Microstructures Manufactured in Diamond by Use of Laser Micromachining


 , , ,
, , , 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
- Average power: 5–12 W
- Pulse frequency: 50 kHz
- Scanning speed was tested in the range of 50–1000 mm/s, which affects pulse overlapping along a single line (Figure 4) within a range of 0% to 90%
- Hatching distance between parallel lines was between 5 and 20 μm
- Hatching direction was always bidirectional with two angles: 0o and 90o (Figure 3)
3. Results and Discussion
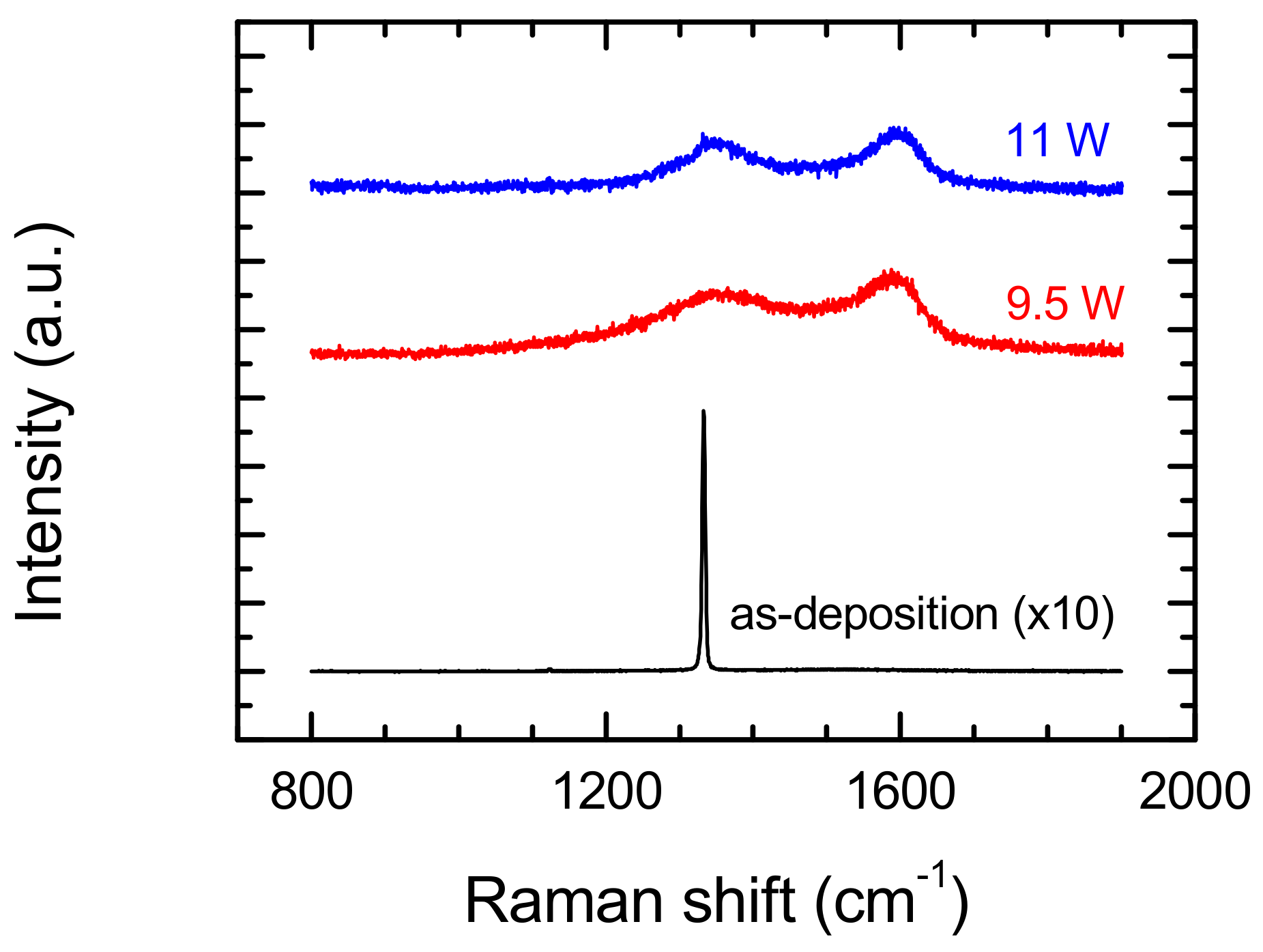
- covering of modified surface by the products of this modification, or
- by the phase transition of surface layer to graphite-like structure [14,20], which is affected by the heating of the surface as a result of a rapid return to the same modified place of laser during rescanning of the surface. A high scan speed increases surface temperature, while a low speed allows for better heat transfer from the modified place—lower surface temperature.
4. Conclusions
- Narrow: 10 μm
- Depth: 270 μm
- Slope: 88o
- Roughness (Ra): 0.135 μm
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Karczemska, A.; Witkowski, D.; Ralchenko, V.; Bolshakov, A.; Sovyk, D.; Łysko, J.M.; Fijałkowski, M.; Bodzenta, J.; Hassard, J. Diamond electrophoretic microchips—Joule heating effects. Mater. Sci. Eng. B 2011, 176, 326–330. [Google Scholar] [CrossRef]
- Karczemska, A. Diamond materials for microfluidic devices. In Diamond-Based Materials for Biomedical Applications; Woodhead Publishing Series in Biomaterials: Number 55; Narayan, R., Ed.; Woodhead Publishing Limited: Cambridge, UK, 2013; pp. 255–270. [Google Scholar]
- Cappelli, E.; Mattei, G.; Orlando, S.; Pinari, F.; Ascarelli, P. Pulsed laser surface modifications of diamond thin films. Diam. Relat. Mater. 1999, 8, 257–261. [Google Scholar] [CrossRef]
- Kononenko, T.V.; Ralchenko, V.G.; Vlasov, I.I.; Gamov, S.V.; Konov, V.I. Ablation of CVD diamond with nanosecond laser pulses of UV-IR range. Diam. Relat. Mater. 1998, 7, 1623–1627. [Google Scholar] [CrossRef]
- Gloor, S.; Romano, V.; Lüthy, W.; Weber, H.P.; Kononenko, V.V.; Pimenov, S.M.; Konov, V.I.; Khomich, A.V. Antireflection structures written by excimer laser on CVD diamond. Appl. Phys. A 2000, 70, 547–550. [Google Scholar] [CrossRef]
- Neff, M.; Kononenko, T.V.; Pimenov, S.M.; Romano, V.; Lüthy, W.; Konov, V.I. Femtosecond laser writing of buried graphitic structures in bulk diamond. Appl. Phys. A 2009, 97, 543–547. [Google Scholar] [CrossRef] [Green Version]
- Kononenko, T.V.; Meier, M.; Komlenok, M.S.; Pimenov, S.M.; Romano, V.; Pashinin, V.P.; Konov, V.I. Microstructuring of diamond bulk by IR femtosecond laser pulses. Appl. Phys. A 2008, 90, 645–651. [Google Scholar] [CrossRef]
- Kononenko, T.V.; Komlenok, M.S.; Pashinin, V.P.; Pimenov, S.M.; Konov, V.I.; Neff, M.; Romano, V.; Lüthy, W. Femtosecond laser microstructuring in the bulk of diamond. Diam. Relat. Mater. 2009, 18, 196–199. [Google Scholar] [CrossRef]
- Kononenko, T.V.; Konov, V.I.; Pimenov, S.M.; Rossukanyi, N.M.; Rukovishnikov, A.I.; Romano, V. Three-dimensional laser writing in diamond bulk. Diam. Relat. Mater. 2011, 20, 264–268. [Google Scholar] [CrossRef]
- Komlenok, M.S.; Kononenko, V.V.; Ralchenko, V.G.; Pimenov, S.M.; Konov, V.I. Laser Induced Nanoablation of Diamond Materials. Phys. Procedia 2011, 12, 37–45. [Google Scholar] [CrossRef] [Green Version]
- Cheng, J.; Liu, C.-S.; Shang, S.; Liu, D.; Perrie, W.; Dearden, G.; Watkins, K. A review of ultrafast laser materials micromachining. Opt. Laser Technol. 2013, 46, 88–102. [Google Scholar] [CrossRef]
- Shinoda, M.; Gattass, R.R.; Mazur, E. Femtosecond laser-induced formation of nanometer-width grooves on synthetic single-crystal diamond surfaces. J. Appl. Phys. 2009, 105, 053102. [Google Scholar] [CrossRef] [Green Version]
- Kononenko, V.V.; Gololobov, V.M.; Pashinin, V.P.; Konov, V.I. Laser nanoablation of diamond surface at high pulse repetition rates. Quantum Electron. 2016, 46, 899–902. [Google Scholar] [CrossRef]
- White, Y.V.; Parrish, M.; Li, X.; Davis, L.M.; Hofmeister, W. Femtosecond micro- and nano-machining of materials for microfluidic applications. In Proceedings of the SPIE Nanoscience + Engineering, Nanoengineering: Fabrication, Properties, Optics, and Devices V, San Diego, CA, USA, 10–14 August 2008; Dobisz, E.A., Ed.; SPIE: Paris, France, 2008; Volume 7039, p. 70390J1-10. [Google Scholar]
- Lehmann, A.; Bradac, C.; Mildren, R.P. Two-photon polarization-selective etching of emergent nano-structures on diamond surfaces. Nat. Commun. 2014, 5, 3341–3347. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mildren, R.P.; Downes, J.E.; Brown, J.D.; Johnston, B.F.; Granados, E.; Spence, D.J.; Lehmann, A.; Weston, L.; Bramble, A. Characteristics of 2-photon ultraviolet laser etching of diamond. Opt. Mater. Express 2011, 1, 576–585. [Google Scholar] [CrossRef] [Green Version]
- Ding, M.; Liu, Y.; Lu, X.; Tang, W. Effect of Laser Ablation on Microwave Attenuation Properties of Diamond Films. Materials 2019, 12, 3700. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Trucchi, D.M.; Bellucci, A.; Girolami, M.; Mastellone, M.; Orlando, S. Surface Texturing of CVD Diamond Assisted by Ultrashort Laser Pulses. Coatings 2017, 7, 185. [Google Scholar] [CrossRef] [Green Version]
- Fijalkowski, M.; Karczemska, A.; Lysko, J.M.; Zybala, R.; Kozanecki, M.; Filipczak, P.; Ralchenko, V.; Walock, M.; Stanishevsky, A.; Mitura, S. Nanostructured diamond device for biomedical applications. J. Nanosci. Nanotechnol. 2015, 15, 1006–1013. [Google Scholar] [CrossRef] [PubMed]
- Butler-Smith, P.W.; Axinte, D.A.; Pacella, M.; Fay, M.W. Micro/nanometric investigations of the effect of laser ablation in the generation of micro-tools from solid CVD diamond structure. J. Mater. Process. Technol. 2013, 213, 194–200. [Google Scholar] [CrossRef]
- Wada, N.; Gaczi, P.J.; Solin, A. “Diamond-like” 3-fold coordinated amorphous carbon. J. Non-Cryst. Solids 1980, 35, 543–548. [Google Scholar] [CrossRef]
- Kononenko, T.V.; Khomich, A.A.; Konov, V.I. Peculiarities of laser-induced material transformation inside diamond bulk. Diam. Relat. Mater. 2013, 37, 50–54. [Google Scholar] [CrossRef]










© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dudek, M.; Rosowski, A.; Kozanecki, M.; Jaszczak, M.; Szymański, W.; Sharp, M.; Karczemska, A. Microstructures Manufactured in Diamond by Use of Laser Micromachining. Materials 2020, 13, 1199. https://doi.org/10.3390/ma13051199
Dudek M, Rosowski A, Kozanecki M, Jaszczak M, Szymański W, Sharp M, Karczemska A. Microstructures Manufactured in Diamond by Use of Laser Micromachining. Materials. 2020; 13(5):1199. https://doi.org/10.3390/ma13051199
Chicago/Turabian StyleDudek, Mariusz, Adam Rosowski, Marcin Kozanecki, Malwina Jaszczak, Witold Szymański, Martin Sharp, and Anna Karczemska. 2020. "Microstructures Manufactured in Diamond by Use of Laser Micromachining" Materials 13, no. 5: 1199. https://doi.org/10.3390/ma13051199
APA StyleDudek, M., Rosowski, A., Kozanecki, M., Jaszczak, M., Szymański, W., Sharp, M., & Karczemska, A. (2020). Microstructures Manufactured in Diamond by Use of Laser Micromachining. Materials, 13(5), 1199. https://doi.org/10.3390/ma13051199