
Fly Ash-Based Eco-Efficient Concretes: A Comprehensive Review of the Short-Term Properties

 ,
,  ,
,  ,
,  ,
,  ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Classification of Fly Ash
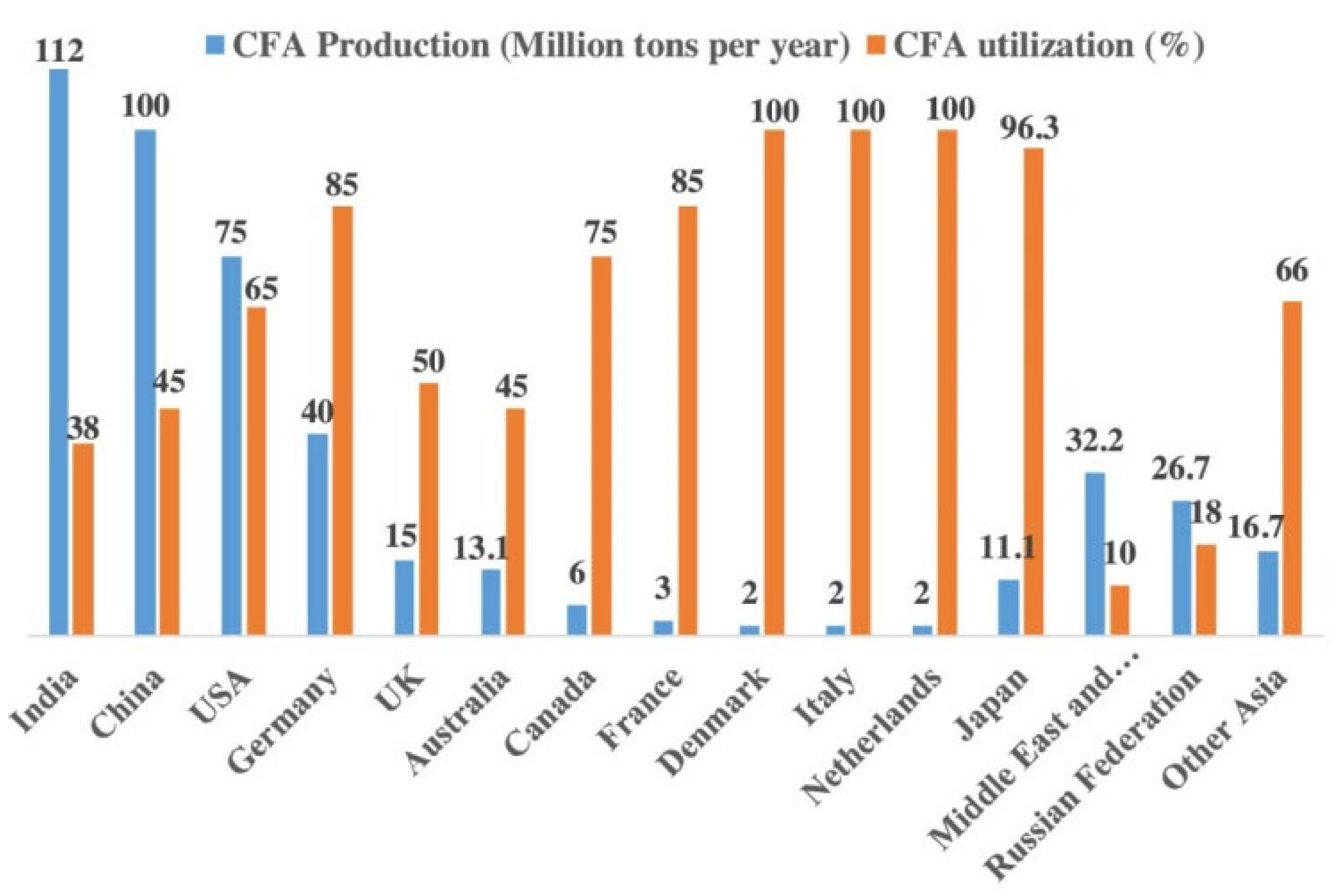
3. Source of FA Material
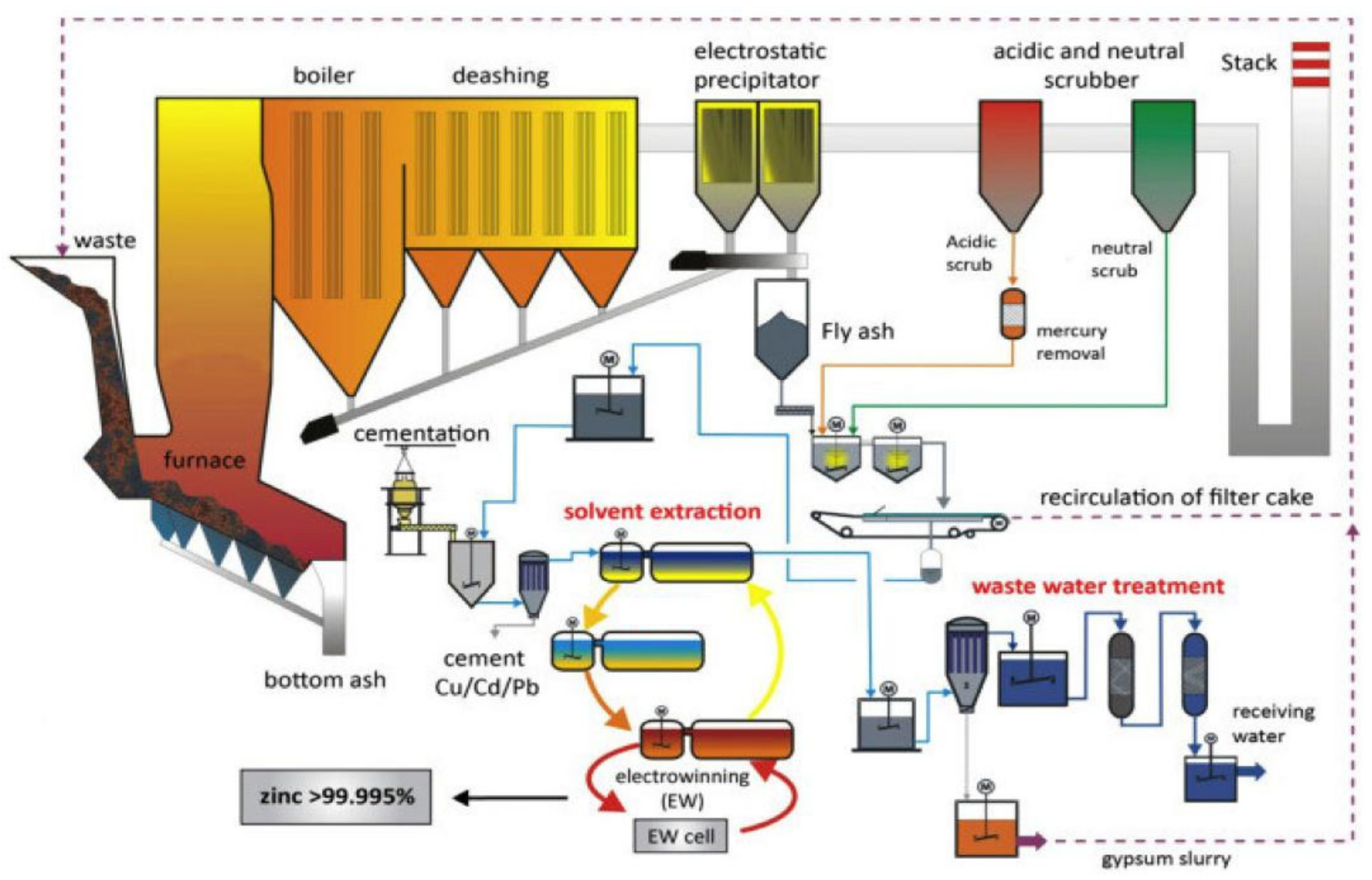
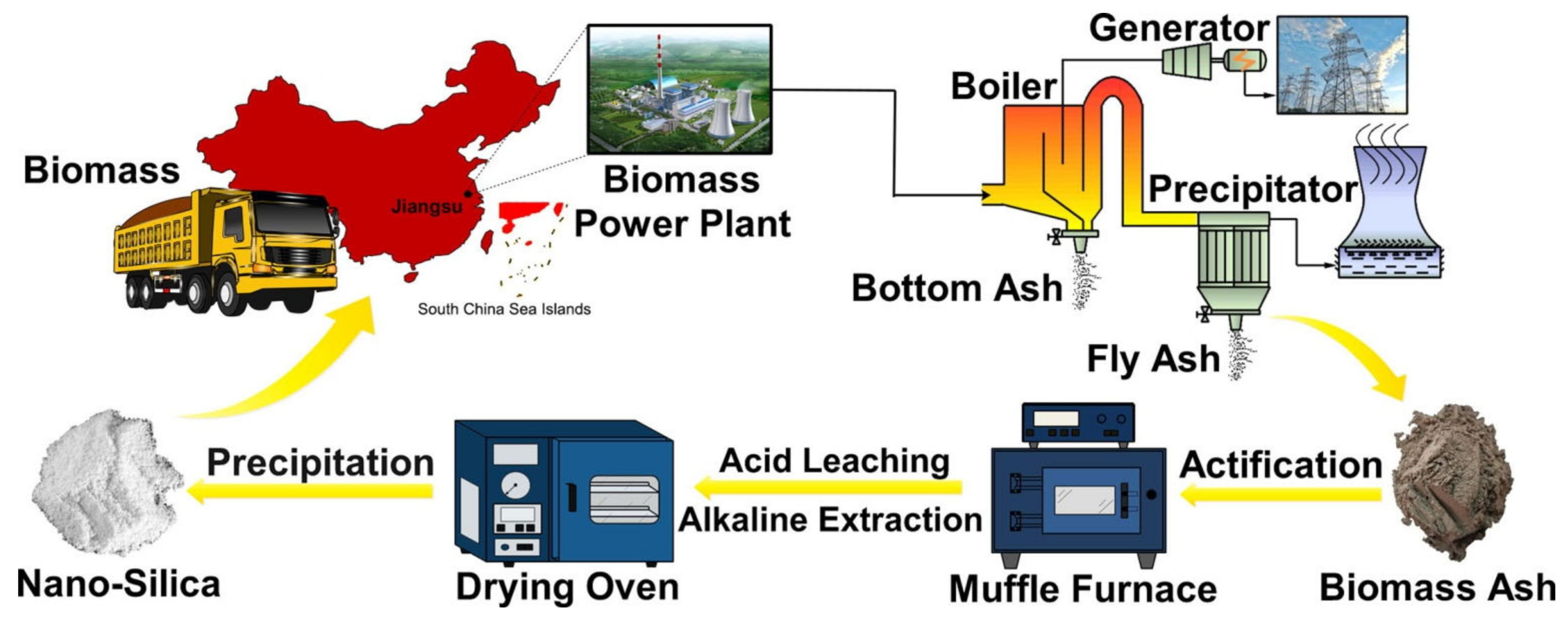
4. Clean Production
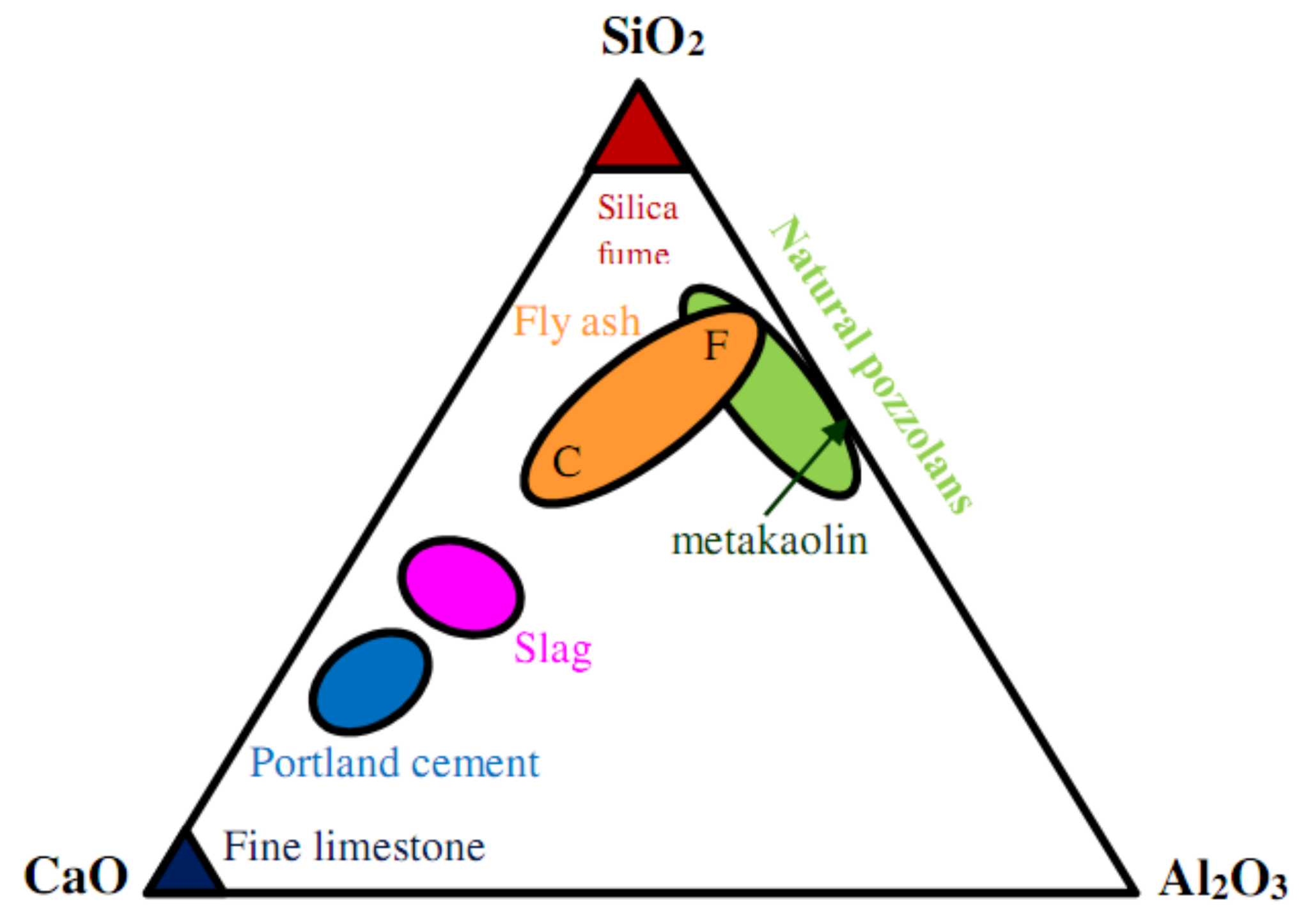
5. Chemical Composition

| Year | Chemical Composition | Ref. | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Al2O3 | SiO2 | Fe2O3 | CaO | TiO2 | K2O | SO3 | Na2O | MgO | ||
| 2003 | 31.5 | 53.7 | 5.5 | 2.0 | 0.7 | 2.4 | 0.6 | 0.8 | 2.6 | [86] |
| 28.6 | 61.9 | 4.3 | 0.8 | 1.1 | 1.3 | - | 2 | - | [87] | |
| 2009 | 24.24 | 62.79 | 3.86 | 1.78 | - | - | - | - | 1.28 | [88] |
| 20.46 | 65.64 | 4.64 | 2.50 | 0.36 | 2.65 | 0.19 | 0.60 | 2.21 | [89] | |
| 2010 | 25.95 | 63.66 | 2.84 | 1.19 | 0.74 | 2.90 | 0.25 | 0.48 | 0.86 | [90] |
| 20.85 | 64.64 | 4.05 | 2.24 | 0.31 | 3.19 | 0.24 | 0.93 | 1.85 | ||
| 2011 | 24.67 | 64.75 | 3.20 | 1.01 | - | 3.09 | 0.16 | 0.88 | 1.64 | [91] |
| 2015 | 16.7 | 73.1 | 1.95 | 1.05 | 0.35 | 3.94 | - | 2.42 | - | [92] |
| 2016 | 33.55 | 61.24 | 1.12 | 0.97 | - | 0.60 | 0.30 | 0.50 | 0.96 | [93] |
| 26.7 | 64.4 | 4.0 | 3.9 | - | - | - | - | 1.5 | ||
| 28.95 | 47.19 | 12.59 | 5.17 | 1.06 | 2.24 | 0.00 | 2.27 | 0.15 | ||
| 21.49 | 64.61 | 2.75 | 4.85 | 0.91 | 1.80 | 0.00 | 3.34 | 0.10 | ||
| 25.13 | 49.49 | 1.99 | 14.69 | 0.00 | 2.23 | - | 3.12 | 3.35 | [94] | |
| 25.34 | 65.16 | 3.43 | 0.91 | - | 2.38 | 0.12 | 0.41 | 1.35 | [93] | |
| 32.4 | 60.1 | 3.6 | 3.1 | - | - | - | - | 0.8 | ||
| 18.98 | 60.88 | 9.97 | 3.08 | 0.35 | 2.73 | 0.33 | 0.72 | 2.11 | ||
| 28.9 | 56.4 | 11.7 | 1.6 | - | - | - | - | 1.5 | ||
| 25.81 | 60.45 | 5.20 | 0.00 | 1.56 | 3.62 | - | 1.09 | 2.28 | [94] | |
| 2017 | 27.51 | 51.36 | 13.05 | 2.59 | 1.08 | 3.16 | - | 0.53 | 0.23 | [95] |
| 2018 | 29.70 | 62.21 | 3.53 | 0.90 | 1.20 | 1.70 | - | - | [96] | |
| 2019 | 55.0 | 80.0 | 44.7 | 52.0 | 3.7 | 11.0 | - | 3.9 | 15.0 | [75] |
| 2020 | 25.8 | 55.7 | 6.9 | 8.7 | - | - | 0.6 | - | - | [31] |
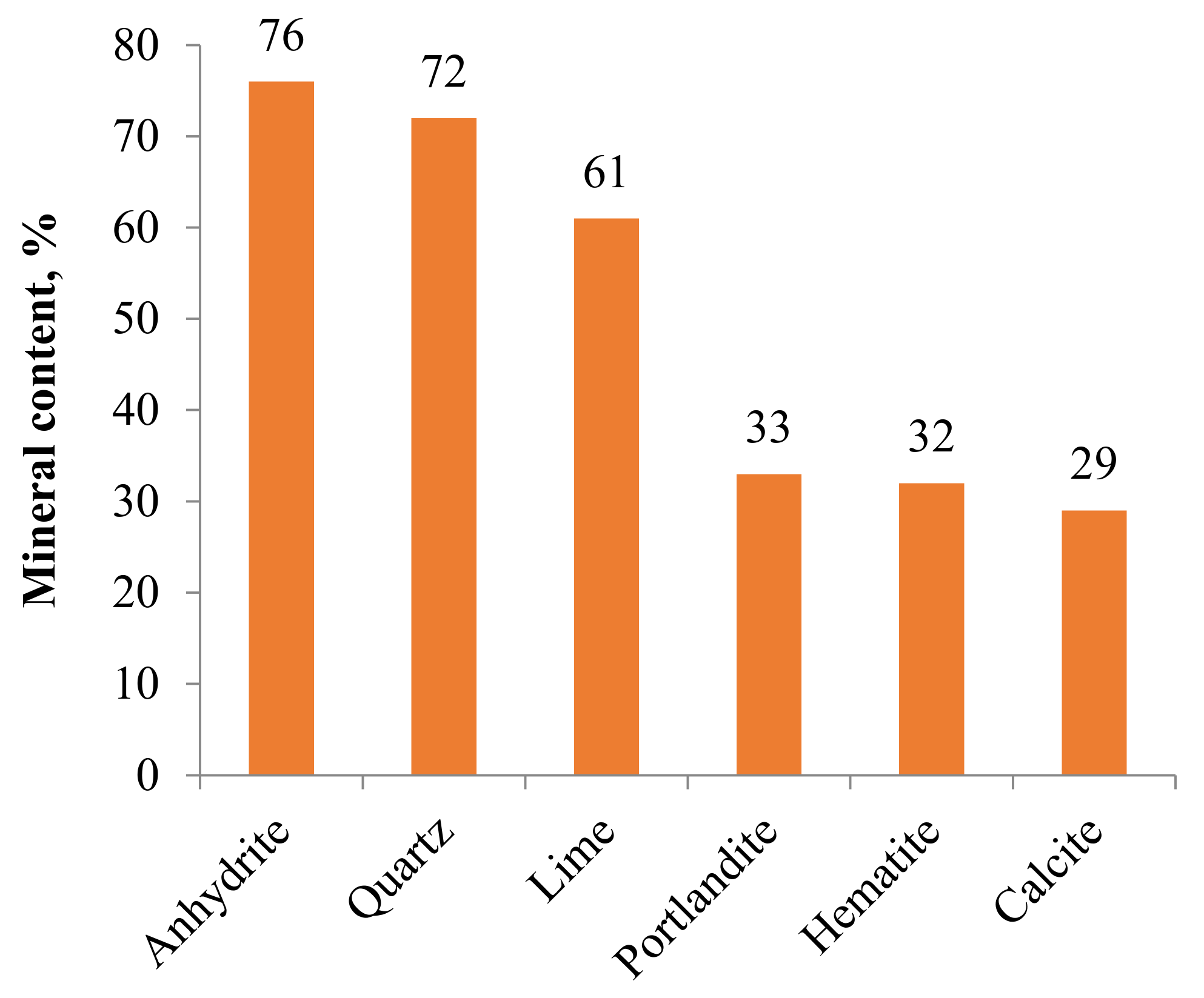
Mineralogical Composition
6. Typical Curing Regimes of Fly Ash-Based Concrete
6.1. Water Curing
6.2. Steam Curing
7. Physical Properties
7.1. Density
| Properties | The Range (Average) | Ref. [126] | Ref. [127] | Ref. [128] | Ref. [129] | Ref. [130] | Ref. [131] | Ref. [23] |
|---|---|---|---|---|---|---|---|---|
| Density (g/cm3) | 0.9–2.6 | ˂1.65 | 2.17 | 1.2–2.23 | 1.9–2.55 | 2.30 | 1–1.7 | 2.03 |
| Bulk Density (g/cm3) | 0.5–1.7 | ~1.23 | 1.26 | 0.99 | 1.6–1.8 | 0.57 –1.7 | 0.54–0.86 | 0.60–1.8 |
| Particle Shape (µm) | Spherical/Irregular | Spherical | Spherical/Irregular | Spherical | ||||
|
Average particle size (μm) | 0.5–300 | ˃150 | 1–150 | 6.92 | 10–100 | ~170 | 0.5–300 | 10–100 |
| Color |
Grey/Dark Brown/tan | Grey | Grey/Dark | Whitish grey | Tan–light | Tan–gray | Brown/grey | White |
| Specific gravity (g/cm3) | 1.90–3.20 | 2.23 | 2.18 | 2.29 | 2.25–3.15 | 1.9–2.55 | 2.1–3.0 | 1.8–2.1 |
| Pozzolanic activity index at 28 days (%) | 75–100 | 79.9 | ˂75 | - | 80 | 80–95 | 75 | 75 |
| Fineness, passing 45 µm (%) | 12–55 | 83.2 | 32.5–52.5 | ˃53 | 34 | 12.5 | 34 | 40 |
| Soundness, Le-Chatelier (mm) | 10 | - | 10 | - | 10 | 10 | 10 | 10 |
7.2. Specific Gravity (SG) and Grain Size
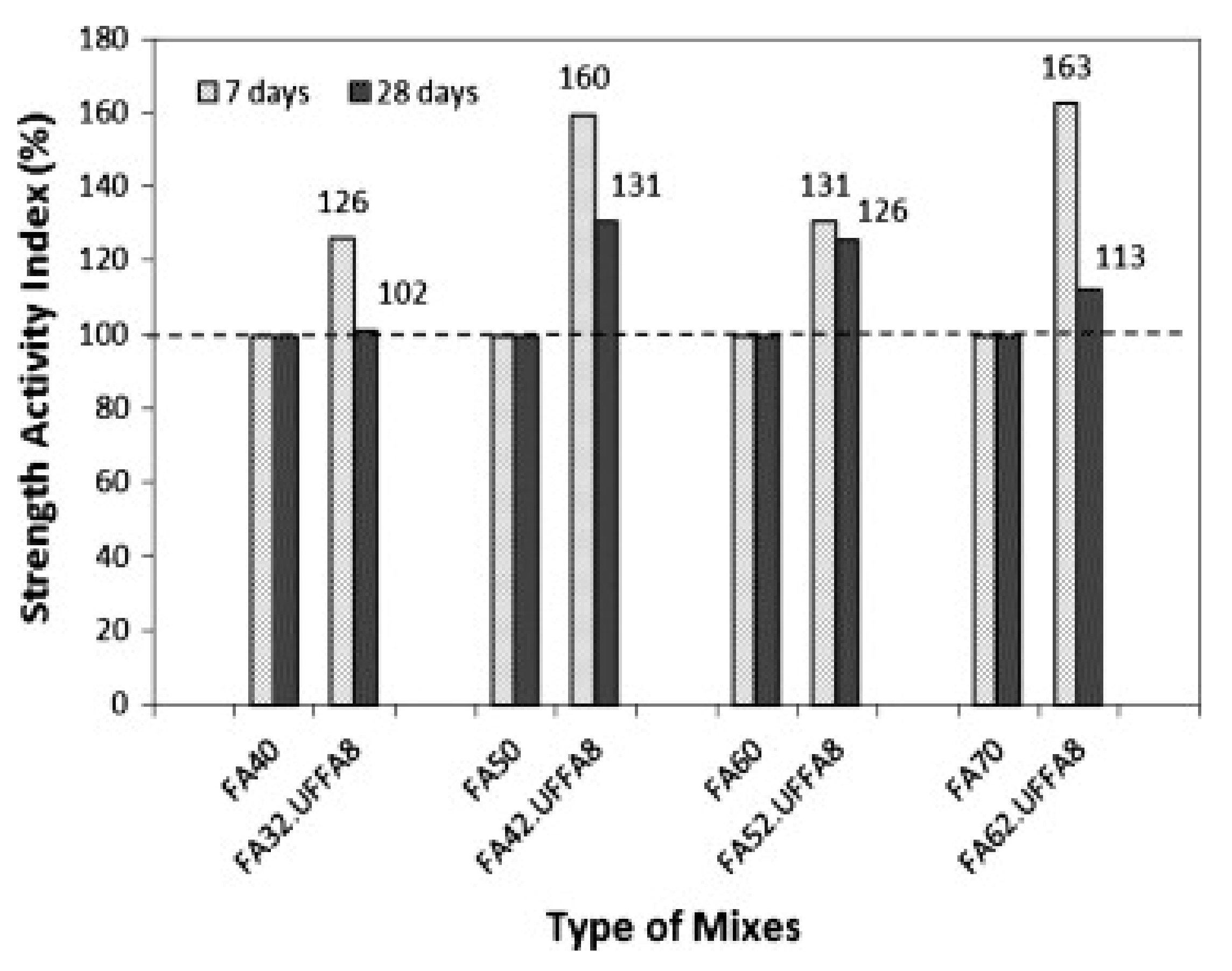
7.3. Strength Activity Index
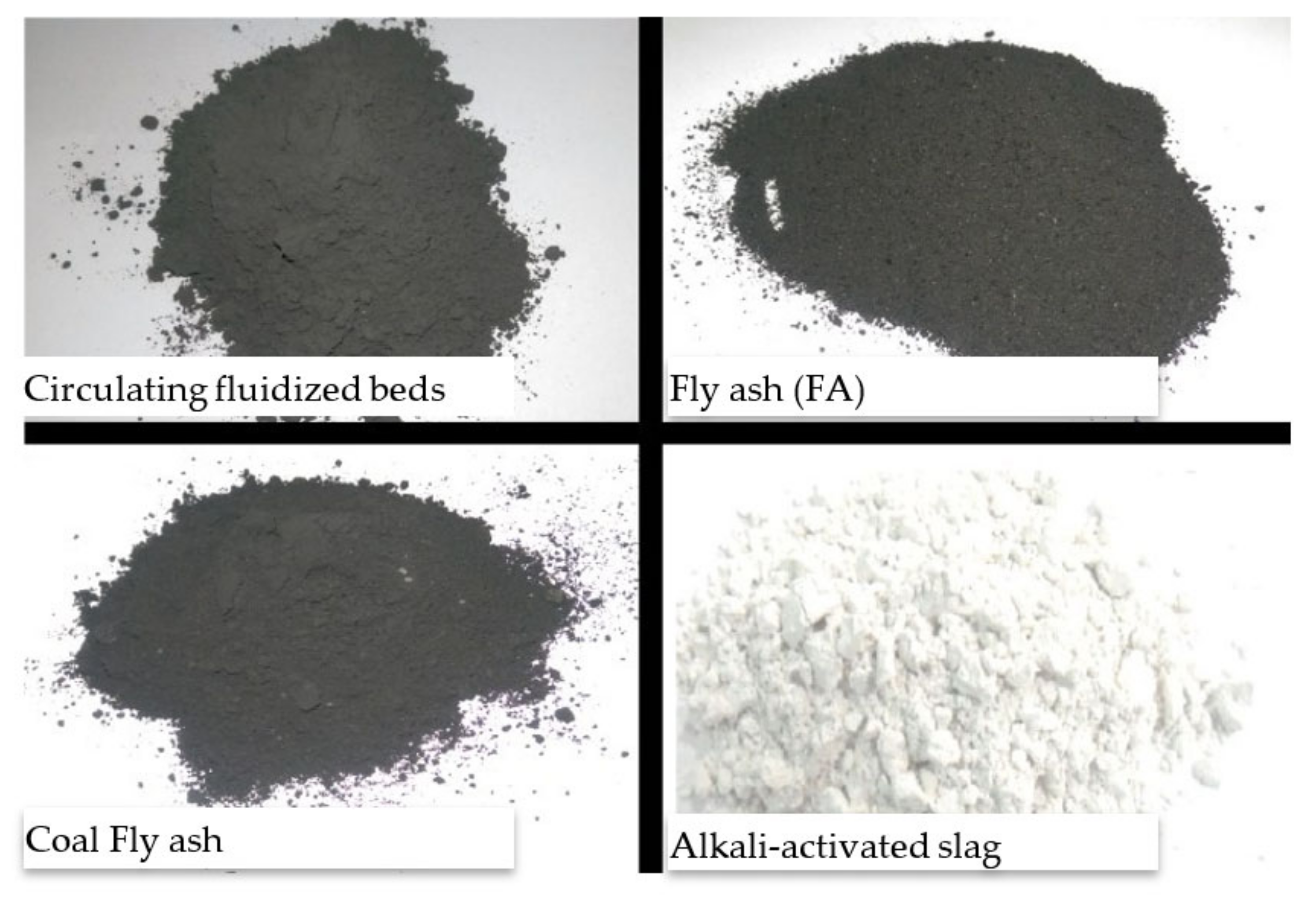
7.4. Color
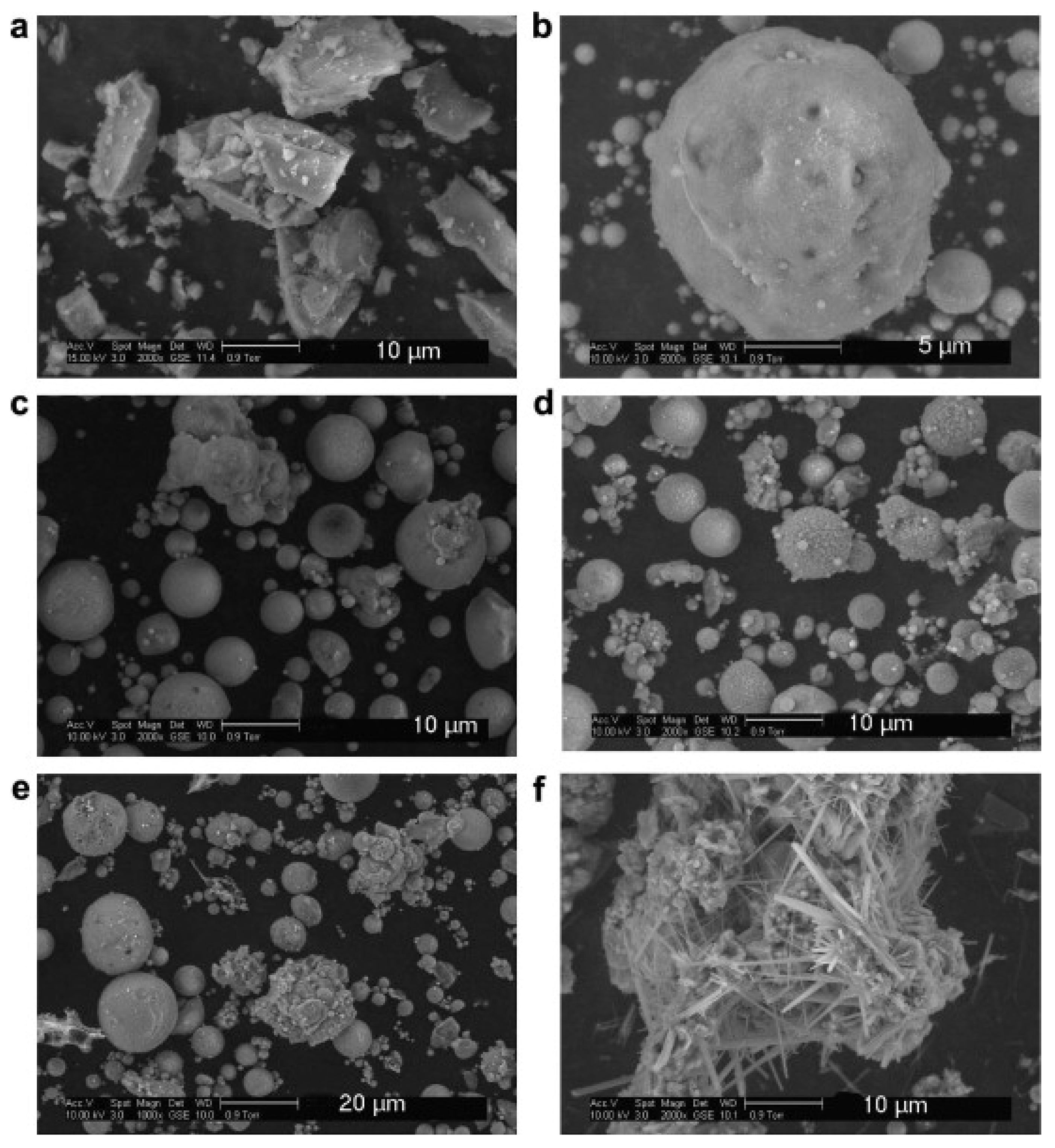
7.5. Particle Shape and Size
7.6. Fineness
7.7. Pozzolanic Activity
8. Fresh State Properties
8.1. Workability
8.2. Setting Time
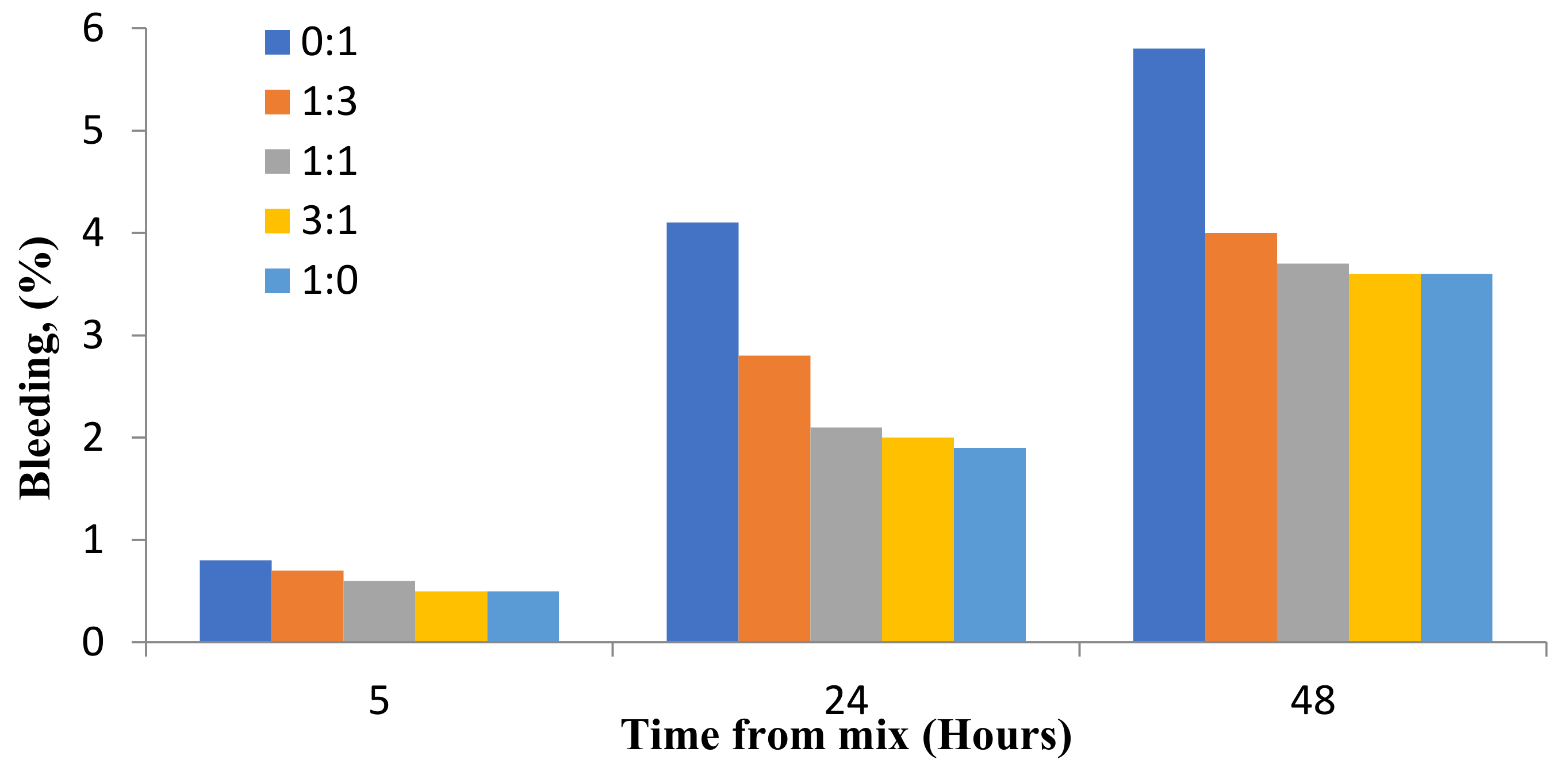
8.3. Segregation and Bleeding
9. Mechanical Properties
9.1. Compressive Strength
9.2. Splitting Tensile and Flexural Strength
9.3. Modulus of Elasticity
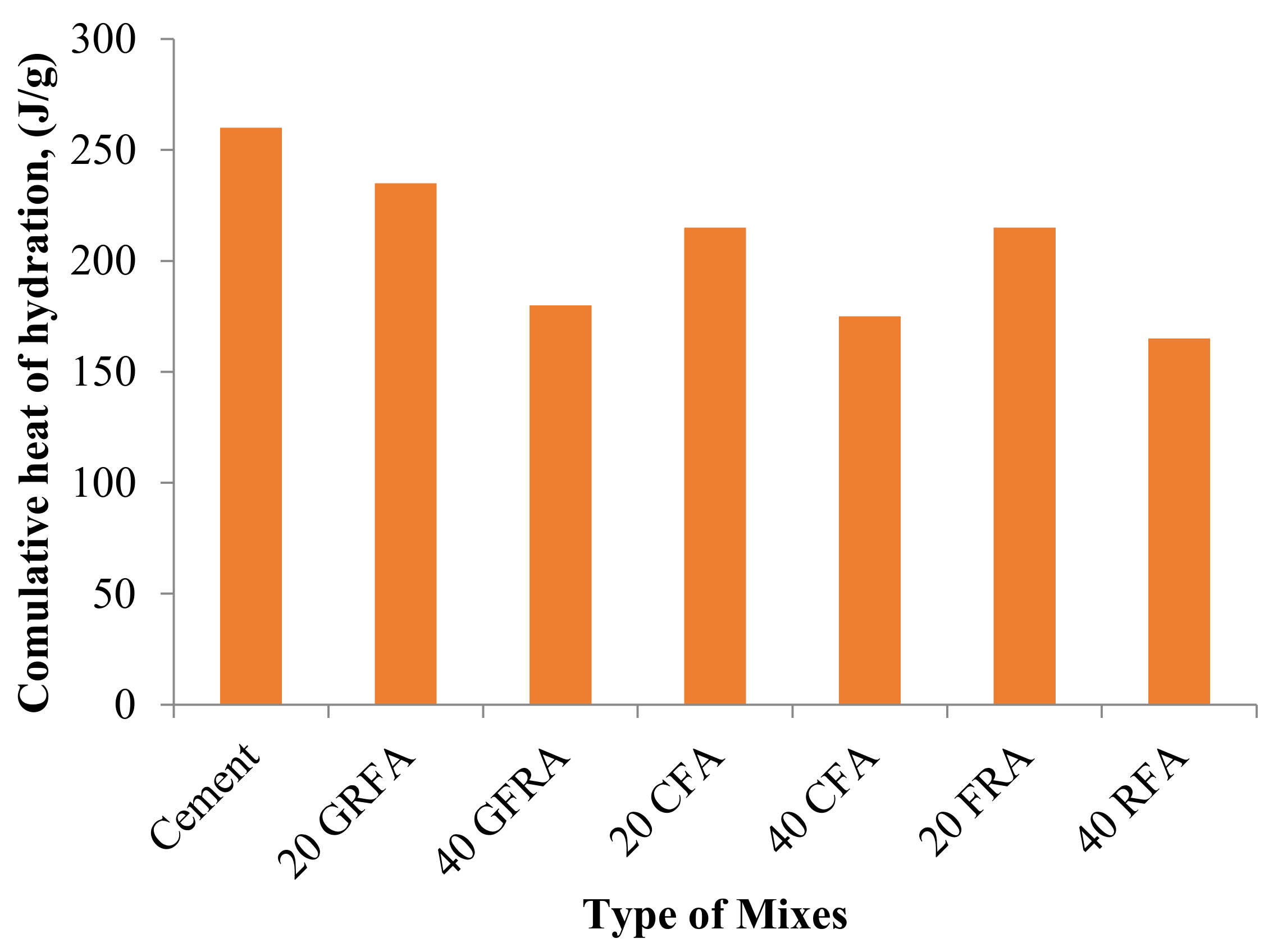
10. Heat of Hydration
| Mix | Activator | Records | Findings | Refs. |
|---|---|---|---|---|
| FA + OPC | Ca(OH)2 | Mild activation with pH between 7 and 13. Enhanced pozzolanic activity in long-term behavior. | Making reaction with soluble salts to produce insoluble Ca-compounds and increase the alkalinity. | [159] |
| FA | Hydrothermal treatment at a temperature of 130 °C. | Helped the formation of Al-substituted 11 Å tobermorite and hibschite. | [260] | |
| FA + OPC | CaO | For low-Ca FA, CaO was simply beneficial throughout early ages. As for high-Ca FA, the CaO was beneficial during both early and later ages. | Optimum dosage of 3% CaO. No enhancement influence was found with CaO content more than 5%. | [261] |
| FA | CaO was as a less effective additive compared to Ca(OH)2. | CaO displayed favorable effects when AAM cured at ambient temperature exhibited unfavorable influences when cured at elevated temperatures. | [262] | |
| FA + Lime | CaCl2 | It lowered the pH of pastes, however, enhanced Ca(OH)2 dissolution. | 4% CaCl2 at 23 °C reduced early strength and improved later strength, but it improved both from 35 to 65 °C. | [263] |
| FA + Limestone | Mixture with 1.7% CaCl2 and 10% FA is the optimum mix. | CaCl2 offered a considerable improvement in both early and long age strength and in accelerated setting time. | [248] | |
| FA + Lime | CaSO4 | Encouraged the formation of ettringite and dihydrate calcium sulfate. | Accelerated the pozzolanic activity of FA and considerably enhanced the early age strength of the binder. | [264] |
| FA + OPC | Anhydrite is more efficient at amending early age strength, however, it is less efficacious at enhancing later age strength than gypsum. | 10% anhydrite improved the 3 days fc by 70% and showed lower porosity and smaller pore sizes. | [265] | |
| FA | NaOH | Growing T triggered a reduction of Si/Al in aluminosilicate gel. | Hydrates including traces of zeolite plus amorphous alkali aluminosilicate. | [266] |
| FA | Cured for 24 h at 30 °C. | at high (OH/Al) ratio, NaOH promoted more 6-coordinate Al. | ||
| FA + Slag | Curing at ambient temperature. | At 28 days, fc = 50 MPa with 10 M NaOH. | ||
| FA + OPC | Na2CO3 | 3% and curing in ambient temperature. | Mortar exhibited 28 days fc = 14.8 MPa (fc = 22.0 MPa when there was no activator group). | |
| FA + Ca(OH)2 | Na2CO3 did not amend strength for NaOH-activated FA. | A noticeable enhancement in microstructure and strength was attained. | [267] | |
| FA + OPC | Na2SO4 | Ash can be activated at earlier ages by increasing the creation of AFt and alkalinity. | Compressive strength of mortar is improved by 40% for the first 3–7 days. | [105] |
| FA + Lime | Na2SO4 enhanced lime consumption on the first day and then did not thereafter. | 4% NaSO4 improved paste strength at both earlier and later age. | [248] | |
| FA + NaOH | Cured at 85 °C. | Converting of N-A-S-H gel into zeolites is enhanced. Sulfates are acting as an activation retarding agent once NaOH is the activator. | [268] | |
| FA + OPC | K2SO4 | 1% K2SO4 and cured at 20 °C. | It is beneficial in lowering the total porosity and improving the early strength. | [269] |
| FA | Na2SiO3 | Modulus was kept maintained at 1.0 when it was cured at 80 °C. | Activation of Na2SiO3 is not appropriate for high-Ca ash, however appropriate for high-Ca ash. | |
| FA | Cured at 60 °C for 24 h. | The strength of paste was largely linked to the gel-like hydrates at modulus of 1.64, and the formation of crystalline Na2SiO3 resulted in higher compressive strengths with the corresponding modulus = 1.0. | ||
| FA + NaOH | Na2CO3 | The major cause of strength was not due to a high pH at the early stage of NaOH formation. | Na2CO3 did not amend the compressive strength of the NaOH-activated FA binder. | |
| FA + OPC | Secondary phases, such as AFm and gaylussite, were preferred. | Na2CO3 favored precipitation of C-A-S-H-like gel over (N, C)-A-S-H-like gel. |
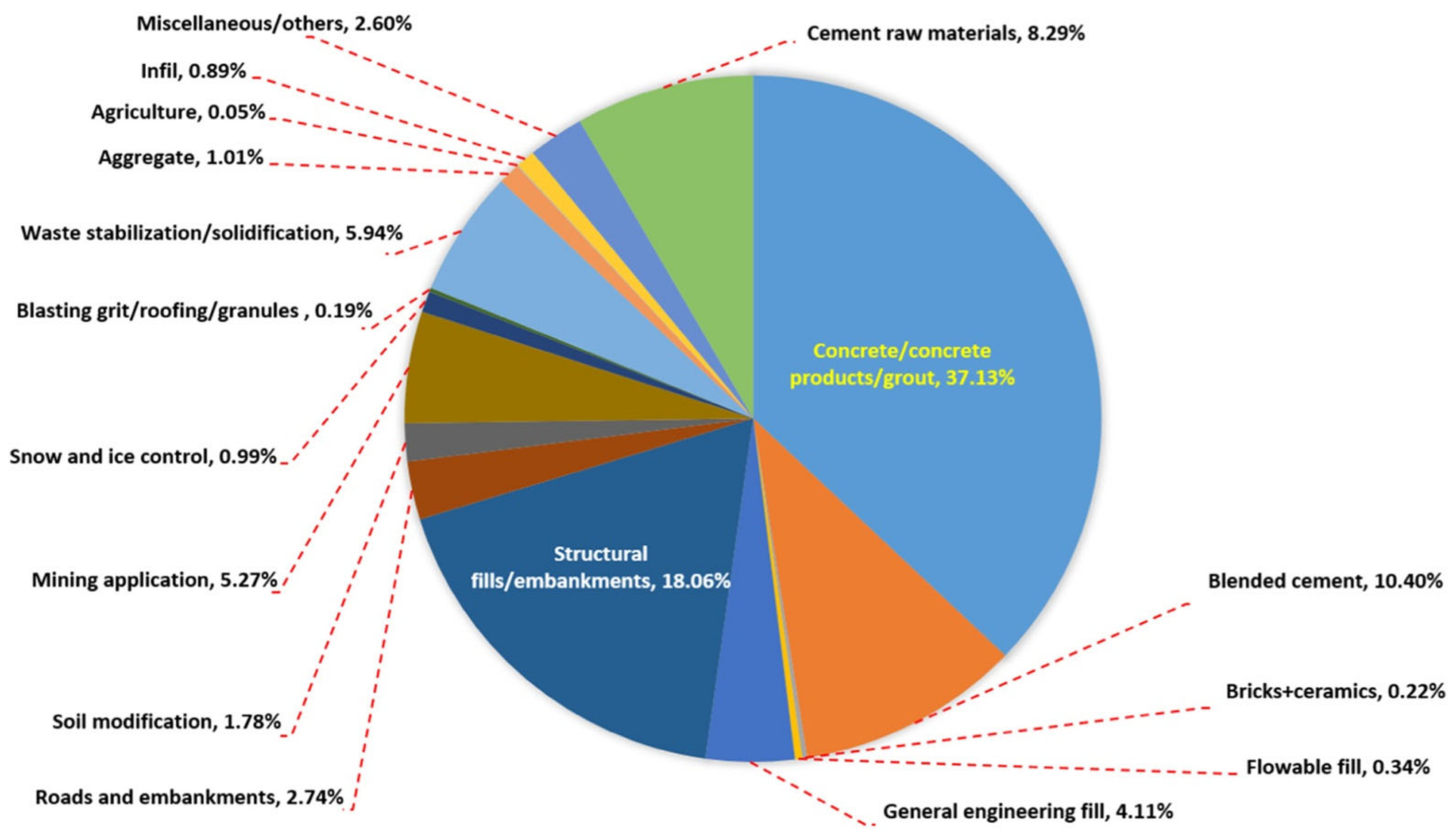
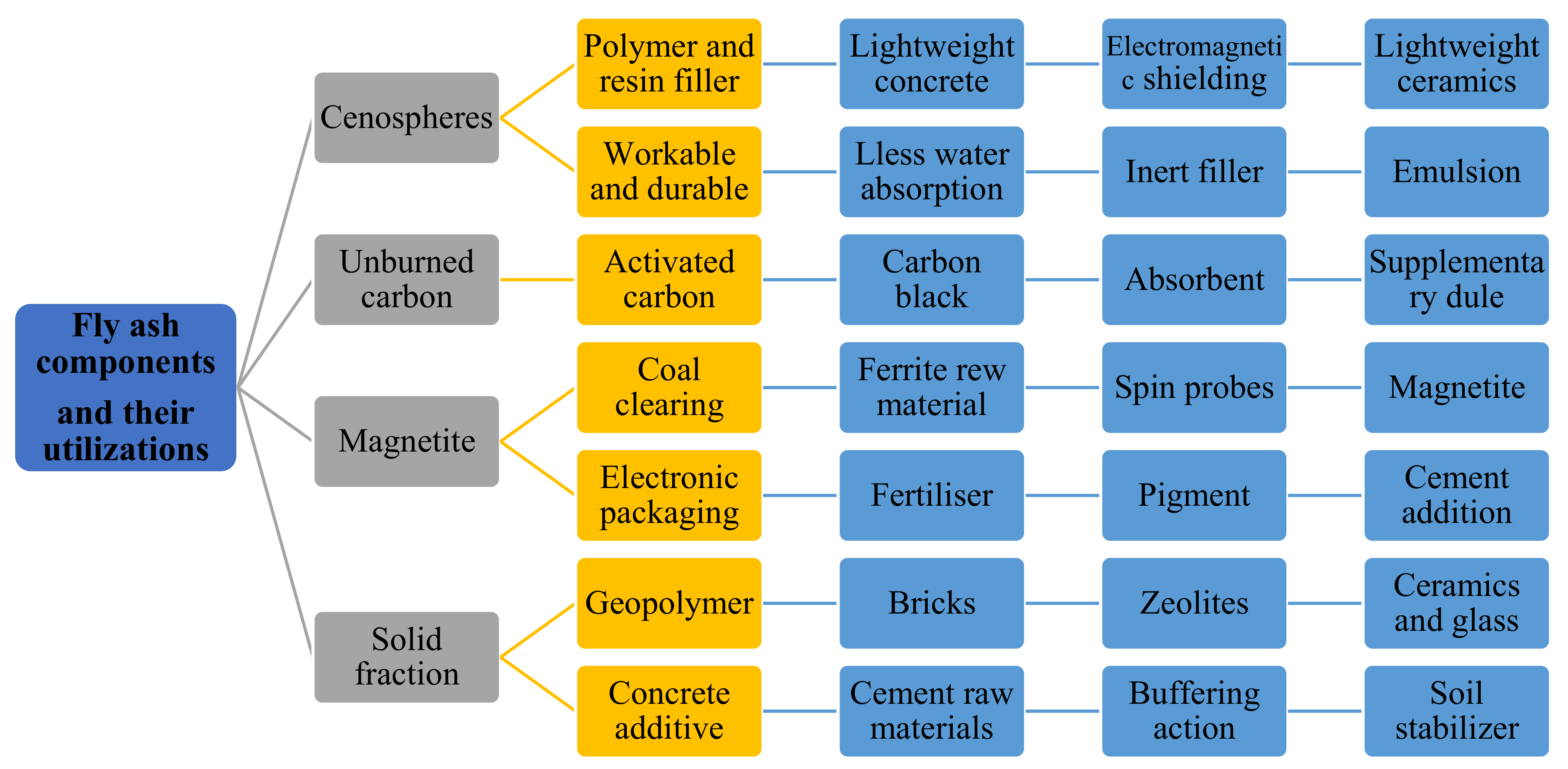
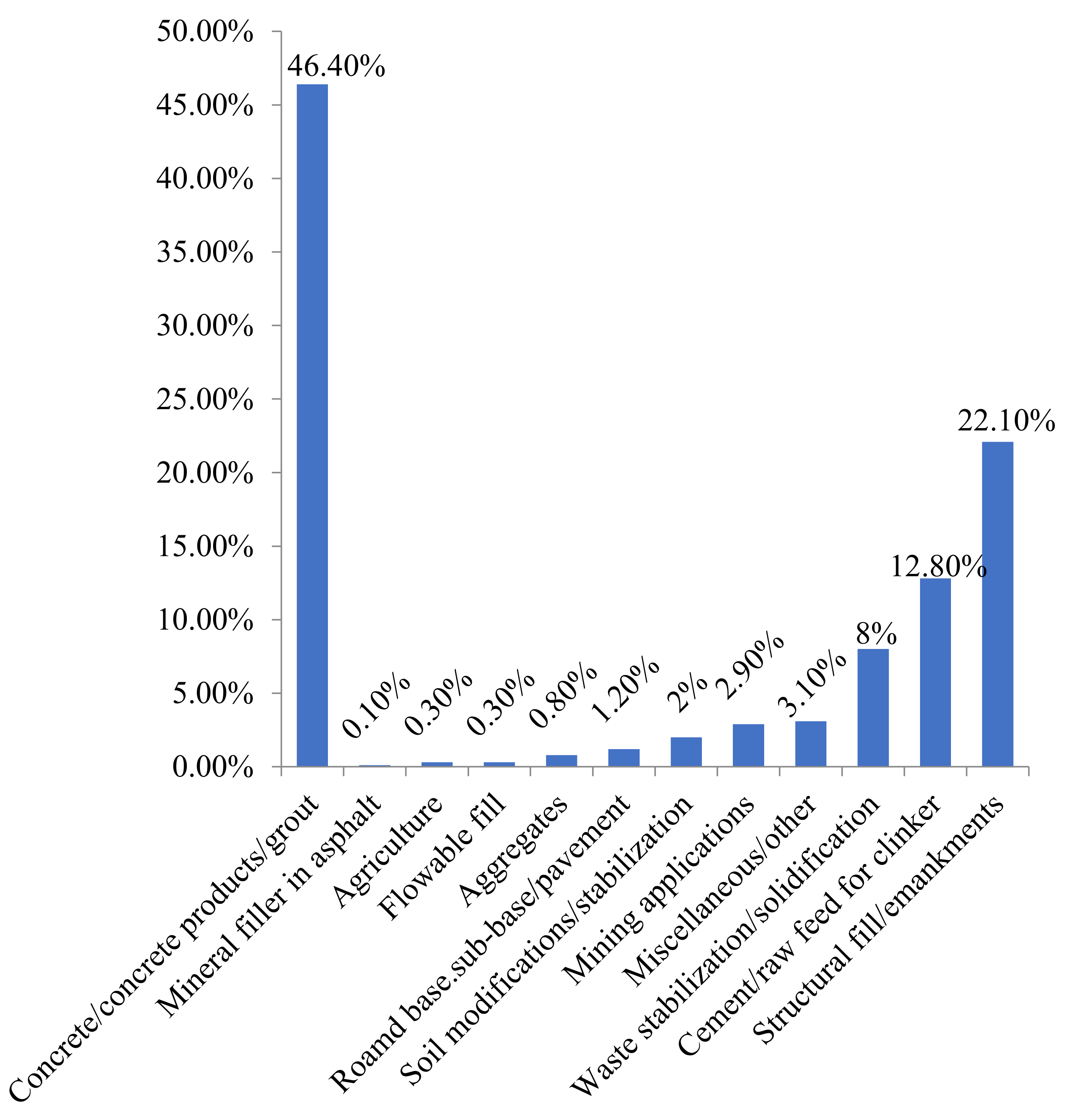
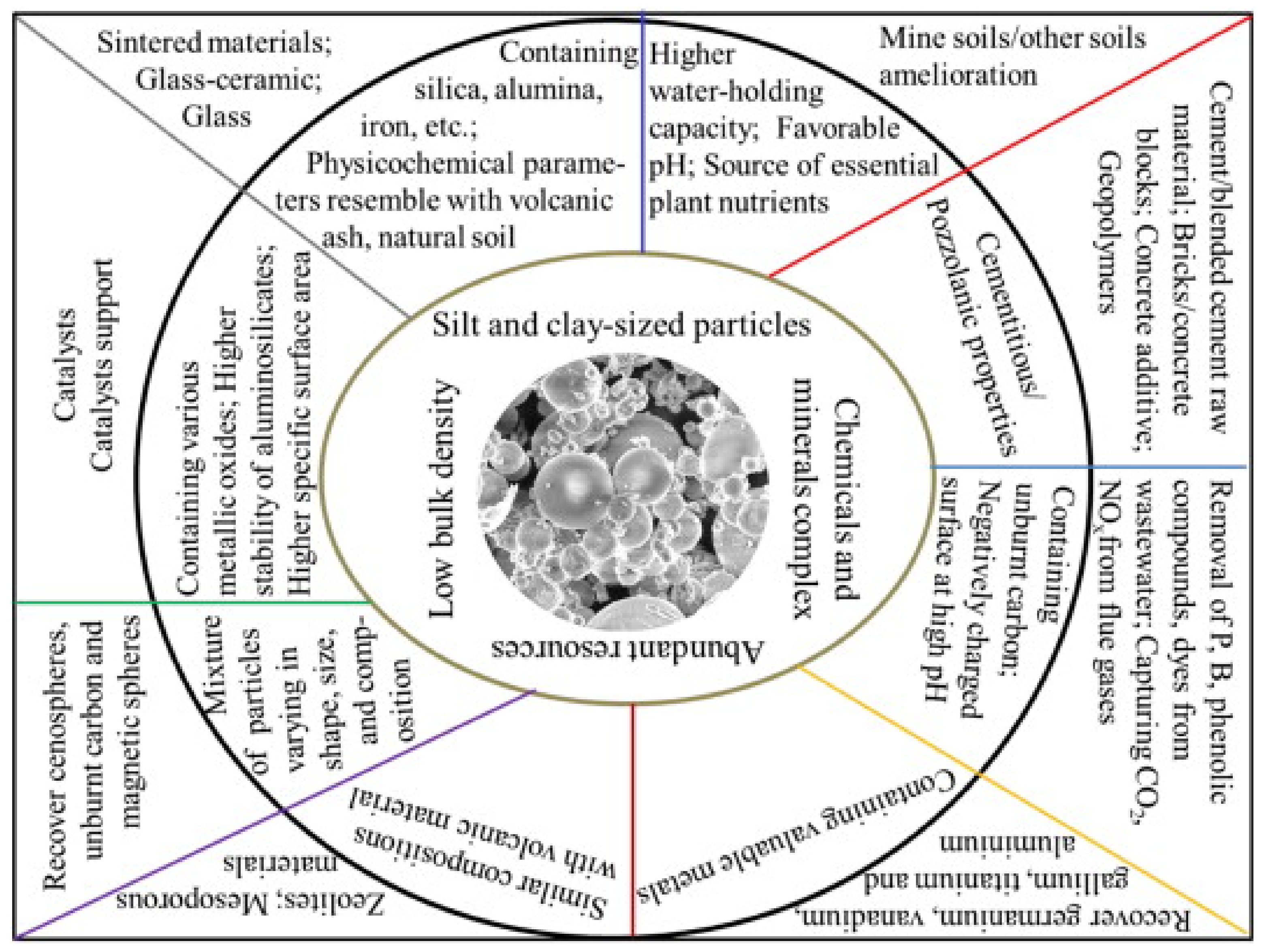
11. Utilizations of FA
12. Conclusions
- –
- The manufacturing and improvement of the performance of FA-based AAM must be controlled, and the reaction aspects of the material should be studied in detail. To this end, several facets, for instance, kinetics, thermodynamics, sympathies of intermediates and perceptions into their systems, and the grades to which the Si-O-Al are polymerized and oligomerized, should be studied. These will develop progressively improved performance of the concrete when the extra additives or components are involved. However, further research is needed to confirm that the manufacturing–structure–behaviors correspondence is accurate.
- –
- The majority of FA-based AAMs are stiff and susceptible to cracking. This performance obliges restrictions in applications and influences the long-term durability of AAMs. Therefore, innovations in the preparation must be applied to produce improved FA-based AAM composites.
- –
- Currently, FA-based AAMs are only formed at the research laboratory scale with empirical formulations. Thus, several studies on FA-based AAM production are required and must endeavor to adopt FA-based AAMs on a large scale.
- –
- The performance of FA-based AAMs for immobilization, toxic metal adsorption and the sealing of CO2 remained unsatisfactory. However, shifting the guidelines for preparation is worthy of further investigation.
- –
- As an alternative material to conventional concrete, FA-based AAM may be endowed with unique properties or additional functionalities. Therefore, novel applications of FA-based AAMs are worth discovering. For example, FA-based AAMs with biomass can be approved as new light-weight and incombustible materials.
- –
- The potential use of FA in producing high-strength and self-consolidating concretes must be studied.
- –
- Fibers must be used to increase the strength and longevity of FA in the concrete hardened state.
- –
- The use of FA in the design of eco-friendly buildings and cities should be highlighted.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| Alkali-activated material | AAM |
| Ambient temperature | AT |
| Ordinary Portland cement | OPC |
| Classified fly ash | CFA |
| Condensed graphene oxide | CGO |
| Electrostatic precipitator | ESP |
| Fly ash | FA |
| Fluidized-bed combustion | FBC |
| Ground granulated blast-furnace slag | GGBS |
| Loss on ignition | LOI |
| Pulverized coal | PC |
| Pollution control system | PCS |
| Polyvinyl alcohol | PVA |
| Recycled coarse aggregate | RCA |
| Room temperature | RT |
| Strength activity index | SAI |
| Supplementary cementitious material | SCM |
| Saudi fly ash | SFA |
| Specific gravity | SG |
| Submerged specific gravity | SSG |
References
- Baker, L. World cement, 2020 vision. Altern. J. 2020, 1, 2. [Google Scholar]
- Shaikh, F.U.A. Mechanical and durability properties of fly ash geopolymer concrete containing recycled coarse aggregates. Int. J. Sustain. Built Environ. 2016, 5, 277–287. [Google Scholar] [CrossRef] [Green Version]
- Mahaboob Basha, S.; Bhupal Reddy, C.; Vasugi, K. Strength behaviour of geopolymer concrete replacing fine aggregates by M- sand and E-waste. Int. J. Eng. Trends Technol. 2016, 40, 401–407. [Google Scholar] [CrossRef]
- Lakshmi, R.; Nagan, S. Utilization of waste e plastic particles in cementitious mixtures. J. Struct. Eng. 2011, 38, 26–35. [Google Scholar]
- Shalini, A.; Gurunarayanan, G.; Kumar, R.; Prakash, V.; Sakthivel, S. Performance of Rice Husk Ash in Geopolymer Concrete. Int. J. Innov. Res. Sci. Technol. 2016, 2, 73–77. [Google Scholar]
- Castel, A.; Foster, S.J. Bond strength between blended slag and Class F fly ash geopolymer concrete with steel reinforcement. Cem. Concr. Res. 2015, 72, 48–53. [Google Scholar] [CrossRef]
- Madheswaran, C.; Gnanasundar, G.; Gopalakrishnan, N. Effect of molarity in geopolymer concrete. Int. J. Civ. Struct. Eng. 2013, 4, 106–115. [Google Scholar] [CrossRef]
- Amran, Y.H.M.; Alyousef, R.; Alabduljabbar, H.; El-Zeadani, M. Clean production and properties of geopolymer concrete; A review. J. Clean. Prod. 2020, 251, 119679. [Google Scholar] [CrossRef]
- Amran, M.; Fediuk, R.; Murali, G.; Vatin, N.; Karelina, M.; Ozbakkaloglu, T.; Krishna, R.S.; Kumar, S.A.; Kumar, D.S.; Mishra, J. Rice husk ash-based concrete composites: A critical review of their properties and applications. Crystals 2021, 11, 168. [Google Scholar] [CrossRef]
- Amran, M.; Murali, G.; Fediuk, R.; Vatin, N.; Vasilev, Y.; Abdelgader, H. Palm oil fuel ash-based eco-efficient concrete: A critical review of the short-term properties. Materials 2021, 14, 332. [Google Scholar] [CrossRef]
- Abutaha, F.; Abdul Razak, H.; Kanadasan, J. Effect of palm oil clinker (POC) aggregates on fresh and hardened properties of concrete. Constr. Build. Mater. 2016, 112, 416–423. [Google Scholar] [CrossRef]
- Bouasria, M.; Khadraoui, F.; Benzaama, M.-H.; Touati, K.; Chateigner, D.; Gascoin, S.; Pralong, V.; Orberger, B.; Babouri, L.; El Mendili, Y. Partial substitution of cement by the association of Ferronickel slags and Crepidula fornicata shells. J. Build. Eng. 2021, 33, 101587. [Google Scholar] [CrossRef]
- Amran, M.; Debbarma, S.; Ozbakkaloglu, T. Fly ash-based eco-friendly geopolymer concrete: A critical review of the long-term durability properties. Constr. Build. Mater. 2021, 270, 121857. [Google Scholar] [CrossRef]
- Lavaniyah, S.; Mohammed, B.S.; Al-Fakih, A.; Wahab, M.M.A.; Liew, M.S.; Amran, Y.H. Acid and Sulphate Attacks on a Rubberized Engineered Cementitious Composite Containing Graphene Oxide. Materials 2020, 13, 3125. [Google Scholar] [CrossRef]
- Siddika, A.; Amin, M.R.; Rayhan, M.A.; Islam, M.S.; Mamun, M.A.A.; Alyousef, R.; Amran, Y.H.M. Performance of sustainable green concrete incorporated with fly ash, rice husk ash, and stone dust. Acta Polytech. 2021, 61, 279–291. [Google Scholar] [CrossRef]
- Gatto, M.; Wollni, M.; Qaim, M. Oil palm boom and land-use dynamics in Indonesia: The role of policies and socioeconomic factors. Land Use Policy 2015, 46, 292–303. [Google Scholar] [CrossRef] [Green Version]
- Awalludin, M.F.; Sulaiman, O.; Hashim, R.; Nadhari, W.N.A.W. An overview of the oil palm industry in Malaysia and its waste utilization through thermochemical conversion, specifically via liquefaction. Renew. Sustain. Energy Rev. 2015, 50, 1469–1484. [Google Scholar] [CrossRef]
- Salim, N.; Nordin, N.A.; Hashim, R.; Ibrahim, M.; Sato, M. The potential of oil palm trunk biomass as an alternative source for compressed wood. BioRes 2012, 7, 2688–2706. [Google Scholar]
- Hwang, J.P.; Shim, H.B.; Lim, S.; Ann, K.Y. Enhancing the durability properties of concrete containing recycled aggregate by the use of pozzolanic materials. KSCE J. Civ. Eng. 2013, 17, 155–163. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Homwuttiwong, S.; Jaturapitakkul, C. Strength and water permeability of concrete containing palm oil fuel ash and rice husk-bark ash. Constr. Build. Mater. 2007, 21, 1492–1499. [Google Scholar] [CrossRef]
- Jaturapitakkul, C.; Kiattikomol, K.; Tangchirapat, W.; Saeting, T. Evaluation of the sulfate resistance of concrete containing palm oil fuel ash. Constr. Build. Mater. 2007, 21, 1399–1405. [Google Scholar] [CrossRef]
- Bilek, V.; Sucharda, O.; Bujdos, D. Frost Resistance of Alkali-Activated Concrete—An Important Pillar of Their Sustainability. Sustainability 2021, 13, 473. [Google Scholar] [CrossRef]
- Gollakota, A.R.K.; Volli, V.; Shu, C.M. Progressive utilisation prospects of coal fly ash: A review. Sci. Total Environ. 2019, 672, 951–989. [Google Scholar] [PubMed]
- Sata, V.; Jaturapitakkul, C.; Kiattikomol, K. Influence of pozzolan from various by-product materials on mechanical properties of high-strength concrete. Constr. Build. Mater. 2007, 21, 1589–1598. [Google Scholar] [CrossRef]
- Islam, A.; Alengaram, U.J.; Jumaat, M.Z.; Bashar, I.I.; Kabir, S.M.A. Engineering properties and carbon footprint of ground granulated blast-furnace slag-palm oil fuel ash-based structural geopolymer concrete. Constr. Build. Mater. 2015, 101, 503–521. [Google Scholar] [CrossRef]
- Alengaram, U.J.; Al Muhit, B.A.; bin Jumaat, M.Z. Utilization of oil palm kernel shell as lightweight aggregate in concrete—A review. Constr. Build. Mater. 2013, 38, 161–172. [Google Scholar] [CrossRef]
- Alengaram, U.J.; Al Muhit, B.A.; bin Jumaat, M.Z.; Jing, M.L.Y. A comparison of the thermal conductivity of oil palm shell foamed concrete with conventional materials. Mater. Des. 2013, 51, 522–529. [Google Scholar] [CrossRef]
- Sata, V.; Wongsa, A.; Chindaprasirt, P. Properties of pervious geopolymer concrete using recycled aggregates. Constr. Build. Mater. 2013, 42, 33–39. [Google Scholar] [CrossRef]
- Kabir, S.M.A.; Alengaram, U.J.; Jumaat, M.Z.; Sharmin, A.; Islam, A. Influence of molarity and chemical composition on the development of compressive strength in POFA based geopolymer mortar. Adv. Mater. Sci. Eng. 2015, 2015, 647071. [Google Scholar] [CrossRef] [Green Version]
- Lesovik, V.; Volodchenko, A.; Fediuk, R.; Amran, Y.H.M.; Timokhin, R. Enhancing performances of clay masonry materials based on nanosize mine waste. Constr. Build. Mater. 2021, 269, 121333. [Google Scholar] [CrossRef]
- Danish, A.; Mosaberpanah, M.A. Formation mechanism and applications of cenospheres: A review. J. Mater. Sci. 2020, 55, 4539–4557. [Google Scholar] [CrossRef]
- Meesala, C.R.; Verma, N.K.; Kumar, S. Critical review on fly-ash based geopolymer concrete. Struct. Concr. 2020, 21, 1013–1028. [Google Scholar] [CrossRef]
- Lesovik, V.; Voronov, V.; Glagolev, E.; Fediuk, R.; Alaskhanov, A.; Amran, Y.H.M.; Murali, G.; Baranov, A. Improving the behaviors of foam concrete through the use of composite binder. J. Build. Eng. 2020, 31, 101414. [Google Scholar] [CrossRef]
- Rukzon, S.; Chindaprasirt, P. An Experimental Investigation of the Carbonation of Blended Portland Cement Palm Oil Fuel Ash Mortar in an Indoor Environment. Indoor Built Environ. 2009, 18, 313–318. [Google Scholar] [CrossRef]
- Xie, J.; Kayali, O. Effect of superplasticiser on workability enhancement of Class F and Class C fly ash-based geopolymers. Constr. Build. Mater. 2016, 122, 36–42. [Google Scholar] [CrossRef]
- Safiuddin, M.; Isa, M.H.M.; Jumaat, M.Z. Fresh properties of self-consolidating concrete incorporating palm oil fuel ash as a supplementary cementing material. Chiang Mai J. Sci. 2011, 38, 389–404. [Google Scholar]
- Salih, M.A.; Abang Ali, A.A.; Farzadnia, N. Characterization of mechanical and microstructural properties of palm oil fuel ash geopolymer cement paste. Constr. Build. Mater. 2014, 65, 592–603. [Google Scholar] [CrossRef]
- Yusuf, M.O. Performance of slag blended alkaline activated palm oil fuel ash mortar in sulfate environments. Constr. Build. Mater. 2015, 98, 417–424. [Google Scholar]
- Posi, P.; Teerachanwit, C.; Tanutong, C.; Limkamoltip, S.; Lertnimoolchai, S.; Sata, V.; Chindaprasirt, P. Lightweight geopolymer concrete containing aggregate from recycle lightweight block. Mater. Des. 2013, 52, 580–586. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Rattanasak, U.; Vongvoradit, P.; Jenjirapanya, S. Thermal treatment and utilization of Al-rich waste in high calcium fly ash geopolymeric materials. Int. J. Miner. Metall. Mater. 2012, 19, 872–878. [Google Scholar] [CrossRef]
- Amran, Y.H.M.; Soto, M.G.; Alyousef, R.; El-Zeadani, M.; Alabduljabbar, H.; Aune, V. Performance investigation of high-proportion Saudi-fly-ash-based concrete. Results Eng. 2020, 6, 100118. [Google Scholar] [CrossRef]
- Mahlia, T.M.; Abdulmuin, M.; Alamsyah, T.M.; Mukhlishien, D. An alternative energy source from palm wastes industry for Malaysia and Indonesia. Energy Convers. Manag. 2001, 42, 2109–2118. [Google Scholar] [CrossRef]
- Mo, K.H.; Alengaram, U.J.; Jumaat, M.Z. Experimental Investigation on the Properties of Lightweight Concrete Containing Waste Oil Palm Shell Aggregate. Procedia Eng. 2015, 125, 587–593. [Google Scholar] [CrossRef] [Green Version]
- Tangchirapat, W.; Saeting, T.; Jaturapitakkul, C.; Kiattikomol, K.; Siripanichgorn, A. Use of waste ash from palm oil industry in concrete. Waste Manag. 2007, 27, 81–88. [Google Scholar] [CrossRef] [PubMed]
- Bakharev, T. Resistance of geopolymer materials to acid attack. Cem. Concr. Res. 2005, 35, 658–670. [Google Scholar] [CrossRef]
- Fan, F.; Liu, Z.; Xu, G.; Peng, H.; Cai, C.S. Mechanical and thermal properties of fly ash based geopolymers. Constr. Build. Mater. 2018, 160, 66–81. [Google Scholar] [CrossRef]
- Kupwade-Patil, K.; Allouche, E.N. Impact of alkali silica reaction on fly ash-based geopolymer concrete. J. Mater. Civ. Eng. 2013, 25, 131–139. [Google Scholar] [CrossRef]
- Samadhi, T.W.; Wulandari, W.; Prasetyo, M.I.; Fernando, M.R.; Purbasari, A. Synthesis of geopolymer from biomass-coal ash blends. In Proceedings of the AIP Conference Proceedings, at the 3rd the Materials Research Society of Indonesia, Bali, Indonesia, 31 July–2 August 2018. [Google Scholar]
- Ling, Y.; Wang, K.; Li, W.; Shi, G.; Lu, P. Effect of slag on the mechanical properties and bond strength of fly ash-based engineered geopolymer composites. Compos. Part B Eng. 2019, 164, 747–757. [Google Scholar] [CrossRef]
- Korniejenko, K.; Mucsi, G.; Papné Halyag, N.; Szabó, R.; Mierzwiński, D.; Louda, P. Mechanical Properties of Basalt Fiber Reinforced Fly Ash-Based Geopolymer Composites. KnE Eng. 2020, 5, 86–100. [Google Scholar] [CrossRef] [Green Version]
- El-Chabib, H.; Syed, A. Properties of self-consolidating concrete made with high volumes of supplementary cementitious materials. J. Mater. Civ. Eng. 2013, 25, 1579–1586. [Google Scholar] [CrossRef]
- Mishra, A. Wear Investigation of Al-SiC p—Fly Ash Composites. Int. J. Eng. Tech. Res. 2016, 4, 2454–4698. [Google Scholar]
- Ongpeng, J.; Gapuz, E.; Andres, J.J.S.; Prudencio, D.; Cuadlisan, J.; Tadina, M.; Zacarias, A.; Benauro, D.; Pabustan, A. Alkali-activated binder as stabilizer in compressed earth blocks. In IOP Conference Series: Materials Science and Engineering, 4th International Conference on Construction and Building Engineering & 12th Regional Conference in Civil Engineering (ICONBUILD & RCCE 2019), 20–22 August 2019, Langkawi, Malaysia; IOP Publishing Ltd.: Bristol, UK, 2020; Volume 849. [Google Scholar]
- Zhang, Z.; Provis, J.L.; Reid, A.; Wang, H. Mechanical, thermal insulation, thermal resistance and acoustic absorption properties of geopolymer foam concrete. Cem. Concr. Compos. 2015, 62, 97–105. [Google Scholar] [CrossRef]
- Yan, S.; Sagoe-Crentsil, K. Properties of wastepaper sludge in geopolymer mortars for masonry applications. J. Environ. Manag. 2012, 112, 27–32. [Google Scholar] [CrossRef]
- Kanhar, A.H.; Chen, S.; Wang, F. Incineration Fly Ash and Its Treatment to Possible Utilization: A Review. Energies 2020, 13, 6681. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; De Silva, P.; Hanjitsuwan, S. Effect of High-Speed Mixing on Properties of High Calcium Fly Ash Geopolymer Paste. Arab. J. Sci. Eng. 2014, 39, 6001–6007. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Rattanasak, U.; Taebuanhuad, S. Resistance to acid and sulfate solutions of microwave-assisted high calcium fly ash geopolymer. Mater. Struct. Constr. 2013, 46, 375–381. [Google Scholar] [CrossRef]
- Melwanki, M.B.; Fuh, M.-R. Dispersive liquid–liquid microextraction combined with semi-automated in-syringe back extraction as a new approach for the sample preparation of ionizable organic compounds prior to liquid chromatography. J. Chromatogr. A 2008, 1198–1199, 1–6. [Google Scholar] [CrossRef]
- Abdullah, N.; Sulaiman, F. The Oil Palm Wastes in Malaysia. Intech 2013, 1, 75–93. [Google Scholar] [CrossRef] [Green Version]
- Mushtaq, F.; Abdullah, T.A.T.; Mat, R.; Ani, F.N. Optimization and characterization of bio-oil produced by microwave assisted pyrolysis of oil palm shell waste biomass with microwave absorber. Bioresour. Technol. 2015, 190, 442–450. [Google Scholar] [CrossRef]
- Ahmadi, R.; Zainudin, N.; Ismail, I.; Mannan, M.A.; Abidin, A.S.Z. Micro Fine Sized Palm Oil Fuel Ash Produced Using a Wind Tunnel Production System. Adv. Mater. Sci. Eng. 2016, 2016, 6792731. [Google Scholar] [CrossRef] [Green Version]
- Nuaklong, P.; Sata, V.; Chindaprasirt, P. Influence of recycled aggregate on fly ash geopolymer concrete properties. J. Clean. Prod. 2016, 112, 2300–2307. [Google Scholar] [CrossRef]
- Ali, B.; Qureshi, L.A.; Shah, S.H.A.; Rehman, S.U.; Hussain, I.; Iqbal, M. A step towards durable, ductile and sustainable concrete: Simultaneous incorporation of recycled aggregates, glass fiber and fly ash. Constr. Build. Mater. 2020, 251, 118980. [Google Scholar] [CrossRef]
- Bashar, I.I.; Alengaram, U.J.; Jumaat, M.Z.; Islam, A.; Santhi, H.; Sharmin, A. Engineering properties and fracture behaviour of high volume palm oil fuel ash based fibre reinforced geopolymer concrete. Constr. Build. Mater. 2016, 111, 286–297. [Google Scholar] [CrossRef]
- Wang, S.; Baxter, L.; Fonseca, F. Biomass fly ash in concrete: SEM, EDX and ESEM analysis. Fuel 2008, 87, 372–379. [Google Scholar] [CrossRef]
- Du, H.; Tan, K.H. Properties of high volume glass powder concrete. Cem. Concr. Compos. 2017, 75, 22–29. [Google Scholar] [CrossRef]
- Tonnayopas, D.; Nilrat, F.; Putto, K.; Tantiwitayawanich, J. Effect of oil palm fiber fuel ash on compressive strength of hardening concrete. Renew. Energy 2006, 1, 1–3. [Google Scholar]
- Chindaprasirt, P.; Chareerat, T.; Hatanaka, S.; Cao, T. High-Strength Geopolymer Using Fine High-Calcium Fly Ash. J. Mater. Civ. Eng. 2010, 23, 264–270. [Google Scholar] [CrossRef]
- Liang, G.; Li, Y.; Yang, C.; Zi, C.; Zhang, Y.; Hu, X.; Zhao, W. Production of biosilica nanoparticles from biomass power plant fly ash. Waste Manag. 2020, 105, 8–17. [Google Scholar] [CrossRef]
- Lee, J.-W.; Jang, Y.-I.; Park, W.-S.; Yun, H.-D.; Kim, S.-W. The Effect of Fly Ash and Recycled Aggregate on the Strength and Carbon Emission Impact of FRCCs. Int. J. Concr. Struct. Mater. 2020, 14, 1–13. [Google Scholar] [CrossRef]
- Bakri, A.M.M.A.; Kamarudin, H.; Bnhussain, M.; Nizar, I.K.; Mastura, W.I.W. Mechanism and Chemical Reaction of Fly Ash Geopolymer Cement—A Review. Int. J. Pure Appl. Sci. Technol. 2011, 6, 35–44. [Google Scholar]
- Czuma, N.; Casanova, I.; Baran, P.; Szczurowski, J.; Zarębska, K. CO2 sorption and regeneration properties of fly ash zeolites synthesized with the use of differentiated methods. Sci. Rep. 2020, 10, 1825. [Google Scholar] [CrossRef] [Green Version]
- Amran, M.; Murali, G.; Khalid, N.H.A.; Fediuk, R.; Ozbakkaloglu, T.; Lee, Y.H.; Haruna, S.; Lee, Y.Y. Slag uses in making an ecofriendly and sustainable concrete: A review. Constr. Build. Mater. 2021, 272, 121942. [Google Scholar] [CrossRef]
- Bhatt, A.; Priyadarshini, S.; Mohanakrishnan, A.A.; Abri, A.; Sattler, M.; Techapaphawit, S. Physical, chemical, and geotechnical properties of coal fly ash: A global review. Case Stud. Constr. Mater. 2019, 14, e00486. [Google Scholar] [CrossRef]
- Europe, A. Global Fly Ash Market Analysis|Industry Report, 2019–2026. Available online: https://www.giiresearch.com/report/dmin776950-global-fly-ash-market.html (accessed on 11 March 2021).
- Sujivorakul, C.; Jaturapitakkul, C.; Taotip, A. Utilization of Fly Ash, Rice Husk Ash, and Palm Oil Fuel Ash in Glass Fiber–Reinforced Concrete. J. Mater. Civ. Eng. 2011, 23, 1281–1288. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Chotetanorm, C.; Rukzon, S. Use of Palm Oil Fuel Ash to Improve Chloride and Corrosion Resistance of High-Strength and High-Workability Concrete. J. Mater. Civ. Eng. 2011, 23, 499–503. [Google Scholar] [CrossRef]
- Rukzon, S.; Chindaprasirt, P. Strength and chloride resistance of blended Portland cement mortar containing palm oil fuel ash and fly ash. Int. J. Miner. Metall. Mater. 2009, 16, 475–481. [Google Scholar] [CrossRef]
- Davidovits, P.J. 30 Years of Successes and Failures in Geopolymer Applications, Market Trends and Potential Breakthroughs. In Proceedings of the Geopolymer 2002 Conference, Melbourne, VIC, Australia, 28–29 October 2002. [Google Scholar] [CrossRef]
- Fabricius, A.-L.; Renner, M.; Voss, M.; Funk, M.; Perfoll, A.; Gehring, F.; Graf, R.; Fromm, S.; Duester, L. Municipal waste incineration fly ashes: From a multi-element approach to market potential evaluation. Environ. Sci. Eur. 2020, 32, 88. [Google Scholar] [CrossRef]
- Awal, A.S.M.A.; Abubakar, S.I. Properties of concrete containing high volume palm oil fuel ash: Ashort-term investigation. Malays. J. Civ. Eng. 2011, 23, 164–176. [Google Scholar]
- Altwair, N.M.; Azmi, M.J.M.; Johari, M.A.M.; Fuad, S.A. Strength Activity Index and Microstructural Characteristics of Treated Palm Oil Fuel Ash. Structure 2011, 11, 85–92. [Google Scholar]
- Mohd Ariffin, M.A.; Hussin, M.W.; Rafique Bhutta, M.A. Mix Design and Compressive Strength of Geopolymer Concrete Containing Blended Ash from Agro-Industrial Wastes. Adv. Mater. Res. 2011, 339, 452–457. [Google Scholar] [CrossRef]
- Neville, A.M. Properties of Concrete; Prentice Hall: Hoboken, NJ, USA, 1995. [Google Scholar]
- Vassilev, S.V.; Menendez, R.; Alvarez, D.; Diaz-Somoano, M.; Martinez-Tarazona, M.R. Phase-mineral and chemical composition of coal fly ashes as a basis for their multicomponent utilization. 1. Characterization of feed coals and fly ashes. Fuel 2003, 82, 1793–1811. [Google Scholar] [CrossRef]
- Barbare, N.; Shukla, A.; Bose, A. Uptake and loss of water in a cenosphere-concrete composite material. Cem. Concr. Res. 2003, 33, 1681–1686. [Google Scholar] [CrossRef]
- Rohatgi, P.K.; Daoud, A.; Schultz, B.F.; Puri, T. Microstructure and mechanical behavior of die casting AZ91D-Fly ash cenosphere composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 883–896. [Google Scholar] [CrossRef]
- Bajukov, O.A.; Anshits, N.N.; Petrov, M.I.; Balaev, A.D.; Anshits, A.G. Composition of ferrospinel phase and magnetic properties of microspheres and cenospheres from fly ashes. Mater. Chem. Phys. 2009, 114, 495–503. [Google Scholar] [CrossRef]
- Anshits, N.N.; Mikhailova, O.A.; Salanov, A.N.; Anshits, A.G. Chemical composition and structure of the shell of fly ash non-perforated cenospheres produced from the combustion of the Kuznetsk coal (Russia). Fuel 2010, 89, 1849–1862. [Google Scholar] [CrossRef]
- Fomenko, E.; Anshits, N.; Pankova, M. Fly Ash Cenospheres: Composition, Morphology, Structure, and Helium Permeability. In Proceedings of the World Coal Ash Conference, Denver, CO, USA, 9–11 May 2011. [Google Scholar]
- Yao, Z.T.; Ji, X.S.; Sarker, P.K.; Tang, J.H.; Ge, L.Q.; Xia, M.S.; Xi, Y.Q. A comprehensive review on the applications of coal fly ash. Earth-Sci. Rev. 2015, 141, 105–121. [Google Scholar]
- Zyrkowski, M.; Neto, R.C.; Santos, L.F.; Witkowski, K. Characterization of fly-ash cenospheres from coal-fired power plant unit. Fuel 2016, 174, 49–53. [Google Scholar] [CrossRef]
- Siyal, A.A.; Azizli, K.A.; Ismail, L.; Man, Z.; Khan, M.I. Suitability of Malaysian Fly Ash for Geopolymer Synthesis. Adv. Mater. Res. 2016, 1133, 201–205. [Google Scholar] [CrossRef]
- Liu, F.; Wang, J.; Qian, X. Integrating phase change materials into concrete through microencapsulation using cenospheres. Cem. Concr. Compos. 2017, 80, 317–325. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Zheng, K.; Zhang, X.; Wang, Y.; Xiao, C.; Chen, L.; Tian, X. Hollow microsphere-infused porous poly(vinylidene fluoride)/multiwall carbon nanotube composites with excellent electromagnetic shielding and low thermal transport. J. Mater. Sci. 2018, 53, 6042–6052. [Google Scholar] [CrossRef]
- Neville, A.M.; Brooks, J.J. Concrete Technology; Longman Scientific & Technical: London, UK, 1987; Volume 438. [Google Scholar]
- Jaturapitakkul, C.; Tangpagasit, J.; Songmue, S.; Kiattikomol, K. Filler effect and pozzolanic reaction of ground palm oil fuel ash. Constr. Build. Mater. 2011, 25, 4287–4293. [Google Scholar] [CrossRef]
- Park, S.; Wu, S.; Liu, Z.; Pyo, S. The Role of Supplementary Cementitious Materials (SCMs) in Ultra High Performance Concrete (UHPC): A Review. Materials 2021, 14, 1472. [Google Scholar]
- Kroehong, W.; Sinsiri, T.; Jaturapitakkul, C. Effect of palm oil fuel ash fineness on packing effect and pozzolanic reaction of blended cement paste. Procedia Eng. 2011, 14, 361–369. [Google Scholar]
- Ibrahim, M.; Megat Johari, M.A.; Maslehuddin, M.; Rahman, M.K.; Salami, B.A.; Mohamed, H.D. Influence of composition and concentration of alkaline activator on the properties of natural-pozzolan based green concrete. Constr. Build. Mater. 2019, 201, 186–195. [Google Scholar] [CrossRef]
- Tangchirapat, W.; Jaturapitakkul, C. Strength, drying shrinkage, and water permeability of concrete incorporating ground palm oil fuel ash. Cem. Concr. Compos. 2010, 32, 767–774. [Google Scholar] [CrossRef]
- Ohenoja, K.; Pesonen, J.; Yliniemi, J.; Illikainen, M. Utilization of fly ashes from fluidized bed combustion: A review. Sustainability 2020, 12, 2988. [Google Scholar] [CrossRef] [Green Version]
- Sata, V.; Jaturapitakkul, C.; Rattanashotinunt, C. Compressive Strength and Heat Evolution of Concretes Containing Palm Oil Fuel Ash. J. Mater. Civ. Eng. 2010, 22, 1033–1038. [Google Scholar] [CrossRef] [Green Version]
- Awal, A.; Nguong, S.K. A short-term investigation on high volume palm oil fuel ash (POFA) concrete. In Proceedings of the 35th Conferenece on our World in Concrete and Structure, Singapore, 25–27 August 2010; pp. 185–192. [Google Scholar]
- Chindaprasirt, P.; Rukzon, S. Pore Structure Changes of Blended Cement Pastes Containing Fly Ash, Rice Husk Ash, and Palm Oil Fuel Ash Caused by Carbonation. J. Mater. Civ. Eng. 2009, 21, 666–671. [Google Scholar] [CrossRef]
- Fediuk, R.; Mugahed Amran, Y.H.; Mosaberpanah, M.A.; Danish, A.; El-Zeadani, M.; Klyuev, S.V.; Vatin, N. A critical review on the properties and applications of sulfur-based concrete. Materials 2020, 13, 4712. [Google Scholar] [CrossRef]
- Malhotra, V.M.; Mehta, P.K.; Povindar, K. Pozzolanic and Cementitious Materials, 1st ed.; Gordon and Breach: Langhorne PA, USA, 1996; ISBN 9782884492119. [Google Scholar]
- Chindaprasirt, P.; Rukzon, S.; Sirivivatnanon, V. Resistance to chloride penetration of blended Portland cement mortar containing palm oil fuel ash, rice husk ash and fly ash. Constr. Build. Mater. 2008, 22, 932–938. [Google Scholar] [CrossRef]
- Leong, H.Y.; Ong, D.E.L.; Sanjayan, J.G.; Nazari, A. Suitability of Sarawak and Gladstone fly ash to produce geopolymers: A physical, chemical, mechanical, mineralogical and microstructural analysis. Ceram. Int. 2016, 42, 9613–9620. [Google Scholar] [CrossRef] [Green Version]
- Hussin, M.W.; Awal, A. Influence of palm oil fuel ash on strength and durability of concrete. Proceedings of the 7th International Conference on Durability of Building Materials and Components; E & FN Spon: London, UK, 1996. [Google Scholar]
- Abdullah, K.; Hussin, M.W.; Zakaria, F.; Muhamad, R.; Abdul Hamid, Z. A potential partial cement replacement material in aerated concrete. In Proceedings of the 6th Asia-Pacific Structural Engineering and Construction Conference, Kuala Lumpur, Malaysia, 5–6 September 2006. [Google Scholar]
- Adam, A. Strength and Durability Properties of Alkali Activated Slag and Fly Ash-Based Geopolymer Concrete. Ph.D. Thesis, RMIT University, Melbourne, VIC, Australia, August 2009. [Google Scholar]
- Bakri, A.; Mustafa, M.; Mohammed, H.; Kamarudin, H.; Niza, I.K.; Zarina, Y. Review on fly ash-based geopolymer concrete without Portland Cement. J. Eng. Technol. Res. 2011, 3, 1–4. [Google Scholar]
- Hardjito, D.; Wallah, S.E.; Sumajouw, D.M.J.; Rangan, B.V. Introducing fly ash-based geopolymer concrete: Manufacture and engineering properties. In Proceedings of the 30th Conference on Our World in Concrete and Structures, Singapore, 23–24 August 2005. [Google Scholar]
- Hardjito, D.; Wallah, S.E.; Sumajouw, D.M.J.; Rangan, B.V. Fly Ash-Based Geopolymer Concrete. Aust. J. Struct. Eng. 2005, 6, 77–86. [Google Scholar] [CrossRef] [Green Version]
- Ryu, G.S.; Lee, Y.B.; Koh, K.T.; Chung, Y.S. The mechanical properties of fly ash-based geopolymer concrete with alkaline activators. Constr. Build. Mater. 2013, 47, 409–418. [Google Scholar] [CrossRef]
- Alsubari, B.; Shafigh, P.; Ibrahim, Z.; Jumaat, M.Z. Heat-treated palm oil fuel ash as an effective supplementary cementitious material originating from agriculture waste. Constr. Build. Mater. 2018, 167, 44–54. [Google Scholar] [CrossRef]
- Kumaravel, S. Development of various curing effect of nominal strength Geopolymer concrete. J. Eng. Sci. Technol. Rev. 2014, 7, 116–119. [Google Scholar] [CrossRef]
- Liu, B.; Shi, J.; Zhou, F.; Shen, S.; Ding, Y.; Qin, J. Effects of steam curing regimes on the capillary water absorption of concrete: Prediction using multivariable regression models. Constr. Build. Mater. 2020, 256, 119426. [Google Scholar] [CrossRef]
- Patil, A.A.; Chore, H.; Dodeb, P. Effect of curing condition on strength of geopolymer concrete. Adv. Concr. Constr. 2014, 2, 29–37. [Google Scholar] [CrossRef] [Green Version]
- Manesh, S.B.; Madhukar, R.W.; Subhash, V.P. Effect of duration and temperature of curing on compressive strength of geopolymer concrete. Int. J. Eng. Innov. Technol. 2012, 1, 152–155. [Google Scholar] [CrossRef] [Green Version]
- Shafigh, P.; Jumaat, M.Z.; Mahmud, H.B.; Hamid, N.A.A. Lightweight concrete made from crushed oil palm shell: Tensile strength and effect of initial curing on compressive strength. Constr. Build. Mater. 2012, 27, 252–258. [Google Scholar] [CrossRef]
- Method for Making Test. Cylinders from Fresh Concrete; BS-1881:Part-110; British Standards Institution: London, UK, 1983.
- Koh, H.B.; Lee, Y.L.; Yeoh, D. Medium Lightweight Concrete Containing Palm Oil Clinker (POC) and Palm Oil Fuel Ash (POFA); Universiti Tun Hussein Onn Malaysia: Parit Raja, Malaysia, 2004. [Google Scholar]
- Kodur, V.K.R.; Yu, B. Rational Approach for Evaluating Fire Resistance of FRP-Strengthened Concrete Beams. J. Compos. Constr. 2016, 20, 04016041. [Google Scholar] [CrossRef]
- Zhu, H.; Wu, G.; Zhang, L.; Zhang, J.; Hui, D. Experimental study on the fire resistance of RC beams strengthened with near-surface-mounted high-Tg BFRP bars. Compos. Part. B Eng. 2014, 60, 680–687. [Google Scholar] [CrossRef]
- Nasvi, M.C.M.; Ranjith, P.G.; Sanjayan, J.; Bui, H. Effect of temperature on permeability of geopolymer: A primary well sealant for carbon capture and storage wells. Fuel 2014, 117, 354–363. [Google Scholar] [CrossRef]
- Fire Tests on Building Materials and Structures; BS 476: Part 6; British Standards Institution: London, UK, 1953.
- Karayannis, V.G.; Moustakas, K.G.; Baklavaridis, A.N.; Domopoulou, A.E. Sustainable ash-based geopolymers. Chem. Eng. Trans. 2018, 63, 505–510. [Google Scholar] [CrossRef]
- Silva, G.; Kim, S.; Aguilar, R.; Nakamatsu, J. Natural fibers as reinforcement additives for geopolymers—A review of potential eco-friendly applications to the construction industry. Sustain. Mater. Technol. 2020, 23, e00132v. [Google Scholar] [CrossRef]
- Amran, Y.H.M.; Farzadnia, N.; Ali, A.A.A. Properties and applications of foamed concrete; A review. Constr. Build. Mater. 2015, 101, 990–1005. [Google Scholar] [CrossRef]
- Umar, M.S.; Jennings, P.; Urmee, T. Strengthening the palm oil biomass Renewable Energy industry in Malaysia. Renew. Energy 2013, 60, 107–115. [Google Scholar] [CrossRef] [Green Version]
- Basri, H.; Mannan, M.; Zain, M.F. Concrete using waste oil palm shells as aggregate. Cem. Concr. Res. 1999, 29, 619–622. [Google Scholar] [CrossRef]
- Jumaat, M.Z.; Alengaram, U.J.; Mahmud, H. Shear strength of oil palm shell foamed concrete beams. Mater. Des. 2009, 30, 2227–2236. [Google Scholar] [CrossRef]
- Sofri, L.A.; Mohd Zahid, M.Z.A.; Isa, N.F.; Azizi Azizan, M.; Ahmad, M.M.; Ab Manaf, M.B.H.; Abdul Rahim, M.; Md Ghazaly, Z.; Abu Bakar, J.; Ahmran, M.S.A. Performance of Concrete by Using Palm Oil Fuel Ash (POFA) as a Cement Replacement Material. Appl. Mech. Mater. 2015, 815, 29–33. [Google Scholar] [CrossRef]
- Ibrahim, R.K.; Hamid, R.; Taha, M.R. Fire resistance of high-volume fly ash mortars with nanosilica addition. Constr. Build. Mater. 2012, 36, 779–786. [Google Scholar] [CrossRef]
- Shi, C.; Jiménez, A.F.; Palomo, A. New cements for the 21st century: The pursuit of an alternative to Portland cement. Cem. Concr. Res. 2011, 41, 750–763. [Google Scholar] [CrossRef]
- Islam, A.; Alengaram, U.J.; Zamin, J.; Bashar, I.I. Usage of Palm Oil Industrial Wastes as Construction Materials. World Academy of Science, Engineering and Technology. J. Civ. Environ. Eng. 2015, 9, 1–12. [Google Scholar]
- Moghaddam, F.; Sirivivatnanon, V.; Vessalas, K. The effect of fly ash fineness on heat of hydration, microstructure, flow and compressive strength of blended cement pastes. Case Stud. Constr. Mater. 2019, 10, e00218. [Google Scholar] [CrossRef]
- Kanadasan, J.; Razak, H.A. Engineering and sustainability performance of self-compacting palm oil mill incinerated waste concrete. J. Clean. Prod. 2015, 89, 78–86. [Google Scholar] [CrossRef] [Green Version]
- Kumar, A.; Kumar, S. Development of paving blocks from synergistic use of red mud and fly ash using geopolymerization. Constr. Build. Mater. 2013, 38, 865–871. [Google Scholar] [CrossRef]
- Zeyad, A.M.; Johari, M.A.M.; Alharbi, Y.R.; Abadel, A.A.; Amran, Y.H.M.; Tayeh, B.A.; Abutaleb, A. Influence of steam curing regimes on the properties of ultrafine POFA-based high-strength green concrete. J. Build. Eng. 2021, 38, 102204. [Google Scholar] [CrossRef]
- Mosaberpanah, M.A.; Amran, Y.H.M.; Akoush, A. Performance investigation of palm kernel shell ash in high strength concrete production. Comput. Concr. 2020, 26, 577–585. [Google Scholar] [CrossRef]
- Islam, M.M.U.; Mo, K.H.; Alengaram, U.J.; Jumaat, M.Z. Mechanical and fresh properties of sustainable oil palm shell lightweight concrete incorporating palm oil fuel ash. J. Clean. Prod. 2016, 115, 307–314. [Google Scholar] [CrossRef]
- Noorvand, H.; Ali, A.A.A.; Demirboga, R.; Noorvand, H.; Farzadnia, N. Physical and chemical characteristics of unground palm oil fuel ash cement mortars with nanosilica. Constr. Build. Mater. 2013, 48, 1104–1113. [Google Scholar] [CrossRef]
- Nehdi, M.; Duquette, J.; El Damatty, A. Performance of rice husk ash produced using a new technology as a mineral admixture in concrete. Cem. Concr. Res. 2003, 33, 1203–1210. [Google Scholar] [CrossRef]
- Coppola, L.; Coffetti, D.; Crotti, E. Plain and ultrafine fly ashes mortars for environmentally friendly construction materials. Sustainability 2018, 10, 874. [Google Scholar] [CrossRef] [Green Version]
- Lam, N.T. Assessment of the compressive strength and strength activity index of cement incorporating fly ash. OP Conf. Ser. Mater. Sci. Eng. 2020, 869, 32052. [Google Scholar] [CrossRef]
- Scrivener, K.L.; John, V.M.; Gartner, E.M. Eco-efficient cements: Potential economically viable solutions for a low-CO2 cement-based ma terials industry. Cem. Concr. Res. 2018, 114, 2–16. [Google Scholar]
- Supit, S.W.M.; Shaikh, F.U.A.; Sarker, P.K. Effect of ultrafine fly ash on mechanical properties of high volume fly ash mortar. Constr. Build. Mater. 2014, 51, 278–286. [Google Scholar] [CrossRef]
- Zainudin, A.; KIong, C.S.; Ong, P.; Ching, N.O.L.; Nor, N.H.M. Potential of Palm Oil Fuel Ash (POFA) Layers as Secondary Raw Material in Porcelain Stoneware Application. J. Mech. Eng. 2017, 2, 71–81. [Google Scholar]
- Ohenoja, K.; Wigren, V.; Österbacka, J.; Illikainen, M. Applicability of Fly Ash from Fluidized Bed Combustion of Peat, Wood, or Wastes to Concrete. Waste Biomass Valorization 2019, 10, 3525–3534. [Google Scholar] [CrossRef] [Green Version]
- Payá, J.; Monzó, J.; Borrachero, M.V.; Peris-Mora, E. Comparisons among magnetic and non-magnetic fly ash fractions: Strength development of cement-fly ash mortars. Waste Manag. 1996, 16, 119–124. [Google Scholar] [CrossRef]
- Lesovik, V.; Chernysheva, N.; Fediuk, R.; Amran, M.; Murali, G.; de Azevedo, A.R.G. Optimization of fresh properties and durability of the green gypsum-cement paste. Constr. Build. Mater. 2021, 287, 123035. [Google Scholar] [CrossRef]
- Hussin, M.; Ishida, T. A study on basic properties of hardened concrete containing palm oil fuel ash as partial cement replacement material. In Proceedings of the Annual Meeting in Materials and Construction, Summaries of Technical; Architectural Institute of Japan: Tokyo, Japan, 1999; pp. 179–180. [Google Scholar]
- Liu, M.Y.J.; Chua, C.P.; Alengaram, U.J.; Jumaat, M.Z. Utilization of Palm Oil Fuel Ash as Binder in Lightweight Oil Palm Shell Geopolymer Concrete. Adv. Mater. Sci. Eng. 2014, 2014, 610274. [Google Scholar] [CrossRef] [Green Version]
- Ranganath, R.V.; Bhattacharjee, B.; Krishnamoorthy, S. Influence of size fraction of ponded ash on its pozzolanic activity. Cem. Concr. Res. 1998, 28, 749–761. [Google Scholar] [CrossRef]
- Al-Qadri, F.A.; Saad, A.; Aldlaee, A.A. Effect of some admixtures on heat of hydration reaction of cement pastes produced in Yemen, Saudi Arabia, and Egypt. J. Eng. Sci. 2009, 37, 1041–1048. [Google Scholar]
- Martin, J.P.; Collins, R.A.; Browning, J.S.; Biehl, F.J. Properties and use of fly ashes for embankments. J. Energy Eng. 1990, 116, 71–86. [Google Scholar] [CrossRef]
- Mollamahmutoǧlu, M.; Yilmaz, Y. Potential use of fly ash and bentonite mixture as liner or cover at waste disposal areas. Environ. Geol. 2001, 40, 1316–1324. [Google Scholar] [CrossRef]
- Prashanth, J.P.; Sivapullaiah, P.V.; Sridharan, A. Pozzolanic fly ash as a hydraulic barrier in landfills. Eng. Geol. 2001, 60, 245–252. [Google Scholar] [CrossRef]
- Kaniraj, S.R.; Gayathri, V. Geotechnical behavior of fly ash mixed with randomly oriented fiber inclusions. Geotext. Geomembranes 2003, 21, 123–149. [Google Scholar] [CrossRef]
- Cokca, E.; Yilmaz, Z. Use of rubber and bentonite added fly ash as a liner material. Waste Manag. 2004, 24, 153–164. [Google Scholar] [CrossRef]
- Pandian, N.S. Fly ash characterization with reference to geotechnical applications. J. Indian Inst. Sci. 2004, 84, 189. [Google Scholar]
- Chindaprasirt, P.; Jaturapitakkul, C.; Sinsiri, T. Effect of fly ash fineness on compressive strength and pore size of blended cement paste. Cem. Concr. Compos. 2005, 27, 425–428. [Google Scholar] [CrossRef]
- Kim, B.; Prezzi, M.; Salgado, R. Geotechnical properties of fly and bottom ash mixtures for use in highway embankments. J. Geotech. Geoenviron. Eng. 2005, 131, 914–924. [Google Scholar] [CrossRef]
- Goswami, R.K.; Mahanta, C. Leaching characteristics of residual lateritic soils stabilised with fly ash and lime for geotechnical applications. Waste Manag. 2007, 27, 466–481. [Google Scholar] [CrossRef]
- Wang, S.; Li, V.C. Engineered cementitious composites with high-volume fly ash. ACI Mater. J. 2007, 104, 233. [Google Scholar] [CrossRef]
- Mishra, D.P.; Das, S.K. A study of physico-chemical and mineralogical properties of Talcher coal fly ash for stowing in underground coal mines. Mater. Charact. 2010, 61, 1252–1259. [Google Scholar] [CrossRef]
- Velez, I.C.; Norris, J.D.; Choi, Y.H.; Loux, S.; Hinrichs, K. 274 Effect of holding aspirated fluid from immature equine follicles on oocyte maturation and blastocyst production after intracytoplasmic sperm injection. Reprod. Fertil. Dev. 2011, 23, 235. [Google Scholar] [CrossRef]
- Horpibulsuk, S.; Phetchuay, C.; Chinkulkijniwat, A. Soil Stabilization by Calcium Carbide Residue and Fly Ash. J. Mater. Civ. Eng. 2012, 24, 184–193. [Google Scholar] [CrossRef]
- Yoon, M.S.; Han, S.J.; Kim, S.S. The mechanical properties of coal-ash generated in south Korea for using tide embankment material. In Proceedings of the International Offshore and Polar Engineering Conference, Anchorage, AL, USA, 30 June–4 July 2013. [Google Scholar]
- Webb, R.W.; Stormont, J.C.; Stone, M.C.S.; Thomson, B.M. Characterizing the unsaturated and saturated hydraulic properties of coal combustion by-products in landfills of northwestern new mexico. J. Am. Soc. Min. Reclam. 2014, 3, 70–99. [Google Scholar] [CrossRef]
- Arulrajah, A.; Mohammadinia, A.; Phummiphan, I.; Horpibulsuk, S.; Samingthong, W. Stabilization of Recycled Demolition Aggregates by Geopolymers comprising Calcium Carbide Residue, Fly Ash and Slag precursors. Constr. Build. Mater. 2016, 114, 864–873. [Google Scholar] [CrossRef]
- Smith, B.T.; Howard, I.L.; Vahedifard, F. Lightly cemented dredged sediments for sustainable reuse. Environ. Geotech. 2018, 5, 324–335. [Google Scholar] [CrossRef]
- Saldanha, R.B.; Reddy, K.R.; Consoli, N.C. Influence of sodium chloride on leaching behavior of fly ash stabilized with carbide lime. Constr. Build. Mater. 2019, 227, 116571. [Google Scholar] [CrossRef]
- Mailvaganam, N.P. Factors Influencing Slump Loss in Flowing Concrete. Spec. Publ. Counc. Agric. Sci. Technol. 1979, 62, 389–404. [Google Scholar] [CrossRef]
- Chaipanich, A.; Nochaiya, T. Thermal analysis and microstructure of Portland cement-fly ash-silica fume pastes. J. Therm. Anal. Calorim. 2010, 99, 487–493. [Google Scholar] [CrossRef]
- ASTM C 311-04 Standard Test Methods for Sampling and Testing Fly Ash or Natural Pozzolans for Use in Portland-Cement Concrete; Annual Book of ASTM Standards; ASTM: West Conshohocken, PA, USA, 2005.
- American Society of Testing Materials. ASTM C157 Standard Test Method for Length Change of Hardened Hydraulic-Cement Mortar and Concrete. Annu. B ASTM Stand. 2010, 4, 1–7. [Google Scholar] [CrossRef]
- ASTM Committee. ASTM D792-08 Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement; ASTM: West Conshohocken, PA, USA, 1900. [Google Scholar]
- Sathawane, S.H.; Vairagade, V.S.; Kene, K.S. Combine effect of rice husk ash and fly ash on concrete by 30% cement replacement. Procedia Eng. 2013, 51, 35–44. [Google Scholar] [CrossRef] [Green Version]
- ASTM Standard Test Method for Water-Extractable Sulfate in Hydrated Hydraulic Cement; ASTM: West Conshohocken, PA, USA, 2015. [CrossRef]
- Duan, P.; Yan, C.; Luo, W.; Zhou, W. Effects of adding nano-TiO2 on compressive strength, drying shrinkage, carbonation and microstructure of fluidized bed fly ash based geopolymer paste. Constr. Build. Mater. 2016, 106, 115–125. [Google Scholar] [CrossRef]
- Azevedo, A.R.G.; Vieira, C.M.F.; Ferreira, W.M.; Faria, K.C.P.; Pedroti, L.G.; Mendes, B.C. Potential use of ceramic waste as precursor in the geopolymerization reaction for the production of ceramic roof tiles. J. Build. Eng. 2020, 29, 101156. [Google Scholar] [CrossRef]
- Yliniemi, J.; Nugteren, H.; Illikainen, M.; Tiainen, M.; Weststrate, R.; Niinimäki, J. Lightweight aggregates produced by granulation of peat-wood fly ash with alkali activator. Int. J. Miner. Process. 2016, 149, 42–49. [Google Scholar] [CrossRef]
- Konečný, P.; Ghosh, P.; Hrabová, K.; Lehner, P.; Teplý, B. Effective methodology of sustainability assessment of concrete mixtures. Mater. Struct. 2020, 53, 1–15. [Google Scholar] [CrossRef]
- De Lomas, M.G.; De Rojas, M.I.S.; Frías, M.; De Rojas, M.I.S. Pozzolanic reaction of a spent fluid catalytic cracking catalyst in FCC-cement mortars. J. Therm. Anal. Calorim. 2007, 90, 443–447. [Google Scholar] [CrossRef]
- Chandara, C.; Sakai, E.; Azizli, K.A.M.; Ahmad, Z.A.; Hashim, S.F.S. The effect of unburned carbon in palm oil fuel ash on fluidity of cement pastes containing superplasticizer. Constr. Build. Mater. 2010, 24, 1590–1593. [Google Scholar] [CrossRef]
- Memon, F.A.; Nuruddin, M.F.; Khan, S.; Shafiq, N.; Ayub, T. Effect of sodium hydroxide concentration on fresh properties and compressive strength of self-compacting geopolymer concrete. J. Eng. Sci. Technol. 2013, 8, 44–56. [Google Scholar]
- Lesovik, V.; Popov, D.; Fediuk, R.; Glagolev, E.; Yoo, D.-Y. Improvement of Mechanical and Durability Behaviors of Textile Concrete: Effect of Polymineral Composite Binders and Superabsorbent Polymers. J. Mater. Civ. Eng. 2020, 32, 04020315. [Google Scholar] [CrossRef]
- Chernyshova, N.; Lesovik, V.; Fediuk, R.; Timokhin, R. Enhancement of fresh properties and performances of the eco-friendly gypsum-cement composite (EGCC). Constr. Build. Mater. 2020, 260, 120462. [Google Scholar] [CrossRef]
- Reddy, C.J.; Elavenil, S. Geopolymer concrete with self-compacting: A review. Int. J. Civ. Eng. Technol. 2017, 8, 163–172. [Google Scholar]
- Sata, V.; Sathonsaowaphak, A.; Chindaprasirt, P. Resistance of lignite bottom ash geopolymer mortar to sulfate and sulfuric acid attack. Cem. Concr. Compos. 2012, 34, 700–708. [Google Scholar] [CrossRef]
- Alsubari, B.; Shafigh, P.; Ibrahim, Z.; Alnahhal, M.F.; Jumaat, M.Z. Properties of eco-friendly self-compacting concrete containing modified treated palm oil fuel ash. Constr. Build. Mater. 2018, 158, 742–754. [Google Scholar] [CrossRef]
- Tolstoy, A.; Lesovik, V.; Fediuk, R.; Amran, M.; Gunasekaran, M.; Vatin, N.; Vasilev, Y. Production of greener high-strength concrete using russian quartz sandstone mine waste aggregates. Materials 2020, 13, 5575. [Google Scholar] [CrossRef]
- Safiuddin, M.; Salam, M.A.; Jumaat, M.Z. Key Fresh Properties of Self-Consolidating High-Strength POFA Concrete. J. Mater. Civ. Eng. 2013, 26, 134–142. [Google Scholar] [CrossRef]
- Volodchenko, A.A.; Lesovik, V.S. Effective Composites Employing Fast-Hardening Gypsum Cement Binders for Additive Manufacturing. In Proceedings of the International Conference “Actual Issues of Mechanical Engineering” (AIME), Tomsk, Russia, 27–29 July 2017. [Google Scholar]
- Awal, A.S.M.A.; Shehu, I.A. Evaluation of heat of hydration of concrete containing high volume palm oil fuel ash. Fuel 2013, 105, 728–731. [Google Scholar] [CrossRef]
- Ranjbar, N.; Behnia, A.; Alsubari, B.; Birgani, P.M.; Jumaat, M.Z. Durability and mechanical properties of self-compacting concrete incorporating palm oil fuel ash. J. Clean. Prod. 2016, 112, 723–730. [Google Scholar] [CrossRef]
- Matar, P.; Barhoun, J. Effects of waterproofing admixture on the compressive strength and permeability of recycled aggregate concrete. J. Build. Eng. 2020, 32, 101521. [Google Scholar] [CrossRef]
- Volodchenko, A.A.; Lesovik, V.S.; Cherepanova, I.A.; Volodchenko, A.N.; Zagorodnjuk, L.H.; Elistratkin, M.Y. Peculiarities of non-autoclaved lime wall materials production using clays. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Kuala Lumpur, Malaysia, 13–14 August 2018; IOP Publishing Ltd.: Bristol, UK, 2018; Volume 457. [Google Scholar]
- Awal, A.S.M.A.; Mohammadhosseini, H. Green concrete production incorporating waste carpet fiber and palm oil fuel ash. J. Clean. Prod. 2016, 137, 157–166. [Google Scholar] [CrossRef]
- Awal, A.S.M.A.; Shehu, I.A.; Ismail, M. Effect of cooling regime on the residual performance of high-volume palm oil fuel ash concrete exposed to high temperatures. Constr. Build. Mater. 2015, 98, 875–883. [Google Scholar] [CrossRef]
- Type III Cement May Be Used, Subject to Written Approval of The Engineer; ASTM C150 Type, II; ASTM: West Conshohocken, PA, USA, 2005.
- Elistratkin, M.Y.; Lesovik, V.S.; Zagorodnjuk, L.H.; Pospelova, E.A.; Shatalova, S.V. New point of view on materials development. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Zawiercie, Poland, 3–7 September 2018. [Google Scholar]
- Antunes, P. Performance analysis of fly ash in two-component grouts. In Proceedings of the Proceedings—Rapid Excavation and Tunneling Conference, New Orleans, LA, USA, 7–10 June 2015. [Google Scholar]
- Provis, J.L.; Bernal, S.A. Geopolymers and Related Alkali-Activated Materials. Annu. Rev. Mater. Res. 2014, 44, 299–327. [Google Scholar] [CrossRef]
- Ding, Y.; Dai, J.G.; Shi, C.J. Mechanical properties of alkali-activated concrete: A state-of-the-art review. Constr. Build. Mater. 2016, 127, 68–79. [Google Scholar] [CrossRef] [Green Version]
- Tangchirapat, W.; Jaturapitakkul, C.; Chindaprasirt, P. Use of palm oil fuel ash as a supplementary cementitious material for producing high-strength concrete. Constr. Build. Mater. 2009, 23, 2641–2646. [Google Scholar] [CrossRef]
- Singh, M.; Siddique, R. Effect of coal bottom ash as partial replacement of sand on properties of concrete. Resour. Conserv. Recycl. 2013, 72, 20–32. [Google Scholar] [CrossRef]
- Prabhu, R.; Anuradha, R.; Vivek, S. Experimental Research on Triple Blended Self-Compacting Geo Polymer Concrete. Asian J. Eng. Appl. Technol. 2016, 5, 15–21. [Google Scholar]
- Bessmertnyi, V.S.; Lesovik, V.S.; Krokhin, V.P.; Puchka, O.V.; Nikiforova, E.P. The reducing effect of argon in the plasma treatment of high-melting nonmetallic materials (a review). Glass Ceram. 2001, 58, 362–364. [Google Scholar] [CrossRef]
- Han, Q.; Wang, L.; Xu, J. Experimental research on mechanical properties of transverse enhanced and high-temperature-resistant CFRP tendons for prestressed structure. Constr. Build. Mater. 2015, 98, 864–874. [Google Scholar] [CrossRef]
- Galau, D.; Ismai, M. Characterization of Palm Oil Fuel Ash (POFA) from Different Mill as Cement Replacement Materials; Universiti Teknologi Malaysia: Johor Bahru, Malaysia, 2010. [Google Scholar]
- Provis, J.L. Alkali-activated materials. Cem. Concr. Res. 2018, 114, 40–48. [Google Scholar]
- Jong, L.Y.; Teo, D.C.L. Concrete Containing Palm Oil Fuel Ash (POFA) and Oil Palm Shell (OPS) Subjected to Elevated Temperatures. J. Civ. Eng. Sci. Technol. 2014, 5, 13–17. [Google Scholar] [CrossRef] [Green Version]
- Chernysheva, N.; Lesovik, V.; Fediuk, R.; Vatin, N. Improvement of Performances of the Gypsum-Cement Fiber Reinforced Composite (GCFRC). Materials 2020, 13, 3847. [Google Scholar] [CrossRef]
- Singh, N.B.; Middendorf, B. Geopolymers as an alternative to Portland cement: An overview. Constr. Build. Mater. 2020, 237, 117455. [Google Scholar] [CrossRef]
- Zagorodnyuk, L.; Lesovik, V.S.; Sumskoy, D. Thermal insulation solutions of the reduced density. Constr. Mater. Prod. 2018, 1, 40–50. [Google Scholar] [CrossRef]
- Hussin, M.W.; Muthusamy, K.; Zakaria, F. Effect of Mixing Constituent toward Engineering Properties of POFA Cement-Based Aerated Concrete. J. Mater. Civ. Eng. 2010, 22, 287–295. [Google Scholar] [CrossRef]
- Munir, A.; Abdullah; Huzaim; Sofyan; Irfandi; Safwan. Utilization of Palm Oil Fuel Ash (POFA) in Producing Lightweight Foamed Concrete for Non-structural Building Material. Procedia Eng. 2015, 125, 739–746. [Google Scholar] [CrossRef]
- Abid, S.R.; Murali, G.; Amran, M.; Vatin, N.; Fediuk, R.; Karelina, M. Evaluation of mode II fracture toughness of hybrid fibrous geopolymer composites. Materials 2021, 14, 349. [Google Scholar] [CrossRef]
- Hussin, M.W.; Awal, A.S.M.A. Influence of Palm Oil Fuel Ash on Sulfate Resistance of Mortar and Concrete. Spec. Publ. 1998, 178, 417–430. [Google Scholar] [CrossRef]
- Fediuk, R.S.; Ibragimov, R.A.; Lesovik, V.S.; Pak, A.A.; Krylov, V.V.; Poleschuk, M.M.; Stoyushko, N.Y.; Gladkova, N.A. Processing equipment for grinding of building powders. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Lesvos, Greece, 3–7 September 2018; IOP Publishing Ltd.: Bristol, UK, 2018; Volume 327. [Google Scholar]
- Zhuang, X.Y.; Chen, L.; Komarneni, S.; Zhou, C.H.; Tong, D.S.; Yang, H.M.; Yu, W.H.; Wang, H. Fly ash-based geopolymer: Clean production, properties and applications. J. Clean. Prod. 2016, 125, 253–267. [Google Scholar] [CrossRef]
- Joseph, B.; Mathew, G. Influence of aggregate content on the behavior of fly ash based geopolymer concrete. Sci. Iran. 2012, 19, 1188–1194. [Google Scholar] [CrossRef] [Green Version]
- Boonserm, K.; Sata, V.; Pimraksa, K.; Chindaprasirt, P. Improved geopolymerization of bottom ash by incorporating fly ash and using waste gypsum as additive. Cem. Concr. Compos. 2012, 34, 819–824. [Google Scholar] [CrossRef]
- Li, Z.; Chen, R.; Zhang, L. Utilization of chitosan biopolymer to enhance fly ash-based geopolymer. J. Mater. Sci. 2013, 48, 7986–7993. [Google Scholar] [CrossRef]
- Saravanan, G.; Jeyasehar, C.A.; Kandasamy, S. Flyash based geopolymer concrete-A state of the art review. J. Eng. Sci. Technol. Rev. 2013, 6, 25–32. [Google Scholar] [CrossRef]
- Rautray, S.S.; Das, M.R. Self-compacting geo polymer concrete: An emerging material for sustainable construction. J. Adv. Res. Dyn. Control. Syst. 2018, 13, 59–68. [Google Scholar]
- Ranjbar, N.; Mehrali, M.; Alengaram, U.J.; Metselaar, H.S.C.; Jumaat, M.Z. Compressive strength and microstructural analysis of fly ash/palm oil fuel ash based geopolymer mortar under elevated temperatures. Constr. Build. Mater. 2014, 65, 114–121. [Google Scholar] [CrossRef]
- Zhang, M.; El-Korchi, T.; Zhang, G.; Liang, J.; Tao, M. Synthesis factors affecting mechanical properties, microstructure, and chemical composition of red mud-fly ash based geopolymers. Fuel 2014, 134, 315–325. [Google Scholar] [CrossRef]
- Ogundiran, M.B.; Nugteren, H.W.; Witkamp, G.J. Immobilisation of lead smelting slag within spent aluminate-fly ash based geopolymers. J. Hazard. Mater. 2013, 248–249, 29–36. [Google Scholar] [CrossRef]
- Islam, A.; Alengaram, U.J.; Jumaat, M.Z.; Bashar, I.I. The development of compressive strength of ground granulated blast furnace slag-palm oil fuel ash-fly ash based geopolymer mortar. Mater. Des. 2014, 56, 833–841. [Google Scholar] [CrossRef]
- Jun, Y.; Oh, J.E. Mechanical and microstructural dissimilarities in alkali-activation for six Class F Korean fly ashes. Constr. Build. Mater. 2014, 52, 396–403. [Google Scholar] [CrossRef]
- Awal, A.S.M.A.; Hussin, M.W. Effect of palm oil fuel ash in controlling heat of hydration of concrete. Procedia Eng. 2011, 14, 2650–2657. [Google Scholar] [CrossRef] [Green Version]
- Mohammadhosseini, H.; Awal, A.S.M.A.; Ehsan, A.H. Influence of palm oil fuel ash on fresh and mechanical properties of self-compacting concrete. Sadhana 2015, 40, 1989–1999. [Google Scholar] [CrossRef] [Green Version]
- Mohammadhosseini, H.; Yatim, J.M. Microstructure and residual properties of green concrete composites incorporating waste carpet fibers and palm oil fuel ash at elevated temperatures. J. Clean. Prod. 2017, 144, 8–21. [Google Scholar] [CrossRef]
- Mostafa, N.Y.; Brown, P.W. Heat of hydration of high reactive pozzolans in blended cements: Isothermal conduction calorimetry. Thermochim. Acta 2005, 435, 162–167. [Google Scholar] [CrossRef]
- Makul, N.; Fediuk, R.; Amran, M.; Zeyad, A.M.; Murali, G.; Vatin, N.; Klyuev, S.; Ozbakkaloglu, T.; Vasilev, Y. Use of recycled concrete aggregates in production of green cement-based concrete composites: A review. Crystals 2021, 11, 232. [Google Scholar] [CrossRef]
- Murali, G.; Abid, S.R.; Abdelgader, H.S.; Amran, Y.H.M.; Shekarchi, M.; Wilde, K. Repeated Projectile Impact Tests on Multi-Layered Fibrous Cementitious Composites. Int. J. Civ. Eng. 2021, 19, 635–651. [Google Scholar] [CrossRef]
- Krigg, P. Significance of Tests and Properties of Concrete and Concrete-Making Materials; Lamond, J., Pielert, J., Eds.; ASTM International: West Conshohocken, PA, USA, 2006; ISBN 978-0-8031-3367-9. [Google Scholar]
- Segui, P.; Aubert, J.E.; Husson, B.; Measson, M. Characterization of wastepaper sludge ash for its valorization as a component of hydraulic binders. Appl. Clay Sci. 2012, 57, 79–85. [Google Scholar] [CrossRef]
- Alomayri, T.; Shaikh, F.U.A.; Low, I.M. Synthesis and mechanical properties of cotton fabric reinforced geopolymer composites. Compos. Part. B Eng. 2014, 60, 36–42. [Google Scholar] [CrossRef] [Green Version]
- Zeyad, A.M.; Johari, M.A.M.; Tayeh, B.A.; Yusuf, M.O. Efficiency of treated and untreated palm oil fuel ash as a supplementary binder on engineering and fluid transport properties of high-strength concrete. Constr. Build. Mater. 2016, 125, 1066–1079. [Google Scholar] [CrossRef]
- Shaikh, F.U.A. Effects of alkali solutions on corrosion durability of geopolymer concrete. Adv. Concr. Constr. 2014, 2, 109–123. [Google Scholar] [CrossRef] [Green Version]
- Mohammed, B.S.; Al-Ganad, M.A.; Abdullahi, M. Analytical and experimental studies on composite slabs utilising palm oil clinker concrete. Constr. Build. Mater. 2011, 25, 3550–3560. [Google Scholar] [CrossRef]
- ASTM Standard Test. Method for Splitting Tensile Strength of Cylindrical Concrete Specimens C496/C496M-04; ASTM: West Conshohocken, PA, USA, 2004.
- Dhakal, S. Urban energy use and carbon emissions from cities in China and policy implications. Energy Policy 2009, 37, 4208–4219. [Google Scholar] [CrossRef]
- Kiattikomol, K.; Jaturapitakkul, C.; Songpiriyakij, S.; Chutubtim, S. A study of ground coarse fly ashes with different finenesses from various sources as pozzolanic materials. Cem. Concr. Compos. 2001, 23, 335–343. [Google Scholar] [CrossRef]
- Zeyad, A.M.; Johari, M.A.M.; Tayeh, B.A.; Yusuf, M.O. Pozzolanic reactivity of ultrafine palm oil fuel ash waste on strength and durability performances of high strength concrete. J. Clean. Prod. 2017, 144, 511–522. [Google Scholar] [CrossRef]
- Fediuk, R.; Yushin, A. Composite binders for concrete with reduced permeability. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Tomsk, Russia, 9–11 November 2015. [Google Scholar]
- Haridharan, M.K.; Matheswaran, S.; Murali, G.; Abid, S.R.; Fediuk, R.; Amran, Y.H.M.; Abdelgader, H.S. Impact response of two-layered grouted aggregate fibrous concrete composite under falling mass impact. Constr. Build. Mater. 2020, 263, 120628. [Google Scholar] [CrossRef]
- Alengaram, U.J.; Mahmud, H.; Jumaat, M.Z. Comparison of mechanical and bond properties of oil palm kernel shell concrete with normal weight concrete. Int. J. Phys. Sci. 2010, 5, 1231–1239. [Google Scholar]
- Ayzenshtadt, A.; Lesovik, V.; Frolova, M.; Tutygin, A.; Danilov, V. Nanostructured wood mineral composite. Procedia Eng. 2015, 17, 45–51. [Google Scholar] [CrossRef] [Green Version]
- Sata, V.; Jaturapitakkul, C.; Kiattikomol, K. Utilization of Palm Oil Fuel Ash in High-Strength Concrete. J. Mater. Civ. Eng. 2004, 16, 623–628. [Google Scholar] [CrossRef]
- Siler, P.; Kratky, J.; De Belie, N. Isothermal and solution calorimetry to assess the effect of superplasticizers and mineral admixtures on cement hydration. J. Therm. Anal. Calorim. 2012, 107, 313–320. [Google Scholar] [CrossRef]
- Chandara, C.; Azizli, K.A.M.; Ahmad, Z.A.; Hashim, S.F.S.; Sakai, E. Heat of hydration of blended cement containing treated ground palm oil fuel ash. Constr. Build. Mater. 2012, 27, 78–81. [Google Scholar] [CrossRef]
- Karagiannis, N.; Karoglou, M.; Bakolas, A.; Moropoulou, A. Building Materials Capillary Rise Coefficient: Concepts, Determination and Parameters Involved Authors Authors and affiliations. New Approaches Build. Pathol. Durab. 2016, 6, 27–44. [Google Scholar]
- Hope, B.B.; Page, J.A.; Ip, A.K.C. Corrosion rates of steel in concrete. Cem. Concr. Res. 1986, 16, 771–781. [Google Scholar] [CrossRef]
- Nasir, V.; Karimipour, H.; Taheri-Behrooz, F.; Shokrieh, M.M. Corrosion behaviour and crack formation mechanism of basalt fibre in sulphuric acid. Corros. Sci. 2012, 64, 1–7. [Google Scholar] [CrossRef]
- Wolsiefer, J.T. Silica Fume Concrete: A Solution to Steel Reinforcement Corrosion in Concrete. Spec. Publ. 1991, 126, 527–558. [Google Scholar]
- Marsh, B. Relationships between Engineering Properties and Microstructural Characteristics of Hardened Cement Paste Containing Pulverised-Fuel Ash as A Partial Cement Replacement. Ph.D. Thesis, University of Hertfordshire, Hatfield, UK, 1984. [Google Scholar]
- Hussin, M.W.; Awal, A.S.A.M. Palm oil fuel ash: A potential pozzolanic material in concrete construction. J. Ferrocem. 1997, 27, 321–327. [Google Scholar]
- Lim, S.K.; Tan, C.S.; Lim, O.Y.; Lee, Y.L. Fresh and hardened properties of lightweight foamed concrete with palm oil fuel ash as filler. Constr. Build. Mater. 2013, 46, 39–47. [Google Scholar] [CrossRef]
- Anuradha, R.; Thirumala, R.; John, P.N. Optimization of molarity on workable self-compacting geopolymer concrete and strength study on SCGC by replacing fly ash with silica fume and GGBFS. Int. J. Adv. Struct. Geotech. Eng. 2014, 3, 11–18. [Google Scholar]
- Mannan, M.A.; Ganapathy, C.U. Engineering properties of concrete with oil palm shell as coarse aggregate. Constr. Build. Mater. 2002, 16, 29–34. [Google Scholar] [CrossRef]
- Snelson, D.G.; Wild, S.; O’Farrell, M. Heat of hydration of Portland Cement-Metakaolin-Fly ash (PC-MK-PFA) blends. Cem. Concr. Res. 2008, 38, 832–840. [Google Scholar] [CrossRef]
- Sideris, K.K.; Savva, A.E.; Papayianni, J. Sulfate resistance and carbonation of plain and blended cements. Cem. Concr. Compos. 2006, 28, 47–56. [Google Scholar] [CrossRef]
- Hong, D.L.H.; Mohammed, B.S.; Al-Fakih, A.; Wahab, M.M.A.; Liew, M.S.; Mugahed Amran, Y.H. Deformation properties of rubberized ecc incorporating nano graphene using response surface methodology. Materials 2020, 13, 2831. [Google Scholar] [CrossRef]
- Triantafillou, T.C. Textile Fibre Composites in Civil. Engineering, 1st edition; Woodhead Publishing: Sawston, UK, 2016; ISBN 9781782424697. [Google Scholar]
- Flower, D.J.M.; Sanjayan, J.G. Greenhouse gas emissions due to concrete manufacture. Int. J. Life Cycle Assess. 2007, 12, 282–288. [Google Scholar] [CrossRef]
- Fediuk, R.; Pak, A.; Kuzmin, D. Fine-Grained Concrete of Composite Binder. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Birmingham, UK, 13–15 October 2017; IOP Publishing Ltd.: Bristol, UK, 2017. [Google Scholar]
- Ren, X.; Qu, R.; Liu, S.; Zhao, H.; Wu, W.; Song, H.; Zheng, C.; Wu, X.; Gao, X. Synthesis of zeolites from coal fly ash for the removal of harmful gaseous pollutants: A review. Aerosol Air Qual. Res. 2020, 20, 1127–1144. [Google Scholar] [CrossRef] [Green Version]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Specifications | Rate | Class C | Class F | Ref. |
|---|---|---|---|---|---|
| Optional chemical requirements | Fe2O3 + Al2O3 + SiO2 | min% | 50 | 70 | [35,45,46,47,48,49,50,51] |
| SiO3 | max% | 5 | 5 | ||
| Moisture Content | 3 | 3 | |||
| LOI | 5 | 5 | |||
| Available alkalis | 1.5 | 1.5 | |||
| Pozzolanic activity/cement (7 days) | 75 | 75 | |||
| Pozzolanic activity/cement (28 days) | 75 | 75 | |||
| Optional physical requirements | Fineness (+325 Mesh) | min% | 34 | 34 | |
| Water requirement | max% | 105 | 105 | ||
| Autoclave expansion | 0.8 | 0.8 | |||
| Uniform requirements2: Fineness | 5 | 5 | |||
| Uniform requirements2: Density | 5 | 5 | |||
| Optional physical requirements | Cement/Alkali Reaction: Mortar expansion (14 days) | -- | 0.020 | ||
| Multiple factors (LOI x fineness) | -- | 255 | |||
| Uniformity requirements: Air entraining agent | 20 | 20 | |||
| Increase in drying shrinkage | 0.03 | 0.03 |
| Parameters | Range | Refs. |
|---|---|---|
| Uniformity coefficient | 3.1–10.7 | |
| Permeability (cm/s) | 8 × 10−6–7 × 10−4 | [52] |
| Compression index Cc | 0.05–0.4 | |
| Consolidation coefficient Cv (cm2/s) | 1.75 × 10−5–2.01 × 10−3 | |
| Specific gravity | 1.90–2.55 | [23] |
| Internal friction angle (j) | 300°–400° | |
| Cohesion (kN/m2) and Plasticity | Negligible and non-plastic | |
| Maximum dry density (g/cc) | 0.9–1.6 | [31] |
| Optimum moisture content (%) | 38.0–18.0 |
| Category | Oxide | Diffusion | Effective Agent | Ref. |
|---|---|---|---|---|
| Network formers | Fe3O4 |
| Aluminum oxide. | [57,58,59] |
| Fe2O3 |
| The boiling degree of silica is unlike iron oxide. | [60] | |
| Al2O3 |
| Aluminum oxide and silica have a similar boiling point of 2980 °C and 2950 °C, respectively. | [39,57,61,62] | |
| SiO2 |
| Silica’s crystalline degree is chiefly controlled by the coal type, cooling process, and combustion temperature. | [39,57,58,63] | |
| Network Modifiers | MgO Na2O K2O |
| The boiling points that are the same in these components are smaller than silica and aluminum oxide, which produces a more volatile concentration of constituents in the outer layer. | [39,61,62] |
| CaO |
| The calcium oxide mineral distribution will be controlled by the presence of SO3 and free lime. | [60,61,62] |
| Type | Million Tons | Year | Ref. |
|---|---|---|---|
| Larger producer | India (112/per year) | 2019 | [75,76] |
| Consumed | 3840 | 2015 | |
| 4032 | 2032 | ||
| Fly ash market | US$4.13 billion and US$6.86 billion in 2018 and 2026, respectively. | ||
| Property | EN 13263 | ASTM C 1240 |
|---|---|---|
| Reference mix | 225 g of distilled water 1350 g of standard sand 450 g of test cement | 242 g of distilled water 1375 g of standard sand 500 g of test cement and X g of Flow agent (superplasticizer) |
| Pozzolanic (by replacement) | 45 g | 50 g |
| Superplasticizer (Flowability determined using specific equipment) | Superplasticizer is inappropriate with EN-934-2. As much superplasticizer as necessary to determine the standard flow (±5 mm). | Dry high range water reducer in conformity with C494 Type F. Adding superplasticizer to gain a flow mixture of 100–115% (summation of 4 measurements which done with a special caliper). |
| Curing (after 24 h in the mold) | Submerged in 20 ± 1 °C water temperature for 27 days. | In airtight glass containers at temperature of 65 ± 2 °C for 6 days. |
| Class of FA | Year | Grading Quality | Curvature Coefficient | Uniformity Coefficient | Notes | Ref. |
|---|---|---|---|---|---|---|
| F | 1990 | Low | 1.56 | 4 | Used for foundations of buildings and roads | [160] |
| - | 3 | |||||
| 2.4 | ||||||
| 2.8 | ||||||
| High | 1.82 | 9 | ||||
| 2001 | Low | 0.95 | 2.14 | About 70% of FA are made of particulate matter with a diameter of 2–60 μm (size of silt), 25% with diameter 60–200 μm (size of fine sand) and 5% with medium-sized sand (200–600 μm). | [161] | |
| 0.76 | 3.67 | In general, the FA particles have a size equivalent to that of the sludge, the Gulbarga FA being better than the others. Neyveli FA and Vijayawada FA are very similar in size. | [162] | |||
| 0.95 | 2.14 | |||||
| 0.74 | 6.67 | |||||
| 2003 | 1.01 | 4.82 | FA can be classified as a non-plastic ML-type sludge, following the unified soil classification system. | [163] | ||
| 0.9 | 5.65 | |||||
| C | 2004 | High | 1.03 | 11.2 | The particle size analysis was conducted using hydrometer and sieving methods (ASTM D 422, D 1140). The distribution curve of grain size indicates most sludge size uniform material. | [164] |
| Low | 1.04 | 3.16 | Indian coal FAs consist predominantly of silt-size fraction and some clay-size fraction. | [165] | ||
| 2.47 | 5.5 | |||||
| High | 1.14 | 6 | ||||
| Low | 1.09 | 1.59 | ||||
| 0.61 | 5.7 | |||||
| F | 2005 | High | 1.68 | 50 | Original FA with 31% (average size of 19.1 μm) was retained on No. 325 sieve (45 μm). All classified FA (average size of 6.4 μm) passed through No. 325 sieve. | [166] |
| 2.39 | 22 | |||||
| 1.01 | 10.3 | - | [167] | |||
| 2.98 | 36.5 | |||||
| 2007 | Low | 3.21 | 3.67 | Cu and Cc values were mentioned as per Indian Standard Procedure. | [168] | |
| High | 1.96 | 7 | FA has particles the size of clay (5%), sand (17%), and silt (68%). | [169] | ||
| 2010 | Low | 0.94 | 4.02 | The particle size analysis was carried out by wet dispersion method in water using a Malvern 3601 particle size analyzer. | [170] | |
| 0.93 | 3.96 | |||||
| 0.91 | 4 | |||||
| 2011 | 18.15 | 30 | - | [171] | ||
| 26.42 | 28 | |||||
| 2012 | 0.67 | 16.67 | The distribution of particle size was attained from laser granulometry. | [172] | ||
| C | 2013 | High | 1.2 | 12.5 | - | [173] |
| Low | 0.91 | 6 | ||||
| High | 1.05 | 18.8 | ||||
| 1.08 | 13.8 | |||||
| F | 2014 | Low | 1.8 | 7.5 | FA was 85.4% finer than a No. 200 sieve (0.075 mm diameter) | [174] |
| 2016 | 1.12 | 2.13 | - | [175] | ||
| 2018 | 1.55 | 5.88 | 86.6% FA passed 75 μm sieve | [176] | ||
| 2019 | 3.12 | 5.44 | - | [177] |
| Properties | Influence of FA | Ref. |
|---|---|---|
| Hydration chemistry | High-Ca FA: exhibits concurrent cementitious and pozzolanic reactions and gaining high early strength from the following reactions. 2S + 3CH → C3S2H3 C3A + CSH2 + 10 H → C4ASH12 A + CSH2 + 3CH + 7 H → C4ASH12 A + 4CH + 9 C + H → CH H → C4AH13 Low-Ca FA: exhibits mostly pozzolanic reactions. 3CH + CSH2 + A + 7H → C4ASH12 3CH + 2S → C3S2H3 A + 4CH + 9 H → C4AH13 | [23,32,130,209,210] |
| Abrasion | Abrasion resistance is mainly correlated with the compressive strength of FA concrete and there is not a clear association to the addition of FA. | [211] |
| Splitting tensile strength (ft) | FA at 50% substitution in enhanced concrete ft by 20%; however, when the substitution rose to 70%, a 35% reduction was observed compared to OPC concrete. | [212] |
| Flexural strength (fbt) | FA concretes with less than 50% replacement level showed greater fbt than OPC concretes. With FA at substitution levels of 40% to 80%, the fbt of FA concret reduced marginally with increased FA content. | [213,214] |
| Compressive strength (fc) | FA typically lowers the initial-age fc of concrete. This strength deficiency will diminish given the pozzolanic reaction at later ages. | [215] |
| Structural Element | Age (Days) | Exposure/ Service Situation | Concrete | Compressive Strength (MPa) | Cover (mm) | Carbonation | Footnotes | Ref. | |||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Depth (mm) | Rate (mm/Year) | ||||||||||
| OPC:FA | w/c | Design | In-Situ | ||||||||
| Slab-on-grade | 28 | Industrial | 100:0 75:15 80:20 | 0·65 0·60 0·60 | 20 20 20 | Cube: 57·0 Cube: 49·0 Cube: 57·0 | 80 60 60 | 7·0 1·0 4·0 | 1·3 0·8 0·2 | Slight corrosion found in FA concrete | [220,221] |
| Foundation | 25 | - | 100:0 | 0·52 | 21 | Cube: 66·5 | - | - | - | [222] | |
| Dam monolith | 25 | Base 5 ft (1·5 m) above high | 80:20 100:0 80:20 | 0·52 0·52 0·52 | 21 - - | Cube:69·0 Core: 36·5 Core: 28·0 | - | 0 5·0 23·0 | - 1·0 4·6 | [146] | |
| Outfall canal– Wall | 20 | water level - | 100:0 80:0 | 0·60 0·60 | - - | Core: 50·5 Core: 38·5 | 100 100 | 4.0 16.0 | 0·9 1·6 | Insignificant cracks in both concretes; no corrosion | [92] |
| Bridge- embankment | 10 | Sheltered | 100:0 75:25 | 0·55 0·48 | 30 30 | Cube: 64·0 Cube: 81·5 | - | 1·1 0·1 | 0·30 0·03 | Calcium hydroxide of FA concrete considerably lower than PC concrete | |
| Bridge—leaf pier | 10 | Sheltered | 100:0 75:25 | 0·55 0·48 | 30 30 | Cube: 47·0 Cube: 70·5 | - | 2·9 2·5 | 0·9 0·8 | ||
| Buttress dam | 30 | - | 100:0 80:20 | 0·64 0·60 | - - | Core: 42·5 Core: 48·0 | - | 5·0 8·5 | 0·9 1·6 | [201] | |
| Sea wall (land-ward side) | 30 | - | 100:0 75:25 | n/a n/a | - - | Core: 59·0 Core: 63·5 | - | 0·5 1·5 | 0·1 0·3 | ||
| Foundation block | 33 | Interiorly exposed, warm and dry | 100:0 80:20 | 0·58 0·58 | - - | - Core: 41·0 | - | 19·5 22·5 | 3·4 3·9 | - | [201] |
| Material/Alkaline Activators | Compressive Strength (MPa) | Curing Time/Temperature (°C) | Mixing Temperature (°C) | Ref. |
|---|---|---|---|---|
| Class F FA + crushed granite stone + superplasticizer/ Na2SiO3 + NaOH 5/2 | 40.9–53.1 | 48 h; 1, 3, 7 days/ 70 | - | [32,227] |
| FA + Crushed granite rock + river sand/Na2SiO3 + NaOH | 42.0–58.0 | 6–72 h/60–120 | AT | [228] |
| Pulverized coal combustion FA + Bottom ash + flue gas desulfurization gypsum/Na2SiO3 + NaOH | 25.5–55.5 | 48 h/40 | - | [229] |
| Class F FA/N-carboxymethyl chitosan NaOH (10 mol/L) | <30 | 6 days/60 | AT | [230] |
| FA/NaOH (16.5, 14.0, 12.0, 9.5, 7.0, 4.5 mol/L) | <25.5 | -/25–28 | - | [122,227,231] |
| FA/Na2SiO3 + Na2SO4, NaOH (10 mol) CaCl2, CaSO4 | 26.9–32.2 | 48 h/65 | - | [232] |
| FA + wastepaper sludge/Na2SiO3 + NaOH 1/5 | 31.2–60.6 | 91 days/23–60 | ||
| FA + palm oil fuel ash/Na2SiO3+NaOH | <38 | 24 h/65 | [233] | |
| Class F FA + Red mud/NaOH (50wt.%) + sodium trisilicate (2 mol/L) | 11.3–21.3 | 28 days/AT | - | [234] |
| Class F FA + blast furnace slag/K2SiO3/Al (85 g/L) + NaOH (30 g/L) | - | 7 days/RT | - | [235] |
| GGBS + palm oil fuel ash + FA + Manufactured-sand/Na2SiO3 + NaOH | 9.0–66.0 | 24 h/65 | - | [236] |
| Class F FA/NaOH 3/5 | 1.4–9.9 | 7, 28 days/60 | 25 | [237] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Amran, M.; Fediuk, R.; Murali, G.; Avudaiappan, S.; Ozbakkaloglu, T.; Vatin, N.; Karelina, M.; Klyuev, S.; Gholampour, A. Fly Ash-Based Eco-Efficient Concretes: A Comprehensive Review of the Short-Term Properties. Materials 2021, 14, 4264. https://doi.org/10.3390/ma14154264
Amran M, Fediuk R, Murali G, Avudaiappan S, Ozbakkaloglu T, Vatin N, Karelina M, Klyuev S, Gholampour A. Fly Ash-Based Eco-Efficient Concretes: A Comprehensive Review of the Short-Term Properties. Materials. 2021; 14(15):4264. https://doi.org/10.3390/ma14154264
Chicago/Turabian StyleAmran, Mugahed, Roman Fediuk, Gunasekaran Murali, Siva Avudaiappan, Togay Ozbakkaloglu, Nikolai Vatin, Maria Karelina, Sergey Klyuev, and Aliakbar Gholampour. 2021. "Fly Ash-Based Eco-Efficient Concretes: A Comprehensive Review of the Short-Term Properties" Materials 14, no. 15: 4264. https://doi.org/10.3390/ma14154264
APA StyleAmran, M., Fediuk, R., Murali, G., Avudaiappan, S., Ozbakkaloglu, T., Vatin, N., Karelina, M., Klyuev, S., & Gholampour, A. (2021). Fly Ash-Based Eco-Efficient Concretes: A Comprehensive Review of the Short-Term Properties. Materials, 14(15), 4264. https://doi.org/10.3390/ma14154264