
Optimizing Optical Film Lamination to Enhance the Luminance of TFT-LCD Displays Using the Taguchi-NNGA Method


Abstract
:1. Introduction
2. Literature Review
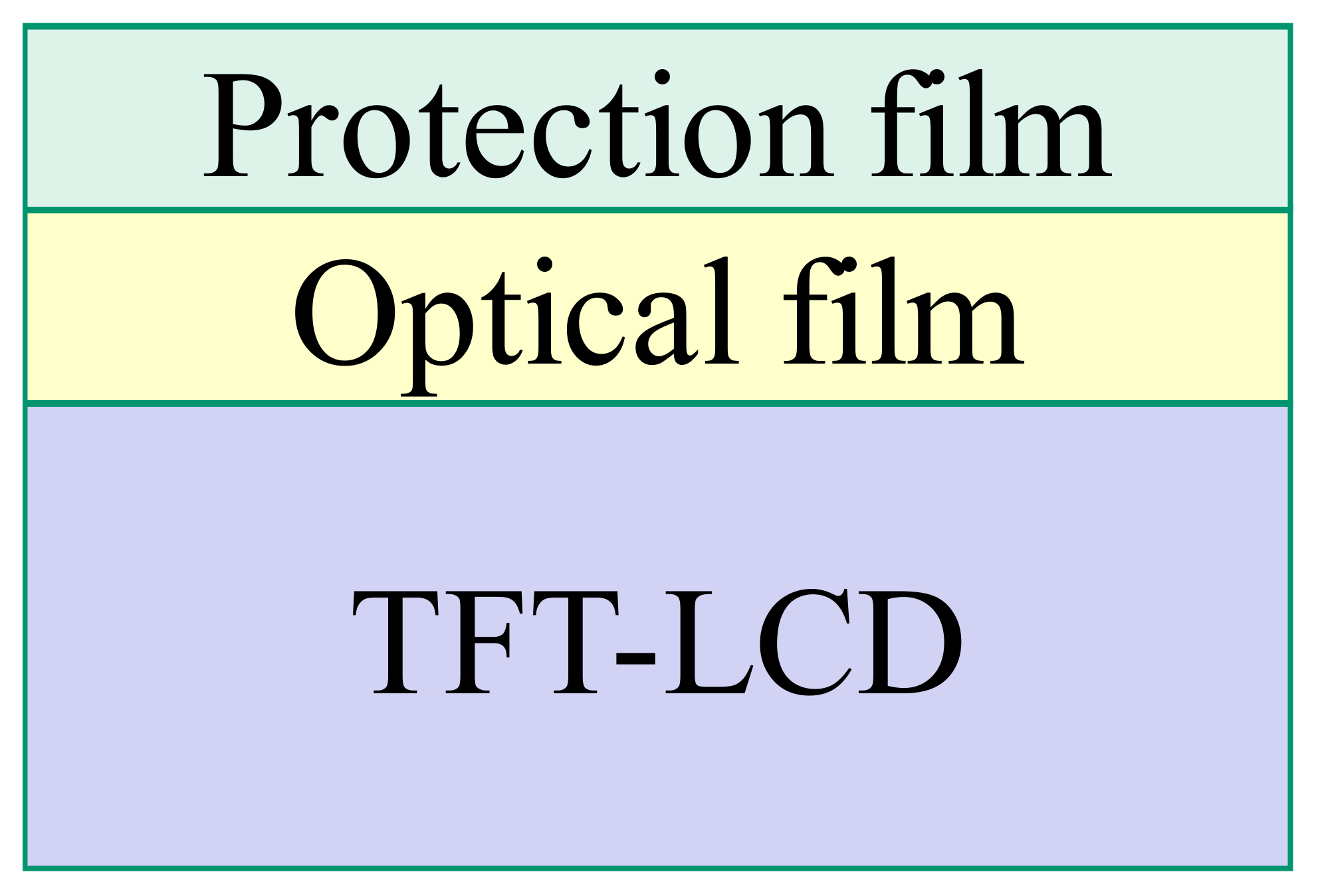
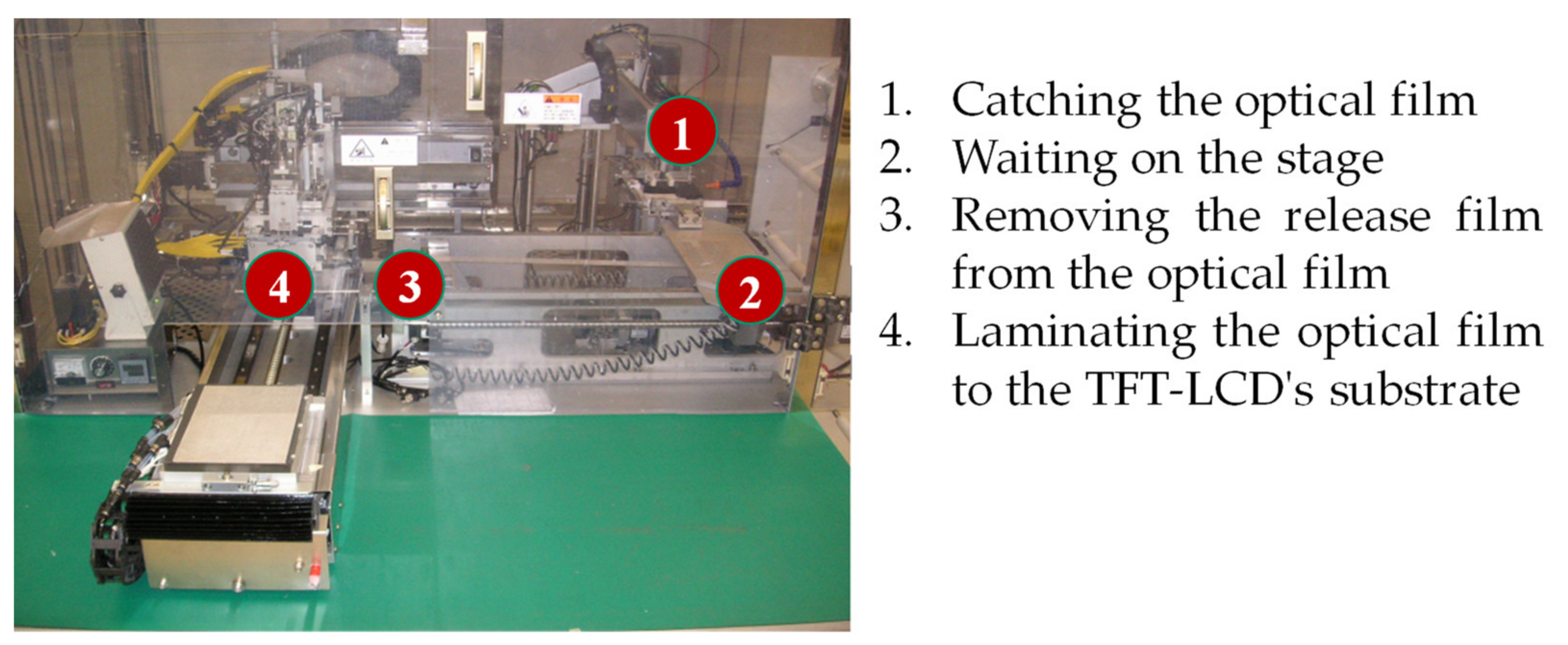
2.1. Manufacturing Processes of TFT-LCD Displays
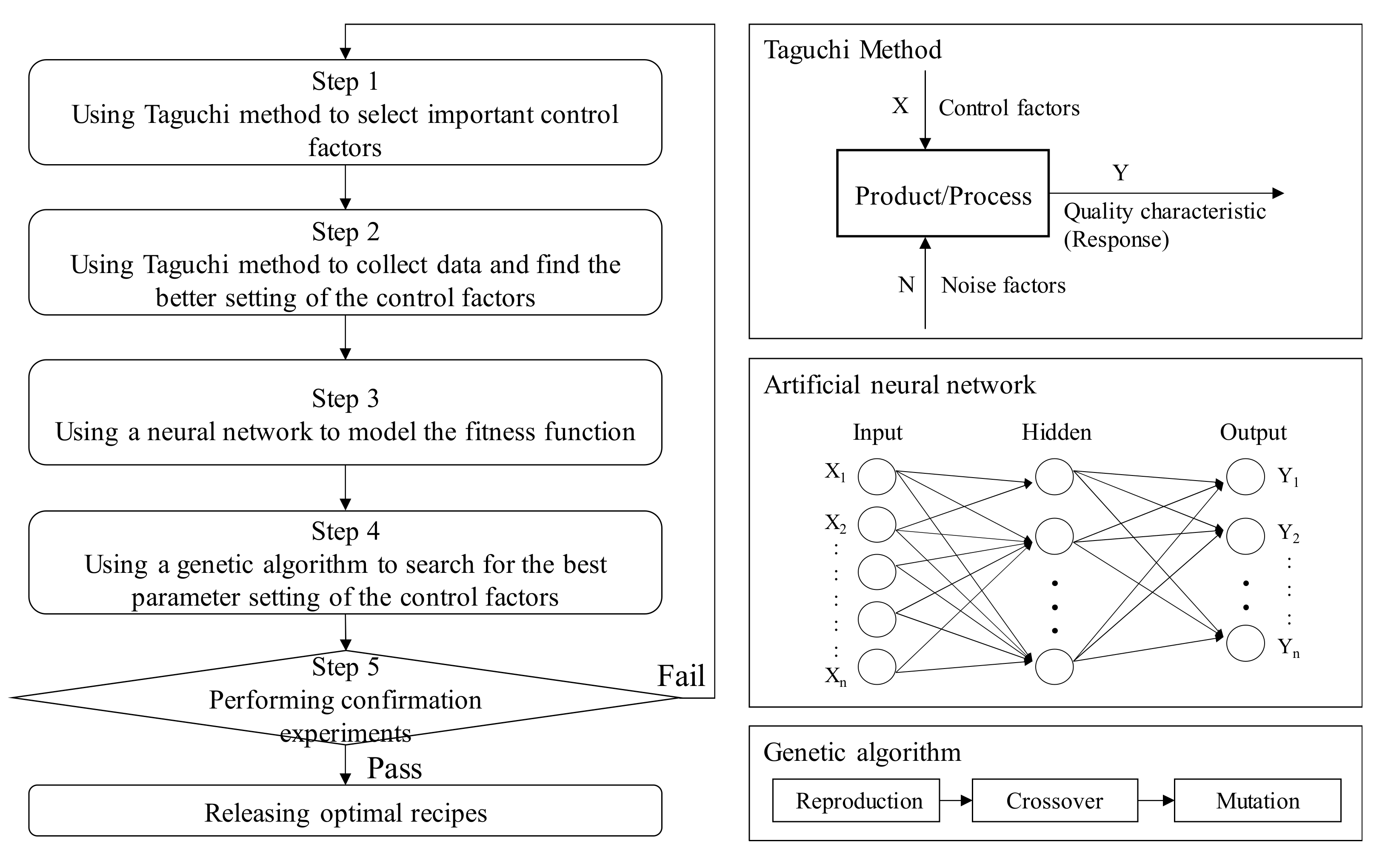
2.2. Taguchi Method
2.3. Neural Network
2.4. Genetic Algorithm
3. The Proposed Method
4. Case Study
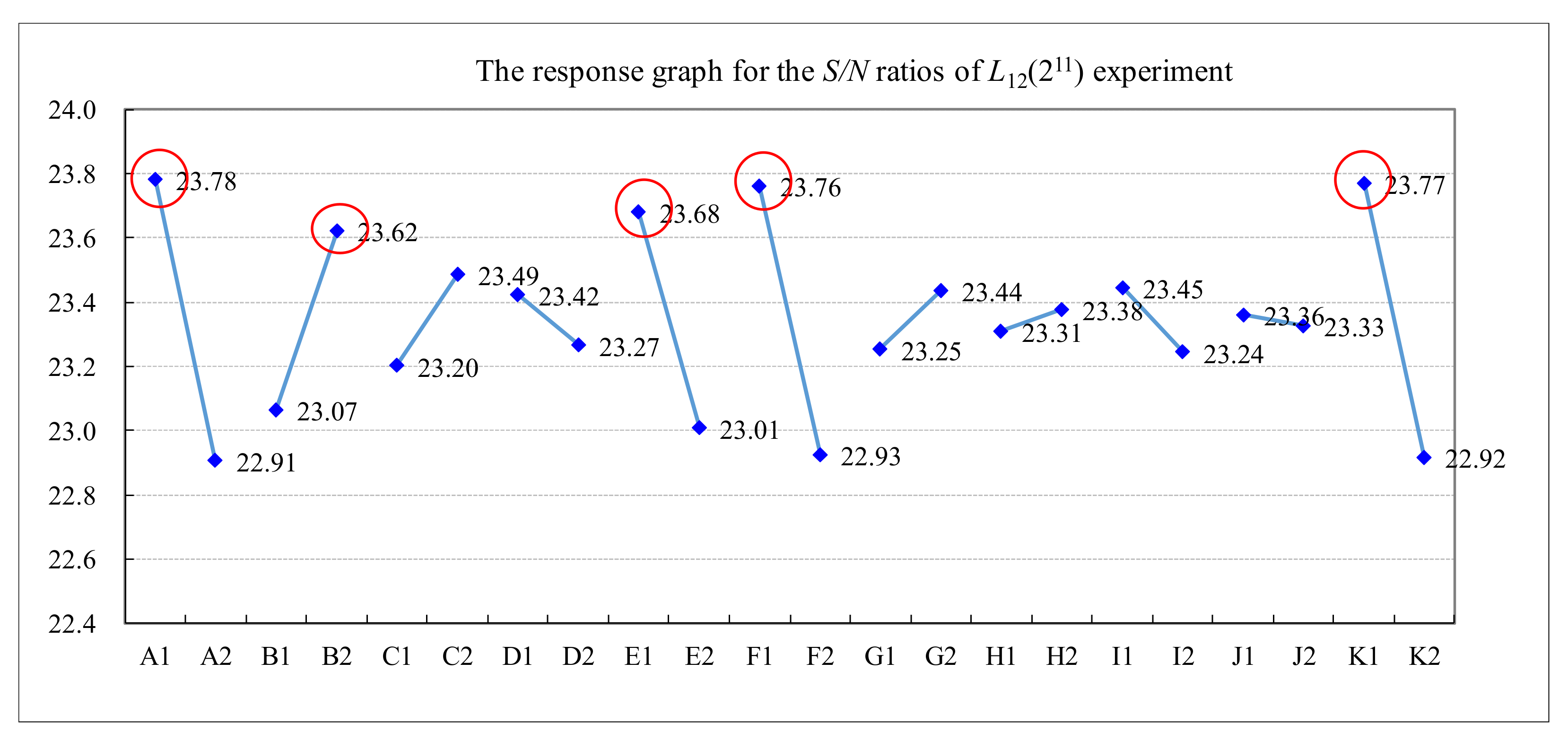
4.1. Using the Taguchi Method to Select Important Control Factors
4.2. Using the Taguchi Method to Collect Data and Find the Better Setting of Control Factors
4.3. Using a Neural Network to Model the Fitness Function
4.4. Using a Genetic Algorithm to Search for the Global Optimal Setting for the Control Factors
4.5. Performing Confirmation Experiments
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lee, S.A.; Kim, Y. P-200: The Influence of Mechanical Characteristics on the performance of Optical laminating materials in Automotive applications. SID Symp. Digest Tech. Papers 2020, 51, 1453–1461. [Google Scholar] [CrossRef]
- Serhat, G.; Basdogan, I. Multi-objective optimization of composite plates using lamination parameters. Mater. Design 2019, 180, 107904. [Google Scholar] [CrossRef]
- Ridhuan, S.W.M.; Tippabhotla, S.K.; Tay, A.A.O.; Budiman, A.S. A simulation study of the stresses in crystalline silicon photovoltaic laminates during the soldering and lamination processes along the longitudinal direction. Adv. Eng. Mater. 2019, 21, 5. [Google Scholar] [CrossRef]
- Song, W.J.R.; Tippabhotla, S.K.; Tay, A.A.O.; Budiman, A.S. Numerical simulation of the evolution of stress in solar cells during the entire manufacturing cycle of a conventional silicon wafer based photovoltaic laminate. IEEE J. Photovolt. 2017, 8, 210–217. [Google Scholar] [CrossRef]
- Kuo, Y. Thin Film Transistor Technologies VI: Proceedings of the International Symposium; The Electrochemical Society: Pennington, NJ, USA, 2003. [Google Scholar]
- Souk, J.; Morozumi, S.; Luo, F.C.; Bita, I. Flat Panel Display Manufacturing; John Wiley & Sons: New York, NY, USA, 2018. [Google Scholar]
- Tole, I.; Habermehl-Cwirzen, K.; Cwirzen, A. Optimization of the Process Parameters Controlling the Degree of Amorphization during Mechanical Activation of Clay Using the Taguchi Method. Multidiscip. Digit. Publ. Inst. Proc. 2019, 34, 15. [Google Scholar] [CrossRef] [Green Version]
- Lin, M.C.; Qiu, G.P.; Zhou, X.H.; Chen, C.N. Using Taguchi and neural network approaches in the optimum design of product development process. Int. J. Comp. Integ. Manuf. 2020, 33, 343–359. [Google Scholar] [CrossRef]
- Akyalcin, S.; Akyalcin, L.; Bjørgen, M. Optimization of desilication parameters of low-silica ZSM-12 by Taguchi method. Micropor. Mesopor. Mater. 2019, 273, 256–264. [Google Scholar] [CrossRef]
- Su, C.T. Quality Engineering: Off-Line Methods and Applications, 1st ed.; CRC Press: Boca Raton, FL, USA, 2013. [Google Scholar]
- Ross, P.J. Taguchi Techniques for Quality Engineering: Loss Function, Orthogonal Experiments, Parameter and Tolerance Design, 2nd ed.; McGraw-Hill: New York, NY, USA, 1996. [Google Scholar]
- Rosenblatt, F. Principles of Neurodynamics: Perceptrons and the Theory of Brain Mechanisms; Spartan Books: New York, NY, USA, 1962. [Google Scholar]
- Stern, H.S. Neural networks in applied statistics. Technometrics 1996, 38, 205–220. [Google Scholar] [CrossRef]
- Rumelhart, D.E.; Hinton, G.E.; Williams, R.J. Learning Internal Representations by Error Propagation; Technical report No. ICS-8506; California University of San Diego, La Jolla Institute for Cognitive Science: San Diego, CA, USA, 1985. [Google Scholar]
- Mehrpouya, M.; Gisario, A.; Rahimzadeh, A.; Barletta, M. An artificial neural network model for laser transmission welding of biodegradable polyethylene terephthalate/polyethylene vinyl acetate (PET/PEVA) blends. Int. J. Adv. Manuf. Tech. 2019, 102, 1497–1507. [Google Scholar] [CrossRef]
- Sheikholeslami, M.; Gerdroodbary, M.B.; Moradi, R.; Shafee, A.; Li, Z. Application of Neural Network for estimation of heat transfer treatment of Al2O3-H2O nanofluid through a channel. Comput. Methods Appl. Mech. 2019, 344, 1–12. [Google Scholar] [CrossRef]
- Azizi, N.; Rezakazemi, M.; Zarei, M.M. An intelligent approach to predict gas compressibility factor using neural network model. Neural Comput. Appl. 2019, 31, 55–64. [Google Scholar] [CrossRef]
- Ansari, A.; Heras, M.; Nones, J.; Mohammadpoor, M.; Torabi, F. Predicting the performance of steam assisted gravity drainage (SAGD) method utilizing artificial neural network (ANN). Petroleum 2019, 6, 368–374. [Google Scholar] [CrossRef]
- Goldberg, D.E. Genetic Algorithm in Search, Optimization and Machine Learning, 1st ed.; Addison-Wesley: New York, NY, USA, 1989. [Google Scholar]
- Hosseinabadi, A.A.R.; Vahidi, J.; Saemi, B.; Sangaiah, A.K.; Elhoseny, M. Extended genetic algorithm for solving open-shop scheduling problem. Soft Comput. 2019, 23, 5099–5116. [Google Scholar] [CrossRef]
- Quan, W.; Li, X.; Liu, J.; Shen, K.; Zhai, Y. Genetic algorithm for accurate modeling of distributed Bragg reflector laser power and wavelength. Opt. Eng. 2019, 58, 026108. [Google Scholar] [CrossRef]
- Alipour-Sarabi, R.; Nasiri-Gheidari, Z.; Tootoonchian, F.; Oraee, H. Improved winding proposal for wound rotor resolver using genetic algorithm and winding function approach. IEEE Trans. Ind. Electron. 2019, 66, 1325–1334. [Google Scholar] [CrossRef]
- Renders, J.-M.; Flasse, S.P. Hybrid methods using genetic algorithms for global optimization. IEEE Trans. Syst. Man Cybern. B 1996, 26, 243–258. [Google Scholar] [CrossRef] [PubMed]
- Gen, M.; Cheng, R. Genetic Algorithms and Engineering Design, 1st ed.; John Wiley & Sons: New York, NY, USA, 1997. [Google Scholar]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatment | A | B | C | D | E | F | G | H | I | J | K |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| 2 | 1 | 1 | 1 | 1 | 1 | 2 | 2 | 2 | 2 | 2 | 2 |
| 3 | 1 | 1 | 2 | 2 | 2 | 1 | 1 | 1 | 2 | 2 | 2 |
| 4 | 1 | 2 | 1 | 2 | 2 | 1 | 2 | 2 | 1 | 1 | 2 |
| 5 | 1 | 2 | 2 | 1 | 2 | 2 | 1 | 2 | 1 | 2 | 1 |
| 6 | 1 | 2 | 2 | 2 | 1 | 2 | 2 | 1 | 2 | 1 | 1 |
| 7 | 2 | 1 | 2 | 2 | 1 | 1 | 2 | 2 | 1 | 2 | 1 |
| 8 | 2 | 1 | 2 | 1 | 2 | 2 | 2 | 1 | 1 | 1 | 2 |
| 9 | 2 | 1 | 1 | 2 | 2 | 2 | 1 | 2 | 2 | 1 | 1 |
| 10 | 2 | 2 | 2 | 1 | 1 | 1 | 1 | 2 | 2 | 1 | 2 |
| 11 | 2 | 2 | 1 | 2 | 1 | 2 | 1 | 1 | 1 | 2 | 2 |
| 12 | 2 | 2 | 1 | 1 | 2 | 1 | 2 | 1 | 2 | 2 | 1 |
| Factor | Pre-Heating (°C) | Roller Temperature (°C) | Roller Wait Time (Sec) | Roller Angle (Degree) | Roller Pressure (kg/cm2) | Roller Speed (mm/min) | Dummy (pcs) | Vacuum Pressure | BTW Gap (mm) | Transfer Speed (mm/sec) | Hold Time (msec) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| A | B | C | D | E | F | G | H | I | J | K | |
| Lv 1 | 50 | 40 | 3 | 80 | 0.7 | 5000 | 2 | 2.8 | 5 | 4000 | 60 |
| Lv 2 | 70 | 50 | 5 | 85 | 0.8 | 6000 | 4 | 3 | 10 | 5000 | 70 |
| EXP. | Control Factors | Luminance | Average Luminance | Standard Deviation | S/N | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A | B | C | D | E | F | G | H | I | J | K | N1 | N2 | N3 | N4 | N5 | ||||
| 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 17.61 | 16.77 | 17.45 | 16.99 | 16.30 | 17.03 | 0.53 | 24.61 |
| 2 | 1 | 1 | 1 | 1 | 1 | 2 | 2 | 2 | 2 | 2 | 2 | 13.34 | 15.12 | 12.70 | 14.91 | 14.57 | 14.13 | 1.06 | 22.94 |
| 3 | 1 | 1 | 2 | 2 | 2 | 1 | 1 | 1 | 2 | 2 | 2 | 14.18 | 14.30 | 14.66 | 13.92 | 13.48 | 14.11 | 0.44 | 22.98 |
| 4 | 1 | 2 | 1 | 2 | 2 | 1 | 2 | 2 | 1 | 1 | 2 | 15.45 | 15.70 | 15.61 | 15.72 | 14.52 | 15.40 | 0.50 | 23.74 |
| 5 | 1 | 2 | 2 | 1 | 2 | 2 | 1 | 2 | 1 | 2 | 1 | 16.69 | 15.60 | 15.15 | 16.53 | 15.28 | 15.85 | 0.71 | 23.98 |
| 6 | 1 | 2 | 2 | 2 | 1 | 2 | 2 | 1 | 2 | 1 | 1 | 17.93 | 16.46 | 17.03 | 17.22 | 15.16 | 16.76 | 1.04 | 24.44 |
| 7 | 2 | 1 | 2 | 2 | 1 | 1 | 2 | 2 | 1 | 2 | 1 | 16.28 | 16.56 | 15.90 | 15.80 | 15.52 | 16.01 | 0.41 | 24.08 |
| 8 | 2 | 1 | 2 | 1 | 2 | 2 | 2 | 1 | 1 | 1 | 2 | 13.92 | 12.49 | 12.19 | 12.23 | 11.38 | 12.44 | 0.92 | 21.84 |
| 9 | 2 | 1 | 1 | 2 | 2 | 2 | 1 | 2 | 2 | 1 | 1 | 13.41 | 11.85 | 12.04 | 11.91 | 13.63 | 12.57 | 0.88 | 21.94 |
| 10 | 2 | 2 | 2 | 1 | 1 | 1 | 1 | 2 | 2 | 1 | 2 | 15.68 | 15.24 | 14.97 | 15.63 | 14.24 | 15.15 | 0.59 | 23.59 |
| 11 | 2 | 2 | 1 | 2 | 1 | 2 | 1 | 1 | 1 | 2 | 2 | 12.86 | 12.99 | 13.24 | 13.87 | 13.11 | 13.22 | 0.39 | 22.41 |
| 12 | 2 | 2 | 1 | 1 | 2 | 1 | 2 | 1 | 2 | 2 | 1 | 14.50 | 15.26 | 14.41 | 16.28 | 15.20 | 15.13 | 0.75 | 23.57 |
| Factor | A | B | C | D | E | F | G | H | I | J | K |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Level 1 | 23.78 | 23.07 | 23.20 | 23.42 | 23.68 | 23.76 | 23.25 | 23.31 | 23.45 | 23.36 | 23.77 |
| Level 2 | 22.91 | 23.62 | 23.49 | 23.27 | 23.01 | 22.93 | 23.44 | 23.38 | 23.24 | 23.33 | 22.92 |
| Effect | 0.87 | 0.56 | 0.29 | 0.16 | 0.67 | 0.84 | 0.18 | 0.07 | 0.20 | 0.03 | 0.85 |
| Rank | 1 | 5 | 6 | 9 | 4 | 3 | 8 | 10 | 7 | 11 | 2 |
| Source | DF | SS | MS | F-Value | p-Value |
|---|---|---|---|---|---|
| A | 1 | 2.297 | 2.297 | 24.61 | 0.003 |
| B | 1 | 0.934 | 0.934 | 10 | 0.019 |
| C | 1 | 0.244 * | – | – | – |
| D | 1 | 0.076 * | – | – | – |
| E | 1 | 1.357 | 1.357 | 14.53 | 0.009 |
| F | 1 | 2.099 | 2.099 | 22.48 | 0.003 |
| G | 1 | 0.102 * | – | – | – |
| H | 1 | 0.014 * | – | – | – |
| I | 1 | 0.121 * | – | – | – |
| J | 1 | 0.003 * | – | – | – |
| K | 1 | 2.183 | 2.183 | 23.39 | 0.003 |
| Error | (6) | (0.5601) | (0.09335) | – | – |
| Total | 11 | 534.71 | – | – | – |
| R-Sq | R-Sq(adj) | ||||
| 94.1% | 89.1% |
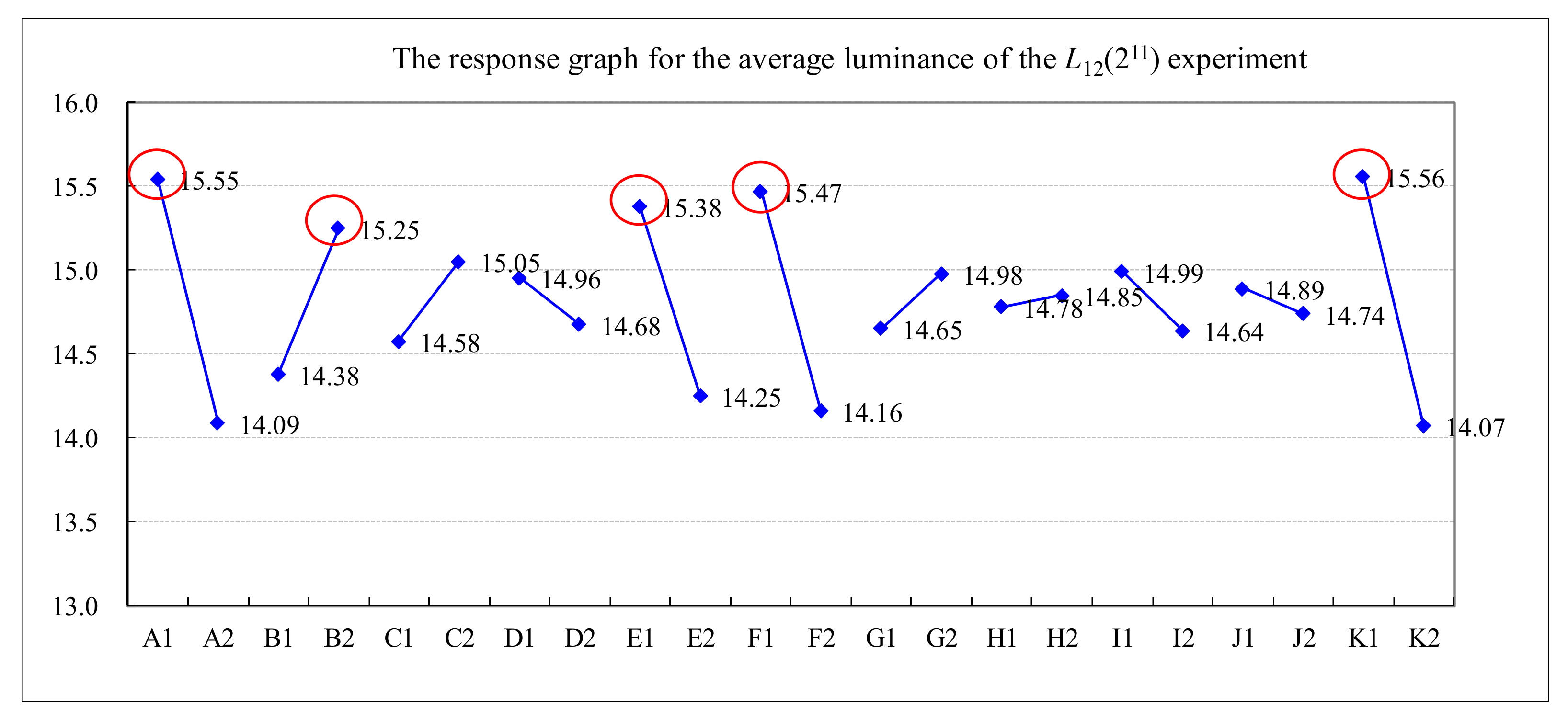
| Factor | A | B | C | D | E | F | G | H | I | J | K |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Level 1 | 15.55 | 14.38 | 14.58 | 14.96 | 15.38 | 15.47 | 14.65 | 14.78 | 14.99 | 14.89 | 15.56 |
| Level 2 | 14.09 | 15.25 | 15.05 | 14.68 | 14.25 | 14.16 | 14.98 | 14.85 | 14.64 | 14.74 | 14.07 |
| Effect | 1.46 | 0.87 | 0.48 | 0.28 | 1.13 | 1.31 | 0.32 | 0.07 | 0.35 | 0.15 | 1.48 |
| Rank | 2 | 5 | 6 | 9 | 4 | 3 | 8 | 11 | 7 | 10 | 1 |
| Source | DF | SS | MS | F-Value | p-Value |
|---|---|---|---|---|---|
| A | 1 | 6.3739 | 6.37388 | 22.72 | 0.003 |
| B | 1 | 2.2755 | 2.27552 | 8.11 | 0.029 |
| C | 1 | 0.6828 * | – | – | – |
| D | 1 | 0.2325 * | – | – | – |
| E | 1 | 3.8466 | 3.84656 | 13.71 | 0.01 |
| F | 1 | 5.1493 | 5.14933 | 18.35 | 0.005 |
| G | 1 | 0.3167 * | – | – | – |
| H | 1 | 0.015 * | – | – | – |
| I | 1 | 0.3683 * | – | – | – |
| J | 1 | 0.0684 * | – | – | – |
| K | 1 | 6.6032 | 6.60323 | 23.53 | 0.003 |
| Error | (6) | (1.684) | (0.2806) | – | – |
| Total | 11 | 25.932 | – | – | – |
| R-Sq | R-Sq(adj) | ||||
| 93.51% | 88.10% |
| Factor | Pre-Heating (°C) | Roller Temperature (°C) | Roller Pressure (kg/cm2) | Roller Speed (mm/min) | Hold Time (msec) |
|---|---|---|---|---|---|
| A | B | E | F | K | |
| Level 1 | 25 | 50 | 0.15 | 2500 | 20 |
| Level 2 | 50 | 65 | 0.45 | 4000 | 40 |
| Level 3 | – | 80 | 0.75 | 5500 | 60 |
| EXP. | Control Factors | Luminance | Average Luminance | Standard Deviation | S/N | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A | B | E | F | K | N1 | N2 | N3 | N4 | N5 | ||||
| 1 | 1 | 1 | 1 | 1 | 1 | 17.32 | 17.23 | 17.04 | 17.23 | 17.62 | 17.29 | 0.21 | 24.75 |
| 2 | 1 | 2 | 2 | 2 | 2 | 19.74 | 19.90 | 19.74 | 19.79 | 19.66 | 19.77 | 0.09 | 25.92 |
| 3 | 1 | 3 | 3 | 3 | 3 | 13.98 | 13.74 | 13.87 | 13.64 | 13.58 | 13.76 | 0.16 | 22.77 |
| 4 | 1 | 2 | 2 | 3 | 3 | 18.59 | 18.44 | 18.58 | 18.55 | 18.43 | 18.52 | 0.08 | 25.35 |
| 5 | 1 | 3 | 3 | 1 | 1 | 11.78 | 11.64 | 11.48 | 11.59 | 11.71 | 11.64 | 0.11 | 21.32 |
| 6 | 1 | 1 | 1 | 2 | 2 | 22.84 | 22.58 | 22.80 | 23.31 | 22.81 | 22.87 | 0.27 | 27.18 |
| 7 | 1 | 1 | 3 | 2 | 3 | 21.49 | 21.34 | 21.62 | 21.08 | 21.05 | 21.32 | 0.25 | 26.57 |
| 8 | 1 | 2 | 1 | 3 | 1 | 14.34 | 15.18 | 14.46 | 14.85 | 14.70 | 14.71 | 0.33 | 23.34 |
| 9 | 1 | 3 | 2 | 1 | 2 | 14.97 | 15.56 | 15.06 | 15.49 | 15.35 | 15.29 | 0.26 | 23.68 |
| 10 | 2 | 3 | 2 | 2 | 1 | 16.94 | 16.98 | 17.04 | 16.86 | 16.92 | 16.95 | 0.07 | 24.58 |
| 11 | 2 | 1 | 3 | 3 | 2 | 20.27 | 19.80 | 19.42 | 19.29 | 18.66 | 19.49 | 0.60 | 25.79 |
| 12 | 2 | 2 | 1 | 1 | 3 | 21.34 | 23.01 | 20.89 | 21.13 | 21.26 | 21.52 | 0.85 | 26.64 |
| 13 | 2 | 3 | 1 | 3 | 2 | 18.89 | 18.84 | 18.31 | 19.12 | 18.63 | 18.76 | 0.31 | 25.46 |
| 14 | 2 | 1 | 2 | 1 | 3 | 25.04 | 24.61 | 24.88 | 24.46 | 25.19 | 24.84 | 0.30 | 27.90 |
| 15 | 2 | 2 | 3 | 2 | 1 | 19.38 | 19.64 | 19.47 | 19.30 | 19.38 | 19.43 | 0.13 | 25.77 |
| 16 | 2 | 2 | 3 | 1 | 2 | 20.94 | 20.81 | 20.65 | 20.99 | 20.56 | 20.79 | 0.18 | 26.35 |
| 17 | 2 | 3 | 1 | 2 | 3 | 21.49 | 21.27 | 21.23 | 20.98 | 21.34 | 21.26 | 0.19 | 26.55 |
| 18 | 2 | 1 | 2 | 3 | 1 | 17.64 | 17.42 | 17.99 | 17.38 | 17.07 | 17.50 | 0.34 | 24.98 |
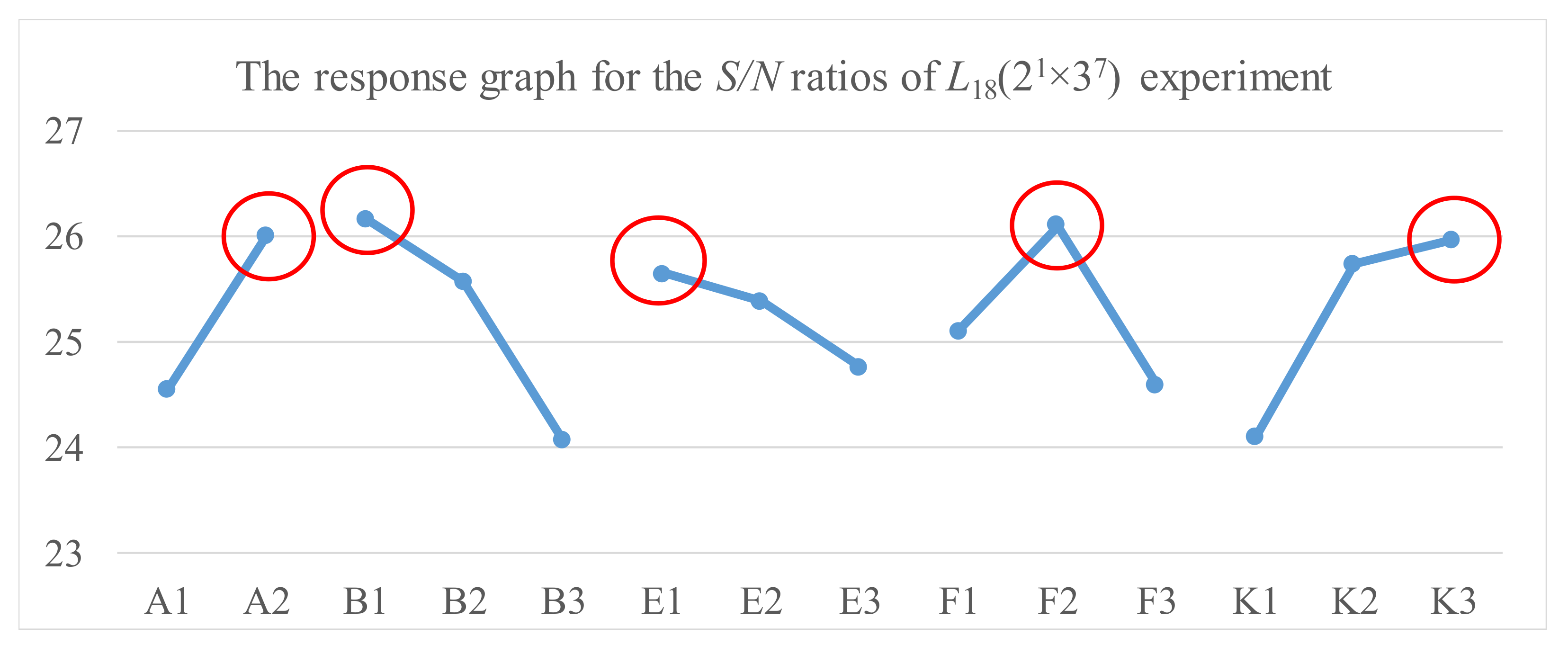
| Level | A | B | E | F | K |
|---|---|---|---|---|---|
| 1 | 24.54 | 26.18 | 25.66 | 25.11 | 24.10 |
| 2 | 25.99 | 25.56 | 25.38 | 26.10 | 25.73 |
| 3 | – | 24.06 | 24.76 | 24.60 | 25.97 |
| Effect | 1.45 | 2.11 | 0.89 | 1.50 | 1.86 |
| Rank | 4 | 1 | 5 | 3 | 2 |
| Source | DF | SS | MS | F | p-Value |
|---|---|---|---|---|---|
| A | 1 | 9.404 | 9.4045 | 49.49 | 0 |
| B | 2 | 14.2 | 7.1001 | 37.36 | 0 |
| E | 2 | 2.514 | 1.2571 | 6.61 | 0.02 |
| F | 2 | 6.983 | 3.4914 | 18.37 | 0.001 |
| K | 2 | 12.332 | 6.1659 | 32.44 | 0 |
| Error | 8 | 1.52 | 0.19 | – | – |
| Total | 17 | 46.954 | – | – | – |
| R-Sq | R-Sq(adj) | ||||
| 96.76% | 93.12% |
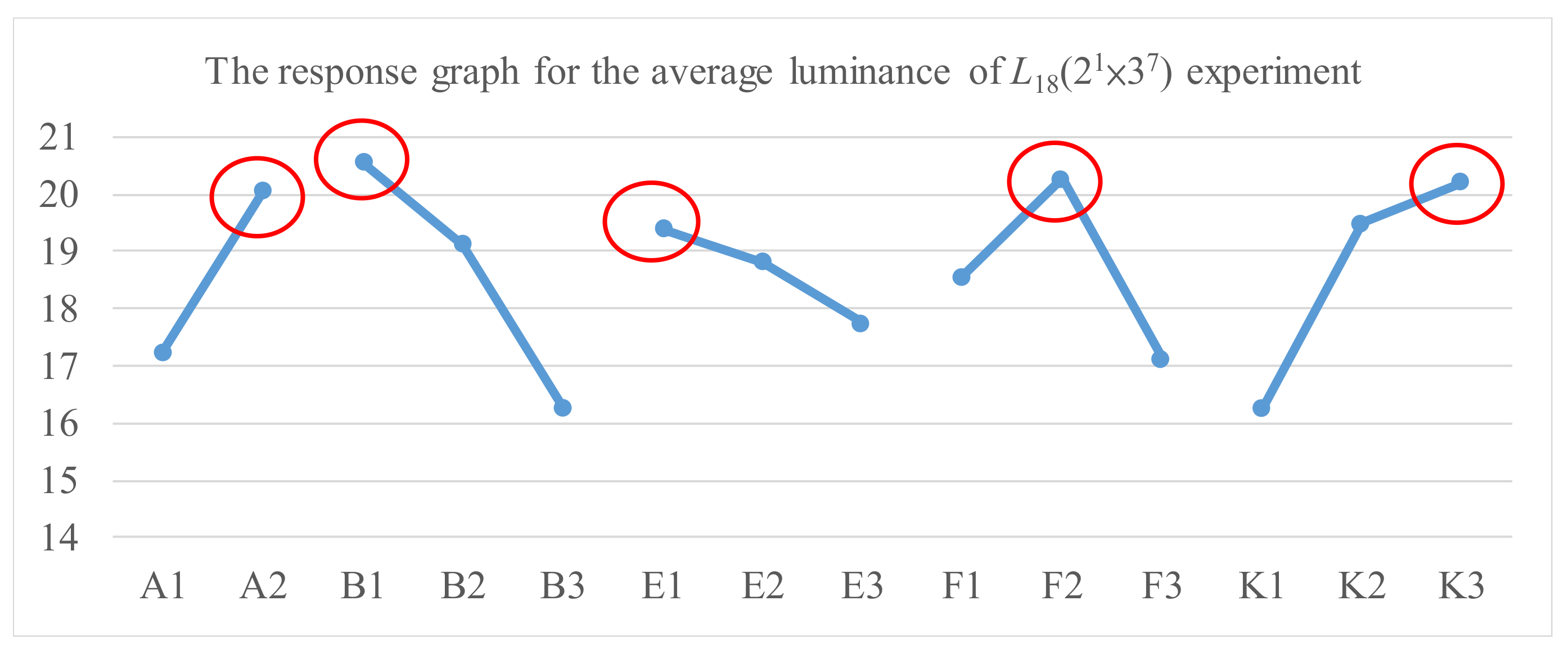
| Level | A | B | E | F | K |
|---|---|---|---|---|---|
| 1 | 17.24 | 20.55 | 19.40 | 18.56 | 16.25 |
| 2 | 20.06 | 19.12 | 18.81 | 20.27 | 19.49 |
| 3 | – | 16.28 | 17.74 | 17.12 | 20.20 |
| Effect | 2.82 | 4.27 | 1.66 | 3.14 | 3.95 |
| Rank | 4 | 1 | 5 | 3 | 2 |
| Source | DF | SS | MS | F | p-Value |
|---|---|---|---|---|---|
| A | 1 | 35.815 | 35.815 | 39.15 | 0 |
| B | 2 | 56.797 | 28.3983 | 31.04 | 0 |
| E | 2 | 8.522 | 4.2609 | 4.66 | 0.046 |
| F | 2 | 29.708 | 14.8542 | 16.24 | 0.002 |
| K | 2 | 53.229 | 26.6146 | 29.09 | 0 |
| Error | 8 | 7.319 | 0.9149 | – | – |
| Total | 17 | 191.39 | – | – | – |
| R-Sq | R-Sq(adj) | ||||
| 96.18% | 91.87% |
| EXP. | Control Factors | Luminance | Average Luminance | Standard Deviation | S/N | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A | B | E | F | K | N1 | N2 | N3 | N4 | N5 | ||||
| 1 | 2 | 1 | 1 | 2 | 3 | 26.58 | 23.89 | 23.53 | 25.09 | 24.75 | 24.77 | 1.192 | 27.85 |
| 2 | 2 | 1 | 1 | 2 | 3 | 24.48 | 26.09 | 24.50 | 25.36 | 25.17 | 25.12 | 0.668 | 27.99 |
| 3 | 2 | 1 | 1 | 2 | 3 | 24.98 | 25.08 | 24.62 | 25.62 | 25.04 | 25.05 | 0.370 | 28.01 |
| Total average | 24.98 | 0.743 | 27.94 | ||||||||||
| Comparison | Pre-Heating (°C) | Roller Temperature (°C) | Roller Pressure (kg/cm2) | Roller Speed (mm/min) | Hold Time (msec) | Average Luminance | S/N |
|---|---|---|---|---|---|---|---|
| (A) | (B) | (E) | (F) | (K) | |||
| Before improvement | 50 | 40 | 0.7 | 5000 | 60 | 17.03 | 24.61 |
| Taguchi method | 50 | 50 | 0.15 | 4000 | 60 | 24.98 | 27.94 |
| Improvement | 46.67% | 13.53% | |||||
| NN Structure | 5-2-1 | 5-3-1 | 5-4-1 | 5-5-1 | 5-6-1 | 5-7-1 | 5-8-1 | 5-9-1 | 5-10-1 |
|---|---|---|---|---|---|---|---|---|---|
| Training RMSE | 0.037 | 0.005 | 0.005 | 0.005 | 0.005 | 0.005 | 0.005 | 0.005 | 0.005 |
| Testing RMSE | 0.138 | 0.119 | 0.105 | 0.090 | 0.102 | 0.127 | 0.113 | 0.102 | 0.094 |
| Item | The Largest Luminance | The Smallest Luminance | Average | Standard Deviation |
|---|---|---|---|---|
| Luminance | 25.02 | 24.57 | 24.87 | 0.148 |
| EXP. | Luminance | Average Luminance | Standard Deviation | S/N | ||||
|---|---|---|---|---|---|---|---|---|
| N1 | N2 | N3 | N4 | N5 | ||||
| 1 | 25.08 | 25.11 | 25.31 | 25.18 | 25.23 | 25.181 | 0.092 | 28.02 |
| 2 | 25.08 | 25.08 | 25.11 | 25.08 | 25.03 | 25.075 | 0.028 | 27.98 |
| 3 | 25.50 | 25.24 | 24.90 | 25.25 | 25.07 | 25.195 | 0.224 | 28.03 |
| Total average | 25.150 | 0.115 | 28.01 | |||||
| Comparison | Pre-Heating (°C) | Roller Temperature (°C) | Roller Pressure (kg/cm2) | Roller Speed (mm/min) | Hold Time (msec) | Average Luminance | S/N |
|---|---|---|---|---|---|---|---|
| (A) | (B) | (E) | (F) | (K) | |||
| Before improvement | 50 | 40 | 0.7 | 5000 | 60 | 17.03 | 24.61 |
| Taguchi methods | 50 | 50 | 0.15 | 4000 | 60 | 24.98 | 27.94 |
| Proposed method | 29 | 50 | 0.15 | 2500 | 57 | 25.15 | 28.01 |
| Improvement | 47.68% | 13.82% | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Leu, Y.; Lin, C.-M. Optimizing Optical Film Lamination to Enhance the Luminance of TFT-LCD Displays Using the Taguchi-NNGA Method. Materials 2021, 14, 4481. https://doi.org/10.3390/ma14164481
Leu Y, Lin C-M. Optimizing Optical Film Lamination to Enhance the Luminance of TFT-LCD Displays Using the Taguchi-NNGA Method. Materials. 2021; 14(16):4481. https://doi.org/10.3390/ma14164481
Chicago/Turabian StyleLeu, Yungho, and Chia-Ming Lin. 2021. "Optimizing Optical Film Lamination to Enhance the Luminance of TFT-LCD Displays Using the Taguchi-NNGA Method" Materials 14, no. 16: 4481. https://doi.org/10.3390/ma14164481
APA StyleLeu, Y., & Lin, C. -M. (2021). Optimizing Optical Film Lamination to Enhance the Luminance of TFT-LCD Displays Using the Taguchi-NNGA Method. Materials, 14(16), 4481. https://doi.org/10.3390/ma14164481