Optimization of Pickling Solution for Improving the Phosphatability of Advanced High-Strength Steels

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
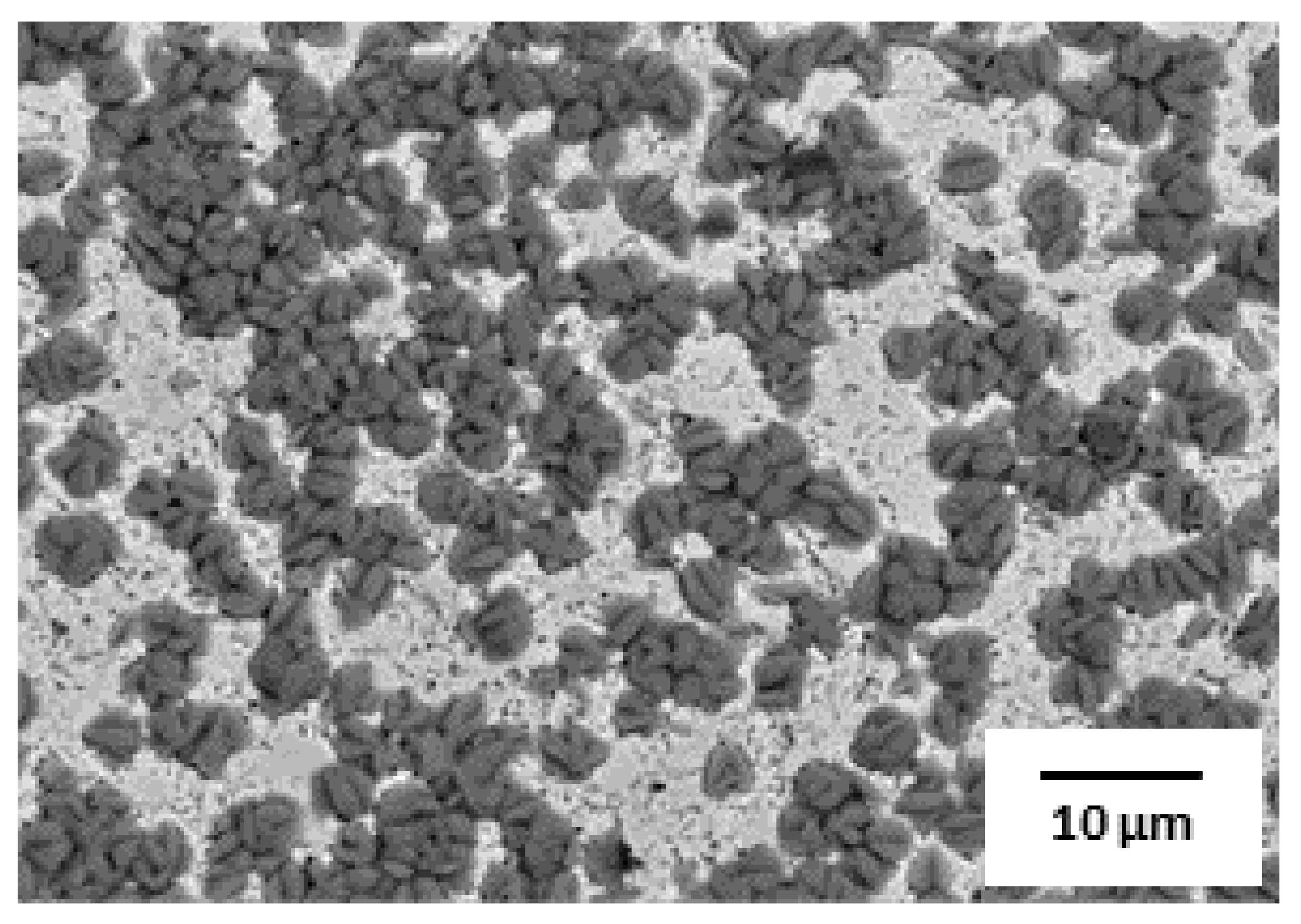
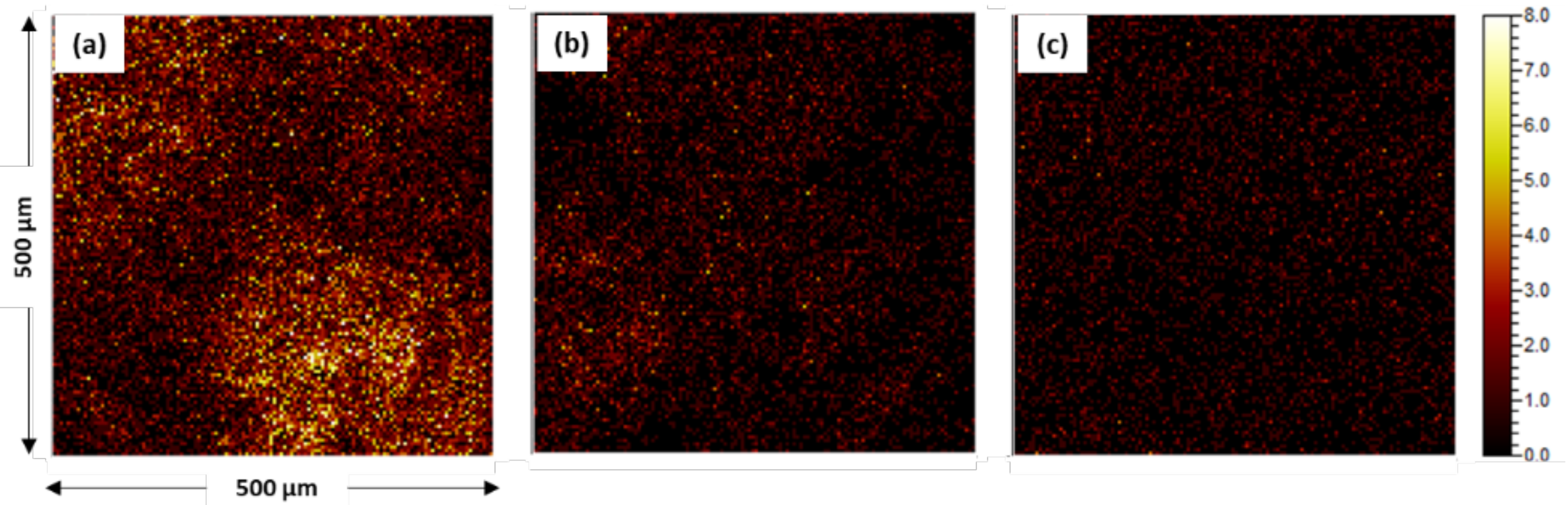
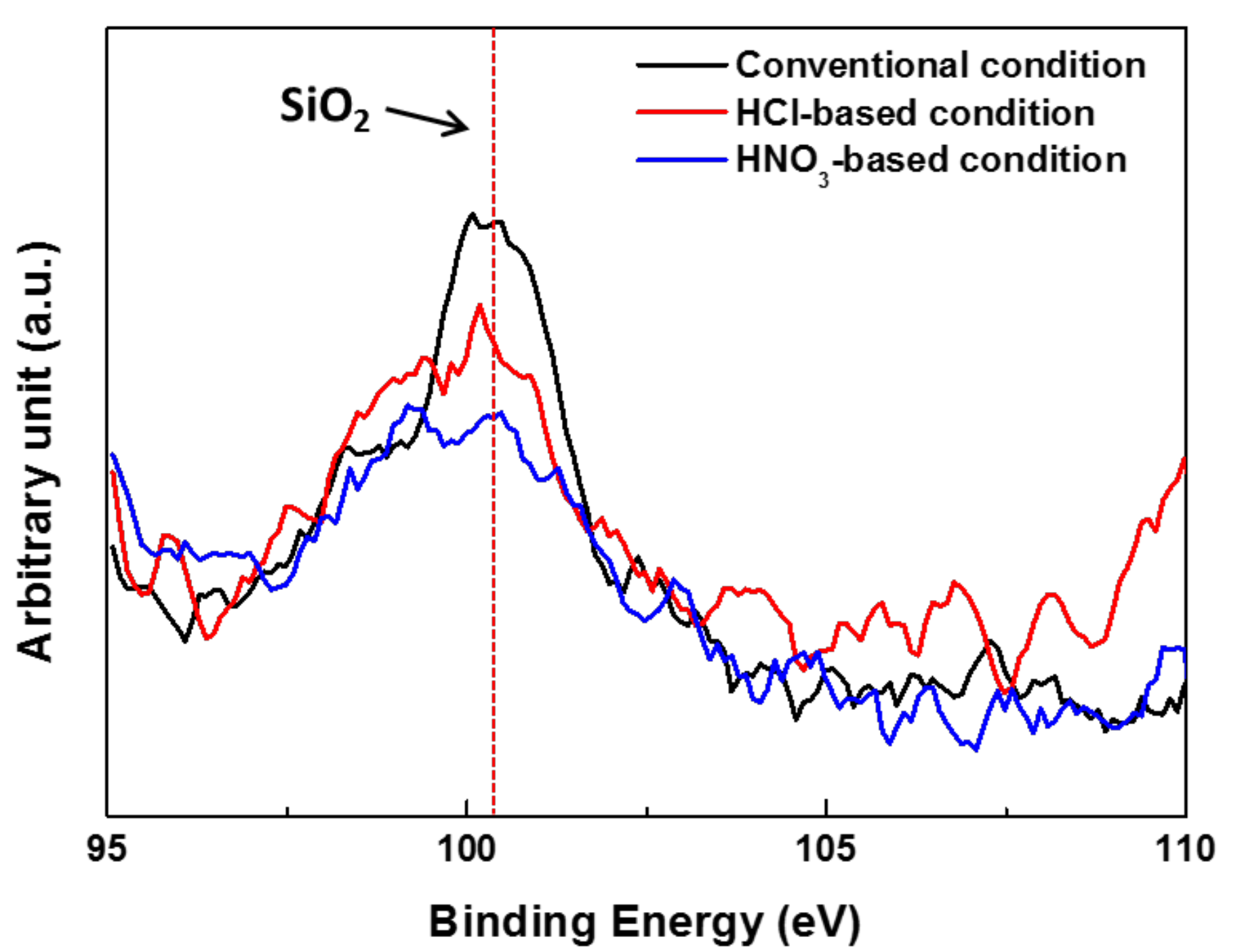
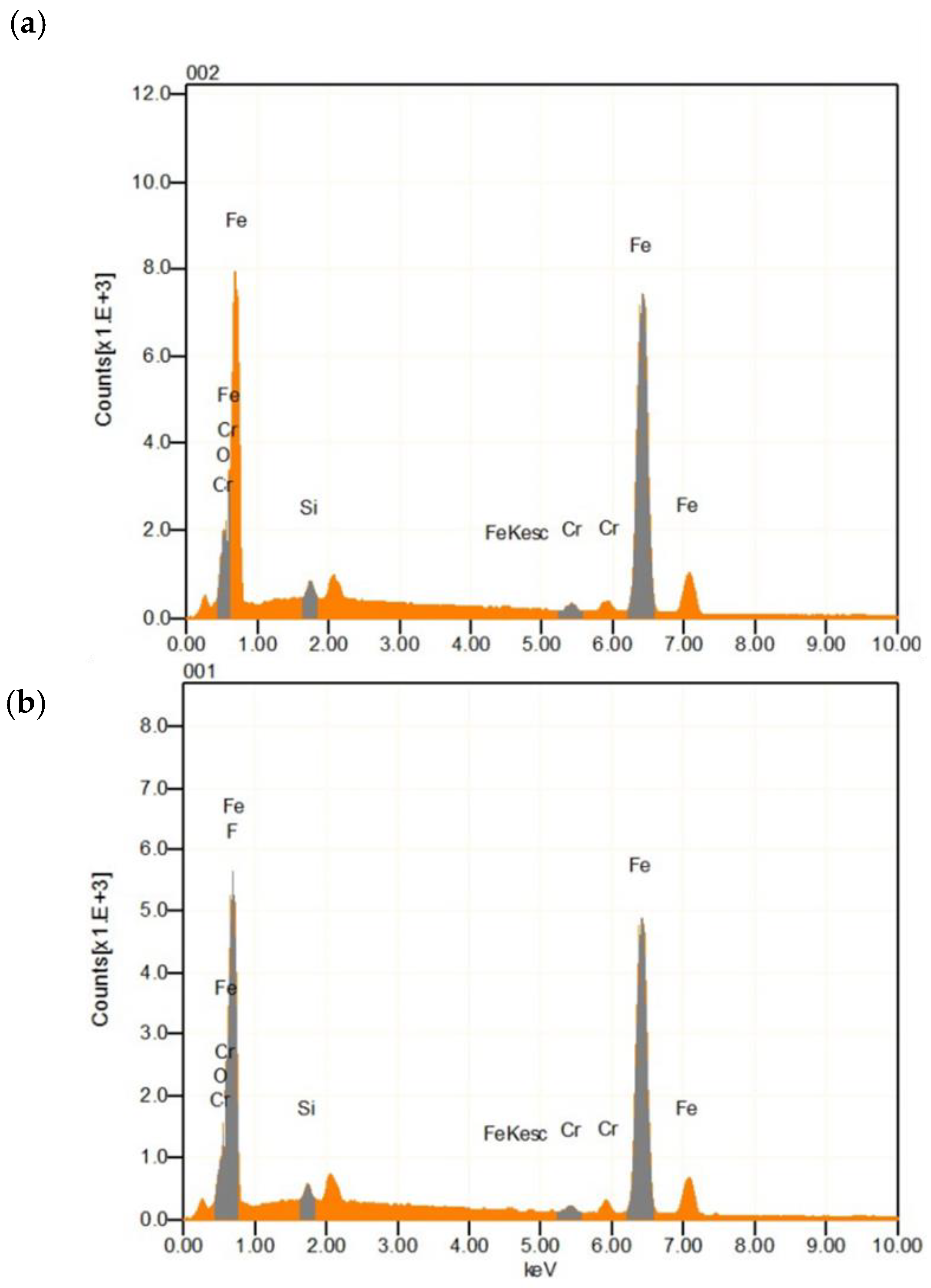
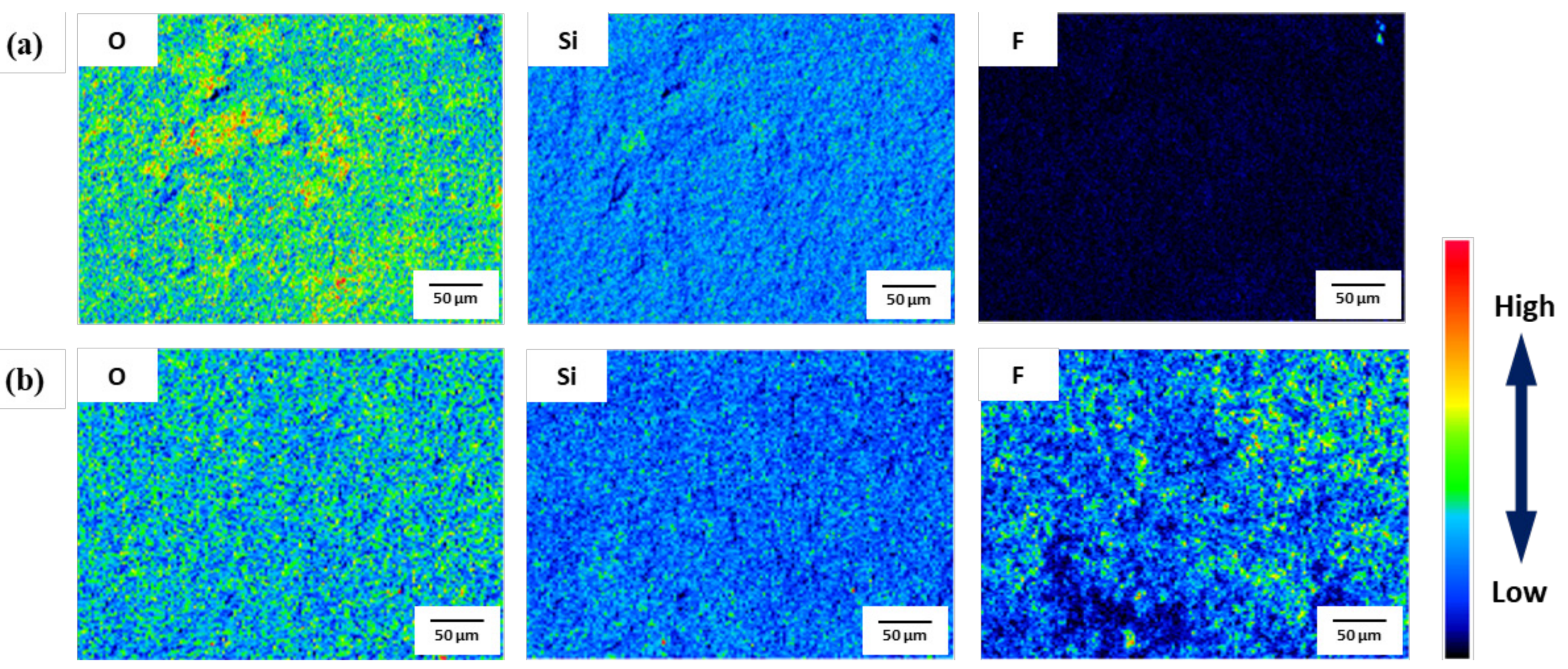
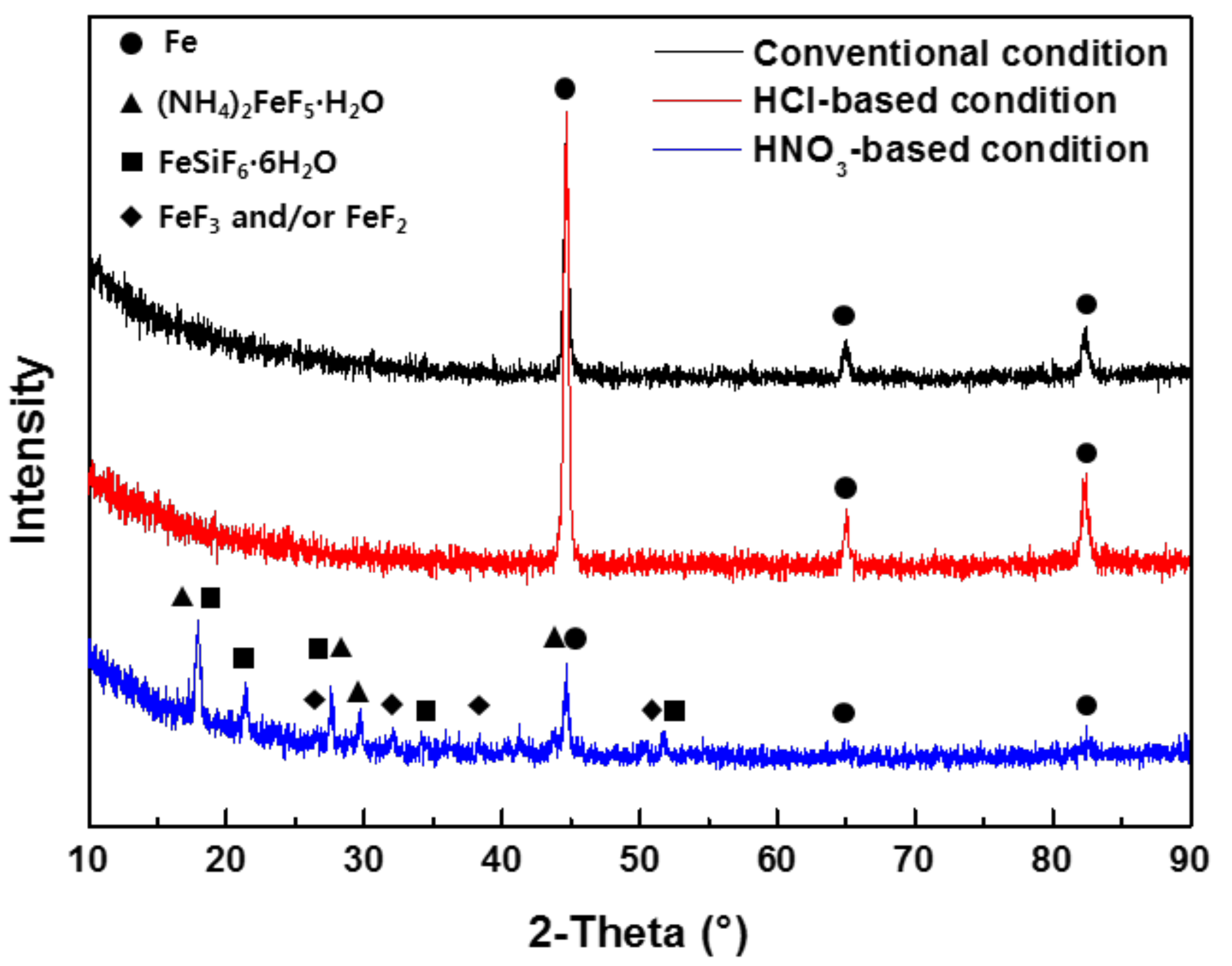
3.1. Surface Analysis
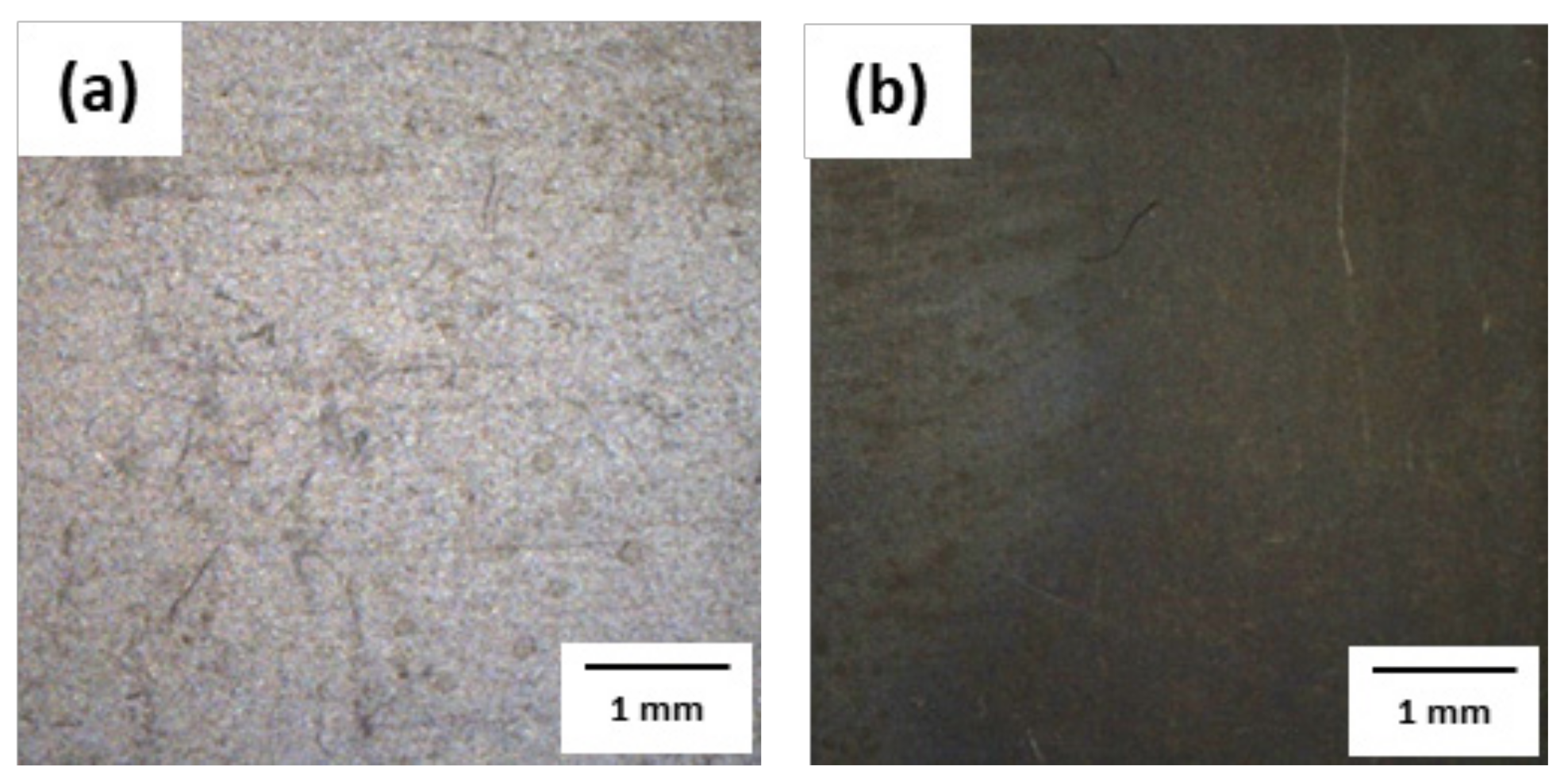
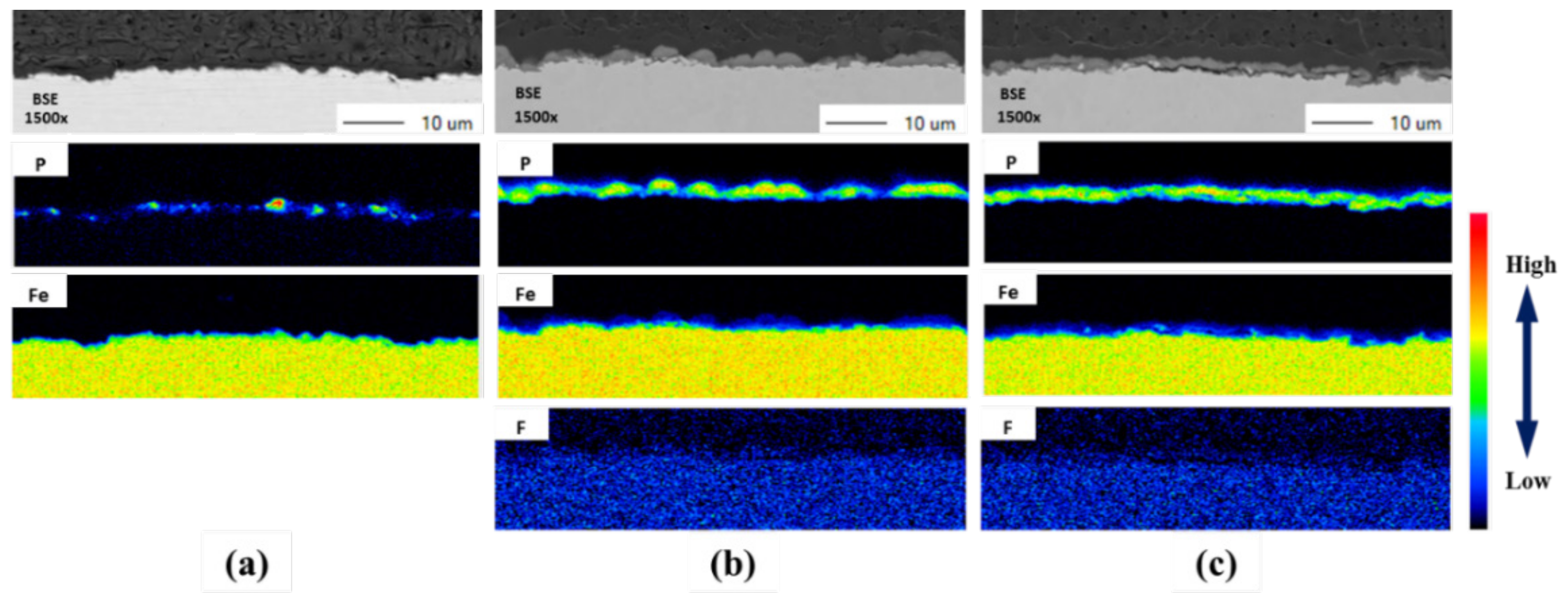
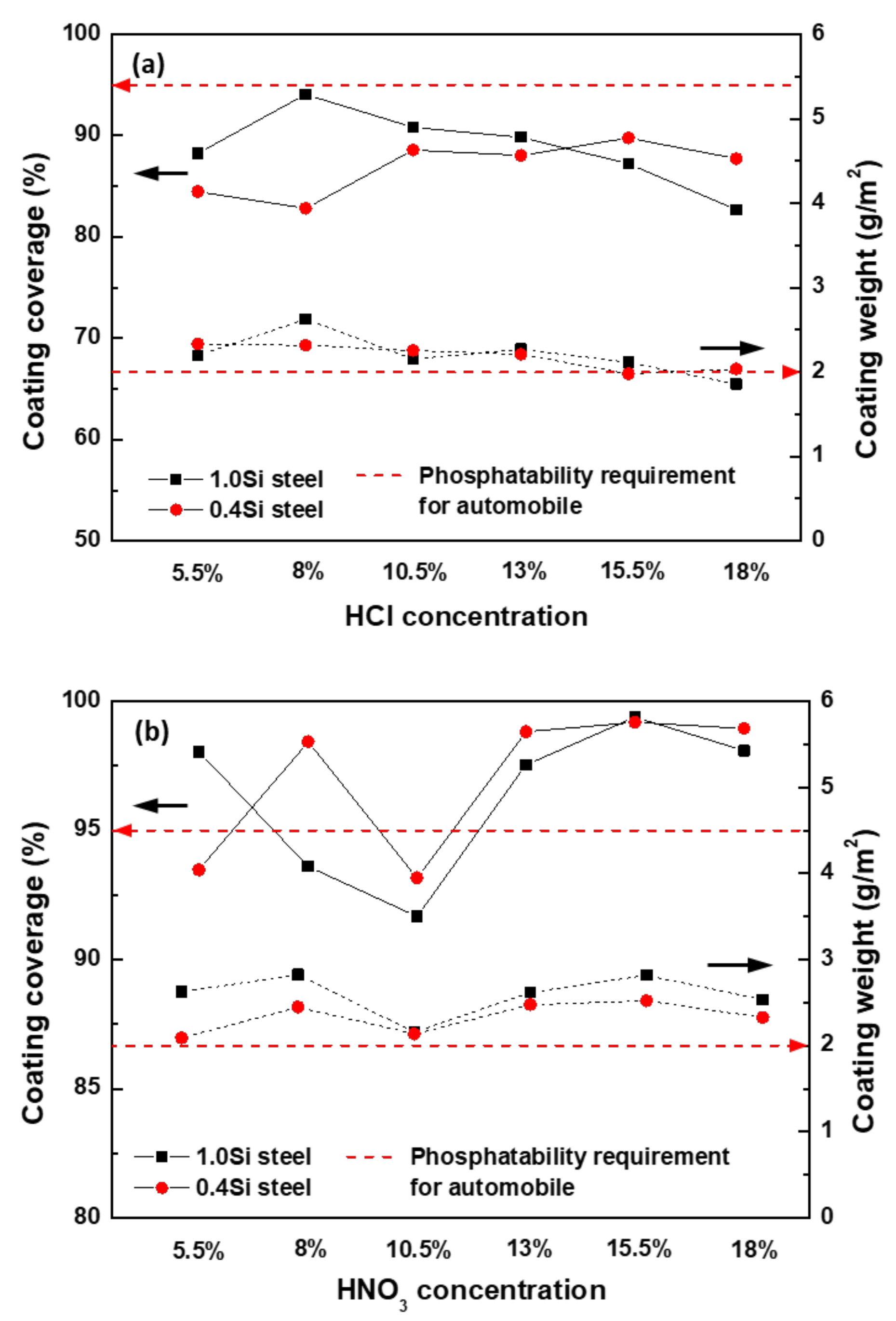
3.2. Phosphatability
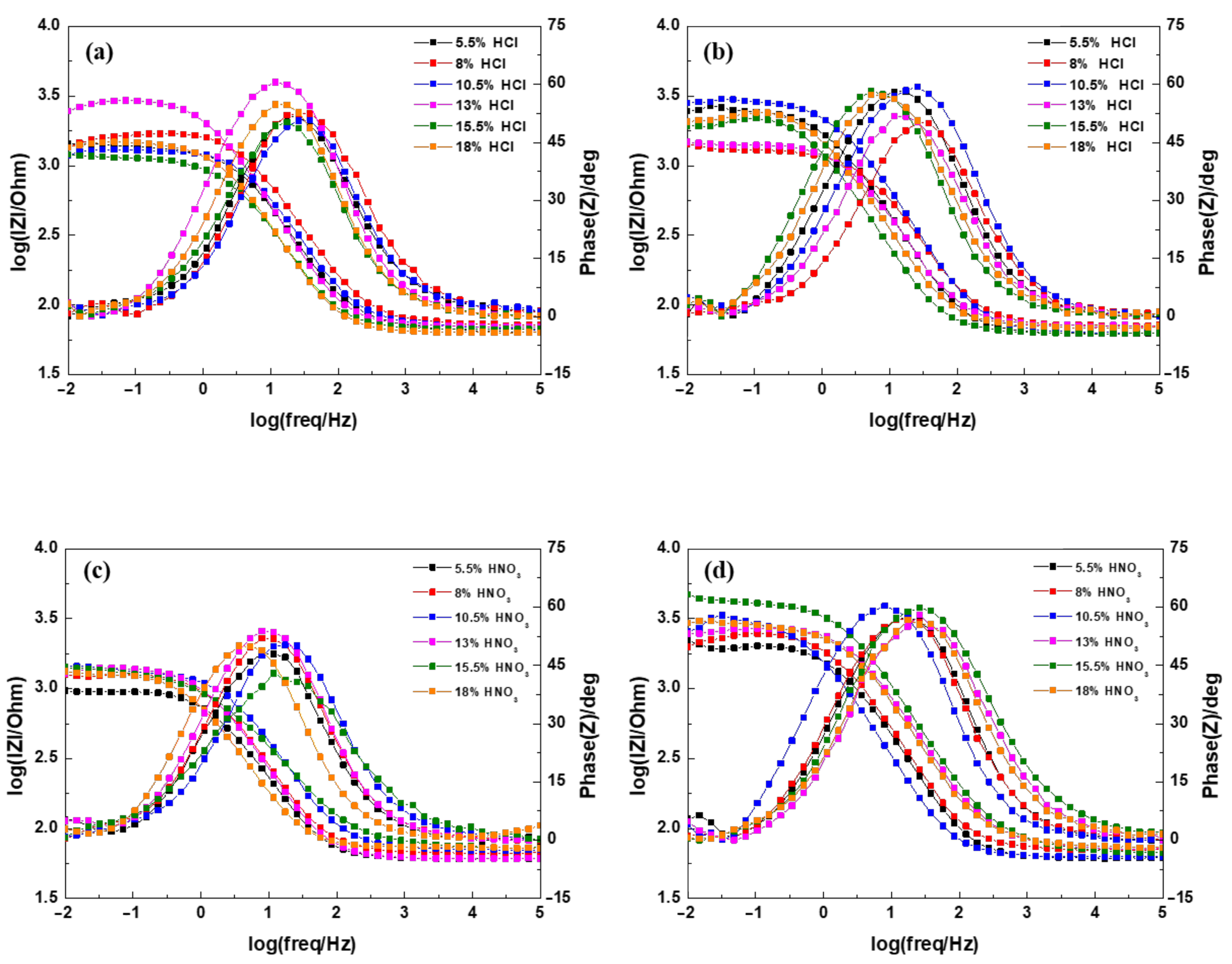
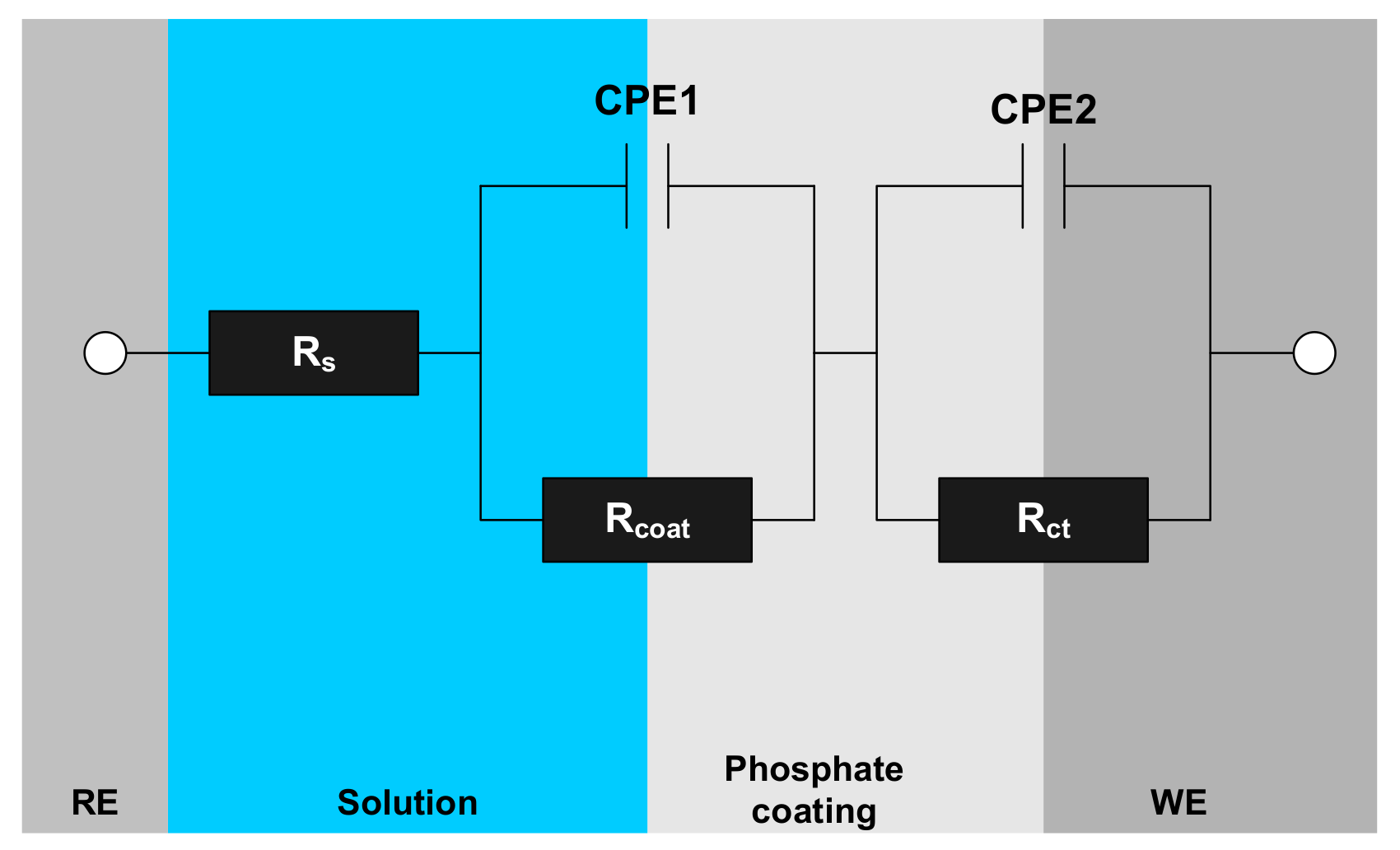
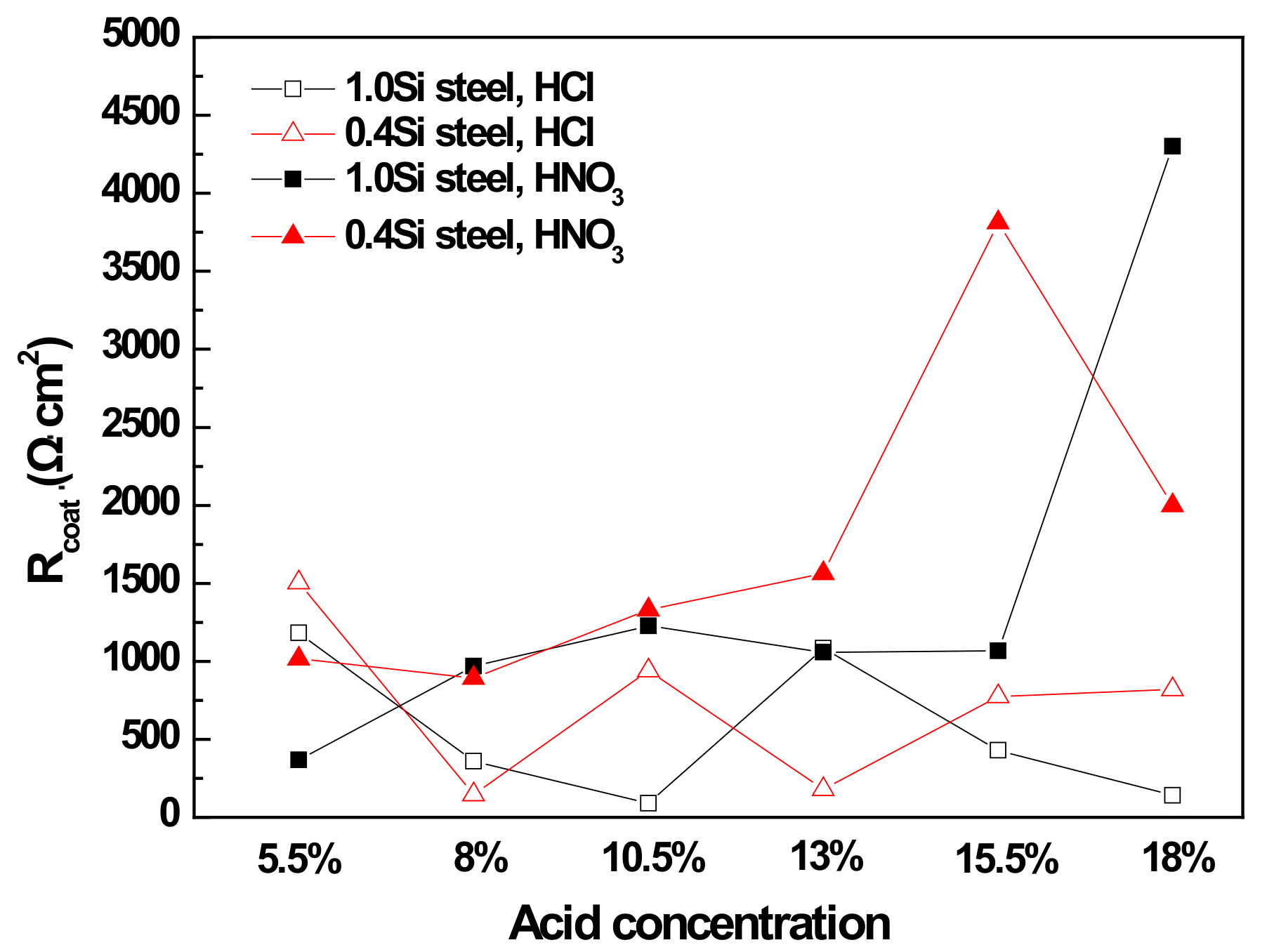
3.3. Electrochemical Imedance Spectroscopy
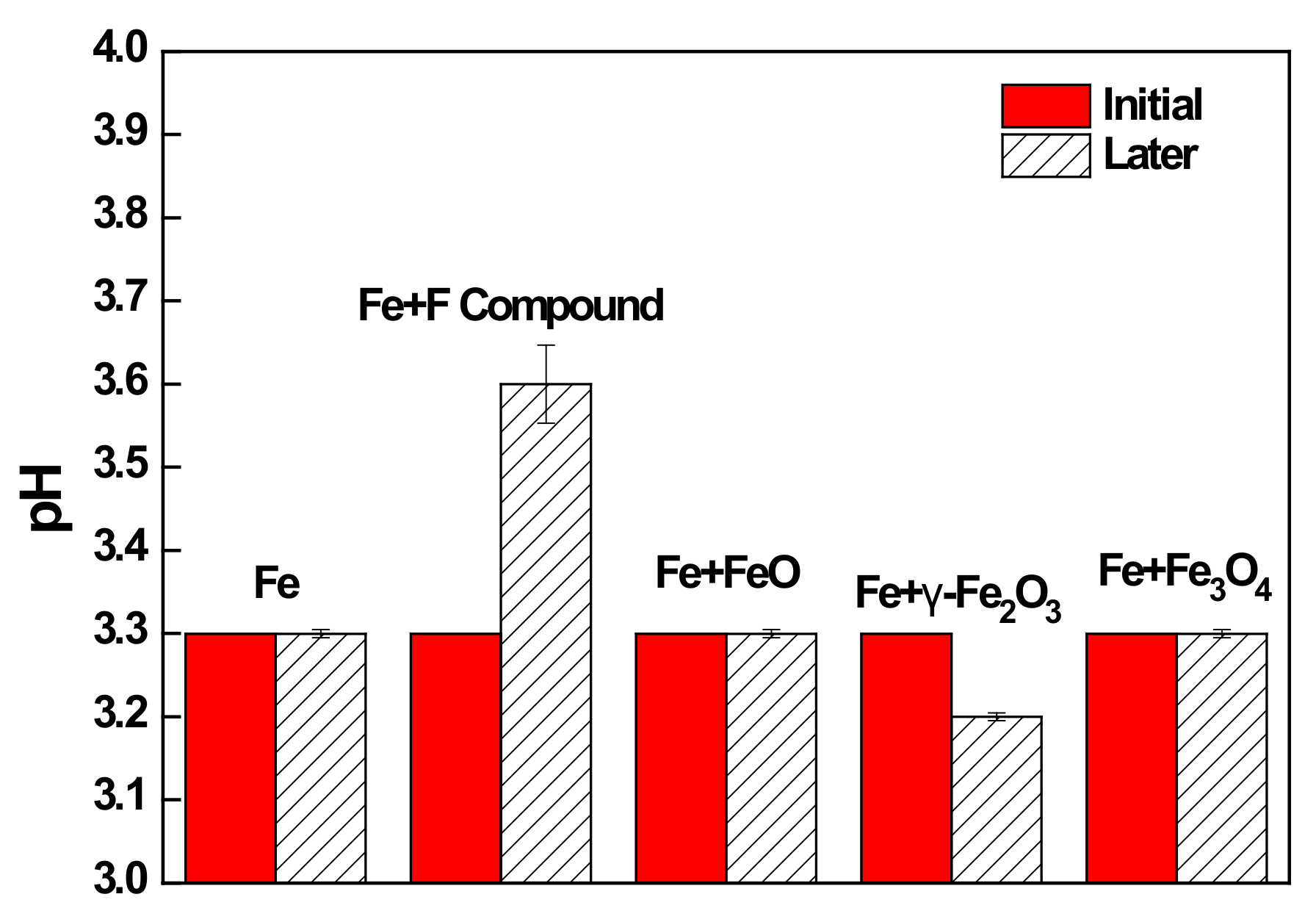
3.4. pH Measurement
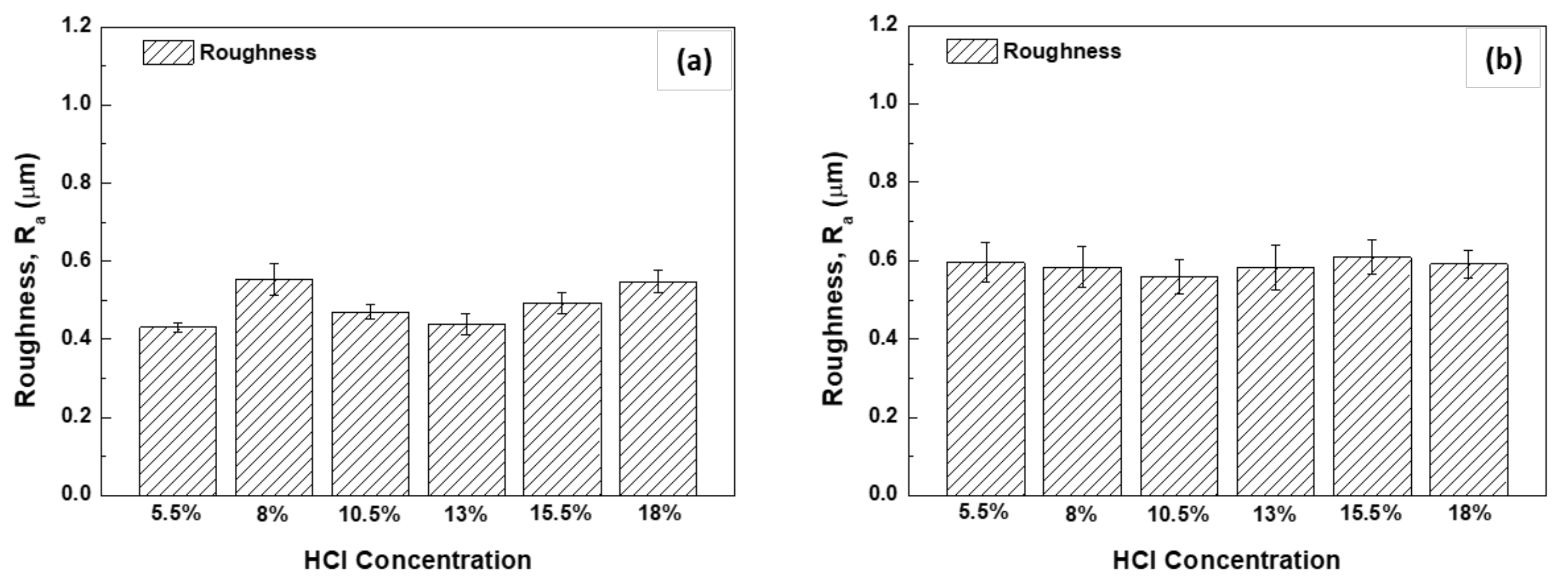
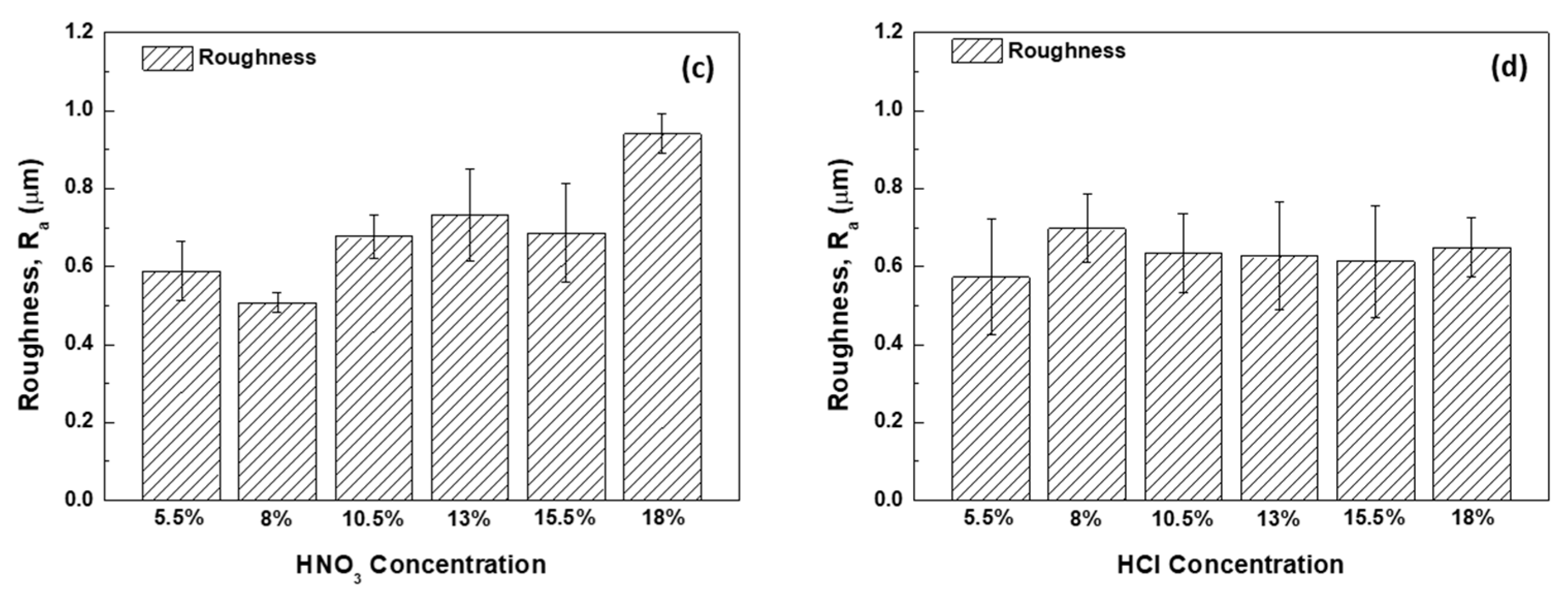
3.5. Surface Roughness Measurement
4. Conclusions
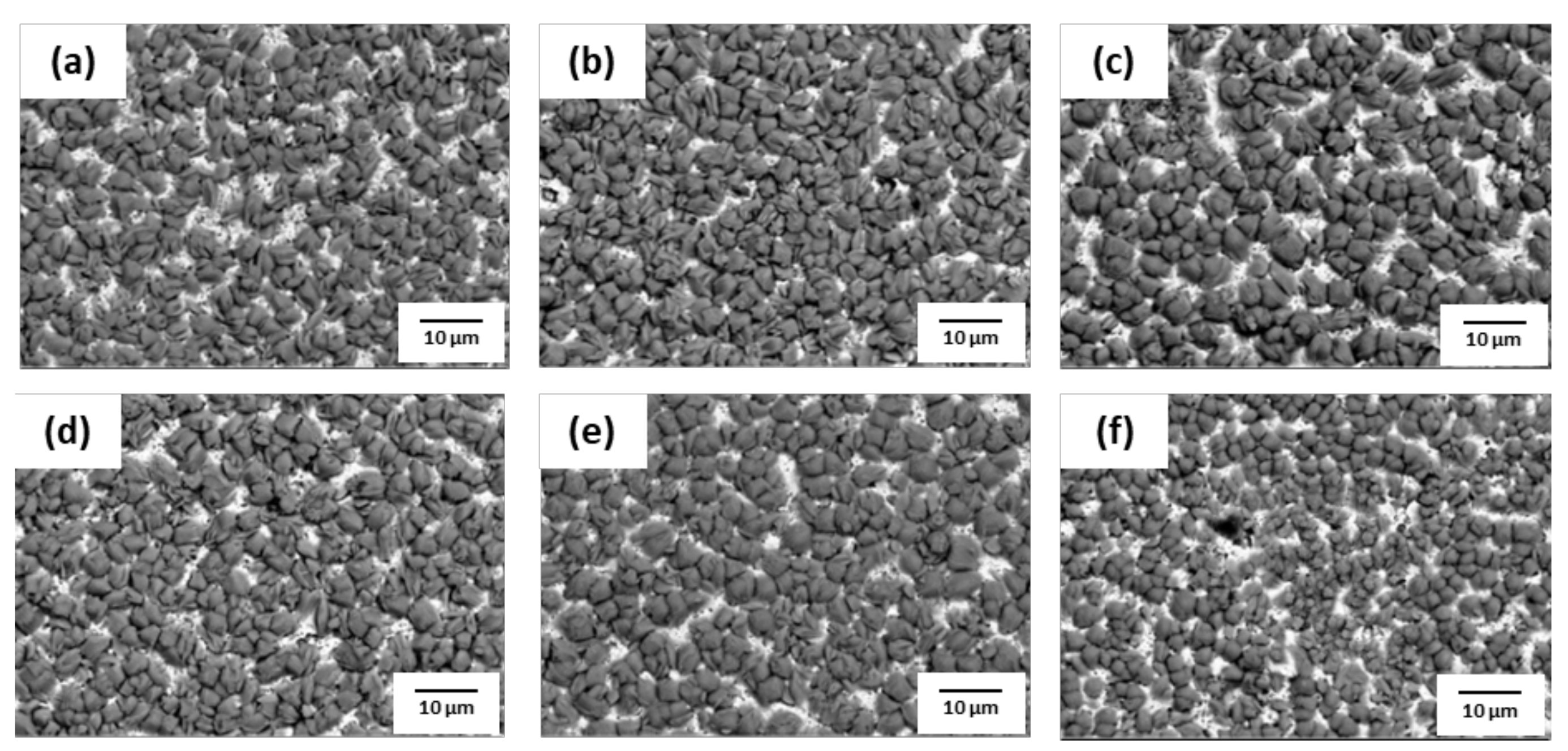
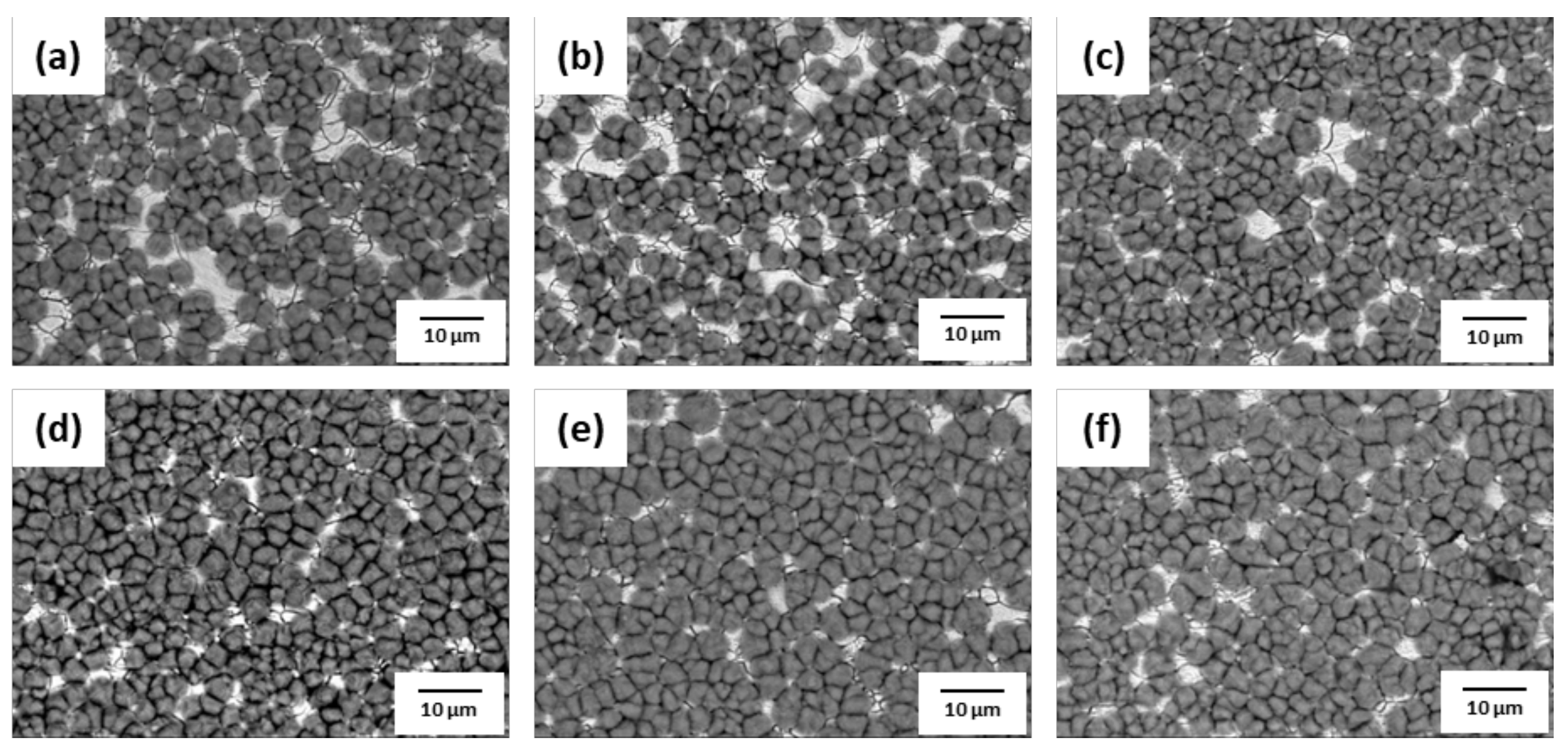
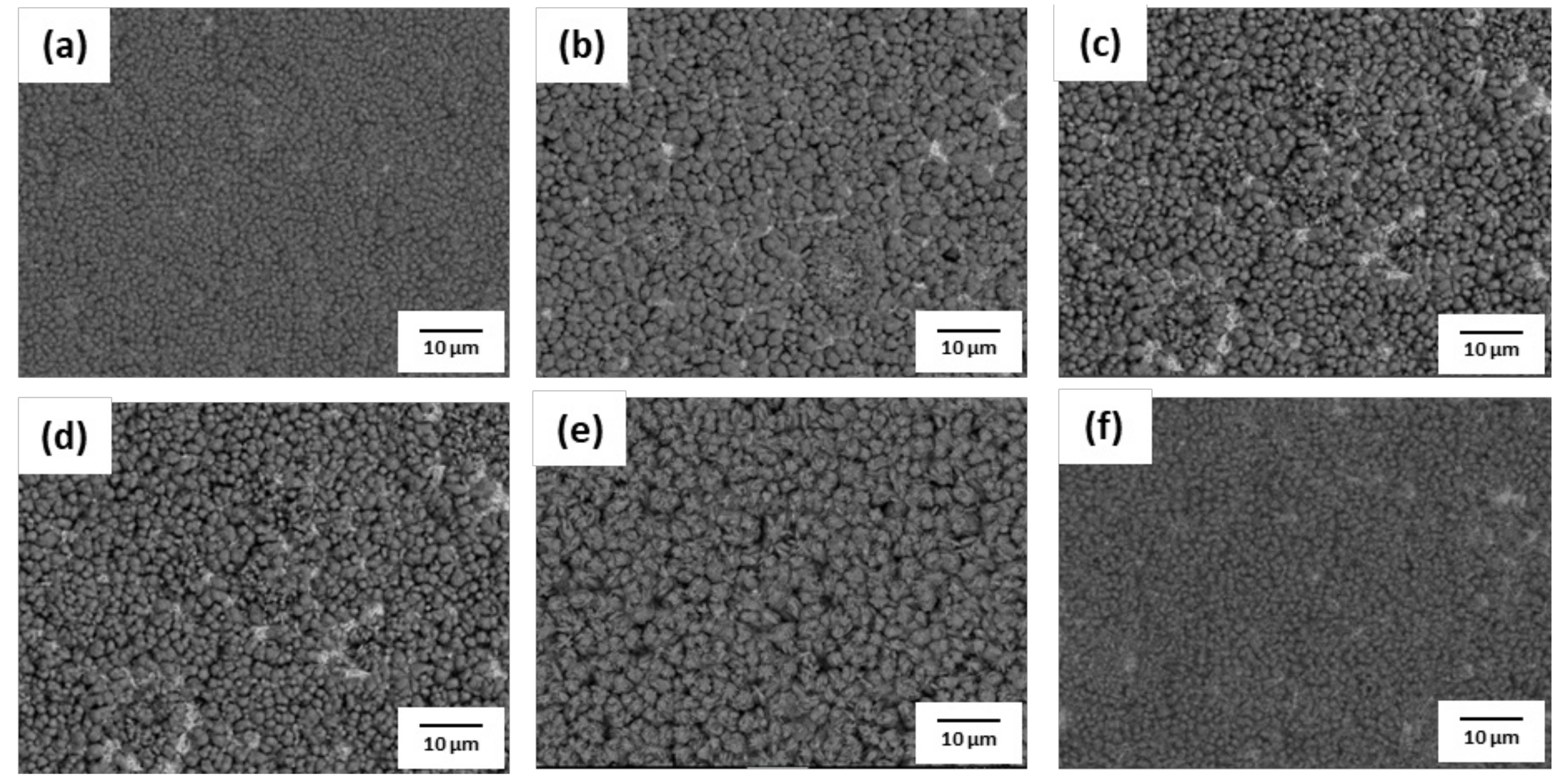
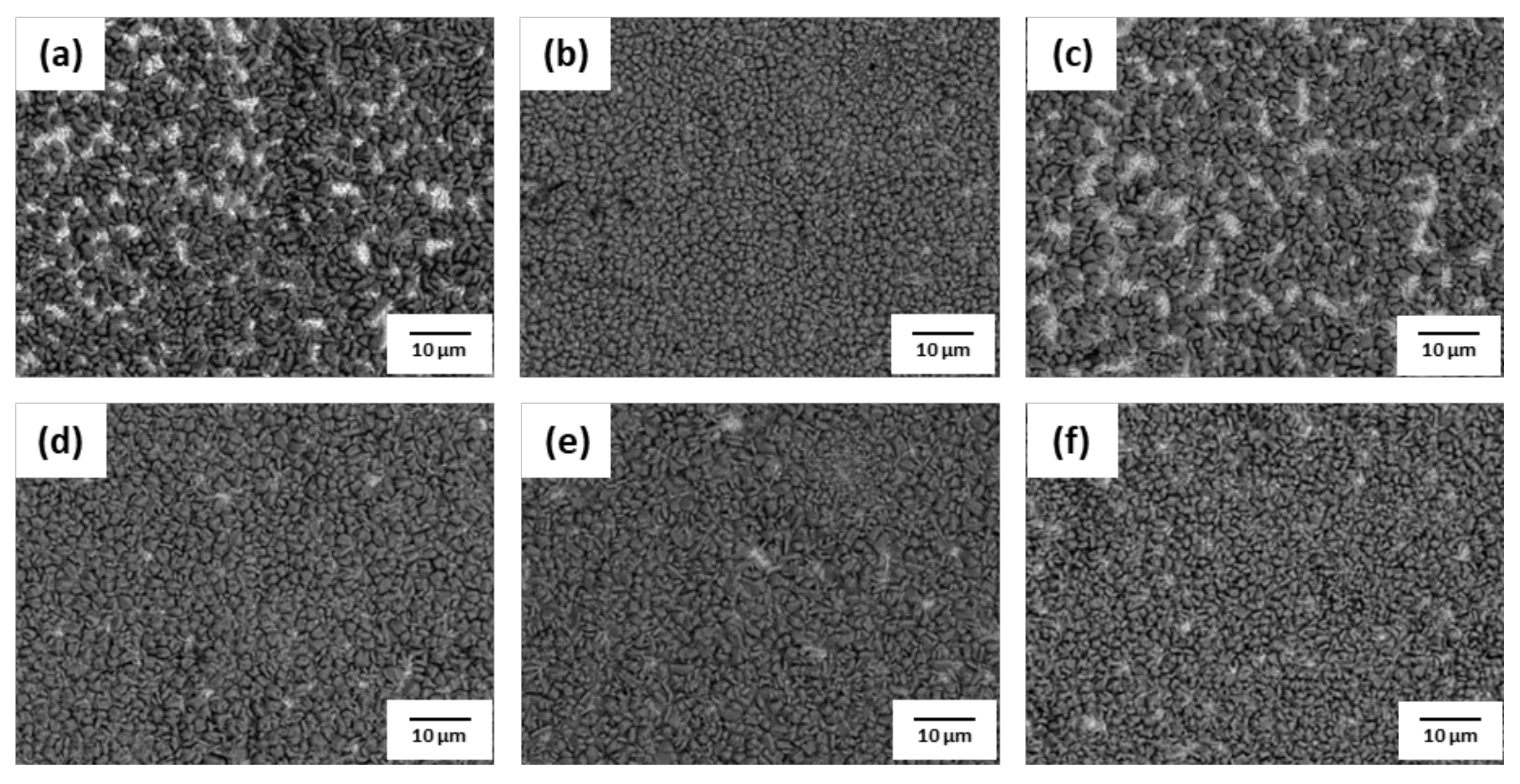
- With HNO3-based pickling solutions, the phosphatability improved remarkably at HNO3 concentrations higher than 13% for both steels. Furthermore, the phosphate crystals became finer after pickling with a HNO3-based solution compared to those with a HCl-based solution.
- SiO2 was noticeably removed by a pickling solution with NH4HF2.
- The corrosion resistance of phosphate-treated AHSS was higher using a HNO3-based pickling condition compared to a HCl-based pickling condition.
- With HNO3-based pickling solutions, F compounds, which are involved in the phosphate treatment process, formed on the surface of the AHSS. The F compounds reacted with the phosphate solution to increase the pH of the phosphate solution, thereby greatly improving the phosphatability of AHSS.
- The phosphatability was better under HNO3-based pickling conditions than under HCl-based pickling conditions due to the increased surface roughness.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kulekei, M.M. Magnesium and its alloys applications in automotive industry. Int. J. Adv. Manuf. Technol. 2008, 39, 851–865. [Google Scholar] [CrossRef]
- Tisza, M.; Czinege, I. Comparative study of the application of steels and aluminum in lightweight production of automotive parts. Int. J. Lightweight Mater. Manuf. 2018, 1, 229–238. [Google Scholar]
- Machado, J.J.M.; Nunes, P.D.P.; Marques, E.A.S.; Da Silva, L.F.M. Adhesive joints using aluminium and CFRP substrates tested at low and high temperature under quasi-static and impact conditions for the automotive industry. Compos. Part B 2019, 158, 102–116. [Google Scholar] [CrossRef]
- Kang, J.; Rao, H.; Zhang, R.; Avery, K.; Su, X. Tensile and fatigue behavior of self-piercing revets of CFRP to aluminium for automotive application. IOP Conf. Ser. Mater. Sci. Eng. 2016, 137, 12–25. [Google Scholar] [CrossRef] [Green Version]
- Matheis, R.; Eckstein, L. Aluminium-carbon fibre-reinforced polymer hybrid crash management system incorporating braided tubes. Int. J. Automot. Compos. 2016, 2, 330–355. [Google Scholar] [CrossRef]
- Fathyunes, L.; Azadbeh, M.; Tanhaei, M.; Sheykholeslami, S.O.R. Study on an elaborated method to improve corrosion resistance of zinc phosphate coating. J. Coat. Technol. Res. 2017, 14, 709–720. [Google Scholar] [CrossRef]
- Kathavate, V.S.; Pawar, D.N.; Bagal, N.S.; Deshpande, P.P. Role of nano ZnO particles in the electrodeposition and growth mechanism of phosphate coatings for enhancing the anti-corrosive performance of low carbon steel in 3.5% NaCl aqueous solution. J. Alloys Compd. 2020, 823, 153812. [Google Scholar] [CrossRef]
- Tegehall, P.-E.; Vannerberg, N.G. Nucleation and formation of zinc phosphate conversion coating on cold-rolled steel. Corros. Sci. 1991, 32, 635–652. [Google Scholar] [CrossRef]
- Nomura, M.; Hashimoto, I.; Kamura, M.; Kozuma, S. Development of high strength cold-rolled steel-sheets with excellent phosphatability. Kobeco Technol. Rev. 2007, 28, 44–48. [Google Scholar]
- Jung, B.H.; Lee, K. Method and Device for Pickling Ultra-High Strength Steel Sheet. Kr. Patent KR101696117B1, 13 January 2017. [Google Scholar]
- Park, H.K.; Nho, H.S.; Kwak, S.J.; Park, S.H. Method for Pickling Hot Rolled Steel Sheet Having Advanced High Strength. Kr. Patent KR20120074135A, 5 July 2012. [Google Scholar]
- Lee, C.T. Non-HF type etching solution for slimming of flat panel display glass. Appl. Chem. Eng. 2016, 27, 101–109. [Google Scholar] [CrossRef] [Green Version]
- Kraydenko, R.I.; Dyachenko, A.N.; Malyutin, L.N.; Petlin, I.V. The mechanism for production of beryllium fluoride from the product of ammonium fluoride processing of beryllium-containing raw material. IOP Conf. Ser. Mater. Sci. Eng. 2016, 135, 12–21. [Google Scholar] [CrossRef] [Green Version]
- Pastushenko, A.; Lysenko, V. Electrochemical synthesis of luminescent ferrous fluorosilicate hexahydrate (FeSiF6·6H2O) nano-powders. RSC Adv. 2016, 6, 8093–8095. [Google Scholar] [CrossRef]
- Reddy, R.G.; Wang, S.; Chen, B. Solubility of iron in spent pickling solutions. Min. Met. Explor. 1993, 10, 102–107. [Google Scholar] [CrossRef]
- Sartor, M.; Buchloh, D.; Rogener, F.; Reichardt, T. Removal of iron fluorides from spent mixed acid pickling solutions by colling precipitation at extreme temperatures. Chem. Eng. J. 2009, 153, 50–55. [Google Scholar] [CrossRef]
- Park, H.S.; Cho, J.H.; Jung, J.H.; Duy, P.P.; Le, A.H.T.; Yi, J. A review of wet chemical etching of glass in hydrofluoric acid based solution for thin film silicon solar cell application. Curr. Phot. Res. 2017, 5, 75–82. [Google Scholar]
- Kim, K.H.; Lee, S.H.; Nguyen, D.N.; Kim, J.G. Effect of cobalt on the corrosion resistance of low alloy steel in sulfuric acid solution. Corros. Sci. 2011, 53, 3576–3587. [Google Scholar] [CrossRef]
- Hong, M.S.; Kim, S.H.; Im, S.Y.; Kim, J.G. Effect of Ascorbic acid on the pitting resistance of 316L stainless steel in synthetic tap water. Met. Mater. Int. 2016, 22, 621–629. [Google Scholar] [CrossRef]
- Kissi, M.; Bouklah, M.; Hammouti, B.; Benkaddour, M. Establishment of equivalent circuits from electrochemical impedance spectroscopy study of corrosion inhibition of steel by pyrazine in sulphuric acidic solution. Appl. Surf. Sci. 2006, 252, 4190–4197. [Google Scholar] [CrossRef]
- Sankara Narayanan, T.S.N. Surface pretreatment by phosphate conversion coatings—A review. Rev. Adv. Mater. Sci. 2005, 9, 130–177. [Google Scholar]
- Asadi, V.; Danaee, I.; Eskandari, H. The effect of immersion time and immersion temperature on the corrosion behavior of zinc phosphate conversion coatings on carbon steel. Mater. Res. 2015, 18, 706–713. [Google Scholar] [CrossRef] [Green Version]
- Jones, D.A. Principles and Prevention of Corrosion, 2nd ed.; Prentice Hall, Inc.: Upper Saddle River, NJ, USA, 1996. [Google Scholar]
- Kim, H.J. Variation of phosphatability with chemical composition and surface roughness of steel sheet. Surf. Eng. 1998, 14, 265–267. [Google Scholar] [CrossRef]
- Meshri, D.T. Kirk-Othmer Encyclopedia of Chemical Technology; Fluorine Compounds, Inorganic, Iron, 5th ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2000. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grade | C | Mn | Si | P | S |
|---|---|---|---|---|---|
| 0.4Si steel | 0.17 | 2.8 | 0.25 | 0.02 | 0.005 |
| 1.0Si steel | 0.1 | 2.8 | 1.2 | 0.03 | 0.003 |
| Parameter | Conventional Pickling Condition | HCl-Based Pickling Condition | HNO3-Based Pickling Condition |
|---|---|---|---|
| Inorganic acid | HCl | HCl | HNO3 |
| Acid concentration (wt.%) | 5.5, 18 | 5.5, 8, 10.5, 13, 15.5, 18 | 5.5, 8, 10.5, 13, 15.5, 18 |
| Additives | − | NH4HF2 (30 wt.%) | NH4HF2 (30 wt.%) |
| Temperature (°C) | 55 | 55 | 55 |
| Time (s) | Within 7 | 7 | 7 |
| Chemicals | NaCl | CaCl2 | NaHCO3 | (NH4)2SO4 |
|---|---|---|---|---|
| SAE solution (wt.%) | 0.05 | 0.1 | 0.075 | 0.35 |
| Parameter | Fe | O | Si | F | Cr |
|---|---|---|---|---|---|
| HCl-based pickling condition (%) | 94.13 | 3.77 | 0.85 | − | 1.25 |
| HNO3-based pickling condition (%) | 92.25 | 1.98 | 0.85 | 3.56 | 1.36 |
| Acid | Steel | Concentration | Rs (Ω∙cm2) | CPE1 | Rcoat (Ω∙cm2) | CPE2 | Rct (Ω∙cm2) | ||
|---|---|---|---|---|---|---|---|---|---|
| Qcoat (μF/cm2) | n1 | Qct (μF/cm2) | n2 | ||||||
| HCl | 1.0Si | 5.5% | 62.98 | 56 | 0.8 | 1183 | 45.5 | 0.8 | 279.8 |
| 8% | 72.35 | 149 | 0.7301 | 358.2 | 42.4 | 0.9004 | 1285 | ||
| 10.5% | 63.58 | 178.3 | 0.5432 | 89.6 | 46.6 | 0.9395 | 1223 | ||
| 13% | 70.29 | 189.3 | 1 | 1083 | 64.7 | 0.9535 | 1777 | ||
| 15.5% | 67.04 | 108 | 0.8995 | 430.8 | 243 | 0.7957 | 673.2 | ||
| 18% | 63.41 | 208 | 0.975 | 140.6 | 104 | 0.8421 | 1,287 | ||
| 0.4Si | 5.5% | 62.37 | 75 | 0.8419 | 1504 | 265 | 1 | 918.9 | |
| 8% | 70.87 | 8990 | 0.6406 | 145.9 | 49.1 | 0.8305 | 1168 | ||
| 10.5% | 63.16 | 207.9 | 0.9996 | 940.4 | 45.8 | 0.8414 | 1878 | ||
| 13% | 70.72 | 981 | 1 | 179.4 | 70.6 | 0.8408 | 1186 | ||
| 15.5% | 62.67 | 179 | 0.8284 | 775.1 | 220 | 1 | 1320 | ||
| 18% | 69.29 | 134 | 0.8182 | 819.5 | 153 | 1 | 1413 | ||
| HNO3 | 1.0Si | 5.5% | 60.91 | 476 | 1 | 367.8 | 157 | 0.8468 | 528.2 |
| 8% | 66.97 | 120 | 0.8452 | 967.2 | 910 | 0.98 | 235.9 | ||
| 10.5% | 70.41 | 74.2 | 0.8295 | 1227 | 14,200 | 0.9539 | 138.1 | ||
| 13% | 61.01 | 186 | 0.8669 | 1059 | 250 | 0.8649 | 301.2 | ||
| 15.5% | 72.76 | 266 | 0.6565 | 1066 | 204 | 0.8387 | 272.2 | ||
| 18% | 73.47 | 300.1 | 0.8455 | 4300 | 397.7 | 0.9307 | 766.8 | ||
| 0.4Si | 5.5% | 61.46 | 72.2 | 0.8527 | 1015 | 169 | 0.982 | 945.6 | |
| 8% | 70.7 | 209 | 1 | 892.6 | 65 | 0.8414 | 1525 | ||
| 10.5% | 62.75 | 345 | 1 | 1332 | 108 | 0.8473 | 1680 | ||
| 13% | 72.12 | 48.7 | 0.9522 | 1564 | 66.2 | 0.7682 | 1036 | ||
| 15.5% | 65.98 | 29.4 | 0.8391 | 3812 | 2085 | 0.4284 | 690.9 | ||
| 18% | 73.74 | 38.9 | 0.8746 | 2000 | 426 | 0.635 | 932.9 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cho, S.; Ko, S.-J.; Yoo, J.-S.; Park, J.-C.; Yoo, Y.-H.; Kim, J.-G. Optimization of Pickling Solution for Improving the Phosphatability of Advanced High-Strength Steels. Materials 2021, 14, 233. https://doi.org/10.3390/ma14010233
Cho S, Ko S-J, Yoo J-S, Park J-C, Yoo Y-H, Kim J-G. Optimization of Pickling Solution for Improving the Phosphatability of Advanced High-Strength Steels. Materials. 2021; 14(1):233. https://doi.org/10.3390/ma14010233
Chicago/Turabian StyleCho, Sangwon, Sang-Jin Ko, Jin-Seok Yoo, Joong-Chul Park, Yun-Ha Yoo, and Jung-Gu Kim. 2021. "Optimization of Pickling Solution for Improving the Phosphatability of Advanced High-Strength Steels" Materials 14, no. 1: 233. https://doi.org/10.3390/ma14010233
APA StyleCho, S., Ko, S. -J., Yoo, J. -S., Park, J. -C., Yoo, Y. -H., & Kim, J. -G. (2021). Optimization of Pickling Solution for Improving the Phosphatability of Advanced High-Strength Steels. Materials, 14(1), 233. https://doi.org/10.3390/ma14010233