1. Introduction
In the present paper, the macroscopic simulation system, coping with a complete continuous rolling mill, including reversible pre-rolling and finishing rolling with several tenths of rolling passes [
1,
2,
3,
4,
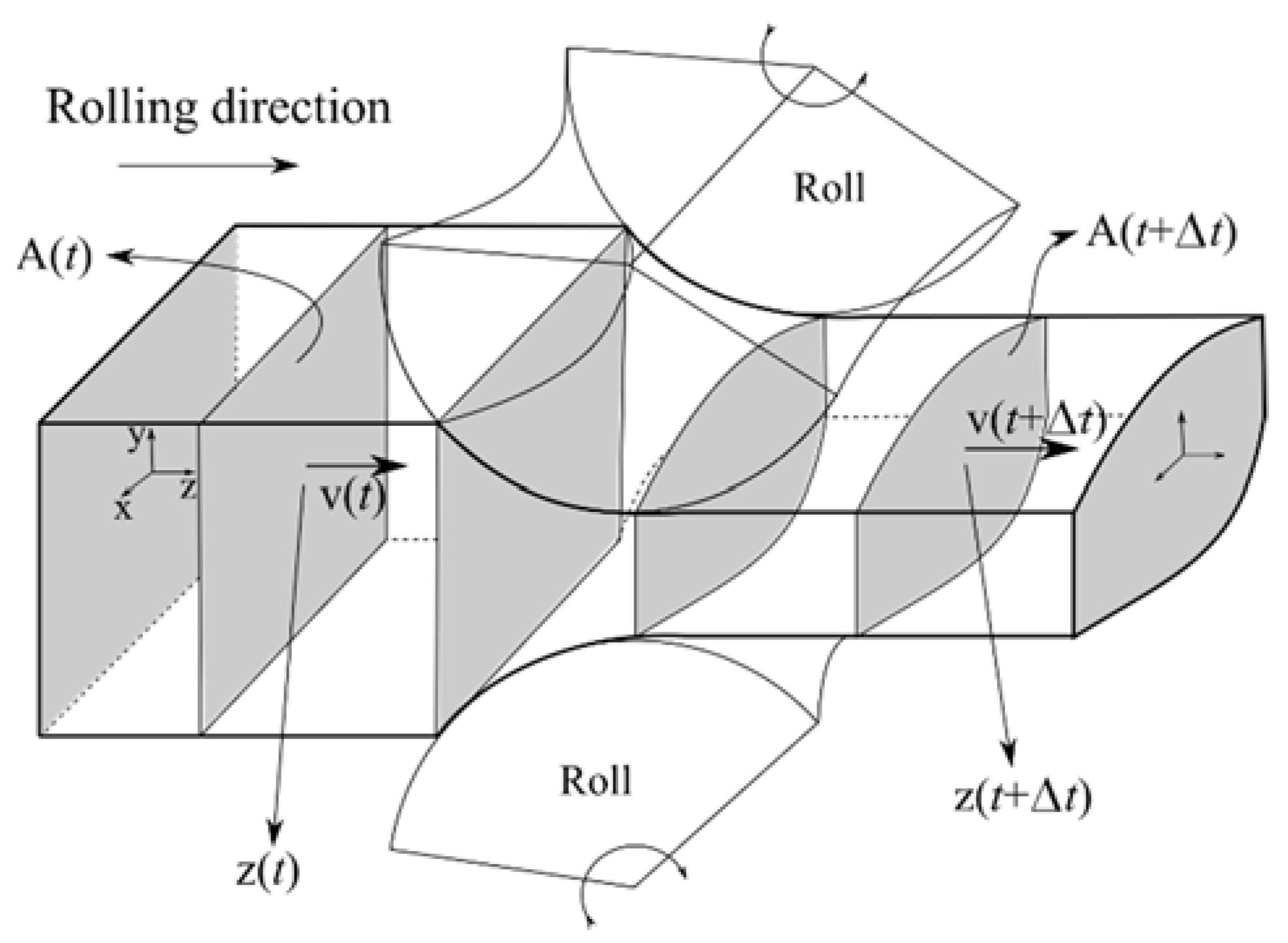
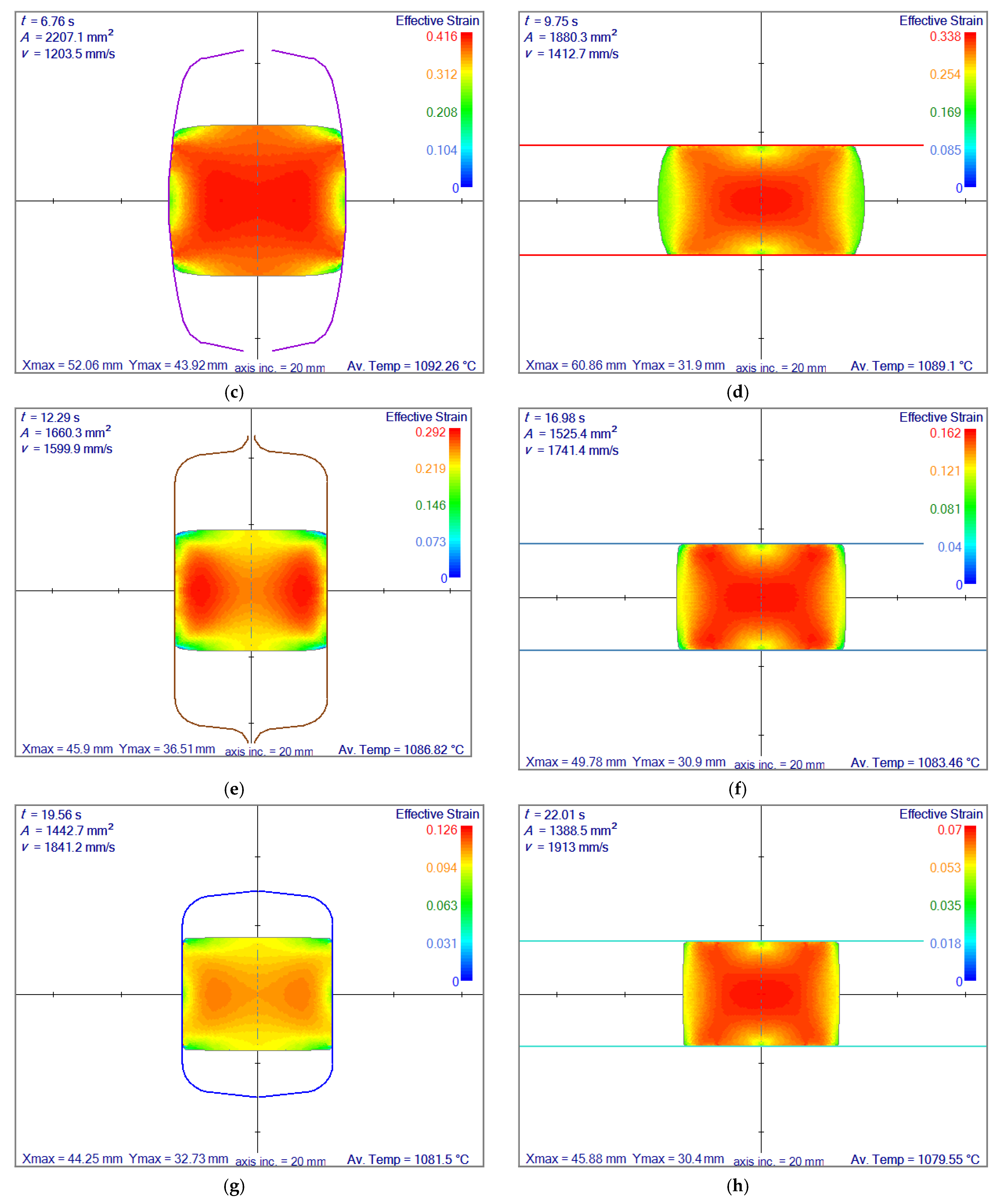
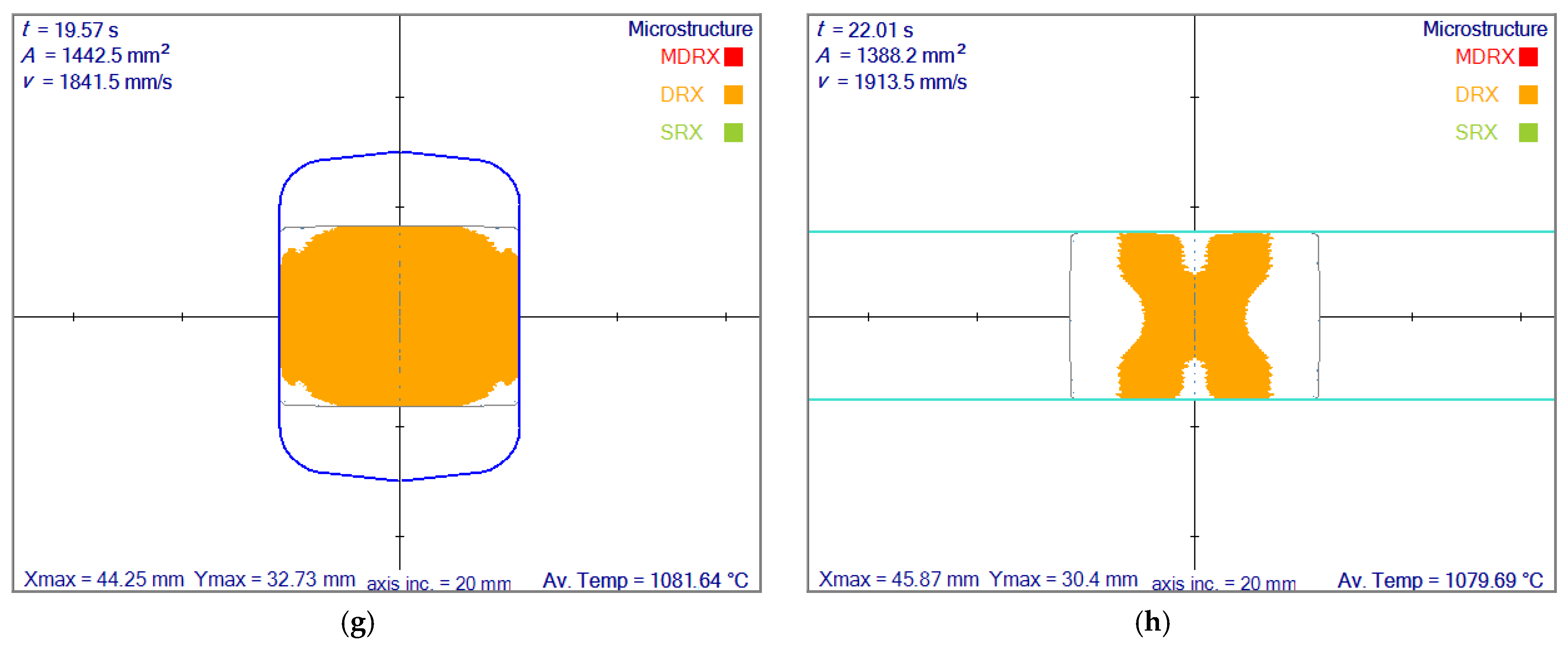
5], is upgraded to deal with grain size prediction. The main aim is to calculate, in addition to the temperature and deformation fields, the austenite grain size at each rolling pass and ferrite grain size at the end. The microscopic grain-size prediction models are one-way coupled to the macroscopic thermo-mechanical simulation. A previously developed 2D numerical model [
6], based on the slices that allow only plane strain deformation and are aligned perpendicular to the rolling direction, is used. The slices on which 2D stresses and temperature fields are computed are illustrated in
Figure 1.
Shaping any metal, such as in the hot rolling process, requires consideration of large plastic deformation. An overview of related multiscale physics is given in the following paragraphs. The start of this plastic deformation process is triggered when the dislocations can move inside a grain. This threshold is the yield stress, and its value depends on the dislocation density. By applying deformation and heat treatment, dislocation density and the grain sizes face a significant variation.
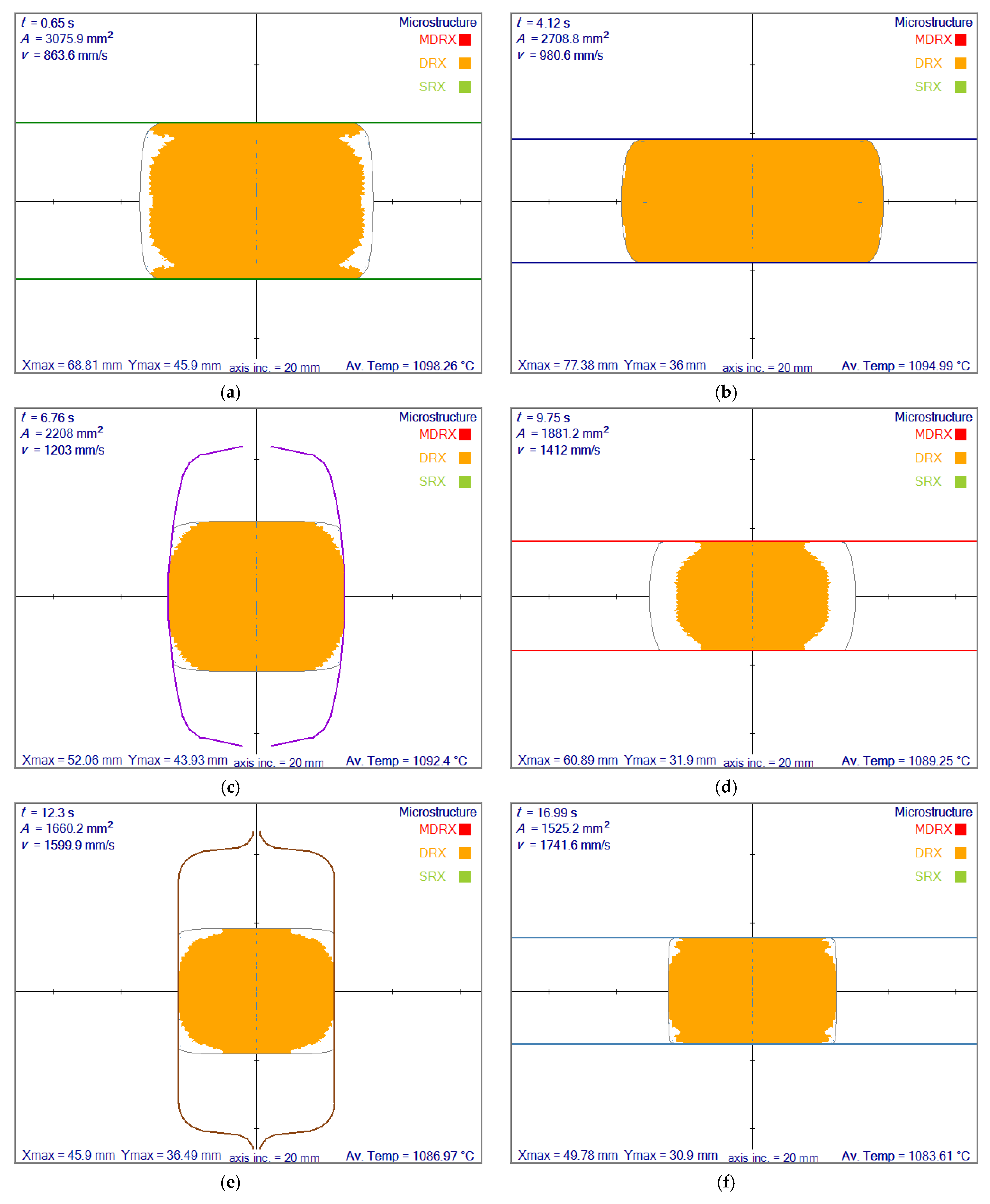
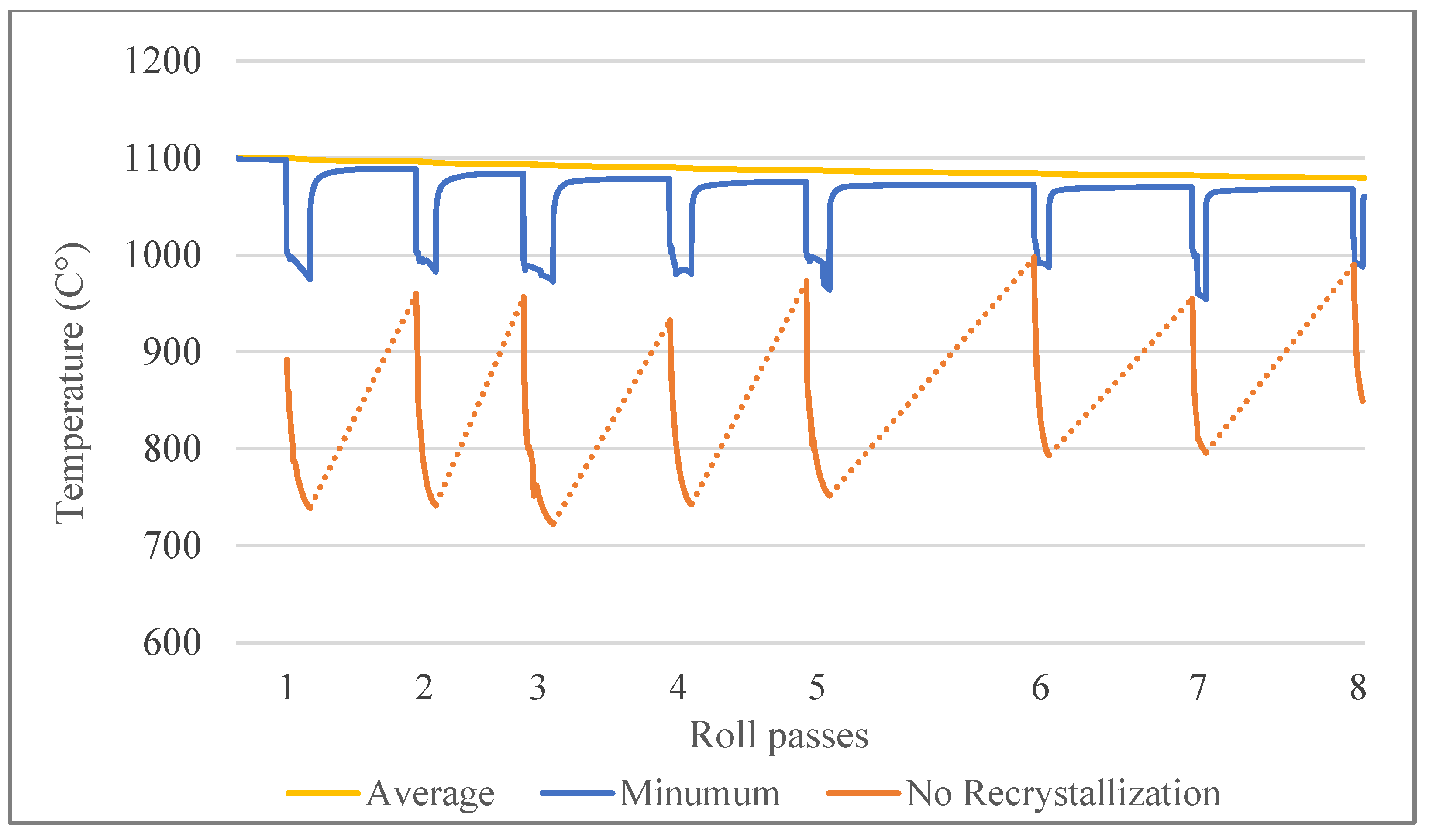
If the strain rate and temperature are high enough, a different phenomenon, dynamic recrystallization, occurs. The dynamic recrystallization depends on the critical strain. As a result, new grain sizes appear, either partially or fully. However, not all recrystallization takes place immediately after exceeding the critical strain. After a particular time, meta-dynamic crystallization may take place.
When the deformation is small, or there is no deformation, a softening process may occur due to sufficient time at high temperatures. The softening can again lead to partial or complete static recrystallization. Static recrystallization usually leads to larger grains with higher temperatures [
7]. The stored energy in a material is proportional to the defect density. Therefore, an increase in grain size decreases the total grain boundary area and as a result, the stored energy is reduced.
The numerical prediction of grain size constitutes an essential aspect of microstructure studies [
8]. Smaller grains may be desired since they lead to higher strength because it is harder for dislocations to pass over the grain boundaries during plastic deformation. Or the other way around for the ductility. The steel industry needs to predict the mechanical properties of their final product, which is only possible with the microstructure analysis [
9].
In this paper, multiple grain size prediction models [
10,
11,
12,
13,
14,
15,
16,
17] were coupled with the macroscopic rolling simulation system. The basis of the micro-scale simulation used in the present paper is based on the model predicted by Hodgson and Gibbs [
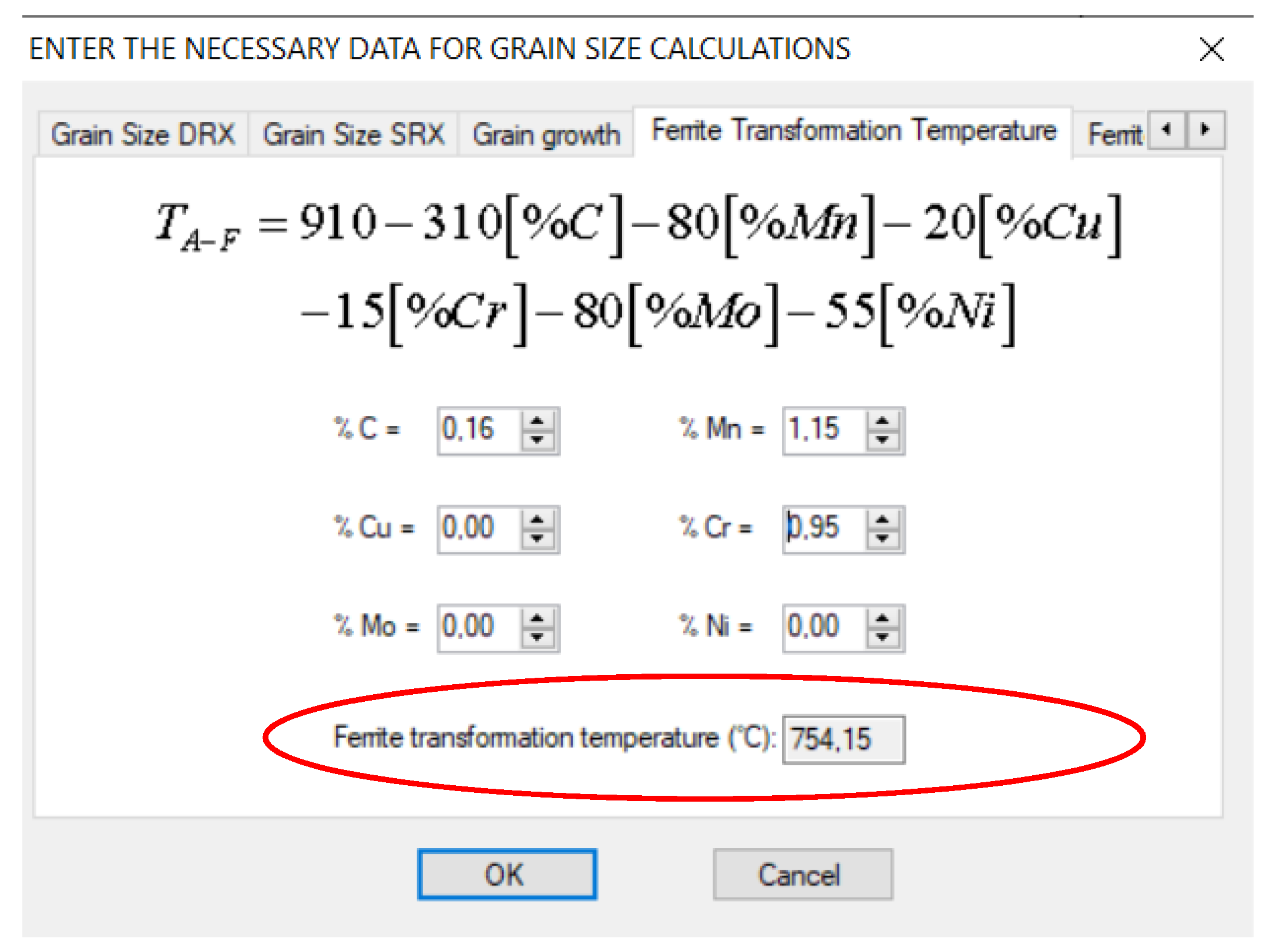
10] with minor adjustments. Multiple grain size prediction models for different types of steels were gathered. These models consist of empirical correlations to determine the critical strain and grain size after meta-dynamic, dynamic or static recrystallization. All the necessary input data for these models were obtained from the macroscopic 2D slice model results. Checking for possible recrystallization type and predicting the corresponding austenite grain size was performed immediately after obtaining the macroscopic results for each slice. After the hot rolling process was completed, the rolled steel was still hot and considered mainly in the austenite phase. Based on the models found in the literature, ferrite grain size prediction could be made as a function of the cooling process. Ferrite transformation temperature is calculated based on the material composition, and in the simulations, the steel is cooled down just below that transformation temperature. The discussion of how to implement the microscopic models can be found in textbooks [
1,
9]. Since it was not possible to obtain all the correlations for each steel grade separately for all the micro-scale simulation sections, a combination of those relations for various steel types were gathered and also applied. This was just to show that in this way, both macro and micro simulation results of hot rolling could be obtained easily by using a single meshless simulator. A specific model was used for each sub-section of micro simulation, but the necessary parameters were material dependent, and they could also be user-defined. In the results section, the first macro scale simulation results by using 16MnCrS steel were given. Later the same results were used as inputs for multiple micro-scale simulations. Comparison of different grain size prediction models were shown to distinguish the behaviour of each model. Each collocation point in a computational domain represents a small area with a uniform grain structure.
Over the years, a comprehensive rolling simulation system has been developed for industrial use. The supporting steel factory provides rolling schedules in use, and macro-scale simulations have been up to now run by a successful macroscopic hot rolling simulation system [
18]. The meshless solution of the macro-scale deformation was chosen here since it is very straightforward to distribute collation nodes over a computational domain. Therefore, it was easy to implement numerically and also did not require any background integration. Meshless methods were multiple times proven to solve thermal [
19] and mechanical [
20] problems efficiently and accurately. Recently, micro-scale simulation capabilities based on empirical relations found in the literature were added, and a one-way coupling between macro and micro-scale models was formed. The motivation for the present research was understanding and simulating the material behaviour in between the passes, which is usually ignored during a multi-pass rolling. In the majority of the simulations, the initial material definition was used throughout the simulation regardless of the number of deformation steps, time and temperature. This work clearly shows the possibility of recrystallization at each pass separately during hot rolling and how much the material properties may change, based on the change of the grain size.
In the present paper, the possibility of complete or partial recrystallization is modelled. This makes more realistic the assumption of complete recrystallization at each roll pass, as assumed in some publications [
17]. Furthermore, the effects of the chemical composition of the steel billet on its macro response and grain structure are also investigated.
3. Node Positioning
After the continuous casting in a typical steel production line, the strand proceeds to a reheating furnace to remove the cast dendritic structures and homogenize most alloying elements [
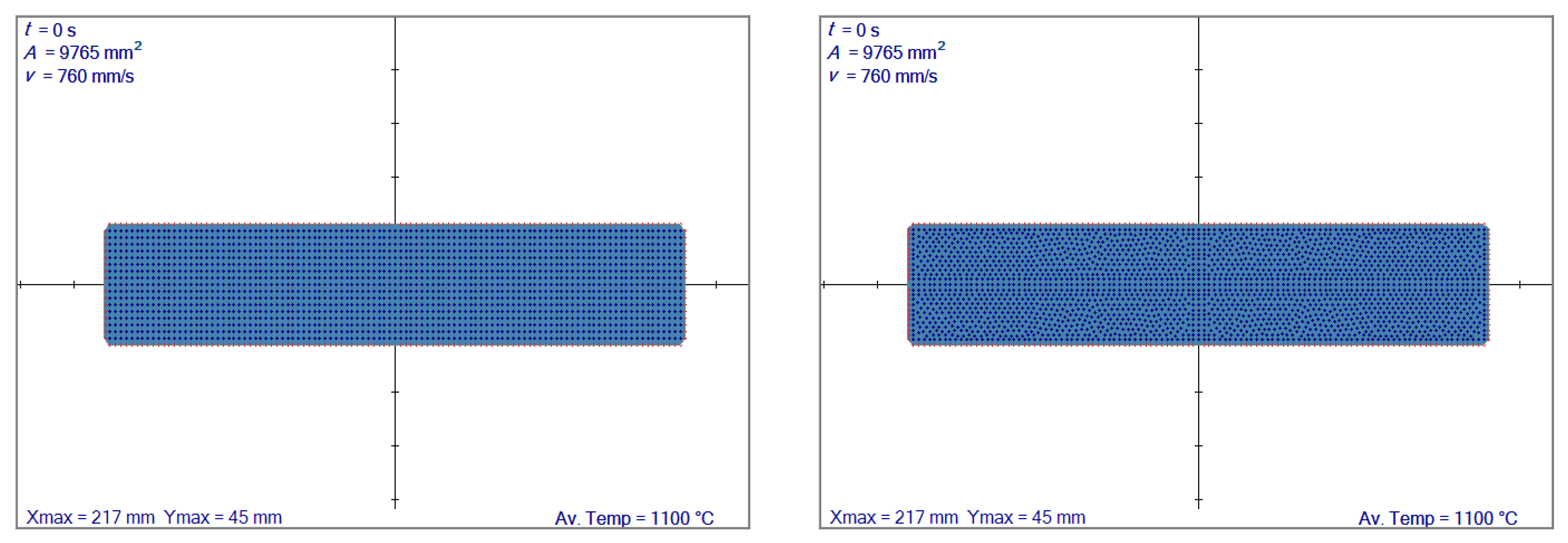
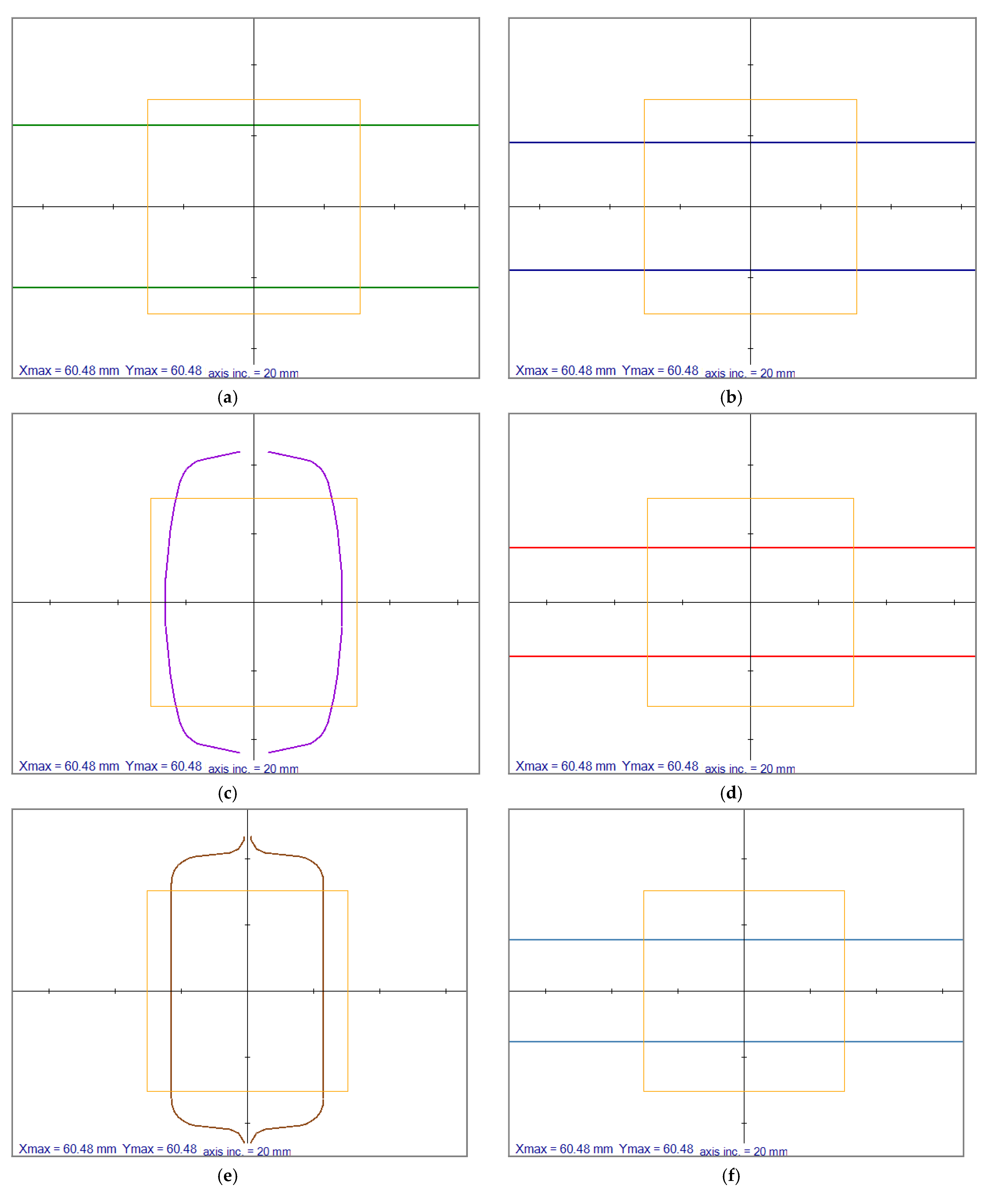
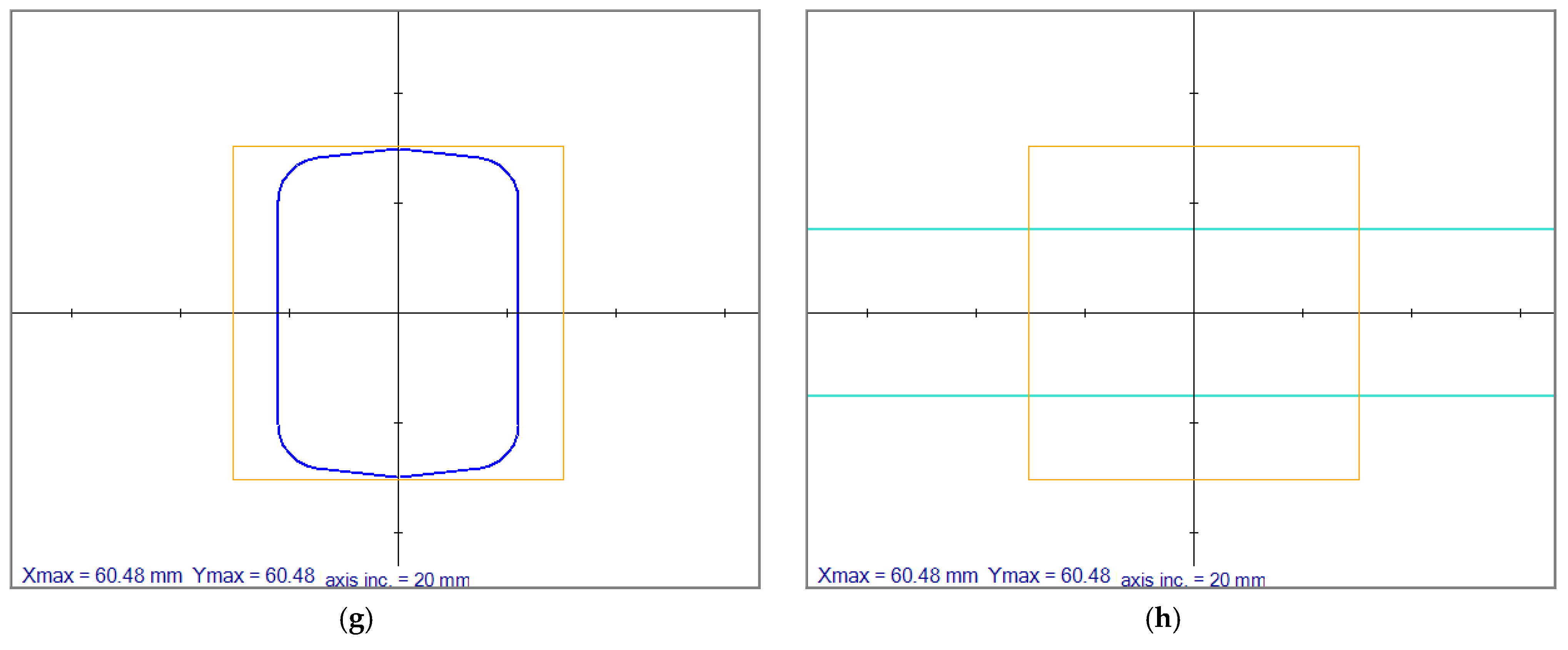
2]. The strand afterwards deforms in the reversing rolling mill to obtain the desired pre-shape for the continuous rolling mill. The initial rectangular shape for the finishing rolling was not a perfect rectangle, but it had curved corners. We obtained the proper initial shape for use in the finishing rolling by using the reversing rolling mill simulation results. The regular node distribution was straightforward to generate and effective for the perfect rectangular shape. However, the regularly distributed nodes did not correctly provide the appropriate results near the curved edges.
Most of the rolling schedules used in the simulations may be categorized into two groups when rolling the billets. In the first group, oval grooves were used to achieve more oval or round-shaped forms. In the second group, primarily flat rolls were used to get more slab-like shapes. Regular node distribution was adequate for most of the slab simulations; however, regular nodes faced stability issues for a schedule that turns a rectangular billet into a round bar. Previously we used an Elliptic Node Generation (ENG) algorithm [
27,
28] for positioning the nodes in the domains with curved boundaries. This algorithm successfully maps a rectangular shape to an arbitrary shape with four sides and ensures high orthogonality. The downside of this method represents a mapped corner. This corner is potentially most tricky during any interpolation, just like in a rectangular domain. However, if we use an irregular node arrangement, this corner complexity will be lost completely. This provides a much more extensive deformation range with stable results.
3.1. Regular vs. Irregular Node Positioning
A fast, irregular node generation algorithm [
29] is numerically implemented in the rolling simulation system. Additionally, the first row of internal points, just next to the boundaries, is aligned in the opposite direction of the unit normal of the nearest boundary point.
3.2. Node Repelling Algorithm
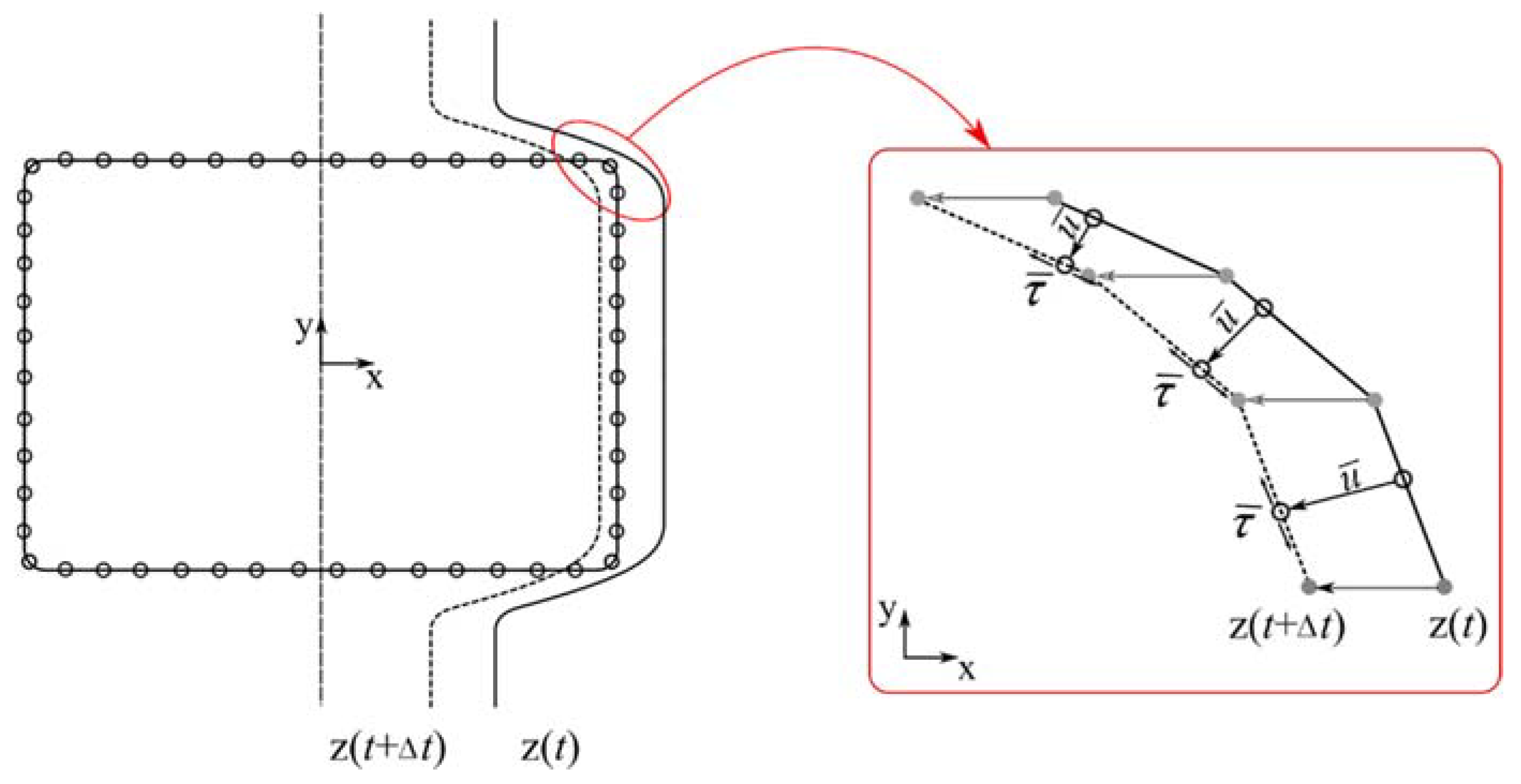
Due to the different texture of internal points near the boundaries and the rest of the internal points, an iterative node adjustment algorithm was used. In this way, the neighbouring nodes have a more uniform distance to the central nodes. The adjustment is based on a node repelling algorithm. The vector component of displacement
, due to repelling, is defined as
is a smoothing factor usually taken between 0 and 1. The higher the node density, the smaller it should be. In this paper it is taken as . is also a similar factor taken as 1, and reduced to 0.8 when at least one neighbouring point is located at a boundary. is a maximum number of the nearest nodes to consider without the boundary nodes. It was taken as 45 during the first iteration, and it was slowly reduced in each iteration until it reached seven nodes inside an influence domain.
5. Discussion
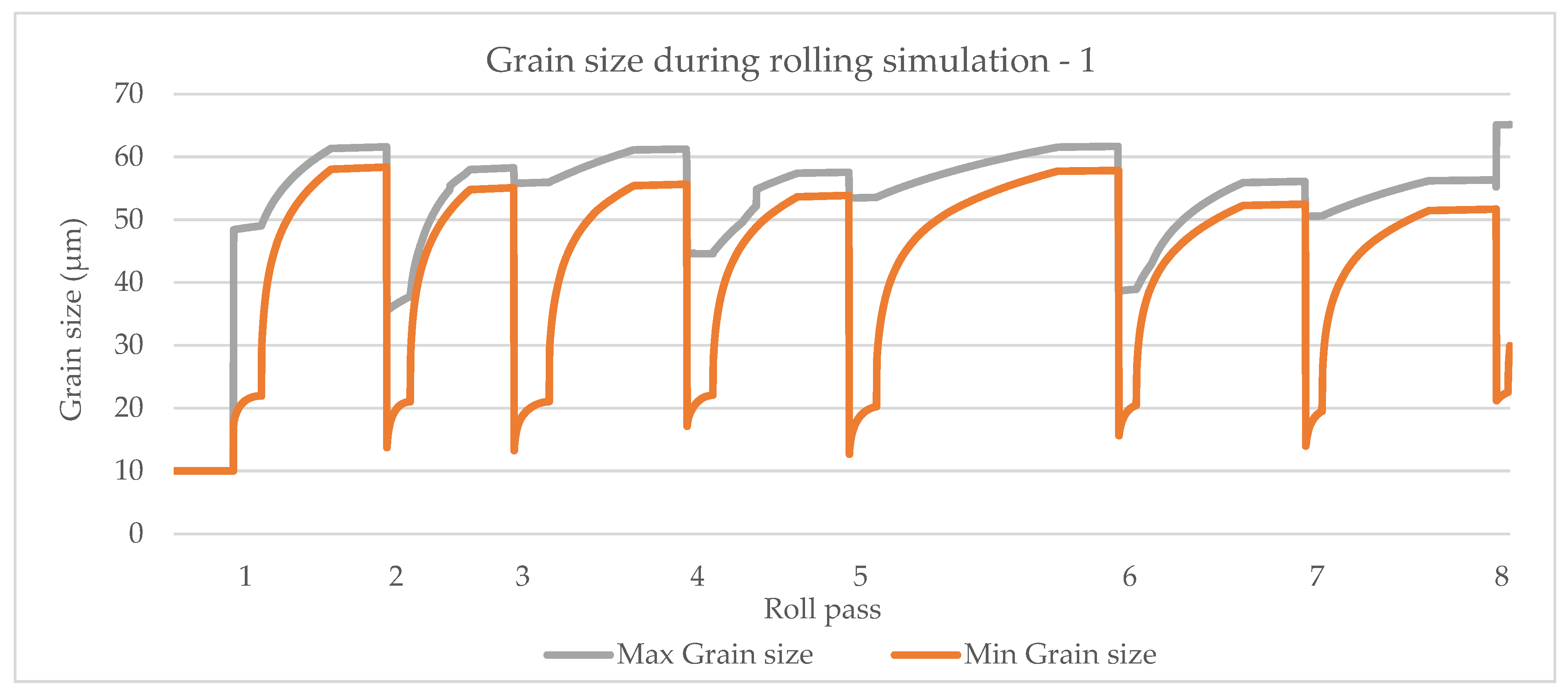
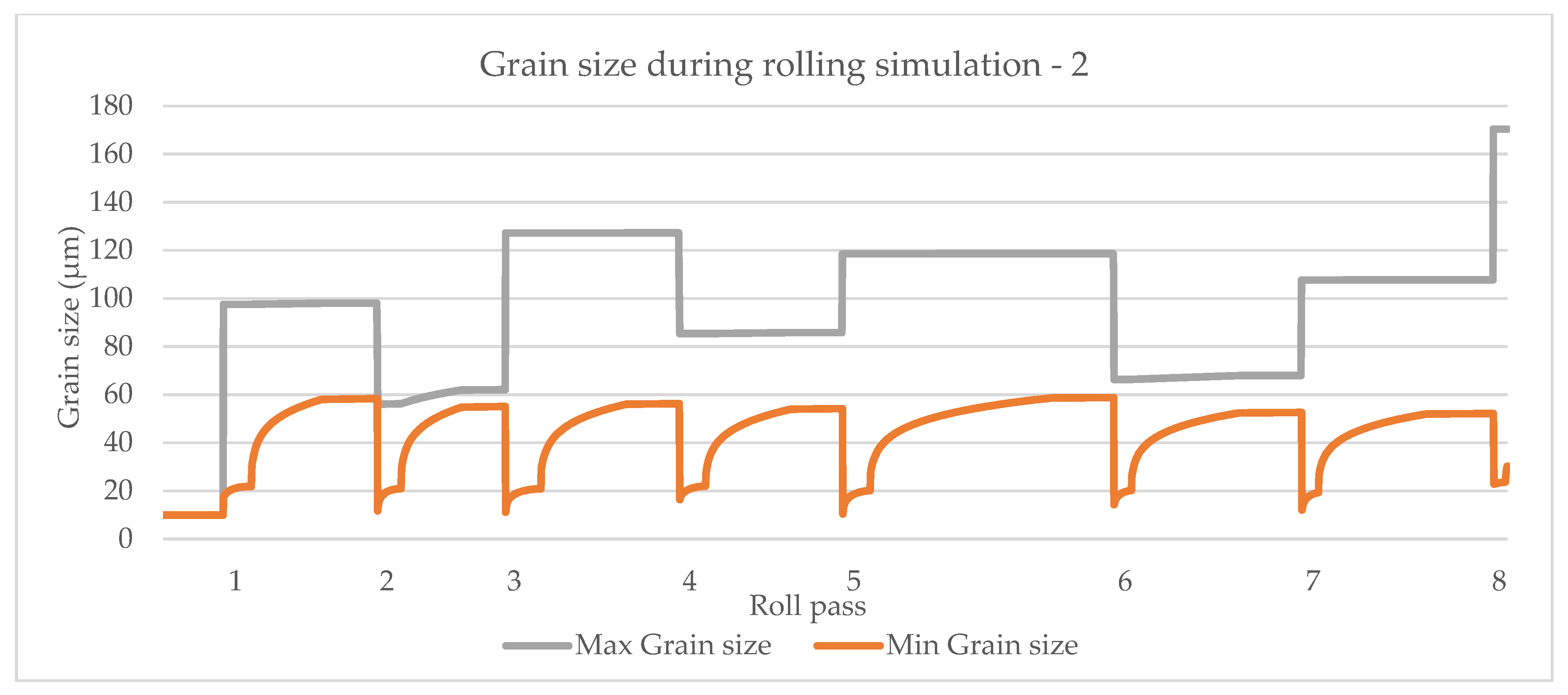
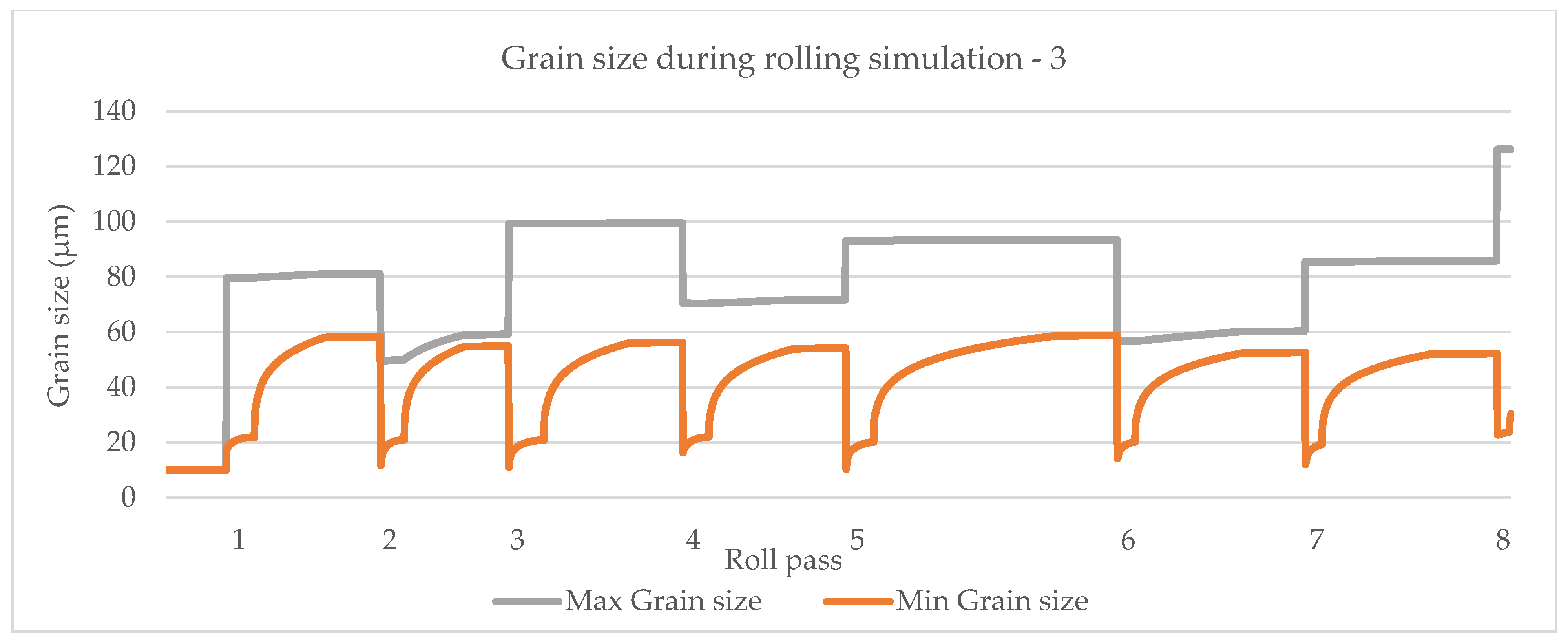
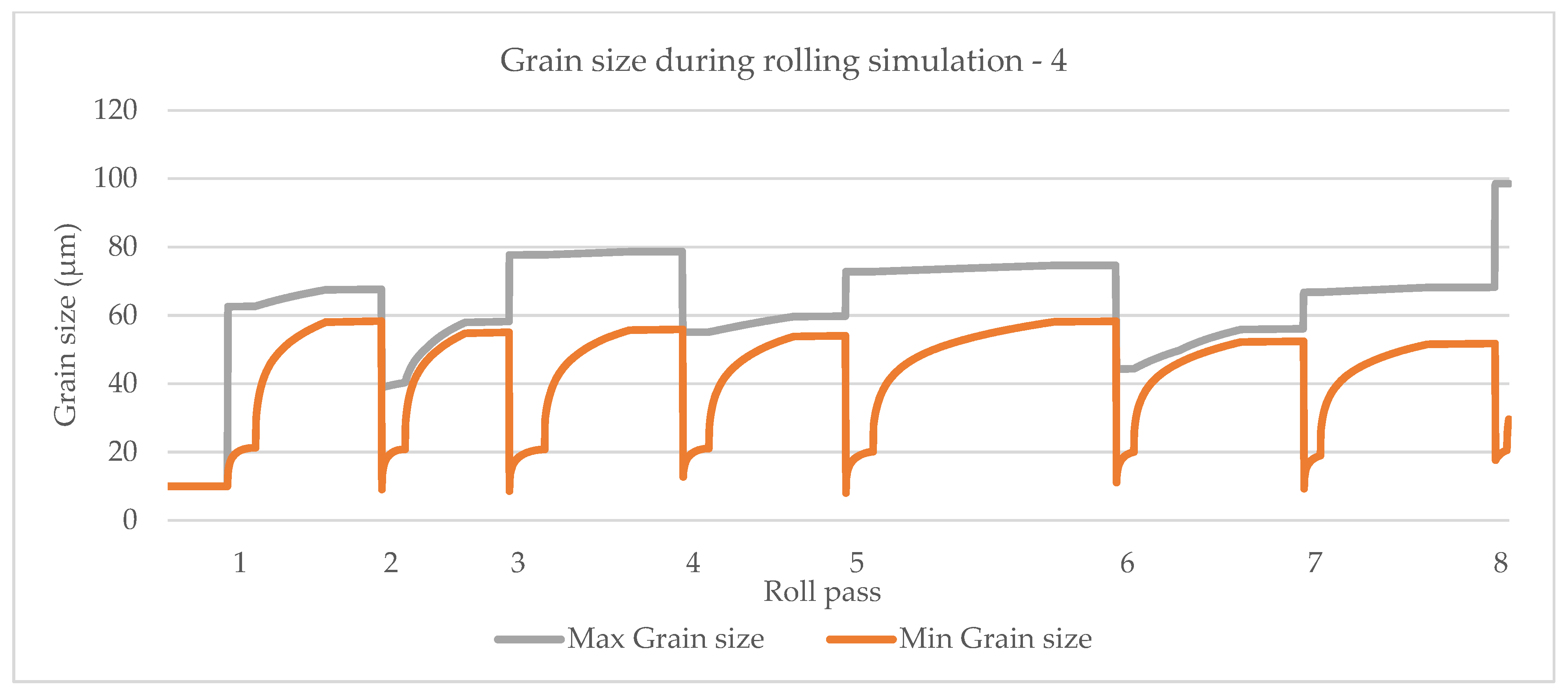
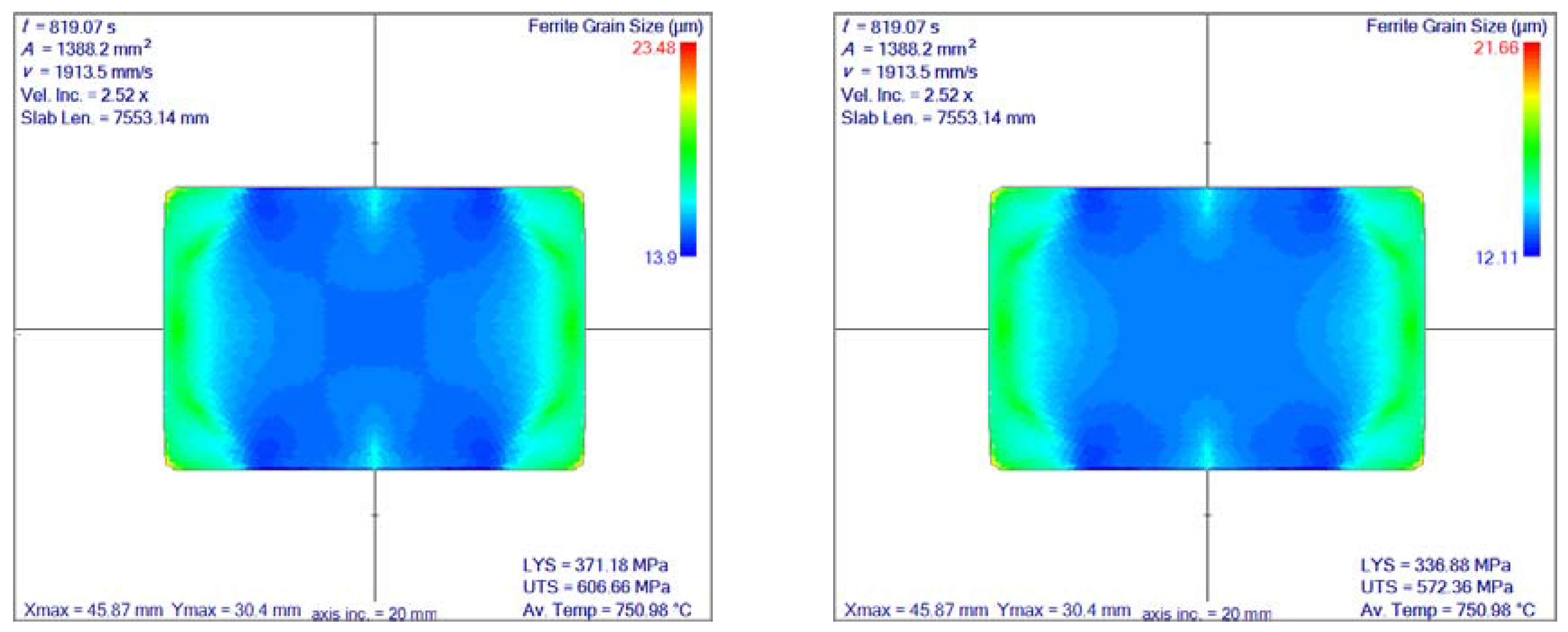
Micro-scale calculations are based on a multitude of empirical correlations obtained from the experiments in the last four decades. The simulation system is capable of checking for meta-dynamic, dynamic or static recrystallization. When recrystallization occurs, a new grain size is calculated. If there is a full recrystallization, grain growth will start. At the end of rolling, cooling is simulated with the thermal model until it reaches the ferrite transformation temperature. The simulation ends with ferrite grain size prediction. A comparison of different models based on maximum and minimum grain sizes is shown. The accuracy of those results are limited to the accuracy of the input data which is simulated by the macro-scale model and the accuracy of the empirical micro-scale models. It is known from the industrial user experience that the accuracy of the macro-scale results is highly satisfactory. Therefore, if the empirical models are based on enough experiments, the expected grain-related results should be between the maximum and minimum simulated values.
Another outcome of this research is to be able to come up with new grain size prediction models in the future. This is why all the definitions are implemented as user-defined functions. Numerous additional experimental results are needed to obtain this goal.
The simulation system is currently limited to austenite and ferrite grain size predictions and assumes only one phase at a time. This will be improved in the future with multiple initial phase definitions and phase transformation criteria. The micro-scale models are also limited to the adequacy of those coefficients used. All the necessary coefficients for each steel type may not be found. It is a long and complicated experimental process to define all those parameters by analyzing numerous grain size data obtained by either using electron microscope [
31] or ultrasound [
32].





























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}