
Approximately Model of the Maximum Temperature on the Chip Surface


Abstract
:1. Introduction
2. Experimental Details
2.1. Characterisation of Machining Conditions and the Machining System
2.2. Calibration of the Measurement Chain
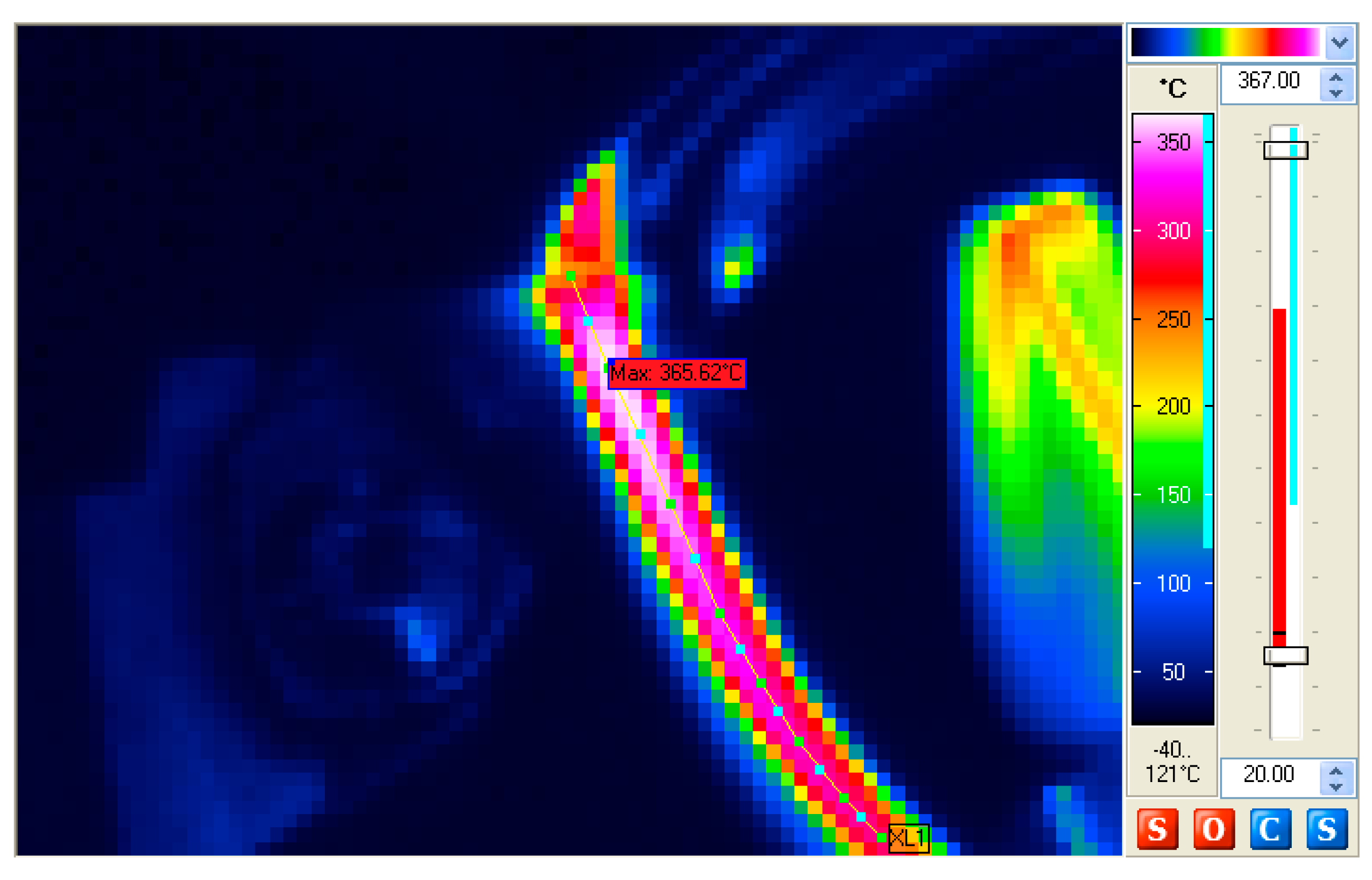
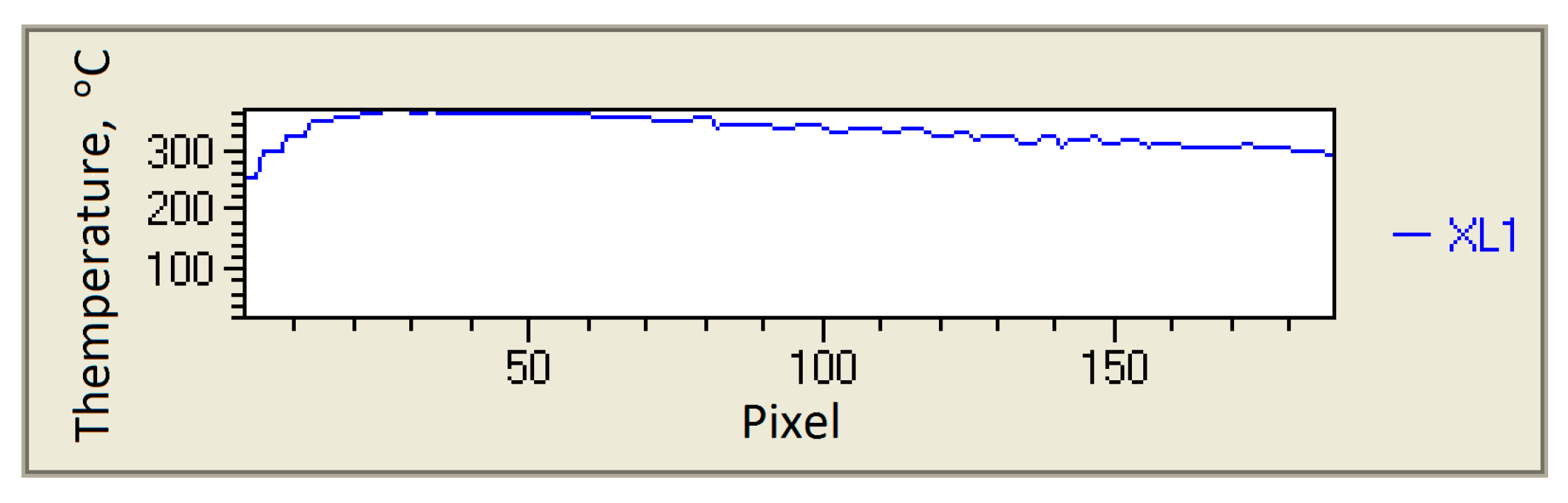
2.3. Thermovision Measurement of Heat Distribution in the Cutting Zone
3. Results and Discussion
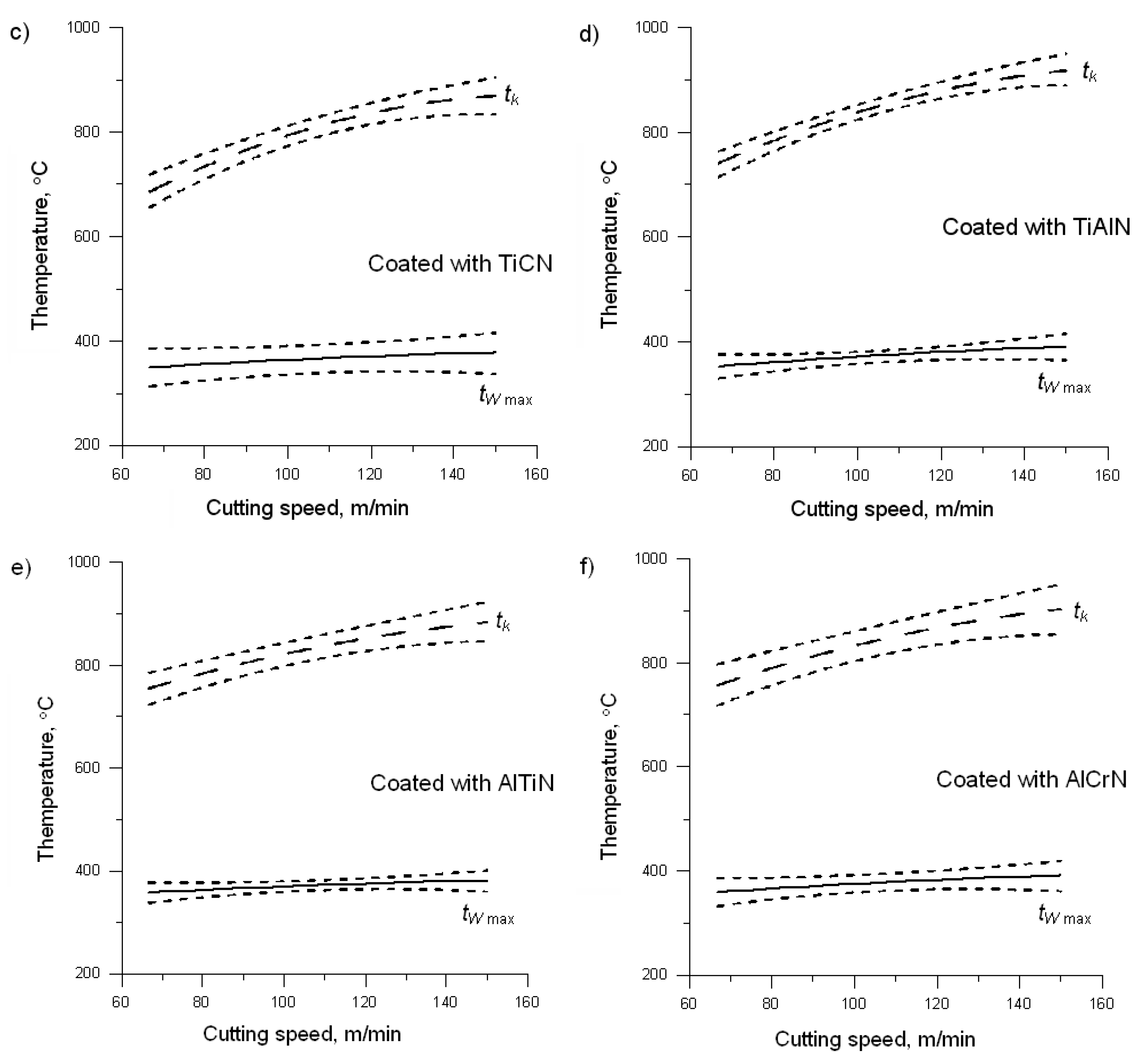
3.1. Results of Experimental Investigations
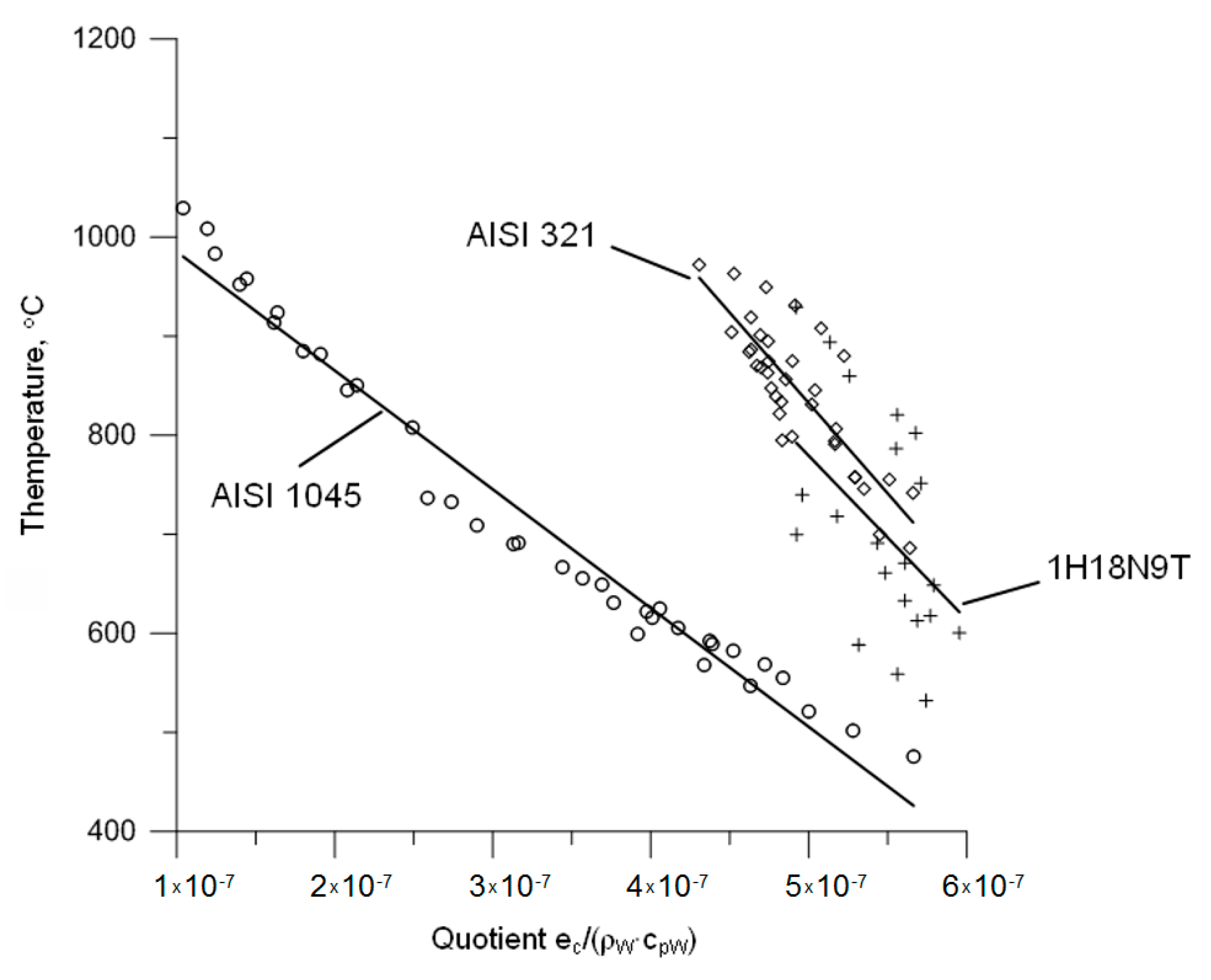
3.2. Approximation Model for Determination of Maximum Temperature on the Chip Surface
4. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rech, J. Influence of cutting tool coatings on the tribological phenomena at the tool–chip interface in orthogonal dry turning. Surf. Coat. Technol. 2006, 200, 5132–5139. [Google Scholar] [CrossRef]
- Abukhshim, N.A.; Mativenga, P.T.; Sheikh, M.A. Heat generation and temperature prediction in metal cutting: A review and implications for high speed machining. Int. J. Mach. Tools Manuf. 2006, 46, 782–800. [Google Scholar] [CrossRef]
- Jaspers, S.P.F.C.; Dautzenberg, J.H. Material Behavior in metal cutting: Strains, strain rates and temperatures in chip formation. J. Mater. Process. Technol. 2002, 121, 123–135. [Google Scholar] [CrossRef]
- Jaspers, S.P.F.C. Metal Cutting Mechanics and Material Behaviour; Technische Universiteit Eindhoven: Maastricht, The Netherlands, 1999. [Google Scholar]
- Blasiak, M.; Nowakowski, Ł. Simulation research of the temperature distribution during face milling. EPJ Web Conf. 2019, 213, 1–4. [Google Scholar] [CrossRef]
- Bartoszuk, M. Modeling of the Heat Flow and Temperature Distribution in the Cutting Zone for Cemented Carbide Tools; Publishing House of Opole University of Technology: Opole, Poland, 2013. (In Polish) [Google Scholar]
- Arrazola, P.J.; Arriola, I.; Davies, M.A.; Cooke, A.L.; Dutterer, B.S. The effect of machinability on thermal fields in orthogonal cutting of AISI 4120 steel. CIRP Ann. Manuf. Technol. 2008, 57, 65–68. [Google Scholar] [CrossRef]
- M’Saoubi, R.; Chandrasekaran, H. Investigation of the effects of tool micro-geometry and coating on tool temperature during orthogonal turning of quenched and tempered steel. Int. J. Mach. Tools Manuf. 2004, 44, 213–224. [Google Scholar] [CrossRef]
- Wang, L.; Saito, K.; Jawahir, S.I. Infrared temperature measurement of curled chip formation in metal machining. Trans. NAMRI/SME 1996, XXIV, 87–92. [Google Scholar]
- Shaw, M.C. Metal Cutting Principles; Oxford University Press: New York, NY, USA, 1984. [Google Scholar]
- Abdulrakeeb, G.; Sobhi, K. Cutting Temperature in Turning: Investigation, Carbide Tools; LAP LAMBERT Academic Publishing: Saarbrücken, Germany, 2016. [Google Scholar]
- Mourad, A.; Mourad, B.; Abderrahim, B. Measurement and numerical simulation of the cutting temperature in cutting tool during turning operation. J. Eng. Sci. Technol. 2017, 12, 1307–1317. [Google Scholar]
- Cakir, E.; Ozlu, E.; Bakkal, M.; Budak, E. Investigation of temperature distribution in orthogonal cutting through dual-zone contact model on the rake face. Int. J. Adv. Manuf. Technol. 2018, 96, 81–89. [Google Scholar] [CrossRef]
- Reznikov, A.N. The Heat Physics of Processes of Mechanical Machining of Materials; Mashinostroenie: Moscow, Russia, 1981. (In Russian) [Google Scholar]
- Silin, S.S. Similarity Methods in Metal Cutting; Mashinostroenie: Moscow, Russia, 1979. (In Russian) [Google Scholar]
- Sheikh-Ahmad, J.Y.; Almaskari, F.; Hafeez, F.; Meng, F.Y. Evaluation of heat partition in machining CFRP using inverse method. Mach. Sci. Technol. 2019, 23, 530–546. [Google Scholar] [CrossRef]
- Hu, C.; Zhuang, K.J.; Weng, J.; Zhang, X.M. Thermal-mechanical model for cutting with negative rake angle based on a modified slip-line field approach. Int. J. Mech. Sci. 2019, 164, 105167. [Google Scholar] [CrossRef]
- JAHM Software, Inc. Material Properties Database; MPDB v6.55; JAHM Software, Inc., 2003. [Google Scholar]
- Yi, J.Y.; Chen, K.H.; Xu, Y.C. Microstructure, Properties, and Titanium Cutting Performance of AlTiN-Cu and AlTiN-Ni. Coatings 2019, 9, 818. [Google Scholar] [CrossRef] [Green Version]
- Adesina, A.Y.; Gasem, Z.M.; Mohammed, A.S. Comparative Investigation and Characterization of the Scratch and Wear Resistance Behavior of TiN, CrN, AlTiN and AlCrN Cathodic Arc PVD Coatings. Arab. J. Sci. Eng. 2019, 44, 10355–10371. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.S.; Yamamoto, K.; Aguirre, M.H.; Cahill, D.G.; Veldhuis, S.C.; Biksa, A.; Dosbaeva, G.; Shuster, L.S. Multi-functional nano-multilayered AlTiN/Cu PVD coating for machining of Inconel 718 superalloy. Surf. Coat. Technol. 2010, 204, 2465–2471. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation of Coating According to Oerlikon Balzers | Type of Coating | Structure of Coating |
|---|---|---|
| BALINIT A | TiN | Monolayer |
| BALINIT B | TiCN | Graded |
| BALINIT FUTURA NANO | TiAlN | Nanostructured |
| BALINIT X.CEED | AlTiN | Monolayer |
| BALINIT HELICA | AlCrN | Multilayer |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bartoszuk, M. Approximately Model of the Maximum Temperature on the Chip Surface. Materials 2021, 14, 2592. https://doi.org/10.3390/ma14102592
Bartoszuk M. Approximately Model of the Maximum Temperature on the Chip Surface. Materials. 2021; 14(10):2592. https://doi.org/10.3390/ma14102592
Chicago/Turabian StyleBartoszuk, Marian. 2021. "Approximately Model of the Maximum Temperature on the Chip Surface" Materials 14, no. 10: 2592. https://doi.org/10.3390/ma14102592
APA StyleBartoszuk, M. (2021). Approximately Model of the Maximum Temperature on the Chip Surface. Materials, 14(10), 2592. https://doi.org/10.3390/ma14102592