A Comprehensive Analysis of the Effect of Graphene-Based Dielectric for Sustainable Electric Discharge Machining of Ti-6Al-4V


 , ,
, ,  ,
,  and
and 
Abstract
:1. Introduction
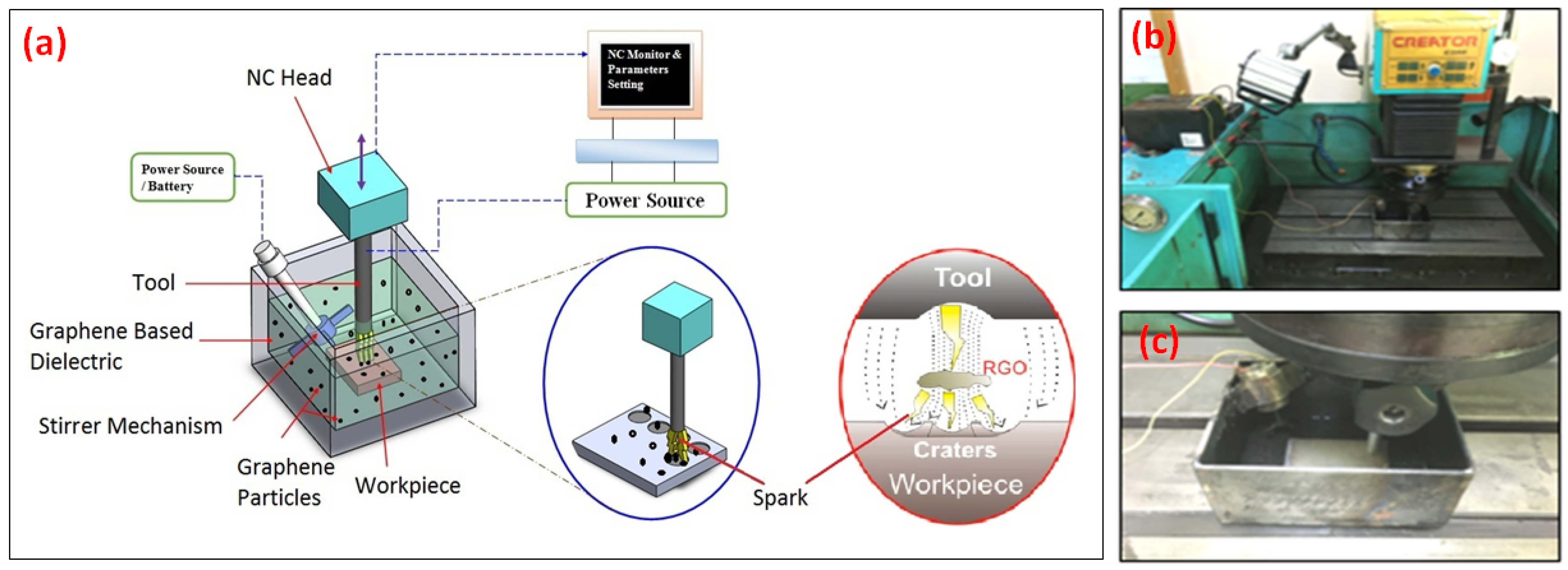
2. Materials and Methods
3. Results and Discussion
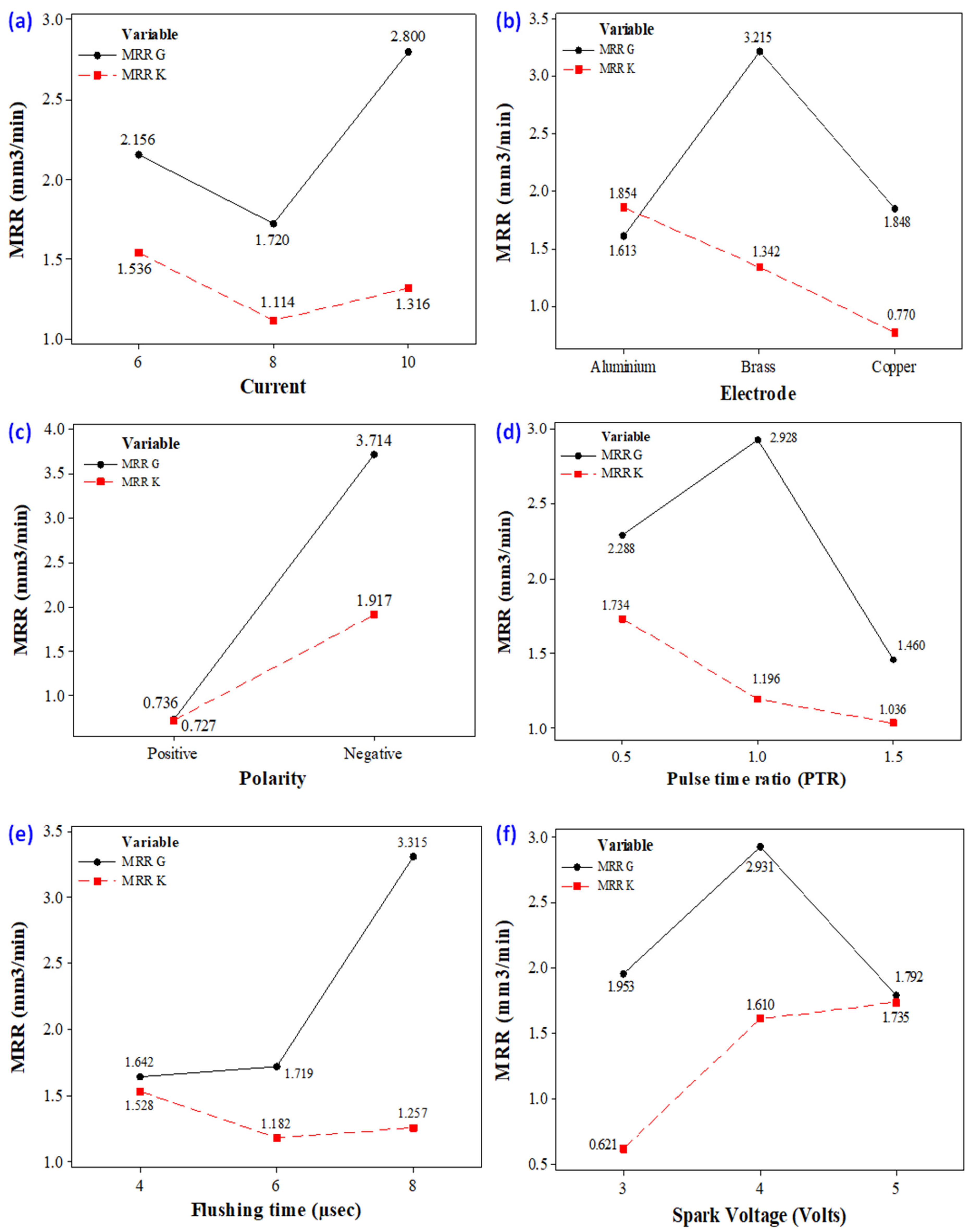
3.1. Effect of Control Variables on Material Removal Rate (MRR)
3.1.1. Discharge Current
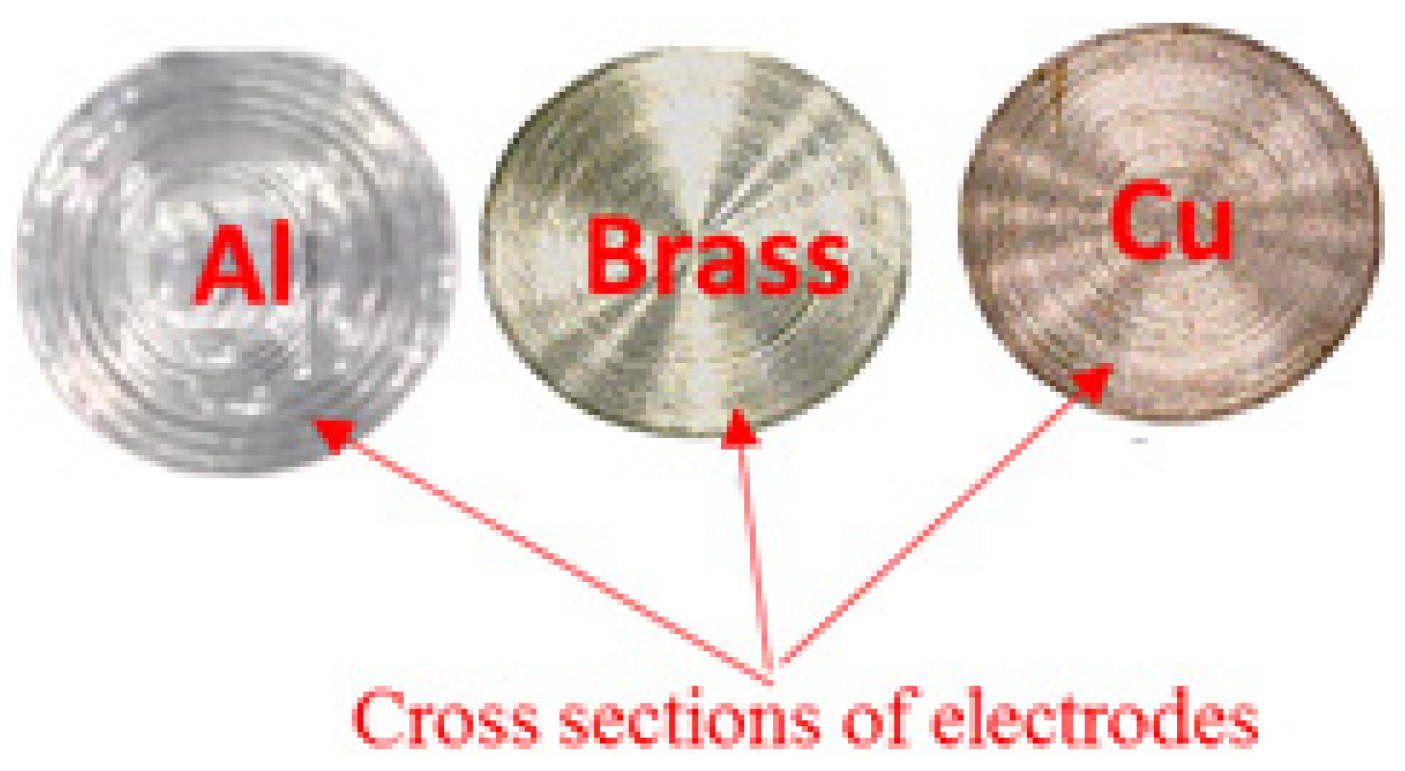
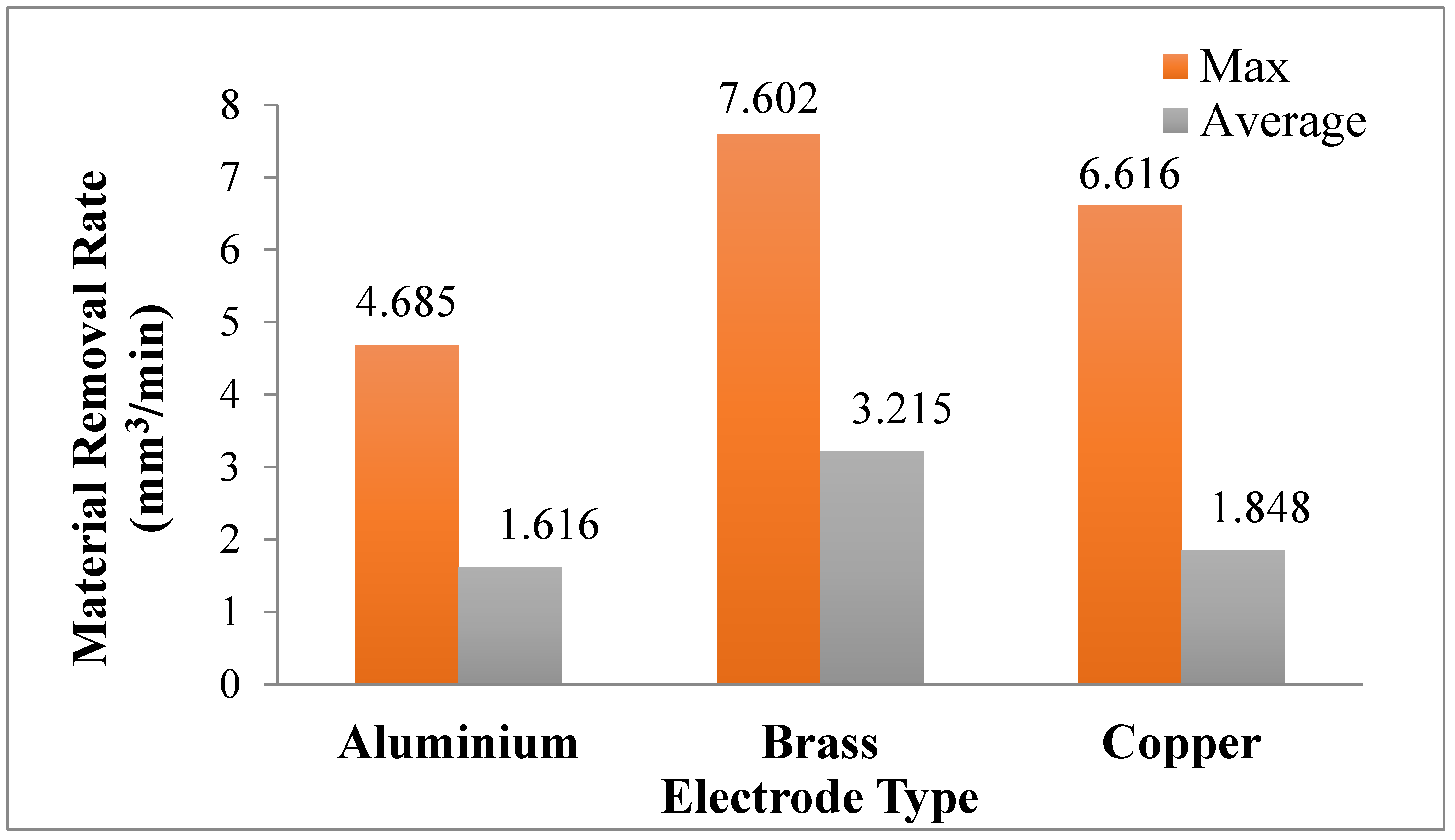
3.1.2. Electrode
3.1.3. Polarity
3.1.4. Pulse–Time Ratio
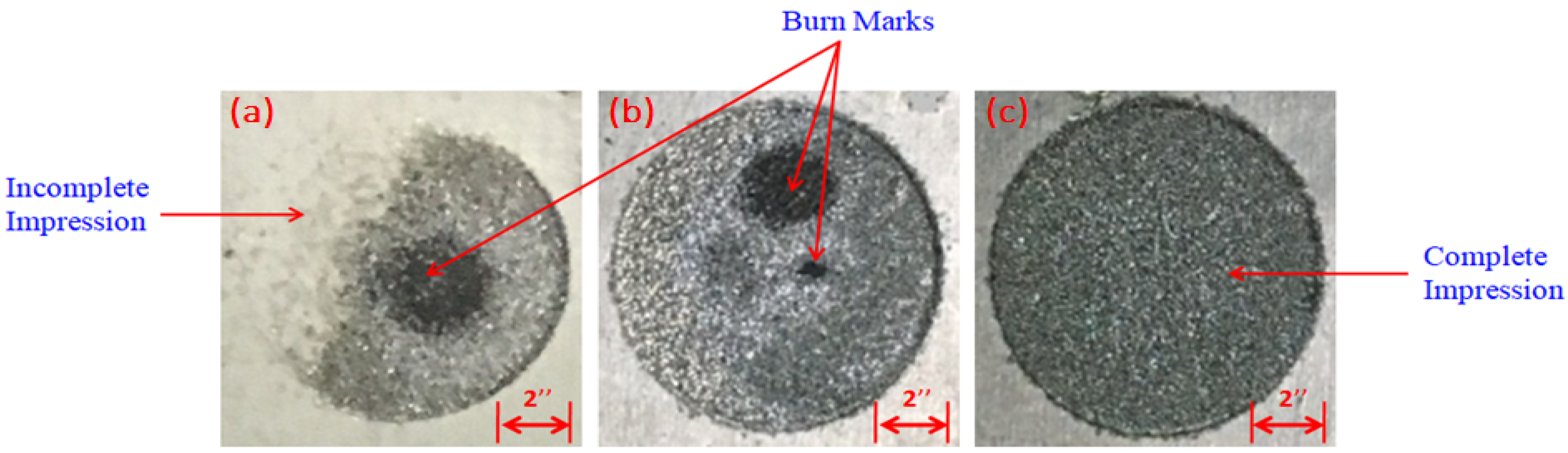
3.1.5. Flushing Time
3.1.6. Spark Voltage
3.2. Effect of Control Variables on Tool Wear Rate (TWR)
3.2.1. Discharge Current
3.2.2. Electrode
3.2.3. Polarity
3.2.4. Pulse–Time Ratio
3.2.5. Flushing Time
3.2.6. Spark Voltage
4. Development and Validation of Optimal Parametric Combination
5. Conclusions
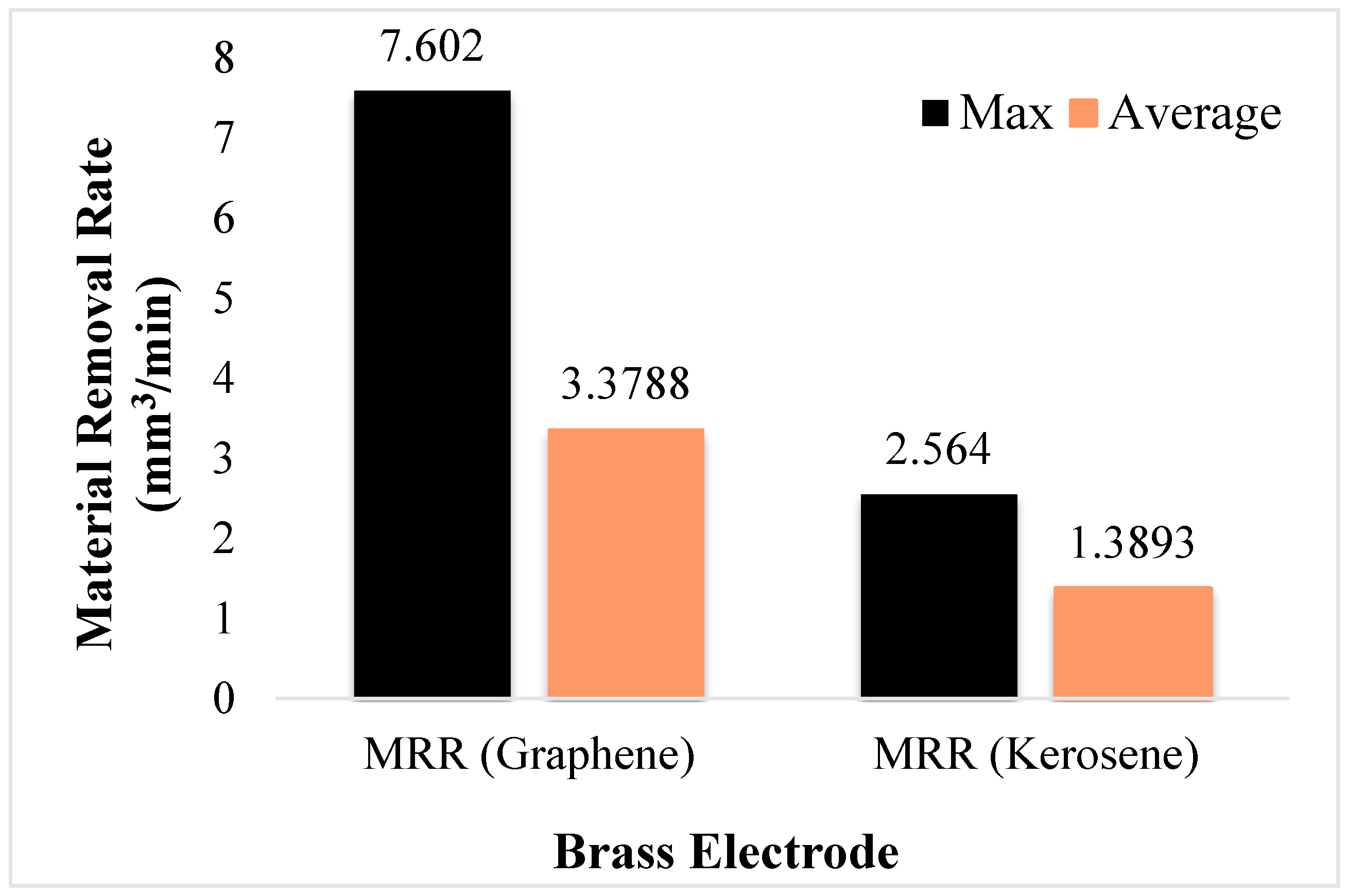
- The graphene-based dielectric outperforms MRR when compared with kerosene. The maximum value of MRR achieved with the graphene-based dielectric is 7.60 mm3/min, which is 64.5% higher in comparison to the maximum MRR obtained using the kerosene dielectric, i.e., 4.62 mm3/min.
- With respect to the tool material, the electrode of brass provides the highest value of MRR when graphene mixed dielectric was used, whereas the maximum MRR in the case of kerosene is obtained with the aluminium electrode.
- The tool wear of the Cu electrode is found to be minimal (0.17 mg/min) when graphene nanoparticles are added in the kerosene. This value of is approximately 1.5 times lower than that achieved with kerosene only.
- The magnitudes of MRR and TWR are especially sensitive to the variation in the tool polarity. The MRR and TWR are both at maximum at negative polarity. Hence, negative polarity is good for achieving a high material removal rate. However, tool wear rate for all electrode materials is lower at positive polarity, thus positive tool polarity is suitable for TWR.
- The optimal combination of parameters for achieving the maximum MRR at negative tool polarity using brass under the graphene-mixed dielectric is current = 10 A, pulse–time ratio 1, flushing time = 6 µsec and spark voltage = 4 V.
- The minimal magnitude of TWR was attained with the positive polarity using a copper electrode in graphene-based slurry while keeping the values of current, pulse–time ratio, flushing time and spark voltage at 8 A, 1, 4 µsec and 3 V, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nimbalkar, V.S.; Shete, P.M.T. Experimental Investigation of Machining Parameters Using Solid and Hollow Electrode for EDM of Ti-6Al-4V. Int. Res. J. Eng. Technol. 2017, 4, 2345. [Google Scholar]
- Wang, X.; Yi, S.; Guo, H.; Li, C.; Ding, S. Erosion Characteristics of Electrical Discharge Machining Using Graphene Powder in Deionized Water as Dielectric. Int. J. Adv. Manuf. Technol. 2020, 108, 357–368. [Google Scholar] [CrossRef]
- Jahan, M.P.; Kakavand, P.; Alavi, F. A Comparative Study on Micro-Electro-Discharge-Machined Surface Characteristics of Ni-Ti and Ti-6Al-4V with Respect to Biocompatibility. Procedia Manuf. 2017, 10, 232–242. [Google Scholar] [CrossRef]
- Rahman, M.; Wang, Z.G.; Wong, Y.S. A Review on High-Speed Machining of Titanium Alloys. In Proceedings of the 3rd International Conference on Leading Edge Manufacturing in 21st Century, Nagoya, Japan, 19–22 October 2005; Volume 49, pp. 19–28. [Google Scholar]
- Hocheng, H.; Tsai, H.Y. Advanced Analysis of Nontraditional Machining; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2013. [Google Scholar]
- Alidoosti, A.; Ghafari-Nazari, A.; Moztarzadeh, F.; Jalali, N.; Moztarzadeh, S.; Mozafari, M. Electrical Discharge Machining Characteristics of Nickel-Titanium Shape Memory Alloy Based on Full Factorial Design. J. Intell. Mater. Syst. Struct. 2013, 24, 1546–1556. [Google Scholar] [CrossRef]
- Chen, S.L.; Hsieh, S.F.; Lin, H.C.; Lin, M.H.; Huang, J.S. Electrical Discharge Machining of TiNiCr and TiNiZr Ternary Shape Memory Alloys. Mater. Sci. Eng. A 2007, 445–446, 486–492. [Google Scholar] [CrossRef]
- Equbal, A.; Sood, A.K. Electrical Discharge Machining: An Overview on Various Areas of Research. Manuf. Ind. Eng. 2014, 13, 1–2. [Google Scholar] [CrossRef] [Green Version]
- Świercz, R.; Oniszczuk-świercz, D. The Effects of Reduced Graphene Oxide Flakes in the Dielectric on Electrical Discharge Machining. Nanomaterials 2019, 9, 335. [Google Scholar] [CrossRef] [Green Version]
- Abu Qudeiri, J.E.; Mourad, A.H.I.; Ziout, A.; Abidi, M.H.; Elkaseer, A. Electric Discharge Machining of Titanium and Its Alloys: Review. Int. J. Adv. Manuf. Technol. 2018, 96, 1319–1339. [Google Scholar] [CrossRef]
- Unses, E.; Cogun, C. Improvement of Electric Discharge Machining (EDM) Performance of Ti-6Al-4V Alloy with Added Graphite Powder to Dielectric. Stroj. Vestnik/J. Mech. Eng. 2015, 61, 409–418. [Google Scholar] [CrossRef]
- Hasçalik, A.; Çaydaş, U. Electrical Discharge Machining of Titanium Alloy (Ti-6Al-4V). Appl. Surf. Sci. 2007, 253, 9007–9016. [Google Scholar] [CrossRef]
- Shen, Y.; Liu, Y.; Dong, H.; Zhang, K.; Lv, L.; Zhang, X.; Zheng, C.; Ji, R. Parameters Optimization for Sustainable Machining of Ti6Al4V Using a Novel High-Speed Dry Electrical Discharge Milling. Int. J. Adv. Manuf. Technol. 2017, 90, 2733–2740. [Google Scholar] [CrossRef]
- Masood, I. Sustainable Machining for Titanium Alloy Ti-6Al-4V. Titanium Alloys-Novel Aspects of Their Manufacturing and Processing; IntechOpen: London, UK, 2019; pp. 1–15. [Google Scholar]
- Wang, A.C.; Tsai, L.; Lin, Y.C. Characterizing the Machining Effects of Lateral Electrodes in Electrical Discharge Machining. Int. J. Precis. Eng. Manuf. 2014, 15, 1095–1100. [Google Scholar] [CrossRef]
- Meena, V.K.; Azad, M.S. Grey Relational Analysis of Micro-EDM Machining of Ti-6Al-4V Alloy. Mater. Manuf. Process. 2012, 27, 973–977. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Mohan, B. A Review on Influence of Electrical Process Parameters in EDM Process. Arch. Civ. Mech. Eng. 2015, 15, 87–94. [Google Scholar] [CrossRef]
- Chen, S.L.; Yan, B.H.; Huang, F.Y. Influence of Kerosene and Distilled Water as Dielectrics on the Electric Discharge Machining Characteristics of Ti-6Al-4V. J. Mater. Process. Technol. 1999, 87, 107–111. [Google Scholar] [CrossRef]
- Lin, Y.C.; Yan, B.H.; Chang, Y.S. Machining Characteristics of Titanium Alloy (Ti-6Al-4V) Using a Combination Process of EDM with USM. J. Mater. Process. Technol. 2000, 104, 171–177. [Google Scholar] [CrossRef]
- Kibria, G.; Sarkar, B.R.; Pradhan, B.B.; Bhattacharyya, B. Comparative Study of Different Dielectrics for Micro-EDM Performance during Microhole Machining of Ti-6Al-4V Alloy. Int. J. Adv. Manuf. Technol. 2010, 48, 557–570. [Google Scholar] [CrossRef]
- Pradhan, B.B.; Masanta, M.; Sarkar, B.R.; Bhattacharyya, B. Investigation of Electro-Discharge Micro-Machining of Titanium Super Alloy. Int. J. Adv. Manuf. Technol. 2009, 41, 1094–1106. [Google Scholar] [CrossRef]
- Thesiya, D.; Ahmedabad, T.; Rajurkar, A.U. Study of Influence of EDM Process Parameters during Machining of TI-6AL-4V. J. Manuf. Technol. Res. 2015, 7, 53. [Google Scholar]
- Jilani, S.T.; Pandey, P.C. Experimental Investigations into the Performance of Water as Dielectric in EDM. Int. J. Mach. Tool Des. Res. 1984, 24, 31–43. [Google Scholar] [CrossRef]
- Torres, A.; Luis, C.J.; Puertas, I. EDM Machinability and Surface Roughness Analysis of TiB2using Copper Electrodes. J. Alloys Compd. 2017, 690, 337–347. [Google Scholar] [CrossRef]
- Baroi, B.K.; Debnath, T.; Jagadish; Patowari, P.K. Machinability Assessment of Titanium Grade 2 Alloy Using Deionized Water in EDM. Mater. Today Proc. 2019, 26, 2221–2225. [Google Scholar] [CrossRef]
- Erden, A.; Bilgin, S. Role of Impurities in Electric Discharge Machining. In Proceedings of the Twenty-First International Machine Tool Design and Research Conference; Palgrave: London, UK, 1981; pp. 345–350. [Google Scholar]
- Jeswani, M.L. Effects of the Addition of Graphite Powder to Kerosene Used as the Dielectric Fluid in Electrical Discharge Machining. Wear 1981, 70, 133–139. [Google Scholar] [CrossRef]
- Wong, Y.S.; Lim, L.C.; Rahuman, I.; Tee, W.M. Near-Mirror-Finish Phenomenon in EDM Using Powder-Mixed Dielectric. J. Mater. Process. Technol. 1998, 79, 30–40. [Google Scholar] [CrossRef]
- Yan, B.H.; Lin, Y.C.; Huang, F.Y.; Wang, C.H. Surface Modification of SKD 61 during EDM with Metal Powder in the Dielectric. Mater. Trans. 2001, 42, 2597–2604. [Google Scholar] [CrossRef]
- Murray, J.W.; Sun, J.; Patil, D.V.; Wood, T.A.; Clare, A.T. Physical and Electrical Characteristics of EDM Debris. J. Mater. Process. Technol. 2016, 229, 54–60. [Google Scholar] [CrossRef] [Green Version]
- Mohanty, S.; Mishra, A.; Nanda, B.K.; Routara, B.C. Multi-Objective Parametric Optimization of Nano Powder Mixed Electrical Discharge Machining of AlSiCp Using Response Surface Methodology and Particle Swarm Optimization. Alex. Eng. J. 2018, 57, 609–619. [Google Scholar] [CrossRef]
- Öpöz, T.T.; Yaşar, H.; Ekmekci, N.; Ekmekci, B. Particle Migration and Surface Modification on Ti6Al4V in SiC Powder Mixed Electrical Discharge Machining. J. Manuf. Process. 2018, 31, 744–758. [Google Scholar] [CrossRef]
- Marashi, H.; Jafarlou, D.M.; Sarhan, A.A.D.; Hamdi, M. State of the Art in Powder Mixed Dielectric for EDM Applications. Precis. Eng. 2016, 46, 11–33. [Google Scholar] [CrossRef]
- Marashi, H.; Sarhan, A.A.D.; Hamdi, M. Employing Ti Nano-Powder Dielectric to Enhance Surface Characteristics in Electrical Discharge Machining of AISI D2 Steel. Appl. Surf. Sci. 2015, 357, 892–907. [Google Scholar] [CrossRef]
- Nguyen, T.D.; Nguyen, P.H.; Banh, L.T. Die Steel Surface Layer Quality Improvement in Titanium μ-Powder Mixed Die Sinking Electrical Discharge Machining. Int. J. Adv. Manuf. Technol. 2019, 100, 2637–2651. [Google Scholar] [CrossRef]
- Amorim, F.L.; Dalcin, V.A.; Soares, P.; Mendes, L.A. Surface Modification of Tool Steel by Electrical Discharge Machining with Molybdenum Powder Mixed in Dielectric Fluid. Int. J. Adv. Manuf. Technol. 2017, 91, 341–350. [Google Scholar] [CrossRef]
- Toshimitsu, R.; Okada, A.; Kitada, R.; Okamoto, Y. Improvement in Surface Characteristics by EDM with Chromium Powder Mixed Fluid. Procedia CIRP 2016, 42, 231–235. [Google Scholar] [CrossRef]
- Kumar, A.; Mandal, A.; Dixit, A.R.; Das, A.K. Performance Evaluation of Al2O3 Nano Powder Mixed Dielectric for Electric Discharge Machining of Inconel 825. Mater. Manuf. Process. 2018, 33, 986–995. [Google Scholar] [CrossRef]
- Shard, A.; Shikha, D.; Gupta, V.; Garg, M.P. Effect of B4C Abrasive Mixed into Dielectric Fluid on Electrical Discharge Machining. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 554. [Google Scholar] [CrossRef]
- Gugulothu, B.; Rao, G.K.M.; Rao, D.H. Influence of Drinking Water and Graphite Powder Concentration on Electrical Discharge Machining of Ti-6Al-4V Alloy. Mater. Today Proc. 2020, 27, 294–300. [Google Scholar] [CrossRef]
- Veiga, C.; Davim, J.P.; Loureiro, A.J.R. Properties and Applications of Titanium Alloys: A Brief Review. Rev. Adv. Mater. Sci. 2012, 32, 133–148. [Google Scholar]
- Bhui, A.S.; Bains, P.S.; Sidhu, S.S.; Singh, G. Parametric Optimization of ED Machining of Ti-6Al-4V in CNTs Mixed Dielectric Medium. Mater. Today Proc. 2019, 18, 1532–1539. [Google Scholar] [CrossRef]
- Gugulothu, B. Optimization of Process Parameters on EDM of Titanium Alloy. Mater. Today Proc. 2020, 27, 257–262. [Google Scholar] [CrossRef]
- Ahmed, N.; Ishfaq, K.; Rafaqat, M.; Pervaiz, S.; Anwar, S.; Salah, B. EDM of Ti-6Al-4V: Electrode and Polarity Selection for Minimum Tool Wear Rate and Overcut. Mater. Manuf. Process. 2019, 34, 769–778. [Google Scholar] [CrossRef]
- ACS Material Graphene Nanoplatelets (2–10 nm). Available online: https://www.acsmaterial.com/pub/media/catalog/product/t/d/tds_fluorinated_graphene_171226_1.pdf (accessed on 19 December 2020).
- Chattopadhyay, K.D.; Verma, S.; Satsangi, P.S.; Sharma, P.C. Development of Empirical Model for Different Process Parameters during Rotary Electrical Discharge Machining of Copper-Steel (EN-8) System. J. Mater. Process. Technol. 2009, 209, 1454–1465. [Google Scholar] [CrossRef]
- Sultan, T.; Kumar, A.; Gupta, R.D. Material Removal Rate, Electrode Wear Rate, and Surface Roughness Evaluation in Die Sinking EDM with Hollow Tool through Response Surface Methodology. Int. J. Manuf. Eng. 2014, 2014, 1–16. [Google Scholar] [CrossRef] [Green Version]
- Khan, D.A.; Hameedullah, M. Effect of Tool Polarity on the Machining Characteristics in Electric Discharge Machining of Silver Steel and Statistical Modeling of the Process. Int. J. Eng. Sci. Technol. 2011, 3, 5001–5010. [Google Scholar]
- Ahmed, N.; Ishfaq, K.; Moiduddin, K.; Ali, R.; Al, N. Machinability of Titanium Alloy through Electric Discharge Machining. Mater. Manuf. Process. 2019, 34, 93–102. [Google Scholar] [CrossRef]
- Praveen, L.; Geeta Krishna, P.; Venugopal, L.; Prasad, N.E.C. Effects of Pulse ON and OFF Time and Electrode Types on the Material Removal Rate and Tool Wear Rate of the Ti-6Al-4V Alloy Using EDM Machining with Reverse Polarity Effects of Pulse ON and OFF Time and Electrode Types on the Material Removal Rate and Too. IOP Conf. Ser. Mater. Sci. Eng. 2018, 330, 012083. [Google Scholar] [CrossRef] [Green Version]
- Makenzi, M.M.; Ikua, B.W. A Review of Flushing Techniques Used in Electrical Discharge Machining. Sustain. Res. Innov. Proc. 2012, 4, 162–165. [Google Scholar]
- Kunieda, M.; Lauwers, B.; Rajurkar, K.P.; Schumacher, B.M. Advancing EDM through Fundamental Insight into the Process. CIRP Ann. Manuf. Technol. 2005, 54, 64–87. [Google Scholar] [CrossRef]
- Sahani, O.P.; Kumar, R.; Vashista, M. Effect of Electro Discharge Machining Process Parameters on Material Removal Rate. J. Basic Appl. Eng. Res. 2014, 1, 17–20. [Google Scholar]
- Abdudeen, A.; Qudeiri, J.E.A.; Kareem, A.; Ahammed, T. Recent Advances and Perceptive Insights into Powder-Mixed Dielectric Fluid of EDM. Micromachines 2020, 11, 754. [Google Scholar] [CrossRef]
- Prasanna, J.; Rajamanickam, S.; Kumar, O.A.; Raj, G.K.; Narayanan, P.V.V.S. MRR and TWR Evaluation on Electrical Discharge Machining of Ti-6Al-4V Using Tungsten: Copper Composite Electrode. IOP Conf. Ser. Mater. Sci. Eng. 2017, 197, 012087. [Google Scholar] [CrossRef]
- Zhao, W.S.; Meng, Q.G.; Wang, Z.L. The Application of Research on Powder Mixed EDM in Rough Machining. J. Mater. Process. Technol. 2002, 129, 30–33. [Google Scholar] [CrossRef]
- Reza, M.S.; Azmir, M.A.; Tomadi, S.H.; Hassan, M.A.; Daud, R. Effects of Polarity Parameter on Machining of Tool Steel Workpiece Using Electrical Discharge Machining. In Proceedings of the National Conference in Mechanical Engineering Research and Postgraduate Students, Kuantan, Malaysia, 26–27 May 2010; Volume 9501, pp. 621–626. [Google Scholar]
- Li, L.; Gu, L.; Xi, X.; Zhao, W. Influence of Flushing on Performance of EDM with Bunched Electrode. Int. J. Adv. Manuf. Technol. 2012, 58, 187–194. [Google Scholar] [CrossRef]
- Kumar, R.; Sahani, O.P.; Vashista, M. Effect of EDM Process Parameters on Tool Wear. J. Basic Appl. Eng. Res. 2014, 1, 53–56. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ti | Al | V | O | Fe | C | H | N |
|---|---|---|---|---|---|---|---|---|
| % by Weight | 90.0 | 6.42 | 4.22 | 0.19 | 0.15 | 0.06 | 0.003 | 0.0055 |
| Properties | Magnitude | Units |
|---|---|---|
| Hardness | 36 | HRC |
| Melting Point | 1604–1660 | °C |
| Density | 4.43 | g/cm3 |
| Elastic Modulus | 113 | GPa |
| Ultimate Tensile Strength | 832 | MPa |
| Specific heat capacity | 0.5263 | J/g °C |
| Shear Strength | 550 | MPa |
| Electrical Resistivity | 1.724 × 10−6 | ohm-m |
| Thermal Conductivity | 6.7 | W/m K |
| Control Variables | 1st Level | 2nd Level | 3rd Level |
|---|---|---|---|
| Servo Voltage | 3 V | 4 V | 5 V |
| Current | 6 A | 8 A | 10 A |
| Pulse time ratio | 0.5 | 1 | 1.5 |
| Flushing Time | 4 µsec | 6 µsec | 8 µsec |
| Polarity | Positive (1) | Negative (2) | -- |
| Electrode material | Al (1) | Brass (2) | Cu (3) |
| Characteristics | Magnitude/Value |
|---|---|
| Colour | Black/grey powder |
| Thickness | 2–10 nm |
| Radius | 1–5 µm |
| Density | (6–9) × 10−2 g/mL |
| Carbon percentage | >99% |
| Electrical conductivity | 8 × 104 S/m |
| Surplus Impurities | <1wt. % |
| Water Percentage (wt.) | <2wt. % |
| Specific surface area | 20–40 m2/g |
| Exp. No. | Input Parameters | Output Responses | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Polarity | Electrode | Spark Voltage | Current | Pulse Time Ratio | Flushing Time | Graphene Based Dielectric | Kerosene Based Dielectric | |||
| MRR | TWR | MRR | TWR | |||||||
| 1 | +ve | Al | 3 | 6 | 0.5 | 4 | 0.319 | 2.010 | 0.120 | 4.520 |
| 2 | +ve | Al | 4 | 8 | 1.0 | 6 | 0.493 | 2.410 | 0.243 | 16.14 |
| 3 | +ve | Al | 5 | 10 | 1.5 | 8 | 0.176 | 3.000 | 0.193 | 10.12 |
| 4 | +ve | Brass | 3 | 6 | 0.5 | 4 | 0.136 | 29.02 | 0.494 | 31.80 |
| 5 | +ve | Brass | 4 | 8 | 1.0 | 6 | 2.277 | 58.03 | 0.830 | 41.38 |
| 6 | +ve | Brass | 5 | 10 | 1.5 | 8 | 0.258 | 38.24 | 2.564 | 33.60 |
| 7 | +ve | Cu | 3 | 6 | 0.5 | 4 | 0.521 | 0.170 | 0.088 | 0.440 |
| 8 | +ve | Cu | 4 | 8 | 1.0 | 6 | 1.428 | 0.960 | 0.508 | 1.390 |
| 9 | +ve | Cu | 5 | 10 | 1.5 | 8 | 1.051 | 1.150 | 1.508 | 1.250 |
| 10 | -ve | Al | 3 | 6 | 0.5 | 4 | 0.713 | 25.71 | 1.832 | 38.18 |
| 11 | -ve | Al | 4 | 8 | 1.0 | 6 | 4.685 | 63.91 | 4.621 | 70.91 |
| 12 | -ve | Al | 5 | 10 | 1.5 | 8 | 3.312 | 52.88 | 4.119 | 10.21 |
| 13 | -ve | Brass | 3 | 6 | 0.5 | 4 | 3.405 | 19.33 | 0.648 | 15.32 |
| 14 | -ve | Brass | 4 | 8 | 1.0 | 6 | 7.602 | 55.20 | 2.254 | 39.56 |
| 15 | -ve | Brass | 5 | 10 | 1.5 | 8 | 5.615 | 30.00 | 1.266 | 35.40 |
| 16 | -ve | Cu | 3 | 6 | 0.5 | 4 | 6.616 | 1.200 | 0.548 | 0.490 |
| 17 | -ve | Cu | 4 | 8 | 1.0 | 6 | 1.131 | 1.620 | 1.209 | 1.800 |
| 18 | -ve | Cu | 5 | 10 | 1.5 | 8 | 0.343 | 1.940 | 0.760 | 3.920 |
| Responses | Optimal Setting for Graphene Mixed Dielectric | Response Magnitude with Graphene Dielectric | Optimal Setting for Kerosene Dielectric | Response Magnitude with Kerosene Dielectric | Improvement in Response Magnitude |
|---|---|---|---|---|---|
| Material removal rate (mm3/min) | Current: 10 Amps | 7.602 | Current: 6 Amps | 4.621 | 64.5% |
| Electrode: Brass | Electrode: Aluminium | ||||
| Polarity: Negative | Polarity: Negative | ||||
| Pulse time ratio: 1.0 | Pulse time ratio: 0.5 | ||||
| Flushing time: 8 µsec | Flushing time: 4 µsec | ||||
| Spark voltage: 4 V | Spark voltage: 5 V | ||||
| Tool wear rate (mg/min) | Current: 8 Amps | 0.170 | Current: 6 Amps | 0.440 | 1.5 times |
| Electrode: Copper | Electrode: Copper | ||||
| Polarity: Positive | Polarity: Positive | ||||
| Pulse time ratio: 1.0 | Pulse time ratio: 1.0 | ||||
| Flushing time: 4 µsec | Flushing time: 6 µsec | ||||
| Spark voltage: 3 V | Spark voltage: 3 V |
| Responses | Optimal Setting for Graphene Mixed Dielectric | Response Magnitude with Graphene Dielectric | Optimal Setting for Kerosene Dielectric | Response Magnitude with Kerosene Dielectric |
|---|---|---|---|---|
| Material removal rate (mm3/min) | Current: 6Amps Electrode: Copper Polarity: Negative Pulse time ratio: 0.5 Flushing time: 4 µsec Spark voltage: 3 V | 6.616 | Current: 10 Amps Electrode: Aluminium Polarity: Negative Pulse time ratio: 1.5 Flushing time: 8 µsec Spark voltage: 5 V | 4.119 |
| Tool wear rate (mg/min) | 1.200 | 10.21 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ishfaq, K.; Asad, M.; Anwar, S.; Pruncu, C.I.; Saleh, M.; Ahmad, S. A Comprehensive Analysis of the Effect of Graphene-Based Dielectric for Sustainable Electric Discharge Machining of Ti-6Al-4V. Materials 2021, 14, 23. https://doi.org/10.3390/ma14010023
Ishfaq K, Asad M, Anwar S, Pruncu CI, Saleh M, Ahmad S. A Comprehensive Analysis of the Effect of Graphene-Based Dielectric for Sustainable Electric Discharge Machining of Ti-6Al-4V. Materials. 2021; 14(1):23. https://doi.org/10.3390/ma14010023
Chicago/Turabian StyleIshfaq, Kashif, Muhammad Asad, Saqib Anwar, Catalin I. Pruncu, Mustafa Saleh, and Shafiq Ahmad. 2021. "A Comprehensive Analysis of the Effect of Graphene-Based Dielectric for Sustainable Electric Discharge Machining of Ti-6Al-4V" Materials 14, no. 1: 23. https://doi.org/10.3390/ma14010023
APA StyleIshfaq, K., Asad, M., Anwar, S., Pruncu, C. I., Saleh, M., & Ahmad, S. (2021). A Comprehensive Analysis of the Effect of Graphene-Based Dielectric for Sustainable Electric Discharge Machining of Ti-6Al-4V. Materials, 14(1), 23. https://doi.org/10.3390/ma14010023