Indentation Induced Mechanical Behavior of Spark Plasma Sintered WC-Co Cemented Carbides Alloyed with Cr3C2, TaC-NbC, TiC, and VC


Abstract
:1. Introduction
1.1. Microstructure–Microhardness Relationship
1.2. Indentation Size Effect
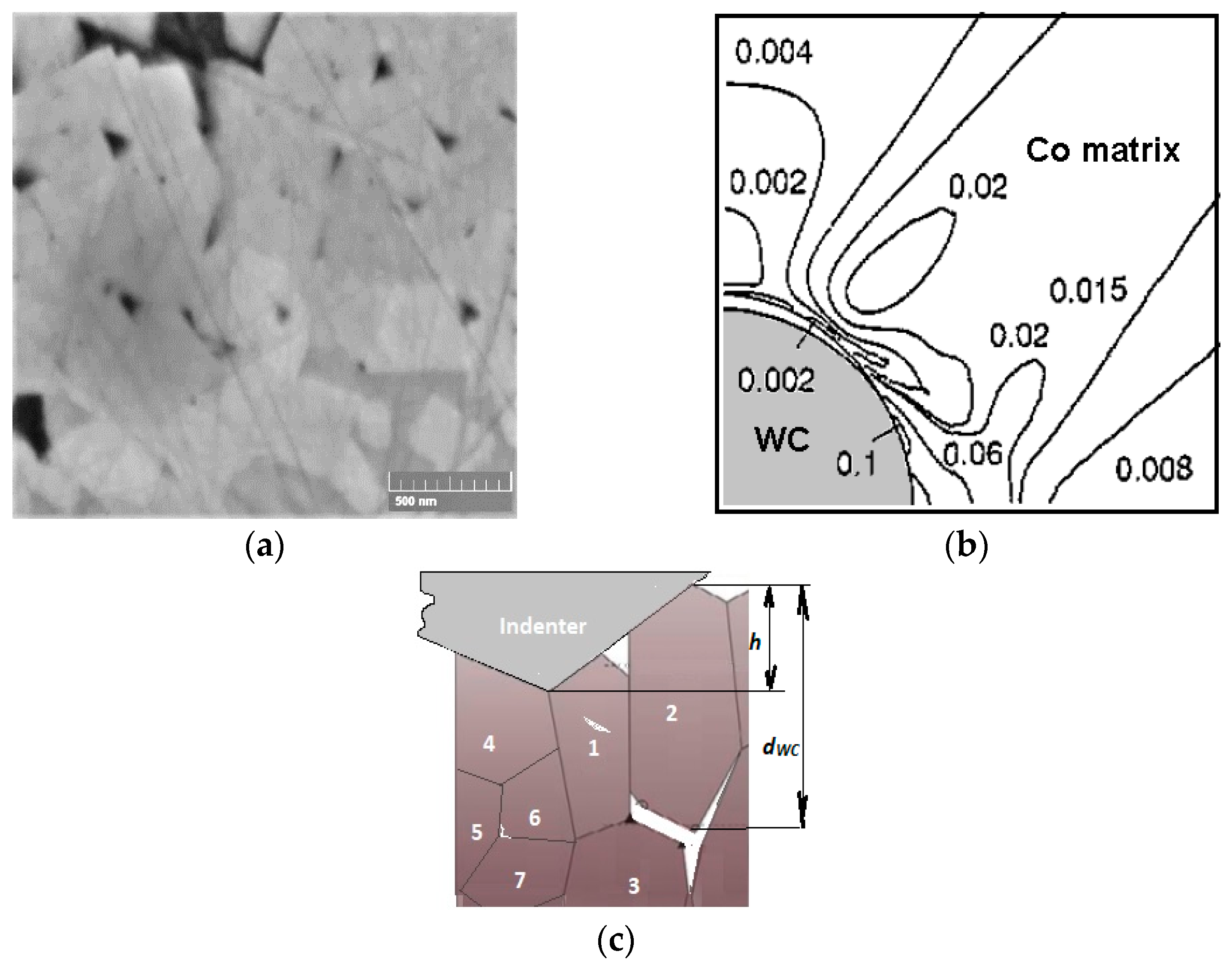
- deformation of the WC phase due to slip line development in the WC grains in different slip systems,
- fracture of the WC grains by crack nucleation and growth,
- rupture of the WC/WC and WC/Co interphase,
- deformation in the Co binder phase accompanied by fcc-hcp transformation.
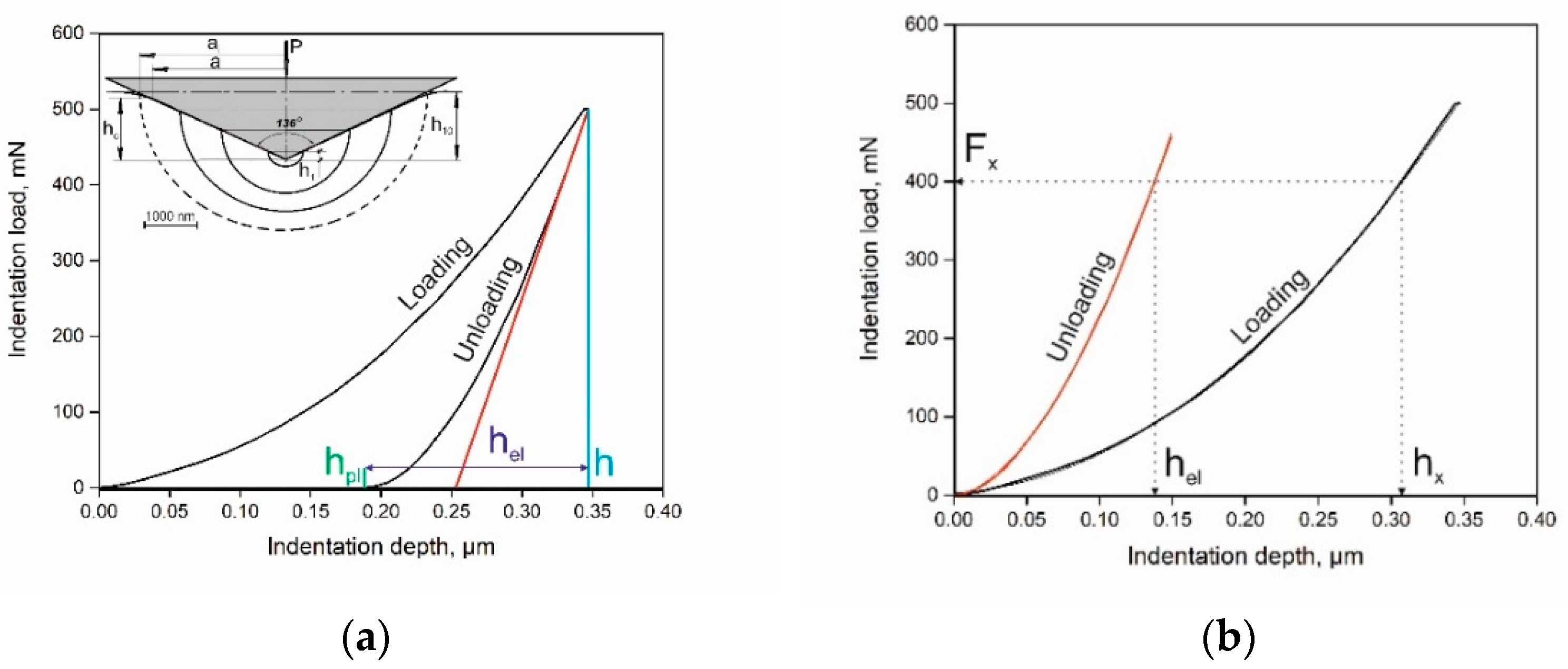
1.3. Nanoindentation
1.4. Influence of WC-Co Cemented Carbide Alloying
2. Materials and Methods
3. Results
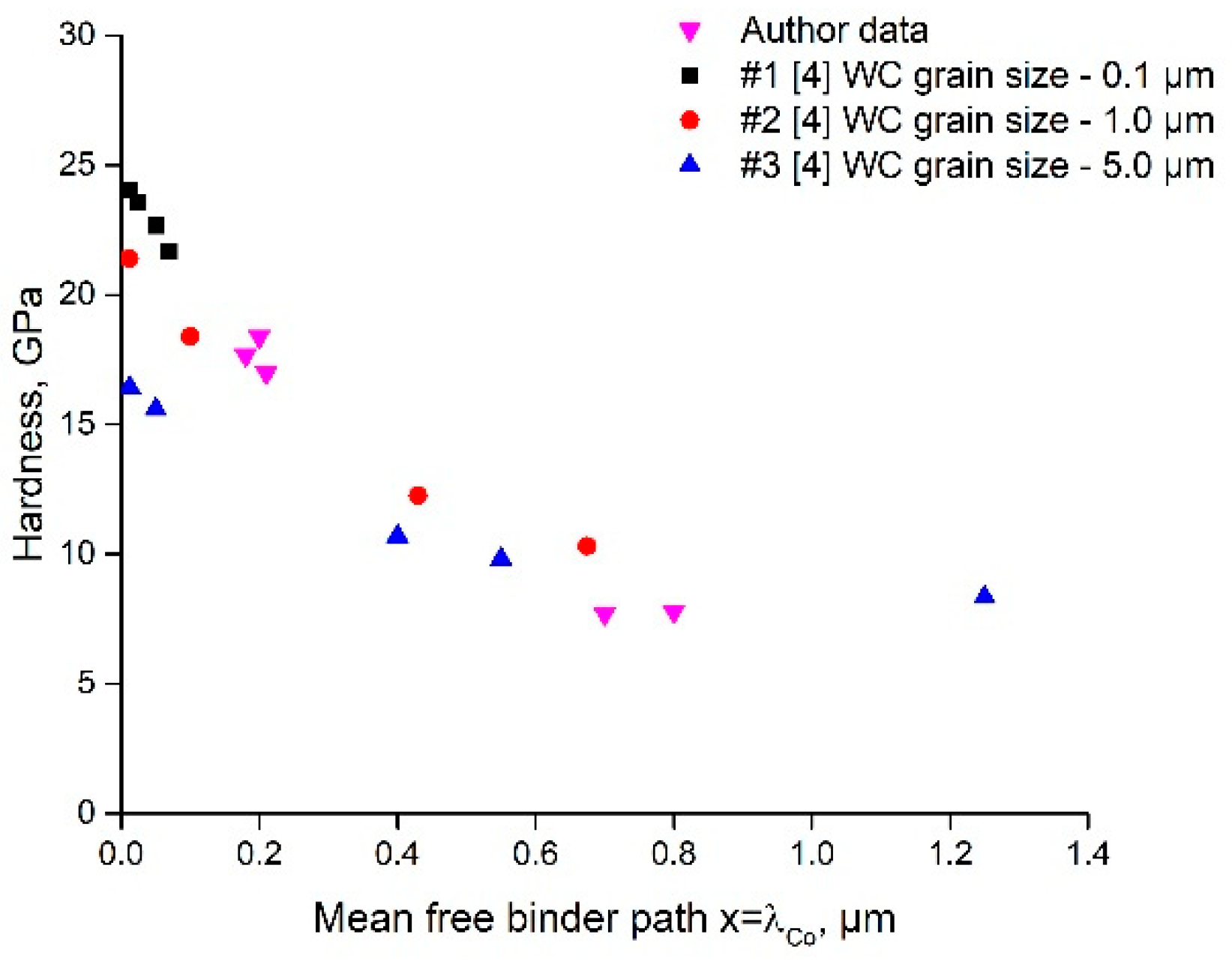
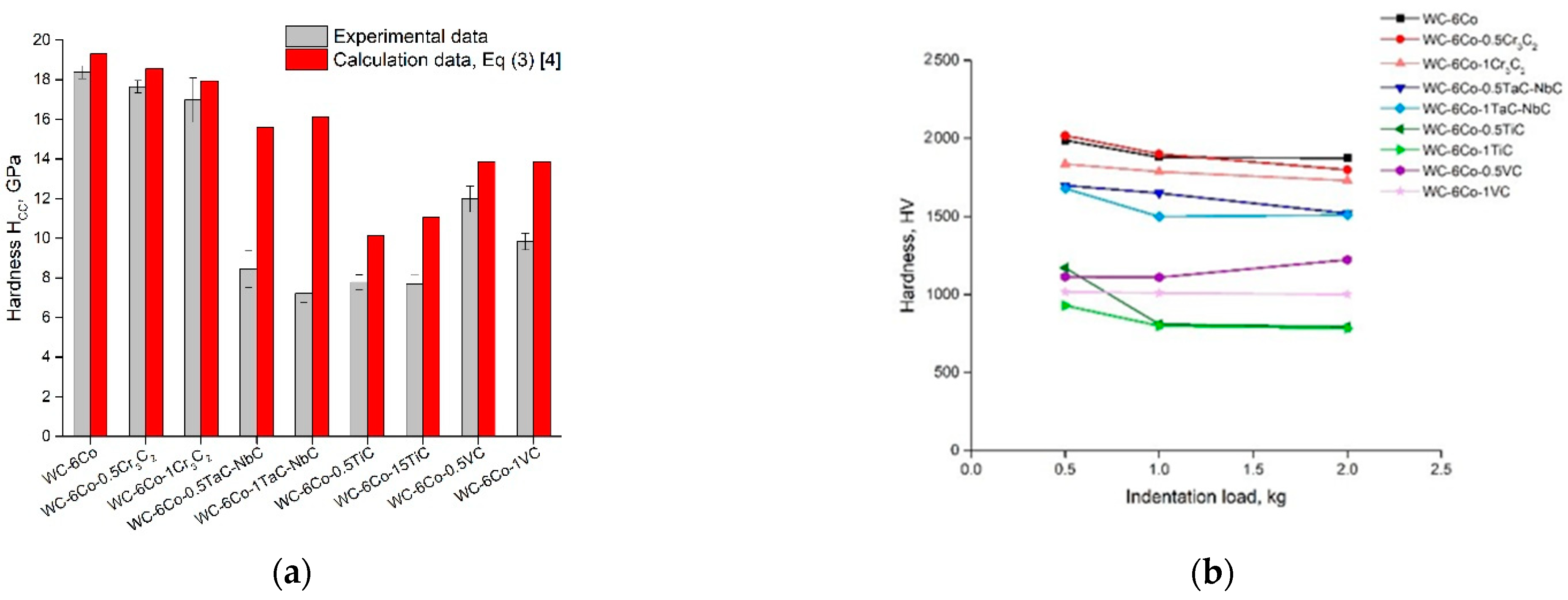
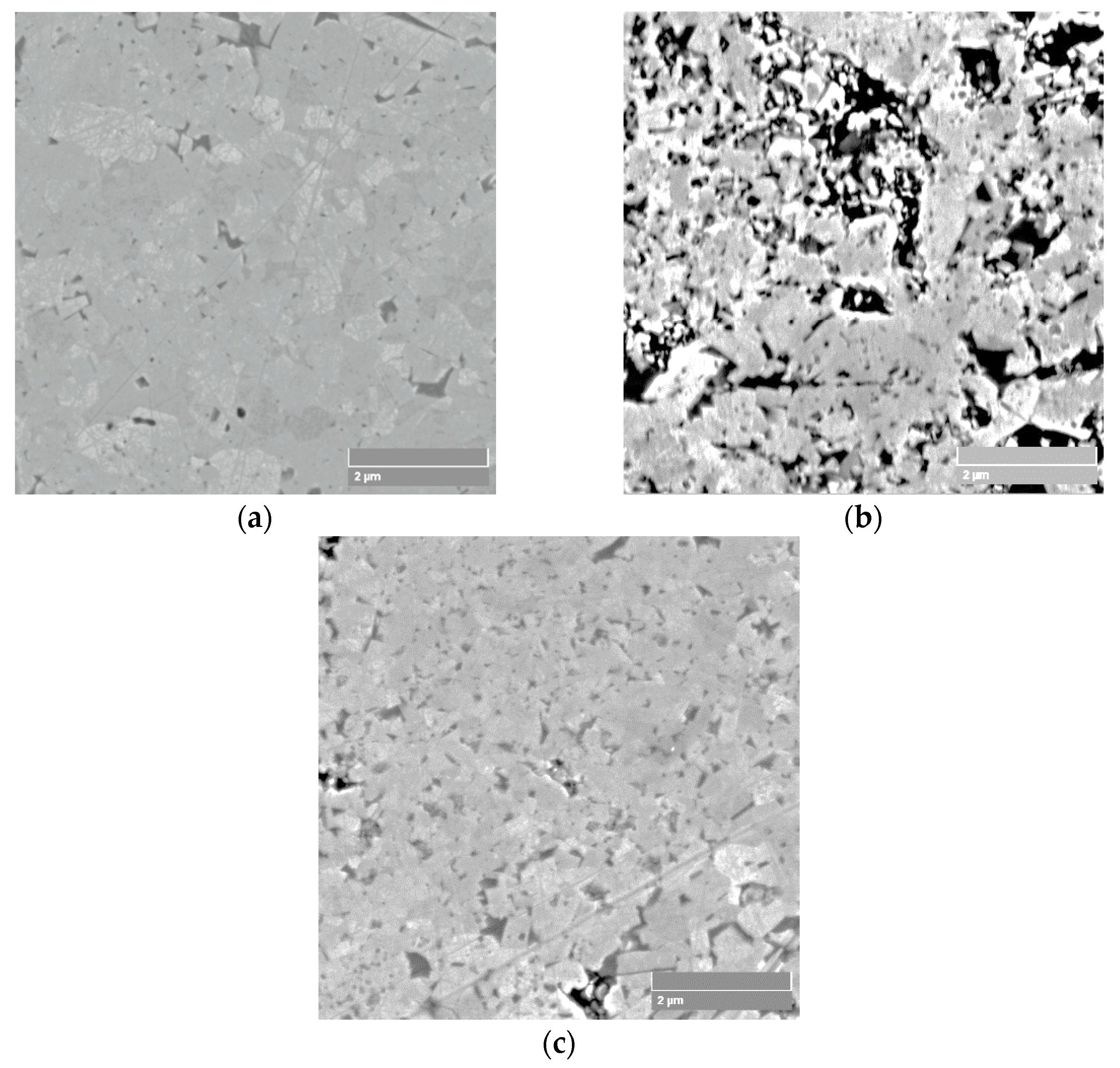
3.1. Microstructure and Hardness
- In the case of thin Co binder layers between the WC grains, the layers have a deformation resistance similar to that of the neighboring WC grains.
- Equivalent flow stress σCC = HCC/3 falls exponentially (≡e−λCo/k) towards the properties of bulk Co with an increasing thickness of the Co binder layer.
- The Hall–Petch relation to calculate the hardness of polycrystalline WC is proven to give good estimates of the hardness for grain sizes from 0.25 to 5 μm.
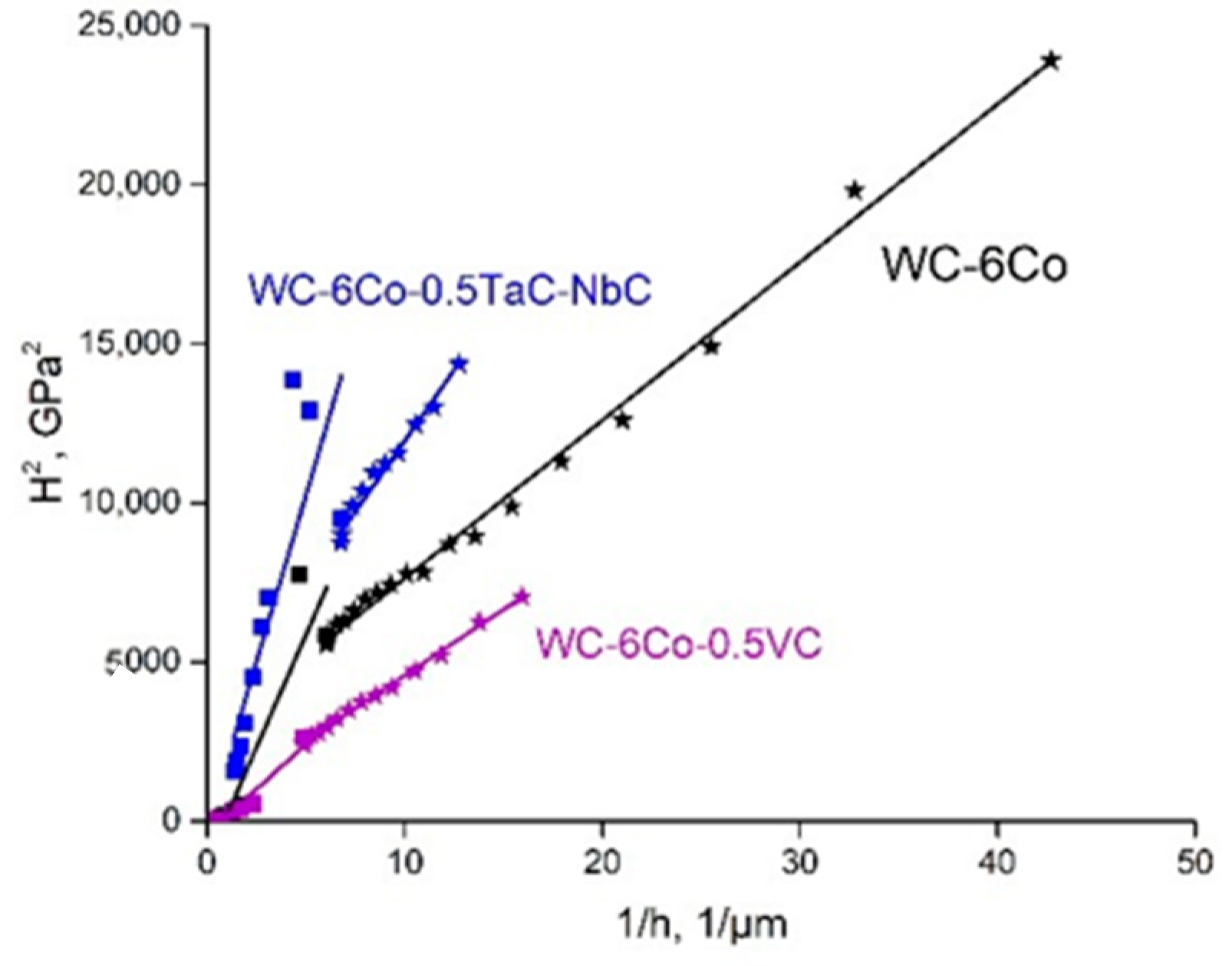
3.2. Microhardness Indentation Size Effect Evaluation
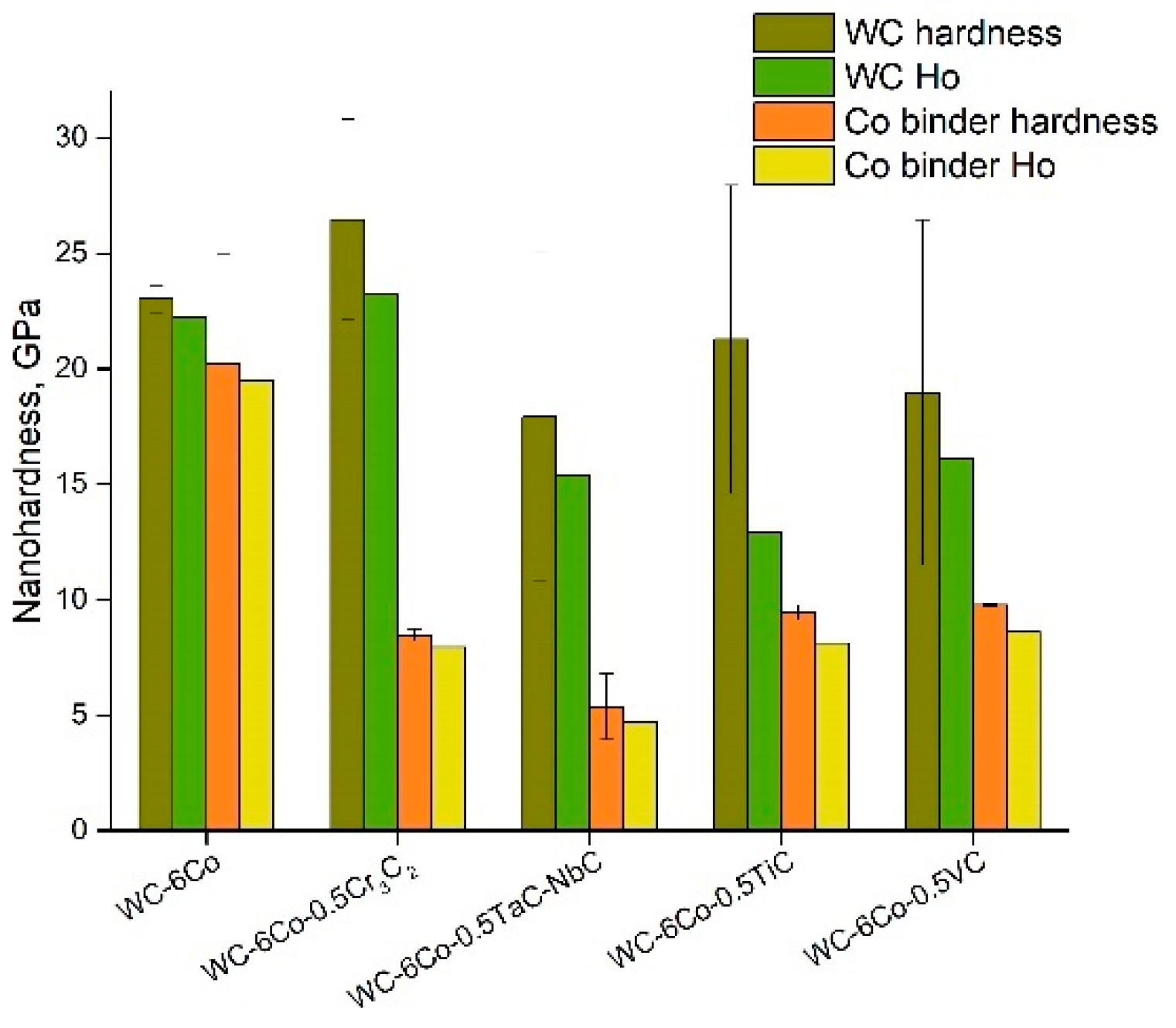
3.3. Nanoindentation
3.4. Nanoindentation Size Effect Evaluation
3.5. ISE at Multicycle Indentation Loading
4. Conclusions
- The microstructure parameters and their influence on the hardness of cemented carbides are defined. The WC grain size is controlled by cemented carbide alloying with Cr3C2, TaC-NbC, TiC, and VC.
- The calculated microhardness of WC-Co cemented carbides for all the studied compositions is higher than that obtained during hardness testing, which reveals the possible development of fracture processes during the micro-indentation process and declining WC-Co composite flow stress. Therefore, the ratio of experimental and calculated values of microhardness is shown to be an approximate indication of WC-Co sensitivity to hardmetal damage processes during indentation.
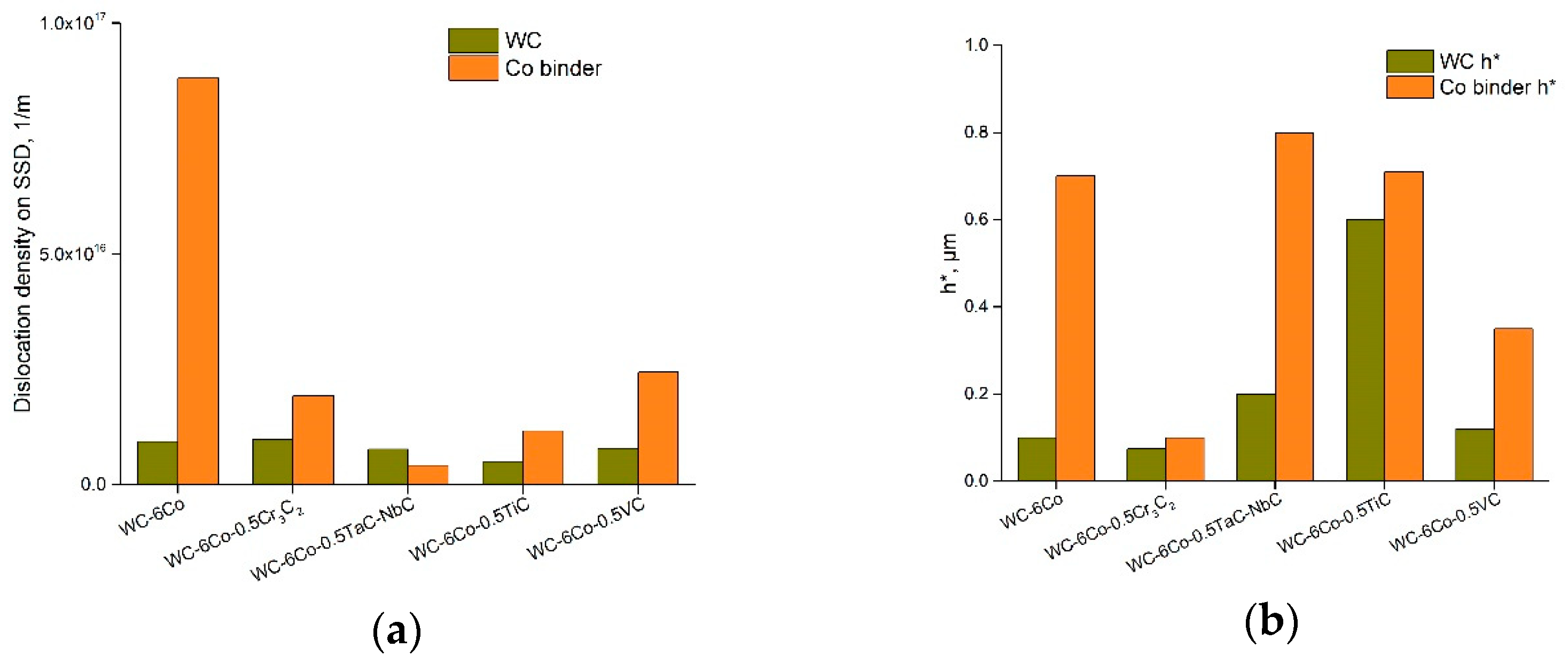
- The mechanical behavior of WC-Co cemented carbides during micro- and nanoindentation indicates the deformation and fracture mechanisms of the WC and Co-based phases. It was found that both processes influence the parameters of the strain gradient plasticity (Nix and Gao) functions.
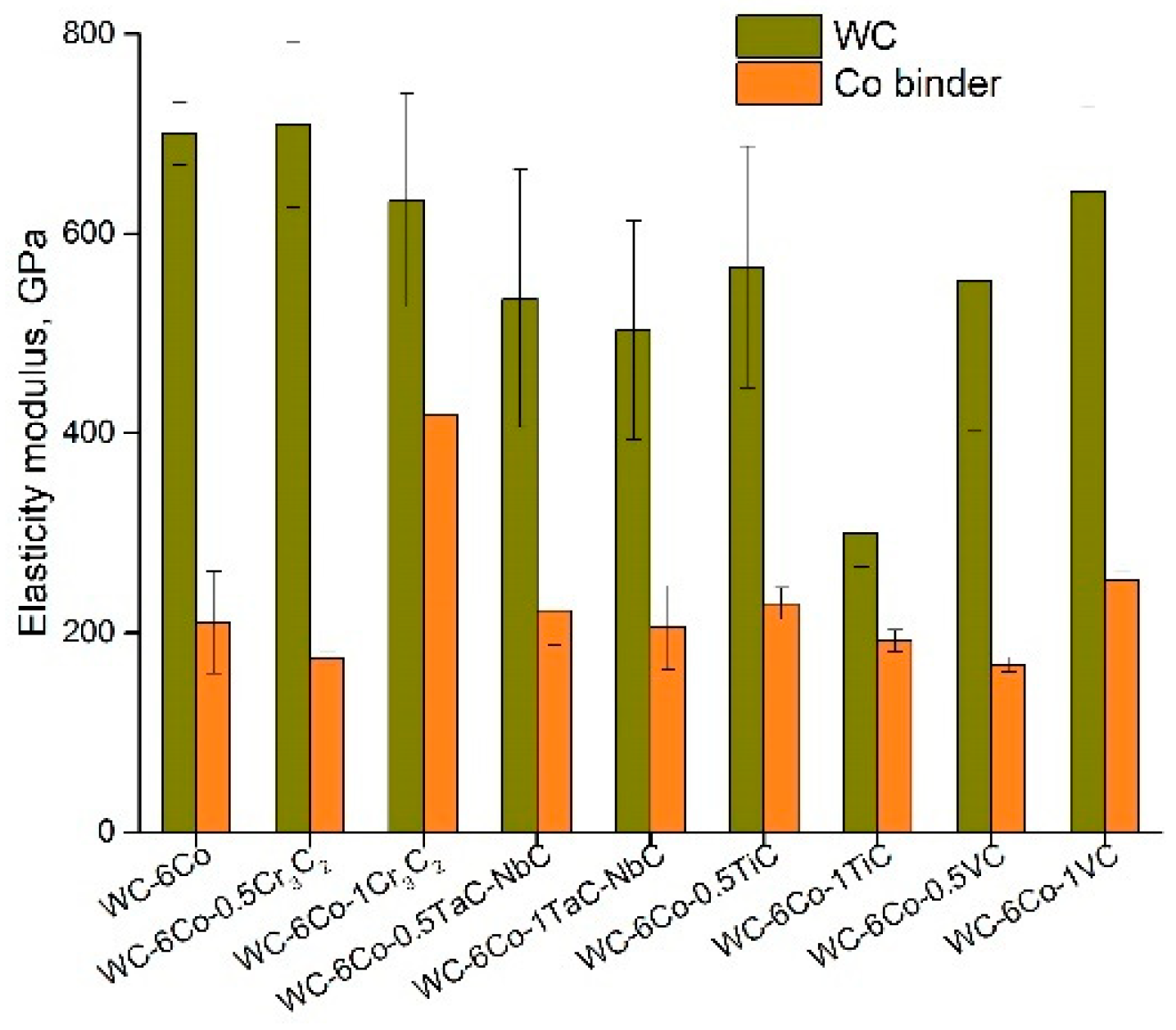
- Nix and Gao constants are determined for the WC and Co phases of the studied cemented carbide grades. It was shown that the obtained results coincide with literature data for the Co binder phase as well as for WC prismatic and basal crystals. Some difference in the h* parameter for the Co binder phase may be attributed to the influence of the WC-Co cemented carbide composition.
- WC-Co based cemented carbide fracture processes may be characterized by comparing the intrinsic hardness values defined by the nano- and microindentation tests. It was found that H0 nano of the WC carbide and H0 micro of the WC-6Co cemented carbide differ by ΔH0 ≈ 5 GPa, which reveals the possible occurrence of fracture processes at large indentation depths.
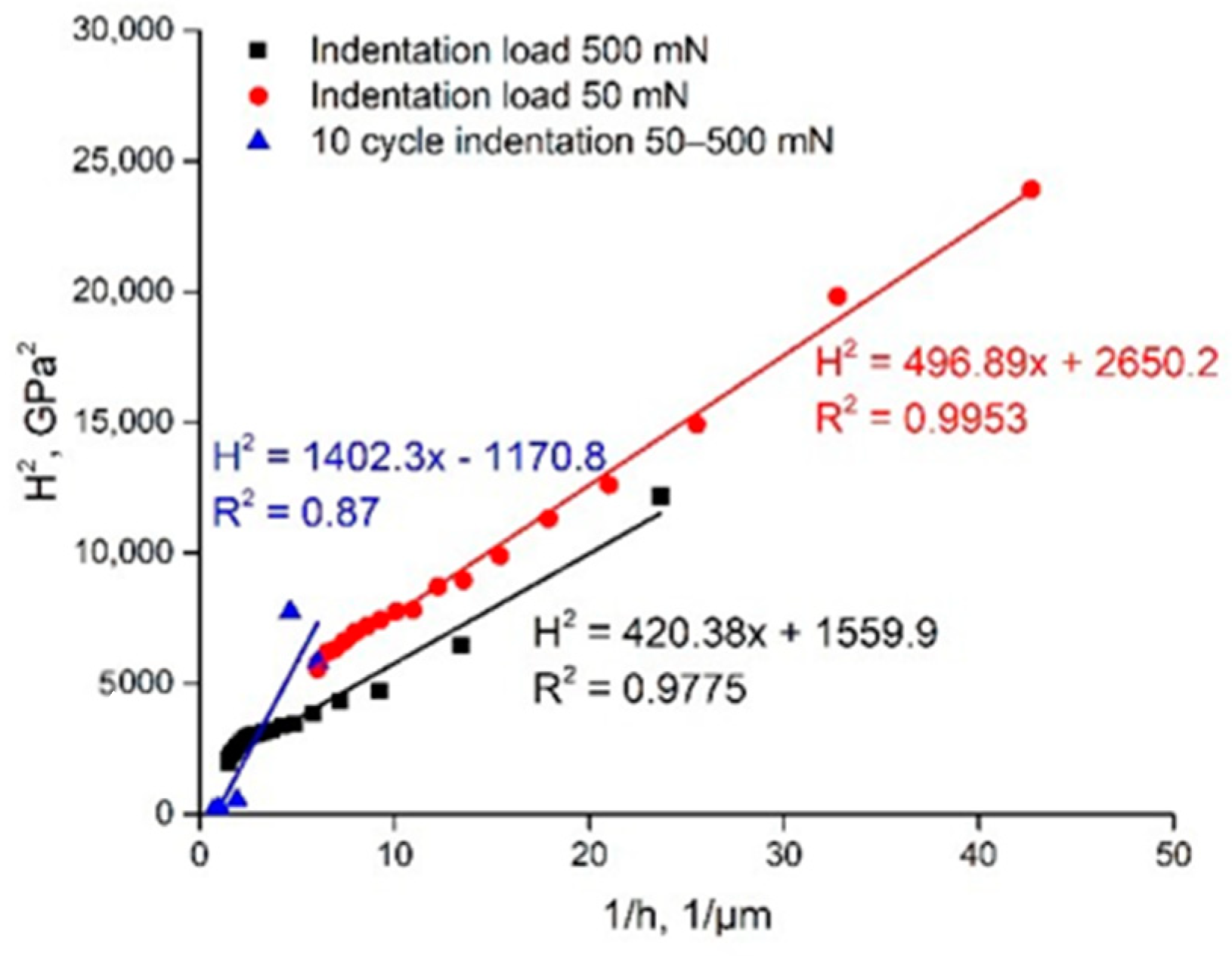
- Comparison of the indentation curves of the WC phase for loads of 50 and 500 mN demonstrates similar Nix and Gao linear function parameters. It was found that the 10-cycle indentation curve constructed based on 50–500 mN cycles exhibits anomalous behavior with negative values of H0.
- The difference in the coefficient of decrease in hardness for 10-cycle indentation loading is about 3–4 times, providing negative values of H0. Therefore, these features might be used as an indication of fracture processes during indentation.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Armstrong, R.W.; Elban, W.L. Hardness properties across multiscales of applied loads and material structures. Mater. Sci. Technol. 2012, 28, 1060–1071. [Google Scholar] [CrossRef]
- Roa, J.J.; Jimenez-Pique, E.; Verge, C.; Tarragó, J.M.; Mateo, A.; Fair, J.; Llanes, L. Intrinsic hardness of constitutive phases in WC–Co composites: Nanoindentation testing, statistical analysis, WC crystal orientation effects and flow stress for the constrained metallic binder. J. Eur. Ceram. Soc. 2015, 35, 3419–3425. [Google Scholar] [CrossRef]
- Csanádi, T.; Bl’anda, M.; Chinh, N.Q.; Hvizdoš, P.; Dusza, J. Orientation-dependent hardness and nanoindentation-induced deformation mechanisms of WC crystals. Acta Mater. 2015, 83, 397–407. [Google Scholar] [CrossRef]
- Engqvist, H.; Jacobson, S.; Axén, N. A model for the hardness of cemented carbides. Wear 2002, 252, 384–393. [Google Scholar] [CrossRef]
- Lee, H.C.; Gurland, J. Hardness and deformation of cemented tungsten carbide. Mater. Sci. Eng. 1978, 33, 125–133. [Google Scholar] [CrossRef]
- Llanes, L.; Torres, Y.; Anglada, M. On the fatigue crack growth behavior of WC–Co cemented carbides: Kinetics description, microstructural effects and fatigue sensitivity. Acta Mater. 2002, 50, 2381–2393. [Google Scholar] [CrossRef]
- Roebuck, B.; Almond, E.A. Deformation and fracture processes and the physical metallurgy of WC–Co hardmetals. Int. Mater. Rev. 1988, 33, 90–112. [Google Scholar] [CrossRef]
- Duszová, A.; Hvizdoš, P.; Lofaj, F.; Major, Ł.; Dusza, J.; Morgiel, J. Indentation fatigue of WC–Co cemented carbides. Int. J. Refract. Met. Hard Mater. 2013, 41, 229–235. [Google Scholar] [CrossRef]
- Llanes, L.; Tarrés, E.; Ramírez, G.; Botero, C.A.; Jiménez-Piqué, E. Fatigue susceptibility under contact loading of hardmetals coated with ceramic films. Procedia Eng. 2010, 2, 299–308. [Google Scholar] [CrossRef]
- Filice, L.; Micari, F.; Settineri, L.; Umbrello, D. Wear modelling in mild steel orthogonal cutting when using uncoated carbide tools. Wear 2007, 262, 545–554. [Google Scholar] [CrossRef]
- Klünsner, T.; Jonke, M.; Supancic, P.; Gettinger, C.; Krobath, M.; Lube, T.; Marsoner, S.; Glätzle, J. Fatigue behaviour of WC-Co hard metal under stress ratio and effectively loaded volume relevant to metalworking tool failure. Int. J. Refract. Met. Hard Mater. 2019, 80, 97–103. [Google Scholar] [CrossRef]
- Heinrichs, J.; Norgren, S.; Jacobson, S.; Yvell, K.; Olsson, M. Influence of cemented carbide binder type on wear initiation in rock drilling–Investigated in sliding wear against magnetite rock. Int. J. Refract. Met. Hard Mater. 2019, 85, 105035. [Google Scholar] [CrossRef]
- Naughton-Duszová, A.; Csanádi, T.; Sedlák, R.; Hvizdoš, P.; Dusza, J. Small-Scale Mechanical Testing of Cemented Carbides from the Micro- to the Nano-Level: A Review. Metals 2019, 9, 502. [Google Scholar] [CrossRef] [Green Version]
- Fleck, N.A.; Muller, G.M.; Ashby, M.F.; Hutchinson, J.W. Strain gradient plasticity: Theory and experiment. Acta Metall. Mater. 1994, 42, 475–487. [Google Scholar] [CrossRef]
- Nix, W.D.; Gao, H. Indentation size effects in crystalline materials: A law for strain gradient plasticity. J. Mech. Phys. Solids 1998, 46, 411–425. [Google Scholar] [CrossRef]
- Tabor, D. The Hardness of Metals; Clarendon Press: Oxford, UK, 1951. [Google Scholar]
- Duszová, A.; Halgaš, R.; Bľanda, M.; Hvizdoš, P.; Lofaj, F.; Dusza, J.; Morgiel, J. Nanoindentation of WC–Co hardmetals. J. Eur. Ceram. Soc. 2013, 33, 2227–2232. [Google Scholar] [CrossRef]
- Durst, K.; Backes, B.; Franke, O.; Göken, M. Indentation size effect in metallic materials: Modeling strength from pop-in to macroscopic hardness using geometrically necessary dislocations. Acta Mater. 2006, 54, 2547–2555. [Google Scholar] [CrossRef]
- Upadhyaya, G.S. Materials science of cemented carbides—An overview. Mater. Des. 2001, 22, 483–489. [Google Scholar] [CrossRef]
- Zackrisson, J.; Jansson, B.; Uphadyaya, G.S.; Andr´en, H.O. WC-Co based cemented carbides with large Cr3C2 additions. Int. J. Refract. Met. Hard Mater. 1998, 16, 417–422. [Google Scholar] [CrossRef]
- Hochenauer, R.; Lengauer, W. Characterisation and Performance Optimisation of WC-MC/M(C,N)-Co Hardmetals. Metals 2019, 9, 435. [Google Scholar] [CrossRef] [Green Version]
- Lauter, L.; Hochenauer, R.; Buchegger, C.; Bohn, M.; Lengauer, W. Solid-state solubilities of grain-growth inhibitors in WC-Co and WC-MC-Co hardmetals. J. Alloys Compd. 2016, 675, 407–415. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Webb, T.; Bitler, J.W. Different effects of Cr3C2 and VC on the sintering behavior of WC–Co materials. Int. J. Refract. Met. Hard Mater. 2015, 53, 117–122. [Google Scholar] [CrossRef]
- Siwak, P.; Garbiec, D. Microstructure and mechanical properties of WC-Co, WC-Co-Cr3C2 and WC-Co-TaC cermets fabricated by spark plasma sintering. Trans. Nonferrous Met. Soc. China 2016, 26, 2641–2646. [Google Scholar] [CrossRef]
- Standard ISO 14577-1:2015. Metallic Materials—Instrumented Indentation Test for Hardness and Materials Parameters—Part 1: Test Method; International Organization for Standardization: Geneva, Switzerland, 2015. [Google Scholar]
- Ke, Z.; Zheng, Y.; Zhang, G.; Ding, Q.; Zhang, J.; Wu, H.; Xu, X.; Lu, X.; Zhu, X. Microstructure and mechanical properties of dual-grain structured WC-Co cemented carbides. Ceram. Int. 2019, 45, 21528–21533. [Google Scholar] [CrossRef]
- Nabarro, F.R.N.; Shrivastava, S.; Luyckx, S.B. The size effect in microindentation. Philos. Mag. 2006, 86, 4173–4180. [Google Scholar] [CrossRef]
- Espinosa-Fernández, L.; Borrell, A.; Salvador, M.D.; Gutierrez-Gonzalez, C.F. Sliding wear behavior of WC–Co–Cr3C2–VC composites fabricated by conventional and non-conventional techniques. Wear 2013, 307, 60–67. [Google Scholar] [CrossRef]
- Al-Aqeeli, N.; Mohammad, K.; Laoui, T.; Saheb, N. VC and Cr3C2 doped WC-based nano-cermets prepared by MA and SPS. Ceram. Int. 2014, 40, 11759–11765. [Google Scholar] [CrossRef]
- Xu, X.P.; Needleman, A. Void nucleation by inclusion debonding in a crystal matrix. Model. Simul. Mater. Sci. Eng. 1993, 1, 111–132. [Google Scholar] [CrossRef]
- Bľanda, M.; Duszová, A.; Csanádi, T.; Hvizdoš, P.; Lofaj, F.; Dusza, J. Indentation hardness and fatigue of the constituents of WC–Co composites. Int. J. Refract. Met. Hard Mater. 2015, 49, 178–183. [Google Scholar] [CrossRef]
- Sakharova, N.A.; Fernandes, J.V.; Antunes, J.M.; Oliveira, M.C. Comparison between Berkovich, Vickers and conical indentation tests: A three-dimensional numerical simulation study. Int. J. Solids Struct. 2009, 46, 1095–1104. [Google Scholar] [CrossRef] [Green Version]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Group | Series Number | Composite Designation | Microstructure Parameters of SPSed WC-Co Cemented Carbides | |||
|---|---|---|---|---|---|---|
| fCo, vol% | dWC, nm | CWC, - | λCo, nm | |||
| 0 | 1 | WC-6Co | 10.12 | 416 | 0.81 | 5.06 |
| 1 | 2 | WC-6Co-0.5Cr3C2 | 10.06 | 284 | 0.74 | 1.25 |
| 3 | WC-6Co-1Cr3C2 | 9.99 | - | - | - | |
| 2 | 4 | WC-6Co-0.5TaC-NbC | 10.10 | 204 | 0.69 | 2.88 |
| 5 | WC-6Co-1TaC-NbC | 10.07 | - | - | - | |
| 3 | 6 | WC-6Co-0.5TiC | 10.02 | 226 | 0.75 | 2.22 |
| 7 | WC-6Co-1TiC | 9.91 | - | - | - | |
| 4 | 8 | WC-6Co-0.5VC | 10.04 | 244 | 0.78 | 3.98 |
| 9 | WC-6Co-1VC | 9.96 | - | - | - | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Siwak, P. Indentation Induced Mechanical Behavior of Spark Plasma Sintered WC-Co Cemented Carbides Alloyed with Cr3C2, TaC-NbC, TiC, and VC. Materials 2021, 14, 217. https://doi.org/10.3390/ma14010217
Siwak P. Indentation Induced Mechanical Behavior of Spark Plasma Sintered WC-Co Cemented Carbides Alloyed with Cr3C2, TaC-NbC, TiC, and VC. Materials. 2021; 14(1):217. https://doi.org/10.3390/ma14010217
Chicago/Turabian StyleSiwak, Piotr. 2021. "Indentation Induced Mechanical Behavior of Spark Plasma Sintered WC-Co Cemented Carbides Alloyed with Cr3C2, TaC-NbC, TiC, and VC" Materials 14, no. 1: 217. https://doi.org/10.3390/ma14010217
APA StyleSiwak, P. (2021). Indentation Induced Mechanical Behavior of Spark Plasma Sintered WC-Co Cemented Carbides Alloyed with Cr3C2, TaC-NbC, TiC, and VC. Materials, 14(1), 217. https://doi.org/10.3390/ma14010217