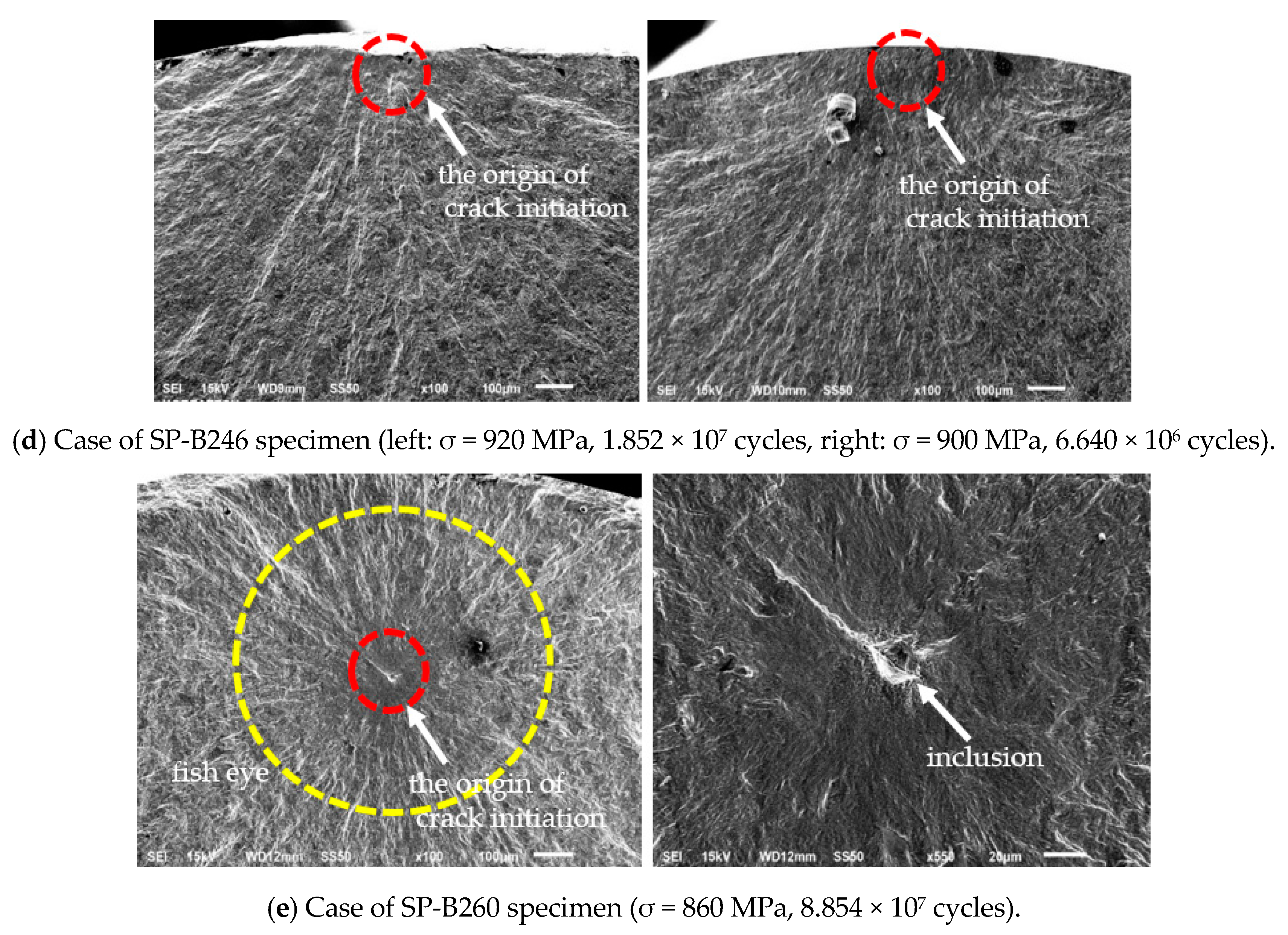
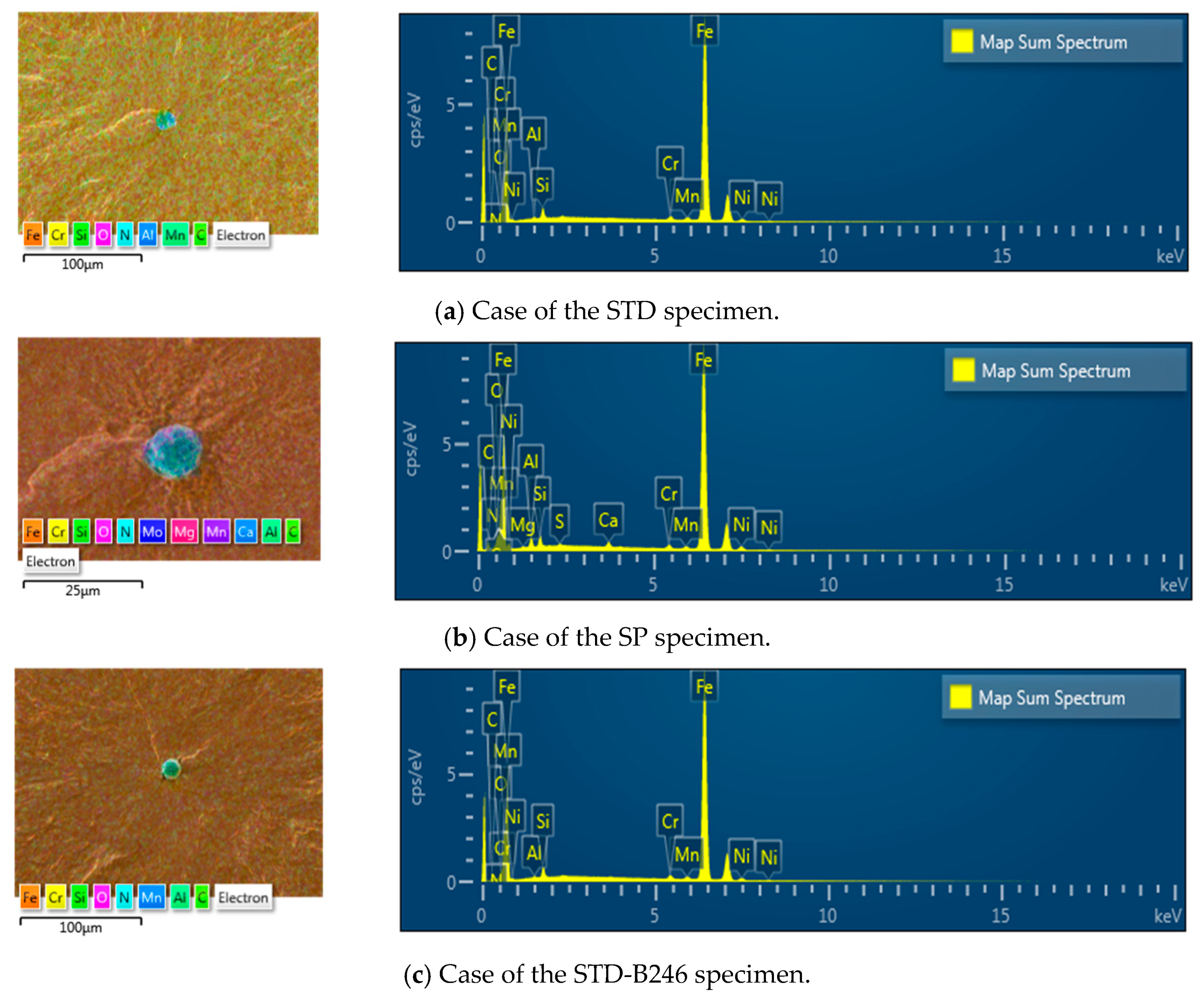
3.2. S-N Curve and Fracture Surface Observation
4. Conclusions
- Composition and microstructure analyses showed that 4340M landing gear steel is a hypoeutectoid alloy with 0.43% C containing Ni which maximizes the effect of heat treatment temperature control and has ultrahigh strength and good toughness by the vibration absorption through a mixed microstructure of proeutectoid ferrite and pearlite.
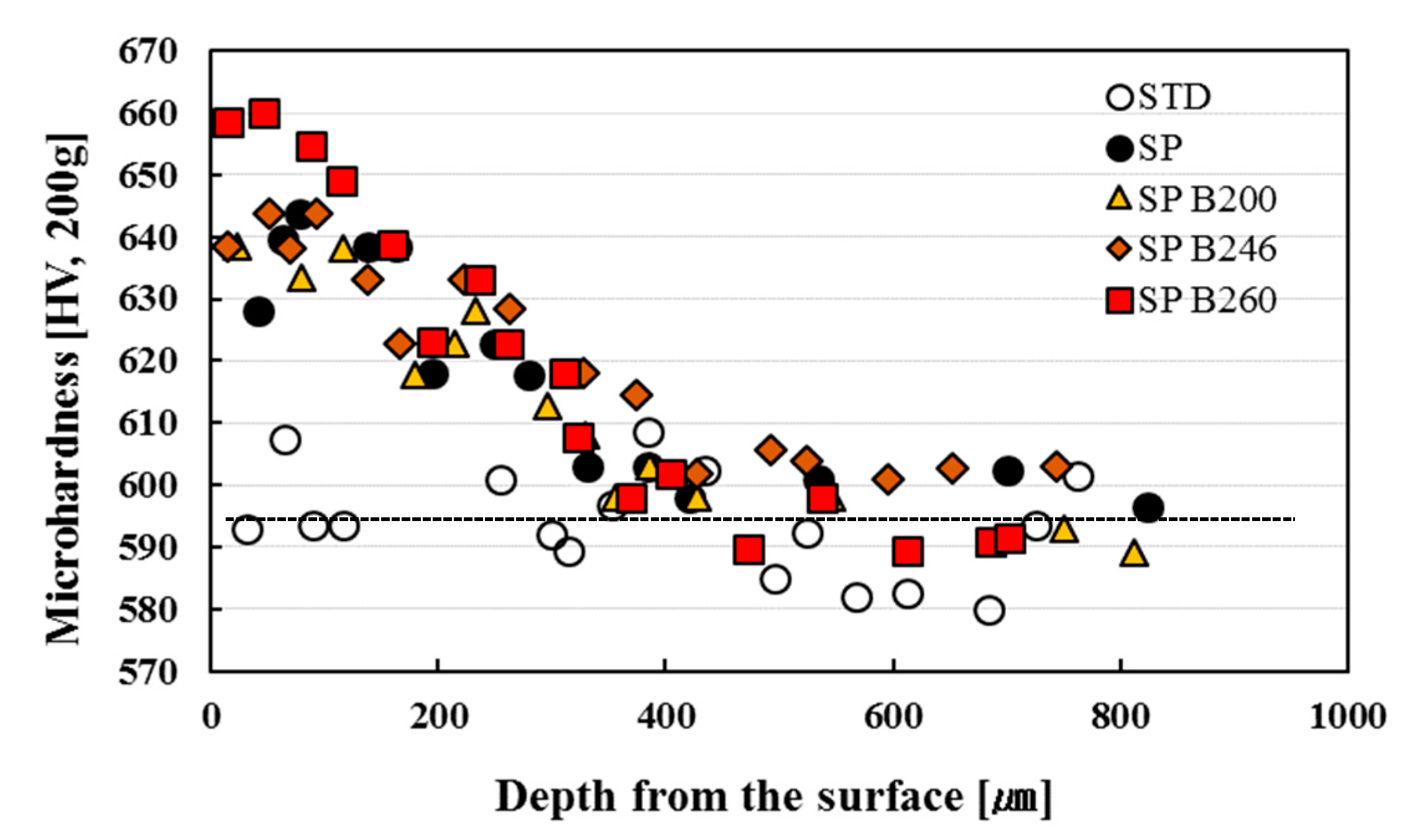
- The surface micro hardness of a heat-treated specimen (STD) was HV 590. SP showed a maximum HV 650 at a hardened depth of about 50 μm and almost uniformed as HV 600 when it arrived at the hardened depth of about 400 μm. Additionally, three cases of baking heat treated specimens showed an almost similar tendency with the SP specimen. The SP-B260 specimen among them showed the highest hardness value near the surface.
- The 4340M steel showed the dynamic Young’s modulus of 215.12 GPa and Poisson’s ratio of 0.266.
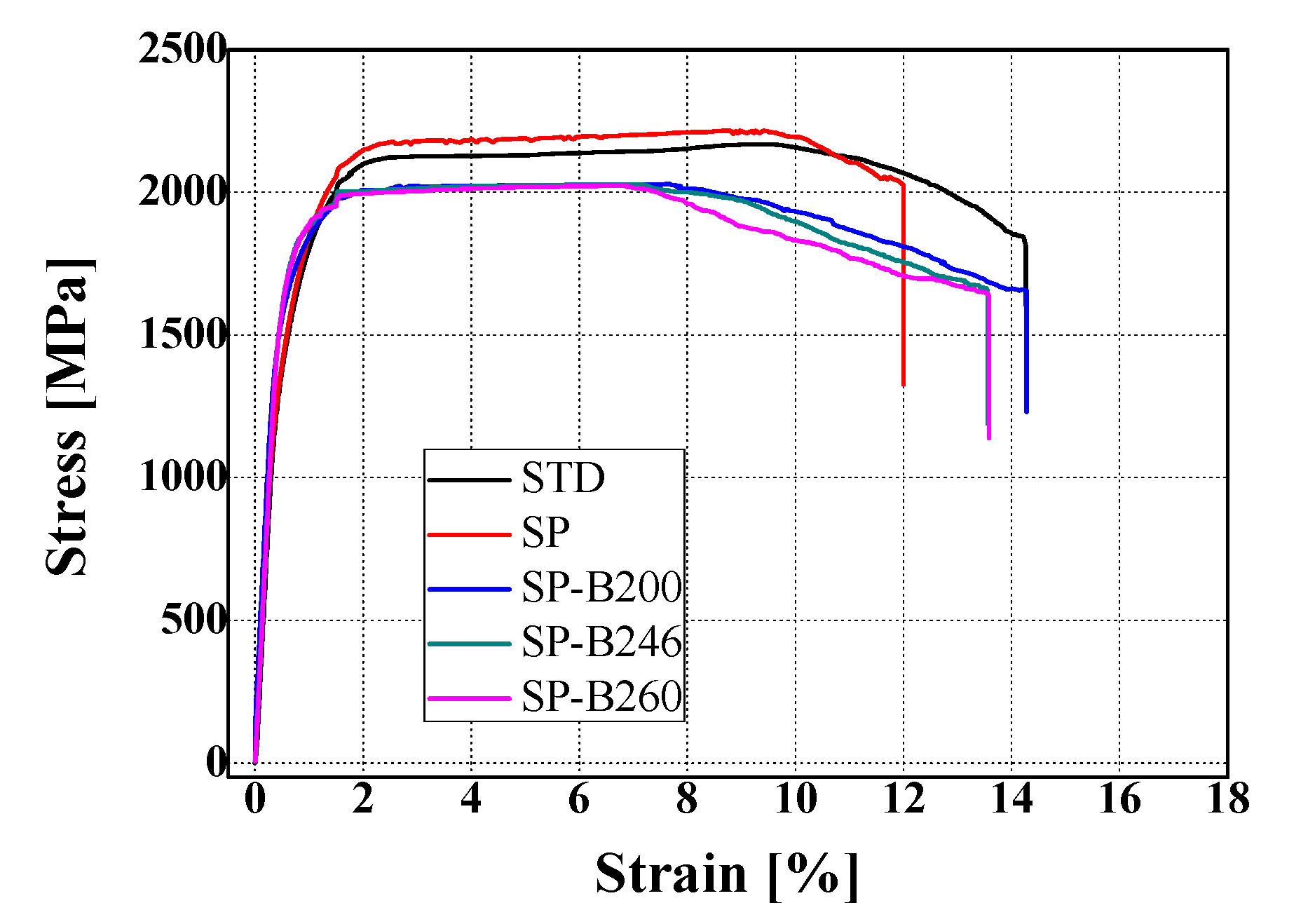
- From the results of the tensile test, the STD specimen showed an average tensile strength of 2098 MPa and an average yield strength of 1360 MPa, and SP specimen showed an average tensile strength of 2129 MPa and an average yield strength of 1416 MPa, respectively. The overall average tensile strength after the baking heat treatment was 2018 MPa, and it was lowered by about 80–111 MPa. However, the yield strength after the baking heat treatment was 1504–1622 MPa, and it was improved by about 206–262 MPa.
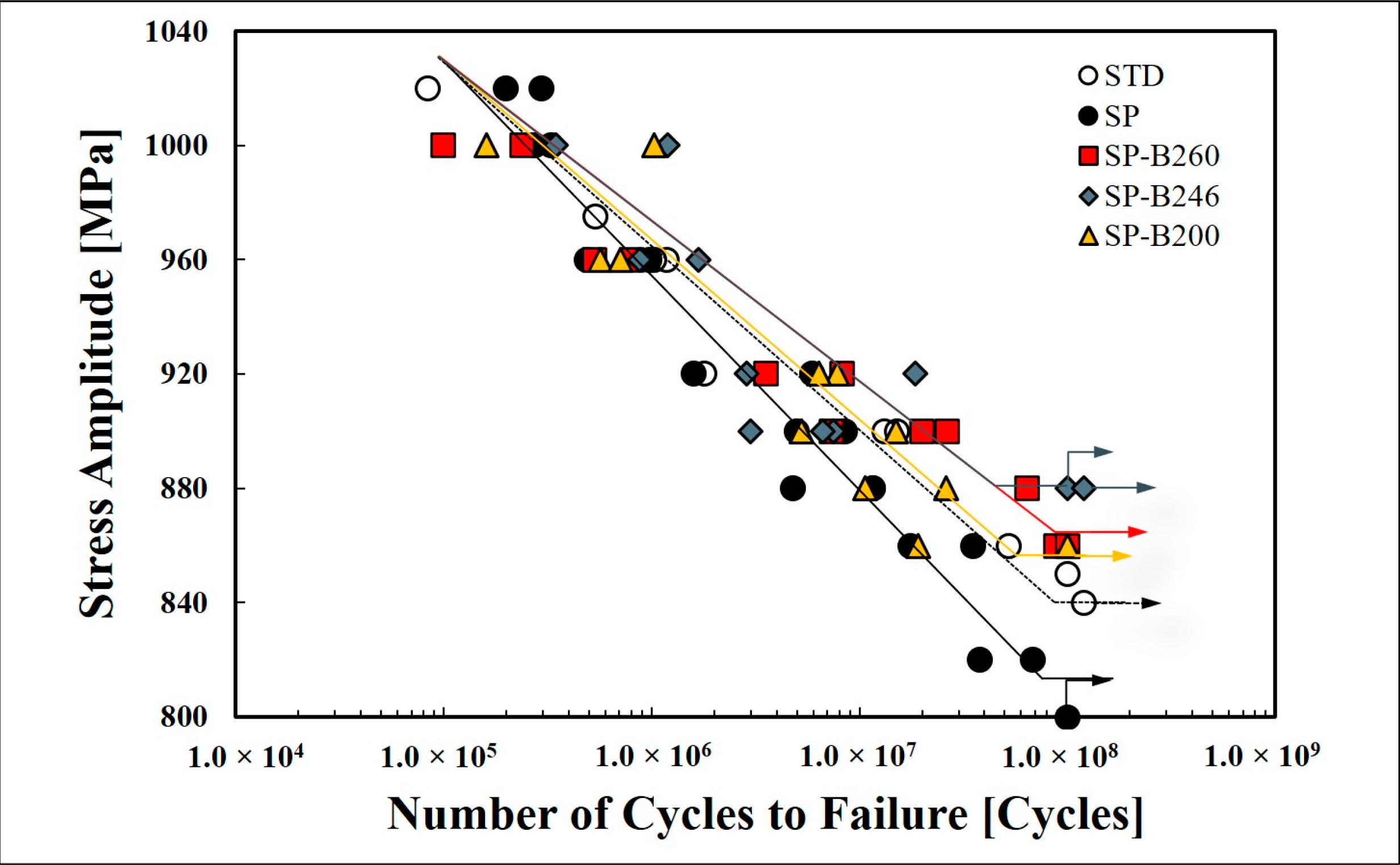
- From the ultrasonic fatigue test result, the five cases of specimens showed similar fatigue strength and fatigue life in the HCF regime. However, the fatigue limit of the baking heat treated specimens showed an increased tendency compared that of the STD and SP specimens when the fatigue life was extended to the VHCF regime.
- The effect of baking heat treatment was identified from an improved fatigue limit when we used the baking heat treatment for the specimen treated by SP containing inclusions. It is necessary to keep the optimum baking heat treatment temperature under exceed 246 °C, and the temperature range of 200 °C or 260 °C is not recommended. Therefore, the optimum temperature range for the better baking of the heat treatment effect could be constrained not to exceed a maximum of 246 °C, and it is reasonable to limit the baking heat treatment temperature after the SP of 4340M steel for the landing gear required in an aircraft MRO process.
Author Contributions
Funding
Conflicts of Interest
References
- Lee, C.S.; Kim, H.J.; Amanov, A.; Choo, J.H.; Kim, Y.K.; Cho, I.S. Investigation on very high cycle fatigue of PA66-GF30 GFRP based on fiber orientation. Compos. Sci. Technol. 2019, 180, 94–100. [Google Scholar] [CrossRef]
- Bathias, C. Piezoelectric fatigue testing machines and devices. Int. J. Fatigue 2006, 28, 1438–1445. [Google Scholar] [CrossRef]
- Furuya, Y. Specimen size effects on gigacycle fatigue properties of high-strength steel under ultrasonic fatigue testing. Scr. Mater. 2008, 58, 1014–1017. [Google Scholar] [CrossRef]
- Nascimento, M.P.; Souza, R.C.; Pigatin, W.L.; Voorwald, H. Effects of Surface Treatments on the Fatigue Strength of AISI 4340 Aeronautical Steel. Int. J. Fatigue 2001, 23, 607–618. [Google Scholar] [CrossRef]
- AlSumait, A.; Li, Y.; Weaser, M.; Niji, K.; Battel, G.; Toal, R.; Alvarez, C.; Es-Said, O.S. A Comparison of the Fatigue Life of Shot-Peened 4340M Steel with 100, 200, and 300% Coverage. J. Mater. Eng. Perform. 2019, 28, 1780–1789. [Google Scholar] [CrossRef]
- Shin, S.H.; Ryu, J.H.; Yun, Y.G.; Park, J.S. Effect of Shot-Peening on the Fatigue Properties of 300M Steel. J. Korean Met. Mater. 2000, 38, 1472–1477. [Google Scholar]
- Wang, S.; Li, Y.; Yao, M.; Wang, R. Compressive Residual Stress Introduced by Shot Peening. J. Mater. Process. Technol. 1998, 73, 64–73. [Google Scholar] [CrossRef]
- Prevey, P.S.; Carnrnett, J.T. The Effect of Shot Peening Coverage on Residual Stress, Cold Work and Fatigue in a Ni-Cr-Mo Low Alloy Steel. In Proceedings of the International Conference on Shot Peening, Garmisch-Partenkirchen, Germany, 16–20 September 2002; pp. 16–20. [Google Scholar]
- Momeni, A.; Dehghani, K.; Abbasi, S.; Torkan, M. Bake Hardening of a Low Carbon Steel for Automotive Applications. Met. J. Met. 2014, 13, 131–138. [Google Scholar]
- Norm, D. Steel-Determination of Yield Strength Increase by the Effect of Heat Treatment (Bake-Hardening-Index); English Version (DIN EN 10325:2006); Deutsches Institut für Normung: Berlin, Germany, 2016. [Google Scholar]
- Mihalikova, M.; Zgodavova, K.; Bober, P.; Sütöová, A. Prediction of Bake Hardening Behavior of Selected Advanced High Strength Automotive Steels and Hailstone Failure Discussion. Metals 2019, 9, 1016. [Google Scholar] [CrossRef] [Green Version]
- Boeing Company. Standard Overhaul Practices Manual 20-10-03; Revision No.46; Boeing Company: Chicago, IL, USA, 2018. [Google Scholar]
- SAE International. Aerospace Material Specification; AMS 2430U; Society of Automotive Engineers: Warrendale, PA, USA, 2010. [Google Scholar]
- KS D 1652. Iron and Steel Method for Spark Discharge Atomic Emission Spectrometric Analysis; Korean Standards Association: Seongnam, Korea, 2007.
- ASTM E8/E8M-16ae1, Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2016.
- Bathias, C.; Drouillac, L.; le Francois, P. How and why the fatigue S–N curve does not approach a horizontal asymptote. Int. J. Fatigue 2001, 23, 143–151. [Google Scholar] [CrossRef]
- ASTM E1876-15, Standard Test Method for Dynamic Young’s Modulus, Shear Modulus, and Poisson’s Ratio by Impulse Excitation of Vibration; ASTM International: West Conshohocken, PA, USA, 2015.
- Nakagawa, A.; Sakai, T.; Harlow, G.; Oguma, N.; Nakamura, Y.; Ueno, A.; Kikuchi, A.; Sakaida, A. A Probabilistic Model on Crack Initiation Modes of Metallic Materials in Very High Cycle Fatigue. Procedia Struct. Integr. 2016, 2, 1199–1206. [Google Scholar] [CrossRef]
- Li, W.; Deng, H.; Sun, Z.; Zhang, Z. Subsurface inclusion-induced crack nucleation and growth behaviors of high strength steels under very high cycle fatigue: Characterization and Microstructure-based Modeling. Mater. Sci. Eng. A 2015, 641, 10–20. [Google Scholar] [CrossRef]
- Gao, N.; Li, A.; Sun, R.; Xing, X.X.; Wang, P.; Sakai, T. A fatigue assessment approach involving small crack growth modelling for structure alloy steels with interior fracture behavior. Eng. Fract. Mech. 2018, 204, 198–210. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | Cr | Ni | Mo | V | N | Nb |
|---|---|---|---|---|---|---|---|---|
| 0.43 | 0.83 | 1.62 | 0.81 | 1.82 | 0.39 | 0.07 | 0.002 | 0.01 |
| P | S | Cu | B | Ti | Al | W | Co | Ca |
| 0.006 | 0.001 | 0.12 | 0.0002 | 0.006 | 0.07 | <0.05 | <0.005 | <0.001 |
| Cast Steel Shot | Shot Diameter (mm) | Nozzle Diameter (mm) | Shot Flow (kg/min) | Angle of Impingement (degree) |
|---|---|---|---|---|
| ASH 230 with HRC 55–60 | 0.7 | 7.9 | 3 | 45–90 |
| Air Pressure (bar) | Peening Time (min/place) | Working Distance (mm) | Arc Height (mmA) | Coverage (%) |
| 3 | 2 | 50 ± 5 | 0.36–0.38 | 200 |
| Density (kg/m3) | Dynamic Young’s Modulus E (GPa) | Dynamic Shear Modulus G (GPa) | Poisson’s Ratio µ |
|---|---|---|---|
| 7804.14 | 215.12 ± 0.2 | 84.96 ± 0.2 | 0.266 |
| Specimen | Ultimate Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) |
|---|---|---|---|
| STD | 2098 ± 70 | 1360 ± 9 | 14.3 ± 1.0 |
| SP | 2129 ± 85 | 1416 ± 76 | 12.4 ± 0.4 |
| SP-B200 | 2036 ± 7 | 1504 ± 12 | 13.5 ± 0.8 |
| SP-B246 | 2011 ± 16 | 1619 ± 12 | 13.6 ± 0.1 |
| SP-B260 | 2008 ± 15 | 1622 ± 4 | 14.0 ± 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahn, S.-H.; Heo, J.; Kim, J.; Hwang, H.; Cho, I.-S. The Effect of Baking Heat Treatment on the Fatigue Strength and Life of Shot Peened 4340M Landing Gear Steel. Materials 2020, 13, 5711. https://doi.org/10.3390/ma13245711
Ahn S-H, Heo J, Kim J, Hwang H, Cho I-S. The Effect of Baking Heat Treatment on the Fatigue Strength and Life of Shot Peened 4340M Landing Gear Steel. Materials. 2020; 13(24):5711. https://doi.org/10.3390/ma13245711
Chicago/Turabian StyleAhn, Seok-Hwan, Jongman Heo, Jungsik Kim, Hyeongseob Hwang, and In-Sik Cho. 2020. "The Effect of Baking Heat Treatment on the Fatigue Strength and Life of Shot Peened 4340M Landing Gear Steel" Materials 13, no. 24: 5711. https://doi.org/10.3390/ma13245711
APA StyleAhn, S. -H., Heo, J., Kim, J., Hwang, H., & Cho, I. -S. (2020). The Effect of Baking Heat Treatment on the Fatigue Strength and Life of Shot Peened 4340M Landing Gear Steel. Materials, 13(24), 5711. https://doi.org/10.3390/ma13245711