Investigation on the Microstructure of ECAP-Processed Iron-Aluminium Alloys



Abstract
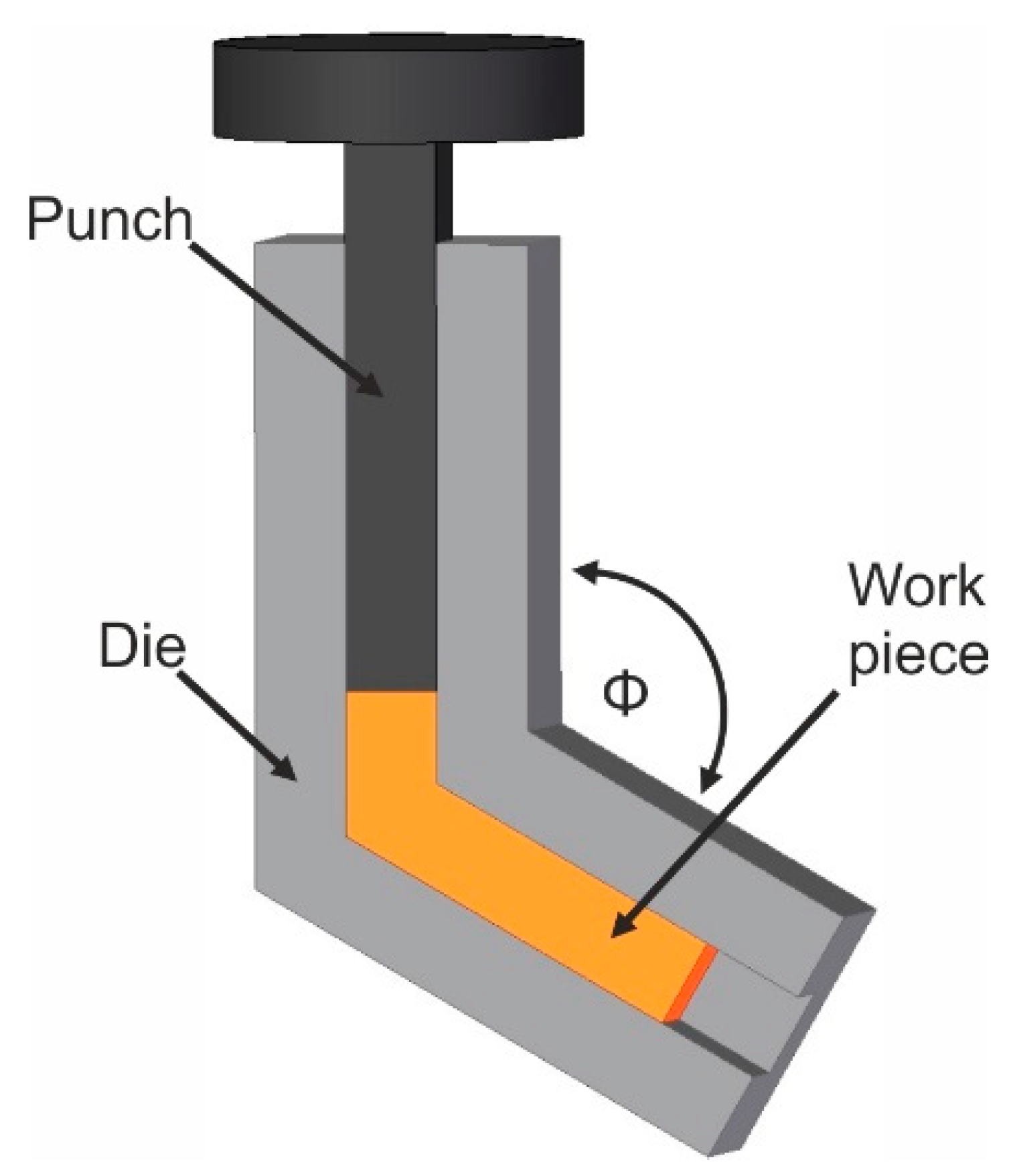
:1. Introduction
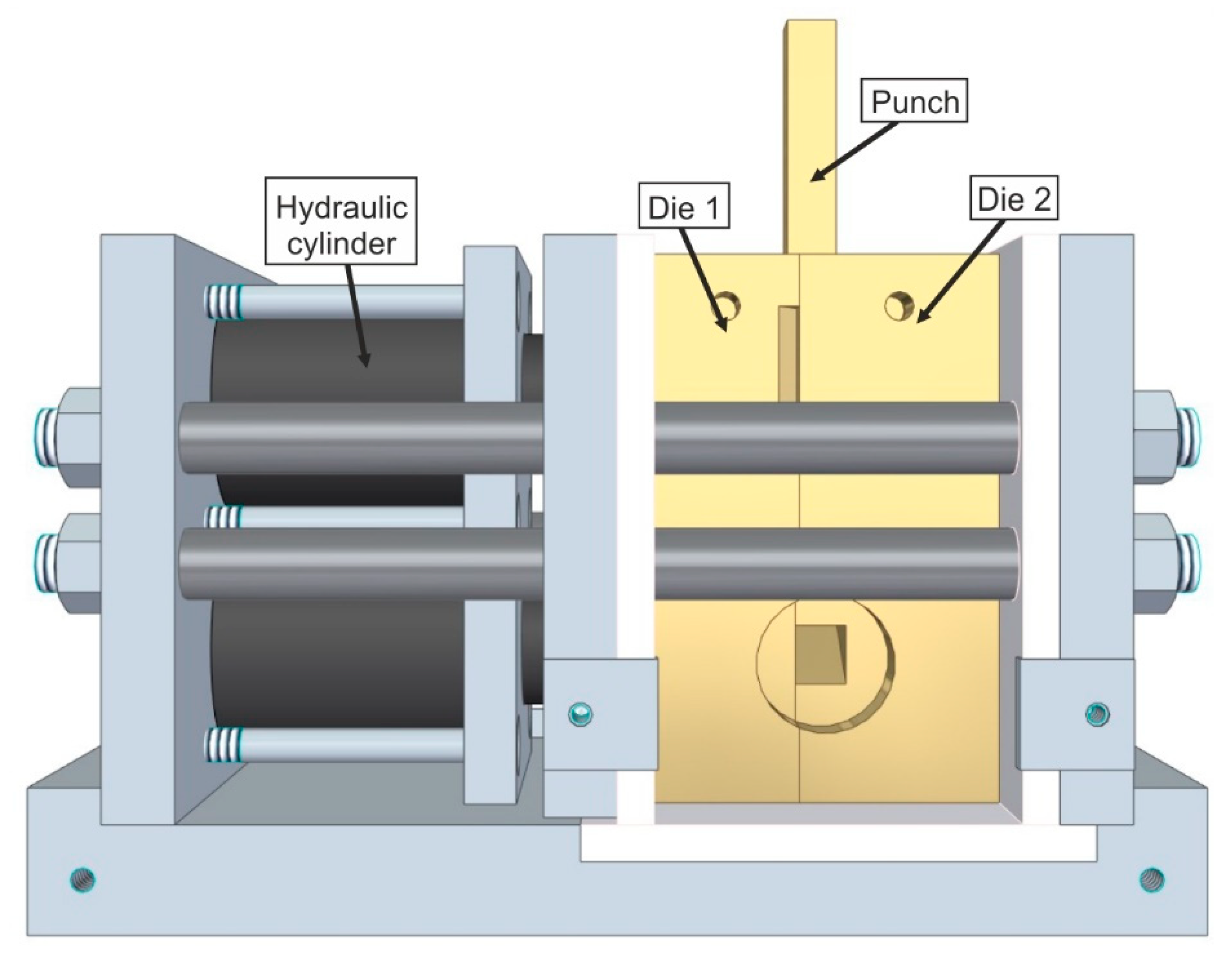
2. Materials and Methods
3. Results
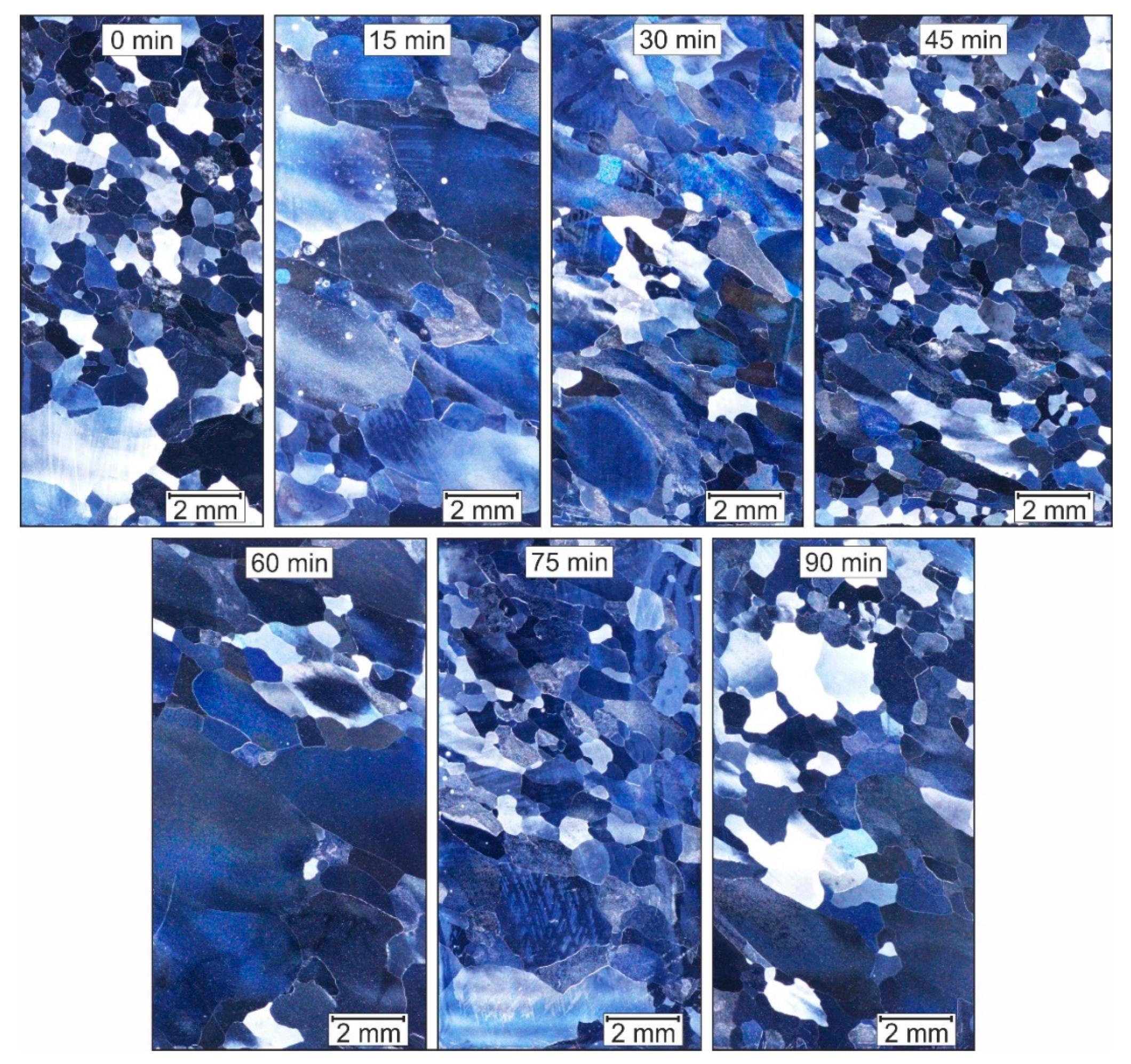
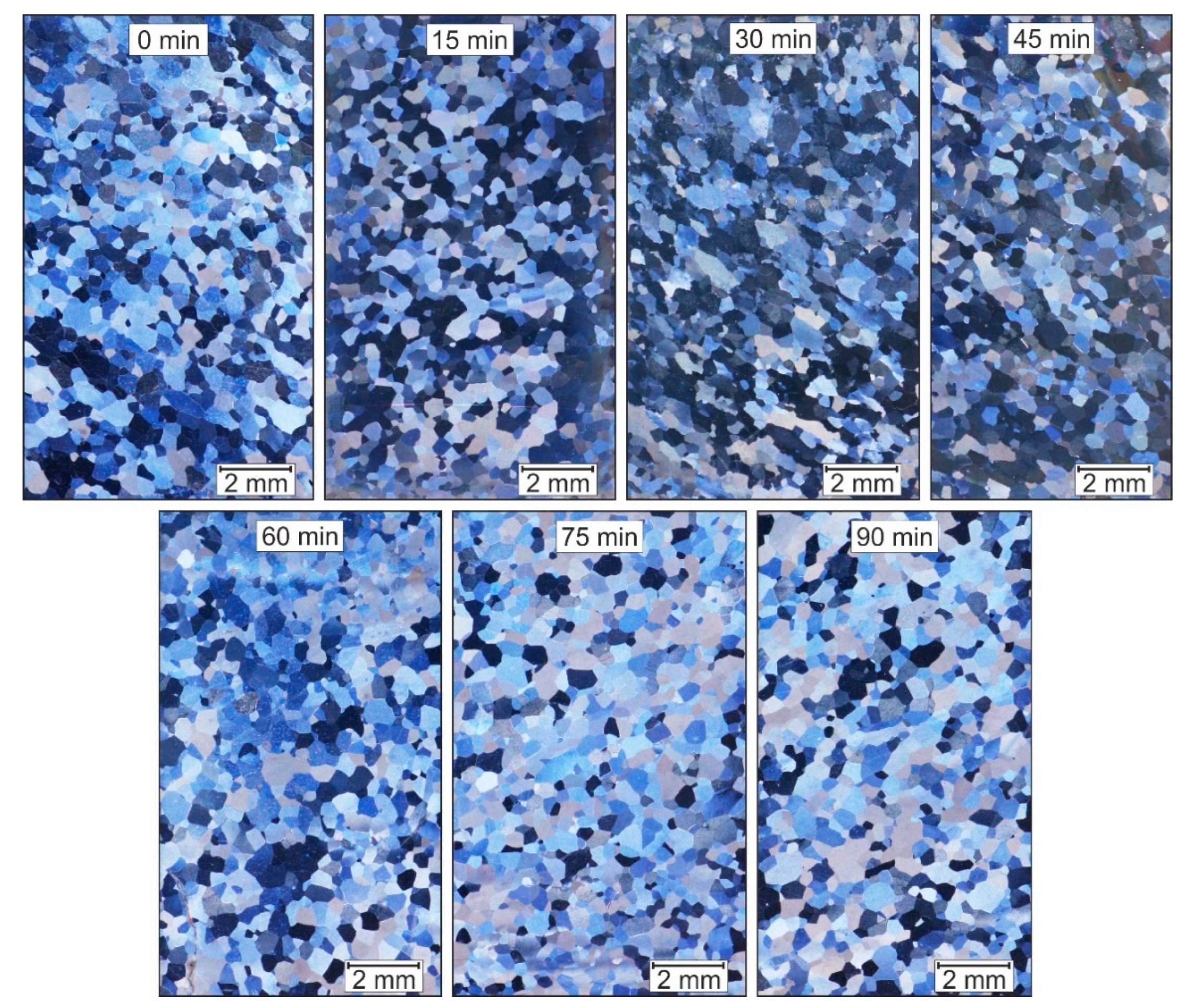
3.1. Fe9Al
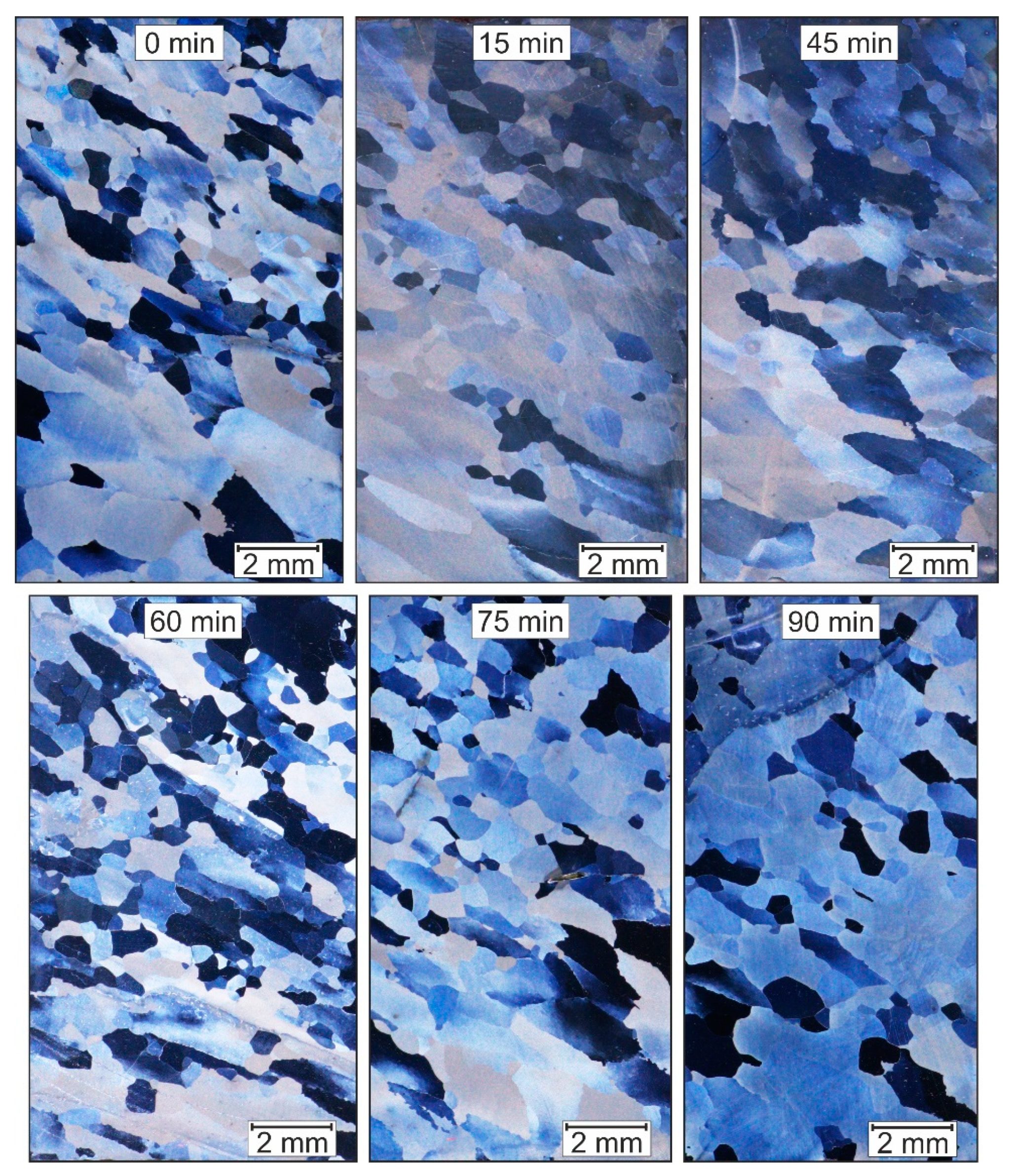
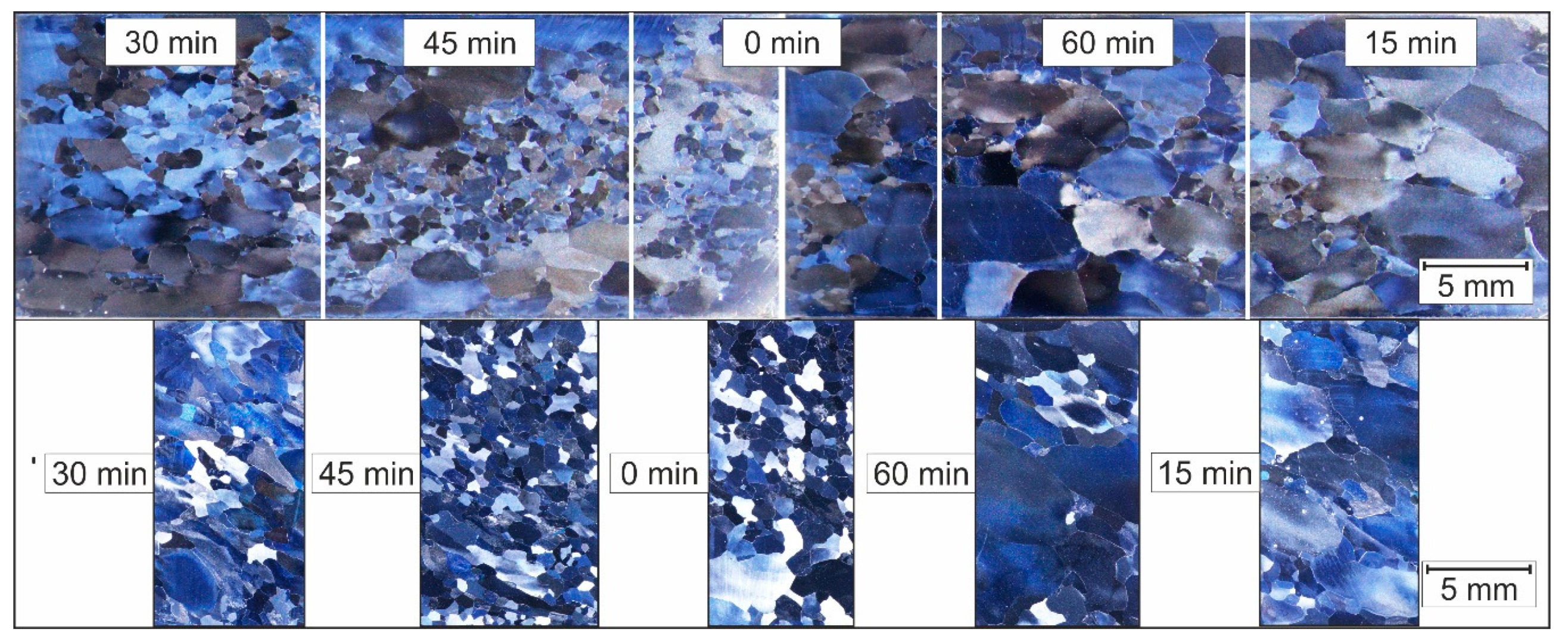
3.2. Fe28Al
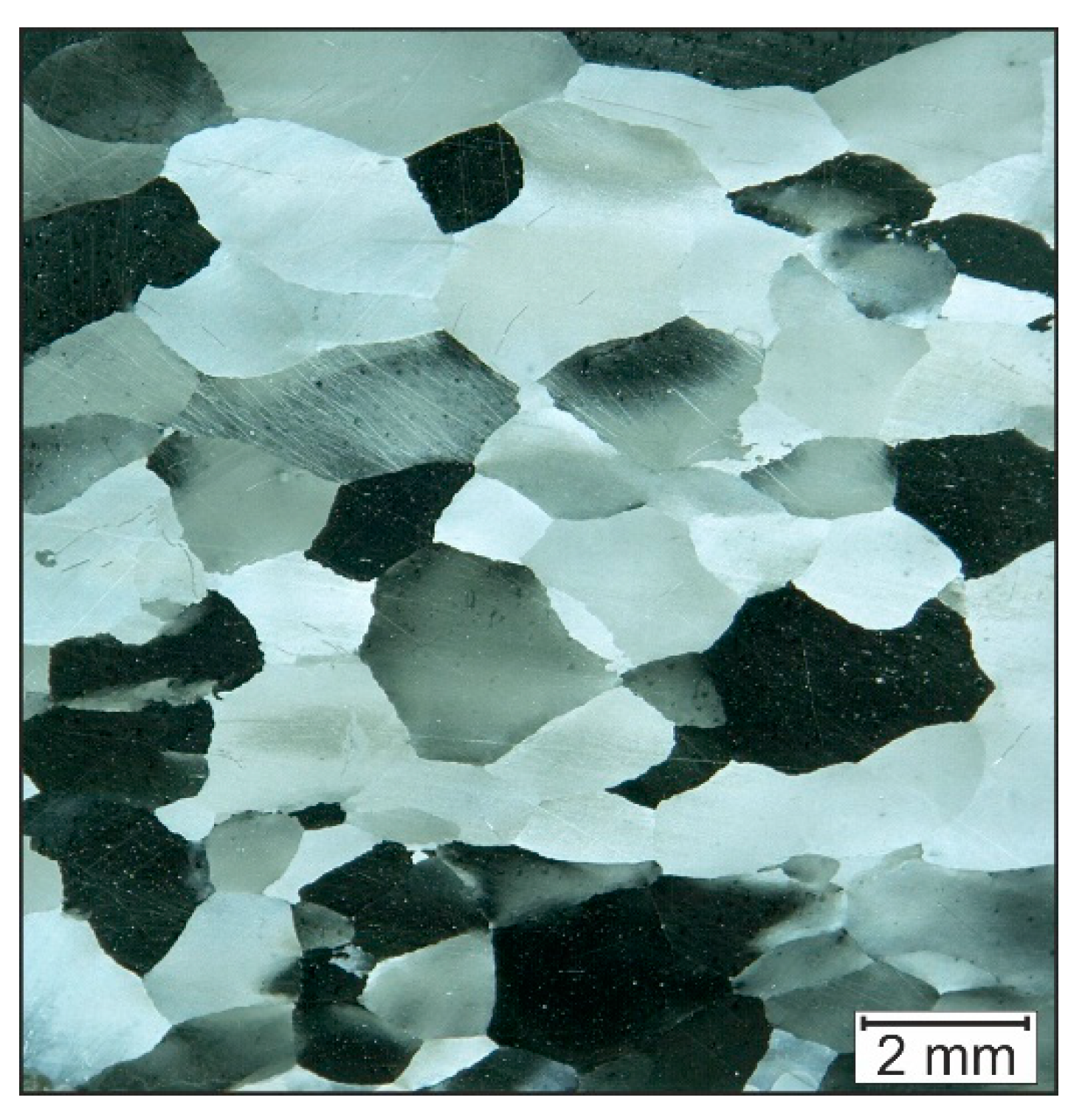
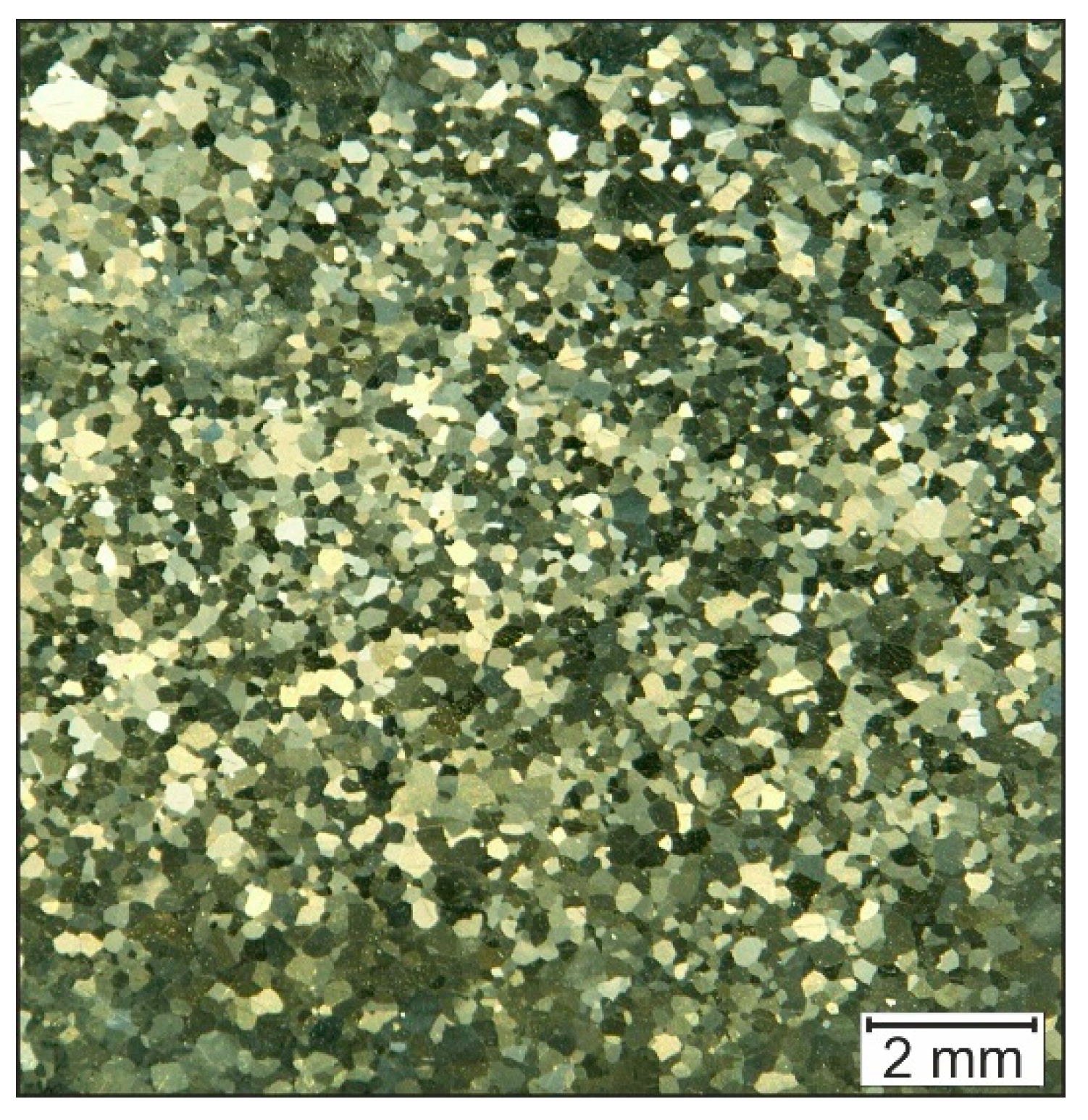
3.3. Fe38Al
4. Discussion
4.1. Fe9Al
4.2. Fe28Al
4.3. Fe38Al
5. Conclusions
- Fe9Al has not completely recrystallised after ECAP forming and the distribution of the grain sizes is inhomogeneous due to the forming history.
- Fe28Al also has not completely recrystallised, but has a homogenised microstructure compared to Fe9Al regardless of the heat treatment. The mean grain size is also finer than the microstructure before the ECAP-process. A lowering of the deformation temperature of Fe28Al would, however, lead to cracks due to the low deformability.
- The ECAP-process of Fe38Al has led to a doubling of the mean grain size. A grain refinement of Fe38Al is not possible with the forming parameters applied. Similar to Fe28Al, a lowering of the forming temperature leads to cracks in the samples. A steeper angle is also not viable due to cracking. Shortening the heating time and immediate cooling after reshaping could prevent grain growth of the finely recrystallised structure. However, it is doubtful whether it will be more finely expressed than the structure after incremental forming.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Eggersmann, M. Diffusion in intermetallischen Phasen des Systems Fe-Al. Ph.D. Thesis, Wilhelms-Universität Münster, Münster, Germany, 1998. [Google Scholar]
- Łyszkowski, R.; Bystrzycki, J. Hot deformation and processing maps of a Fe–Al intermetallic alloy. Mater. Charact. 2014, 96, 196–205. [Google Scholar] [CrossRef]
- Zamanzade, M.; Barnoush, A.; Motz, C. A Review on the Properties of Iron Aluminide Intermetallics. Crystals 2016, 6, 10. [Google Scholar] [CrossRef] [Green Version]
- Eumann, M. Phasengleichgewichte und mechanisches Verhalten im ternären Legierungssystem Fe-Al-Mo. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 2002. [Google Scholar]
- McKamey, C.G.; DeVan, J.H.; Tortorelli, P.F.; Sikka, V.K. A review of recent developments in Fe3Al-based al-loys. J. Mat. Res. 1991, 6, 1779–1805. [Google Scholar] [CrossRef] [Green Version]
- Bahadur, A.; Mohanty, O.N. The development of Fe-AI intermetallics. J. Mat. Sci. 1991, 26, 2685–2693. [Google Scholar] [CrossRef]
- Morris, D.G.; Munoz-Morris, M.A. The influence of microstructure on the ductility of iron aluminides. Intermetallics 1999, 7, 1121–1129. [Google Scholar] [CrossRef]
- Morris, D.G. Strengthening mechanisms in nanocrystalline metals. Nanostruct. Metals Alloys 2011, 299–328. [Google Scholar] [CrossRef]
- Hall, E.O. The Deformation and Ageing of Mild Steel: III Discussion of Results. Proc. Phys. Soc. B 1951, 64, 747–753. [Google Scholar] [CrossRef]
- Petch, N.J.; Cracknell, A. Frictional forces on dislocation arrays at the lower yield point in iron. Acta Met. 1955, 3, 186–189. [Google Scholar] [CrossRef]
- Agarwal, A.; Balasubramaniam, R.; Bhargava, S. Effect of Thermomechanical Treatments on the Room-Temperature Mechanical Behavior of Iron Aluminide Fe3Al. Metall. Mat. Trans. 1996, A 27, 2985–2993. [Google Scholar] [CrossRef]
- Behrens, B.-A.; Huskic, A. Mechanical Properties of As-Cast Iron-Aluminium Alloys. In Proceedings of the 10th Global Conference on Sustainable Manufacturing, Istanbul, Turkey, 31 October–2 November 2012; pp. 133–1373. [Google Scholar]
- Behrens, B.-A.; Huskic, A.; Lüken, I. Untersuchungen zur Massivumformung gegossener Eisen-Aluminium-Legierungen; UTF Science: Bamberg, Germany, 2012; pp. 1–13. [Google Scholar]
- Behrens, B.-A.; Huskic, A.; Puppa, J. Umformverhalten gegossener binärer Eisen-Aluminium-Legierungen. In Proceedings of the Verformungskundliches Kolloquium, Planneralm, Austria, 2013; Ta-gungsband XXXII, pp. 125–129. [Google Scholar]
- Huskic, A.; Puppa, J.; Behrens, B.-A. Forging of Iron-Aluminum Alloys. In Proceedings of the 19th International Symposium on Plasticity and its Current Applications “Analytical, Computational, and Experimental Inelas-ticity in Deformable Solids”, Nassau, Bahamas, 3–8 January 2013; pp. 61–63. [Google Scholar]
- Huskic, A. Untersuchungen zum Werkstoffverhalten bei der Massivumformung von Eisen-Aluminium-Legierungen. Ph.D. Thesis, Leibniz Universität, Hannover, Germany, 2017. [Google Scholar]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mat. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Langdon, T.G. Achieving superplasticity in ultrafine-grained metals. Mech. Mater. 2013, 67, 2–8. [Google Scholar] [CrossRef]
- DeLo, D.P.; Semiatin, S.L. Hot Working of Ti-6Al-4V via Equal Channel Angular Extrusion. Met. Mater. Trans. A 1999, 30, 2473–2481. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Holding Time of ht in min. | 0 | 15 | 30 | 45 | 60 | 75 | 90 | As Cast 1 | Formed + ht 2h 1 |
|---|---|---|---|---|---|---|---|---|---|
| Average grain size in µm | 500 ± 60 | 1010 ± 150 | 570 ± 90 | 440 ± 50 | 1290 ± 210 | 510 ± 70 | 770 ± 80 | ~2000 | 640 |
| Grade of recrystallisation in % | 74 | 29 | 59 | 77 | 36 | 65 | 59 | 0 | 50 |
| Holding Time of ht in min. | 0 | 15 | 45 | 60 | 75 | 90 | As Cast 1 | Formed + ht 1h 1 |
|---|---|---|---|---|---|---|---|---|
| Average grain size in µm | 580 ± 80 | 670 ± 90 | 780 ± 80 | 420 ± 40 | 620 ± 70 | 810 ± 60 | ~2000 | 530 |
| Grade of recrystallisation in % | 66 | 70 | 67 | 71 | 78 | 84 | 0 | 50 |
| Holding Time of ht in min. | 0 | 15 | 30 | 45 | 60 | 75 | 90 | As Cast 1 | Formed + ht 1h 1 |
|---|---|---|---|---|---|---|---|---|---|
| Average grain size in µm | 330 ± 30 | 290 ± 40 | 310 ± 40 | 300 ± 30 | 340 ± 30 | 330 ± 40 | 320 ± 30 | ~2000 | 320 |
| Grade of recrystallisation in % | 100 | 100 | 100 | 100 | 100 | 100 | 100 | 0 | 100 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Behrens, B.-A.; Brunotte, K.; Petersen, T.; Relge, R. Investigation on the Microstructure of ECAP-Processed Iron-Aluminium Alloys. Materials 2021, 14, 219. https://doi.org/10.3390/ma14010219
Behrens B-A, Brunotte K, Petersen T, Relge R. Investigation on the Microstructure of ECAP-Processed Iron-Aluminium Alloys. Materials. 2021; 14(1):219. https://doi.org/10.3390/ma14010219
Chicago/Turabian StyleBehrens, Bernd-Arno, Kai Brunotte, Tom Petersen, and Roman Relge. 2021. "Investigation on the Microstructure of ECAP-Processed Iron-Aluminium Alloys" Materials 14, no. 1: 219. https://doi.org/10.3390/ma14010219
APA StyleBehrens, B. -A., Brunotte, K., Petersen, T., & Relge, R. (2021). Investigation on the Microstructure of ECAP-Processed Iron-Aluminium Alloys. Materials, 14(1), 219. https://doi.org/10.3390/ma14010219