Linear Elastic FE-Analysis of Porous, Laser Welded, Heat Treatable, Aluminium High Pressure Die Castings Based on X-Ray Computed Tomography Data




Abstract
:1. Introduction
1.1. Defects in Laser Welded Aluminium High Pressure Die Castings
1.2. Voxel-Based Numerical Simulation
2. Materials and Experimental Method
2.1. Materials
2.2. Laser Vacuum Welding
2.3. X-ray Computed Tomography
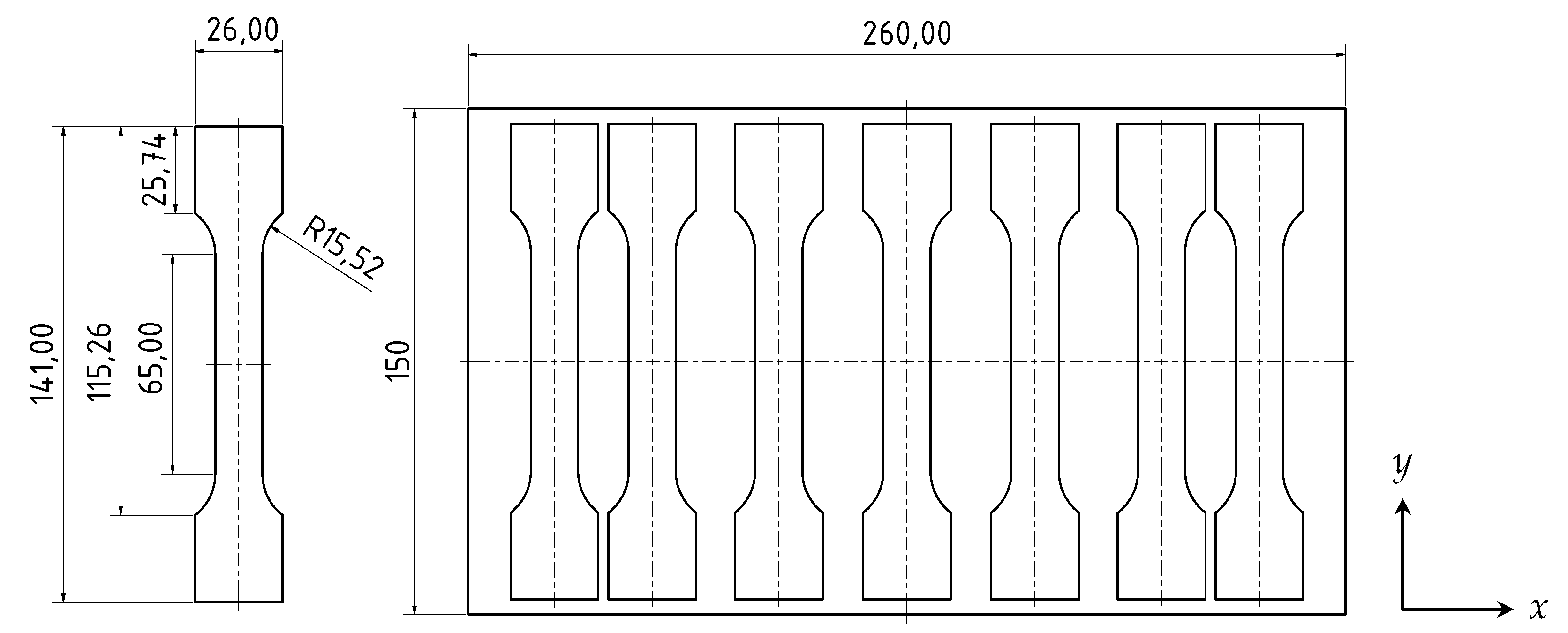
2.4. Tensile Testing
3. Numerical Method
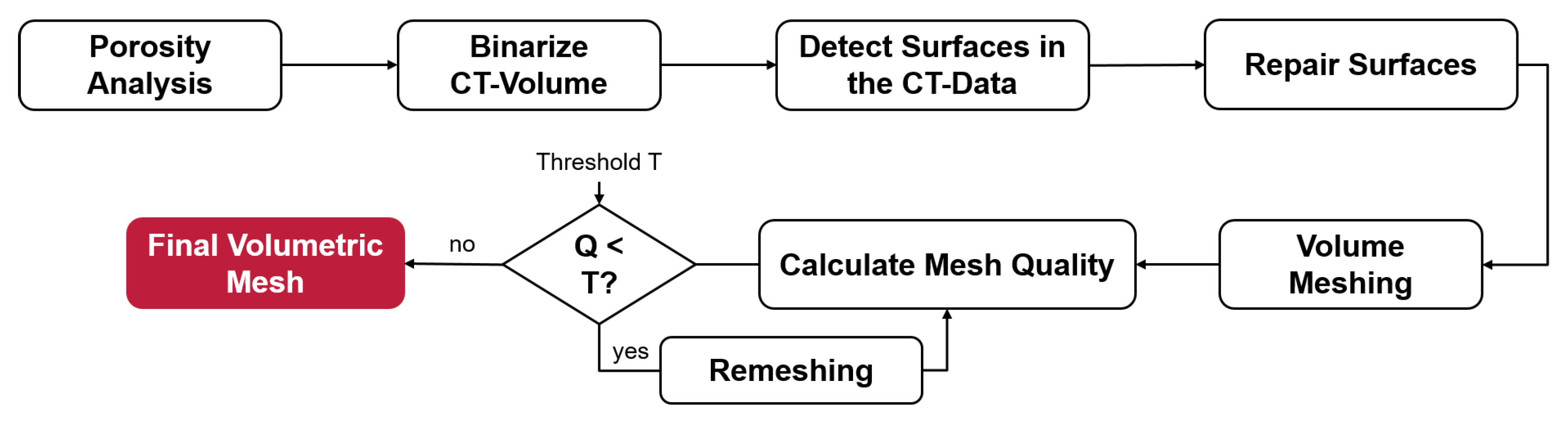
3.1. Mesh Generation
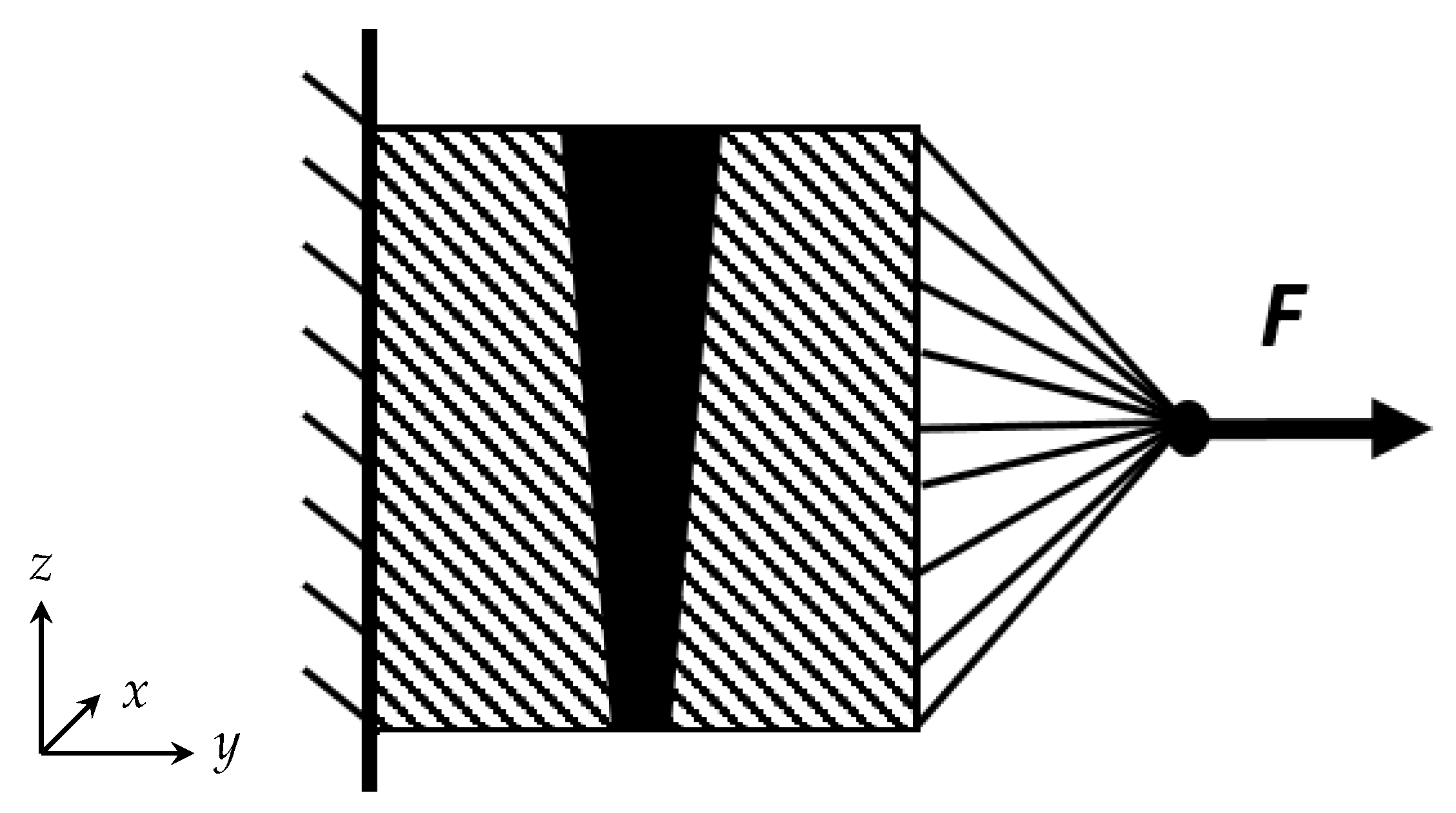
3.2. Finite Element Model
4. Results and Discussion
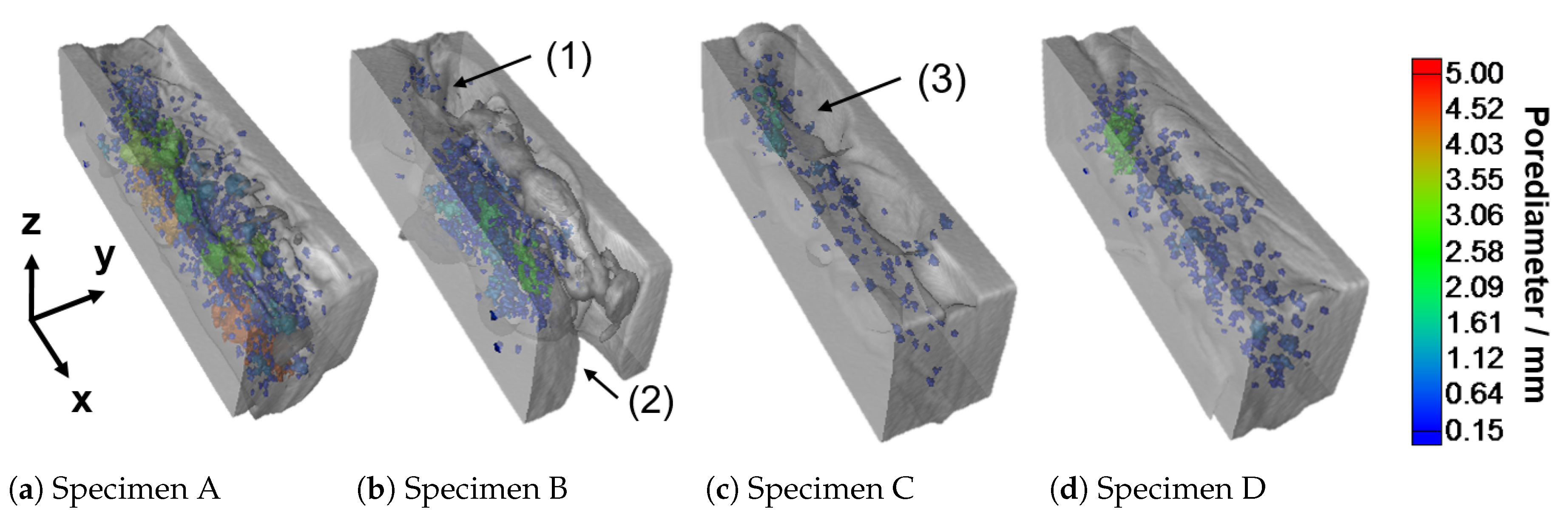
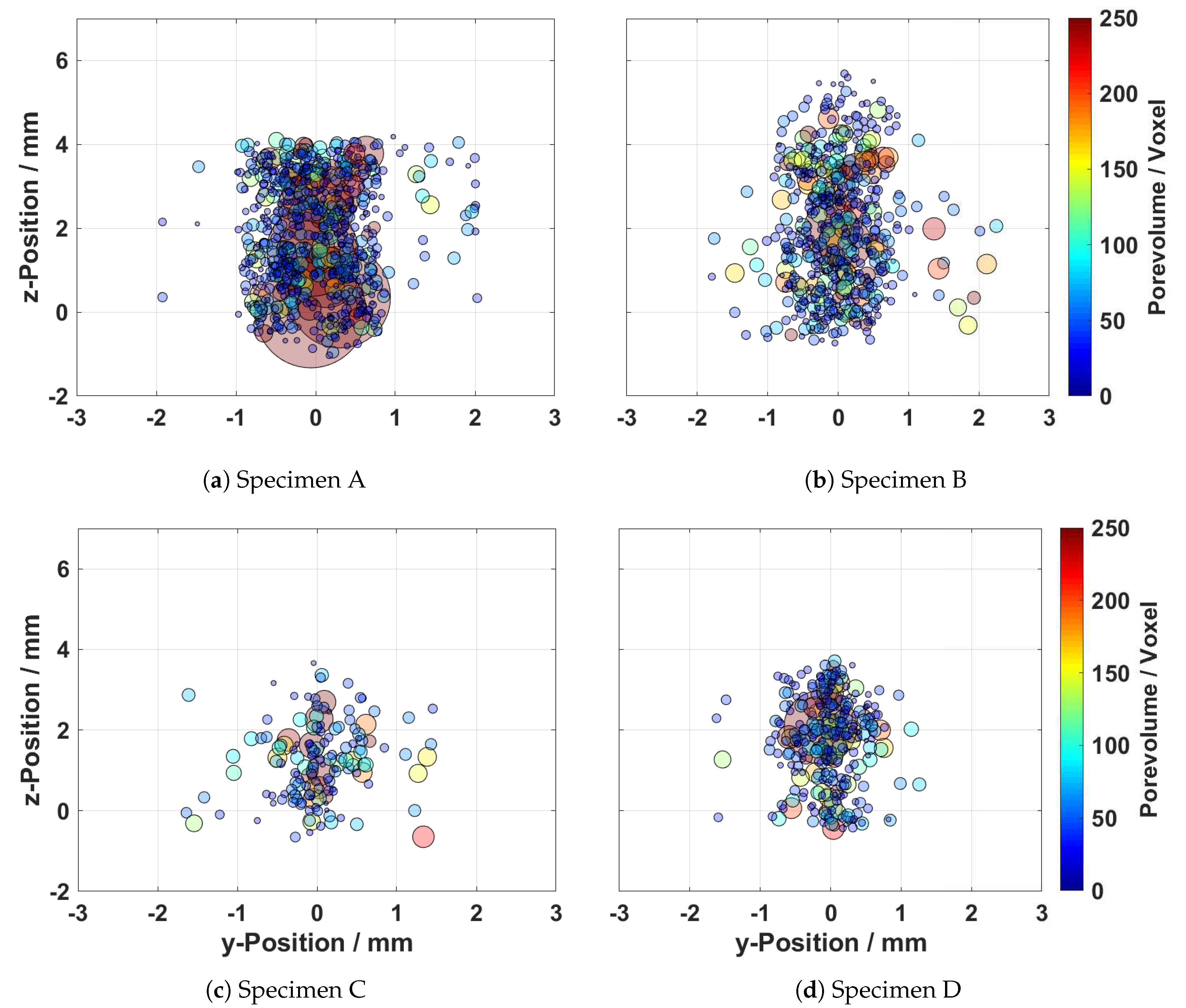
4.1. X-ray Computed Tomography
- Sample A: high pore content and regular surface appearance
- Sample B: high pore content and irregular surface appearance
- Sample C: low pore content and irregular surface appearance
- Sample D: low pore content and regular surface appearance
4.2. Meshing of Voxel Data
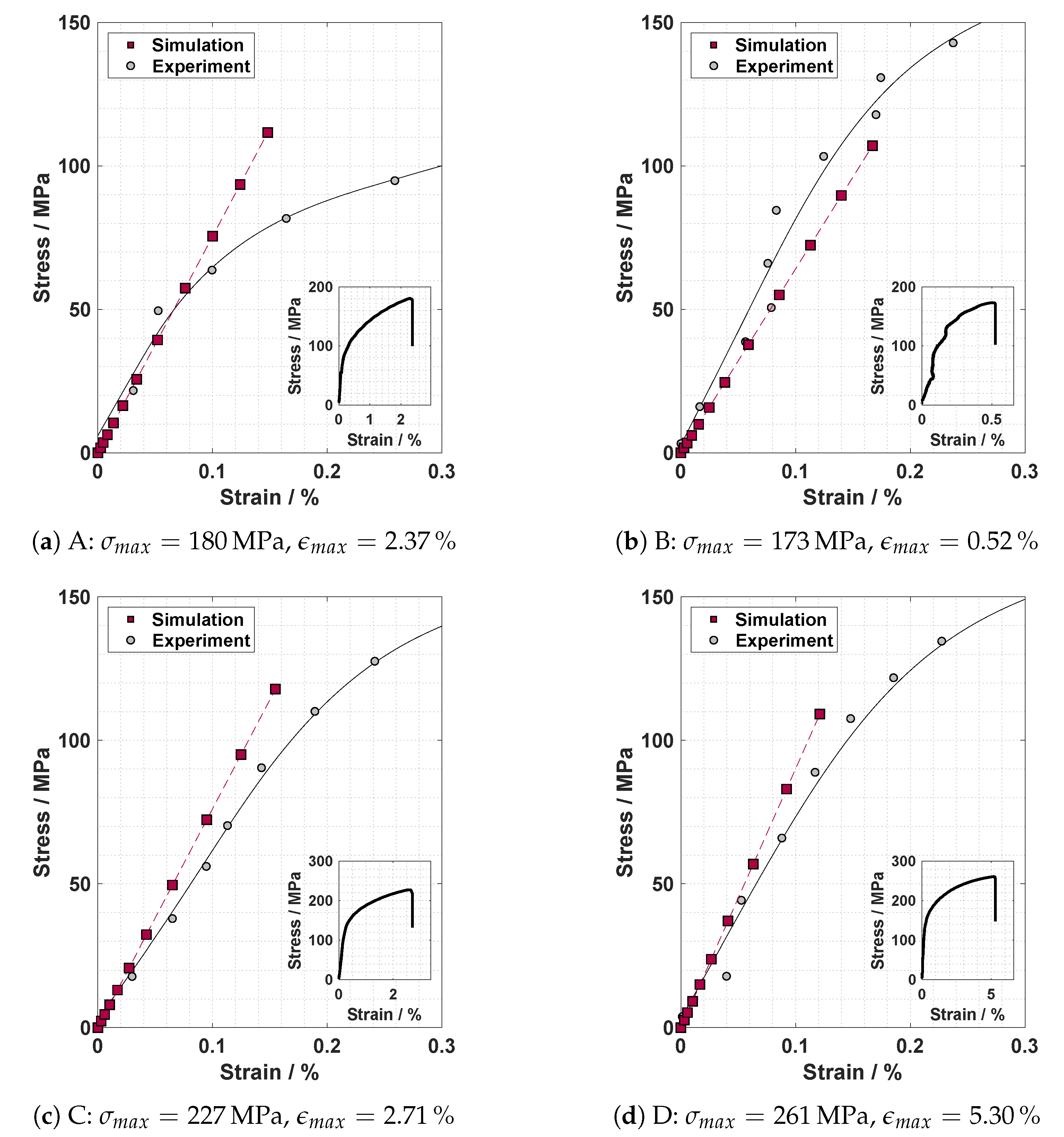
4.3. Tensile Testing
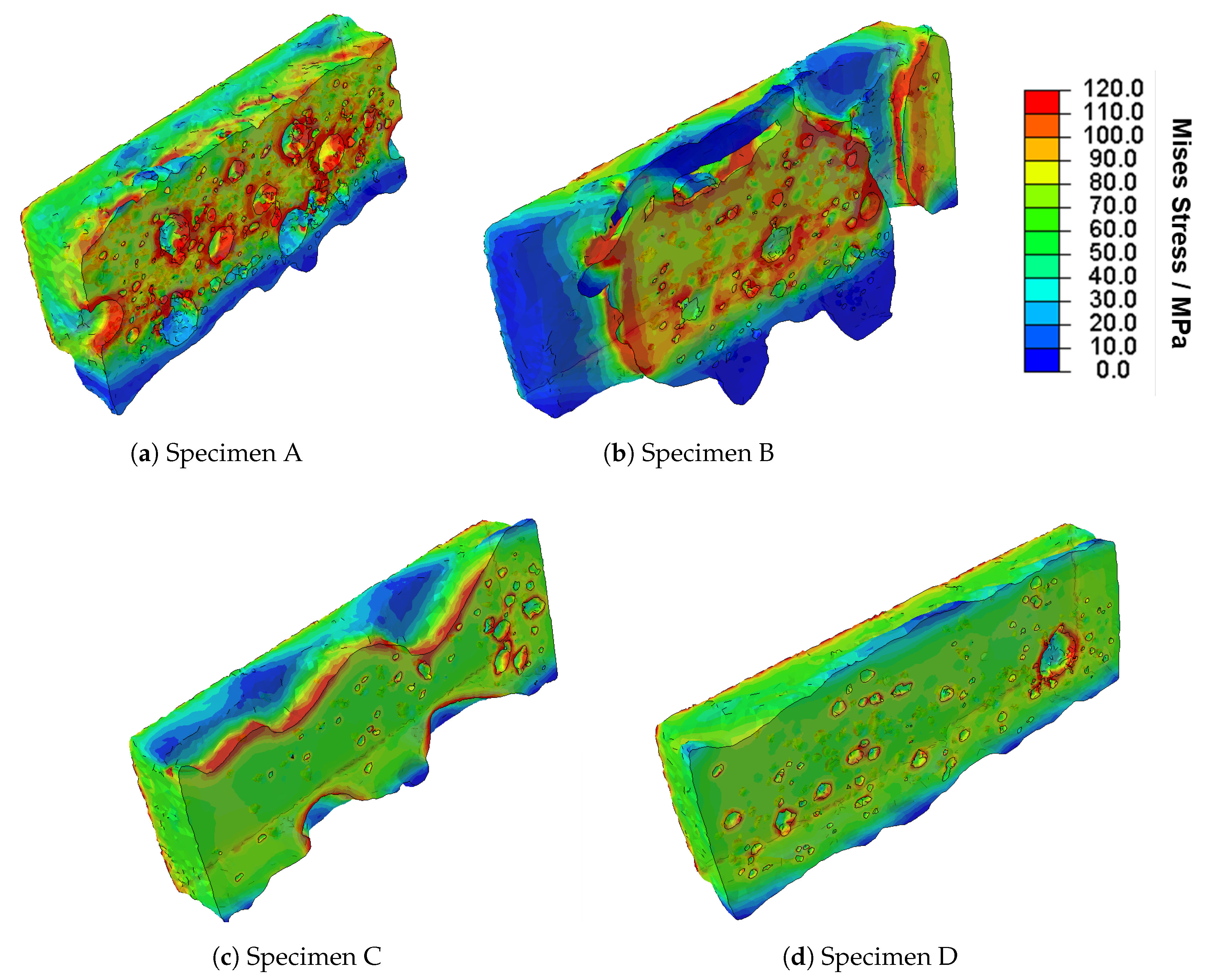
4.4. Simulation
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Lutze, P. Gasgehalt und Schweißeignung von Aluminium-Druckguß. Ph.D. Thesis, Technische Universität Braunschweig, Braunschweig, Germany, 1989. [Google Scholar]
- Herrmann, C.; Pries, H.; Hartmann, G. Energie- und Ressourceneffiziente Produktion von Aluminiumdruckguss; Springer: Berlin/Heidelberg, Germany, 2013. [Google Scholar] [CrossRef]
- DVS—Deutscher Verband für Schweissen und verwandte Verfahren E.V. Richtlinie DVS 0912-2: Metall-Schutzgasschweißen von Stahl—Richtlinie zur Verfahrensdurchführung, Vermeiden von Poren; DVS-Verlag: Düsseldorf, Germany, February 1991. [Google Scholar]
- Wiesner, S. Wirtschaftliche Herstellung von gasarmem, schweißbarem Aluminium-Druckguß. Ph.D. Thesis, Technische Universität Braunschweig, Braunschweig, Germany, 2003. [Google Scholar]
- Winkler, R. Porenbildung beim Laserstrahlschweissen von Aluminium-Druckguss. Ph.D. Thesis, Universität Stuttgart, Stuttgart, Germany, 2004. [Google Scholar]
- Dittrich, D.; Standfuß, J.; Jahn, A. Neuartiges Verfahren zum druckdichten Laserstrahlschweißen von Aluminium aus Atmosphären-Druckguss. In Proceedings of the DVS Congress 2016, Leipzig, Germany, 19–20 September 2016; Deutscher Verband für Schweißen und Verwandte Verfahren, DVS-Berichte Band 327; DVS-Media: Düsseldorf, Germany, 2016; pp. 289–293. [Google Scholar]
- Fritzsche, A.; Hilgenberg, K.; Teichmann, F.; Pries, H.; Dilger, K.; Rethmeier, M. Improved degassing in laser beam welding of aluminum die casting by an electromagnetic field. J. Mater. Process. Technol. 2018, 253, 51–56. [Google Scholar] [CrossRef]
- Teichmann, F.; Müller, S.; Dilger, K. Investigations on dual laser beam welding of aluminum high pressure die castings at reduced ambient pressure. J. Laser Appl. 2018, 30, 032420. [Google Scholar] [CrossRef] [Green Version]
- Teichmann, F.; Müller, S.; Dilger, K. On the occurrence of weld bead porosity during laser vacuum welding of high pressure aluminium die castings. Procedia CIRP 2018, 74, 438–441. [Google Scholar] [CrossRef]
- Krahn, O.; Dilger, K. Abschlussbericht S759: Einsatz des Mehrstrahl Elektronenstrahlschweißens für eine wirtschaftliche Fertigung von hochwertigen Aluminium-Druckguss-Komponenten; Institut für Füge- und Schweißtechnik: Braunschweig, Germany, 2008. [Google Scholar]
- Teichmann, F.; Pries, H.; Dilger, K. Multiple Spot Electron Beam Welding of Aluminium Die Castings. In Proceedings of the 72nd World Foundry Congress (WFC 2016), Nagoya, Japan, 21–25 May 2016; World Foundry Organization, Ed.; Curran Associates Inc.: Red Hook, NY, USA, 2016. [Google Scholar]
- Jiang, M.; Tao, W.; Chen, Y. Laser Welding under Vacuum: A Review. Appl. Sci. 2017, 7, 909. [Google Scholar] [CrossRef] [Green Version]
- Katayama, S.; Kobayashi, Y.; Mizutani, M.; Matsunawa, A. Effect of vacuum on penetration and defects in laser welding. J. Laser Appl. 2001, 13, 187. [Google Scholar] [CrossRef]
- Katayama, S.; Abe, Y.; Mizutani, M.; Kawahito, Y. Deep penetration welding with high-power laser under vacuum. Trans. JWRI 2011, 40, 15–19. [Google Scholar]
- Börner, C.; Dilger, K.; Rominger, V.; Harrer, T.; Krüssel, T.; Löwer, T. Influence of Ambient Pressure on Spattering and Weld Seam Quality in Laser Beam Welding with the Solid-State Laser. In Proceedings of the ICALEO 2011; Laser Institute of America, Ed.; Laser Institute of America: Orlando, FL, USA, 2011; pp. 23–27. [Google Scholar]
- Reisgen, U.; Olschok, S.; Jakobs, S.; Turner, C. Laser beam welding under vacuum of high grade materials. Weld. World 2016, 60, 403–413. [Google Scholar] [CrossRef]
- Luo, Y.; Tang, X.; Lu, F. Experimental study on deep penetrated laser welding under local subatmospheric pressure. Int. J. Adv. Manuf. Technol. 2014, 73, 699–706. [Google Scholar] [CrossRef]
- Pang, S.; Chen, X.; Zhou, J.; Shao, X.; Wang, C. 3D transient multiphase model for keyhole, vapor plume, and weld pool dynamics in laser welding including the ambient pressure effect. Opt. Lasers Eng. 2015, 74, 47–58. [Google Scholar] [CrossRef]
- Jiang, M.; Chen, X.; Chen, Y.; Tao, W. Mitigation of porosity defects in fiber laser welding under low vacuum. J. Mater. Process. Technol. 2020, 276, 116385. [Google Scholar] [CrossRef]
- Bossart, P.L.; Martz, H.E.; Brand, H.R.; Hollerbach, K. Application of 3D X-Ray CT Data Sets to Finite Element Analysis. In Review of Progress in Quantitative Nondestructive Evaluation; Thompson, D.O., Chimenti, D.E., Eds.; Springer: Boston, MA, USA, 1996; Volume 14, pp. 489–496. [Google Scholar] [CrossRef] [Green Version]
- Fang, Q.; Boas, D.A. Tetrahedral mesh generation from volumetric binary and grayscale images. In Proceedings of the 2009 6th IEEE International Symposium on Biomedical Imaging, Boston, MA, USA, 28 June–1 July 2009; IEEE: Piscataway, NJ, USA, 2009; pp. 1142–1145. [Google Scholar] [CrossRef] [Green Version]
- Shirani, M.; Härkegård, G. Damage tolerant design of cast components based on defects detected by 3D X-ray computed tomography. Int. J. Fatigue 2012, 41, 188–198. [Google Scholar] [CrossRef]
- van de Walle, W.; Janssen, H. Validation of a 3D pore scale prediction model for the thermal conductivity of porous building materials. Energy Procedia 2017, 132, 225–230. [Google Scholar] [CrossRef]
- Nicoletto, G.; Anzelotti, G.; Konečná, R. X-ray computed tomography vs. metallography for pore sizing and fatigue of cast Al-alloys. Procedia Eng. 2010, 2, 547–554. [Google Scholar] [CrossRef] [Green Version]
- Wicke, M.; Luetje, M.; Bacaicoa, I.; Brueckner-Foit, A. Characterization of Casting Pores in Fe-rich Al-Si-Cu Alloys by Microtomography and Finite Element Analysis. Procedia Struct. Integr. 2016, 2, 2643–2649. [Google Scholar] [CrossRef]
- Du Plessis, A.; Yadroitsava, I.; Le Roux, S.G.; Yadroitsev, I.; Fieres, J.; Reinhart, C.; Rossouw, P. Prediction of mechanical performance of Ti6Al4V cast alloy based on microCT-based load simulation. J. Alloy. Compd. 2017, 724, 267–274. [Google Scholar] [CrossRef]
- Tammas-Williams, S.; Withers, P.J.; Todd, I.; Prangnell, P.B. The Influence of Porosity on Fatigue Crack Initiation in Additively Manufactured Titanium Components. Sci. Rep. 2017, 7, 7308. [Google Scholar] [CrossRef]
- Serrano-Munoz, I.; Buffiere, J.Y.; Verdu, C. Casting defects in structural components: Are they all dangerous? A 3D study. Int. J. Fatigue 2018, 117, 471–484. [Google Scholar] [CrossRef]
- Romano, S.; Beretta, S.; Cova, M. Quality control of cast iron: extreme value statistics applied to CT measurements. Procedia Struct. Integr. 2017, 7, 275–282. [Google Scholar] [CrossRef]
- Romano, S.; Brückner-Foit, A.; Brandão, A.; Gumpinger, J.; Ghidini, T.; Beretta, S. Fatigue properties of AlSi10Mg obtained by additive manufacturing: Defect-based modelling and prediction of fatigue strength. Eng. Fract. Mech. 2018, 187, 165–189. [Google Scholar] [CrossRef]
- Fieres, J.; Schumann, P.; Reinhart, C. Predicting failure in additively manufactured parts using X-ray computed tomography and simulation. Procedia Eng. 2018, 213, 69–78. [Google Scholar] [CrossRef]
- BDG—Bundesverband der Deutschen Gießerei-Industrie. P 230: Unterdruck-Dichteprüfung—P 230 Bestimmung des Dichte—Index für Aluminiumgusslegierungen; BDG - Bundesverband der Deutschen Gießerei-Industrie: Düsseldorf, Germany, August 2015. [Google Scholar]
- Teichmann, F.; Pries, H.; Müller, S.; Dilger, K. Schlussbericht IGF-Vorhaben 18.156 N (ReduPore): Reduzierung der Porenbildung beim Laserstrahlschweißen von Aluminium- Druckgusslegierungen durch reduzierten Umgebungsdruck und/oder Doppelfokustechnik; Institut für Füge- und Schweißtechnik: Braunschweig, Germany, 2017. [Google Scholar]
- Teichmann, F.; Müller, S.; Pries, H.; Dilger, K. Verringerung der Porenbildung beim Laserstrahlschweißen von Aluminium-Druckgusslegierungen unter reduziertem Druck und durch Doppelfokustechnik. In Laser- und Elektronenstrahlschweißen von Aluminiumwerkstoffen; DVS Berichte Band 347; DVS Media GmbH: Düsseldorf, Germany, 2018. [Google Scholar]
- Wadell, H. Volume, Shape, and Roundness of Quartz Particles. J. Geol. 1935, 43, 250–280. [Google Scholar] [CrossRef]
- Wevers, M.; Nicolaï, B.; Verboven, P.; Swennen, R.; Roels, S.; Verstrynge, E.; Lomov, S.; Kerckhofs, G.; van Meerbeek, B.; Mavridou, A.M.; et al. Applications of CT for Non-destructive Testing and Materials Characterization. In Industrial X-Ray Computed Tomography; Carmignato, S., Dewulf, W., Leach, R., Eds.; Springer International Publishing: Cham, Switzerland, 2018; Volume 67, pp. 267–331. [Google Scholar] [CrossRef]
- Deutsches Institut für Normung. DIN EN ISO 6892-1: Metallische Werkstoffe – Zugversuch – Teil 1: Prüfverfahren bei Raumtemperatur; Beuth Verlag: Berlin, Germany, February 2017. [Google Scholar]
- Liu, A.; Joe, B. Relationship between tetrahedron shape measures. BIT 1994, 34, 268–287. [Google Scholar] [CrossRef]
- Persson, P.O. Mesh Generation for Implicit Geometries. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 2005. [Google Scholar]
- The CGAL Project. CGAL User and Reference Manual, 4.14.1 ed.; CGAL Editorial Board; 2019; Available online: https://doc.cgal.org/5.0.2/Manual/packages.html (accessed on 19 March 2020).
- Si, H. TetGen, a Delaunay-Based Quality Tetrahedral Mesh Generator. ACM Trans. Math. Softw. 2015, 41, 1–36. [Google Scholar] [CrossRef]
- TRIMET Aluminium SE. trimal®-05 Druckgusslegierung für Crashrelevante Anwendungen; TRIMET Aluminium SE: Essen, Germany, 2017. [Google Scholar]
- Ostermann, F. Anwendungstechnologie Aluminium, 3rd ed (online-ausg.) ed.; EBL-Schweitzer; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- ASM Handbook Committee. ASM Handbook Volume 2—Properties and Selection: Nonferrous Alloys and Special-Purpose Materials; ASM International: Metals Park, OH, USA, 1992. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Laser Power | Ambient Pressure |
|---|---|---|
| – | W | hPa |
| A | 2960 | 100 |
| B | 2960 | 100 |
| C | 2800 | 0.1 |
| D | 2800 | 0.1 |
| Index | Specimen A | Specimen B | Specimen C | Specimen D |
|---|---|---|---|---|
| Number of pores | 708 | 544 | 148 | 298 |
| Cumulative volume of pores/103 Voxel | 14.9 | 5.38 | 1.58 | 3.13 |
| Minimum pore diameter/mm | 0.14 | 0.14 | 0.15 | 0.15 |
| Maximum pore diameter/mm | 4.51 | 2.60 | 1.61 | 2.71 |
| Median pore sphericity | 0.59 | 0.59 | 0.57 | 0.57 |
| Parameter | Specimen A | Specimen B | Specimen C | Specimen D |
|---|---|---|---|---|
| Number of Nodes | 233,211 | 242,224 | 136,867 | 131,876 |
| Number of Elements | 1,052,983 | 1,069,364 | 581,831 | 567,605 |
| Meshed Pores | 708 | 544 | 148 | 298 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Teichmann, F.; Ziemer, A.; Leitner, M.; Hensel, J.; Dilger, K. Linear Elastic FE-Analysis of Porous, Laser Welded, Heat Treatable, Aluminium High Pressure Die Castings Based on X-Ray Computed Tomography Data. Materials 2020, 13, 1420. https://doi.org/10.3390/ma13061420
Teichmann F, Ziemer A, Leitner M, Hensel J, Dilger K. Linear Elastic FE-Analysis of Porous, Laser Welded, Heat Treatable, Aluminium High Pressure Die Castings Based on X-Ray Computed Tomography Data. Materials. 2020; 13(6):1420. https://doi.org/10.3390/ma13061420
Chicago/Turabian StyleTeichmann, Fabian, Arne Ziemer, Martin Leitner, Jonas Hensel, and Klaus Dilger. 2020. "Linear Elastic FE-Analysis of Porous, Laser Welded, Heat Treatable, Aluminium High Pressure Die Castings Based on X-Ray Computed Tomography Data" Materials 13, no. 6: 1420. https://doi.org/10.3390/ma13061420
APA StyleTeichmann, F., Ziemer, A., Leitner, M., Hensel, J., & Dilger, K. (2020). Linear Elastic FE-Analysis of Porous, Laser Welded, Heat Treatable, Aluminium High Pressure Die Castings Based on X-Ray Computed Tomography Data. Materials, 13(6), 1420. https://doi.org/10.3390/ma13061420