
Research on the Release of Dangerous Compounds from the BTEX and PAHs Groups in Industrial Casting Conditions

 , ,
, , 
Abstract
:1. Introduction
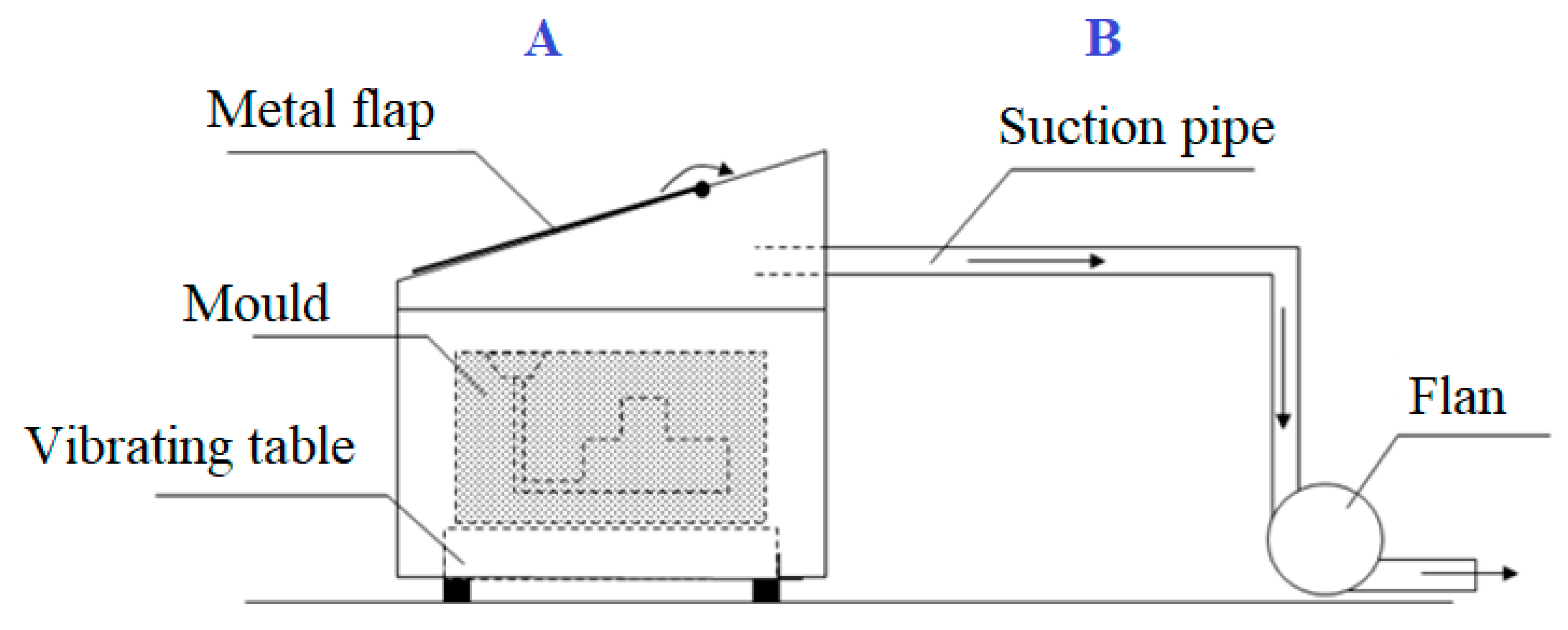
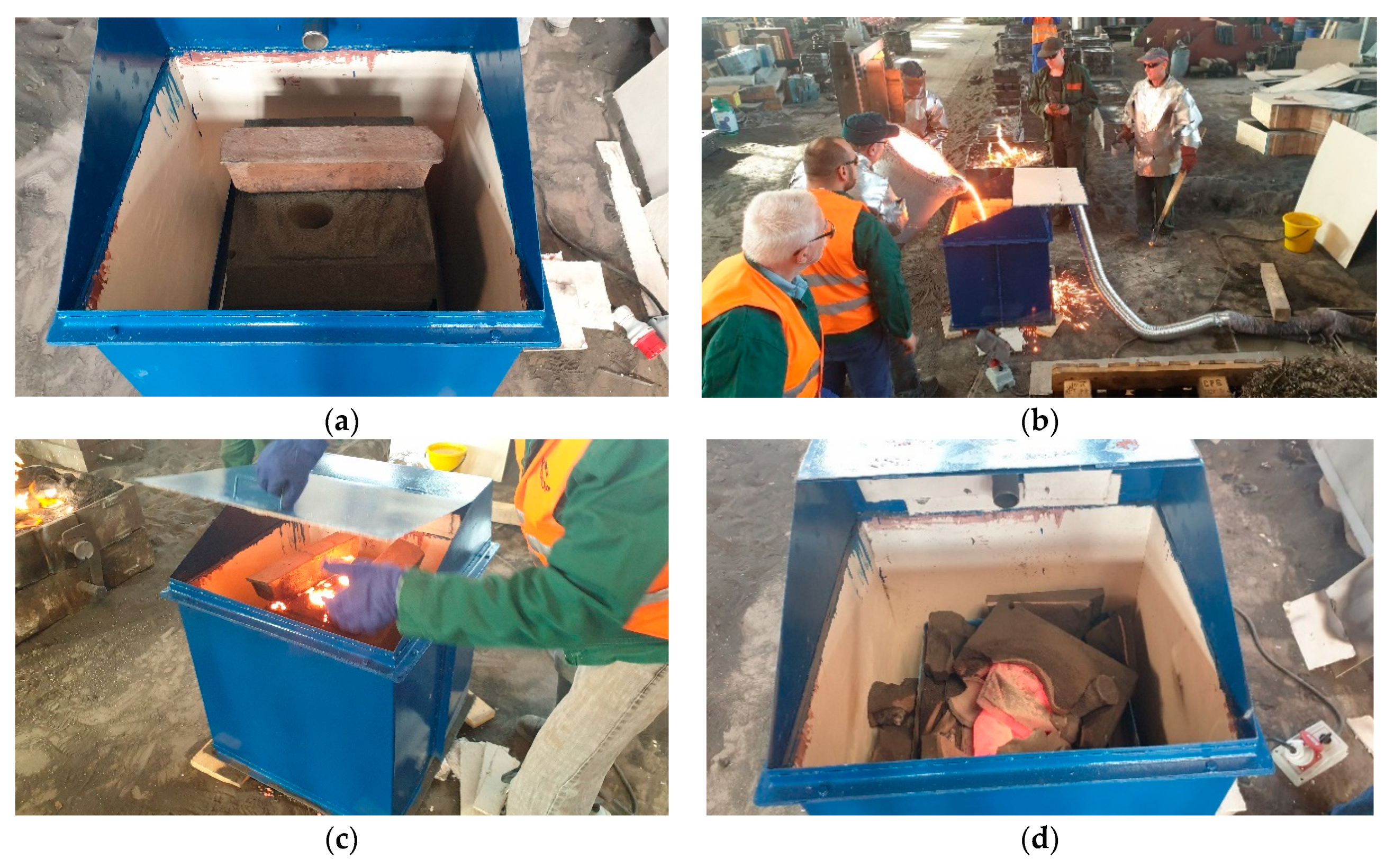
2. Materials and Methods
3. Determination of Compounds of Released Gasses
3.1. Determination of Compounds from the PAHs and BTEX Groups
3.2. Gas Chromatography Technique Combined with the Mass Spectrometry
4. Results and Discussion
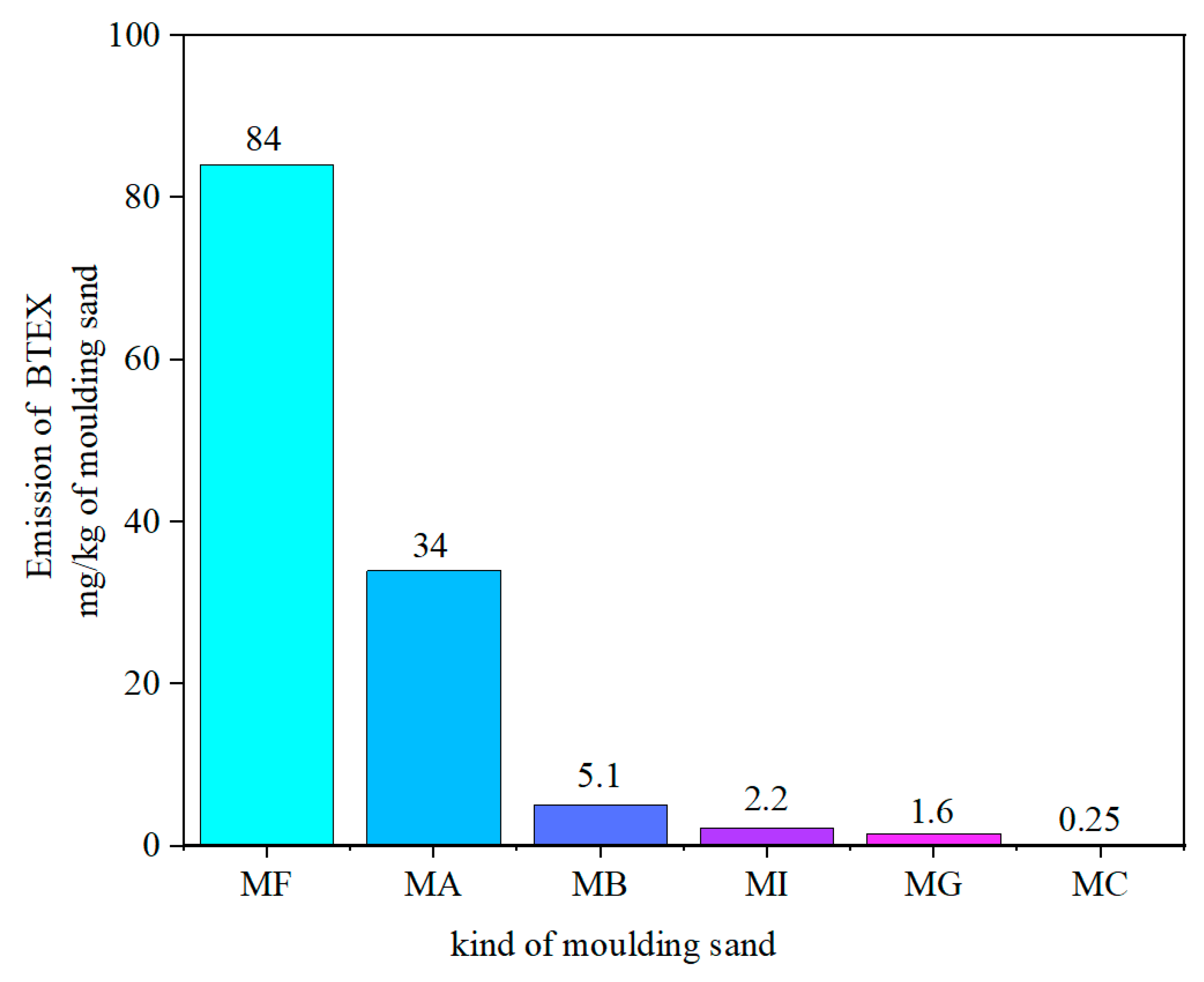
4.1. Emission of Substances from the BTEX Group
4.2. Emission of Substances from the PAHs Group
5. Conclusions
- Emissions of PAHs, as well as BTEX in case of moulding sands with organic binders, are several dozen higher than the emission of these compounds from moulding sands with inorganic binders.
- Green sands in respect of the PAHs emission are in the intermediate sphere, while in respect of the BTEX emission are comparable with moulding sands with inorganic binders.
- From the comparison of moulding sands with organic binders, it results that the BTEX emission from the MA sand is more than two times lower than the emission from the MF sand, while benzene and toluene predominate in the composition of gases emitted from both sands.
- Moulding sands with inorganic binders are comparable in terms of the emission amount of substances from the BTEX and PAHs groups. Higher values of the unitary emission from moulding sands with MG binder are the result of using the organic liquid hardener for this binder hardening, while for the hardening of the remaining two binders (MI, MC) only high temperatures were used.
- Moulding sands with inorganic binders (MG, MC and MI) are characterised by lower harmfulness for the environment and employees than moulding sands with organic binders.
- Relatively environment friendly were green sands (MB), in which a part of coal dust was substituted by additions able to produce lustrous carbon.
- At present, investigations concerning furan-based binders are being developed in two directions [33,34,35].Hardener modifications leading to:
- −
- The reduction of sulphur content (e.g., by the improved elimination of sulfonic acids), which will decrease SO2 emission, and thus will limit the harmfulness of this technology, as well as will limit the degradation of spheroidal and vermicular graphite in castings surface layers;
- −
- The limitation of evolving aromatic compounds amounts.
Resin modification, which contains:- −
- Limitation of the free furfuryl alcohol content to < 25 %, at maintaining comparable properties of moulding sands;
- −
- Increase in resin reactivity, which will allow to decrease the added hardener amounts;
- −
- Reduction of the formaldehyde content, to improve work conditions;
- −
- Reduction of the nitrogen content, even to the zero level, to eliminate gaseous defects, such as pinholes, and to limit the nitrogen oxides (NOx) emission.
- In the future, silicate-based binders will have an increasing share in the technology of moulding sand due to their inorganic nature and relatively low harmfulness.
- It would be advantageous to develop a standardized method of assessing the harmfulness of moulding sand in terms of the release of hazardous gases in the process of making castings, so that the materials used in different countries could be compared.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Liu, H.-H.; Yang, H.-H.; Chou, C.-D.; Lin, M.-H.; Chen, H.-S. Risk assessment of gaseous/particulate phase PAH exposure in foundry industry. J. Hazard. Mater. 2010, 181, 105–111. [Google Scholar] [CrossRef]
- Ghosh, D.K. Comparison of Molding Sand Technology Between Alphaset (APNB) and Furan (FNB). Arch. Foundry Eng. 2019, 4, 11–20. [Google Scholar]
- Holtzer, M.; Kmita, A.; Zymankowska-Kumon, S.; Bobrowski, A.; Dańko, R. Influence of the hardener on the emission of harmful substances from moulding sands with furan resin in the pyrolysis process. Arch. Foundry Eng. 2016, 16, 107–111. [Google Scholar] [CrossRef] [Green Version]
- Holtzer, M.; Żymankowska-Kumon, S.; Kmita, A.; Dańko, R. Emission of BTEX and PAHs from molding sands with furan cold setting resins containing different contents of free furfuryl alcohol during production of cast iron. China Foundry 2015, 12, 446–450. [Google Scholar]
- Baird, W.M.; Hooven, L.A.; Mahadevan, B. Carcinogenic polycyclic aro-matic hydrocarbon-DNA adducts and mechanism of action. Environ. Mol. Mutagen. 2015, 45, 106–114. [Google Scholar] [CrossRef] [PubMed]
- Dehghani, M.; Fazlzadeh, M.; Sorooshian, A.; Tabatabaee, H.R.; Miri, M.; Baghani, A.N.; Delikhoon, M.; Mahvi, A.H.; Rashidi, M. Characteristics and health effects of BTEX in a hot spot for urban pollution. Ecotoxicol. Environ. Saf. 2018, 155, 133–143. [Google Scholar] [CrossRef] [PubMed]
- Gong, X.; Jiang, W.; Hu, S.; Yang, Z.; Liu, X.; Fan, Z. Comprehensive utilization of foundry dust: Coal powder and clay minerals separation by ultrasonic-assisted flotation. J. Hazard. Mater. 2021, 402, 124124. [Google Scholar] [CrossRef] [PubMed]
- Holtzer, M.; Kmita, A. Mold and Core Sands in Metalcasting: Chemistry and Ecology. Sustainable Development.; Springer Nature: Cham, Switzerland, 2020; ISBN 978-3-030-53209-3. [Google Scholar]
- Stevenson, M. Experiences of reclaiming ALPHASET bonded sand. In Proceedings of the SCRATA Annual Conference, Vallombrosa Center, Menlo Park, CA, USA, September 1985. [Google Scholar]
- Kmita, A.; Benko, A.; Roczniak, A.; Frączek-Szczypta, A.; Holtzer, M. Pyrolysis of organic ester cured alkaline phenolic resin: Identification of products. J. Anal. Appl. Pyrolysis 2018, 129, 6–12. [Google Scholar] [CrossRef]
- Campbell, J. Complete Casting Handbook, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Gardziella, A.; Pilato, L.A.; Knop, A. Phenolic Resins. Chemistry, Applications, Standarizations, Safety and Ecology; Springer: New York, NY, USA, 2000. [Google Scholar]
- Kmita, A.; Benko, A.; Roczniak, A.; Holtzer, M. Evaluation of pyrolysis and combustion products from foundry binders: Potential hazards in metal casting. J. Therm. Anal. Calorim. 2020, 140, 2347–2356. [Google Scholar] [CrossRef]
- Grefhorst, C. Prüfung von Bentoniten. Ausführliche Bewertung der Eigenschaften und ihr Wert für die Praxis. Giess. Prax. 2006, 93, 26–31. [Google Scholar]
- Wang, Y.; Cannon, F.S.; Salama, M.; Fonseca, D.A.; Giese, S. Characterization of pyrolysis products from a biodiesel phenolic urethane binder. Environ. Sci. Technol. 2009, 43, 1559–1564. [Google Scholar] [CrossRef] [PubMed]
- Giese, S.; Roorda, S.C.; Patersson, M.A. Thermal analysis of phenolic urethane binder and correlation properties. Am. Foundrymen’s Soc. Trans. 2009, 117, 355–366. [Google Scholar]
- Kmita, A.; Fischer, C.; Hodor, K.; Holtzer, M.; Roczniak, A. Thermal decomposition of foundry resins: A determination of organic products by thermogravimetry-gas chromatography-mass spectrometry (TG-GC-MS). Arab. J. Chem. 2018, 11, 380–387. [Google Scholar] [CrossRef] [Green Version]
- Engelhardt, T. New Concepts to reduce the Emission from Green Sand Systems. Giess. Rundsch. 2010, 57, 45–49. [Google Scholar]
- Kusch, P.; Knupp, G.; Fink, W.; Schroeder-Obst, D.; Obst, V.; Steinhaus, J. Application of Pyrolysis–Gas Chromatography–Mass Spectrometry for the Identification of Polymeric Materials. LCGC North Am. 2014, 32, 210212–210217. [Google Scholar] [CrossRef] [Green Version]
- Corres, M.A.; Zubitur, M.; Cortazar, M.; Múgica, A. Thermal and thermo-oxidative degradation of poly(hydroxy ether of bisphenol-A) studied by TGA/FTIR and TGA/MS. J. Anal. Appl. Pyrolysis 2011, 92, 407–416. [Google Scholar] [CrossRef]
- Wang, Y.; Cannon, F.S.; Salama, M.; Goudzwaard, J.; Furness, J.C. Characterization of hydrocarbon emissions from green sand foundry core binders by analytical pyrolysis. Environ. Sci. Technol. 2007, 41, 7922–7927. [Google Scholar] [CrossRef] [PubMed]
- Zhong, Y.; Jing, X.; Wang, S.; Jia, Q.X. Behavior investigation of phenolic hydroxyl groups during the pyrolysis of cured phenolic resin via molecular dynamics simulation. Polym. Degrad. Stab. 2016, 125, 97–104. [Google Scholar] [CrossRef]
- Czerwinski, F.; Mir, M.; Kasprzak, W. Application of cores and binders in metalcasting. Int. J. Cast Met. Res. 2015, 28, 129–139. [Google Scholar] [CrossRef]
- Grefhorst, C.; LaFay, V.S. Future Performance Expectations for Foundry Bentonite. Available online: http://www.imerys-additivesformetallurgy.com/wp-content/uploads/Future-Performance-Expectations-for-Foundry-Bentonite_EN.pdf (accessed on 11 March 2021).
- Grefhorst, C.; Senden, W.; Ilman, R.; Podobed, O.; Lafay, V.; Tilch, W. Reduction of Green Sand Emissions by Minimum 25% Case Study. In Proceedings of the Proceedings of 69 th World Foundry Congress, Hangzhou, China, 16–20 October 2010; pp. 0703–0709. [Google Scholar]
- Engelhardt, T. Low-emission additives for bentonite-bonded moulding sands. J. Polish Fuondrymen’s Assoc. 2016, 5–6, 220–223. [Google Scholar]
- Pilato, L. Phenolic Resins: A Century of Progress; Springer: New York, NY, USA, 2010. [Google Scholar]
- Holtzer, M.; Dańko, R.; Kmita, A.; Drożyński, D.; Kubecki, M.; Skrzyński, M.; Roczniak, A. Environmental impact of the reclaimed sand addition to molding sand with furan and phenol-formaldehyde resin—A comparison. Materials 2020, 13, 4395. [Google Scholar] [CrossRef] [PubMed]
- Giese, S.R.; Shepard, A. Understanding emissions characteristics of a foundry sand binder. In Proceedings of the 71st World Foundry Congress, Bilbao, Spain, 19–21 May 2014. [Google Scholar]
- Tiedje, N.; Crepaz, R.; Eggert, T.; Bey, N. Emission of organic compounds from mould and core binders used for casting iron, aluminium and bronze in sand moulds. J. Env. Sci. Health Part A. 2010, 45, 1866–1876. [Google Scholar] [CrossRef]
- Chang, M.; Chow, J.; Watson, J.; Glowacki, C.; Sheya, S.A.; Prabhu, P. Characterization of fine particulate emissions from casting processes. Aerosol Sci. Technol. 2005, 29, 947–959. [Google Scholar] [CrossRef] [Green Version]
- Kubecki, M. Determination of Selected Dangerous Air Pollutants, Generated in the Process of Thermal Decomposition of Molding Sands with Furan Resins. Ph.D. Thesis, AGH University of Science and Technology, Kraków, Poland, 2016. (In Polish). [Google Scholar]
- Ireland, E.; Chang, K.; Kroker, J. New horizont in nobake binder technology. AFS Trans. 2002, 02–025, 1–7. [Google Scholar]
- Huang, R.; Zhang, B.; Tang, Y. Application conditions for ester cured alkaline phenolic resin sand. China Foundry 2016, 13, 231–237. [Google Scholar] [CrossRef] [Green Version]
- Acharya, S.G.; Vadher, J.A.; Kanjariya, P.V. Identyfication and quantification of gases releasing from furan no bake binder. Arch. Foundry Eng. 2016, 16, 5–10. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
| Code of the Moulding Sand | Technology of Moulding Sand |
|---|---|
| MF | Mould sand with furan resin |
| MA | Mould sand with phenol-formaldehyde resin |
| MB | Green sand |
| MI | Mould sand with inorganic binder |
| MG | Mould sand with inorganic binder |
| MC | Mould sand with inorganic binder |
| Code | Naphthalene tb = 217.9 °C | Acenaphthylene tb = 280 °C | Acenaphthene tb = 279 °C | Fluorene tb = 295 °C | Phenanthene tb = 340 °C | Anthracene tb = 319.3 °C | Fluoranthne tb = 384 °C | Pyrene tb = 404 °C | Total PAHs |
|---|---|---|---|---|---|---|---|---|---|
| (mg/kg)a | (mg/kg)a | (mg/kg)a | (mg/kg)a | (mg/kg)a | (mg/kg)a | (mg/kg)a | (mg/kg)a | (mg/kg)a | |
| (mg/kg)b | (mg/kg)b | (mg/kg)b | (mg/kg)b | (mg/kg)b | (mg/kg)b | (mg/kg)b | (mg/kg)b | (mg/kg)b | |
| MF | 0.12 | 0.001 | 0.003 | 0.008 | 0.011 | 0.006 | 0.003 | - | 0.15 |
| 0.33 | 0.004 | 0.009 | 0.022 | 0.030 | 0.017 | 0.009 | - | 0.42 | |
| MA | 0.51 | 0.031 | 0.012 | 0.032 | 0.031 | 0.015 | 0.006 | 0.005 | 0.64 |
| 1.43 | 0.087 | 0.035 | 0.091 | 0.087 | 0.043 | 0.017 | 0.013 | 1.8 | |
| MB | 0.13 | 0.011 | - | 0.006 | 0.012 | 0.006 | 0.003 | 0.005 | 0.16 |
| 0.36 | 0.030 | - | 0.017 | 0.035 | 0.017 | 0.009 | 0.013 | 0.48 | |
| MI | 0.015 | - | - | 0.001 | 0.003 | - | - | - | 0.019 |
| 0.043 | - | - | 0.004 | 0.009 | - | - | - | 0.056 | |
| MG | 0.073 | 0.012 | 0.054 | 0.009 | 0.003 | 0.001 | 0.001 | 0.001 | 0.15 |
| 0.21 | 0.035 | 0.15 | 0.026 | 0.009 | 0.004 | 0.004 | 0.004 | 0.41 | |
| MC | 0.009 | 0.001 | 0.001 | 0.003 | 0.001 | 0.001 | 0.001 | 0.001 | 0.018 |
| 0.026 | 0.004 | 0.004 | 0.009 | 0.004 | 0.004 | 0.004 | 0.004 | 0.059 |
| Code | Benzene | Toluene | Ethylbenzene | m + p -xylene | o-xylene | Total BTEX |
|---|---|---|---|---|---|---|
| (mg/kg)a | (mg/kg)a | (mg/kg)a | (mg/kg)a | (mg/kg)a | (mg/kg)a | |
| (mg/kg)b | (mg/kg)b | (mg/kg)b | (mg/kg)b | (mg/kg)b | (mg/kg)b | |
| MF | 18 | 63 | 0.46 | 2.1 | 0.46 | 84 |
| 52 | 178 | 1.3 | 6.1 | 1.3 | 238 | |
| MA | 23 | 7.2 | 0.31 | 3.1 | 0.46 | 34 |
| 65 | 20 | 0.87 | 8.7 | 1.3 | 96 | |
| MB | 2.6 | 1.7 | 0.15 | 0.46 | 0.15 | 5.1 |
| 7.4 | 4.8 | 0.43 | 1.3 | 0.43 | 14 | |
| MI | 1.1 | 0.46 | 0.15 | 0.31 | 0.15 | 2.2 |
| 3.0 | 1.3 | 0.43 | 0.87 | 0.43 | 6.0 | |
| MG | 1.1 | 0.31 | 0.05 | 0.15 | 0.01 | 1.6 |
| 1.0 | 0.87 | 0.13 | 0.43 | 0.04 | 3.5 | |
| MC | 0.15 | 0.06 | 0.01 | 0.03 | - | 0.25 |
| 0.43 | 0.17 | 0.04 | 0.09 | - | 0.73 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Holtzer, M.; Dańko, R.; Piasny, S.; Kubecki, M.; Drożyński, D.; Roczniak, A.; Skrzyński, M.; Kmita, A. Research on the Release of Dangerous Compounds from the BTEX and PAHs Groups in Industrial Casting Conditions. Materials 2021, 14, 2581. https://doi.org/10.3390/ma14102581
Holtzer M, Dańko R, Piasny S, Kubecki M, Drożyński D, Roczniak A, Skrzyński M, Kmita A. Research on the Release of Dangerous Compounds from the BTEX and PAHs Groups in Industrial Casting Conditions. Materials. 2021; 14(10):2581. https://doi.org/10.3390/ma14102581
Chicago/Turabian StyleHoltzer, Mariusz, Rafał Dańko, Sylwester Piasny, Michał Kubecki, Dariusz Drożyński, Agnieszka Roczniak, Mateusz Skrzyński, and Angelika Kmita. 2021. "Research on the Release of Dangerous Compounds from the BTEX and PAHs Groups in Industrial Casting Conditions" Materials 14, no. 10: 2581. https://doi.org/10.3390/ma14102581
APA StyleHoltzer, M., Dańko, R., Piasny, S., Kubecki, M., Drożyński, D., Roczniak, A., Skrzyński, M., & Kmita, A. (2021). Research on the Release of Dangerous Compounds from the BTEX and PAHs Groups in Industrial Casting Conditions. Materials, 14(10), 2581. https://doi.org/10.3390/ma14102581