Discrete Element Method Modelling of the Diametral Compression of Starch Agglomerates

 ,
, 
 , and
, and
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
3. Discrete Element Method Setup
4. Results
4.1. Tensile Strength of Agglomerates
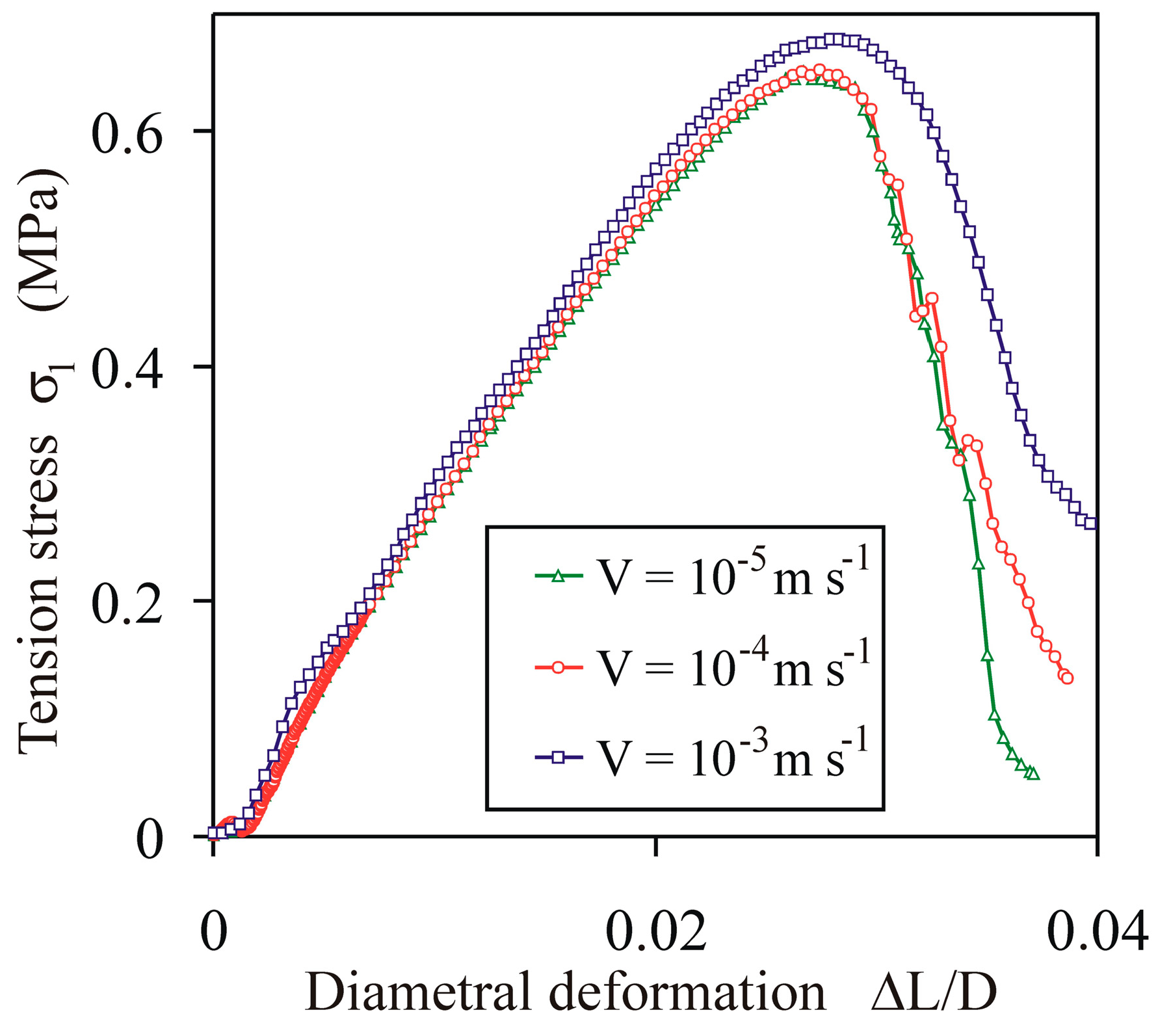
4.1.1. Impact of Deformation Velocity
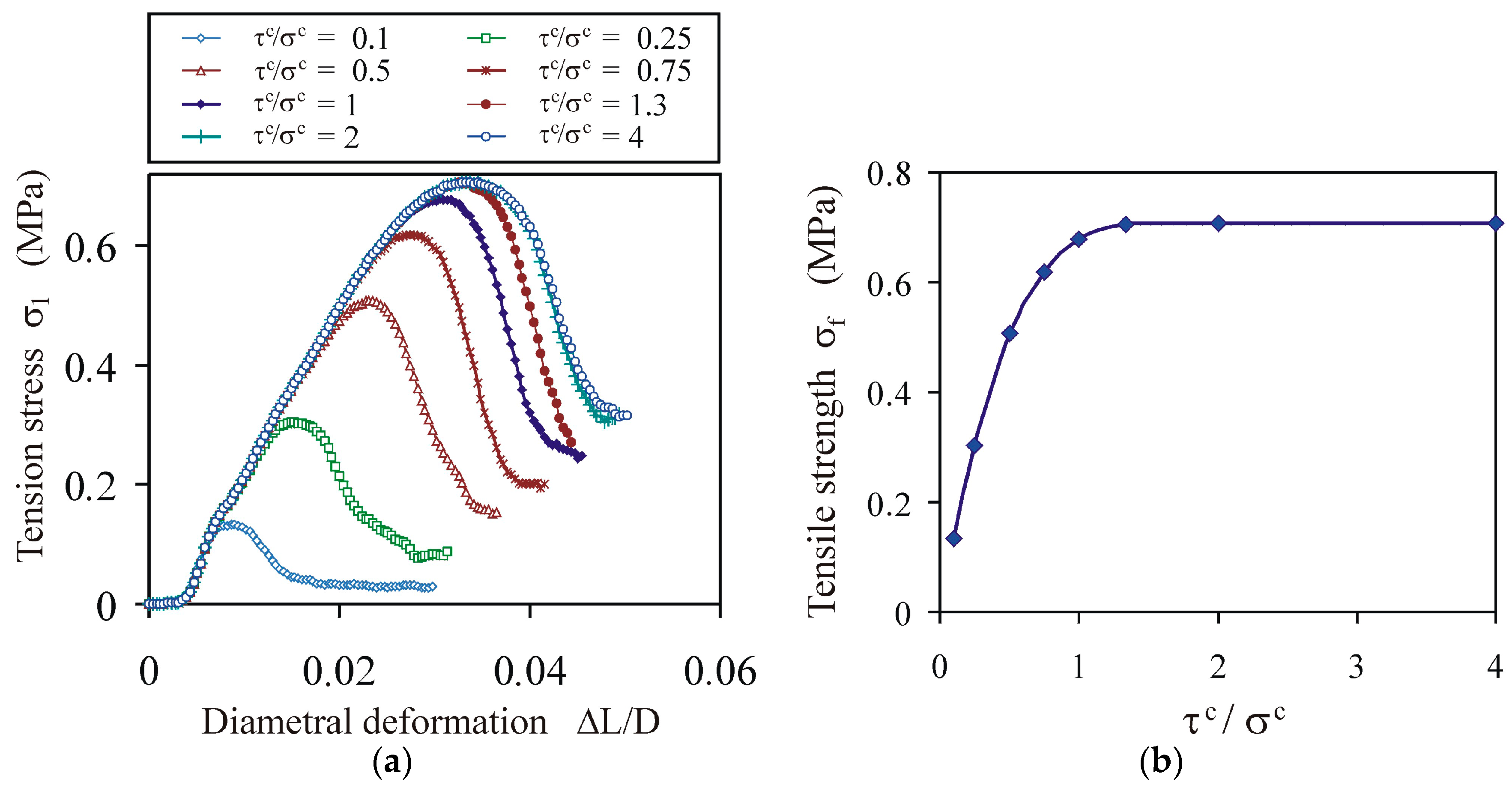
4.1.2. Impact of the Ratio of Shear to Tensile Strength of the Bond
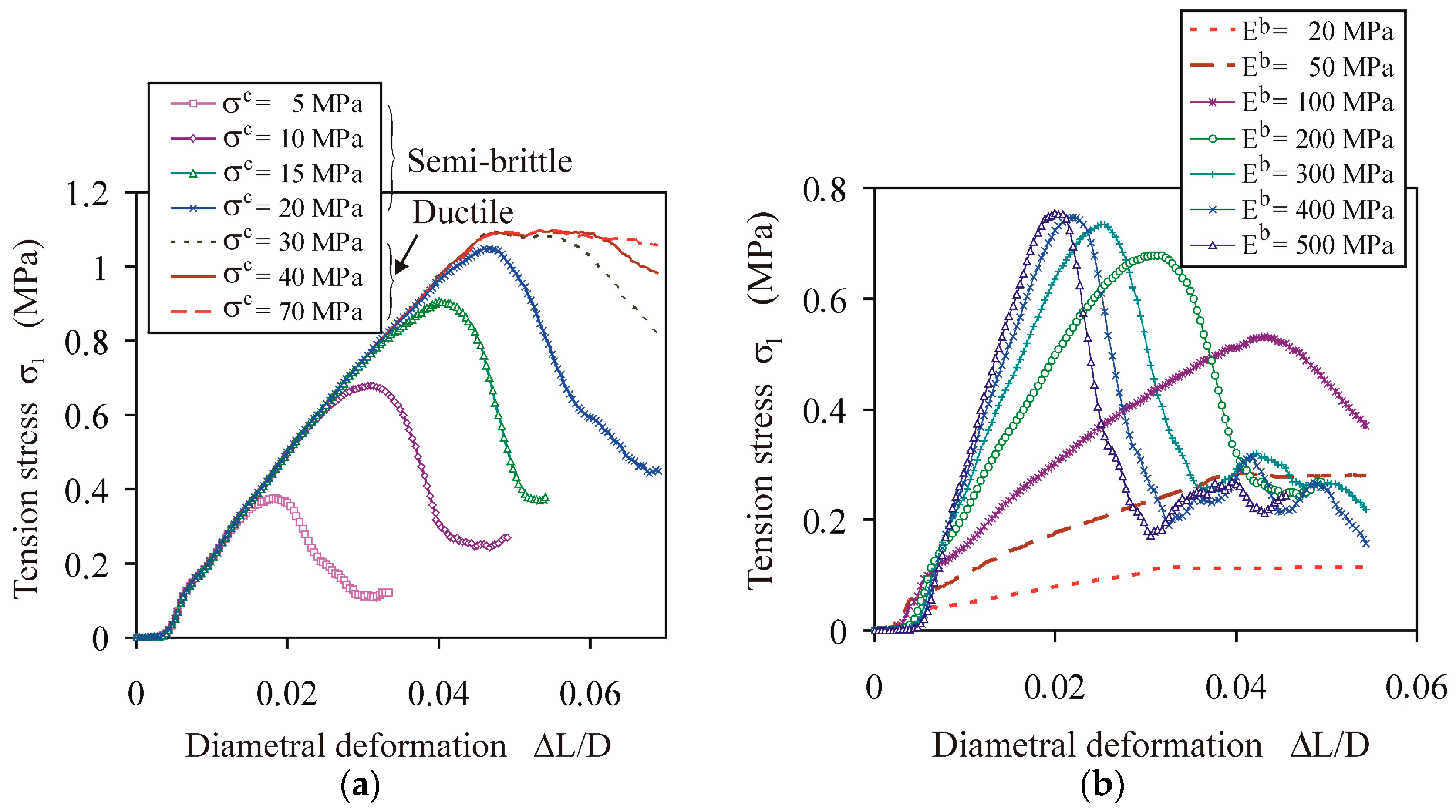
4.1.3. Impact of Strength and Young’s Modulus of Bond
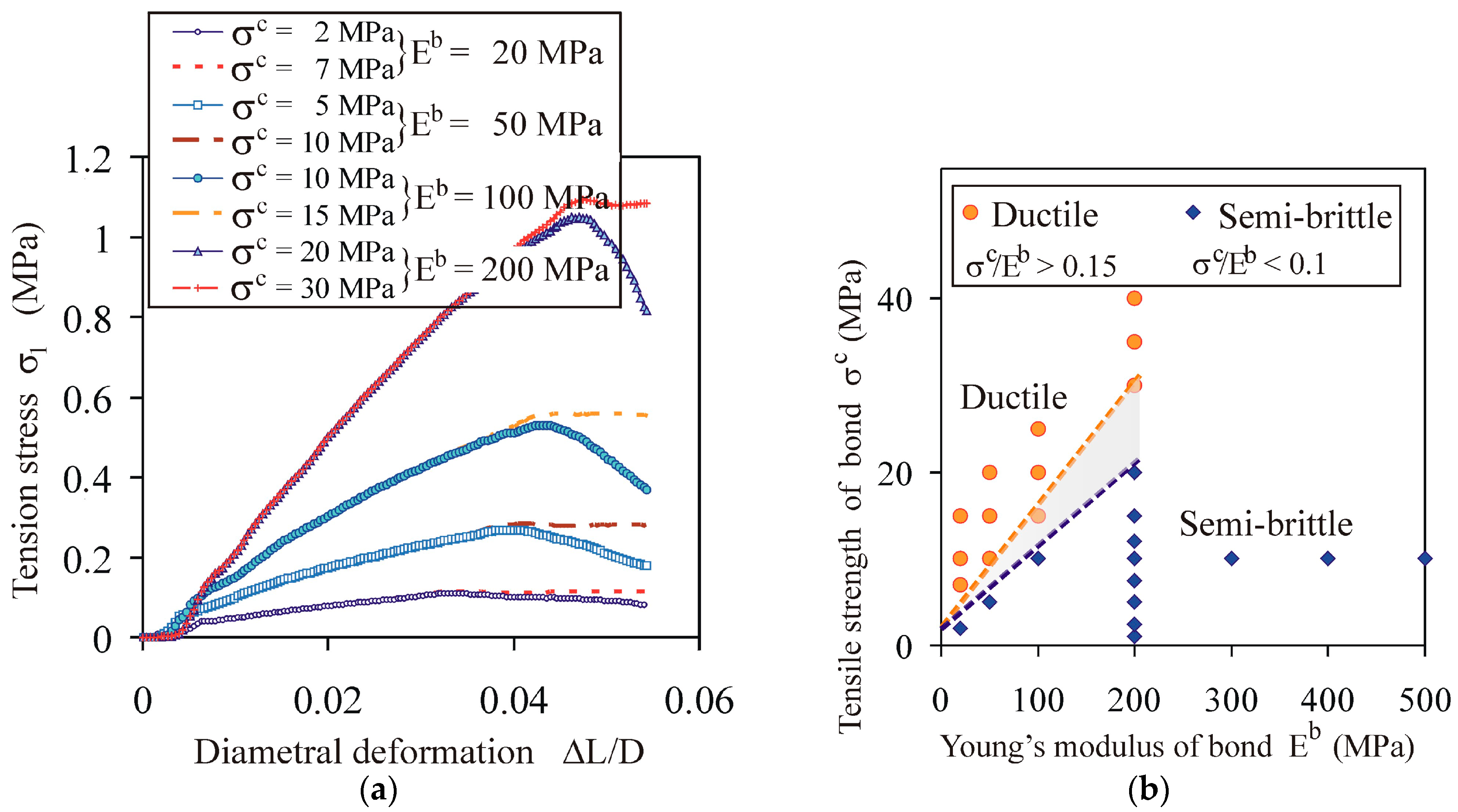
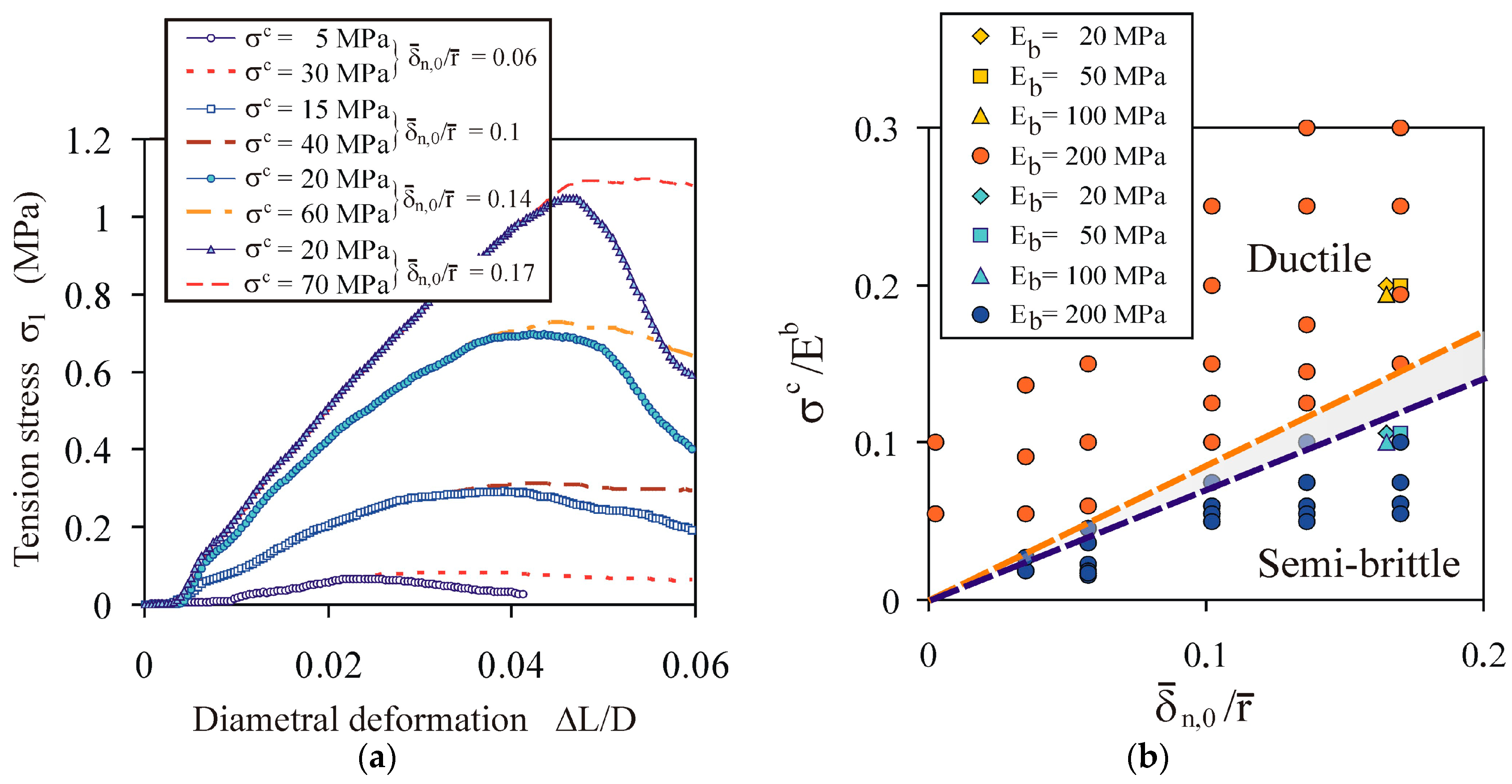
4.1.4. Impact of Ratio of Bond Strength to Young’s Modulus
4.1.5. Impact of Bond Cross-Sectional Area
4.1.6. Breakage Modes
4.2. Effect of Compaction Pressure
4.2.1. Bond Cross-Sectional Area and Bond Coordination Number
4.2.2. Impact of the Effective Bond Cross-Sectional Area
5. Discussion
6. Conclusions
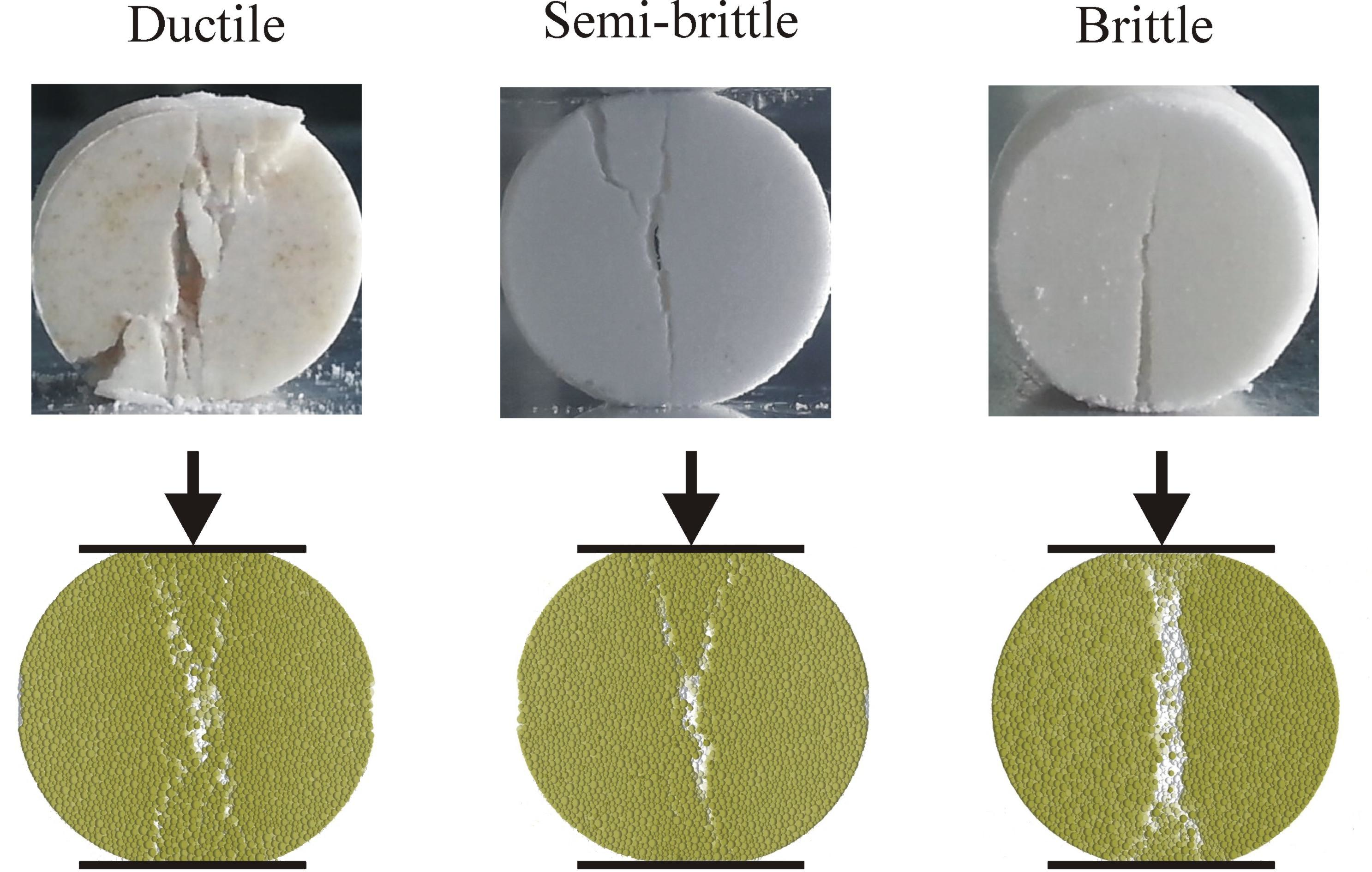
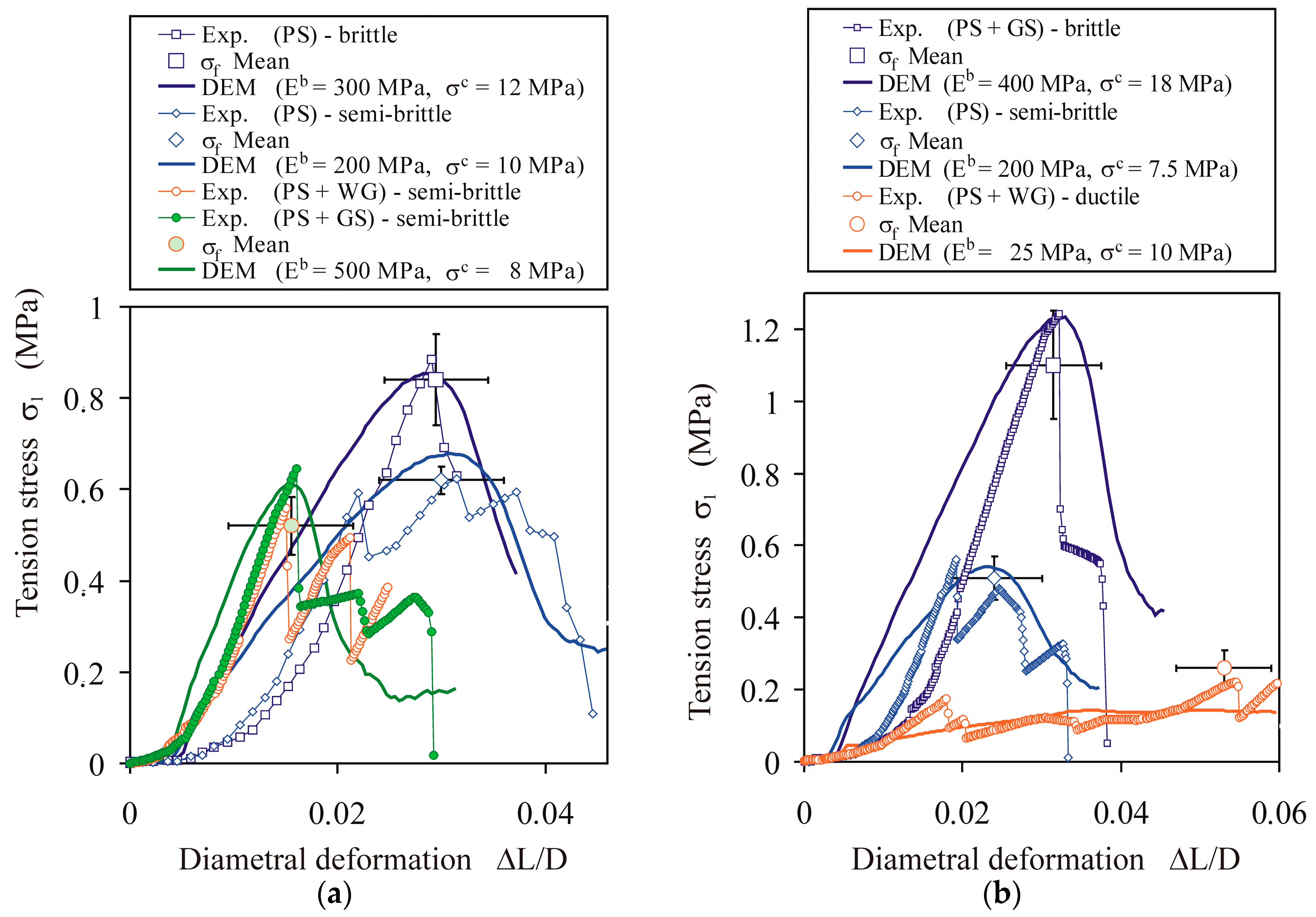
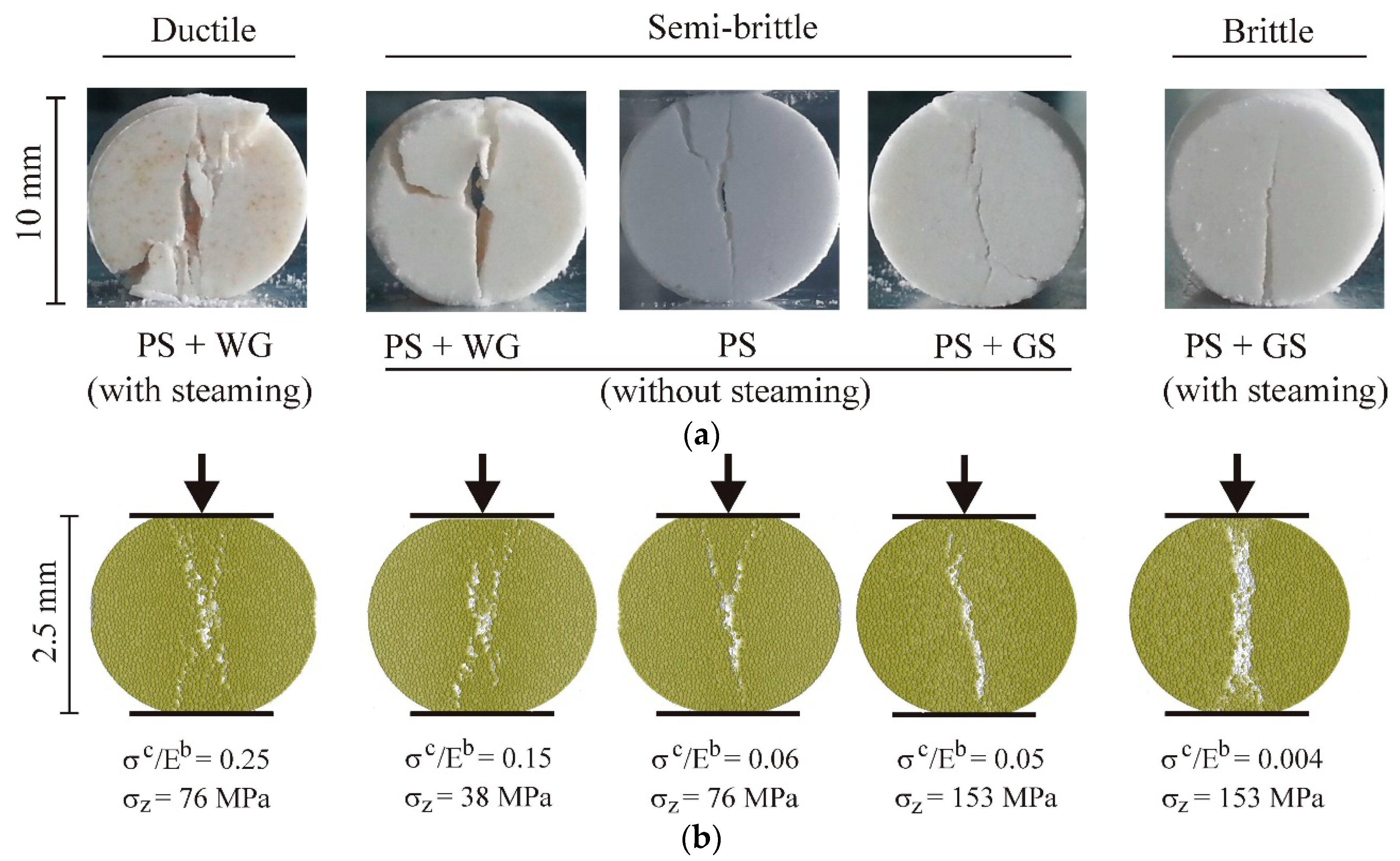
- Potato starch agglomerates may exhibit a brittle, semi-brittle, or ductile breakage mode, depending on the applied binder. Starch agglomerates with a moisture content of 17% behaved as semi-brittle materials. The addition of sugar increased the tensile strength of the agglomerates and resulted in the brittle breakage mode. The addition of gluten significantly reduced the tensile strength and resulted in the ductile breakage mode.
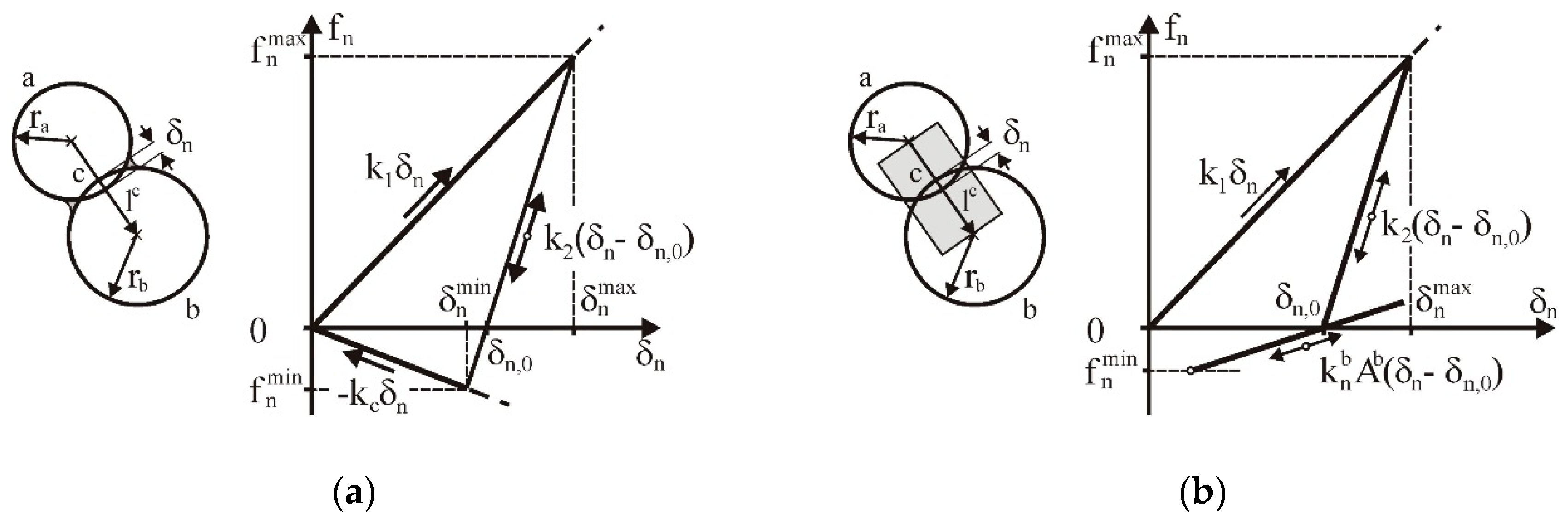
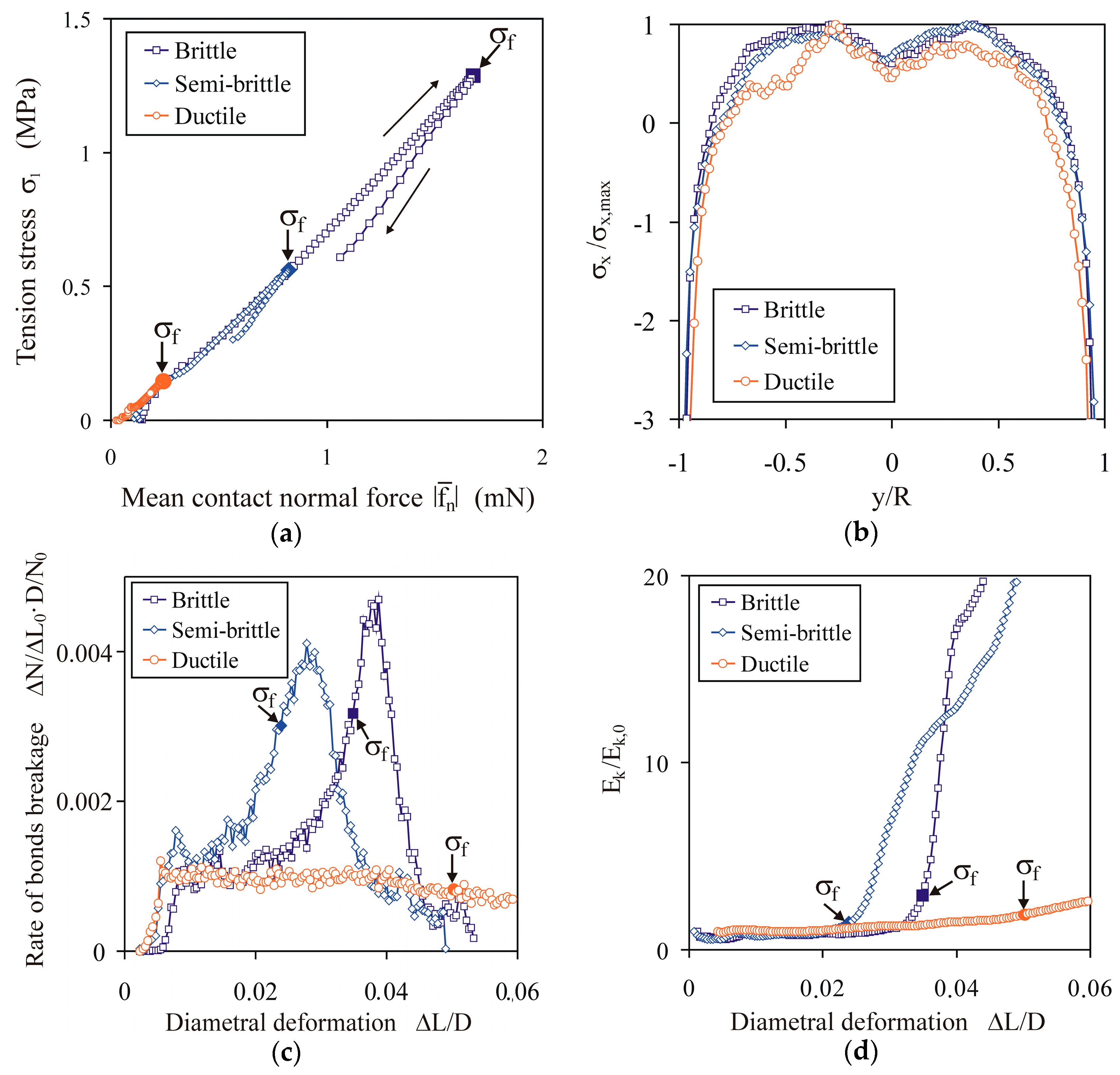
- The BPM, applied together with the linear elastic–plastic contact model, described the brittle, semi-brittle, or ductile breakage mode, depending on the ratio of the strength to the Young’s modulus of the bond σc/Eb and the bond-to-contact elasticity ratio Eb/E. A low Young’s modulus and high strength of the bond resulted in the ductile breakage mode. A high Young’s modulus of the bond and high compaction resulted in the brittle breakage mode. Intermediate conditions resulted in the semi-brittle breakage mode.
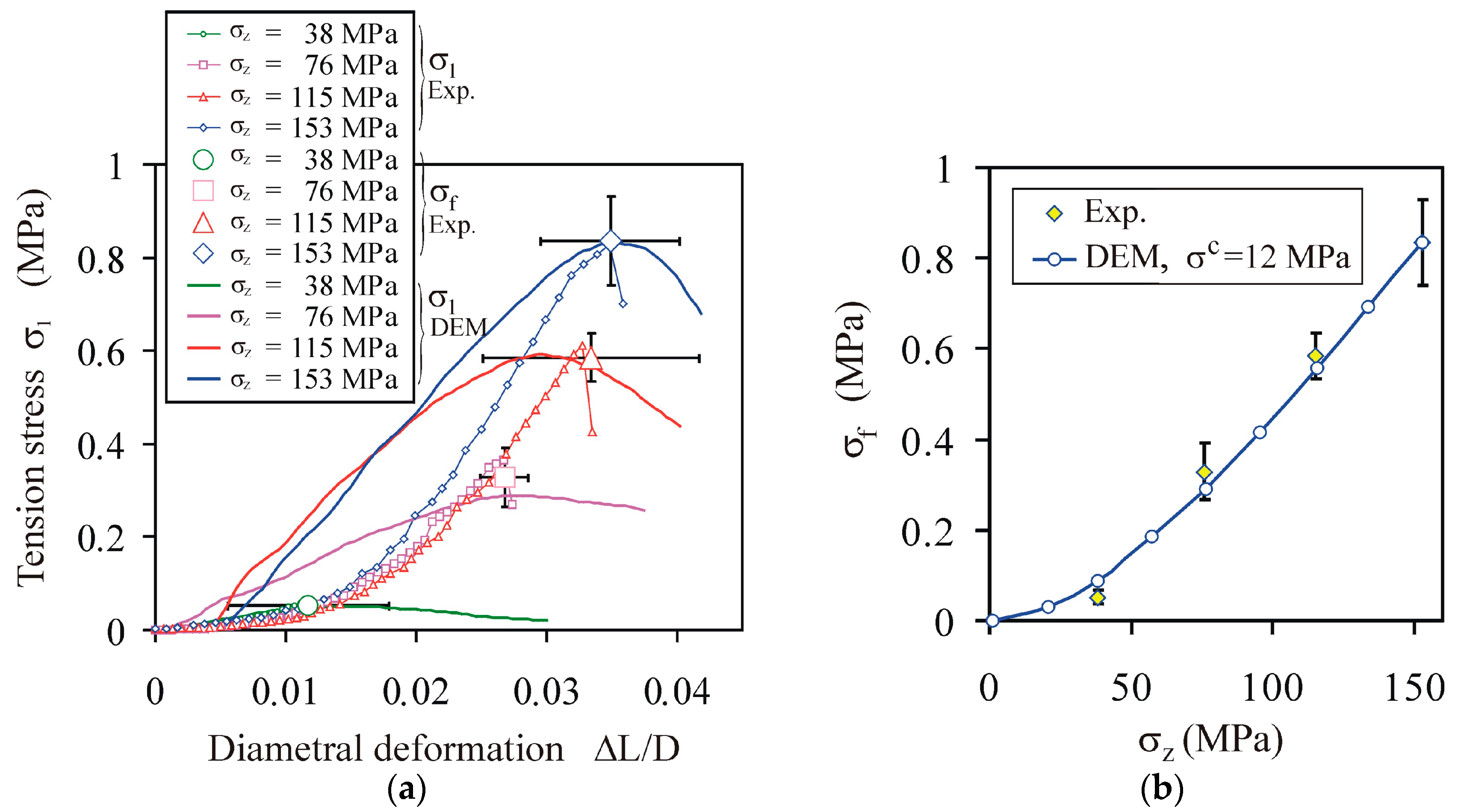
- The tensile strength of agglomerates determined experimentally increased linearly with the increase of the compaction pressure. The tensile strength determined via DEM modelling exhibited a faster-than-linear increase with the increase of the compaction pressure, which resulted from the faster-than-linear increase of the product of two micro-variables—the bond cross-sectional area Ab and the bond coordination number BCN—with the increase of the compaction pressure.
- The bonded-particle model is promising for DEM simulations of the diametral compression tests of agglomerates.
Author Contributions
Funding
Conflicts of Interest
References
- He, Y.; Guo, F. Micromechanical analysis on the compaction of tetrahedral particles. Chem. Eng. Res. Des. 2018, 136, 610–619. [Google Scholar] [CrossRef]
- Mitchell, W.R.; Forny, L.; Althaus, T.; Dopfer, D.; Niederreiter, G.; Palzer, S. Compaction of food powders: The influence of material properties and process parameters on product structure, strength, and dissolution. Chem. Eng. Sci. 2017, 167, 29–41. [Google Scholar] [CrossRef]
- Dosta, M.; Dale, S.; Antonyuk, S.; Wassgren, C.; Heinrich, S.; Litster, J.D. Numerical and experimental analysis of influence of granule microstructure on its compression breakage. Powder Technol. 2016, 299, 87–97. [Google Scholar] [CrossRef]
- He, Y.; Evans, T.J.; Yu, A.B.; Yang, R.Y. Numerical modelling of die and unconfined compactions of wet particles. Procedia Eng. 2015, 102, 1390–1398. [Google Scholar] [CrossRef] [Green Version]
- Lipetzky, P.; Wanner, A. On the problem of interpreting flexure experiments on semi-brittle materials. Mater. Sci. Eng. A 1996, 211, 87–94. [Google Scholar] [CrossRef]
- Li, X.; Wang, S.; Malekian, R.; Hao, S.; Li, Z. Numerical simulation of rock breakage modes under confining pressures in deep mining: An experimental investigation. IEEE Access 2016, 4, 5710–5720. [Google Scholar] [CrossRef]
- Christensen, R.; Li, Z.; Gao, H. An evaluation of the failure modes transition and the Christensen ductile/brittle failure theory using molecular dynamics. Proc. R. Soc. A 2018, 474, 1–21. [Google Scholar] [CrossRef] [Green Version]
- Chaudhri, M.M. Impact breakage of semi-brittle spheres. Powder Technol. 2004, 143–144, 31–40. [Google Scholar] [CrossRef]
- Létoffé, A.; García-Rodríguez, S.M.; Hoppe, S.; Canilho, N.; Godard, O.; Pasc, A.; Royaud, I.; Ponçot, M. Switching from brittle to ductile isotactic polypropylene-g-maleic anhydride by crosslinking with capped-end polyether diamine. Polymer 2019, 164, 67–78. [Google Scholar] [CrossRef]
- Adams, M.J.; McKeown, R. Micromechanical analyses of the pressure-volume relationships for powders under confined uniaxial compression. Powder Technol. 1996, 88, 155–163. [Google Scholar] [CrossRef]
- Persson, A.-S.; Nordström, J.; Frenning, G.; Alderborn, G. Compression analysis for assessment of pellet plasticity: Identification of reactant pores and comparison between Heckel, Kawakita, and Adams equations. Chem. Eng. Res. Des. 2016, 110, 183–191. [Google Scholar] [CrossRef]
- Taherkhani, H. Experimental Characterisation of the Compressive Permanent Deformation Behaviour in Asphaltic Mixtures. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 2006. [Google Scholar]
- Zhu, J.; Hu, J.; Jiang, C.; Liu, S.; Li, Y. Ultralight, hydrophobic, monolithic konjac glucomannan-silica composite aerogel with thermal insulation and mechanical properties. Carbohydr. Polym. 2019, 207, 246–255. [Google Scholar] [CrossRef] [PubMed]
- Pampuro, N.; Bagagiolo, G.; Priarone, P.C.; Cavallo, E. Effects of pelletizing pressure and the addition of woody bulking agents on the physical and mechanical properties of pellets made from composted pig solid fraction. Powder Technol. 2017, 311, 112–119. [Google Scholar] [CrossRef]
- Butt, S.S.; Mohammed, I.K.; Raghavan, V.; Osborne, J.; Powell, H.; Charalambides, M.N. Quantifying the differences in structure and mechanical response of confectionery products resulting from the baking and extrusion processes. J. Food Eng. 2018, 238, 112–121. [Google Scholar] [CrossRef] [PubMed]
- García-Armenta, E.; Gutiérrez-López, G.F.; Hernández-Sánchez, H.; Alamilla-Beltrán, L. Characterisation of the global breakage pattern of maltodextrin agglomerates. Powder Technol. 2019, 343, 362–365. [Google Scholar] [CrossRef]
- Nordström, J.; Welch, K.; Frenning, G.; Alderborn, G. On the physical interpretation of the Kawakita and Adams parameters derived from confined compression of granular solids. Powder Technol. 2008, 182, 424–435. [Google Scholar] [CrossRef]
- Dhanalakshmi, K.; Bhattacharya, S. Compaction agglomeration of corn starch in presence of different binders. J. Food Eng. 2011, 104, 348–355. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, J.; Yuan, Z.; Jia, H. Effect of the cohesive law shape on the modelling of adhesive joints bonded with brittle and ductile adhesives. Int. J. Adhes. Adhes. 2018, 85, 37–43. [Google Scholar] [CrossRef]
- Pec, M.; Stünitz, H.; Heilbronner, R. Semi-brittle deformation of granitoid gouges in shear experiments at elevated pressures and temperatures. J. Struct. Geol. 2012, 38, 200–221. [Google Scholar] [CrossRef]
- Tang, C.A.; Liu, H.Y.; Zhu, W.C.; Yang, T.H.; Li, W.H.; Song, L.; Lin, P. Numerical approach to particle breakage under different loading conditions. Powder Technol. 2004, 143–144, 130–143. [Google Scholar] [CrossRef]
- Timoshenko, S.P.; Goodier, J.N. Theory of Elasticity; McGraw-Hill: New York, NY, USA, 1970. [Google Scholar]
- Jonsén, P.; Häggblad, H.-Å.; Sommer, K. Tensile strength and fracture energy of pressed metal powder by diametral compression test. Powder Technol. 2007, 176, 148–155. [Google Scholar] [CrossRef]
- Cundall, P.A.; Strack, O.D. A discrete element model for granular assemblies. Géotechnique 1979, 29, 47–65. [Google Scholar] [CrossRef]
- Potyondy, D.O.; Cundall, P.A. A bonded-particle model for rock. Int. J. Rock Mech. Min. Sci. 2004, 41, 1329–1364. [Google Scholar] [CrossRef]
- Zheng, K.; Du, C.; Li, J.; Qiu, B.; Fu, L.; Dong, J. Numerical simulation of the impact-breakage behavior of non-spherical agglomerates. Powder Technol. 2015, 286, 582–591. [Google Scholar] [CrossRef]
- Ma, Y.; Huang, H. A displacement-softening contact model for discrete element modeling of quasi-brittle materials. Int. J. Rock Mech. Min. Sci. 2018, 104, 9–19. [Google Scholar] [CrossRef]
- Kozhar, S.; Dosta, M.; Antonyuk, S.; Heinrich, S.; Bröckel, U. DEM simulations of amorphous irregular shaped micrometer-sized titania agglomerates at compression. Adv. Powder Technol. 2015, 26, 767–777. [Google Scholar] [CrossRef]
- Spettl, A.; Dosta, M.; Antonyuk, S.; Heinrich, S.; Schmidt, V. Statistical investigation of agglomerate breakage based on combined stochastic microstructure modeling and DEM simulations. Adv. Powder Technol. 2015, 26, 1021–1030. [Google Scholar] [CrossRef]
- He, Y.; Wang, Z.; Evans, T.J.; Yu, A.B.; Yang, R.Y. DEM study of the mechanical strength of iron ore compacts. Int. J. Miner. Process. 2015, 142, 73–81. [Google Scholar] [CrossRef]
- He, Y.; Evans, T.J.; Shen, Y.S.; Yu, A.B.; Yang, R.Y. Discrete modelling of the compaction of non-spherical particles using a multi-sphere approach. Miner. Eng. 2018, 117, 108–116. [Google Scholar] [CrossRef]
- Brown, N.J.; Chen, J.-F.; Ooi, J.Y. A bond model for DEM simulation of cementitious materials and deformable structures. Granul. Matter 2014, 16, 299–311. [Google Scholar] [CrossRef]
- Shiotsubo, T. Gelatinization temperature of potato starch at the equilibrium state. Agric. Biol. Chem. 1984, 48, 1–7. [Google Scholar] [CrossRef]
- Walton, O.R.; Braun, R.L. Viscosity, granular temperature, and stress calculations for shearing assemblies of inelastic, frictional disks. J. Rheol. 1986, 30, 949–980. [Google Scholar] [CrossRef]
- Luding, S. Shear flow modelling of cohesive and frictional fine powder. Powder Technol. 2005, 158, 45–50. [Google Scholar] [CrossRef]
- Thornton, C.; Ning, Z. A theoretical model for the stick/bounce behaviour of adhesive, elastic–plastic spheres. Powder Technol. 1998, 99, 154–162. [Google Scholar] [CrossRef]
- DEM Solutions Ltd. EDEM 2018.2 Documentation; Copyright© DEM Solutions Ltd.: Edinburgh, UK, 2018; Available online: www.dem-solutions.com/software/edem-software (accessed on 20 January 2020).
- Tsuji, Y.; Tanaka, T.; Ishida, T. Lagrangian numerical simulation of plug flow of cohesionless particles in a horizontal pipe. Powder Technol. 1992, 71, 239–250. [Google Scholar] [CrossRef]
- Molenda, M.; Stasiak, M.; Horabik, J.; Fornal, J.; Błaszczak, W.; Ornowski, A. Microstructure and mechanical parameters of five types of starch. Pol. J. Food Nutr. Sci. 2006, 15/56, 161–168. [Google Scholar]
- He, Y.; Li, Y.Y.; Evans, T.J.; Yu, A.B.; Yang, R.Y. Effects of particle characteristics and consolidation pressure on the compaction of non-spherical particles. Miner. Eng. 2019, 137, 241–249. [Google Scholar] [CrossRef]
- Salerno, M.; Żukowska, A.; Thorat, S.; Ruffilli, R.; Stasiak, M.; Molenda, M. High resolution imaging of native wheat and potato starch granules based on local mechanical contrast. J. Food Eng. 2014, 128, 96–102. [Google Scholar] [CrossRef]
- Horabik, J.; Molenda, M. Parameters and contact models for DEM simulations of agricultural granular materials: A review. Biosyst. Eng. 2016, 147, 206–225. [Google Scholar] [CrossRef]
- Horabik, J.; Wiącek, J.; Parafiniuk, P.; Stasiak, M.; Bańda, M.; Molenda, M. Tensile strength of pressure-agglomerated potato starch determined via diametral compression test: Discrete element method simulations and experiments. Biosyst. Eng. 2019, 183, 95–109. [Google Scholar] [CrossRef]
- Stasiak, M.; Molenda, M.; Horabik, J.; Mueller, P.; Opaliński, I. Mechanical properties of potato starch modified by moisture content and addition of lubricant. Int. Agrophys. 2014, 28, 501–509. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.; Wen, H.; Desai, D. Lubrication in tablet formulations. Eur. J. Pharm. Biopharm. 2010, 75, 1–15. [Google Scholar] [CrossRef] [PubMed]
- Stasiak, M.; Rusinek, R.; Molenda, M.; Fornal, J.; Błaszczak, W. Effect of potato starch modification on mechanical parameters and granules morphology. J. Food Eng. 2011, 102, 154–162. [Google Scholar] [CrossRef]
- Balevičius, R.; Sielamowicz, I.; Mróz, Z.; Kačianauskas, R. Effect of rolling friction on wall pressure, discharge velocity and outflow of granular material from a flat-bottomed bin. Particuology 2012, 10, 672–682. [Google Scholar] [CrossRef]
- Huang, Y.J.; Nydal, O.J.; Yao, B. Time step criterions for nonlinear dense packed granular materials in time-driven method simulations. Powder Technol. 2014, 253, 80–88. [Google Scholar] [CrossRef]
- Christoffersen, J.; Mehrabadi, M.M.; Nemat-Naser, S. A micromechanical description of granular material behavior. J. Appl. Mech. 1981, 48, 339–344. [Google Scholar] [CrossRef]
- Thomas, M.; van Vliet, T.; van der Poel, A.F.B. Physical quality of pelleted animal feed. 3. Contribution of feedstuff components. Anim. Feed Sci. Tech. 1998, 76, 59–78. [Google Scholar] [CrossRef]
- Ge, R.; Ghadiri, M.; Bonakdar, T.; Zhou, Z.; Larson, I.; Hapgood, K. Experimental study of the deformation and breakage of 3D printed agglomerates: Effects of packing density and inter-particle bond strength. Powder Technol. 2018, 340, 299–310. [Google Scholar] [CrossRef]
- Indriyantho, B.R. Nuroji, Finite element modeling of concrete fracture in tension with the Brazilian splitting test on the case of plane-stress and plane-strain. Procedia Eng. 2014, 95, 252–259. [Google Scholar] [CrossRef] [Green Version]
- Alderborn, G. A novel approach to derive a compression parameter indicating effective particle deformability. Pharm. Dev. Technol. 2003, 8, 367–377. [Google Scholar] [CrossRef]
- Russell, A.; Schmelzer, J.; Müller, P.; Krüger, M.; Tomas, J. Mechanical properties and failure probability of compact agglomerates. Powder Technol. 2015, 286, 546–556. [Google Scholar] [CrossRef]
- Arndt, O.-R.; Kleinebudde, P. Influence of binder properties on dry granules and tablets. Powder Technol. 2018, 337, 68–77. [Google Scholar] [CrossRef]
- Nawrocka, A.; Szymańska-Chargot, M.; Miś, A.; Kowalski, R.; Gruszecki, W.I. Raman studies of gluten proteins aggregation induced by dietary fibres. Food Chem. 2016, 194, 86–94. [Google Scholar] [CrossRef]
- Nguyen, T.H.; Morton, D.A.V.; Hapgood, K.P. Application of the unified compaction curve to link wet granulation and tablet compaction behaviour. Powder Technol. 2013, 240, 103–115. [Google Scholar] [CrossRef]
- Grote, S.; Osthues, H.; Schaeffer, F.; Kleinebudde, P. The influence of isomalt particle morphology on tabletability after roll compaction/dry granulation. Powder Technol. 2019, 341, 59–65. [Google Scholar] [CrossRef]
- Persson, A.-S.; Alderborn, G. A hybrid approach to predict the relationship between tablet tensile strength and compaction pressure using analytical powder compression. Eur. J. Pharm. Biopharm. 2018, 125, 28–37. [Google Scholar] [CrossRef] [PubMed]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Symbol | Value |
|---|---|---|
| Container | ||
| Radius (mm) | R | 1.25 |
| Height (mm) | H | 12 |
| Solid density (kg m−3) | ρ | 7800 |
| Young’s modulus (MPa) | E | 1.561 × 106 |
| Poisson’s ratio | ν | 0.3 |
| Particles | ||
| Particles number | 120,000 | |
| Mean particle radius (μm) | r | 20 |
| Standard deviatio of particle radius (μm) | rsd | 7.5 |
| Particle radius range (μm) | 5–36 | |
| Particle solid density (kg m−3) | ρ | 1540 |
| Young’s modulus (MPa) | E | 2.5 × 103 |
| Poisson’s ratio | ν | 0.25 |
| Yield strength (MPa) | py | 3 × 102 |
| Mean loading (plastic) stiffness (N m−1) | k1 | 3 × 104 |
| Mean unloading (elastic) stiffness (N m−1) | k2 | 1.2 × 105 |
| Mean adhesion stiffness (N m−1) | kc | 300 |
| Restitution coefficient | e | 0.5 |
| Particle–particle friction coefficient | μp-p | 0.5 |
| Particle–wall friction coefficient | μp-w | 0.1 |
| Rolling friction coefficient | mr | 0.01 |
| Bond radius (μm) | rb | 1–8.2 |
| Bond tension strength (MPa) | σc | 2–70 |
| Bond shear strength (MPa) | τc | 1–40 |
| Bond Young’s modulus (MPa) | Eb | 20–2500 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Horabik, J.; Wiącek, J.; Parafiniuk, P.; Stasiak, M.; Bańda, M.; Kobyłka, R.; Molenda, M. Discrete Element Method Modelling of the Diametral Compression of Starch Agglomerates. Materials 2020, 13, 932. https://doi.org/10.3390/ma13040932
Horabik J, Wiącek J, Parafiniuk P, Stasiak M, Bańda M, Kobyłka R, Molenda M. Discrete Element Method Modelling of the Diametral Compression of Starch Agglomerates. Materials. 2020; 13(4):932. https://doi.org/10.3390/ma13040932
Chicago/Turabian StyleHorabik, Józef, Joanna Wiącek, Piotr Parafiniuk, Mateusz Stasiak, Maciej Bańda, Rafał Kobyłka, and Marek Molenda. 2020. "Discrete Element Method Modelling of the Diametral Compression of Starch Agglomerates" Materials 13, no. 4: 932. https://doi.org/10.3390/ma13040932
APA StyleHorabik, J., Wiącek, J., Parafiniuk, P., Stasiak, M., Bańda, M., Kobyłka, R., & Molenda, M. (2020). Discrete Element Method Modelling of the Diametral Compression of Starch Agglomerates. Materials, 13(4), 932. https://doi.org/10.3390/ma13040932