Preparation of Black Ceramic Tiles Using Waste Copper Slag and Stainless Steel Slag of Electric Arc Furnace



Abstract
:1. Introduction
2. Experimental
2.1. Raw Materials
2.2. Characterization
2.2.1. Chemical Composition, Crystalline Phase, and Microstructure
2.2.2. Thermogravimetric Test
2.3. Preparation of Black Ceramic Tile
2.4. Coloration Performance of Black Ceramic Tiles
2.5. Leaching Test and Compression Resistance of Black Ceramic Tiles
3. Results and Discussion
3.1. Characterization of Copper Slag and Stainless Steel Slag
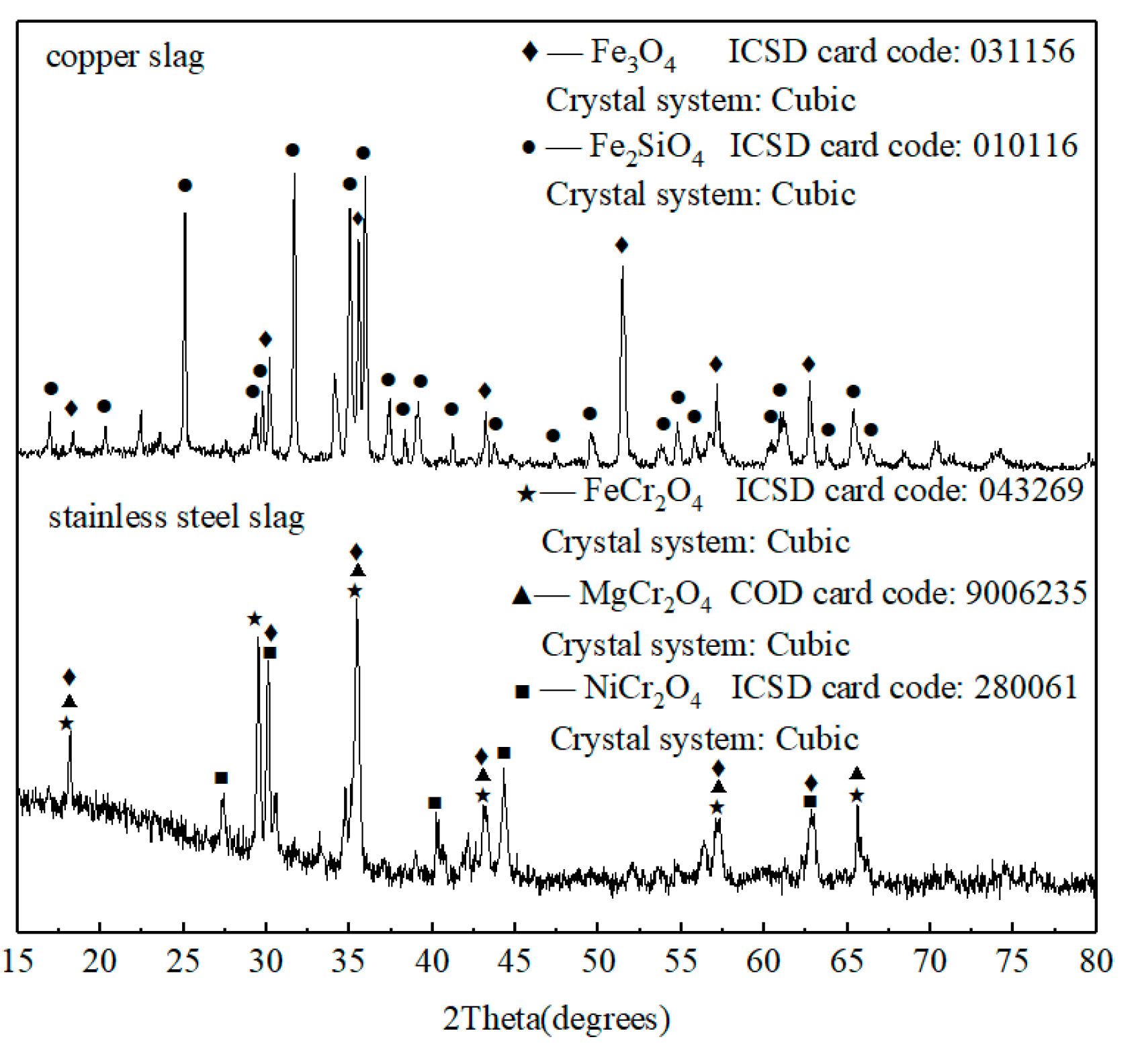
3.1.1. Chemical Composition and Crystalline Phases
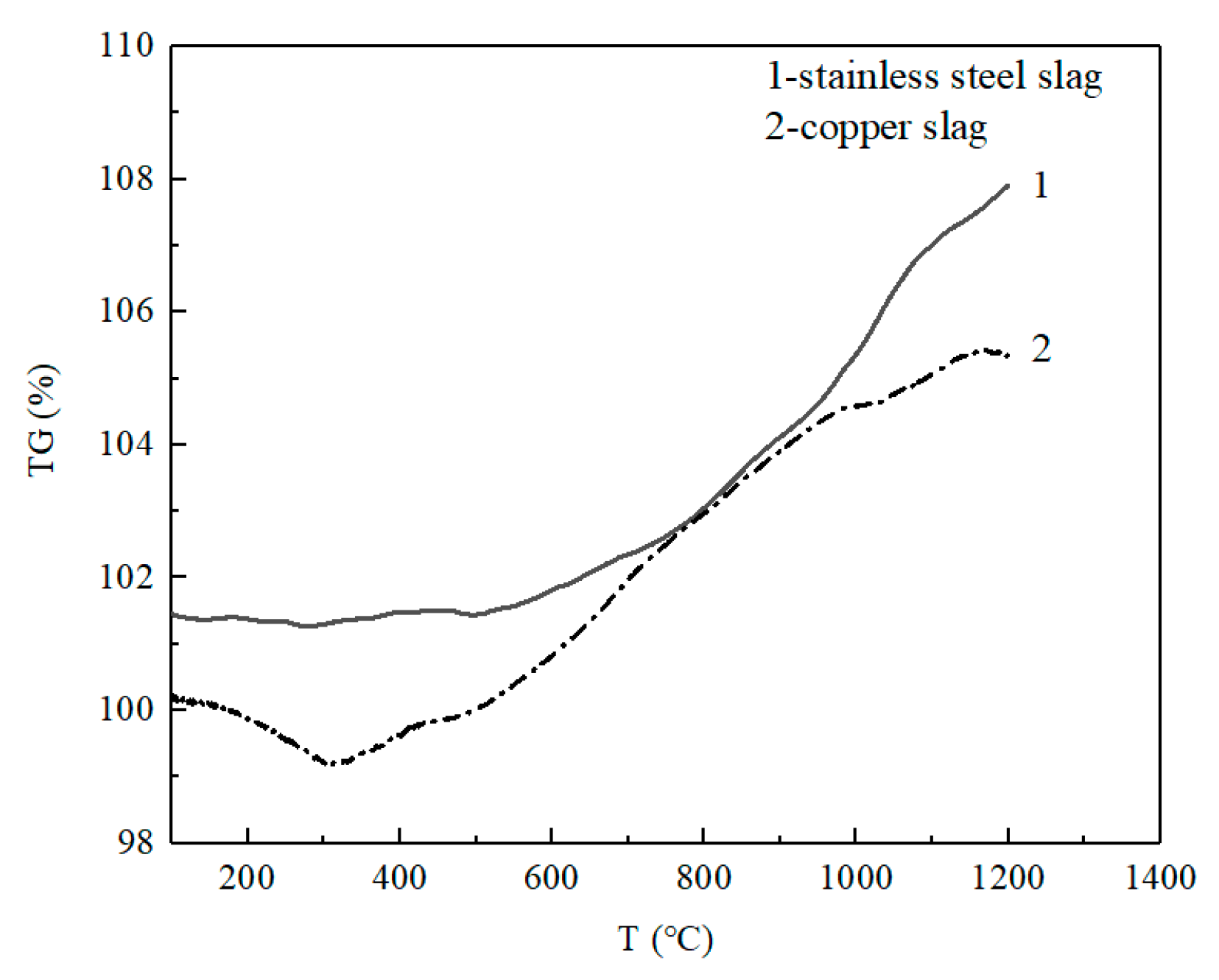
3.1.2. Thermogravimetric Analysis
3.2. Effect of Fe/Cr Molar Ratio on the Coloration Performance of Ceramic Tiles
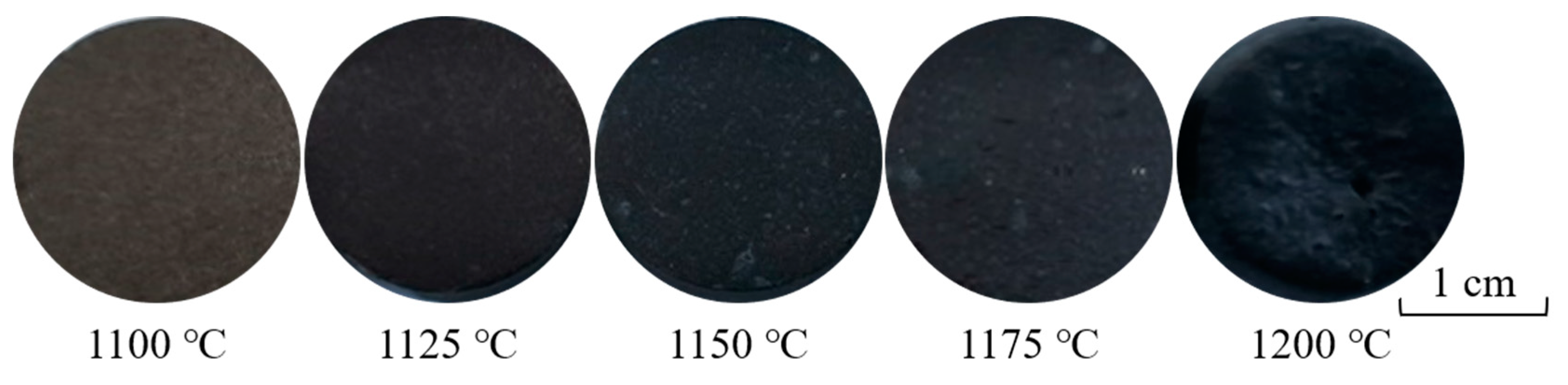
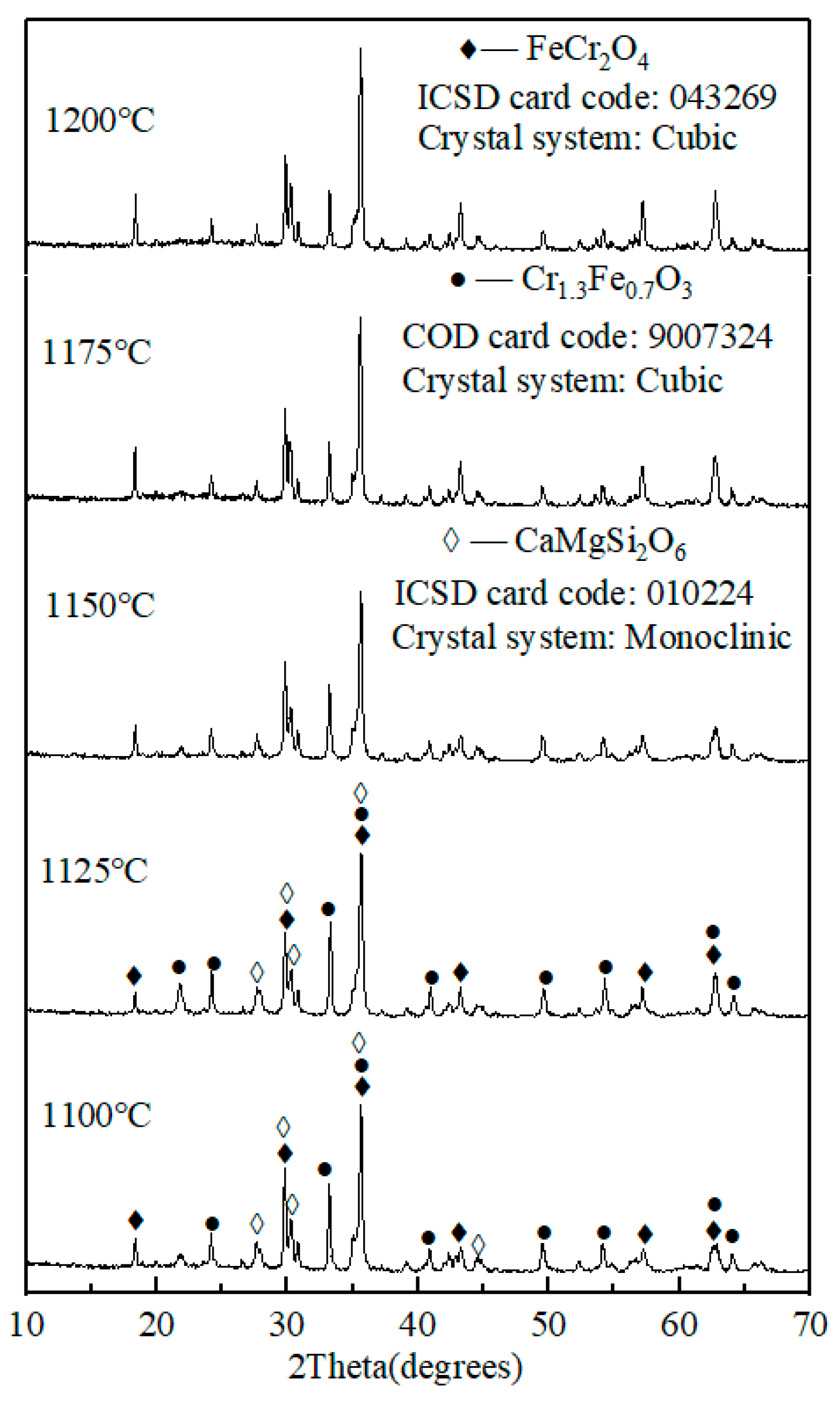
3.3. Effect of Sintering Temperature on the Coloration Performance of Ceramic Tiles
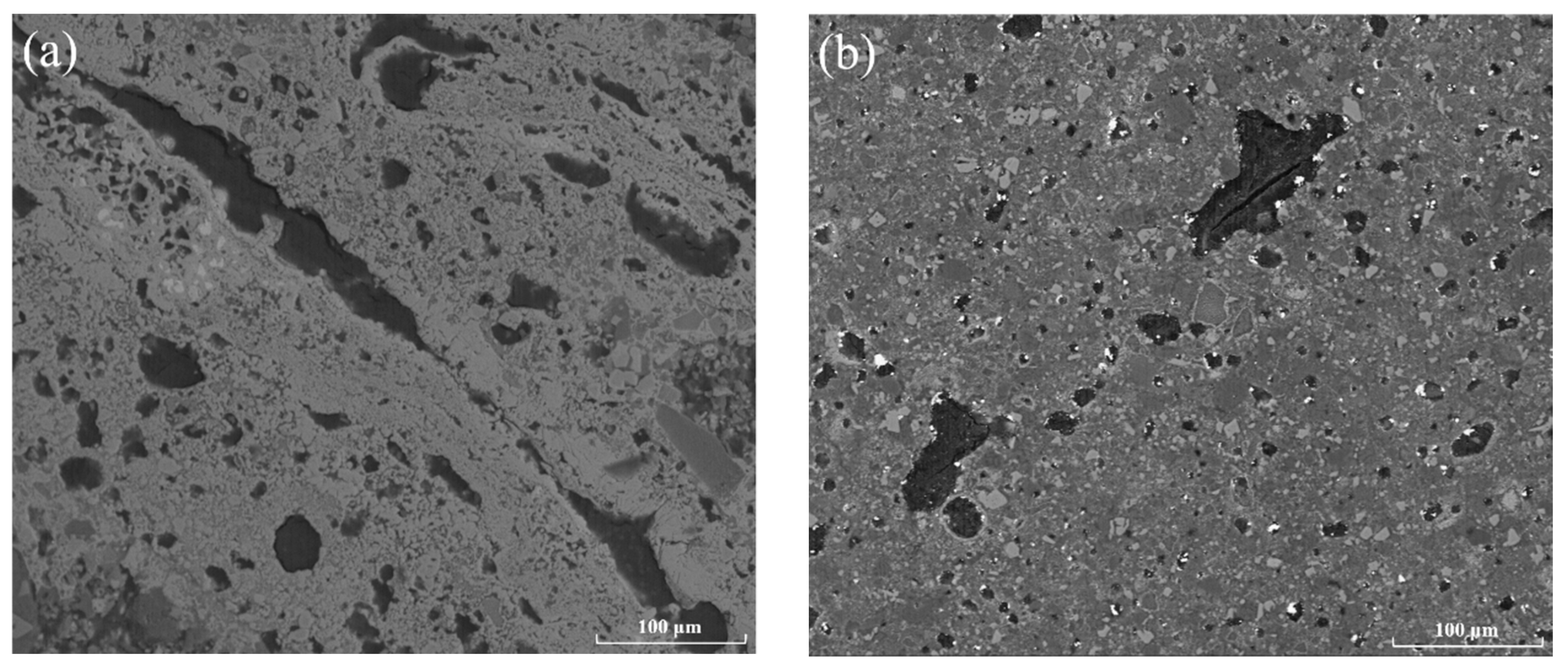
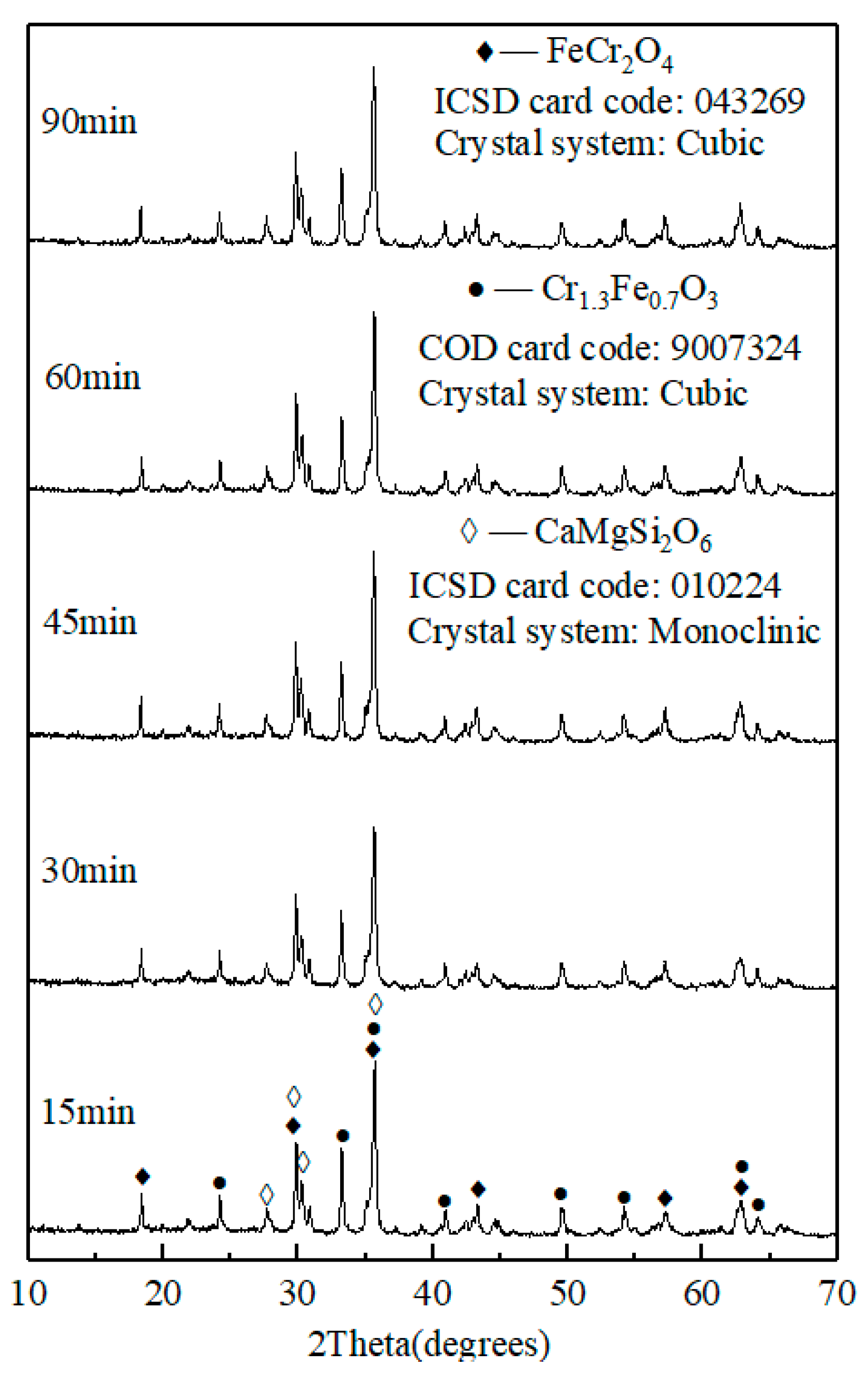
3.4. Effects of Sintering Time on the Coloration Performance of Ceramic Tiles
3.5. Compression and Leaching Tests of Ceramic Tiles
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Mineral Commodity Summaries. Copper. Available online: https://prd-wret.s3-us-west-2.amazonaws.com/assets/palladium/production/s3fs-public/atoms/files/mcs-2019-coppe.pdf (accessed on 28 August 2019).
- ICSG Raises 2019 Copper Deficit Prediction. Available online: https://investingnews.com/daily/resource-investing/base-metals-investing/copper-investing/icsg-raises-copper-deficit-prediction/ (accessed on 28 August 2019).
- ICSG Press Release: Copper Market Forecast 2019/2020. Available online: https://recyclingportal.eu/Archive/48147 (accessed on 28 August 2019).
- Rajasekar, A.; Arunachalam, K.; Kottaisamy, M. Assessment of strength and durability characteristics of copper slag incorporated ultra high strength concrete. J. Cleaner Prod. 2019, 208, 402–414. [Google Scholar] [CrossRef]
- Prem, P.R.; Verma, M.; Ambily, P.S. Sustainable cleaner production of concrete with high volume copper slag. J. Cleaner Prod. 2018, 193, 43–58. [Google Scholar] [CrossRef]
- Gorai, B.; Jana, R.K.; Premchand. Characteristics and utilisation of copper slag-a review. Resour., Conserv. Recycl. 2003, 39, 299–313. [Google Scholar] [CrossRef]
- Fan, Y.; Shibata, E.; Iizuka, A.; Nakamura, T. Crystallization behaviors of copper smelter slag studied using time-temperature-transformation diagram. Mater. Trans. 2014, 55, 958–963. [Google Scholar] [CrossRef] [Green Version]
- Feng, Y.; Kero, J.; Yang, Q.; Chen, Q.; Engström, F.; Samuelsson, C.; Qi, C. Mechanical activation of granulated copper slag and its influence on hydration heat and compressive strength of blended cement. Materials 2019, 12, 772. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fan, Y.; Shibata, E.; Iizuka, A.; Nakamura, T. Crystallization behavior of copper smelter slag during molten oxidation. Metall. Mater. Trans. B 2015, 46, 2158–2164. [Google Scholar] [CrossRef]
- Holland, K.; Eriç, R.H.; Taskinen, P.; Jokilaakso, A. Upgrading copper slag cleaning tailings for re-use. Miner. Eng. 2019, 133, 35–42. [Google Scholar] [CrossRef]
- Stainless Steel Production Reached 50.7 Million Metric Tons in 2018. Available online: http://www.worldstainless.org/news/show/2351 (accessed on 28 August 2019).
- Li, J.; Mou, Q.; Zeng, Q.; Yu, Y. Experimental study on precipitation behavior of spinels in stainless steel-making slag under heating treatment. Processes 2019, 7, 487. [Google Scholar] [CrossRef] [Green Version]
- Fathy, S.; Guo, L.; Ma, R.; Gu, C.; Sun, W. Properties of steel slag and stainless steel slag as cement replacement materials: A comparative study. J. Wuhan Univ. Technol., Mater. Sci. Ed. 2018, 33, 1444–1451. [Google Scholar]
- Wu, T.; Zhang, Y.; Zhao, Z.; Yuan, F. Effects of Fe2O3 on reduction process of Cr-containing solid waste self-reduction briquette and relevant mechanism. Metals 2019, 9, 51. [Google Scholar] [CrossRef] [Green Version]
- Fan, W.; Yang, Q.; Guo, B.; Zhang, S. Crystallization mechanism of glass-ceramics prepared from stainless steel slag. Rare Met. 2018, 37, 413–420. [Google Scholar] [CrossRef]
- Zeng, Q.; Li, J.; Mou, Q.; Zhu, H.; Xue, Z. Effect of FeO on spinel crystallization and chromium stability in stainless steel-making slag. JOM. 2019, 71, 2331–2337. [Google Scholar] [CrossRef]
- Galan-Arboledas, R.J.; Alvarez de Diego, J.; Dondi, M.; Bueno, S. Energy, environmental and technical assessment for the incorporation of EAF stainless steel slag in ceramic building materials. J. Cleaner Prod. 2017, 142, 1778–1788. [Google Scholar] [CrossRef]
- Davydenko, A.; Karasev, A.; Glaser, B.; Jönsson, P. Direct reduction of Fe, Ni and Cr from oxides of waste products used in briquettes for slag foaming in EAF. Materials 2019, 12, 3434. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, H.; Hong, X. An overview for the utilization of wastes from stainless steel industries. Resour. Conserv. Recycl. 2011, 55, 745–754. [Google Scholar]
- Zhu, R.; Ma, G.; Cai, Y.; Chen, Y.; Yang, T.; Duan, B.; Xue, Z. Ceramic tiles with black pigment made from stainless steel plant dust: Physical properties and long-term leaching behavior of heavy metals. J. Air Waste Manage. Assoc. 2016, 66, 402–411. [Google Scholar] [CrossRef] [Green Version]
- Llusar, M.; Bermejo, T.; Primo, J.E.; Gargori, C.; Esteve, V.; Monrós, G. Karrooite green pigments doped with Co and Zn: Synthesis, color properties and stability in ceramic glazes. Ceram. Int. 2017, 43, 9133–9144. [Google Scholar] [CrossRef]
- Dondi, M.; Zanelli, C.; Ardit, M.; Cruciani, G.; Mantovani, L.; Tribaudino, M.; Andreozzi, G.B. Ni-free, black ceramic pigments based on Co-C-Fe-Mn spinels: A reappraisal of crystal structure, colour and technological behavior. Ceram. Int. 2013, 39, 9533–9547. [Google Scholar] [CrossRef]
- Carneiro, J.; Tobaldi, D.M.; Capela, M.N.; Seabra, M.P.; Labrincha, J.A. Waste-Based pigments for application in ceramic glazes and stoneware bodies. Materials 2019, 12, 3396. [Google Scholar] [CrossRef] [Green Version]
- Ovčačíková, H.; Vlček, J.; Klárová, M.; Topinková, M. Metallurgy dusts as a pigment for glazes and engobes. Ceram. Int. 2017, 43, 7789–7796. [Google Scholar] [CrossRef]
- Du, M.; Du, Y.; Chen, Z.; Li, Z.; Yang, K.; Lv, X.; Feng, Y. Synthesis and characterization of black ceramic pigments by recycling of two hazardous wastes. Appl. Phys. A: Mater. Sci. Process. 2017, 123, 574–581. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, Y.; Chen, T.; Liu, T.; Huang, J. Preparation and characterization of red porcelain tiles with hematite tailings. Constr. Build. Mater. 2013, 38, 1083–1088. [Google Scholar] [CrossRef]
- Tanisana, B.; Turanb, S. Black ceramic pigments for porcelain tile bodies produced with chromite ores and iron oxide waste. J. Ceram. Process. Res. 2011, 12, 462–467. [Google Scholar]
- Zhao, L.; Li, Y.; Zhou, Y.; Cang, D. Preparation of novel ceramics with high CaO content from steel slag. Mater. Des. 2014, 64, 608–613. [Google Scholar] [CrossRef]
- Zhang, X.; Ma, G.; Jin, Y.; Cheng, P. Preparation of ceramic tiles with black pigments using stainless steel plant dust as a raw material. Ceram. Int. 2014, 40, 9693–9700. [Google Scholar] [CrossRef]
- Solid waste-Extraction procedure for leaching toxicity-Sulphuric acid & nitric acid method; HJ/T299-2007; China Environmental Press: Beijing, China, 2007.
- Corradi, A.B.; Leonelli, C.; Manfredini, T.; Pozzo, P.; Romagnoli, M. Preparation and properties of fast-fired porcelain tiles containing natural Chromite. Am. Ceram. Soc. Bull. 1993, 72, 63–69. [Google Scholar]
- Ceramic Tiles; GB/T4100-2006; General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 2006.
- Identification Standards for Hazardous Wastes-Identification for Extraction Toxicity; GB 5085.3-2007; General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 2007.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe/Cr Molar Ratio | Sintering Temperature (°C) | Sintering Time (min) |
|---|---|---|
| 0.5, 1.0, 1.5, 2.0, 2.5 | 1100, 1125, 1150, 1175, 1200 | 15, 30, 45, 60, 90 |
| Samples | SiO2 | Fe2O3 | Al2O3 | CaO | MgO | Cr2O3 | CuO | ZnO | NiO |
|---|---|---|---|---|---|---|---|---|---|
| Copper slag | 33.44 | 52.69 | 5.68 | 2.90 | 2.03 | 0.24 | 0.24 | 2.01 | - |
| Steel slag | 38.61 | 7.32 | 9.52 | 16.03 | 8.07 | 14.57 | 0.03 | 0.01 | 0.71 |
| No. | Sintering Conditions | Compressive Strength |
|---|---|---|
| 1 | Fe/Cr = 1.0 1150 °C 30min | 21.71 |
| 2 | Fe/Cr = 1.5 1150 °C 30 min | 30.09 |
| 3 | Fe/Cr = 2.0 1150 °C 15 min | 58.12 |
| 4 | Fe/Cr = 2.0 1150 °C 30 min | 50.58 |
| 5 | Fe/Cr = 2.0 1100 °C 30 min | 21.36 |
| 6 | Fe/Cr = 2.0 1200 °C 30 min | 8.23 |
| 7 | Fe/Cr = 2.0 1150 °C 45 min | 23.68 |
| Leachable Elements | Cr | Cu | Ni | As | Zn | Pb | Cr(VI) |
|---|---|---|---|---|---|---|---|
| Ceramic tile samples | 2.35 | 0.45 | 0.14 | 0.082 | 1.59 | 0.19 | 0.024 |
| GB 5085.3-2007 | 15 | 100 | 5 | 5 | 100 | 5 | 5 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, M.; Ma, G.; Zhang, X.; Liu, J.; Wang, Q. Preparation of Black Ceramic Tiles Using Waste Copper Slag and Stainless Steel Slag of Electric Arc Furnace. Materials 2020, 13, 776. https://doi.org/10.3390/ma13030776
Liu M, Ma G, Zhang X, Liu J, Wang Q. Preparation of Black Ceramic Tiles Using Waste Copper Slag and Stainless Steel Slag of Electric Arc Furnace. Materials. 2020; 13(3):776. https://doi.org/10.3390/ma13030776
Chicago/Turabian StyleLiu, Mengke, Guojun Ma, Xiang Zhang, Junjie Liu, and Qiang Wang. 2020. "Preparation of Black Ceramic Tiles Using Waste Copper Slag and Stainless Steel Slag of Electric Arc Furnace" Materials 13, no. 3: 776. https://doi.org/10.3390/ma13030776
APA StyleLiu, M., Ma, G., Zhang, X., Liu, J., & Wang, Q. (2020). Preparation of Black Ceramic Tiles Using Waste Copper Slag and Stainless Steel Slag of Electric Arc Furnace. Materials, 13(3), 776. https://doi.org/10.3390/ma13030776