Post-Weld Heat Treatment of API 5L X70 High Strength Low Alloy Steel Welds

 ,
,  ,
, 
Abstract
:1. Introduction
2. Experimental Procedure
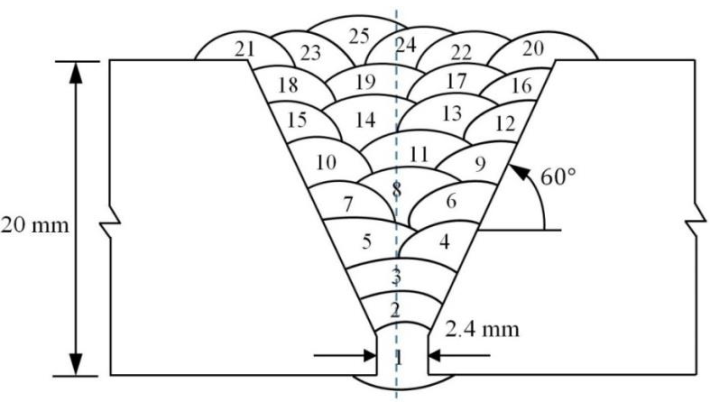
2.1. Materials and Sample Preparation
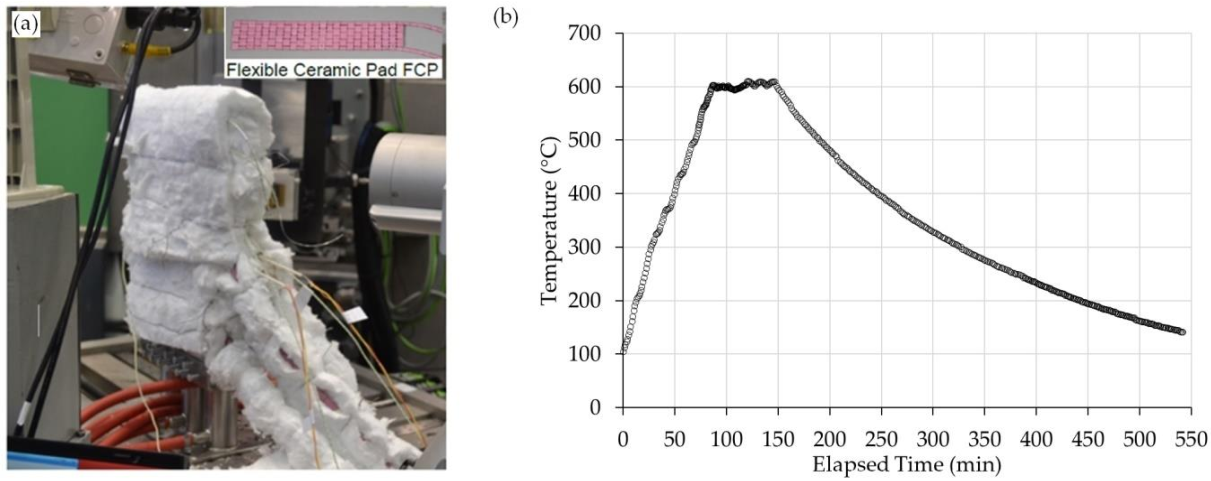
2.2. Post-Weld Heat Treatment
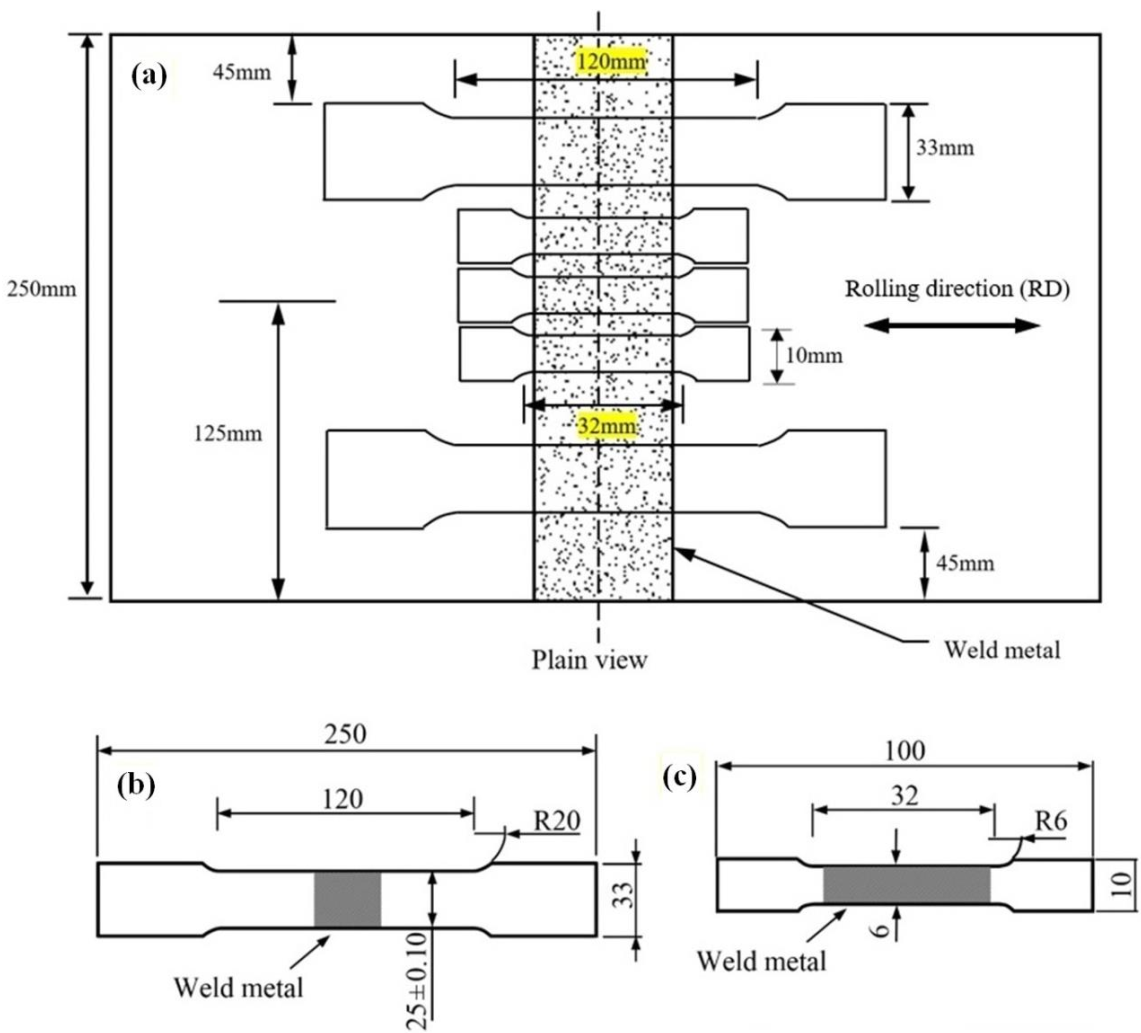
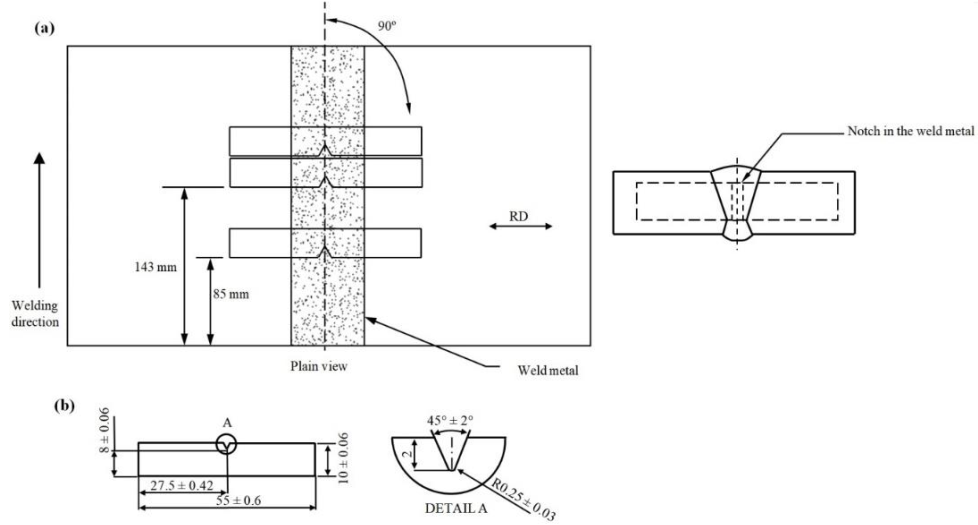
2.3. Mechanical Testing
2.4. Microstructural Analysis
3. Results and Discussions
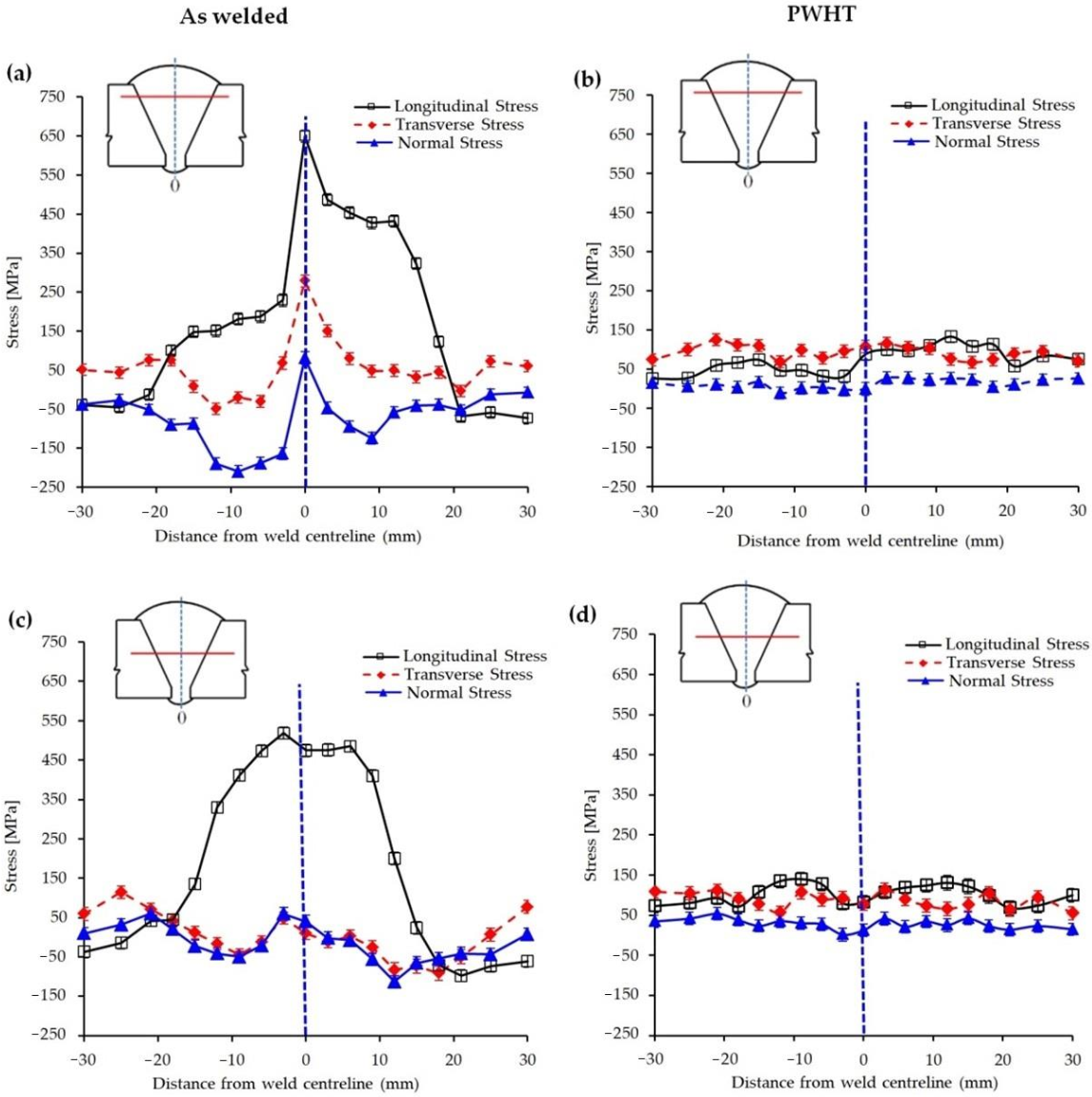
3.1. Residual Stress/Strain Measurement Prior and After PWHT
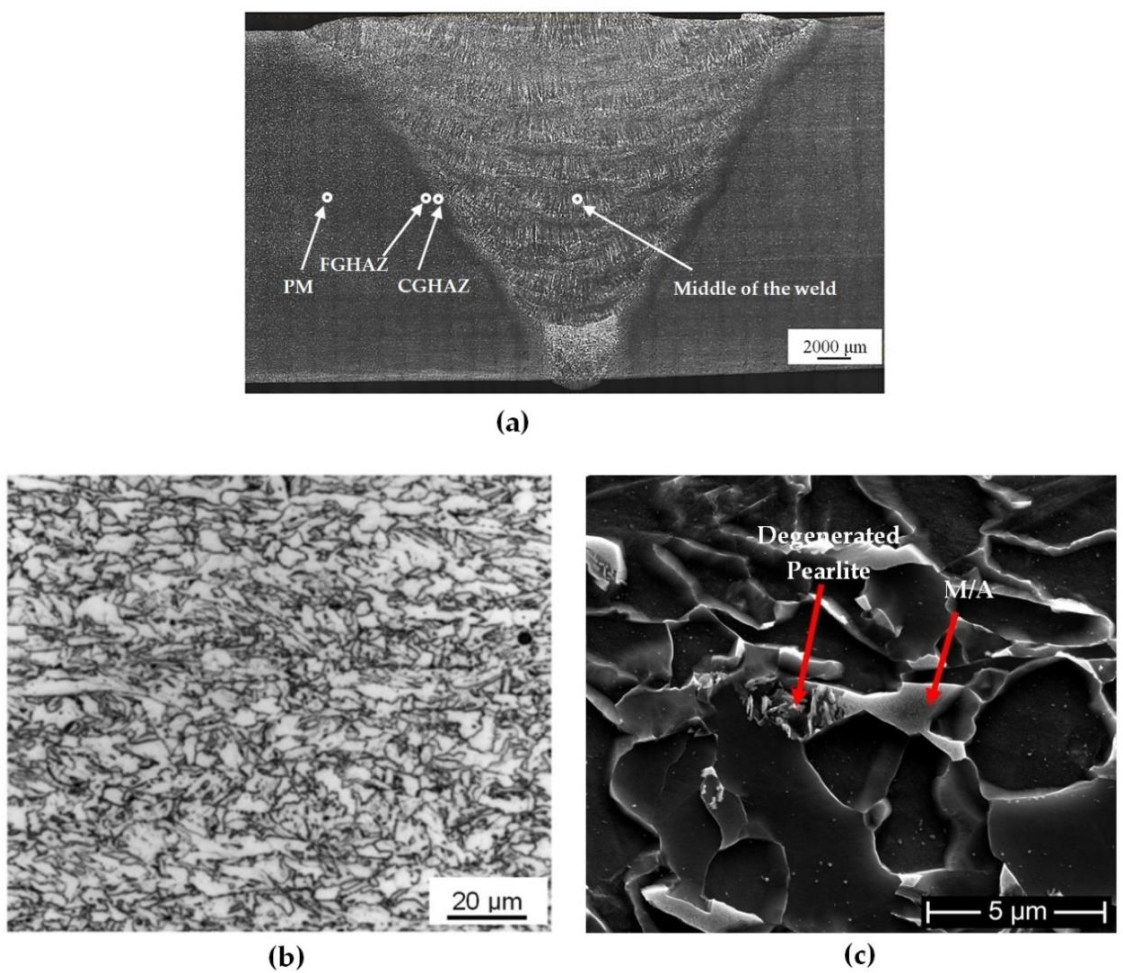
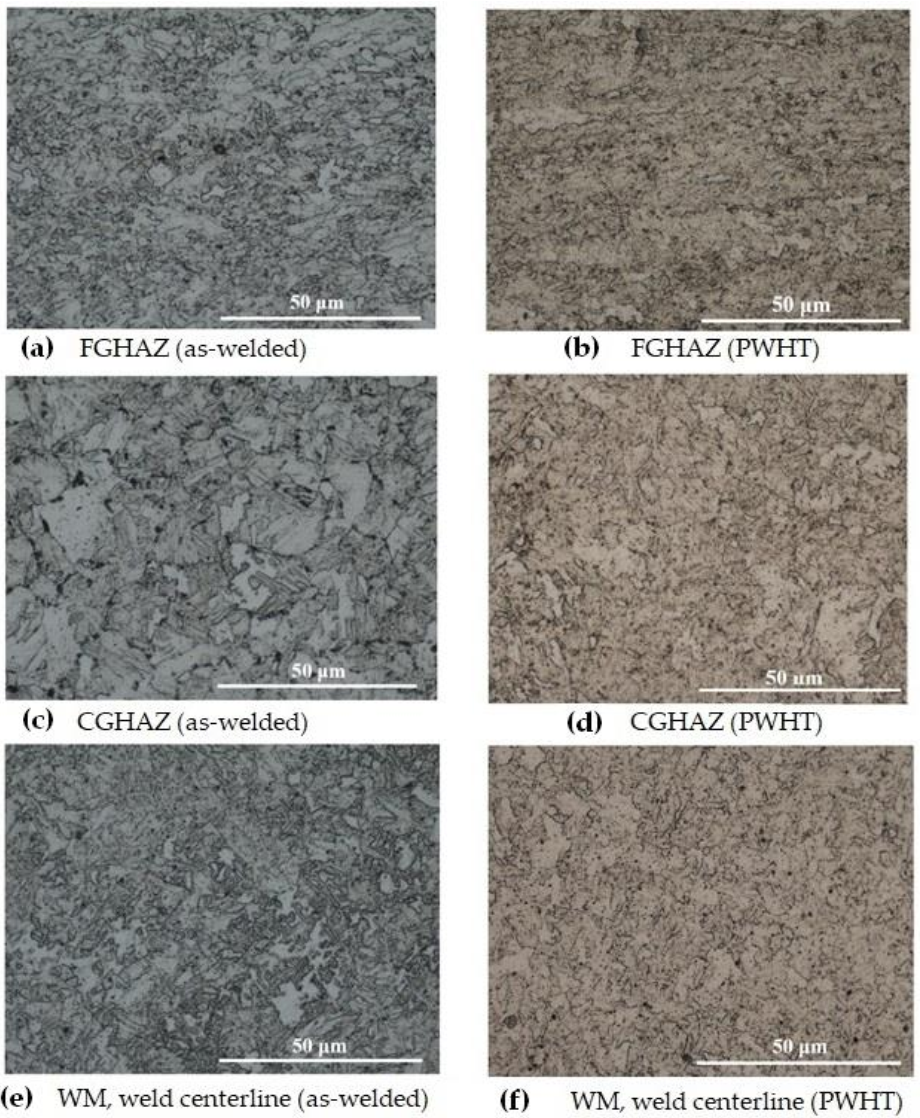
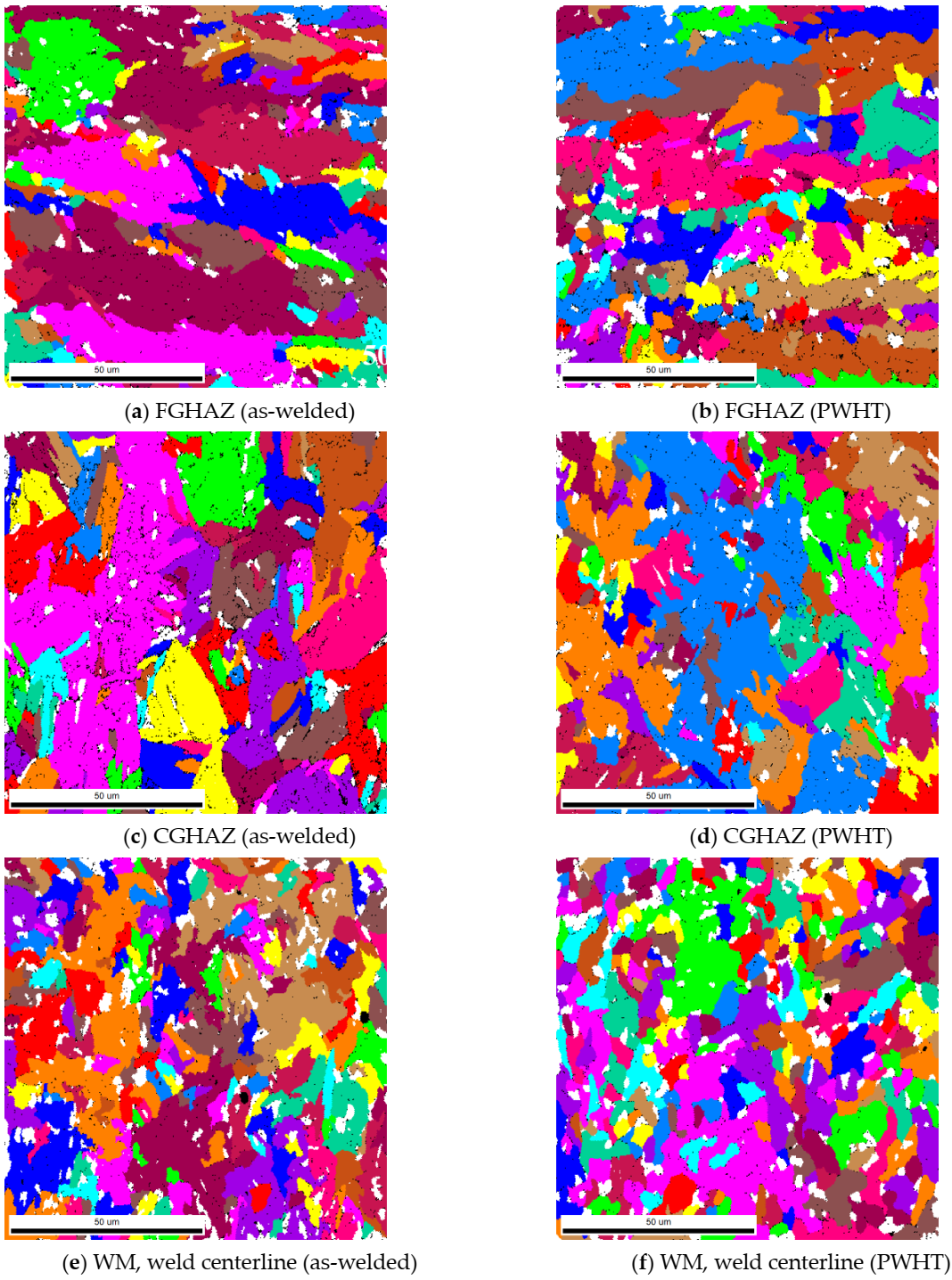
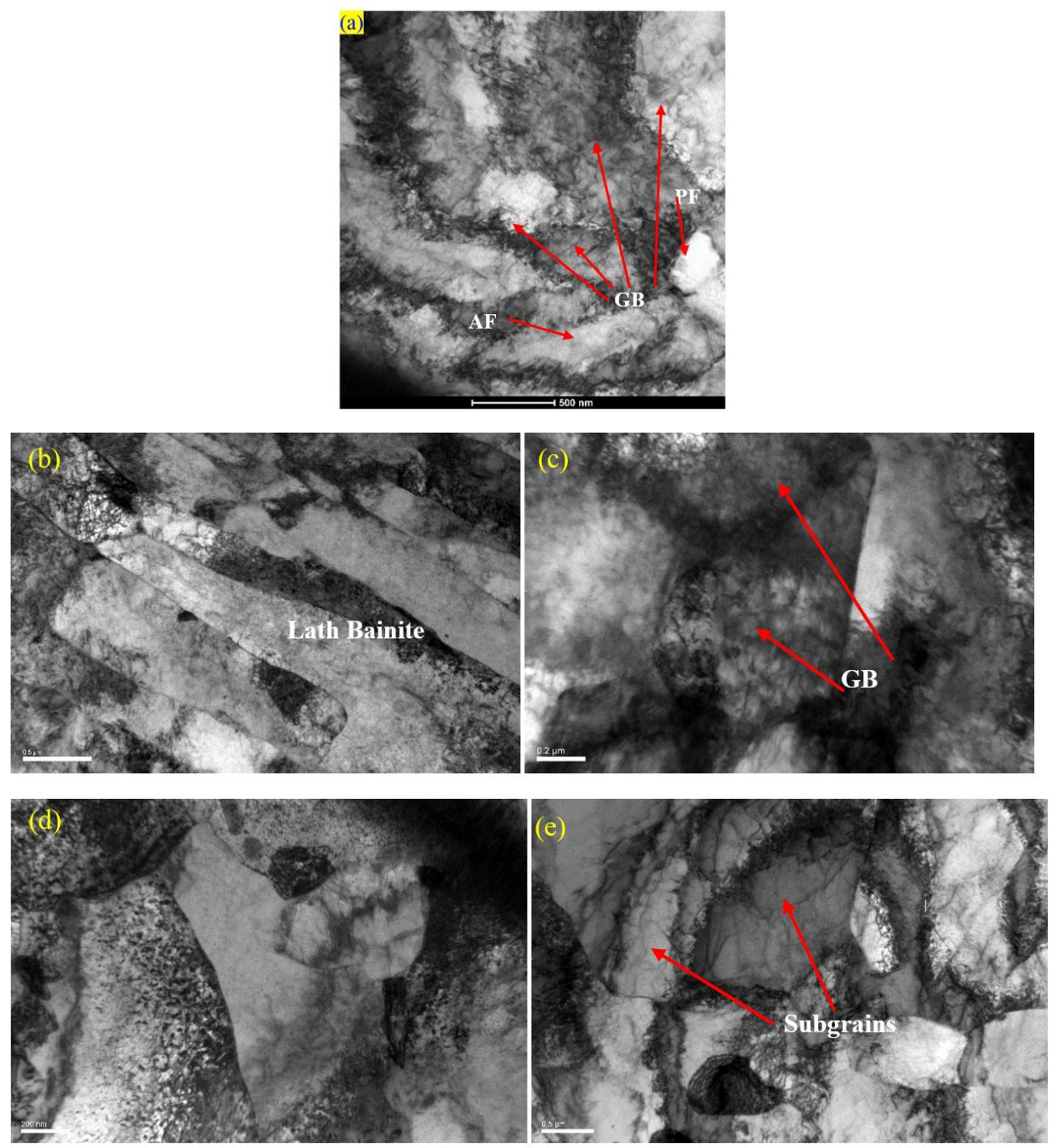
3.2. Microstructure Analysis
3.3. Mechanical Properties of the Weld
3.3.1. Hardness
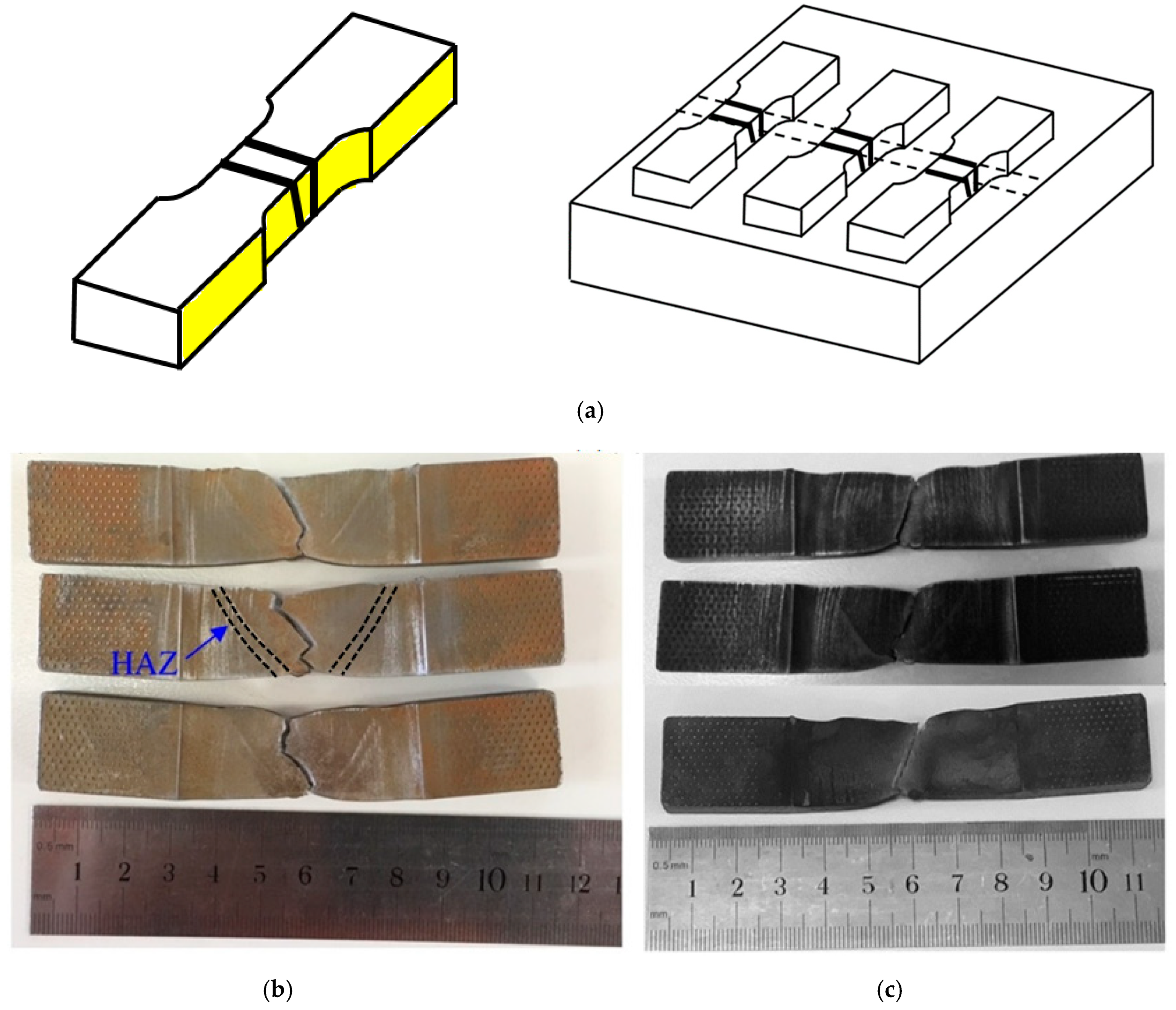
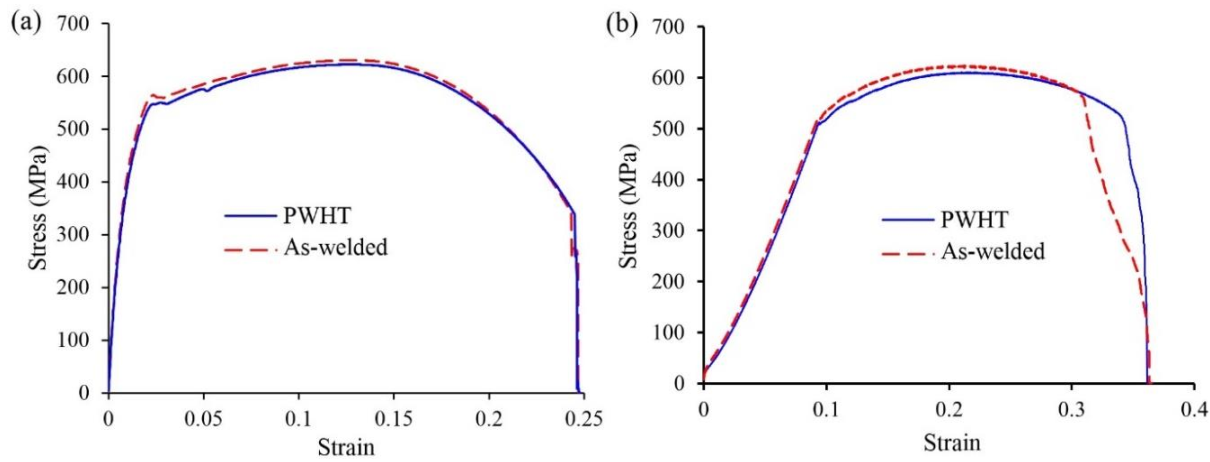
3.3.2. Tensile Test
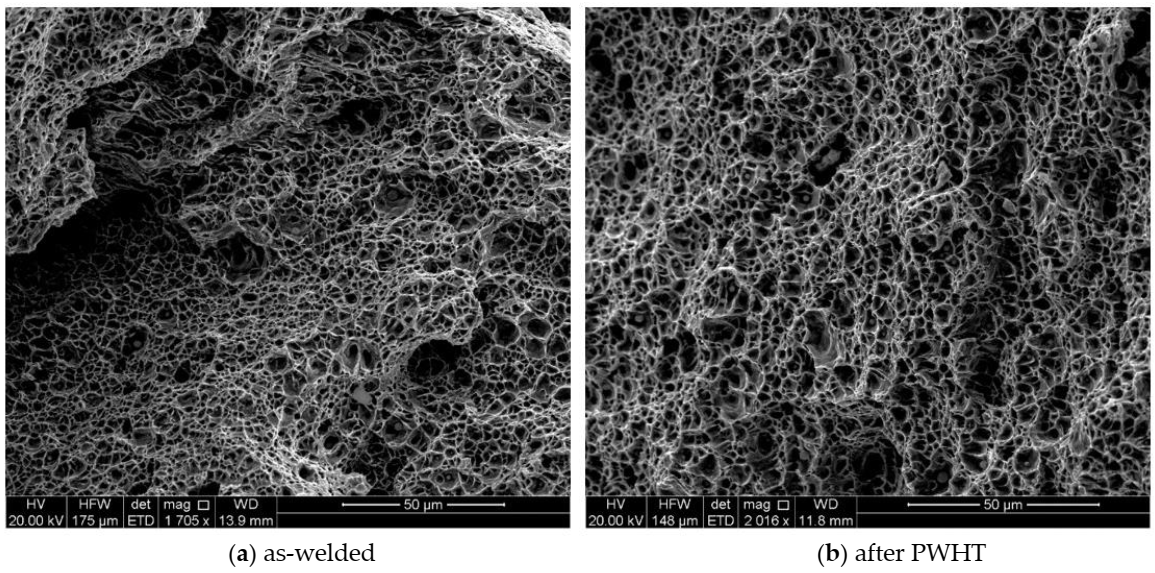
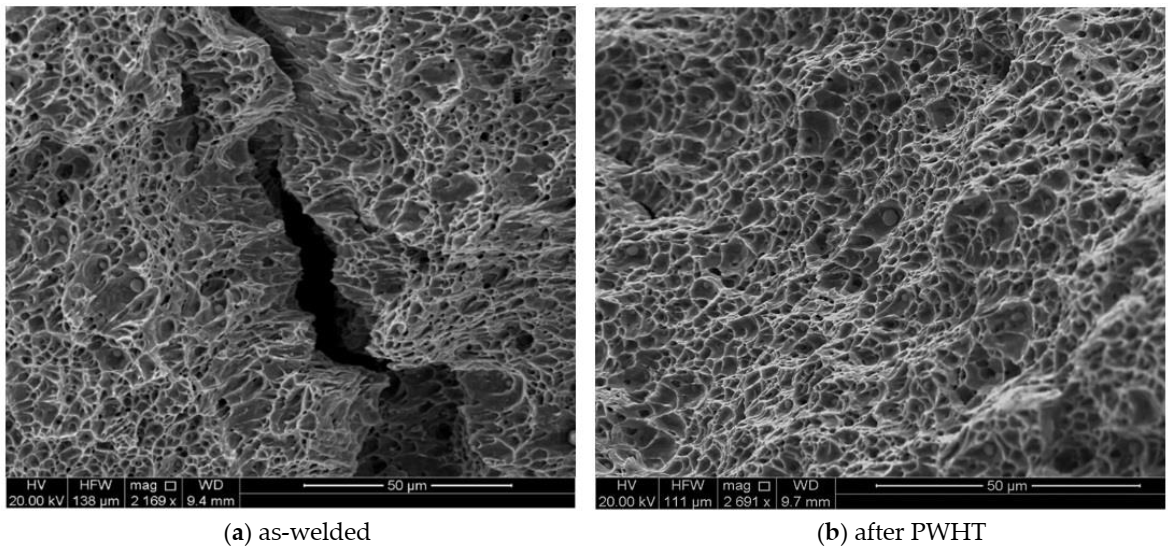
3.3.3. Impact Test
4. Conclusions
- The combined MSAW-FCAW welding of X70 pipeline steel results in higher residual stresses when compared to the work done by the authors on SMAW [6] but renders a faster fabrication with as-good if not better weld joint quality as SMAW.
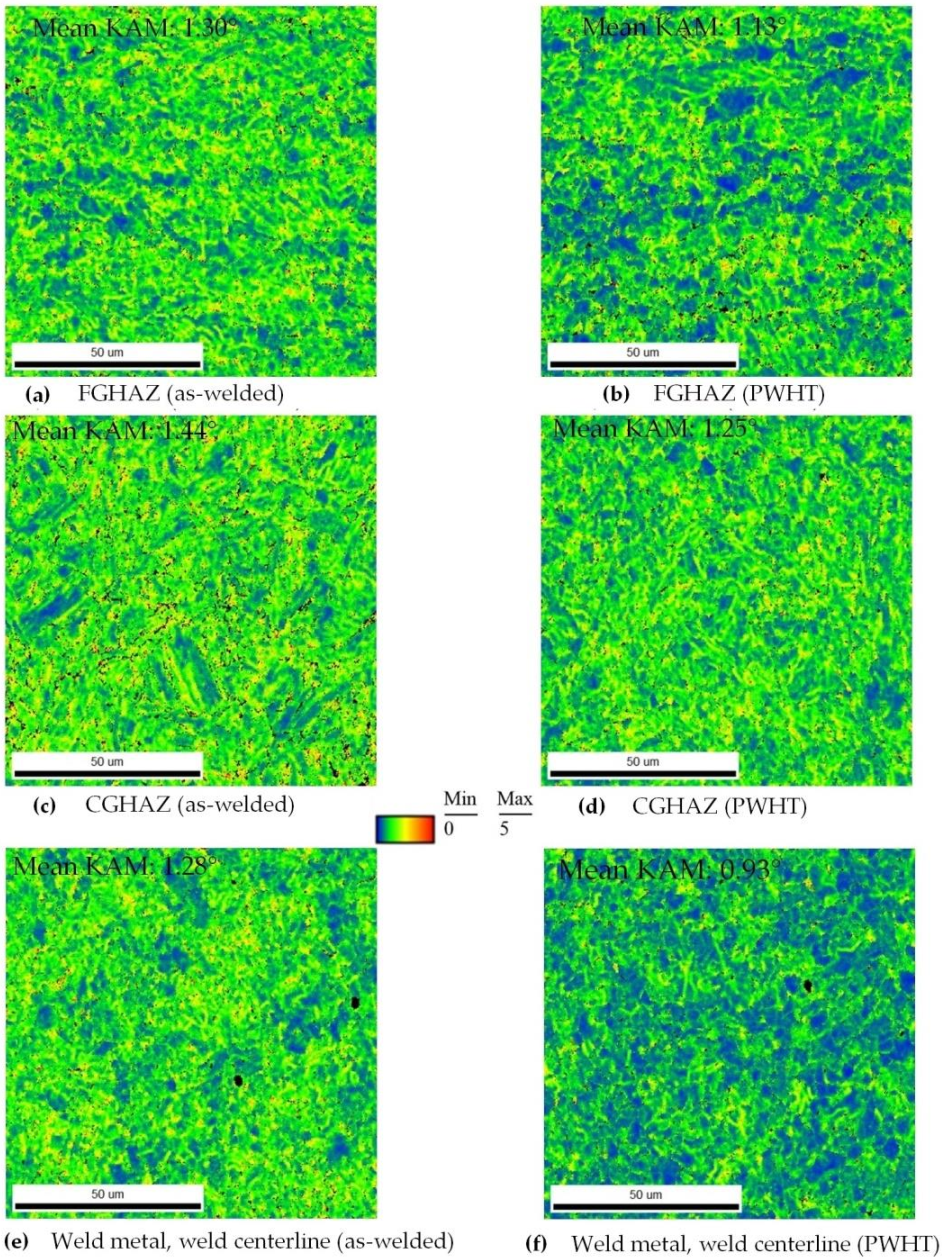
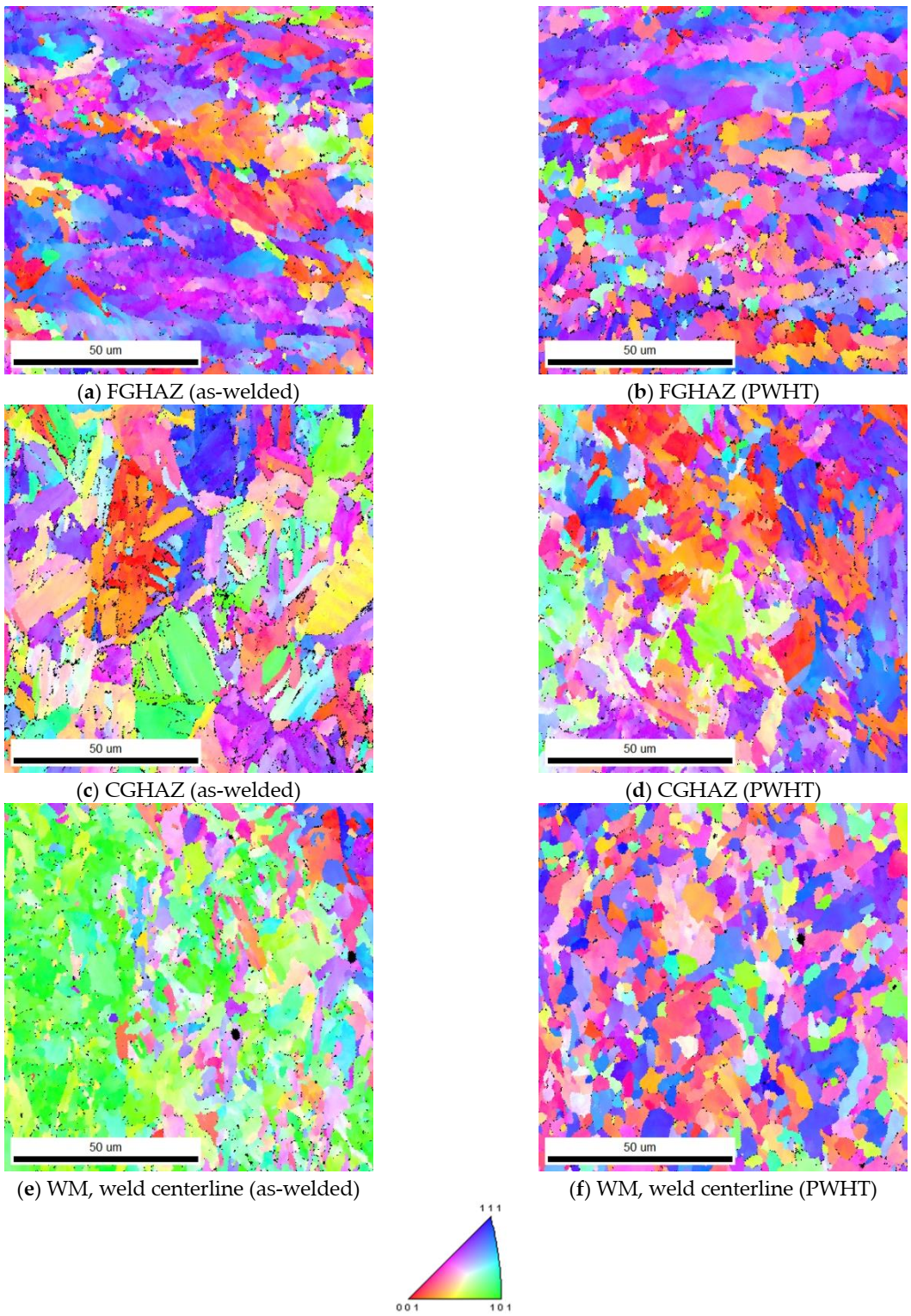
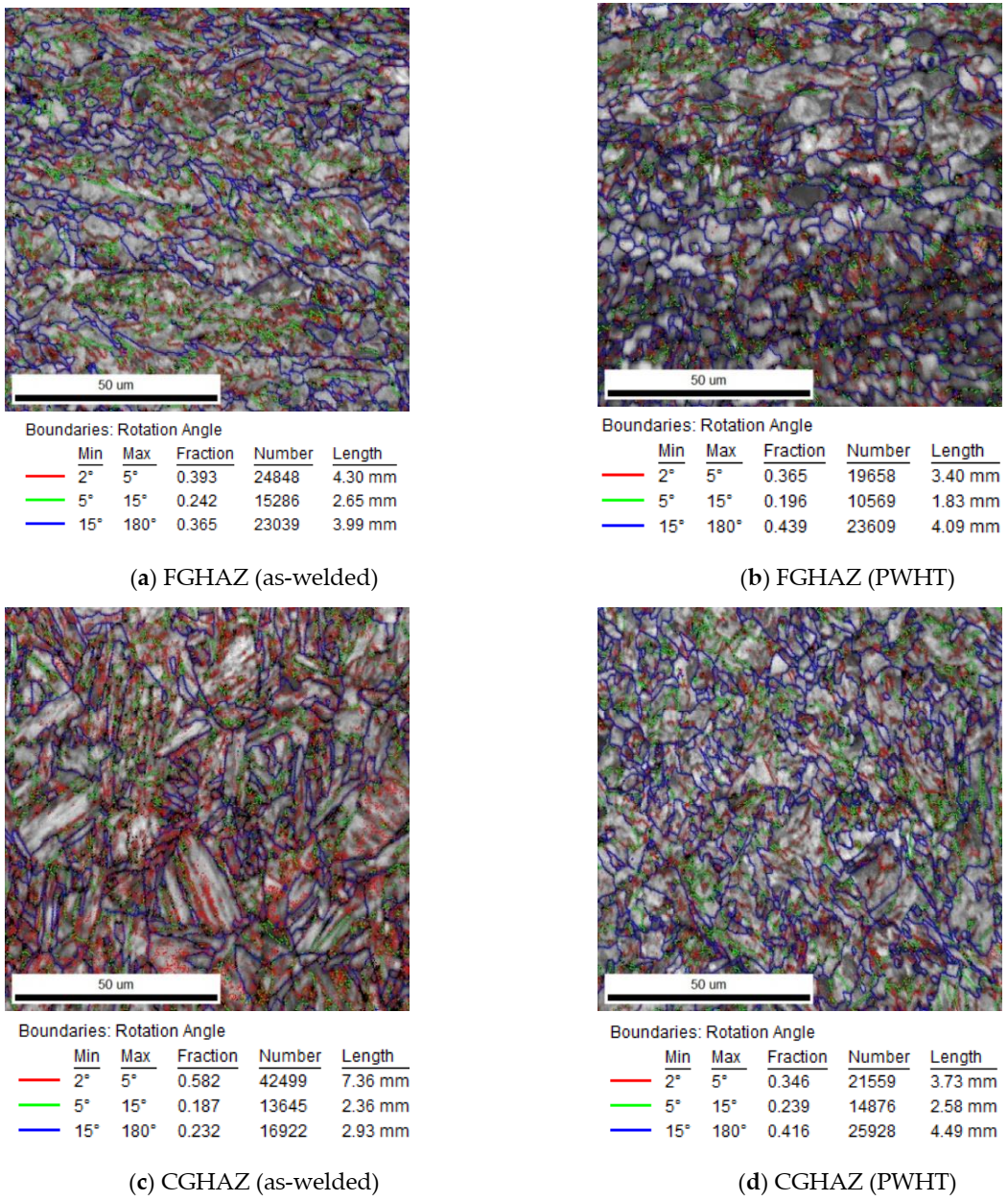
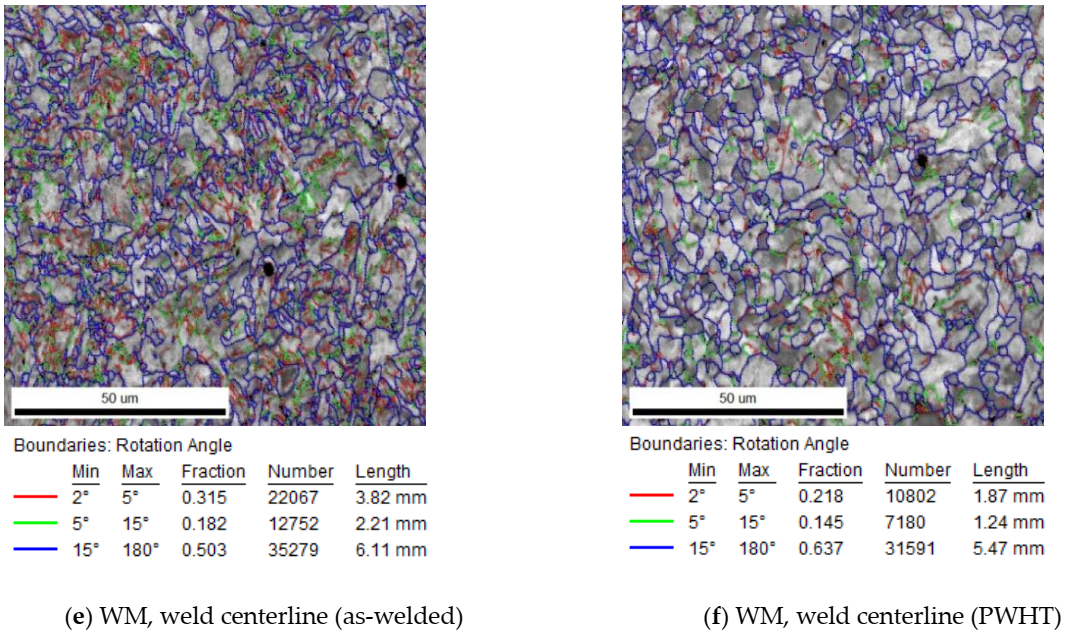
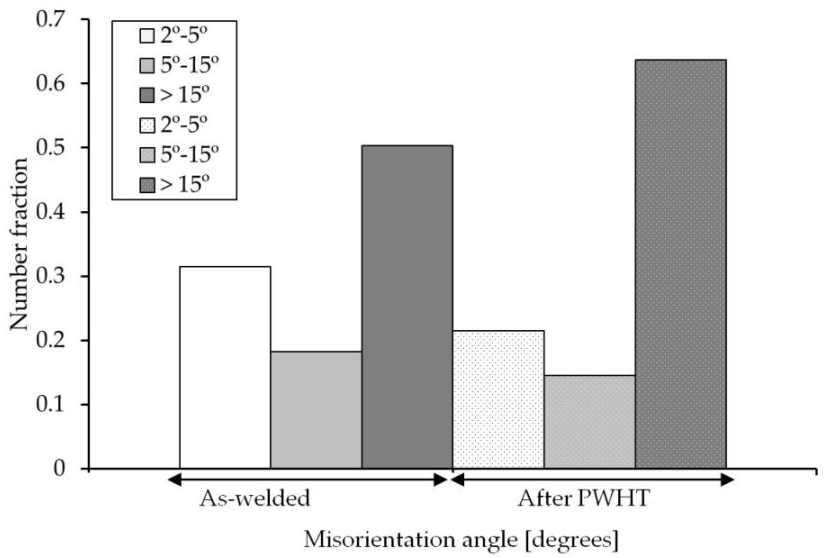
- PWHT leads to microstructural changes including polygonization, rearrangement of dislocations and the formation of subgrains which is in line with significant reduction of residual stress in the heat-treated specimen.
- The acicular ferrite and granular bainite formed in the as-welded specimen (HAZ and WM) were transformed into mainly polygonal ferrite. Moreover, a more homogeneous microstructure in terms of grain size was found after the PWHT process (HAZ and WM).
- Microstructural changes which occur during PWHT (i.e., subgrain formation and grain boundary misorientations) explains the mechanical behavior with the increase in the elongations (higher ductility) and a slight reduction in yield strength of the PWHT specimen.
- There was a minor decrease in the impact toughness of the welded joints after PWHT, less than 2% reduction. Moreover, there was no noticeable change in the hardness of the base material but PWHT provides the tempering treatment absent in the as-welded specimen, particularly for the upper layer of the weld, and thus the hardness dropped from the average of 221 HV0.5 (as-welded sample) to 198 HV0.5 in these regions. Some level of softening was also observed in the WM after PWHT.
- High value of the tensile residual stresses, present in the as-welded specimen, reduced substantially after PWHT. It is about 27% and 20% of the yield strength of the WM in the longitudinal and transverse directions, respectively.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cornish, N.; Kurji, R.; Roccisano, A.; Ghomashchi, R. Techno-economic Feasibility of Modified Pulse Arc Deposition on Thick Section of Quenched and Tempered Steel. MATEC Web Conf. 2019, 01012. [Google Scholar] [CrossRef] [Green Version]
- Chu, W.-H.; Tung, P.-C. Development of an automatic arc welding system using SMAW process. Int. J. Adv. Manuf. Technol. 2005, 27, 281–287. [Google Scholar] [CrossRef]
- Byrd, A.P.; Anderson, R.G.; Stone, R. The use of virtual welding simulators to evaluate experienced welders. Weld. J. 2015, 94, 389. [Google Scholar]
- Mohamat, S.A.; Ibrahim, I.A.; Amir, A.; Ghalib, A. The effect of flux core arc welding (FCAW) processes on different parameters. Procedia Eng. 2012, 41, 1497–1501. [Google Scholar] [CrossRef] [Green Version]
- Krishnan, D.S.; De Kulkarni, A.V. Probing pulsed current gas metal arc welding for modified 9Cr-1Mo steel. J. Mater. Eng. Perform. 2015, 24, 1462–1470. [Google Scholar] [CrossRef]
- Alipooramirabad, H.; Paradowska, A.; Ghomashchi, R.; Reid, M. Investigating the effects of welding process on residual stresses, microstructure and mechanical properties in HSLA steel welds. J. Manuf. Process. 2017, 28, 70–81. [Google Scholar] [CrossRef]
- Alipooramirabad, H.; Ghomashchi, R.; Paradowska, A.; Reid, M. Residual stress-microstructure-mechanical property interrelationships in multipass HSLA steel welds. J. Mater. Process. Technol. 2016, 231, 456–467. [Google Scholar] [CrossRef]
- Magudeeswaran, G.; Balasubramanian, V.; Reddy, G.M. Effect of welding processes and consumables on fatigue crack growth behaviour of armour grade quenched and tempered steel joints. Def. Technol. 2014, 10, 47–59. [Google Scholar] [CrossRef]
- Balasubramanian, V.; Guha, B. Influence of weld size on fatigue crack growth characteristics of flux cored arc welded cruciform joints. Mater. Sci. Eng. A 1999, 265, 7–17. [Google Scholar] [CrossRef]
- Aloraier, A.S.; Joshi, S. Residual stresses in flux cored arc welding process in bead-on-plate specimens. Mater. Sci. Eng. A 2012, 534, 13–21. [Google Scholar] [CrossRef]
- Kannan, T.; Murugan, N. Effect of flux cored arc welding process parameters on duplex stainless steel clad quality. J. Mater. Process. Technol. 2006, 176, 230–239. [Google Scholar] [CrossRef]
- Norrish, J. Recent gas metal arc welding (GMAW) process developments: The implications related to international fabrication standards. Weld. World 2017, 61, 755–767. [Google Scholar] [CrossRef]
- Alipooramirabad, H.; Paradowska, A.; Ghomashchi, R.; Kotousov, A.; Reid, M. Quantification of residual stresses in multi-pass welds using neutron diffraction. J. Mater. Process. Technol. 2015, 226, 40–49. [Google Scholar] [CrossRef]
- Cheng, X.; Fisher, J.W.; Prask, H.J.; Gnäupel-Herold, T.; Yen, B.T.; Roy, S. Residual stress modification by post-weld treatment and its beneficial effect on fatigue strength of welded structures. Int. J. Fatigue 2003, 25, 1259–1269. [Google Scholar] [CrossRef]
- Katsuyama, J.; Tobita, T.; Itoh, H.; Onizawa, K. Effect of welding conditions on residual stress and stress corrosion cracking behavior at butt-welding joints of stainless steel pipes. J. Press. Vessel Technol. 2012, 134, 021403. [Google Scholar] [CrossRef]
- Chang, K.-H.; Lee, C.-H. Residual stresses and fracture mechanics analysis of a crack in welds of high strength steels. Eng. Fract. Mech. 2007, 74, 980–994. [Google Scholar] [CrossRef]
- Alipooramirabad, H.; Paradowska, A.; Lavigne, O.; Ghomashchi, R.; Reid, M. In situ neutron diffraction measurement of strain relaxation in welds during heat treatment. Sci. Technol. Weld. Join. 2017, 22, 484–495. [Google Scholar] [CrossRef]
- Sparkes, D.J.; Bailey, N.; Gooch, T.G. Effect of post-weld heat treatment on heat affected zone microstructures of microalloyed C–Mn submerged arc welds. Mater. Sci. Technol. 1990, 6, 1215–1226. [Google Scholar] [CrossRef]
- Saini, N.; Mulik, R.S.; Mahapatra, M.M. Influence of filler metals and PWHT regime on the microstructure and mechanical property relationships of CSEF steels dissimilar welded joints. Int. J. Press. Vessel. Pip. 2019, 170, 1–9. [Google Scholar] [CrossRef]
- Nam, H.; Park, C.; Kim, C.; Kim, H.; Kang, N. Effect of post weld heat treatment on weldability of high entropy alloy welds. Sci. Technol. Weld. Join. 2018, 23, 420–427. [Google Scholar] [CrossRef]
- Boiler, A.; Code, P.V. Rules for Construction of Pressure Vessels. Am. Soc. Mech. Eng. 1989, 1992, 1998–2001. [Google Scholar]
- Australian Standard. AS4458-1997 Equipment-Manufacture; SAI Global: Sydney, Australia, 1997. [Google Scholar]
- American Petroleum Institute. API 579–1/ASME FFS-1 Fitness for Service; American Petroleum Institute: Houston, TX, USA, 2007. [Google Scholar]
- Mitra, A.; Prasad, N.S.; Ram, G.D.J. Influence of temperature and time of post-weld heat treatment on stress relief in an 800-mm-thick steel weldment. J. Mater. Eng. Perform. 2016, 25, 1384–1393. [Google Scholar] [CrossRef]
- Paddea, S.; Francis, J.A.; Paradowska, A.M.; Bouchard, P.J.; Shibli, I.A. Residual stress distributions in a P91 steel-pipe girth weld before and after post weld heat treatment. Mater. Sci. Eng. A 2012, 534, 663–672. [Google Scholar] [CrossRef]
- Olabi, A.G.; Hashmi, M.S.J. The effect of post-weld heat-treatment on mechanical-properties and residual-stresses mapping in welded structural steel. J. Mater. Process. Technol. 1995, 55, 117–122. [Google Scholar] [CrossRef]
- De Araújo, L.C.S.; Cândido, L.C.; Trindade, V.B.; Porcaro, R.R. Evaluation of the influence of post welding heat treatments on microstructure and mechanical properties of API 5L X70Q weld joints. Weld. Int. 2017, 31, 251–258. [Google Scholar] [CrossRef]
- Ramkumar, K.D.; Ramanand, R.; Ameer, A.; Simon, K.A.; Arivazhagan, N. Effect of post weld heat treatment on the microstructure and tensile properties of activated flux TIG welds of Inconel X750. Mater. Sci. Eng. A 2016, 658, 326–338. [Google Scholar] [CrossRef]
- Da Filho, V.B.; Guimarães, A.S.; Filho, J.D.C.P.; Paranhos, R.P.D.R. Normalizing Heat Treatment Effect on Low Alloy Steel Weld Metals. J. Braz. Soc. Mech. Sci. Eng. 2004, 62–66. [Google Scholar] [CrossRef] [Green Version]
- Fernandes, F.A.O.; Oliveira, D.F.; Pereira, A.B. Optimal parameters for laser welding of advanced high-strength steels used in the automotive industry. Procedia Manuf. 2017, 13, 219–226. [Google Scholar] [CrossRef]
- Zhang, C.; Yang, S.; Gong, B.; Deng, C.; Wang, D. Effects of post weld heat treatment (PWHT) on mechanical properties of C-Mn weld metal: Experimental observation and microstructure-based simulation. Mater. Sci. Eng. A 2018, 712, 430–439. [Google Scholar] [CrossRef]
- Ravi, S.; Balasubramanian, V.; Nasser, S.N. Influences of post weld heat treatment on fatigue life prediction of strength mis-matched HSLA steel welds. Int. J. Fatigue 2005, 27, 547–553. [Google Scholar] [CrossRef]
- Chatzidouros, E.V.; Papazoglou, V.J.; Tsiourva, T.E.; Pantelis, D.I. Hydrogen effect on fracture toughness of pipeline steel welds, with in situ hydrogen charging. Int. J. Hydrogen Energy 2011, 36, 12626–12643. [Google Scholar] [CrossRef]
- American Petroleum Institute. API 5L Specifications for Line Pipe; American Petroleum Institute: Houston, TX, USA, 2007. [Google Scholar]
- The Chemical Composition for the Filler Material for Both Processes Was Provided by the Manufacturer, Lincoln Electric. Available online: https://www.lincolnelectric.com (accessed on 20 June 2019).
- Parent Metal Analysed by Bureau Veritas Whyalla. Available online: https://www.bureauveritas.com.au (accessed on 25 March 2020).
- Standards Australia. AS 2205.6.1-2003, Methods for Destructive Testing of Welds in Metal—Weld Joint Hardness Test; Standards Australia: Sydney, Australia, 2003. [Google Scholar]
- ASTM International. A370-18 Standard Test Methods and Definitions for Mechanical Testing of Sheet Product; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Standards Australia. AS 2205.2.1-2003 Methods for Destructive Testing of Welds in Metal Transverse Butt Tensile Test; Standards Australia: Sydney, Australia, 2003. [Google Scholar]
- ASTM International. ASTM E 23-18. Standard Test Methods for Notched Bar Impact Testing of Metallic Materials, Standards; ASTM International: West Conshohocken, PA, USA, 2018. [Google Scholar]
- Semi-Automatic Grinding and Polishing. Available online: https://www.struers.com/en/Products/Grinding-and-Polishing/Grinding-and-polishing-equipment/Semi-automatic-grinding-and-polishing (accessed on 20 June 2020).
- Alipooramirabad, H.; Paradowska, A.M.; Ghomashchi, R.; Kotousov, A.; Hoye, N. Prediction of welding stresses in WIC test and its application in pipelines. Mater. Sci. Technol. 2016, 32, 1462–1470. [Google Scholar] [CrossRef]
- Harati, E.; Karlsson, L.; Svensson, L.-E.; Pirling, T.; Dalaei, K. Neutron diffraction evaluation of near surface residual stresses at welds in 1300 MPa yield strength steel. Materials 2017, 10, 593. [Google Scholar] [CrossRef] [Green Version]
- Hutchings, M.T. Introduction to the Characterization of Residual Stress by Neutron Diffraction; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Alipooramirabad, H.; Paradowska, A.; Ghomashchi, R.; Hoye, N.P.; Reid, M.H. Experimental Investigation of Welding Stresses in MWIC Weldability Test. Mater. Res. Proc. 2017, 2, 557–562. [Google Scholar] [CrossRef] [Green Version]
- Cho, J.R.; Lee, B.Y.; Moon, Y.H.; Van Tyne, C.J. Investigation of residual stress and post weld heat treatment of multi-pass welds by finite element method and experiments. J. Mater. Process. Technol. 2004, 155, 1690–1695. [Google Scholar] [CrossRef]
- Lavigne, O.; Gamboa, E.; Luzin, V.; Law, M.; Giuliani, M.; Costin, W. The effect of the crystallographic texture on intergranular stress corrosion crack paths. Mater. Sci. Eng. A 2014, 618, 305–309. [Google Scholar] [CrossRef]
- Shen, R.R.; Efsing, P. Overcoming the drawbacks of plastic strain estimation based on KAM. Ultramicroscopy 2018, 184, 156–163. [Google Scholar] [CrossRef]
- Staiger, M.P.; Jessop, B.; Hodgson, P.D.; Brownrigg, A.; Davies, C.H.J. Effect of Nitrogen on Formation of Martensite-Austenite Constituent in Low Carbon Steels. ISIJ Int. 1999, 39, 183–190. [Google Scholar] [CrossRef] [Green Version]
- Bhadeshia, H.; Honeycombe, R. Steels: Microstructure and Properties, Butterworth-Heinemann, 4AD; Elsevier: Amsterdam, The Netherlands; Butterworth-Heinemann: Boston, MA, USA, 2006. [Google Scholar]
- Roccisano, A. Manufacturing Processes Leading to Improved High pH SCC Resistance in Pipes; The University of Adelaide: Adelaide, Australia, 2020. [Google Scholar]
- Ghomashchi, R.; Costin, W.; Kurji, R. Evolution of weld metal microstructure in shielded metal arc welding of X70 HSLA steel with cellulosic electrodes: A case study. Mater. Charact. 2015, 107, 317–326. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Bainite in Steels, Transformations, Microstructure and Properties; IOM: London, UK, 2001. [Google Scholar]
- Zhang, J.; Huang, B.; Wu, Q.; Li, C.; Huang, Q. Effect of post-weld heat treatment on the mechanical properties of CLAM/316L dissimilar joint. Fusion Eng. Des. 2015, 100, 334–339. [Google Scholar] [CrossRef]
- Sathiyamoorthi, P.; Basu, J.; Kashyap, S.; Pradeep, K.G.; Kottada, R.S. Thermal stability and grain boundary strengthening in ultrafine-grained CoCrFeNi high entropy alloy composite. Mater. Des. 2017, 134, 426–433. [Google Scholar] [CrossRef]
- Huang, C.C.; Chuang, T.H. Effects of post-weld heat treatments on the residual stress and mechanical properties of laser beam welded SAE 4130 steel plates. Mater. Manuf. Process. 1997, 12, 779–797. [Google Scholar] [CrossRef]
- Aloraier, A.S.; Joshi, S.; Price, J.W.H.; Alawadhi, K. Hardness, microstructure, and residual stresses in low carbon steel welding with post-weld heat treatment and temper bead welding. Met. Mater. Trans. A Phys. Met. Mater. Sci. 2014, 45, 2030–2037. [Google Scholar] [CrossRef]
- Nguyen, A.V.; Wu, D.; Tashiro, S.; Tanaka, M. Undercut formation mechanism in keyhole plasma arc welding. Weld. J. 2019. [Google Scholar] [CrossRef]
- Zhao, M.S.; Chiew, S.P.; Lee, C.K. Post weld heat treatment for high strength steel welded connections. J. Constr. Steel Res. 2016, 122, 167–177. [Google Scholar] [CrossRef] [Green Version]
- Pandey, C.; Mahapatra, M.M. Effect of Groove Design and Post-Weld Heat Treatment on Microstructure and Mechanical Properties of P91 Steel Weld. J. Mater. Eng. Perform. 2016, 25, 2761–2775. [Google Scholar] [CrossRef]
- Han, X.L.; Wu, D.Y.; Min, X.L.; Wang, X.; Liao, B.; Xiao, F.R. Influence of post-weld heat treatment on the microstructure, microhardness, and toughness of a weld metal for hot bend. Metals 2016, 6, 75. [Google Scholar] [CrossRef] [Green Version]
- Da Silva, A.L.V.E. The effects of non-metallic inclusions on properties relevant to the performance of steel in structural and mechanical applications. J. Mater. Res. Technol. 2019, 8, 2408–2422. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | ER 70S-6 [35] | E81T1-Ni 1M [35] | PM [36] |
|---|---|---|---|
| %C | 0.09 | 0.04–0.05 | 0.059 |
| %Mn | <1.60 | 1.26–1.36 | 1.57 |
| %S | 0.007 | 0.006–0.009 | <0.002 |
| %Si | 0.90 | 0.25–0.29 | 0.19 |
| %P | 0.007 | 0.005–0.008 | 0.011 |
| %Cu | 0.20 | - | 0.16 |
| %Cr | 0.05 | 0.04–0.05 | 0.032 |
| %Ni | 0.05 | 0.86–0.96 | 0.19 |
| %Mo | 0.05 | 0.01 | 0.17 |
| %V | 0.05 | 0.02–0.03 | 0.027 |
| %Ti | – | – | 0.01 |
| %NB | – | – | 0.045 |
| %N | – | – | 0.004 |
| Sub-Zone | As-Welded (µm) | PWHT (µm) |
|---|---|---|
| FGHAZ | 3.01 | 2.62 |
| CGHAZ | 2.04 | 2.24 |
| Weld Middle | 1.84 | 2.14 |
| X70 Steel | 0.2% Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Percentage of Elongation (%) |
|---|---|---|---|
| PM | 543 ± 4.7 | 623 ± 6.9 | 24.0 ± 0.2 |
| As-welded (WM specimens) | 532 ± 5.6 | 618 ± 6.3 | 28.5 ± 0.3 |
| PWHT (WM specimens) | 513 ± 4.6 | 607 ± 4.2 | 33 ± 0.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alipooramirabad, H.; Paradowska, A.; Nafisi, S.; Reid, M.; Ghomashchi, R. Post-Weld Heat Treatment of API 5L X70 High Strength Low Alloy Steel Welds. Materials 2020, 13, 5801. https://doi.org/10.3390/ma13245801
Alipooramirabad H, Paradowska A, Nafisi S, Reid M, Ghomashchi R. Post-Weld Heat Treatment of API 5L X70 High Strength Low Alloy Steel Welds. Materials. 2020; 13(24):5801. https://doi.org/10.3390/ma13245801
Chicago/Turabian StyleAlipooramirabad, Houman, Anna Paradowska, Shahrooz Nafisi, Mark Reid, and Reza Ghomashchi. 2020. "Post-Weld Heat Treatment of API 5L X70 High Strength Low Alloy Steel Welds" Materials 13, no. 24: 5801. https://doi.org/10.3390/ma13245801
APA StyleAlipooramirabad, H., Paradowska, A., Nafisi, S., Reid, M., & Ghomashchi, R. (2020). Post-Weld Heat Treatment of API 5L X70 High Strength Low Alloy Steel Welds. Materials, 13(24), 5801. https://doi.org/10.3390/ma13245801