
An Efficient Approach to the Five-Axis Flank Milling of Non-Ferrous Spiral Bevel Gears


Abstract
:1. Introduction
2. Tooth Surface and Meshing of SBGs
3. Tool Path Planning Strategy and Optimization Model for Flank Milling of SBGs
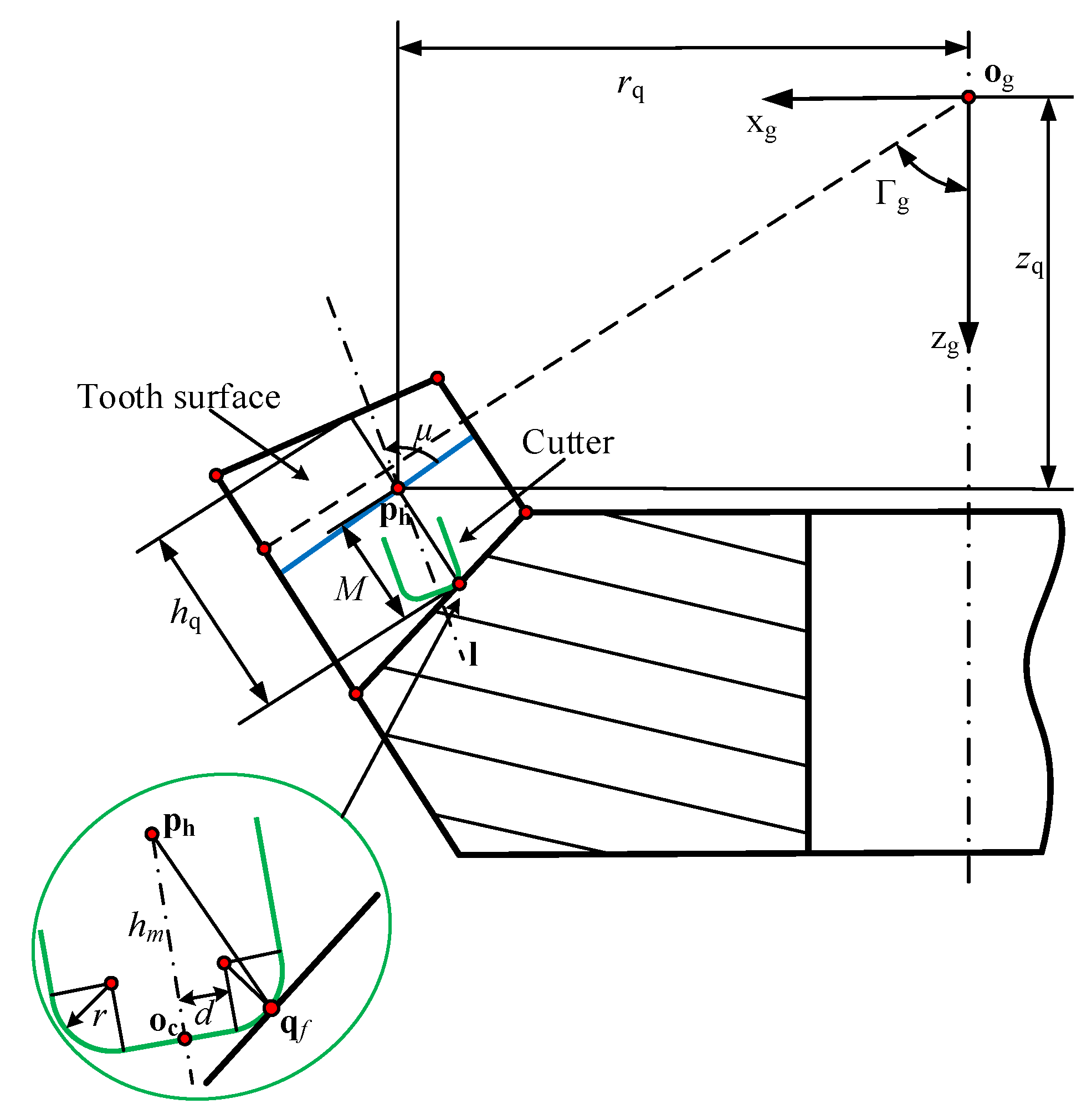
3.1. Tool Path Planning Strategy
- The cutter surface is tangent to the tooth surface along .
- For , it must satisfy
- The necessary condition of the cutter envelope surface tangent to the designed tooth surface is satisfied.
- The constraint condition of the toroidal surface of the cutter tangent to root cone is satisfied.
- The constraint condition that the swing angle of tool axis is a function of motion parameter is satisfied.
3.2. Optimization Model to Minimize the Geometric Deviations of the Contact Area
4. Modeling and Contact Analysis of SBGs
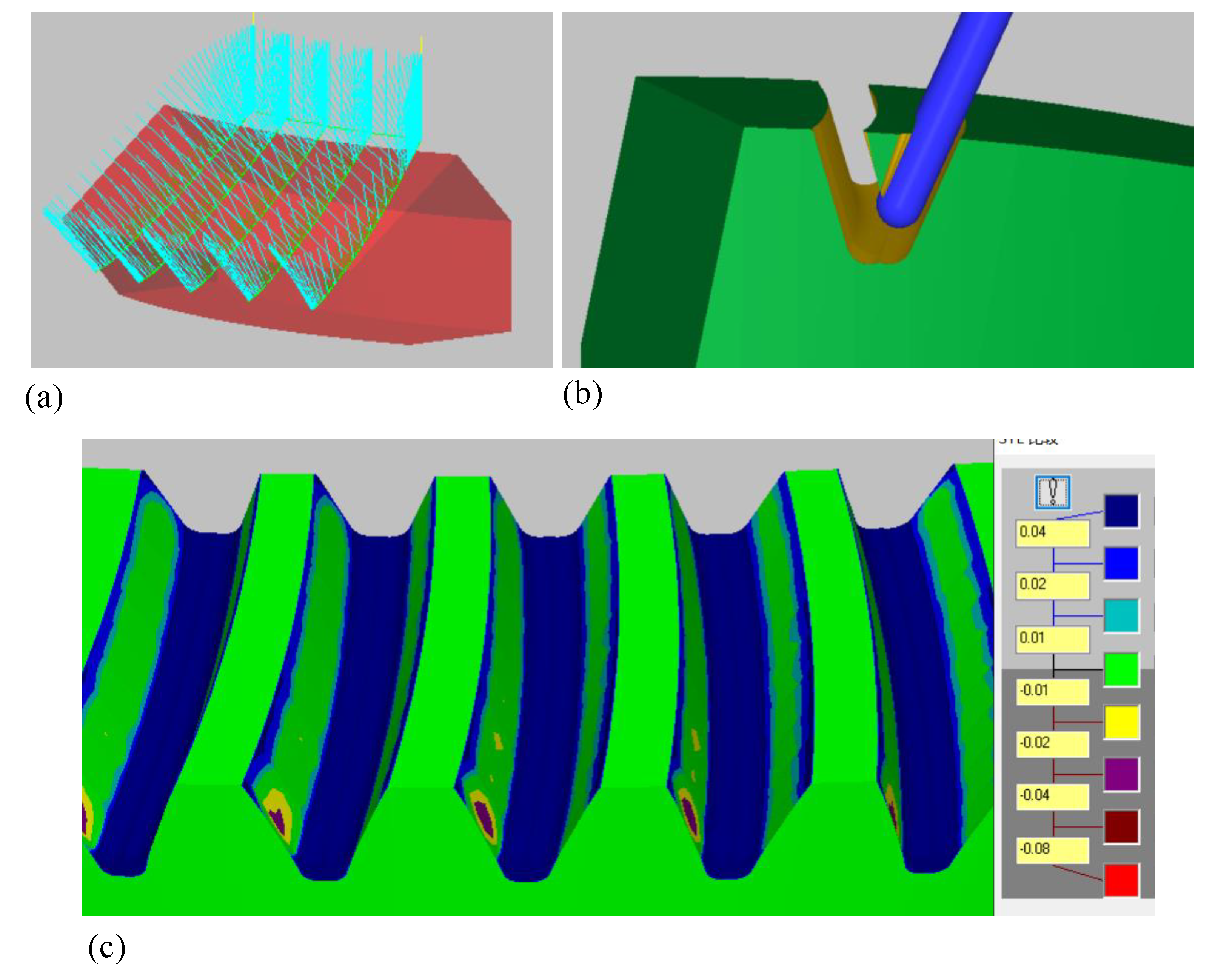
5. Machining Simulation and Experiment
6. Discussion
- The contact trace of SBGs are sensitive to the topological morphology of the tooth surface. Small changes in the tooth surface may cause changes in the position and orientation of the contact trace.
- The research content of this paper aims to adopt an efficient flank milling method to ensure low tooth surface error near the contact area, which is not a real research method to fully realize the pre-control of meshing performances.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tsay, C.B.; Lin, J.Y. A mathematical model for the tooth geometry of hypoid gears. Math. Comput. Model. 1993, 18, 23–34. [Google Scholar] [CrossRef]
- Zhou, Y.; Chen, Z.C. A new geometric meshing theory for a closed-form vector representation of the face-milled generated gear tooth surface and its curvature analysis. Mech. Mach. Theory 2015, 83, 91–108. [Google Scholar] [CrossRef]
- Shih, Y.P.; Fong, Z.H.; Lin, G. Mathematical Model for a Universal Face Hobbing Hypoid Gear Generator. J. Mech. Des. 2007, 129, 38–47. [Google Scholar] [CrossRef]
- Vimercati, M.; Piazza, A. Applications of a mathematical model for representation of face hobbed hypoid and spiral bevel gear geometry. In Proceedings of the International Conference on Gears, Garching Germany, 14–16 September 2005; VDI-Berichte 2005. pp. 467–483. [Google Scholar]
- Lelkes, M.; Marialigeti, J.; Play, D. Numerical Determination of Cutting Parameters for the Control of Klingelnberg Spiral Bevel Gear Geometry. J. Mech. Des. 2002, 124, 761–771. [Google Scholar] [CrossRef]
- Achtmann, J.; Baer, G. Optimized Bearing Ellipses of Hypoid Gears. J. Mech. Des. 2003, 125, 739–745. [Google Scholar] [CrossRef]
- Qi, F. Computerized Modeling and Simulation of Spiral Bevel and Hypoid Gears Manufactured by Gleason Face Hobbing Process. J. Mech. Des. 2006, 128, 1315–1327. [Google Scholar]
- Simon, V.V. Design and Manufacture of Spiral Bevel Gears With Reduced Transmission Errors. J. Mech. Des. 2015, 131, 041007–041017. [Google Scholar] [CrossRef]
- Tsiafis, I.; Mamouri, P.; Kompogiannis, S. Design and manufacturing of spiral bevel gears using CNC milling machines. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018; Volume 393, p. 012066. [Google Scholar]
- Li, J.; Gao, Z.; Zhang, P.; Feng, L.; Yin, G.; Wang, H.; Su, J.; Ma, W. An integration method of design and machining for spiral bevel gears based on universal CNC machine tools. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 1–14. [Google Scholar] [CrossRef]
- Wang, S.; Zhou, Y.; Tang, J.; Xiao, Z. An adaptive geometric meshing theory for the face-milled generated spiral bevel gears. Forsch. Ing. 2019, 83, 775–780. [Google Scholar] [CrossRef]
- Shih, Y.P.; Lai, K.L.; Sun, Z.H.; Yan, X.L. Manufacture of Face-Milled Spiral Bevel Gears on a Five-Axis CNC Machine. In Proceedings of the 14th IFToMM World Congress; National Taiwan University: Taipei, Taiwan, 2015; pp. 328–335. [Google Scholar]
- Shih, Y.P.; Sun, Z.H.; Lai, K.L. A flank correction face-milling method for bevel gears using a five-axis CNC machine. Int. J. Adv. Manuf. Technol. 2017, 91, 3635–3652. [Google Scholar] [CrossRef]
- Álvarez, Á.; Calleja, A.; Ortega, N.; de Lacalle, L.N.L. Five-Axis Milling of Large Spiral Bevel Gears: Toolpath Definition, Finishing, and Shape Errors. Metals 2018, 8, 353. [Google Scholar] [CrossRef] [Green Version]
- Deng, C.; Yan, H.; Chen, Y.; Yi, W. Tooth surface reconstructing method of spiral bevel gear generated by duplex helical method based on renewal Kriging model (in chinese). J. Cent. South Univ. (Sci. Technol.) 2019, 50, 1351–1356. [Google Scholar]
- Gaiser, U. 5-Axis Gear Manufacturing Gets Practical. In Gear Technology; American Gear Manufacturers Association: Chicago, IL, USA, 2017. [Google Scholar]
- Lochbihler, T. Complete machining of gears on 5X multitasking machines. In The Proceedings of the JSME International Conference on Motion and Power Transmissions; The Japan Society of Mechanical Engineers: Tokyo, Japan, 2017; Volume 2017, pp. 2–4. [Google Scholar]
- Li, Z.L.; Tuysuz, O.; Zhu, L.M.; Altintas, Y. Surface form error prediction in five-axis flank milling of thin-walled parts. Int. J. Mach. Tools Manuf. 2018, 128, 21–32. [Google Scholar] [CrossRef]
- Li, Z.L.; Zhu, L.M. Compensation of deformation errors in five-axis flank milling of thin-walled parts via tool path optimization. Precis. Eng. 2019, 55, 77–87. [Google Scholar] [CrossRef]
- Harik, R.F.; Gong, H.; Bernard, A. 5-axis flank milling: A state-of-the-art review. Comput. Aided Des. 2013, 45, 796–808. [Google Scholar] [CrossRef]
- Litvin, F.L.; Fuentes, A. Gear Geometry and Applied Theory; Cambridge University Press: Cambridge, MA, USA, 2004. [Google Scholar]
- Bo, P.; Bartoň, M.; Plakhotnik, D.; Pottmann, H. Towards efficient 5-axis flank CNC machining of free-form surfaces via fitting envelopes of surfaces of revolution. Comput. Aided Des. 2016, 79, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Lu, Y.A.; Wang, C.Y.; Zhou, L. Geometric deviation evaluation for a five-axis flank milling tool path using the tool swept envelope. Int. J. Adv. Manuf. Technol. 2019, 105, 1811–1821. [Google Scholar] [CrossRef]
- Liu, X.; Zhou, Y.; Tang, J. A comprehensive adaptive approach to calculating the envelope surface of the digital models in CNC machining. J. Manuf. Syst. 2020, 57, 119–132. [Google Scholar] [CrossRef]
- Zhu, L.; Lu, Y. Geometric conditions for tangent continuity of swept tool envelopes with application to multi-pass flank milling. Comput. Aided Des. 2015, 59, 43–49. [Google Scholar] [CrossRef]
- Li, Z.L.; Wang, X.Z.; Zhu, L.M. Arc–surface intersection method to calculate cutter–workpiece engagements for generic cutter in five-axis milling. Comput. Aided Des. 2016, 73, 1–10. [Google Scholar] [CrossRef]
- Li, Z.L.; Zhu, L.M. Mechanistic modeling of five-axis machining with a flat end mill considering bottom edge cutting effect. J. Manuf. Sci. Eng. 2016, 138, 111012. [Google Scholar] [CrossRef]
- Li, Z.L.; Zhu, L.M. An Accurate Method for Determining Cutter-Workpiece Engagements in Five-Axis Milling With a General Tool Considering Cutter Runout. J. Manuf. Sci. Eng. 2018, 140, 021001. [Google Scholar] [CrossRef]
- Chang, Z.; Chen, Z.C.; Mo, R.; Zhang, D.; Deng, Q. An accurate and efficient approach to geometric modeling of undeformed chips in five-axis CNC milling. Comput. Aided Des. 2017, 88, 42–59. [Google Scholar] [CrossRef]
- Chang, Z.; Chen, Z.C.; Zhao, J.; Zhang, D. A Generic Approach to Modeling Geometry of Un-Deformed Chip by Mathematical Representing Envelopes of Swept Cutter in Five-Axis CNC Milling. In Proceedings of the ASME 2014 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Buffalo, NY, USA, 17–20 August 2014. [Google Scholar]
- Zhou, Y.; Chen, Z.C.; Yang, X. An accurate, efficient envelope approach to modeling the geometric deviation of the machined surface for a specific five-axis CNC machine tool. Int. J. Mach. Tools Manuf. 2015, 95, 67–77. [Google Scholar] [CrossRef]
- Wang, L.; Li, W.; Si, H.; Yuan, X.; Liu, Y. Geometric deviation reduction method for interpolated toolpath in five-axis flank milling of the S-shaped test piece. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2020, 234, 910–919. [Google Scholar] [CrossRef]
- Yuan, C.; Mi, Z.; Jia, X.; Lin, F.; Shen, L. Tool orientation optimization and path planning for 5-axis machining. J. Syst. Sci. Complex. 2021, 34, 83–106. [Google Scholar] [CrossRef]
- Mane, H.; Pande, S. Adaptive tool path planning strategy for 5-axis CNC machining of free form surfaces. In Proceedings of the ASME 2019 14th International Manufacturing Science and Engineering Conference, Erie, PA, USA, 10–14 June 2019. [Google Scholar]
- Yan, G.; Chen, H.; Zhang, X.; Qu, C.; Ju, Z. A dimension-driven adaptive programming for tool-path planning and post-processing in 5-axis form milling of hyperboloidal-type normal circular-arc gears. Int. J. Adv. Manuf. Technol. 2020, 106, 2735–2746. [Google Scholar] [CrossRef]
- Li, Y.; Zeng, L.; Tang, K.; Xie, C. Orientation-point relation based inspection path planning method for 5-axis OMI system. Robot. Comput. Integr. Manuf. 2020, 61, 101827. [Google Scholar] [CrossRef]
- Tunc, L.T. Smart tool path generation for 5-axis ball-end milling of sculptured surfaces using process models. Robot. Comput. Integr. Manuf. 2019, 56, 212–221. [Google Scholar] [CrossRef]
- Vu, D.D.; Monies, F.; Rubio, W. A new optimization tool path planning for 3-axis end milling of free-form surfaces based on efficient machining intervals. In AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2018; Volume 1960, p. 070011. [Google Scholar]
- Yi, J.; Chu, C.H.; Kuo, C.L.; Li, X.; Gao, L. Optimized tool path planning for five-axis flank milling of ruled surfaces using geometric decomposition strategy and multi-population harmony search algorithm. Appl. Soft Comput. 2018, 73, 547–561. [Google Scholar] [CrossRef]
- Hsieh, H.T.; Chu, C.H. Particle swarm optimisation (PSO)-based tool path planning for 5-axis flank milling accelerated by graphics processing unit (GPU). Int. J. Comput. Integr. Manuf. 2011, 24, 676–687. [Google Scholar] [CrossRef]
- Wu, P.H.; Li, Y.W.; Chu, C.H. Optimized tool path generation based on dynamic programming for five-axis flank milling of rule surface. Int. J. Mach. Tools Manuf. 2008, 48, 1224–1233. [Google Scholar] [CrossRef]
- Gong, H.; Fang, F.; Hu, X.; Cao, L.X.; Liu, J. Optimization of tool positions locally based on the BCELTP for 5-axis machining of free-form surfaces. Comput. Aided Des. 2010, 42, 558–570. [Google Scholar] [CrossRef]
- Zhu, L.; Zheng, G.; Ding, H.; Xiong, Y. Global optimization of tool path for five-axis flank milling with a conical cutter. Comput. Aided Des. 2010, 42, 903–910. [Google Scholar] [CrossRef]
- Gong, H.; Wang, N. 5-axis flank milling free-form surfaces considering constraints. Comput. Aided Des. 2011, 43, 563–572. [Google Scholar] [CrossRef]
- Gong, H.; Wang, N. Optimize tool paths of flank milling with generic cutters based on approximation using the tool envelope surface. Comput. Aided Des. 2009, 41, 981–989. [Google Scholar] [CrossRef]
- Fountas, N.A.; Vaxevanidis, N.M.; Stergiou, C.I.; Benhadj-Djilali, R. Globally optimal tool paths for sculptured surfaces with emphasis to machining error and cutting posture smoothness. Int. J. Prod. Res. 2019, 57, 5478–5498. [Google Scholar] [CrossRef]
- Ibaraki, S.; Yoshida, I. A five-axis machining error simulator for rotary-axis geometric errors using commercial machining simulation software. Int. J. Autom. Technol. 2017, 11, 179–187. [Google Scholar] [CrossRef]
- Li, Z.L.; Zhu, L.M. Envelope Surface Modeling and Tool Path Optimization for Five-Axis Flank Milling Considering Cutter Runout. J. Manuf. Sci. Eng. 2014, 136, 041021. [Google Scholar] [CrossRef]
- Li, Z.L.; Niu, J.B.; Wang, X.Z.; Zhu, L.M. Mechanistic modeling of five-axis machining with a general end mill considering cutter runout. Int. J. Mach. Tools Manuf. 2015, 96, 67–79. [Google Scholar] [CrossRef]
- Wu, B.; Liang, M.; Zhang, Y.; Luo, M.; Tang, K. Optimization of machining strip width using effective cutting shape of flat-end cutter for five-axis free-form surface machining. Int. J. Adv. Manuf. Technol. 2018, 94, 2623–2633. [Google Scholar] [CrossRef]
- Zhang, W.; Ren, J.; Liang, Y. Optimization of the cutter size and tool orientation for reaching the critical state with multi-constraints in deep and narrow channel parts machining. Int. J. Adv. Manuf. Technol. 2020, 110, 1969–2001. [Google Scholar] [CrossRef]
- Zhou, Y.; Chen, Z.C.; Tang, J. A new method of designing the tooth surfaces of spiral bevel gears with ruled surface for their accurate five-axis flank milling. J. Manuf. Sci. Eng. 2017, 139, 061004. [Google Scholar] [CrossRef]
- Zhou, Y.; Chen, Z.C.; Tang, J.; Liu, S. An innovative approach to NC programming for accurate five-axis flank milling of spiral bevel or hypoid gears. Comput. Aided Des. 2017, 84, 15–24. [Google Scholar] [CrossRef]
- Wang, S.; Zhou, Y.; Liu, X.; Liu, S.; Tang, J. An Advanced Comprehensive Approach to Accurately Modeling the Face-Milled Generated Spiral Bevel Gears. J. Comput. Inf. Sci. Eng. 2020, 21, 1–36. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Blank Data | |||
|---|---|---|---|
| Parameter | Value | Parameter | Value |
| Gear tooth number | 61 | Pinion tooth number | 20 |
| Module | 4.8338 | Shaft angle | 90.0000° |
| Pinion handle | Right hand | Mean spiral angle | 32° |
| Face width | 27.5000 mm | Clearance | 1.0300 mm |
| Outer addendum | 1.7600 mm | Outer dedendum | 7.6700 mm |
| Face angle | 76.1167° | Root angle | 69.5833° |
| Blade Data | |||
| Parameter | Value | Parameter | Value |
| Average radius | 63.5000 mm | Point width | 2.5400 mm |
| Pressure angle | 22.0000° | Fillet radius | 1.5000 mm |
| Machine-Settings | |||
| Parameter | Value | Parameter | Value |
| Radial setting | 64.3718 mm | Cradle angle | −56.7800° |
| Sliding base | 0.0000 mm | Machine center to back | 0.0000 mm |
| Blank offset | −0.2071 mm | Machine root angle | 69.5900° |
| Roll ratio | 1.0323 | Modified roll coefficients | 0.0000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, H.; Zhou, Y.; He, Y.; Tang, J. An Efficient Approach to the Five-Axis Flank Milling of Non-Ferrous Spiral Bevel Gears. Materials 2021, 14, 4848. https://doi.org/10.3390/ma14174848
Xu H, Zhou Y, He Y, Tang J. An Efficient Approach to the Five-Axis Flank Milling of Non-Ferrous Spiral Bevel Gears. Materials. 2021; 14(17):4848. https://doi.org/10.3390/ma14174848
Chicago/Turabian StyleXu, Hao, Yuansheng Zhou, Yuhui He, and Jinyuan Tang. 2021. "An Efficient Approach to the Five-Axis Flank Milling of Non-Ferrous Spiral Bevel Gears" Materials 14, no. 17: 4848. https://doi.org/10.3390/ma14174848
APA StyleXu, H., Zhou, Y., He, Y., & Tang, J. (2021). An Efficient Approach to the Five-Axis Flank Milling of Non-Ferrous Spiral Bevel Gears. Materials, 14(17), 4848. https://doi.org/10.3390/ma14174848