
The Effects of Overhang Forming Direction on Thermal Behaviors during Additive Manufacturing Ti-6Al-4V Alloy


Abstract
:1. Introduction
2. Simulation and Experiment
2.1. Thermo-Mechanical Simulation
2.2. Validation Experiment
3. Results
3.1. Temperature Evolution
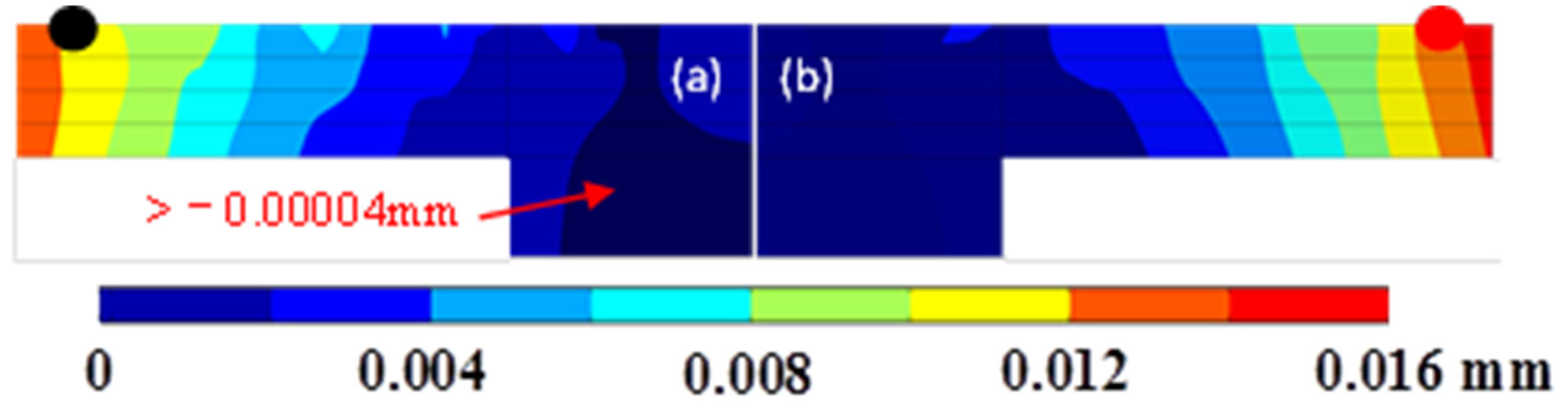
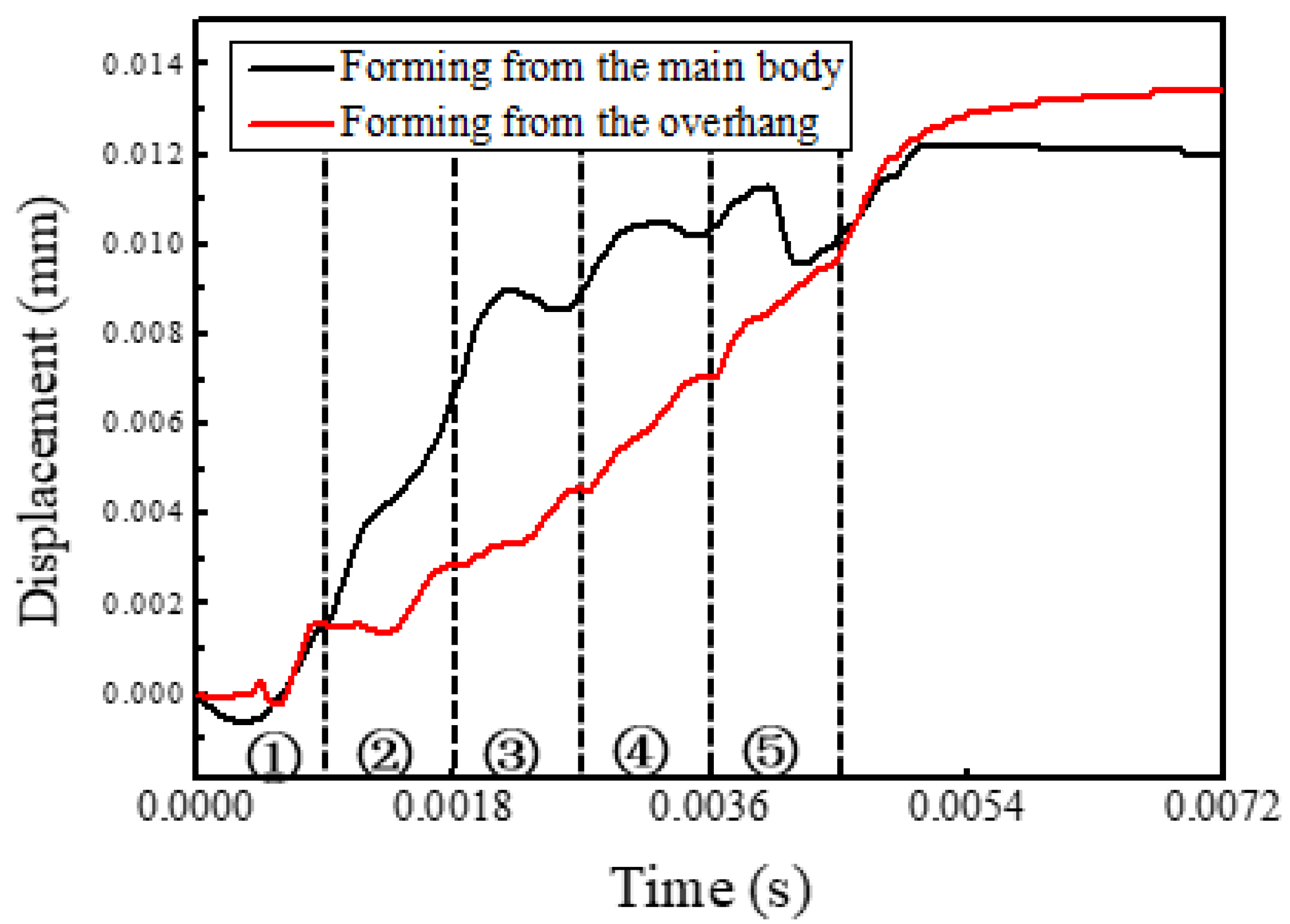
3.2. Distortion Process
3.3. Experimental Investigation
4. Discussion
5. Conclusions
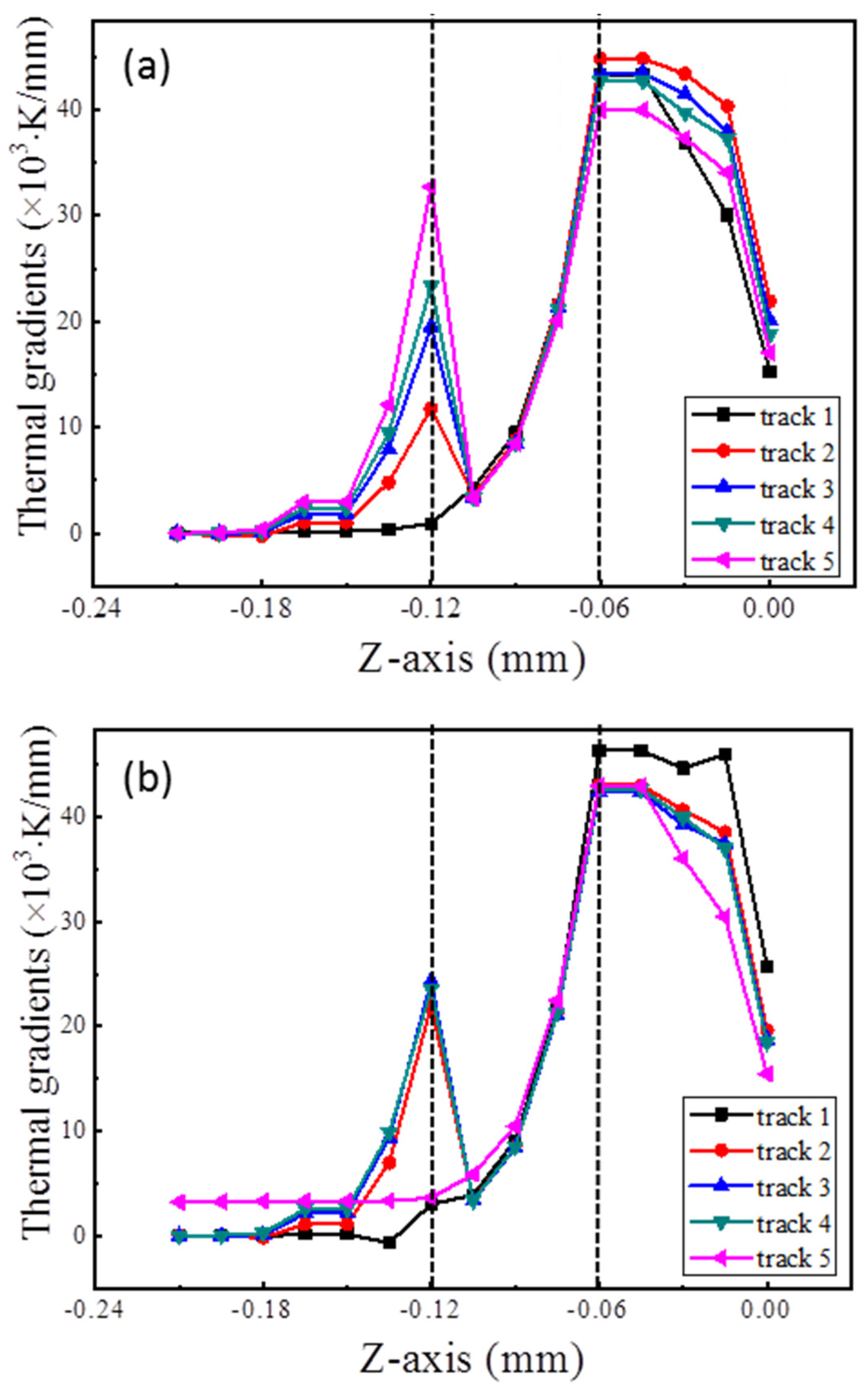
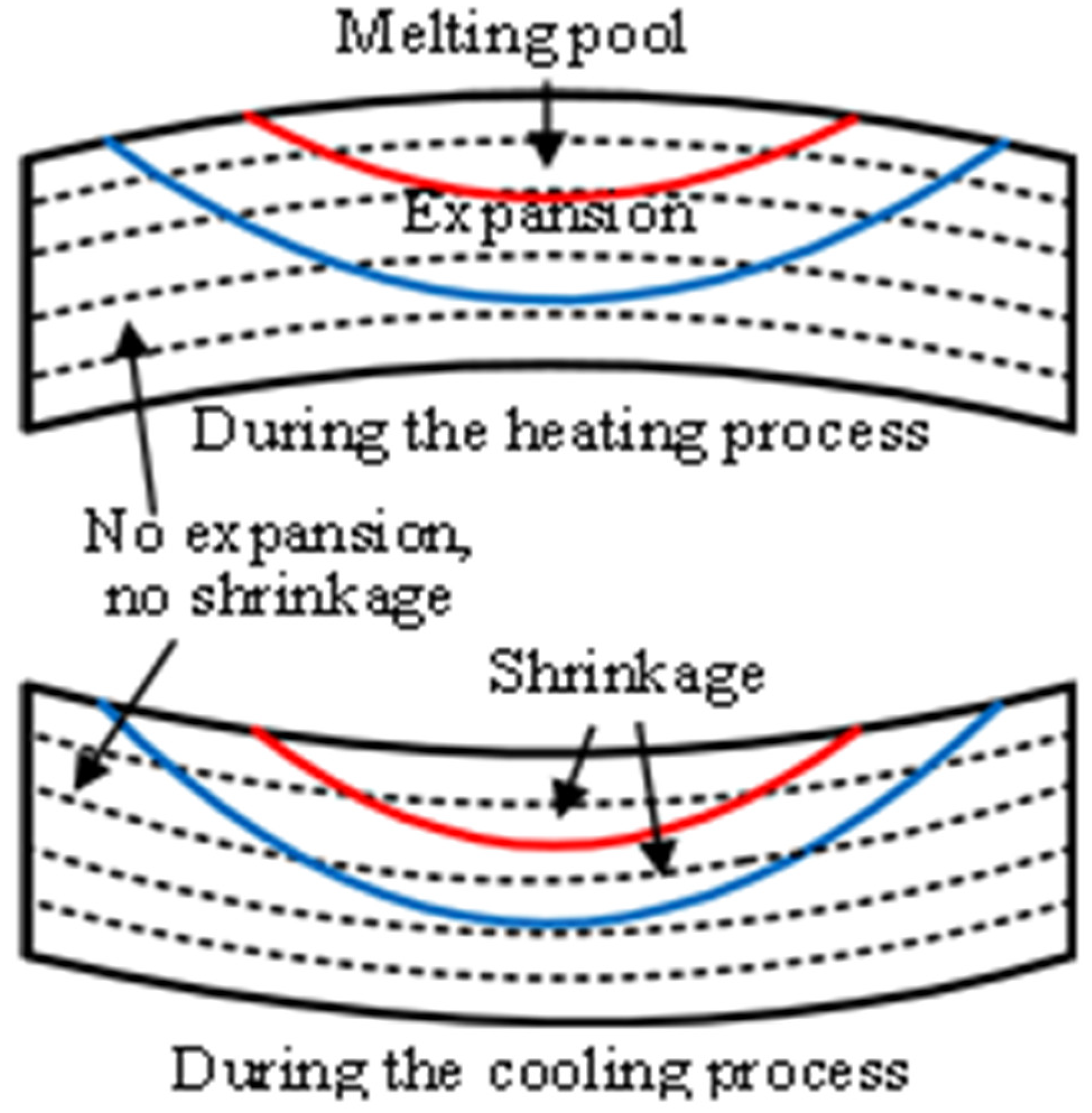
- Forming from the main body can decrease the cooling rate of melting pool gradually, which leads to a lowered thermal gradient compared with forming from the overhang.
- The overhang formed from the main body has a low thermal distortion, which was verified by both simulations and an experiment.
- The further analyses suggest that the forming direction should be changed frequently to avoid thermal stress concentration in a specific side when enough layers have been formed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dutta, B.; Froes, F.H. Chapter 3—Additive Manufacturing Technology; Butterworth-Heinemann: Oxford, UK, 2016; pp. 25–40. [Google Scholar]
- Liu, Y.; Yang, Y.; Wang, D. A Study on the Residual Stress during Selective Laser Melting (Slm) of Metallic Powder. Int. J. Adv. Manuf. Technol. 2016, 87, 647–656. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Krakhmalev, P.; Yadroitsava, I. Selective Laser Melting of Ti6Al4V Alloy for Biomedical Applications: Temperature Monitoring and Microstructural Evolution. J. Alloys Compd. 2014, 583, 404–409. [Google Scholar] [CrossRef]
- Furumoto, T.; Ogura, R.; Hishida, K.; Hosokawa, A.; Koyano, T.; Abe, S.; Ueda, T. Study on Deformation Restraining of Metal Structure Fabricated by Selective Laser Melting. J. Mater. Process. Technol. 2017, 245, 207–214. [Google Scholar] [CrossRef]
- Hooper, P.A. Melt Pool Temperature and Cooling Rates in Laser Powder Bed Fusion. Addit. Manuf. 2018, 22, 548–559. [Google Scholar] [CrossRef]
- Arısoy, Y.M.; Criales, L.E.; Özel, T. Modeling and Simulation of Thermal Field and Solidification in Laser Powder Bed Fusion of Nickel Alloy in625. Opt. Laser Technol. 2019, 109, 278–292. [Google Scholar] [CrossRef]
- Khairallah, S.A.; Anderson, A. Mesoscopic Simulation Model of Selective Laser Melting of Stainless Steel Powder. J. Mater. Process. Technol. 2014, 214, 2627–2636. [Google Scholar] [CrossRef]
- Mohanty, S.; Hattel, J.H. Numerical Model Based Reliability Estimation of Selective Laser Melting Process. Phys. Procedia 2014, 56, 379–389. [Google Scholar] [CrossRef] [Green Version]
- Li, C.; Tsai, T.; Tseng, C. Numerical Simulation for Heat and Mass Transfer During Selective Laser Melting of Titanium Alloys Powder. Phys. Procedia 2016, 83, 1444–1449. [Google Scholar] [CrossRef] [Green Version]
- Panwisawas, C.; Qiu, C.; Anderson, M.J.; Sovani, Y.; Turner, R.P.; Attallah, M.M.; Brooks, J.W.; Basoalto, H.C. Mesoscale Modelling of Selective Laser Melting: Thermal Fluid Dynamics and Microstructural Evolution. Comp. Mater. Sci. 2017, 126, 479–490. [Google Scholar] [CrossRef]
- Li, C.; Guo, Y.; Fang, X.; Fang, F. A Scalable Predictive Model and Validation for Residual Stress and Distortion in Selective Laser Melting. CIRP Ann. 2018, 67, 249–252. [Google Scholar] [CrossRef]
- Yang, Y.; Knol, M.F.; van Keulen, F.; Ayas, C. A Semi-Analytical Thermal Modelling Approach for Selective Laser Melting. Addit. Manuf. 2018, 21, 284–297. [Google Scholar] [CrossRef] [Green Version]
- Sun, J.; Yang, Y.; Wang, D. Parametric Optimization of Selective Laser Melting for Forming Ti6Al4V Samples by Taguchi Method. Opt. Laser Technol. 2013, 49, 118–124. [Google Scholar] [CrossRef]
- Conti, P.; Cianetti, F.; Pilerci, P. Parametric Finite Elements Model of Slm Additive Manufacturing Process. Proced. Struct. Integr. 2018, 8, 410–421. [Google Scholar] [CrossRef]
- Parry, L.; Ashcroft, I.A.; Wildman, R.D. Understanding the Effect of Laser Scan Strategy On Residual Stress in Selective Laser Melting through Thermo-Mechanical Simulation. Addit. Manuf. 2016, 12, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Cheng, B.; Shrestha, S.; Chou, K. Stress and Deformation Evaluations of Scanning Strategy Effect in Selective Laser Melting. Addit. Manuf. 2016, 12, 240–251. [Google Scholar] [CrossRef]
- Ali, H.; Ghadbeigi, H.; Mumtaz, K. Effect of Scanning Strategies on Residual Stress and Mechanical Properties of Selective Laser Melted Ti6Al4V. Mater. Sci. Eng. A 2018, 712, 175–187. [Google Scholar] [CrossRef]
- Kajima, Y.; Takaichi, A.; Nakamoto, T.; Kimura, T.; Kittikundecha, N.; Tsutsumi, Y.; Nomura, N.; Kawasaki, A.; Takahashi, H.; Hanawa, T.; et al. Effect of Adding Support Structures for Overhanging Part on Fatigue Strength in Selective Laser Melting. J. Mech. Behav. Biomed. 2018, 78, 1–9. [Google Scholar] [CrossRef]
- Zhang, K.; Mao, Z.; Fu, G.; Zhang, D.Z.; Liu, C.; Li, Z. A Feasible Method of Support Slimming Based on the Different Thresholds of Polar Angles in Selective Laser Melting. Mater. Des. 2018, 157, 501–511. [Google Scholar] [CrossRef] [Green Version]
- Song, J.; Chew, Y.; Jiao, L.; Yao, X.; Moon, S.K.; Bi, G. Numerical Study of Temperature and Cooling Rate in Selective Laser Melting with Functionally Graded Support Structures. Addit. Manuf. 2018, 24, 543–551. [Google Scholar] [CrossRef]
- Li, C.; Liu, J.F.; Fang, X.Y.; Guo, Y.B. Efficient Predictive Model of Part Distortion and Residual Stress in Selective Laser Melting. Addit. Manuf. 2017, 17, 157–168. [Google Scholar] [CrossRef]
- Peng, H.; Ghasri-Khouzani, M.; Gong, S.; Attardo, R.; Ostiguy, P.; Rogge, R.B.; Gatrell, B.A.; Budzinski, J.; Tomonto, C.; Neidig, J.; et al. Fast Prediction of Thermal Distortion in Metal Powder Bed Fusion Additive Manufacturing: Part 2, a Quasi-Static Thermo-Mechanical Model. Addit. Manuf. 2018, 22, 869–882. [Google Scholar] [CrossRef]
- Krawczyk, M.B.; Królikowski, M.A.; Grochała, D.; Powałka, B.; Figiel, P.; Wojciechowski, S. Evaluation of Surface Topography after Face Turning of Cocr Alloys Fabricated by Casting and Selective Laser Melting. Materials 2020, 13, 2448. [Google Scholar] [CrossRef]
- Krawiec, P.; Czarnecka-Komorowska, D.; Warguła, A.; Wojciechowski, S. Geometric Specification of Non-Circular Pulleys Made with Various Additive Manufacturing Techniques. Materials 2021, 14, 1682. [Google Scholar] [CrossRef]
- Hodge, N.E.; Ferencz, R.M.; Solberg, J.M. Implementation of a Thermomechanical Model for the Simulation of Selective Laser Melting. Comput. Mech. 2014, 54, 33–51. [Google Scholar] [CrossRef]
- Masoomi, M.; Thompson, S.M.; Shamsaei, N. Laser Powder Bed Fusion of Ti-64 Parts: Thermal Modeling and Mechanical Implications. Int. J. Mach. Tools Manuf. 2017, 118–119, 73–90. [Google Scholar] [CrossRef] [Green Version]
- Foroozmehr, A.; Badrossamay, M.; Foroozmehr, E.; Golabi, S.I. Finite Element Simulation of Selective Laser Melting Process Considering Optical Penetration Depth of Laser in Powder Bed. Mater. Des. 2016, 89, 255–263. [Google Scholar] [CrossRef]
- Mills, K.C. Recommended Values of Thermophysical Properties for Selected Commercial Alloys, 1st ed.; Woodhead Publishing: Sawston, UK, 2002. [Google Scholar]
- Liu, Y.; Zhang, J.; Pang, Z. Numerical and Experimental Investigation into the Subsequent Thermal Cycling During Selective Laser Melting of Multi-Layer 316L Stainless Steel. Opt. Laser Technol. 2018, 98, 23–32. [Google Scholar] [CrossRef]
- Xu, G.X.; Wu, C.S.; Qin, G.L.; Wang, X.Y.; Lin, S.Y. Adaptive Volumetric Heat Source Models for Laser Beam and Laser + Pulsed Gmaw Hybrid Welding Processes. Int. J. Adv. Manuf. Technol. 2011, 57, 245–255. [Google Scholar] [CrossRef]
- Zhang, Z.; Huang, Y.; Rani Kasinathan, A.; Imani Shahabad, S.; Ali, U.; Mahmoodkhani, Y.; Toyserkani, E. 3-Dimensional Heat Transfer Modeling for Laser Powder-Bed Fusion Additive Manufacturing with Volumetric Heat Sources Based on Varied Thermal Conductivity and Absorptivity. Opt. Laser Technol. 2019, 109, 297–312. [Google Scholar] [CrossRef]
- Dai, K.; Shaw, L. Thermal and Mechanical Finite Element Modeling of Laser Forming from Metal and Ceramic Powders. Acta Mater. 2004, 52, 69–80. [Google Scholar] [CrossRef]
- Kruth, J.P.; Froyen, L.; Van Vaerenbergh, J.; Mercelis, P.; Rombouts, M.; Lauwers, B. Selective Laser Melting of Iron-Based Powder. J. Mater. Process. Technol. 2004, 149, 616–622. [Google Scholar] [CrossRef]
- Li, C.; Fu, C.H.; Guo, Y.B.; Fang, F.Z. A Multiscale Modeling Approach for Fast Prediction of Part Distortion in Selective Laser Melting. J. Mater. Process. Technol. 2016, 229, 703–712. [Google Scholar] [CrossRef]
- Parry, L.A.; Ashcroft, I.A.; Wildman, R.D. Geometrical Effects on Residual Stress in Selective Laser Melting. Addit. Manuf. 2018. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (K) | Young’s Modulus (GPa) | Yield Strength (MPa) |
|---|---|---|
| 297 | 125 | 1000 |
| 367 | 110 | 730 |
| 478 | 100 | 630 |
| 590 | 90 | 525 |
| 701 | 80 | - |
| 812 | 74 | - |
| 923 | 55 | 300 |
| 1034 | 27 | - |
| 1145 | 20 | 45 |
| 1367 | 5 | 5 |
| 1873 | 0.1 | 0.1 |
| Parameter | Value |
|---|---|
| Laser power | 200 W |
| Radius of laser spot | 0.07 mm |
| Scanning point distance | 0.055 mm |
| Laser residence time | 5 × 10−5 s |
| Hatch spacing | 0.12 mm |
| Layer thickness | 0.03 mm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, F.; Sun, Z.; Chen, W.; Liang, Z. The Effects of Overhang Forming Direction on Thermal Behaviors during Additive Manufacturing Ti-6Al-4V Alloy. Materials 2021, 14, 3749. https://doi.org/10.3390/ma14133749
Wu F, Sun Z, Chen W, Liang Z. The Effects of Overhang Forming Direction on Thermal Behaviors during Additive Manufacturing Ti-6Al-4V Alloy. Materials. 2021; 14(13):3749. https://doi.org/10.3390/ma14133749
Chicago/Turabian StyleWu, Fan, Zhonggang Sun, Wei Chen, and Zulei Liang. 2021. "The Effects of Overhang Forming Direction on Thermal Behaviors during Additive Manufacturing Ti-6Al-4V Alloy" Materials 14, no. 13: 3749. https://doi.org/10.3390/ma14133749
APA StyleWu, F., Sun, Z., Chen, W., & Liang, Z. (2021). The Effects of Overhang Forming Direction on Thermal Behaviors during Additive Manufacturing Ti-6Al-4V Alloy. Materials, 14(13), 3749. https://doi.org/10.3390/ma14133749