Pultruded GFRP Reinforcing Bars Using Nanomodified Vinyl Ester



Abstract
:1. Introduction
2. Materials
3. Pre-Pultrusion Preparation and Analysis Methods
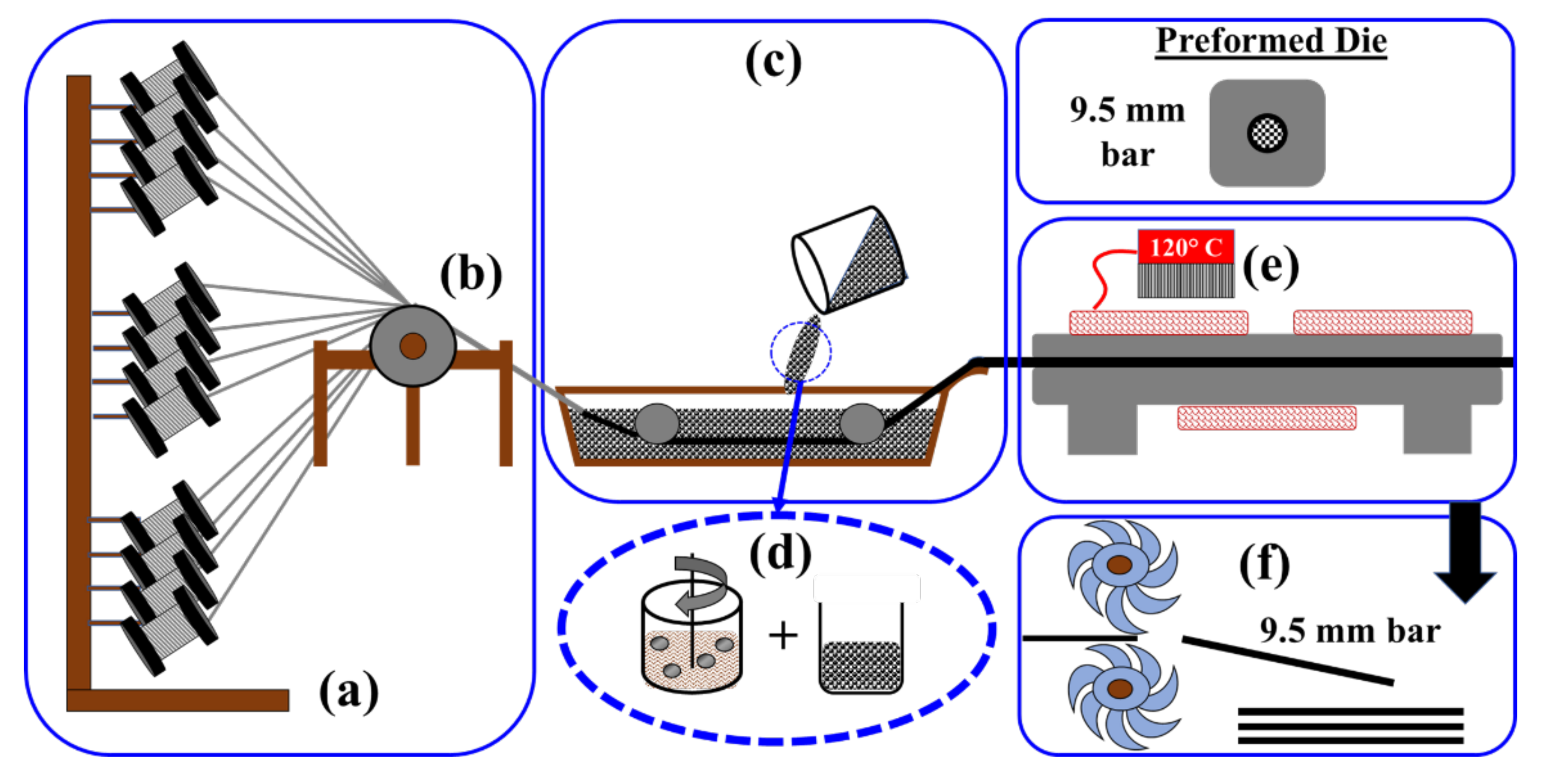
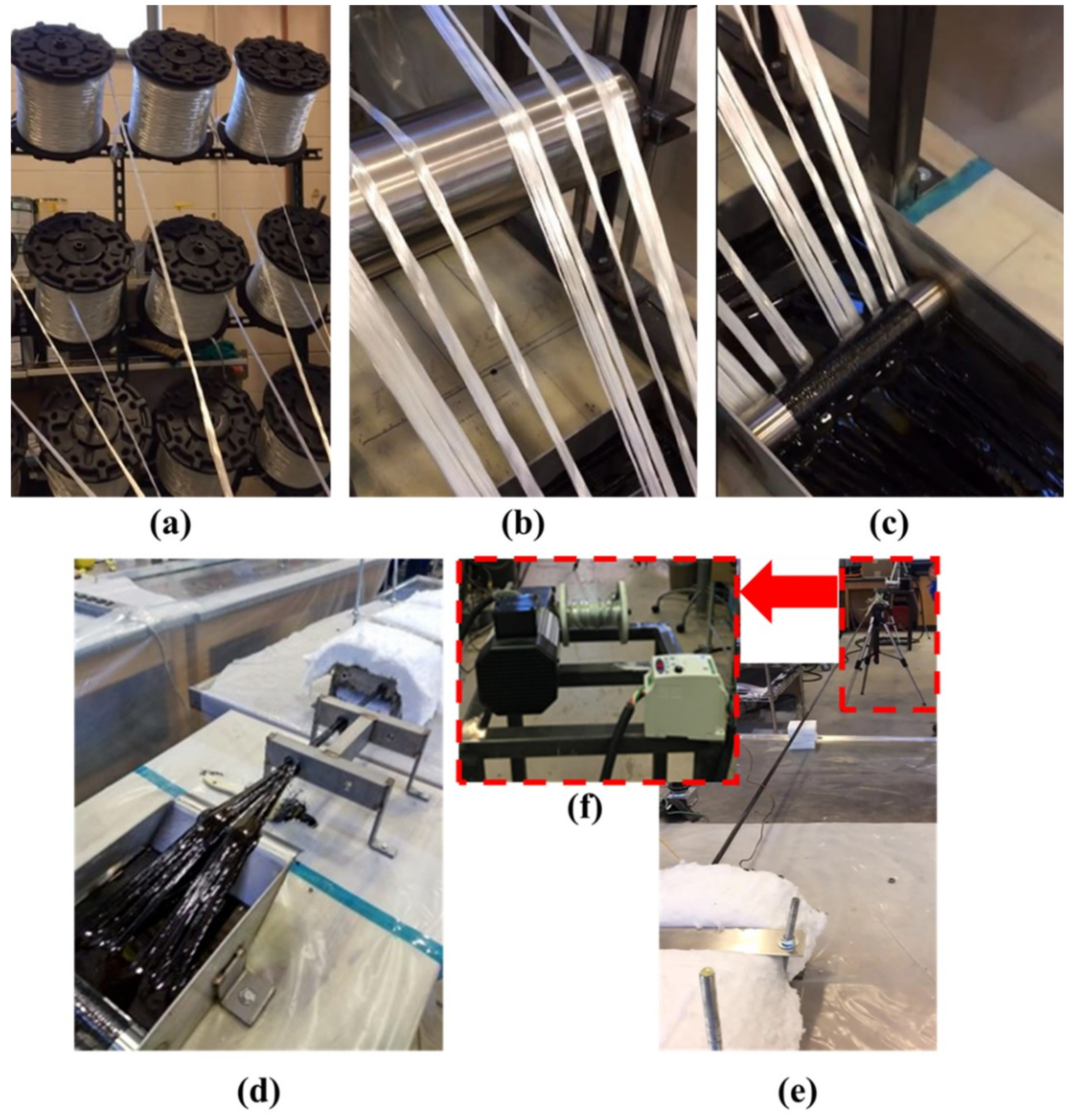
4. Pultrusion Process
5. Post-Pultrusion Experimental Testing and Analysis Methods
5.1. Degree of Cure
5.2. Fiber Volume Fraction and Microcopy
5.3. Fourier-Transform Infrared Spectroscopy (FTIR)
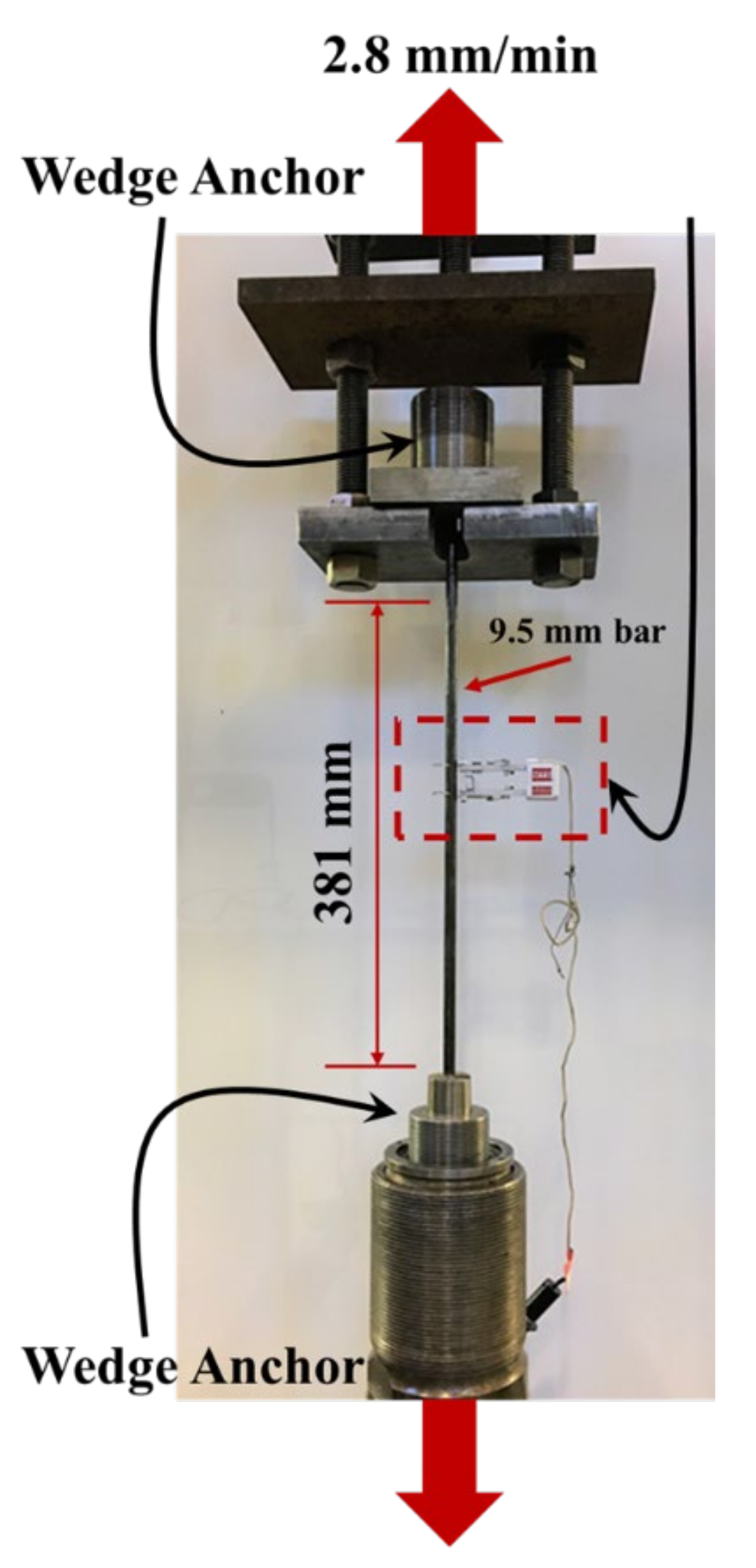
5.4. Mechanical Testing of the Pultruded GFRP Bars
6. Results and Discussion
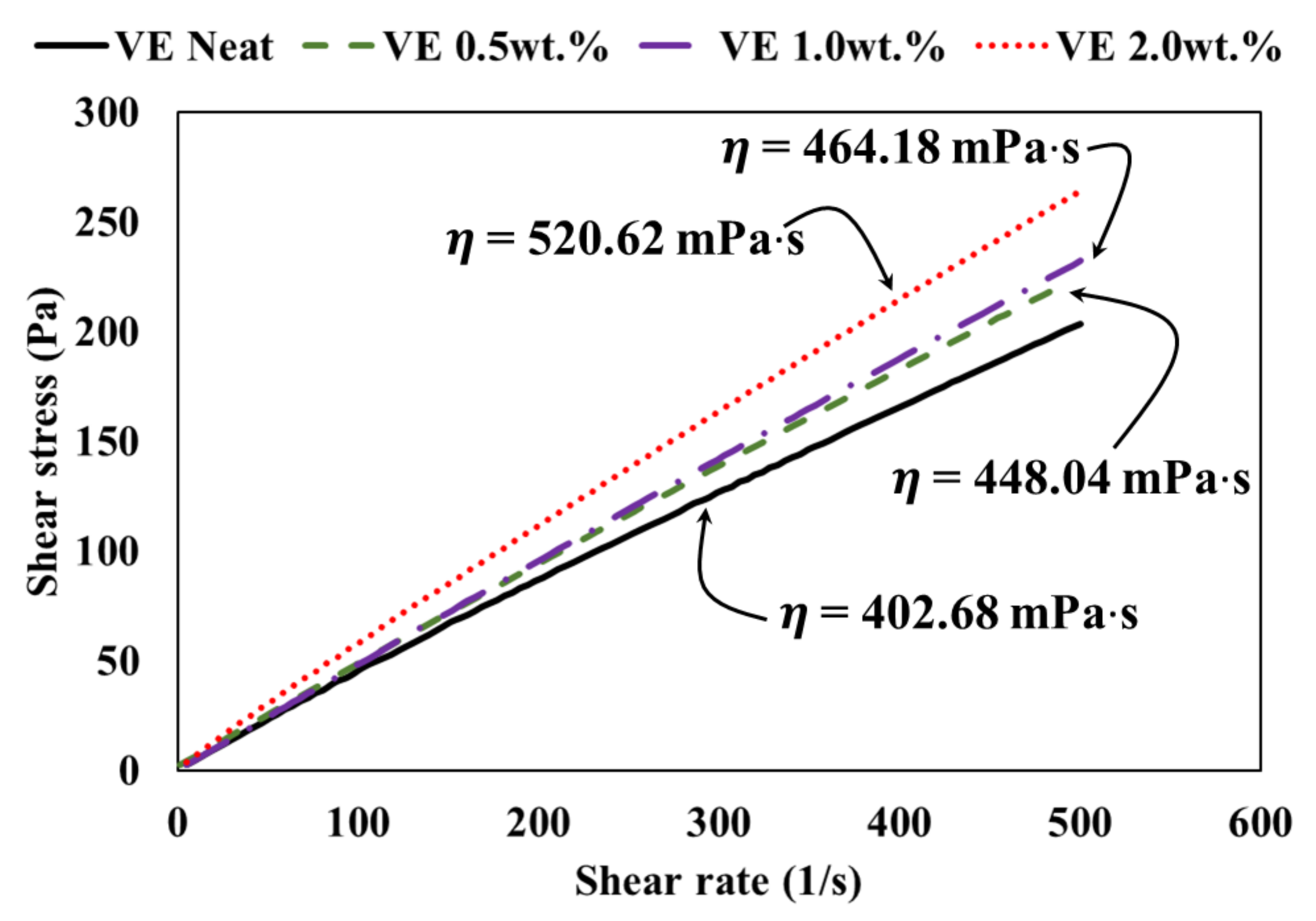
6.1. Results from Rheological Evaluations
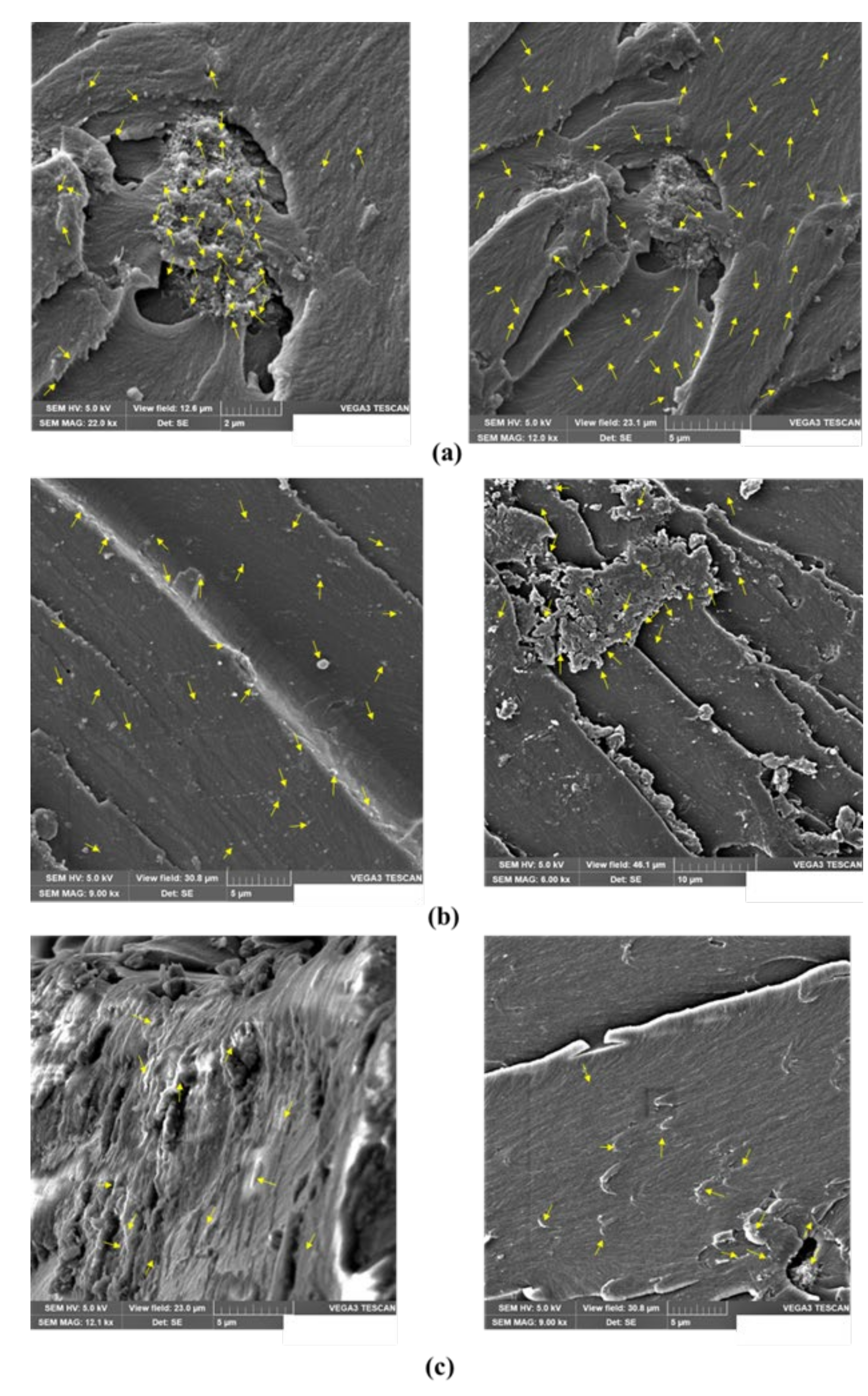
6.2. Results from SEM Investigations
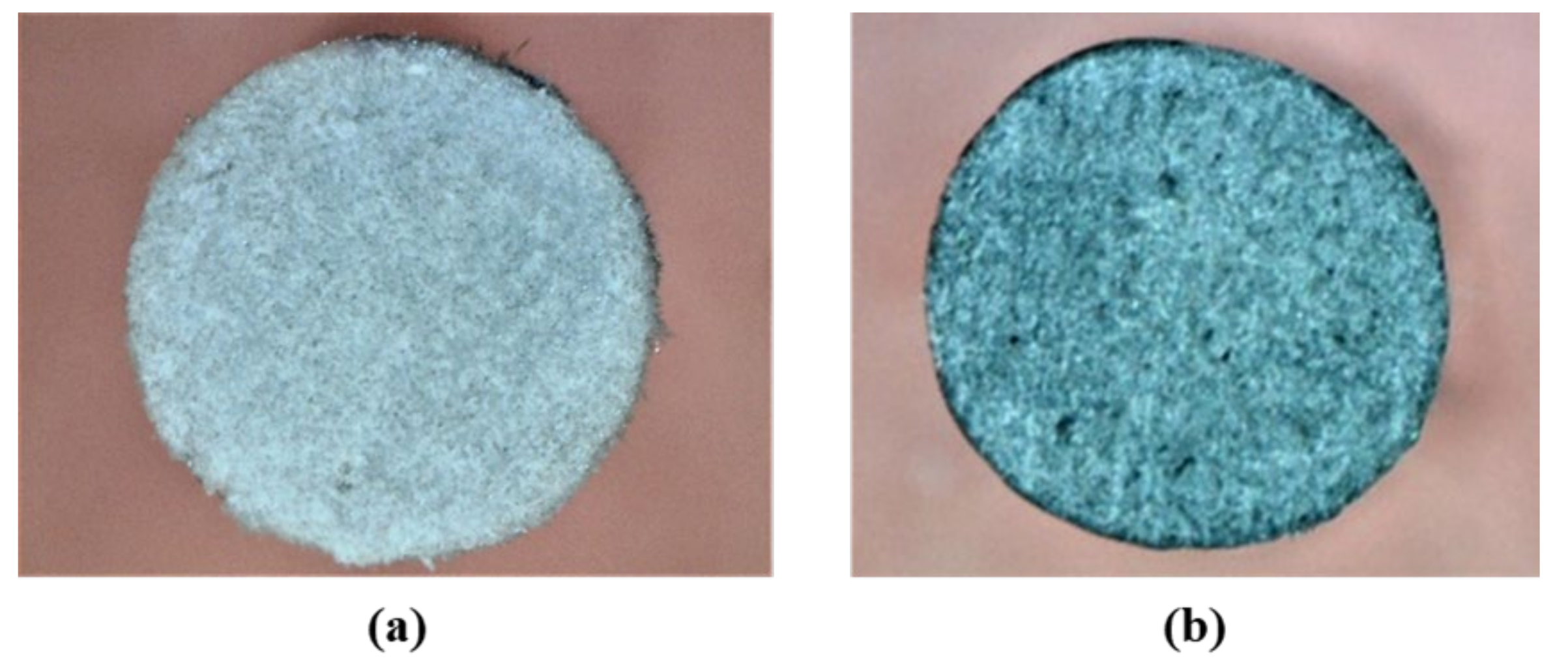
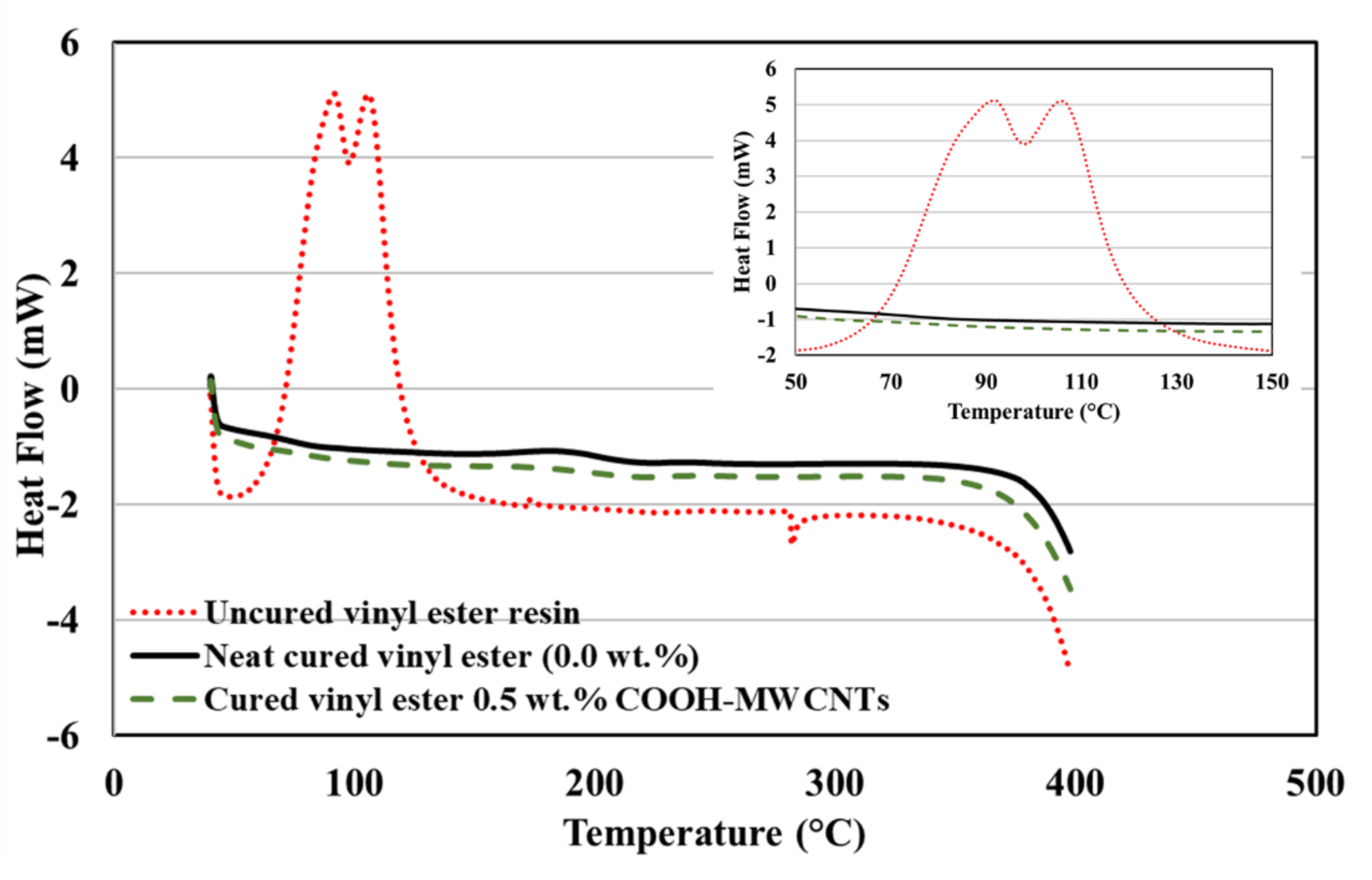
6.3. Results of Fiber Volume Fraction, Microscopy, and Cure Characteristics
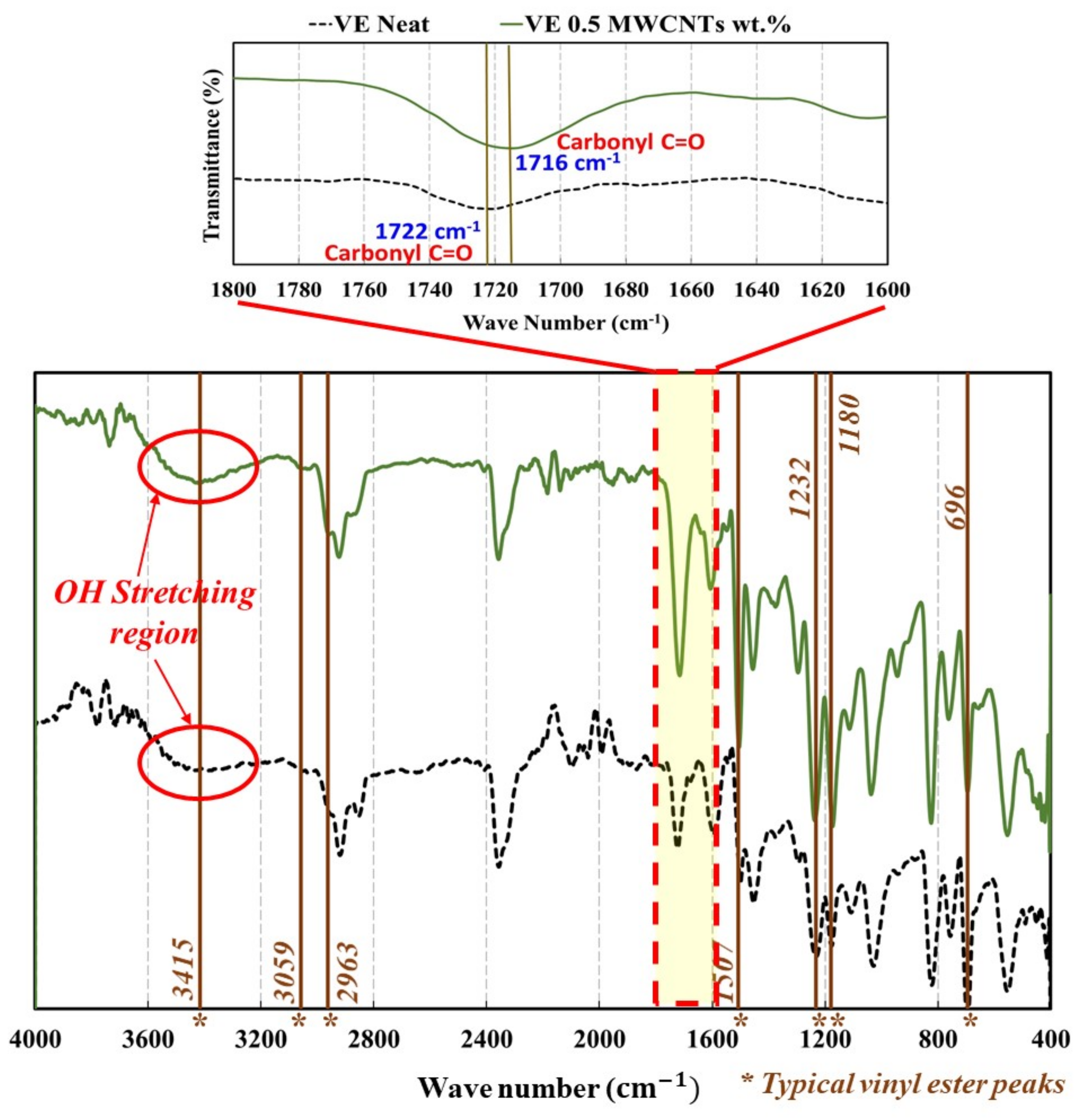
6.4. Results of FTIR Spectral Analyses
6.5. Results from Mechanical Testing
7. Conclusions
8. Patents
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Nkurunziza, G.; Debaiky, A.; Cousin, P.; Benmokrane, B. Durability of GFRP bars: A critical review of the literature. Prog. Struct. Eng. Mater. 2005, 7, 194–209. [Google Scholar] [CrossRef]
- Kumar, M.S.; Raghavendra, K.; Venkataswamy, M.A.; Ramachandra, H.V. Fractographic analysis of tensile failures of aerospace grade composites. Mater. Res. 2012, 15, 990–997. [Google Scholar] [CrossRef] [Green Version]
- Liu, T.; Liu, X.; Feng, P. A comprehensive review on mechanical properties of pultruded FRP composites subjected to long-term environmental effects. Compos. Part B: Eng. 2020, 191, 107958. [Google Scholar] [CrossRef]
- Brown, D.L.; Berman, J.W. Fatigue and Strength Evaluation of Two Glass Fiber-Reinforced Polymer Bridge Decks. J. Bridg. Eng. 2010, 15, 290–301. [Google Scholar] [CrossRef]
- Code, C.H.B.D. Supplement No. 1 to CAN/CSA-S6-06, Canadian Highway Bridge Design Code. In Canadian Highway Bridge Design Code; CSA: Rexdale, ON, Canada, 2010. [Google Scholar]
- Yost, J.R.; Gross, S.P.; Dinehart, D.W. Shear Strength of Normal Strength Concrete Beams Reinforced with Deformed GFRP Bars. J. Compos. Constr. 2001, 5, 268–275. [Google Scholar] [CrossRef]
- Correia, J.R. Pultrusion of advanced fibre-reinforced polymer (FRP) composites. In Advanced Fibre-Reinforced Polymer (FRP) Composites for Structural Applications; Elsevier BV: Amsterdam, The Netherlands, 2013; pp. 207–251. [Google Scholar]
- Kadioglu, F.; Pidaparti, R.M.; Kadıoḡlu, F. Composite rebars shape effect in reinforced structures. Compos. Struct. 2005, 67, 19–26. [Google Scholar] [CrossRef]
- Benmokrane, B.; Ali, A.H.; Mohamed, H.M.; Elsafty, A.; Manalo, A. Laboratory assessment and durability performance of vinyl-ester, polyester, and epoxy glass-FRP bars for concrete structures. Compos. Part B: Eng. 2017, 114, 163–174. [Google Scholar] [CrossRef] [Green Version]
- Bank, L.C. Shear Properties of Pultruded Glass FRP Materials. J. Mater. Civ. Eng. 1990, 2, 118–122. [Google Scholar] [CrossRef]
- Haj-Ali, R.; Kilic, H. Nonlinear behavior of pultruded FRP composites. Compos. Part B Eng. 2002, 33, 173–191. [Google Scholar] [CrossRef]
- Scott, D.W.; Zureick, A.-H. Compression creep of a pultruded E-glass/vinylester composite. Compos. Sci. Technol. 1998, 58, 1361–1369. [Google Scholar] [CrossRef]
- Kalamkarov, A.; Fitzgerald, S.; Macdonald, D.; Georgiades, A.; Georgiades, A.V. On the processing and evaluation of pultruded smart composites. Compos. Part B Eng. 1999, 30, 753–763. [Google Scholar] [CrossRef]
- Kalamkarov, A.L. The mechanical performance of pultruded composite rods with embedded fiber-optic sensors. Compos. Sci. Technol. 2000, 60, 1161–1169. [Google Scholar] [CrossRef]
- Kootsookos, A.; Mouritz, A. Seawater durability of glass- and carbon-polymer composites. Compos. Sci. Technol. 2004, 64, 1503–1511. [Google Scholar] [CrossRef]
- Sydlik, S.A.; Lee, J.-H.; Walish, J.J.; Thomas, E.L.; Swager, T.M. Epoxy functionalized multi-walled carbon nanotubes for improved adhesives. Carbon 2013, 59, 109–120. [Google Scholar] [CrossRef]
- Eklund, P.; Ajayan, P.; Blackmon, R.; Hart, A.J.; Kibng, J.; Pradhan, B.; Bao, A.; Rinzler, A. International Assessment of Research and Development of Carbon Nanotube Manufacturing and Applications; World Technology Evaluation Center: Baltimore, MD, USA, 2007. [Google Scholar]
- Mylvaganam, K.; Zhang, L.C. Fabrication and application of polymer composites comprising carbon nanotubes. Recent Pat. Nanotechnol. 2007, 1, 59–65. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kleinschmidt, A.C.; Almeida, J.H.S.; Donato, R.K.; Schrekker, H.S.; Marques, V.C.; Corat, E.J.; Amico, S.C. Functionalized-Carbon Nanotubes with Physisorbed Ionic Liquid as Filler for Epoxy Nanocomposites. J. Nanosci. Nanotechnol. 2016, 16, 9132–9140. [Google Scholar] [CrossRef]
- Seyhan, A.T.; Gojny, F.H.; Tanoğlu, M.; Schulte, K. Rheological and dynamic-mechanical behavior of carbon nanotube/vinyl ester–polyester suspensions and their nanocomposites. Eur. Polym. J. 2007, 43, 2836–2847. [Google Scholar] [CrossRef] [Green Version]
- Liao, W.-H.; Tien, H.-W.; Hsiao, S.-T.; Li, S.-M.; Wang, Y.-S.; Huang, Y.-L.; Yang, S.-Y.; Ma, C.-C.M.; Wu, Y.-F. Effects of Multiwalled Carbon Nanotubes Functionalization on the Morphology and Mechanical and Thermal Properties of Carbon Fiber/Vinyl Ester Composites. ACS Appl. Mater. Interfaces 2013, 5, 3975–3982. [Google Scholar] [CrossRef]
- Liao, L.; Wang, X.; Fang, P.; Liew, K.; Pan, C. Interface Enhancement of Glass Fiber Reinforced Vinyl Ester Composites with Flame-Synthesized Carbon Nanotubes and Its Enhancing Mechanism. ACS Appl. Mater. Interfaces 2011, 3, 534–538. [Google Scholar] [CrossRef]
- Gryshchuk, O.; Karger-Kocsis, J.; Thomann, R.; Kónya, Z.; Kiricsi, I. Multiwall carbon nanotube modified vinylester and vinylester—based hybrid resins. Compos. Part A: Appl. Sci. Manuf. 2006, 37, 1252–1259. [Google Scholar] [CrossRef]
- Thostenson, E.T.; Ziaee, S.; Chou, T.-W. Processing and electrical properties of carbon nanotube/vinyl ester nanocomposites. Compos. Sci. Technol. 2009, 69, 801–804. [Google Scholar] [CrossRef]
- Borowski, E.; Soliman, E.; Kandil, U.F.; Taha, M.R. Interlaminar Fracture Toughness of CFRP Laminates Incorporating Multi-Walled Carbon Nanotubes. Polymers 2015, 7, 1020–1045. [Google Scholar] [CrossRef] [Green Version]
- Genedy, M.; Chennareddy, R.; Soliman, E.M.; Kandil, U.F.; Taha, M.R. Improving shear strength of bolted joints in pultruded glass fiber reinforced polymer composites using carbon nanotubes. J. Reinf. Plast. Compos. 2017, 36, 958–971. [Google Scholar] [CrossRef]
- Luhrs, C.C.; García, D.; Tehrani, M.; Alhaik, M.S.; Taha, M.R.; Phillips, J. Generation of carbon nanofilaments on carbon fibers at 550°C. Carbon 2009, 47, 3071–3078. [Google Scholar] [CrossRef]
- Godara, A.; Gorbatikh, L.; Kalinka, G.; Warrier, A.; Rochez, O.; Mezzo, L.; Luizi, F.; Van Vuure, A.; Lomov, S.; Verpoest, I. Interfacial shear strength of a glass fiber/epoxy bonding in composites modified with carbon nanotubes. Compos. Sci. Technol. 2010, 70, 1346–1352. [Google Scholar] [CrossRef]
- Strauß, S.; Senz, A.; Ellinger, J. Comparison of the Processing of Epoxy Resins in Pultrusion with Open Bath Impregnation and Closed-Injection Pultrusion. J. Compos. Sci. 2019, 3, 87. [Google Scholar] [CrossRef] [Green Version]
- Gojny, F.H.; Nastalczyk, J.; Roslaniec, Z.; Schulte, K. Surface modified multi-walled carbon nanotubes in CNT/epoxy-composites. Chem. Phys. Lett. 2003, 370, 820–824. [Google Scholar] [CrossRef]
- Ku-Herrera, J.; Avilés, F. Cyclic tension and compression piezoresistivity of carbon nanotube/vinyl ester composites in the elastic and plastic regimes. Carbon 2012, 50, 2592–2598. [Google Scholar] [CrossRef]
- Ku-Herrera, J.J.; Avilés, F.; Seidel, G.D. Self-sensing of elastic strain, matrix yielding and plasticity in multiwall carbon nanotube/vinyl ester composites. Smart Mater. Struct. 2013, 22, 085003. [Google Scholar] [CrossRef]
- Shakya, N.; Roux, J.A.; Jeswani, A.L. Effect of Resin Viscosity in Fiber Reinforcement Compaction in Resin Injection Pultrusion Process. Appl. Compos. Mater. 2013, 20, 1173–1193. [Google Scholar] [CrossRef]
- Seyhan, A.T.; Gojny, F.H.; Tanoglu, M.; Schulte, K. Critical aspects related to processing of carbon nanotube/unsaturated thermoset polyester nanocomposites. Eur. Polym. J. 2007, 43, 374–379. [Google Scholar] [CrossRef] [Green Version]
- Liu, X.L.; Hillier, W. Heat transfer and cure analysis for the pultrusion of a fiberglass-vinyl ester I beam. Compos. Struct. 1999, 47, 581–588. [Google Scholar] [CrossRef]
- Yun, M.S.; Lee, W.I. Analysis of pulling force during pultrusion process of phenolic foam composites. Compos. Sci. Technol. 2008, 68, 140–146. [Google Scholar] [CrossRef]
- ASTM. Standard Test Method for Heat of Reaction of Thermally Reactive Materials by Differential Scanning Calorimetry (DSC); ASTM E2160-04 (2012); ASTM International: West Conshohocken, PA, USA, 2012. [Google Scholar]
- ASTM. Standard Test Methods for Constituent Content of Composite Materials; Technical Report No. ASTM D3171-15; ASTM International: West Conshohocken, PA, USA, 2011. [Google Scholar]
- Kwan Jr, K.S. The Role of Penetrant Structure on the Transport and Mechanical Properties of a Thermoset Adhesive; Virginia Tech: Blacksburg, VA, USA, 1998. [Google Scholar]
- ASTM. Standard Test Method for Tensile Properties of Fiber Reinforced Polymer Matrix Composite Bars; Technical Report No. ASTM D7205-11; ASTM International: West Conshohocken, PA, USA, 2011. [Google Scholar]
- Sayed-Ahmed, E.Y.; Shrive, N.G. A new steel anchorage system for post-tensioning applications using carbon fibre reinforced plastic tendons. Can. J. Civ. Eng. 1998, 25, 113–127. [Google Scholar] [CrossRef]
- Almeida Jr, J.H.S.; Angrizani, C.C.; Botelho, E.C.; Amico, S.C. Effect of fiber orientation on the shear behavior of glass fiber/epoxy composites. Mater. Des. 2015, 65, 789–795. [Google Scholar] [CrossRef]
- Adams, D.F.; Busse, J.M. Suggested modifications of the short beam shear test method. In Proceedings of the 49th International SAMPE Symposium and Exhibition: Materials and Processing Technology, Long Beach, CA, USA, 16–20 May 2004; pp. 1–14. [Google Scholar]
- ASTM. Standard Test Method for Apparent Horizontal Shear Strength of Pultruded Reinforced Plastic Rods by the Short-Beam Method; ASTM International: West Conshohocken, PA, USA, 2008. [Google Scholar]
- Da Silva, L.V.; Almeida, J.H.S.; Angrizani, C.C.; Amico, S.C. Short beam strength of curaua, sisal, glass and hybrid composites. J. Reinf. Plast. Compos. 2013, 32, 197–206. [Google Scholar] [CrossRef]
- Li, W.; Bauhofer, W. Imaging of CNTs in a polymer matrix at low accelerating voltages using a SEM. Carbon 2011, 49, 3891–3898. [Google Scholar] [CrossRef]
- Ritts, A.C.; Yu, Q.; Li, H.; Lombardo, S.J.; Han, X.; Xia, Z.; Lian, J. Plasma Treated Multi-Walled Carbon Nanotubes (MWCNTs) for Epoxy Nanocomposites. Polymers 2011, 3, 2142–2155. [Google Scholar] [CrossRef] [Green Version]
- Garay, A.C.; Paese, L.T.; A Souza, J.; Amico, S.C. Studies on thermal and viscoelastic properties of vinyl ester resin and its composites with glass fiber. Matéria 2015, 20, 64–71. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Bitaraf, V.; Wei, S.; Guo, Z.; Colorado, H.A. Vinyl ester resin: Rheological behaviors, curing kinetics, thermomechanical, and tensile properties. AIChE J. 2014, 60, 266–274. [Google Scholar] [CrossRef]
- Schindler, A.; Doedt, M.; Gezgin, Ş.; Menzel, J.; Schmölzer, S. Identification of polymers by means of DSC, TG, STA and computer-assisted database search. J. Therm. Anal. Calorim. 2017, 129, 833–842. [Google Scholar] [CrossRef] [Green Version]
- Cotet, A.; Bastiurea, M.; Andrei, G.; Cantaragiu, A.; Hadar, A. Mechanical And Thermal Behavior of Carbon Nanotubes/Vinyl Ester Nanocomposites. Mater. Plast. 2019, 56, 735–743. [Google Scholar] [CrossRef]
- Ardhyananta, H.; Puspadewa, F.D.; Wicaksono, S.T.; Widyastuti; Wibisono, A.T.; Kurniawan, B.A.; Ismail, H.; Salsac, A.V. Mechanical and Thermal Properties of Unsaturated Polyester/Vinyl Ester Blends Cured at Room Temperature. IOP Conf. Ser. Mater. Sci. Eng. 2017, 202, 12088. [Google Scholar] [CrossRef] [Green Version]
- Theodore, M.; Hosur, M.V.; Thomas, J.; Jeelani, S. Influence of functionalization on properties of MWCNT–epoxy nanocomposites. Mater. Sci. Eng. A 2011, 528, 1192–1200. [Google Scholar] [CrossRef]
- Zou, W.; Du, Z.; Liu, Y.; Yang, X.; Li, H.; Zhang, C. Functionalization of MWCNTs using polyacrloyl chloride and the properties of CNT-epoxy matrix nanocomposites. Compos. Sci. Technol. 2008, 68, 3259–3264. [Google Scholar] [CrossRef]
- Massoumi, B.; Jafarpour, P.; Jaymand, M.; Entezami, A.A. Functionalized multiwalled carbon nanotubes as reinforcing agents for poly(vinyl alcohol) and poly(vinyl alcohol)/starch nanocomposites: Synthesis, characterization and properties. Polym. Int. 2015, 64, 689–695. [Google Scholar] [CrossRef]
- Xue, S.-M.; Xu, Z.-L.; Tang, Y.-J.; Ji, C.-H. Polypiperazine-amide Nanofiltration Membrane Modified by Different Functionalized Multiwalled Carbon Nanotubes (MWCNTs). ACS Appl. Mater. Interfaces 2016, 8, 19135–19144. [Google Scholar] [CrossRef]
- Abuilaiwi, F.A.; Laoui, T.; Al-Harthi, M.; Atieh, M.A. Modification and functionalization of multiwalled carbon nanotube (MWCNT) via fischer esterification. Arab. J. Sci. Eng. 2010, 35, 37–48. [Google Scholar]
- Hao, Z.; Li, L.; Liao, X.; Sheng, X.; Zhang, Y. Preparation and toughening performance investigation of epoxy resins containing carbon nanotubes modified with hyperbranched polyester. Polym. Bull. 2018, 75, 1013–1026. [Google Scholar] [CrossRef]
- Functionalization of Shortened SWCNTs Using Esterification. Bull. Korean Chem. Soc. 2004, 25, 1301–1302. [CrossRef] [Green Version]
- Jaswal, S.; Gaur, B. Curing and Decomposition Behaviour of Cresol Novolac Based Vinyl Ester Resin. Chem. Eng. Trans. 2013, 32, 1591–1596. [Google Scholar]
- Fockaert, L.-L.I.; Ganzinga-Jurg, D.; Versluis, J.; Boelen, B.; Bakker, H.J.; Terryn, H.; Mol, J. Studying Chemisorption at Metal–Polymer Interfaces by Complementary Use of Attenuated Total Reflection–Fourier Transform Infrared Spectroscopy (ATR-FTIR) in the Kretschmann Geometry and Visible–Infrared Sum-Frequency Generation Spectroscopy (SFG). J. Phys. Chem. C 2020, 124, 7127–7138. [Google Scholar] [CrossRef]
- Hyer, M. Stress Analysis of Fiber-Reinforced Composite Materials; Destech Publications Inc.: Lancaster, PA, USA, 2008. [Google Scholar]
- Hashemi, F.; Tahir, P.M.; Madsen, B.; Jawaid, M.; Majid, D.; Brancheriau, L.; Juliana, A.H. Volumetric composition and shear strength evaluation of pultruded hybrid kenaf/glass fiber composites. J. Compos. Mater. 2015, 50, 2291–2303. [Google Scholar] [CrossRef]
- Haque, P.; Barker, I.A.; Parsons, A.; Thurecht, K.J.; Ahmed, I.; Walker, G.S.; Rudd, C.; Irvine, D.J. Influence of compatibilizing agent molecular structure on the mechanical properties of phosphate glass fiber-reinforced PLA composites. J. Polym. Sci. Part A Polym. Chem. 2010, 48, 3082–3094. [Google Scholar] [CrossRef]
- Ratner, B.D.; Hoffman, A.S.; McArthur, S.L. Physicochemical Surface Modification of Materials Used in Medicine. In Biomaterials Science; Elsevier BV: Amsterdam, The Netherlands, 2020; pp. 487–505. [Google Scholar]
- Chakraborty, A.K.; Plyhm, T.; Barbezat, M.; Necola, A.; Terrasi, G.P. Carbon nanotube (CNT)–epoxy nanocomposites: A systematic investigation of CNT dispersion. J. Nanoparticle Res. 2011, 13, 6493–6506. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Viscosity (mPa·s) | Mean (mPa·s) | Standard Deviation (mPa·s) | Coefficient of Variation (%) | ||||
|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | ||||
| VE Neat (0.0 wt.%) | 399.3 | 400.8 | 402.7 | 404.6 | 406.0 | 402.7 | 2.72 | 1.0 |
| VE 0.5 wt.% | 455.1 | 451.5 | 446.2 | 443.1 | 444.3 | 448.0 | 5.08 | 1.0 |
| VE 1.0 wt.% | 465.6 | 462.7 | 463.4 | 464.5 | 464.7 | 464.2 | 1.13 | 0.0 |
| VE 2.0 wt.% | 514.4 | 524.9 | 521.5 | 518.4 | 523.9 | 520.6 | 4.28 | 1.0 |
| Specimen | Normalized Heat of Reaction (J/g) | Degree of Cure (%) |
|---|---|---|
| Uncured Vinyl Ester | 577.56 | - |
| Cured Vinyl Ester (Neat 0.0 wt.%) | 13.10 | 97.73 |
| Cured Vinyl Ester (0.5 wt.% COOH-MWCNTs) | 10.98 | 98.10 |
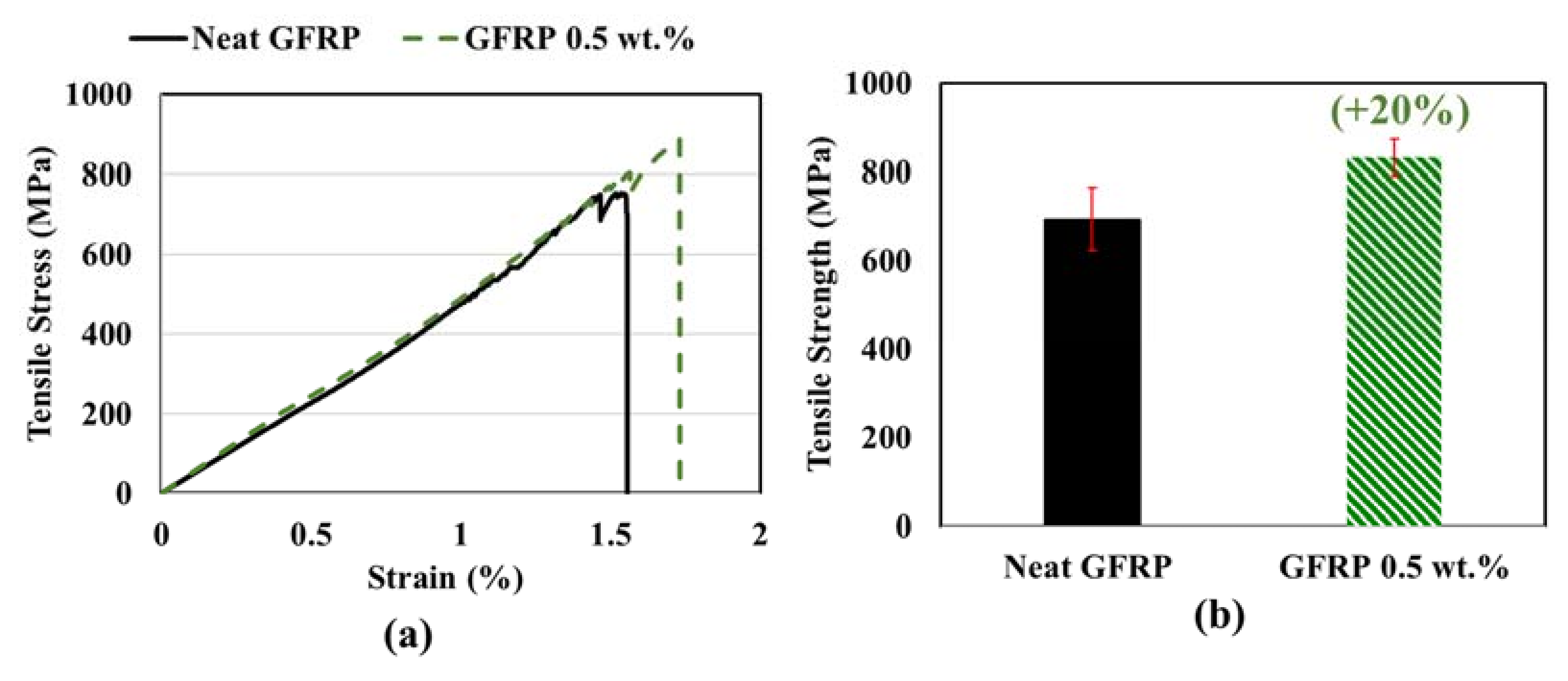
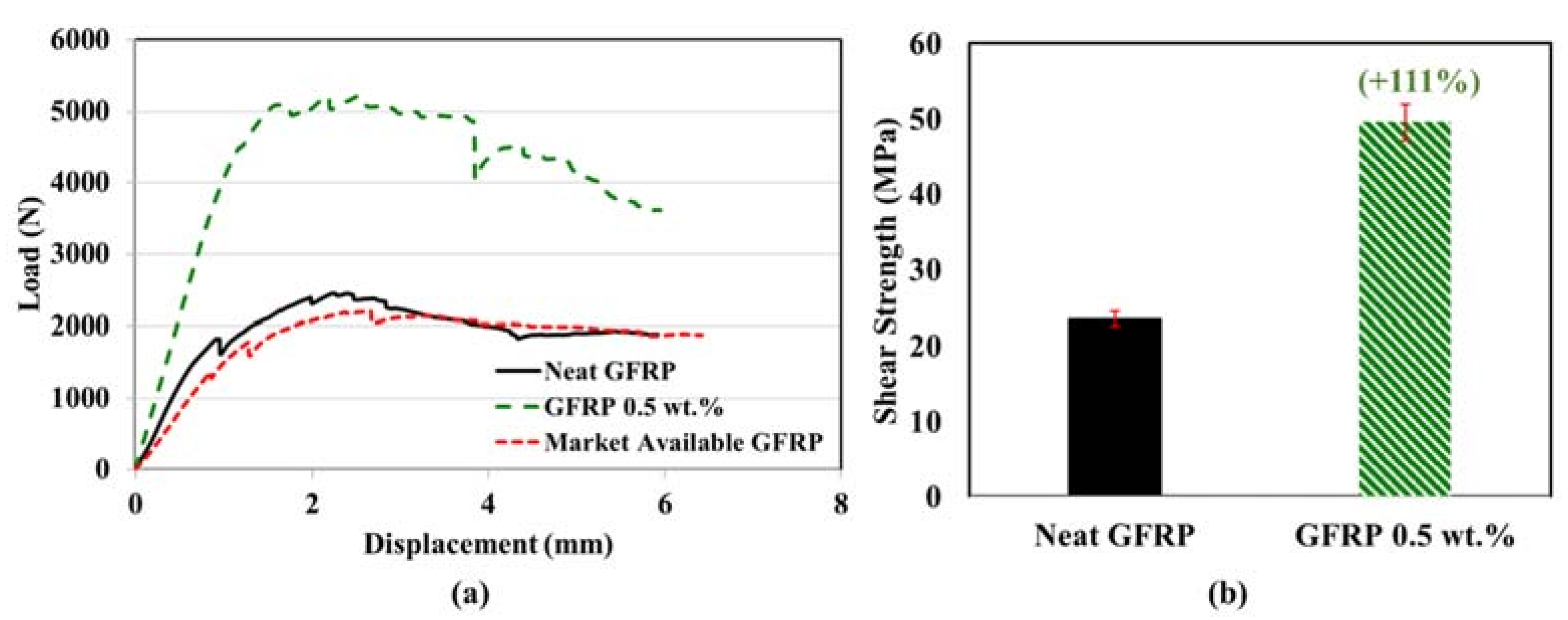
| Specimen | Tensile Strength (MPa) | Tensile Modulus (GPa) | Horizontal Shear Strength (MPa) |
|---|---|---|---|
| Neat GFRP | 694 ± 71 | 45.4 ± 0.29 | 24.6 ± 1.0 |
| GFRP 0.5 wt.% | 832 ± 42 | 45.5 ± 1.66 | 49.6 ± 2.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vemuganti, S.; Chennareddy, R.; Riad, A.; Taha, M.M.R. Pultruded GFRP Reinforcing Bars Using Nanomodified Vinyl Ester. Materials 2020, 13, 5710. https://doi.org/10.3390/ma13245710
Vemuganti S, Chennareddy R, Riad A, Taha MMR. Pultruded GFRP Reinforcing Bars Using Nanomodified Vinyl Ester. Materials. 2020; 13(24):5710. https://doi.org/10.3390/ma13245710
Chicago/Turabian StyleVemuganti, Shreya, Rahulreddy Chennareddy, Amr Riad, and Mahmoud M. Reda Taha. 2020. "Pultruded GFRP Reinforcing Bars Using Nanomodified Vinyl Ester" Materials 13, no. 24: 5710. https://doi.org/10.3390/ma13245710
APA StyleVemuganti, S., Chennareddy, R., Riad, A., & Taha, M. M. R. (2020). Pultruded GFRP Reinforcing Bars Using Nanomodified Vinyl Ester. Materials, 13(24), 5710. https://doi.org/10.3390/ma13245710