1. Introduction
By combining both the benefits of having α- ferrite and γ-austenite phases, Duplex Stainless-Steels (DSS) present excellent mechanical and corrosion resistance properties, making them a very appealing material [
1]. They have seen wide application in industries that benefit from these excellent properties, having various applications for a broad variety of industries [
2,
3]. DSSs exhibit better overall properties than more common stainless steels, resulting in a growing preference for the use of these alloys over other stainless steels, and even some nickel-based alloys [
4]. DSS alloys are known to be hard-to-machine materials being characterized by having a low machinability (when compared to other materials) [
5]. As such, it is advised the use of coated tools with the right geometry. Additionally, the use of coolant is advised when machining DSS alloys. The cutting forces reached during machining operations of DSS tend to be high, promoting rapid tool wear and causing damage to the workpiece surface integrity [
6]. The machining process is still widely used in the production of high-precision parts, thus, the machining optimization of these alloys is quite appealing, as it may lead to better ways to produce higher quality parts at a lower cost. As seen in [
6], there are some authors that propose a set of methods to machine DSS alloys. However, these methods are usually devised based on empirical data, obtained by analyzing a vast number of practical studies, which can be costly. However, there are some studies that propose a different optimization approach, with techniques such as the Taguchi method, which is commonly employed in the optimization of machining parameters [
7,
8,
9,
10]. Zhang et al. [
11] used the Taguchi method for the surface roughness optimization in an end-milling operation. The authors defined the control factors as being depth of cut, feed rate, and spindle speed, concluding that the latter was the most influential parameter on the machined surface finish quality. Additionally, tool wear was found to be a significant factor on the machined surface roughness value. Selvaraj [
12] also used the Taguchi method to identify the various machining parameters that influenced the cutting forces generated when dry end-milling a cast DSS alloy. It was concluded that feed rate was the most impactful parameter, having an impact of 46% in the generated cutting forces. Multiple regression analysis can also be used to obtain information regarding machining parameter influence. Airao et al. [
13] evaluated the surface roughness of a Super Duplex 2507 stainless steel in dry and wet milling conditions. After the milling tests, it was concluded that the most influential parameter on the surface roughness was feed rate, followed by cutting speed. Furthermore, the optimal cutting parameters for the best machined surface roughness were defined, highlighting that, for this material, the lowest surface roughness value was obtained for high cutting speeds and low feed rates. This conclusion was also reached by Policena et al. [
14], where the authors perform end-milling finishing operations on DSS alloy, UNS S32205.
The machining industry’s focus is still process optimization, as it leads to a lower cost production, thus, this is still a very popular research topic. Although the optimization of machining parameters is of high importance, the employed tool is of equal importance, as it directly impacts process efficiency. Most machining tools employed in the industry and under study are coated tools or coated carbide inserts [
15,
16]. Tool coatings have many benefits for machining applications, such as, improved surface finish, tool-life, and overall process stability, such as cutting force reduction [
17]. These coatings improve the wear behavior of the coated tools by lowering the coefficient of friction [
18], greatly improving the wear resistance of coated tools and substrates [
19,
20], enabling these coatings to be used in a wide variety of applications that are subject to intense wear, such as in injection molds [
21,
22,
23]. Tool coatings are usually obtained by two main deposition processes: Physical Vapor Deposition (PVD) or Chemical Vapor Deposition (CVD). CVD films are obtained by having a precursor pumped inside a reactor. Its molecules pass by the substrate and are deposited on its surface, thus creating a CVD film, usually with a uniform thickness throughout the surface [
24]. This process runs at temperatures of up to 900 °C, which makes it less suited for coating deposition on steel substrates; however, this is possible, with some diamond coatings being successfully applied to carbide and nitride substrates [
25,
26]. For PVD, the process runs at about 500 °C, additionally, this process is more environmentally friendly, due to the use of nontoxic materials and having a lower energy consumption when compared to CVD [
27]. There is quite a variety of studies made on the comparison of coatings obtained by these two deposition methods. These studies focus on the advantages of using a certain deposition method for a certain application, such as using PVD coatings for finishing operations over CVD coatings [
15,
16], as concluded by Ginting et al. [
28], when studying the machining of AISI 4340. The used PVD coatings usually lead to a better-quality surface finish, when compared to multilayered CVD coating. However, there are some exceptions, especially for Ni-based alloys. Koseki et al. [
29], studied this machining case, concluding that due to the Ni-based super alloy’s properties, a coating able to support higher cutting forces and cutting temperatures would be more suited for the test, concluding that a CVD multilayered coating would be ideal for this case. Coating’s mechanical properties, structure, and microstructure greatly influence the machining process, directly affecting its performance [
30]. Chemical composition also influences the quality of the machining process, as seen in the study by Paiva et al. [
31], where a comparison of the wear performance of PVD, TiCN and TiAlN, coatings and CVD, TiCN/Al
2O
3, when machining a superduplex stainless steel alloy is performed. The authors concluded that the coating that exhibited less wear was the AlTiN PVD coating. This was due to the presence of Al in the coating, which significantly increased the coating’s wear behavior. This was because the presence of this element enabled for an alumina tribo-ceramic film to form during machining, causing a significant reduction in friction. The deposition method has a great influence as well, as PVD usually produces thinner films, when compared to CVD. This fact, coupled with the residual compressive stresses that are characteristic of the PVD process, confers the PVD-coated tool with a high strength coating, with very sharp cutting edges, making it usually more suited for finishing operations [
32,
33], with many coatings for machining applications being obtained by this process [
15,
16]. The most used deposition process for coatings is the direct current magnetron sputtering (dc MS); however, there is a relatively new PVD technique that seems highly promising, high power impulse magnetron sputtering (HiPIMS), particularly due to its higher ionization rates and higher charge states of the target ions [
34]. This technique exhibits high potential to produce coated machining tools, enabling a higher control of deposition parameters [
35], unlocking the capability to produce tailored coatings with excellent mechanical properties [
36]. Coatings obtained by this PVD technique exhibit higher values of hardness, when compared to direct current magnetron sputtering [
37]. Furthermore, there is also an improvement in coating adhesion to the substrate when using this technique, as well as an increase in residual compressive stresses [
37,
38].
The cutting forces that are generated during the machining process provide important information regarding the overall state of the process. This means that analyzing cutting force data can provide a way to monitor the machining process or even identify certain aspects of it, which can be improved. The knowledge of these cutting forces can be used to monitor tool behavior [
39,
40] and to provide information on optimal machining parameters [
41,
42], because selecting these parameters the machining process is improved. There are two main methods of determining cutting forces, using a direct or indirect approach; however, the most employed method is a direct one using a dynamometer to measure these forces. There are also developments of new predictive methods or models used for the prediction of these cutting forces, especially using Finite Element Method [
43], providing a cheaper alternative for cutting forces prediction and tool behavior.
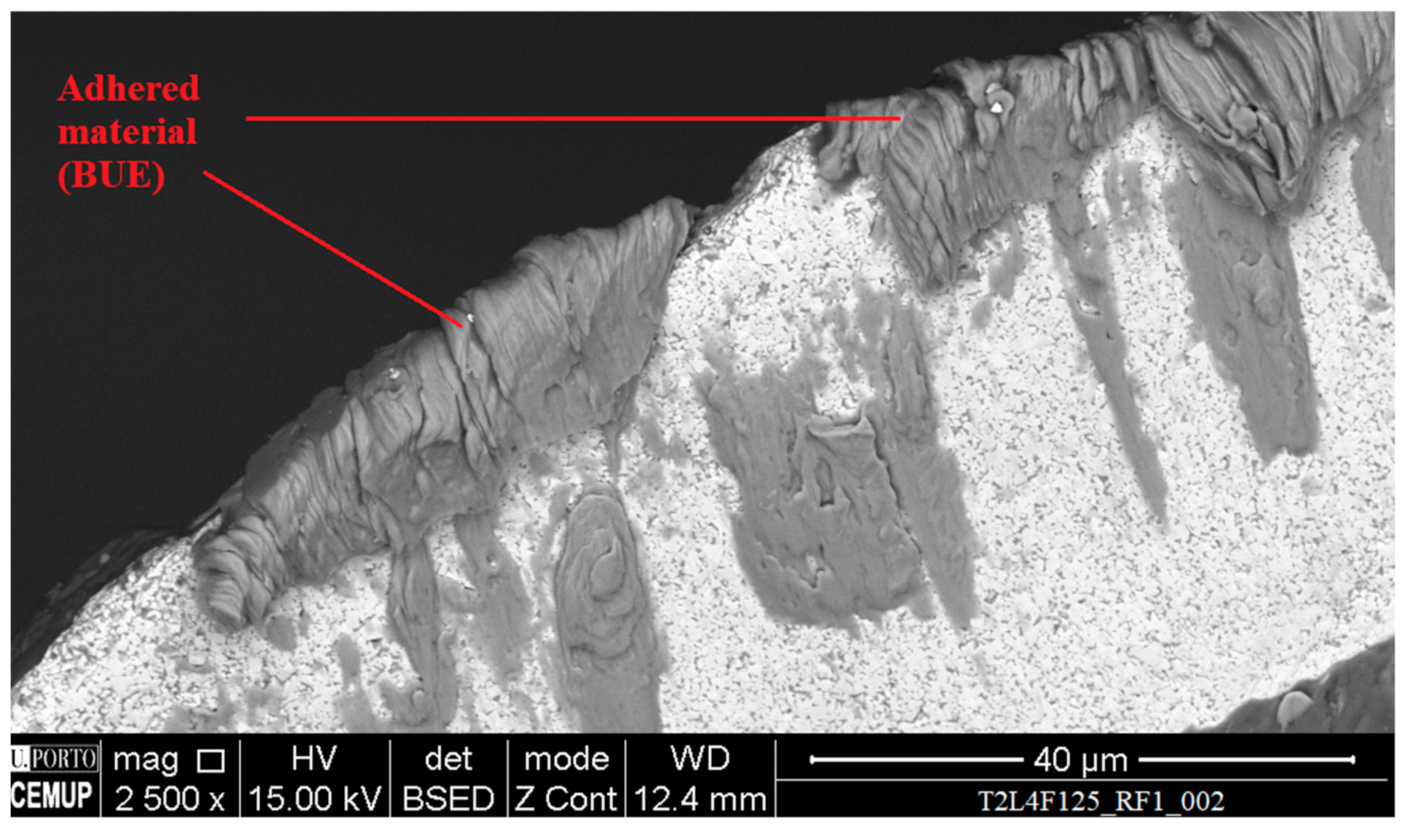
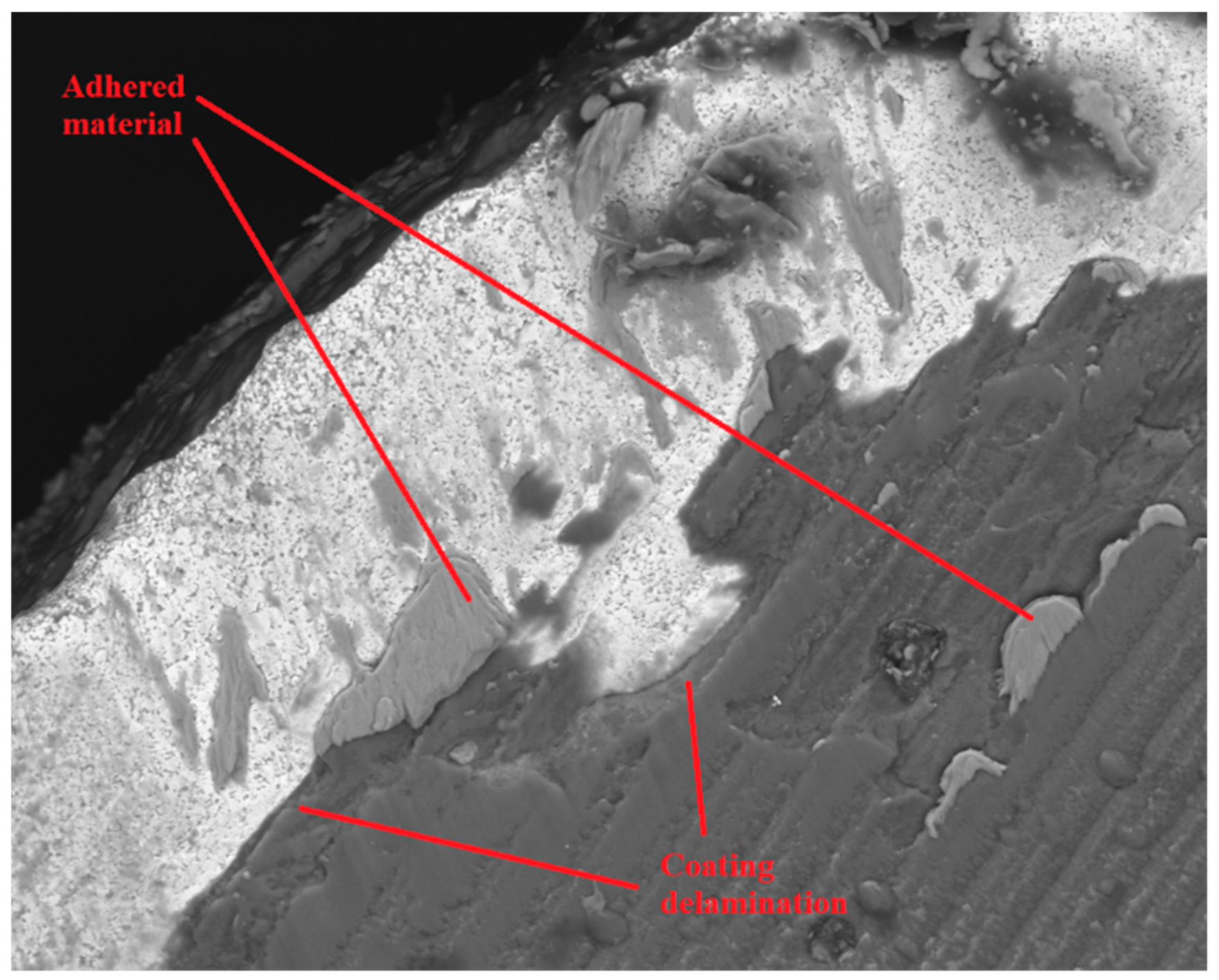
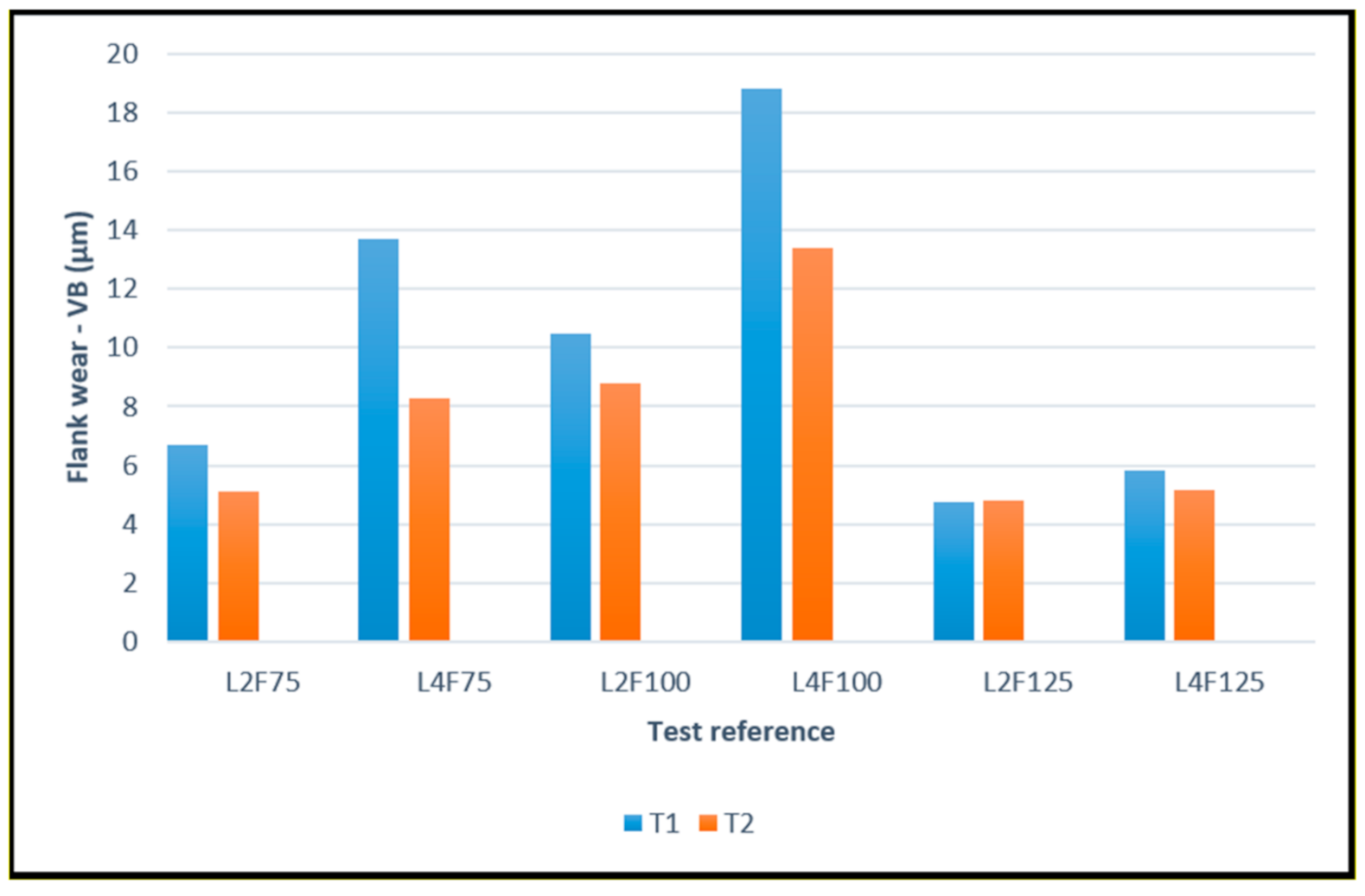
The analysis of the wear mechanisms sustained by cutting tools brings many advantages, enabling the optimization of the machining process, by improving tool-life, creating new tool geometries, and even optimizing the coatings of these tools by providing information on the right coating to use for a certain application [
44]. There are studies made in this regard, focused on DSS, with common wear mechanisms being registered, such as abrasion and adhesive wear, this is due to the high strength of the material and high friction values reached during machining of these alloys [
45,
46,
47]. Studies such as these are highly important for a proper process optimization, as knowledge about tool wear behavior enables for a better understanding on what is occurring during machining, highlighting the correct path for an improved process, either by the implementation of a new cooling method, adjusting machining parameters and selecting of the right tool for the job (prioritizing tool-life, surface roughness, and overall process efficiency), considering tool geometry and coating [
45,
48,
49,
50].
The good performance of TiAlN-based coatings for high-speed machining applications is well documented, producing good machined surface quality and increasing the tool’s wear resistance [
51]. In particular, TiAlSiN coating exhibits good wear behavior and performance when used in machining operations of hard-to-machine materials, such as DSS or even hard tool-steel [
52]. There is also some documentation regarding the increase in coating’s mechanical properties for coatings deposited by the HiPIMS technique when compared to the conventional dc MS technique [
53]; however, there is still a low amount of research made on the testing of these coatings in the machining of DSS alloys. Furthermore, since the HiPIMS technique is highly versatile, enabling for higher deposition parameter control, studies performed in this area can improve the knowledge of the machining of these hard-to-machine materials, including DSS alloys. To further increase the knowledge of the performance of these coatings, a comparative study on the wear behavior and machining performance of TiAlSiN-coated tools was conducted, based on the previously conducted study [
52], and expanding on the knowledge already acquired from that work. The coatings were obtained by two PVD techniques, direct current magnetron sputtering (as described in [
52]) and high-power impulse magnetron sputtering, being applied to solid carbide end-mills. These tools were then tested in the machining of DSS alloy, LDX 2101. The machined material’s surface was evaluated, and the tool’s wear was assessed. With the results obtained in this work, the authors hope to help fill the gap regarding the research made about the machining of these type of alloys, offering a comparison of PVD techniques and their influence on the coating’s performance, contributing with information that could be relevant when it comes to the optimization of the machining process of DSS alloys.



 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}