Effect of Mo Concentration on the Microstructure Evolution and Properties of High Boron Cast Steel

Abstract
:1. Introduction
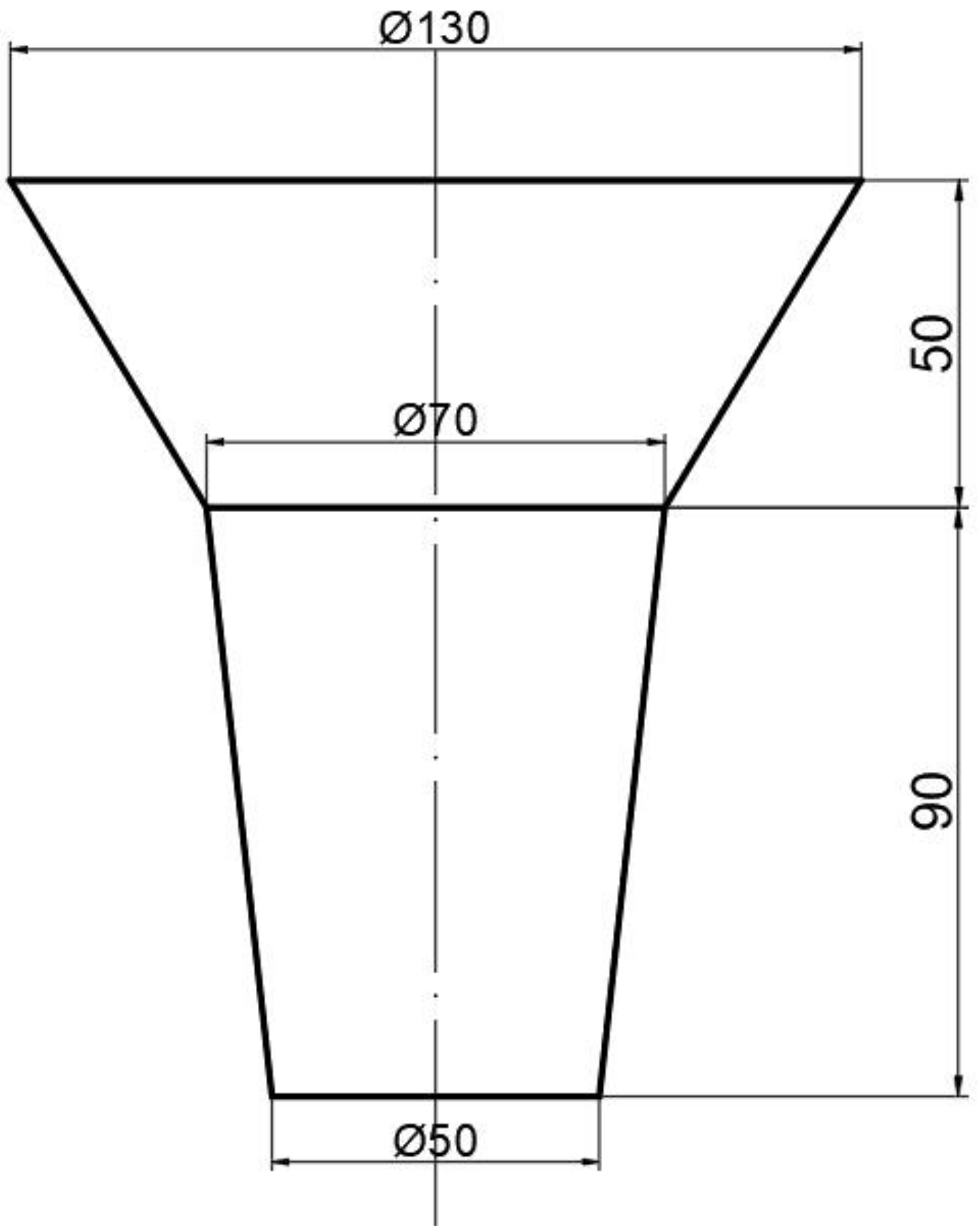
2. Materials and Methods
3. Results and Discussion
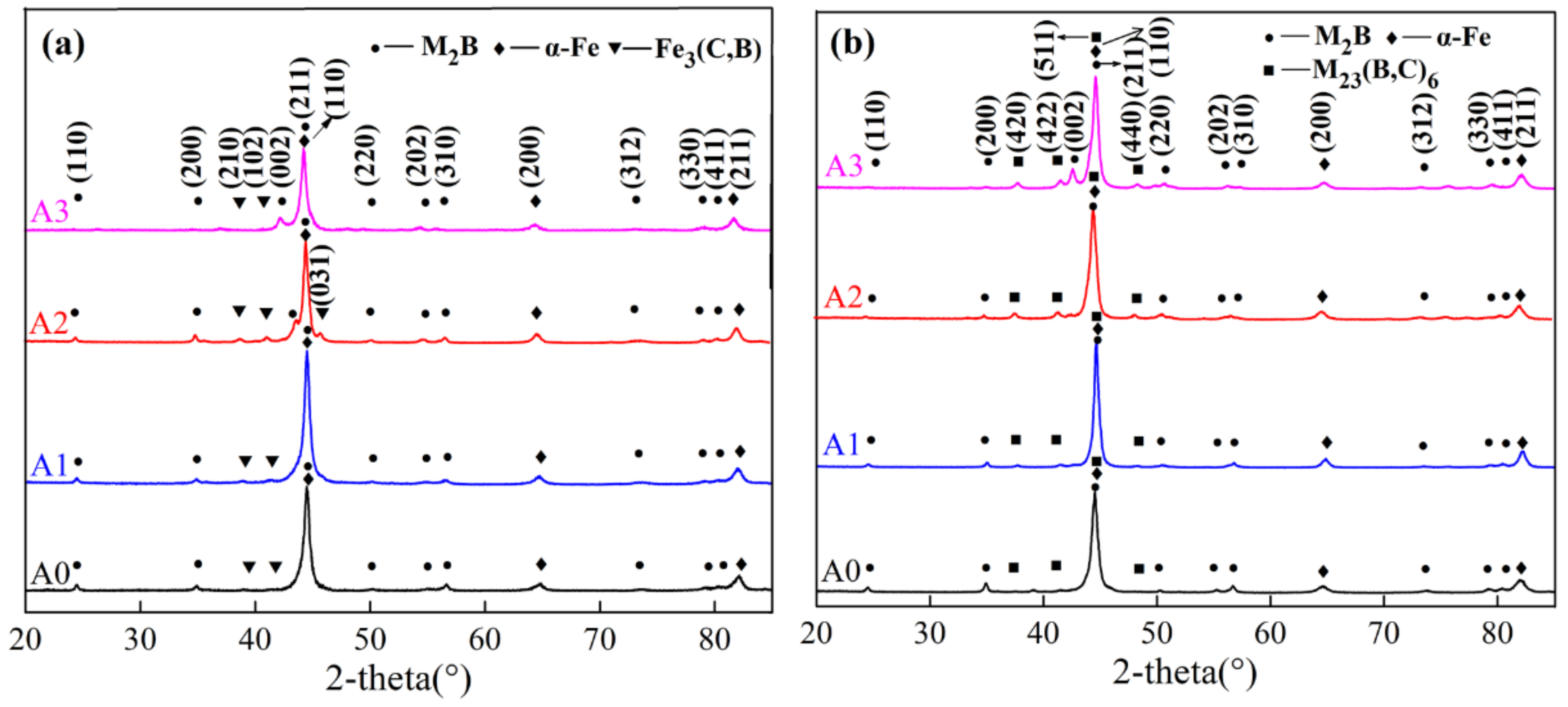
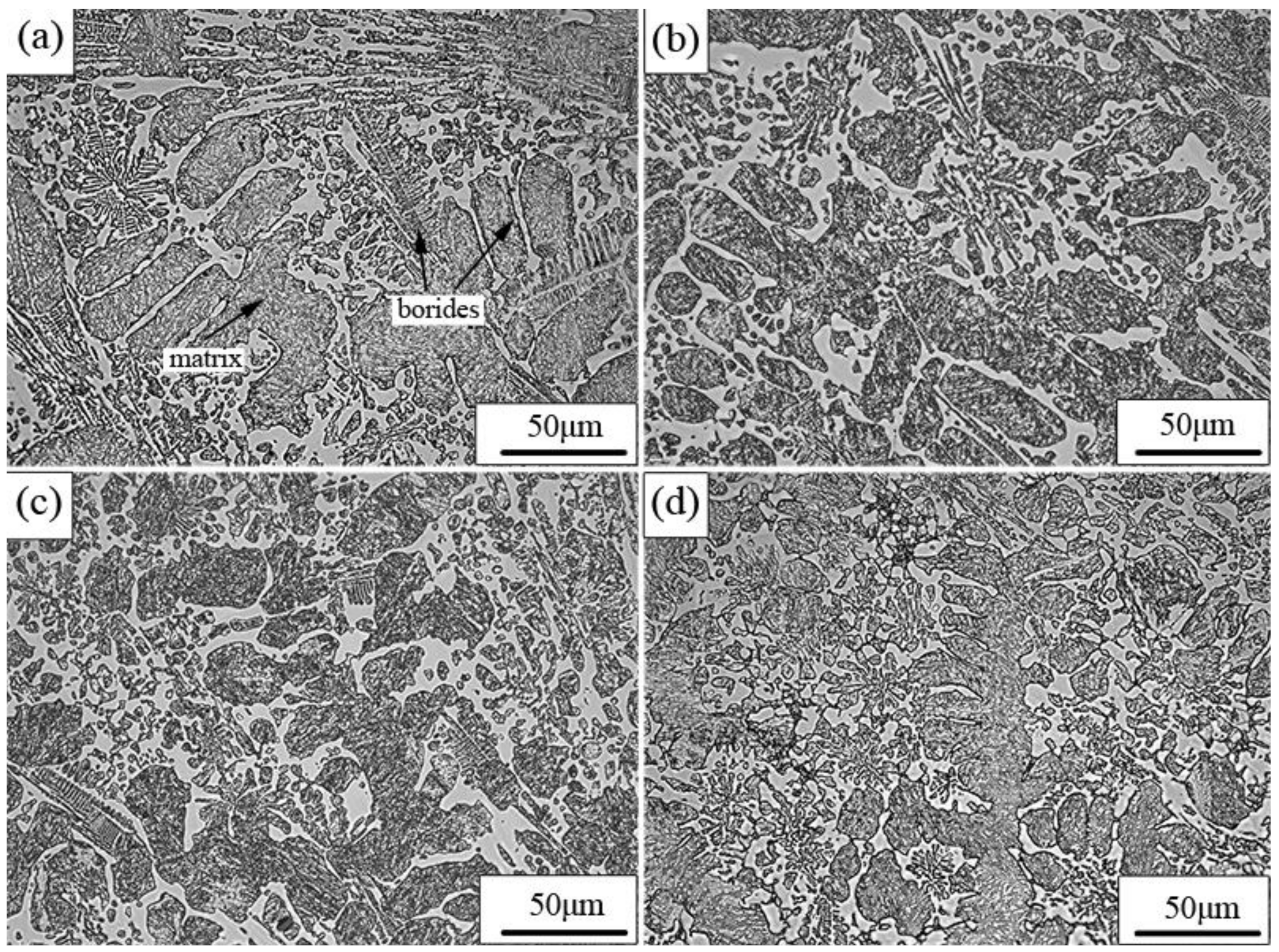
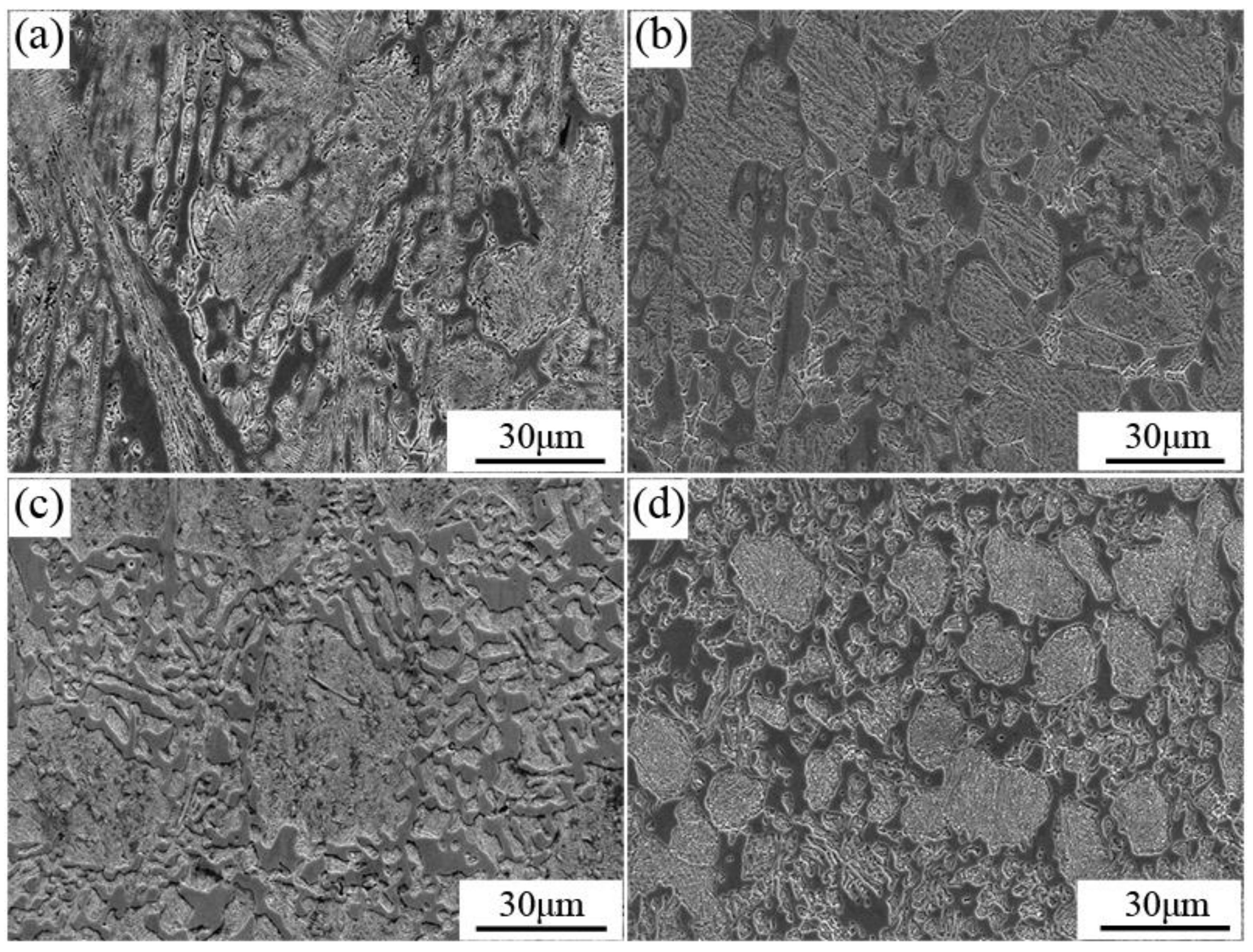
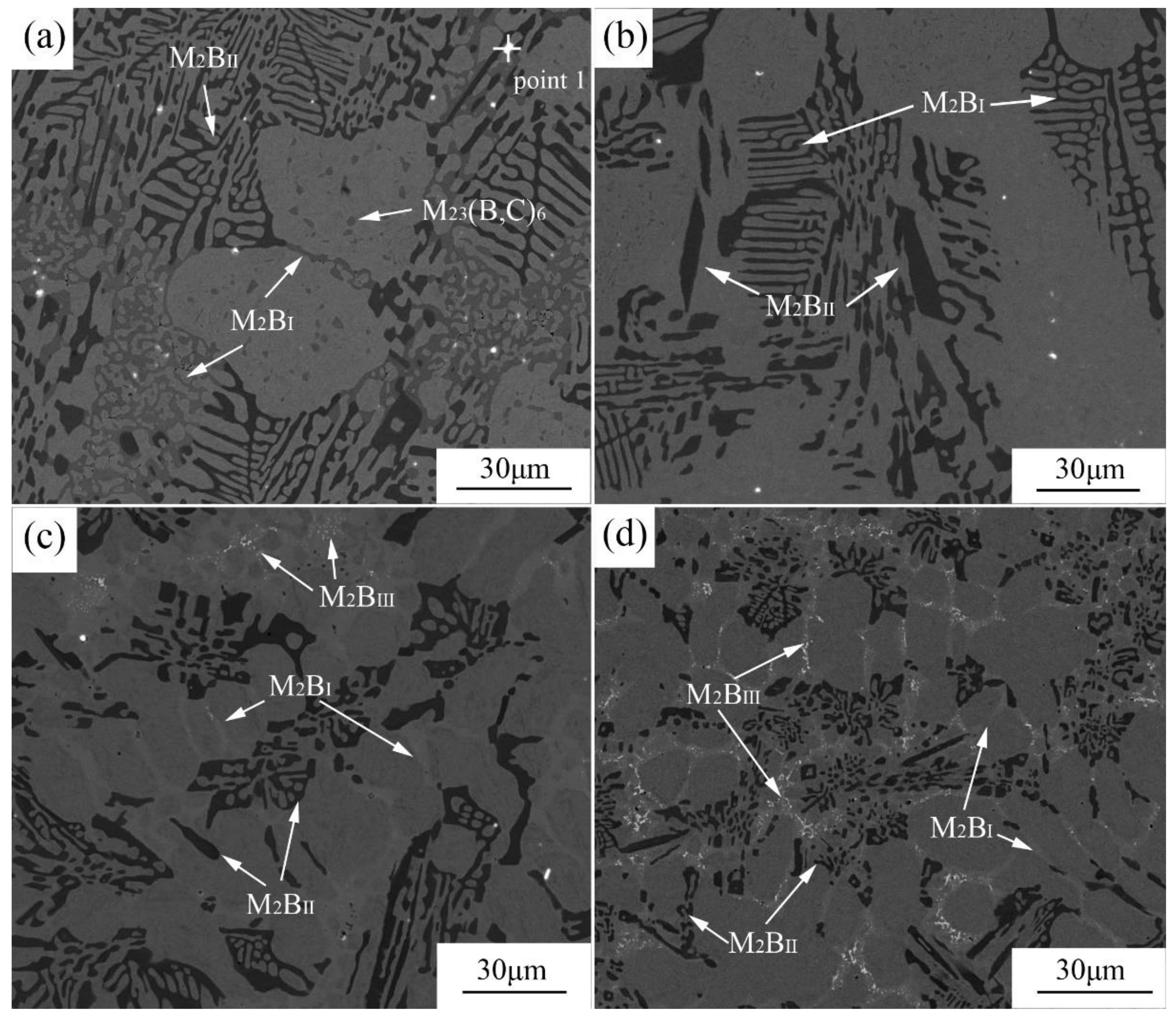
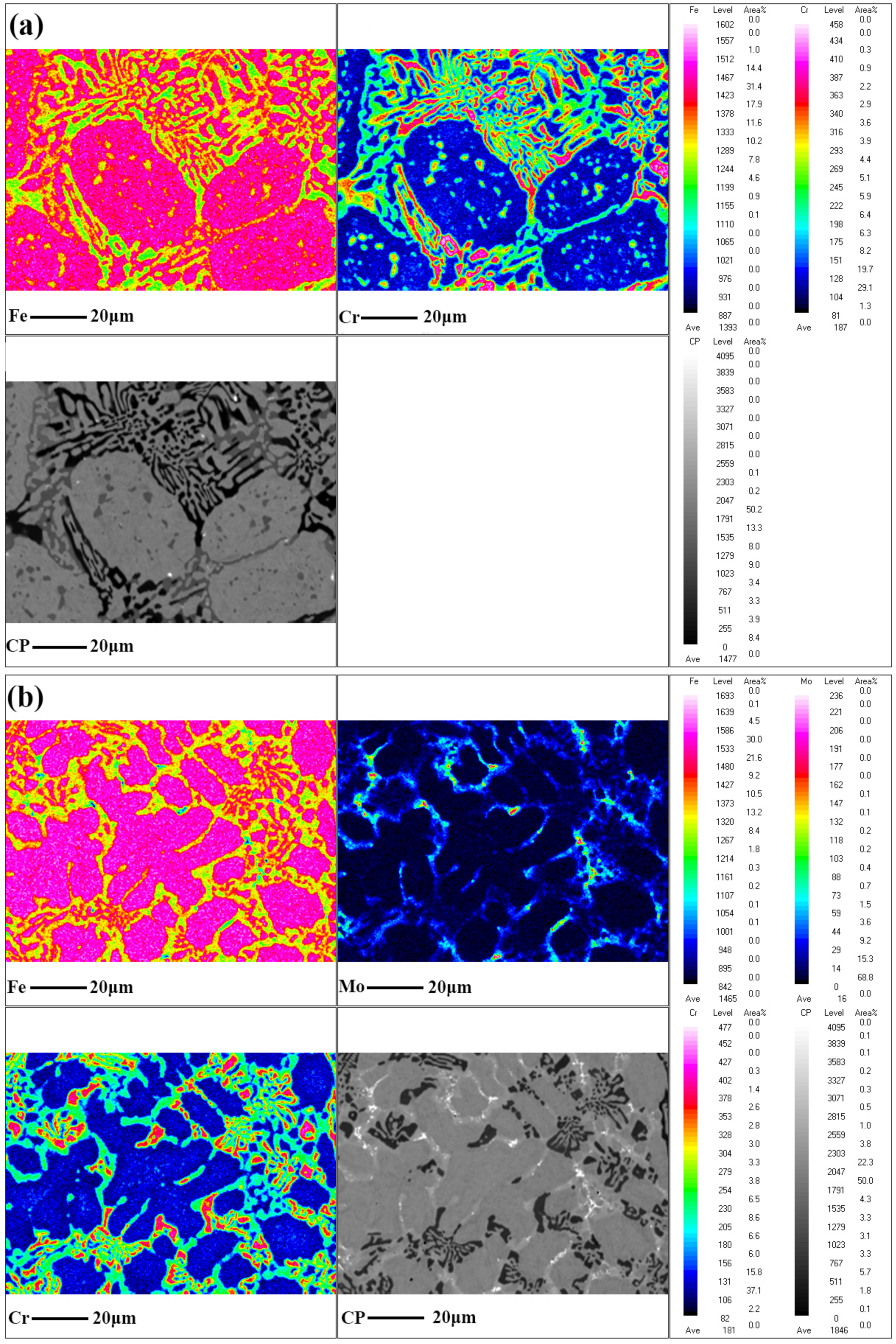
3.1. Microstructure
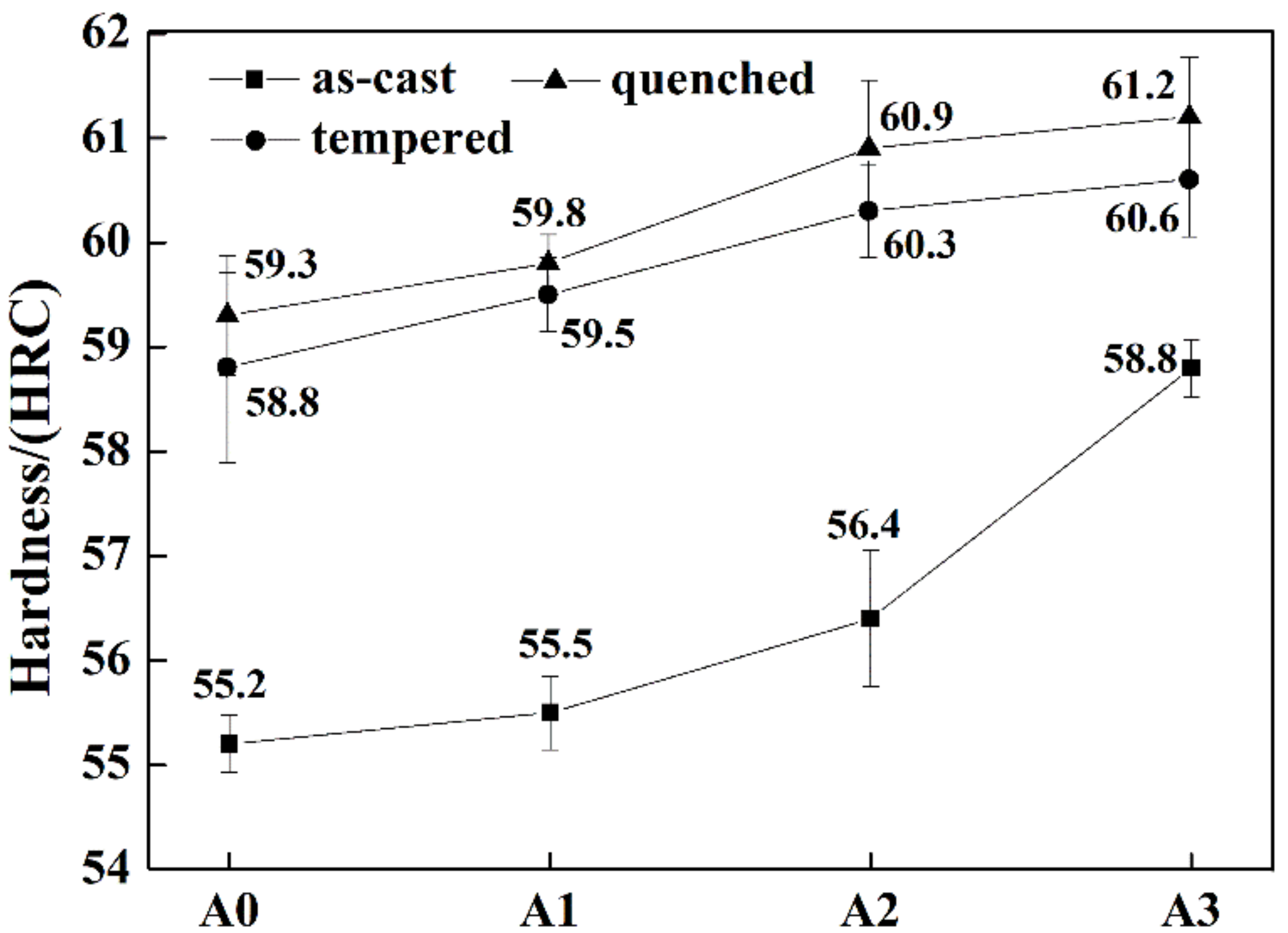
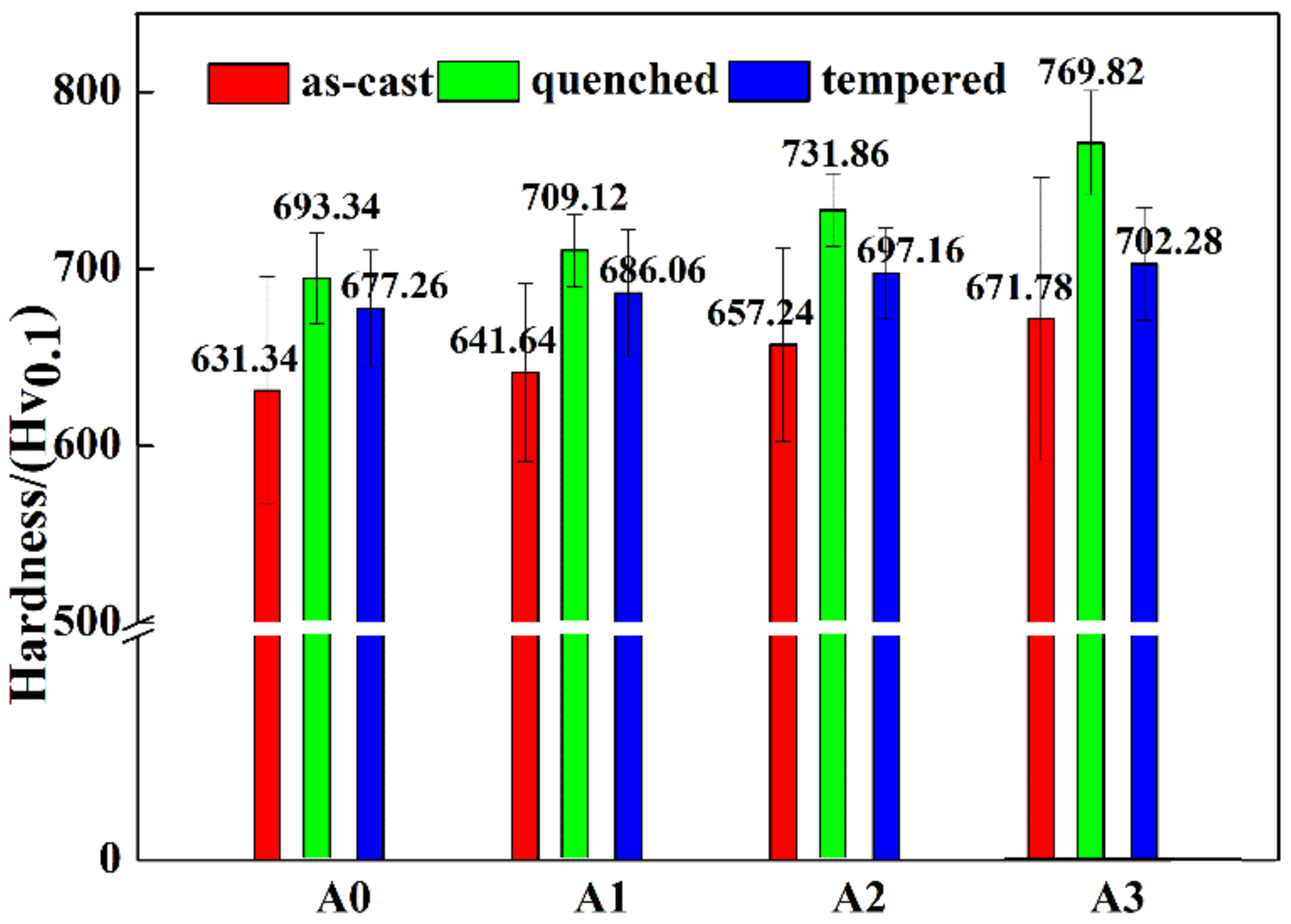
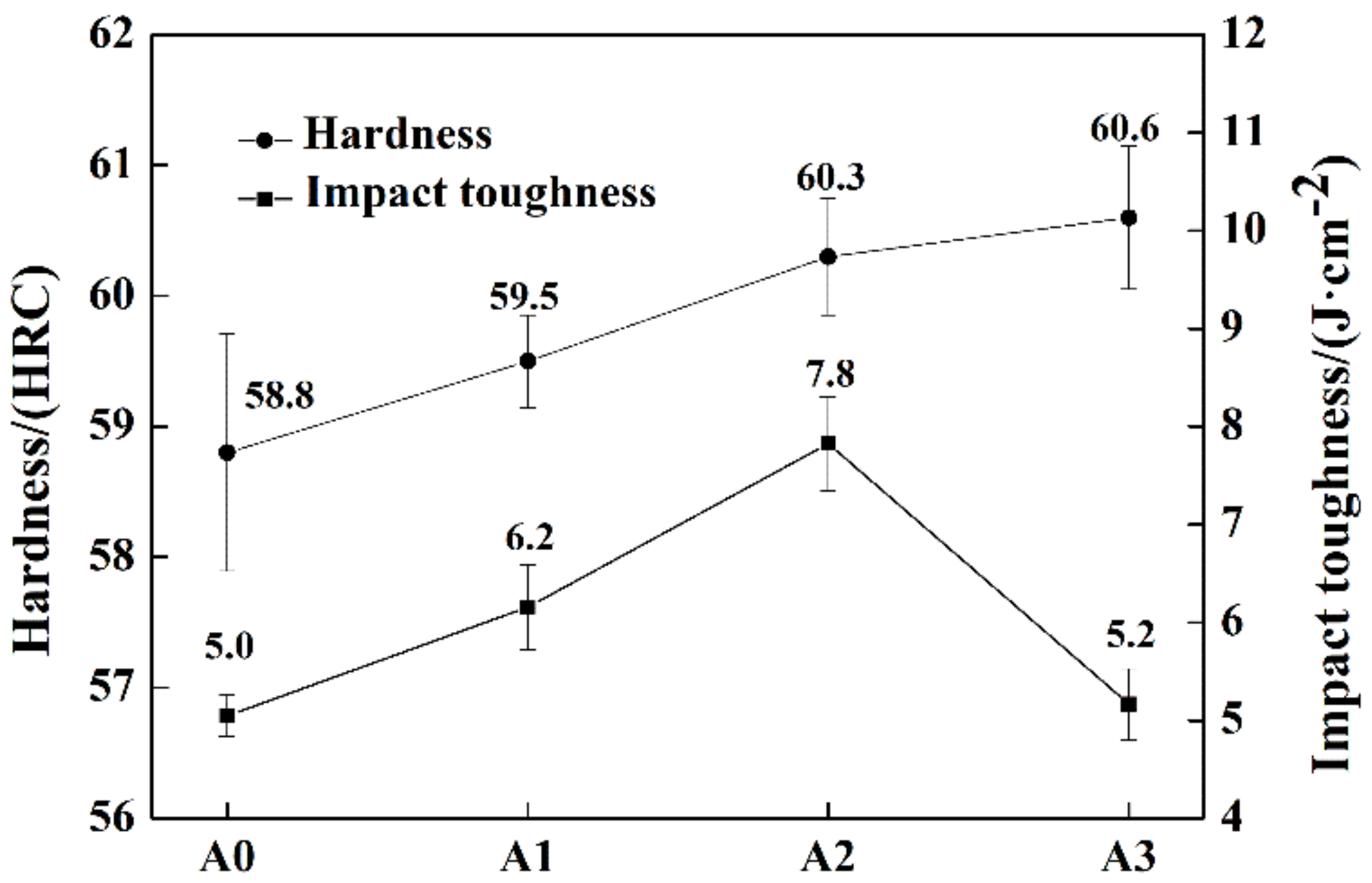
3.2. Mechanical Properties
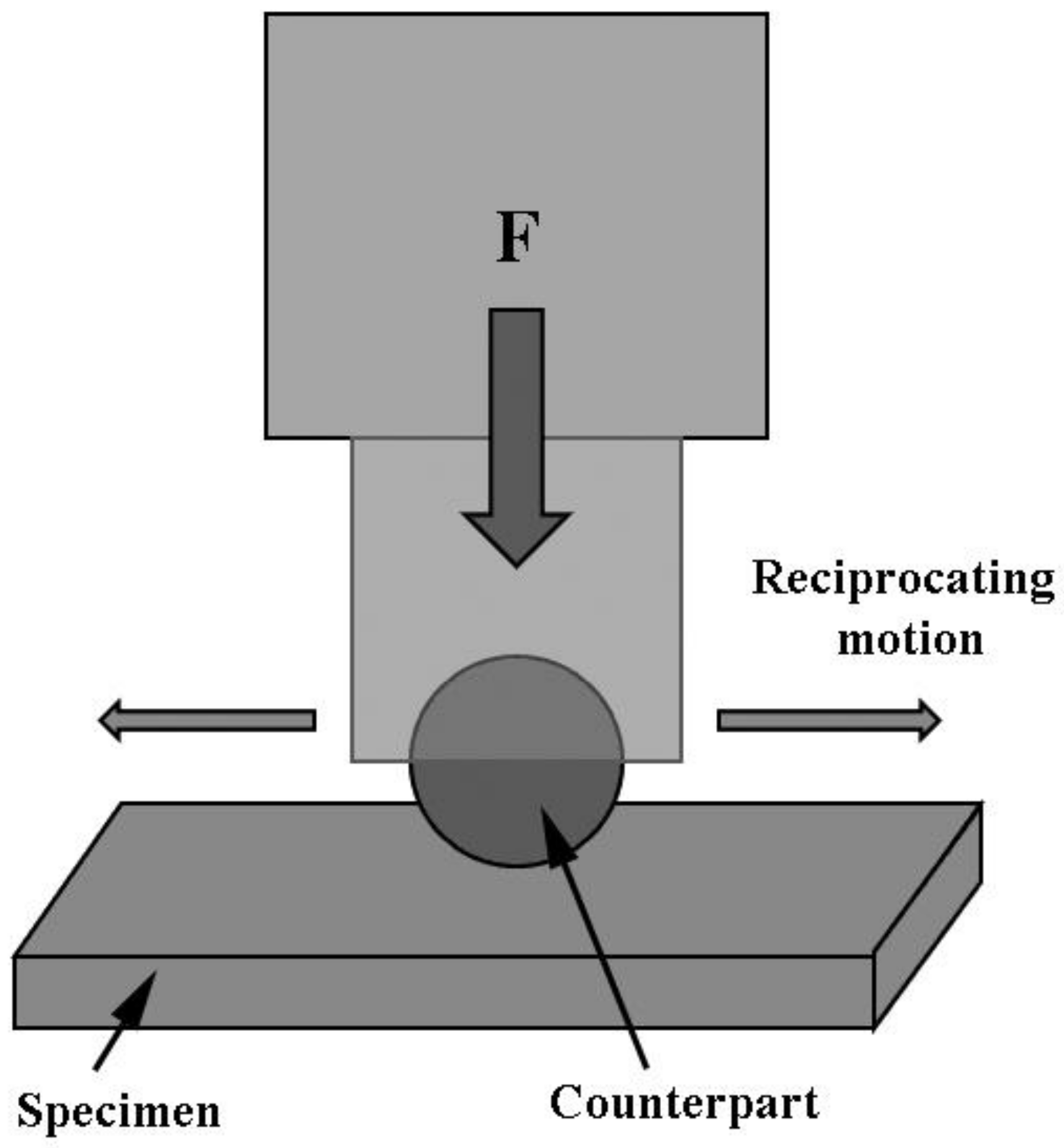
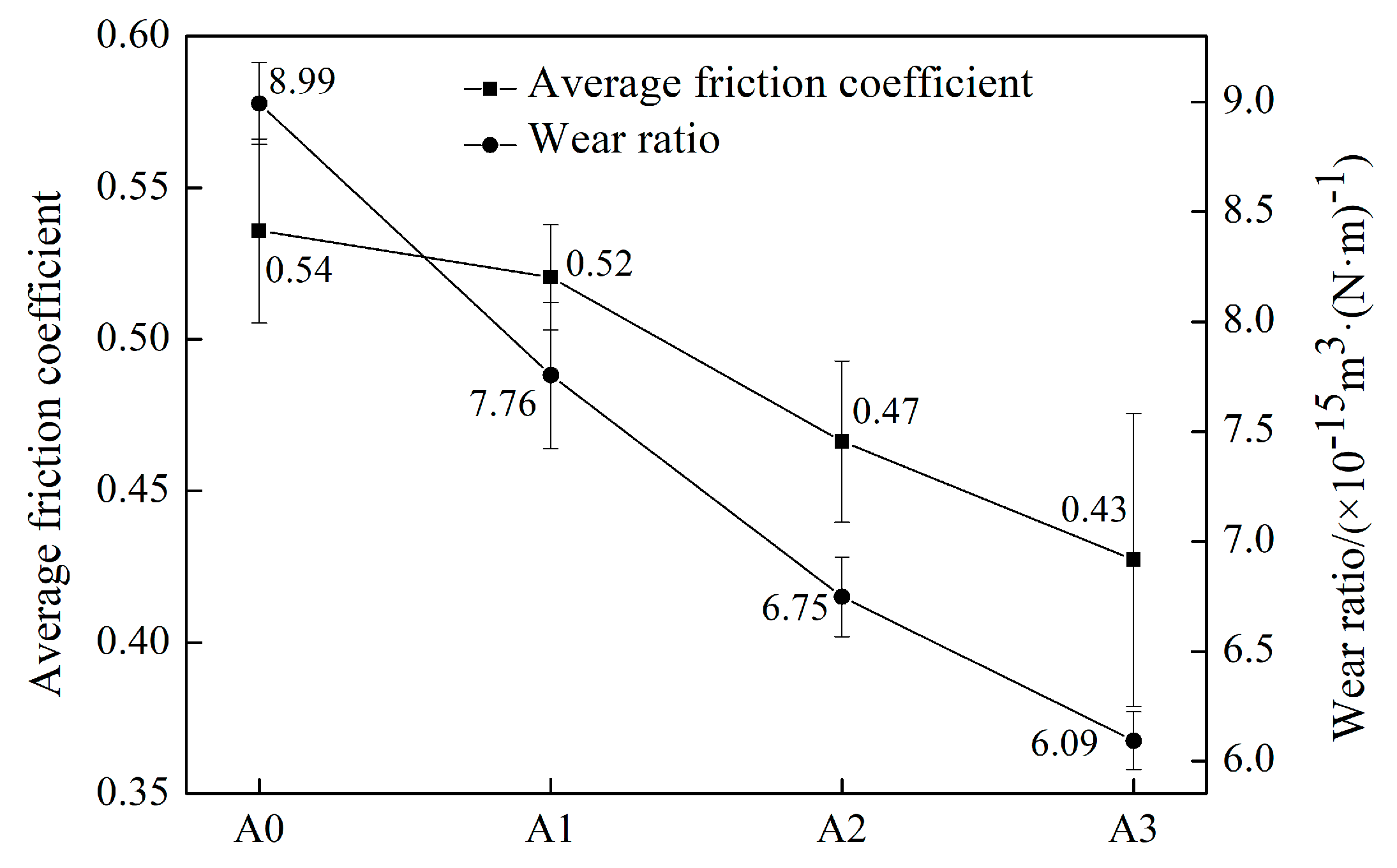
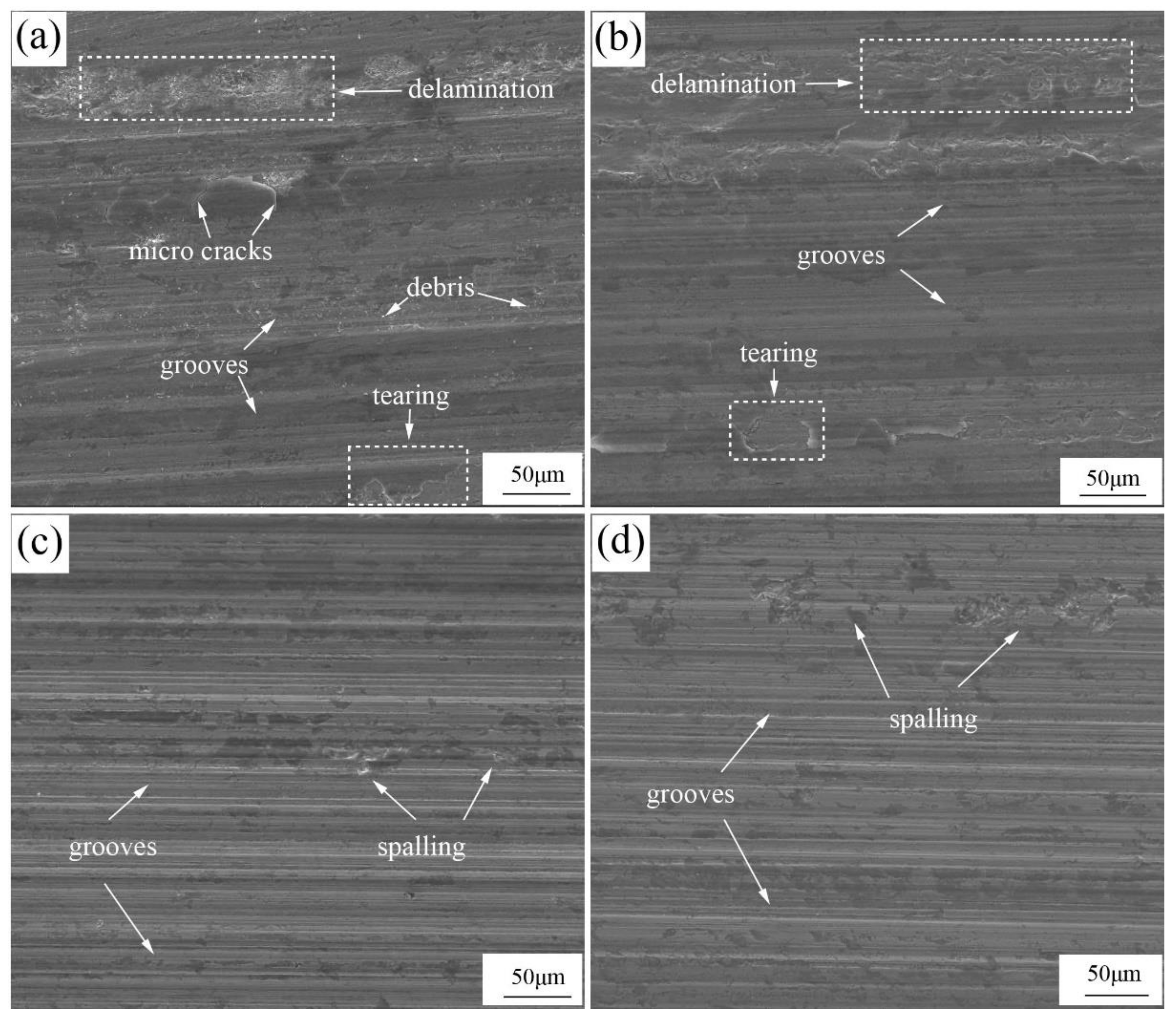
3.3. Tribological Properties
4. Conclusions
- (1)
- Mo promoted the formation of Mo-rich and Cr-rich M2B. Moreover, with the increase of Mo concentration, the morphology of borides changed from the fish-bone Fe-rich M2B to cluster-like and blocky Cr-rich M2B and grainy Mo-rich M2B. Meanwhile, borides were greatly refined.
- (2)
- The hardness of HBCS increased with the increase of Mo content, which was mainly affected by the solid solution strengthening of Mo and the refinement of M2B.
- (3)
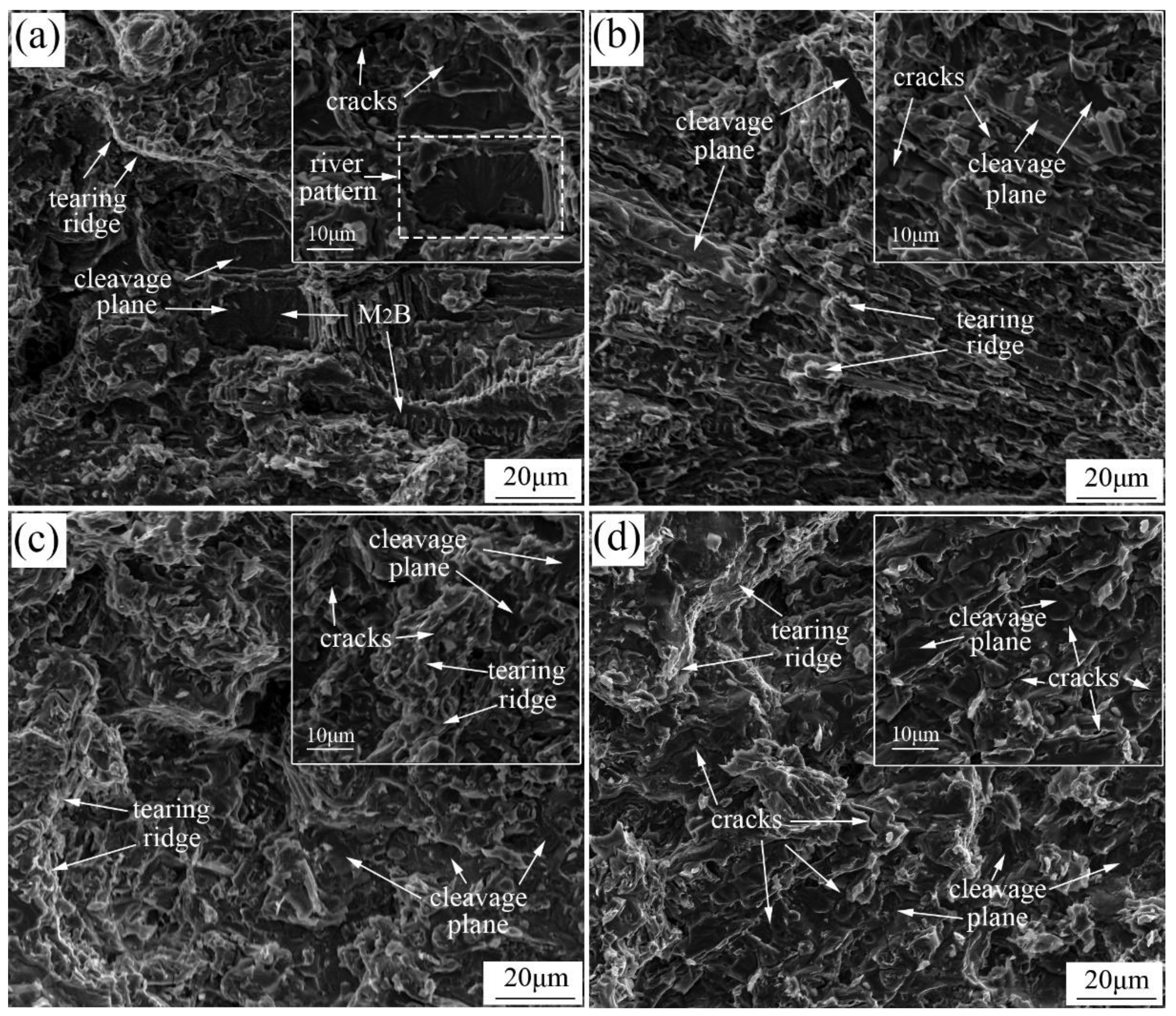
- Although all four alloys showed quasi-cleavage, the impact toughness rose firstly, then reduced with the increase of Mo content, and reached its maximum value at 2.10 wt.% Mo. The decrease of fish-bone M2B and the refinement of M2B were responsible for the improvement of impact toughness. However, the extensive formation of Mo-rich M2B at the grain boundary and the decrease of fracture toughness of M2B greatly damaged the impact toughness when the Mo content was 2.86 wt.%.
- (4)
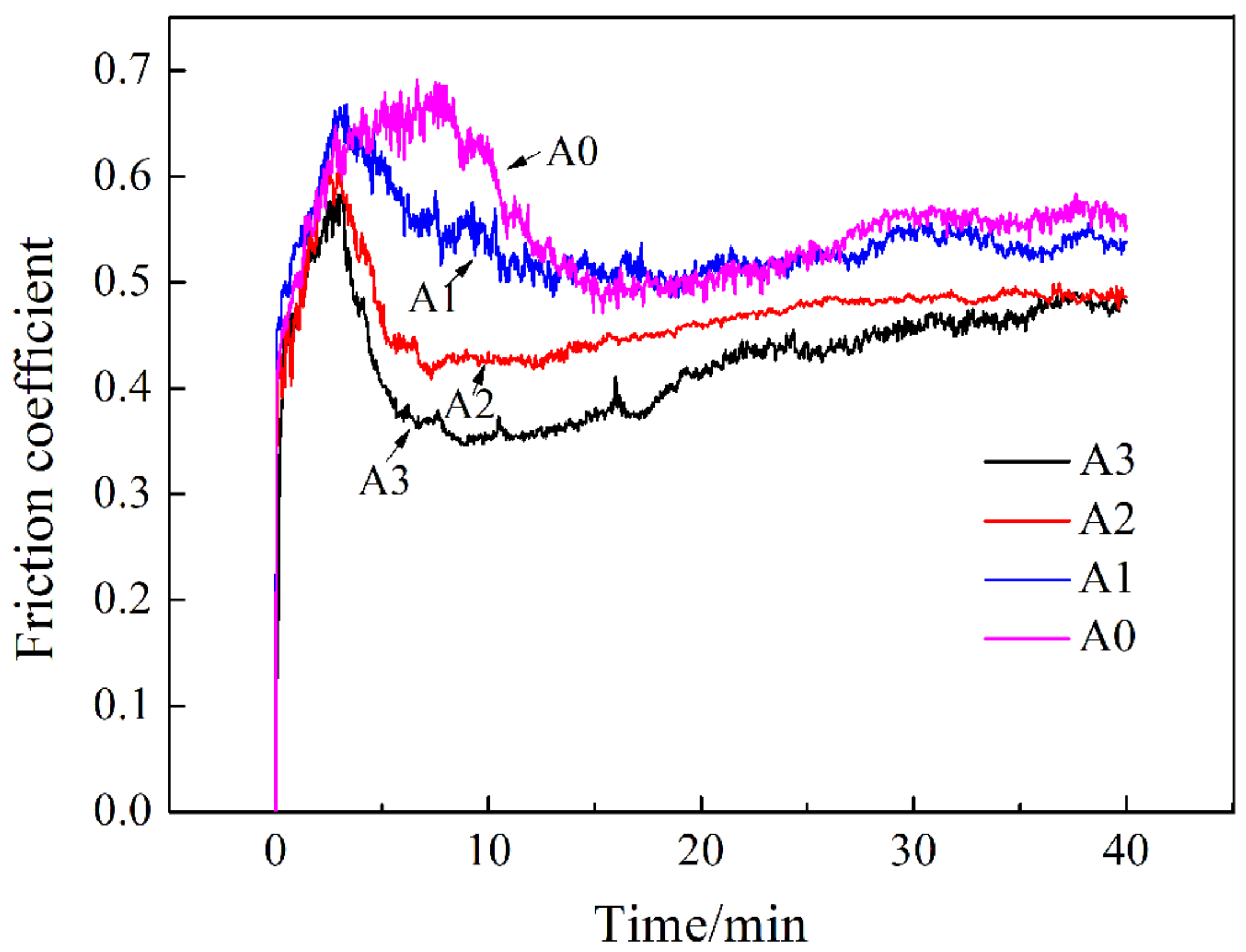
- The average friction coefficient and wear ratio both showed a descending trend with the increasing Mo content. The wear mechanism changed from abrasive wear and adhesive wear to abrasive wear when the content of Mo exceeded 2.10 wt.% due to the better resistance of the matrix to the abrasive.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Luo, Q.; Xie, J.; Song, Y. Effects of microstructures on the abrasive wear behaviour of spheroidal cast iron. Wear 1995, 184, 1–10. [Google Scholar] [CrossRef]
- Cetinkaya, C. An investigation of the wear behaviours of white cast irons under different compositions. Mater. Des. 2006, 27, 437–445. [Google Scholar] [CrossRef]
- Lv, H.; Zhou, R.; Li, L.; Ni, H.; Zhu, J.; Feng, T. Effect of Electric Current Pulse on Microstructure and Corrosion Resistance of Hypereutectic High Chromium Cast Iron. Materials 2018, 11, 2220. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shimizu, K.; Kusumoto, K.; Yaer, X.; Zhang, Y.; Shirai, M. Effect of Mo content on erosive wear characteristics of high chromium cast iron at 1173 K. Wear 2017, 376, 542–548. [Google Scholar] [CrossRef]
- Medyński, D.; Samociuk, B.; Janus, A.; Chęcmanowski, J. Effect of Cr, Mo and Al on Microstructure, Abrasive Wear and Corrosion Resistance of Ni-Mn-Cu Cast Iron. Materials 2019, 12, 3500. [Google Scholar] [CrossRef] [Green Version]
- Park, J.S. The key role of forging in ancient steel making from white cast iron. Mater. Charact. 2008, 59, 647–650. [Google Scholar] [CrossRef]
- Kowalska, J.; Ryś, J.; Cios, G.; Bednarczyk, W. The effect of reduced temperatures on microstructure development in tensile tested high-manganese steel. Mater. Sci. Eng. A 2019, 767, 138406. [Google Scholar] [CrossRef]
- Jinzhu, L.; Yongfa, M. Development of abrasion-resistant Ni-hard 4 cast irons. Wear 1993, 162, 833–836. [Google Scholar] [CrossRef]
- Liujie, X.; Jiandong, X.; Shizhong, W.; Yongzhen, Z.; Rui, L. Investigation on wear behaviors of high-vanadium high-speed steel compared with high-chromium cast iron under rolling contact condition. Mater. Sci. Eng. A 2006, 434, 63–70. [Google Scholar] [CrossRef]
- Fernández, I.; Belzunce, F.J. Wear and oxidation behaviour of high-chromium white cast irons. Mater. Charact. 2008, 59, 669–674. [Google Scholar] [CrossRef]
- Liu, B.; Qin, T.; Xu, W.; Jia, C.; Wu, Q.; Chen, M.; Liu, Z. Effect of Tempering Conditions on Secondary Hardening of Carbides and Retained Austenite in Spray-Formed M42 High-Speed Steel. Materials 2019, 12, 3714. [Google Scholar] [CrossRef] [Green Version]
- Huang, Z.; Xing, J.; Guo, C. Improving fracture toughness and hardness of Fe2B in high boron white cast iron by chromium addition. Mater. Des. 2010, 31, 3084–3089. [Google Scholar] [CrossRef]
- Chen, X.; Li, Y.; Zhang, H. Microstructure and mechanical properties of high boron white cast iron with about 4 wt% chromium. J. Mater. Sci. 2011, 46, 957–963. [Google Scholar] [CrossRef]
- Moon, H.K.; Lee, K.B.; Kwon, H. Influences of Co addition and austenitizing temperature on secondary hardening and impact fracture behavior in P/M high speed steels of W–Mo–Cr–V (–Co) system. Mater. Sci. Eng. A 2008, 474, 328–334. [Google Scholar] [CrossRef]
- Li, Y.; Li, P.; Wang, K.; Li, H.; Gong, M.; Tong, W. Microstructure and mechanical properties of a Mo alloyed high chromium cast iron after different heat treatments. Vacuum 2018, 156, 59–67. [Google Scholar] [CrossRef]
- Li, F.; Li, Z. Study on improvement of hard phase morphology and properties of hypoeutectic Fe–C–B alloy. J. Alloys. Compd. 2014, 587, 267–272. [Google Scholar] [CrossRef]
- Spiridonova, I.M. Structure and properties of iron-boron-carbon alloys. Met. Sci. Heat. Treat. 1984, 26, 170–174. [Google Scholar] [CrossRef]
- Egorov, M.D.; Sapozhnikov, Y.L.; Shakhnazarov, Y.V. Effect of carbon content on the structure, hardness, and thermal stability of boron-chromium cast steels. Met. Sci. Heat. Treat. 1989, 31, 387–391. [Google Scholar] [CrossRef]
- Christodoulou, P.; Calos, N. A step towards designing Fe–Cr–B–C cast alloys. Mater. Sci. Eng. A 2001, 301, 103–117. [Google Scholar] [CrossRef]
- Liu, Z.; Li, Y.; Chen, X.; Hu, K. Microstructure and mechanical properties of high boron white cast iron. Mater. Sci. Eng. A 2008, 486, 12–116. [Google Scholar] [CrossRef]
- Ma, S.; Xing, J.; Liu, G.; Yi, D.; Fu, H.; Zhang, J.; Li, Y. Effect of chromium concentration on microstructure and properties of Fe–3.5 B alloy. Mater. Sci. Eng. A 2010, 527, 6800–6808. [Google Scholar] [CrossRef]
- Chen, X.; Li, Y. Effect of heat treatment on microstructure and mechanical properties of high boron white cast iron. Mater. Sci. Eng. A 2010, 528, 770–775. [Google Scholar] [CrossRef]
- Jahazi, M.; Jonas, J.J. The non-equilibrium segregation of boron on original and moving austenite grain boundaries. Mater. Sci. Eng. A 2002, 335, 49–61. [Google Scholar] [CrossRef]
- Fu, H.; Xiao, Q.; Kuang, J.; Jiang, Z.; Xing, J.D. Effect of rare earth and titanium additions on the microstructures and properties of low carbon Fe–B cast steel. Mater. Sci. Eng. A 2007, 466, 160–165. [Google Scholar] [CrossRef]
- Jian, Y.; Huang, Z.; Xing, J.; Gao, Y. Effects of chromium on the morphology and mechanical properties of Fe2B intermetallic in Fe-3.0 B alloy. J. Mater. Sci. 2018, 53, 5329–5338. [Google Scholar] [CrossRef]
- Li, M.; Fu, S.; Xu, W. Valence electron structure of Fe2B phase and its eigen-brittleness. Acta. Metall. Sin. 1995, 31, 201–208. [Google Scholar]
- Wang, Y.; Sun, J.; Jiang, T.; Sun, Y.; Guo, S.; Liu, Y. A low-alloy high-carbon martensite steel with 2.6 GPa tensile strength and good ductility. Acta. Mater. 2018, 158, 247–256. [Google Scholar] [CrossRef]
- Lentz, J.; Röttger, A.; Großwendt, F.; Theisen, W. Enhancement of hardness, modulus and fracture toughness of the tetragonal (Fe, Cr)2B and orthorhombic (Cr, Fe)2B phases with addition of Cr. Mater. Des. 2018, 156, 113–124. [Google Scholar] [CrossRef]
- Wei, X.; Chen, Z.; Zhong, J.; Wang, L.; Yang, W.; Wang, Y. Effect of alloying elements on mechanical, electronic and magnetic properties of Fe2B by first-principles investigations. Comput. Mater. Sci. 2018, 147, 322–330. [Google Scholar] [CrossRef]
- Yi, Y.; Xing, J.; Lu, Y.; Gao, Y.; Fu, H.; Yu, L.; Wan, M.; Zheng, Q. Effect of normal load on two-body abrasive wear of an Fe-B-Cr-C based alloy with minor Cu and Ni additions. Wear 2018, 408, 160–170. [Google Scholar] [CrossRef]
- Yi, Y.; Xing, J.; Wan, M.; Yu, L.; Lu, Y.; Jian, Y. Effect of Cu on microstructure, crystallography and mechanical properties in Fe-B-C-Cu alloys. Mater. Sci. Eng. A 2017, 708, 274–284. [Google Scholar] [CrossRef]
- Jian, Y.; Huang, Z.; Xing, J.; Guo, X.; Jiang, K. Effect of molybdenum addition on mechanical properties of oriented bulk Fe2B crystal. J. Mater. Res. 2017, 32, 1718–1726. [Google Scholar] [CrossRef]
- Huang, Z.; Xing, J.; Tao, X. Effect of molybdenum addition on fracture toughness and hardness of Fe2B in Fe–B–C cast alloy. Int. J. Mater. Res. 2012, 103, 1539–1543. [Google Scholar] [CrossRef]
- Yi, Y.; Xing, J.; Ren, X.; Fu, H.; Li, Q.; Yi, D. Investigation on abrasive wear behavior of Fe-B alloys containing various molybdenum contents. Tribol. Int. 2019, 135, 237–245. [Google Scholar] [CrossRef]
- Yong, X.; Zhiguo, C.; Xiang, W.; Zhongjia, W. Influence of Ce on microstructure and properties of high-carbon high-boron steel. Rare. Met. Mater. Eng. 2015, 44, 1335–1339. [Google Scholar] [CrossRef]
- Azakli, Y.; Cengiz, S.; Tarakci, M.; Gencer, Y. Characterisation of boride layer formed on Fe–Mo binary alloys. Surf. Eng. 2016, 32, 589–595. [Google Scholar] [CrossRef]
- Wei, X.; Chen, Z.; Zhong, J.; Wang, L.; Wang, Y.; Shu, Z. First-principles investigation of Cr-doped Fe2B: Structural, mechanical, electronic and magnetic properties. J. Magn. Magn. Mater. 2018, 456, 150–159. [Google Scholar] [CrossRef]
- Jian, Y.; Huang, Z.; Xing, J.; Wang, B. Effects of chromium addition on fracture toughness and hardness of oriented bulk Fe2B crystals. Mater. Charact. 2015, 110, 138–144. [Google Scholar] [CrossRef]
- Liu, Z.; Chen, X.; Li, Y.; Hu, K. Effect of chromium on microstructure and properties of high boron white cast iron. Metall. Mater. Trans. A 2008, 39, 636–641. [Google Scholar] [CrossRef]
- Guo, C.; Kelly, P.M. Boron solubility in Fe–Cr–B cast irons. Mater. Sci. Eng. A 2003, 352, 40–45. [Google Scholar] [CrossRef]
- Liu, T.; Cao, Z.; Wang, H.; Wu, G.; Jin, J.; Cao, W. A new 2.4 GPa extra-high strength steel with good ductility and high toughness designed by synergistic strengthening of nano-particles and high-density dislocations. Scr. Mater. 2020, 178, 285–289. [Google Scholar] [CrossRef]
- Shah, M.; Bakshi, S.D. Three-body abrasive wear of carbide-free bainite, martensite and bainite-martensite structure of similar hardness. Wear 2018, 402, 207–215. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | B | C | Mo | Cr | Mn | Si | Ce | Fe |
|---|---|---|---|---|---|---|---|---|
| A0 | 2.29 | 0.42 | 0.00 | 3.87 | 0.76 | 0.48 | 0.09 | Bal. |
| A1 | 2.24 | 0.48 | 1.04 | 4.07 | 0.85 | 0.51 | 0.13 | Bal. |
| A2 | 2.22 | 0.43 | 2.10 | 4.10 | 0.82 | 0.53 | 0.08 | Bal. |
| A3 | 2.16 | 0.47 | 2.86 | 3.79 | 0.75 | 0.47 | 0.11 | Bal. |
| Eutectic M2B | Element (at.%) | Calculated Formula | ||||||
|---|---|---|---|---|---|---|---|---|
| B | C | Mo | Cr | Mn | Fe | |||
| M2BI | 24.03 | 8.16 | 2.27 | 3.18 | 0.82 | 61.54 | Fe1.91Cr0.10Mo0.07Mn0.03(B,C) | M2.11(B,C) |
| M2BII | 29.03 | 3.64 | 0.69 | 8.98 | 0.75 | 56.91 | Fe1.74Cr0.27Mo0.02Mn0.02(B,C) | M2.06(B,C) |
| M2BIII | 28.34 | 4.22 | 23.20 | 3.25 | 0.69 | 40.30 | Fe1.24Cr0.10Mo0.71Mn0.02(B,C) | M2.07(B,C) |
| Alloy | Depth (μm) | Width (mm) | Area (μm2) |
|---|---|---|---|
| A0 | 28.94 | 1.03 | 10790 |
| A1 | 21.32 | 0.84 | 9308 |
| A2 | 17.44 | 0.77 | 8097 |
| A3 | 14.82 | 0.75 | 7313 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Z.; Miao, S.; Kong, L.; Wei, X.; Zhang, F.; Yu, H. Effect of Mo Concentration on the Microstructure Evolution and Properties of High Boron Cast Steel. Materials 2020, 13, 975. https://doi.org/10.3390/ma13040975
Chen Z, Miao S, Kong L, Wei X, Zhang F, Yu H. Effect of Mo Concentration on the Microstructure Evolution and Properties of High Boron Cast Steel. Materials. 2020; 13(4):975. https://doi.org/10.3390/ma13040975
Chicago/Turabian StyleChen, Zhiguo, Sen Miao, Lingnan Kong, Xiang Wei, Feihong Zhang, and Hongbin Yu. 2020. "Effect of Mo Concentration on the Microstructure Evolution and Properties of High Boron Cast Steel" Materials 13, no. 4: 975. https://doi.org/10.3390/ma13040975
APA StyleChen, Z., Miao, S., Kong, L., Wei, X., Zhang, F., & Yu, H. (2020). Effect of Mo Concentration on the Microstructure Evolution and Properties of High Boron Cast Steel. Materials, 13(4), 975. https://doi.org/10.3390/ma13040975