
Experimental Study on a Microwave Composite Forming Process Based on a SiC Mold for Manufacturing Fiber Metal Laminate


Abstract
:1. Introduction
2. Materials and Methods
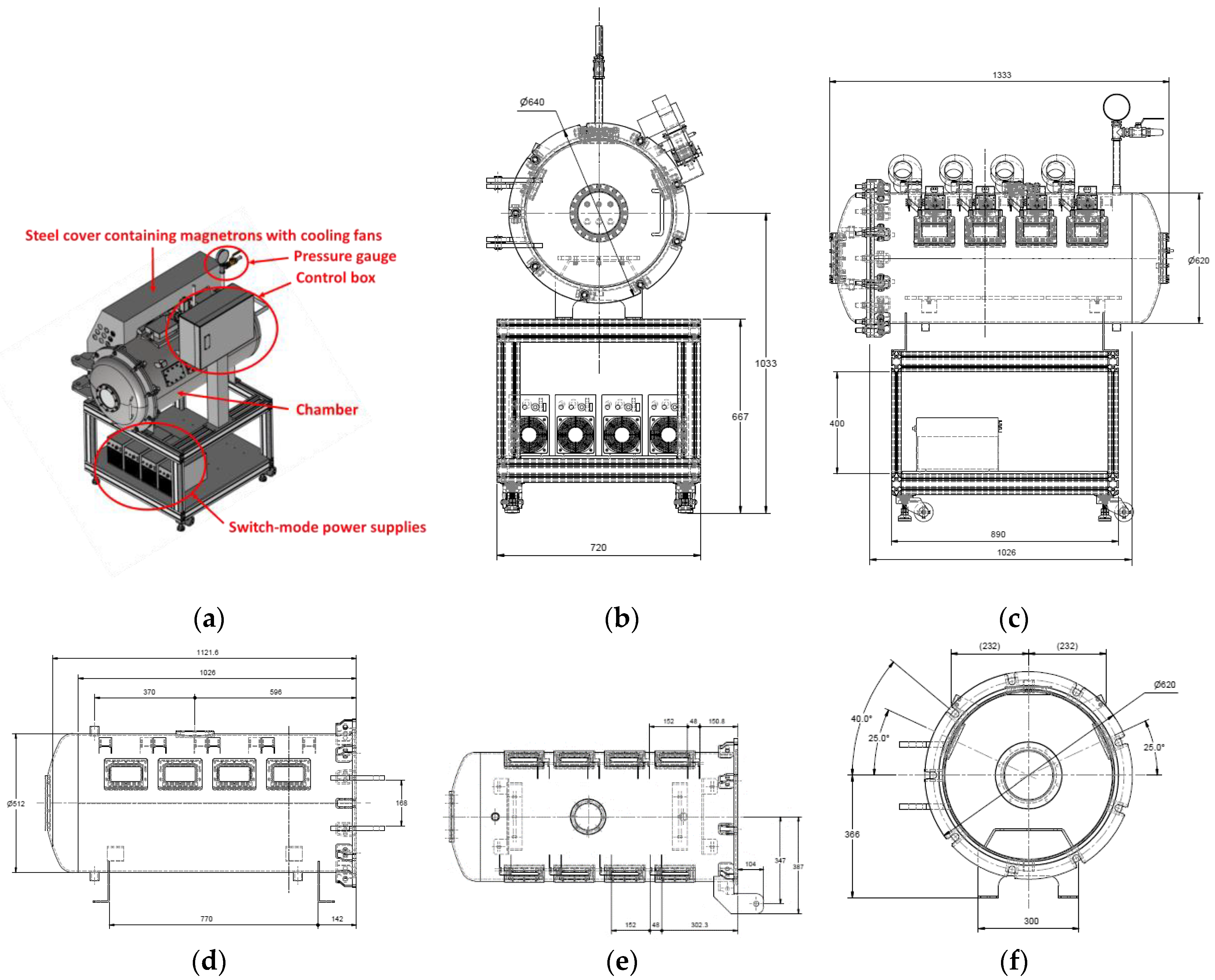
2.1. Specification of Proposed Microwave Oven
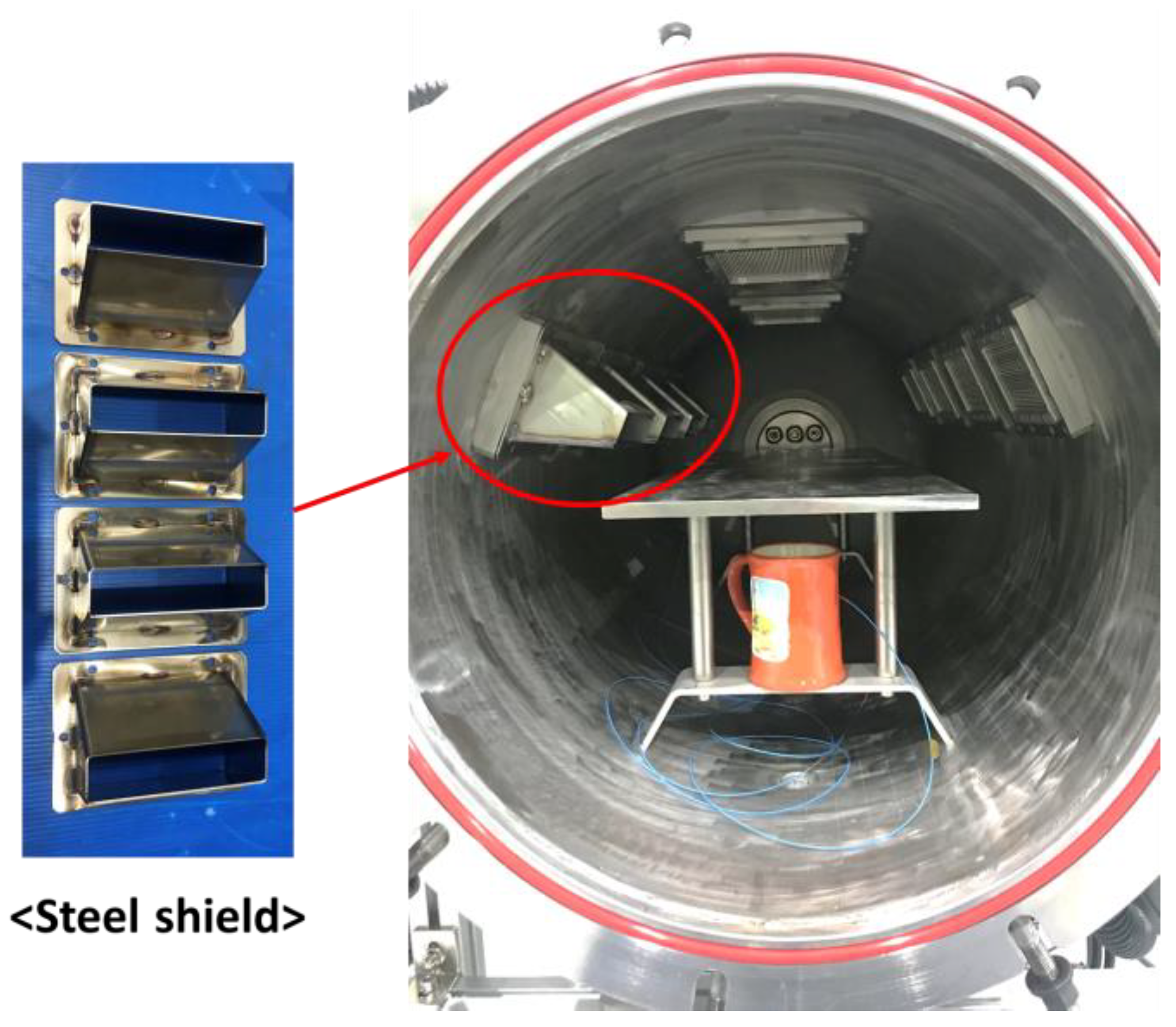
2.1.1. Chamber
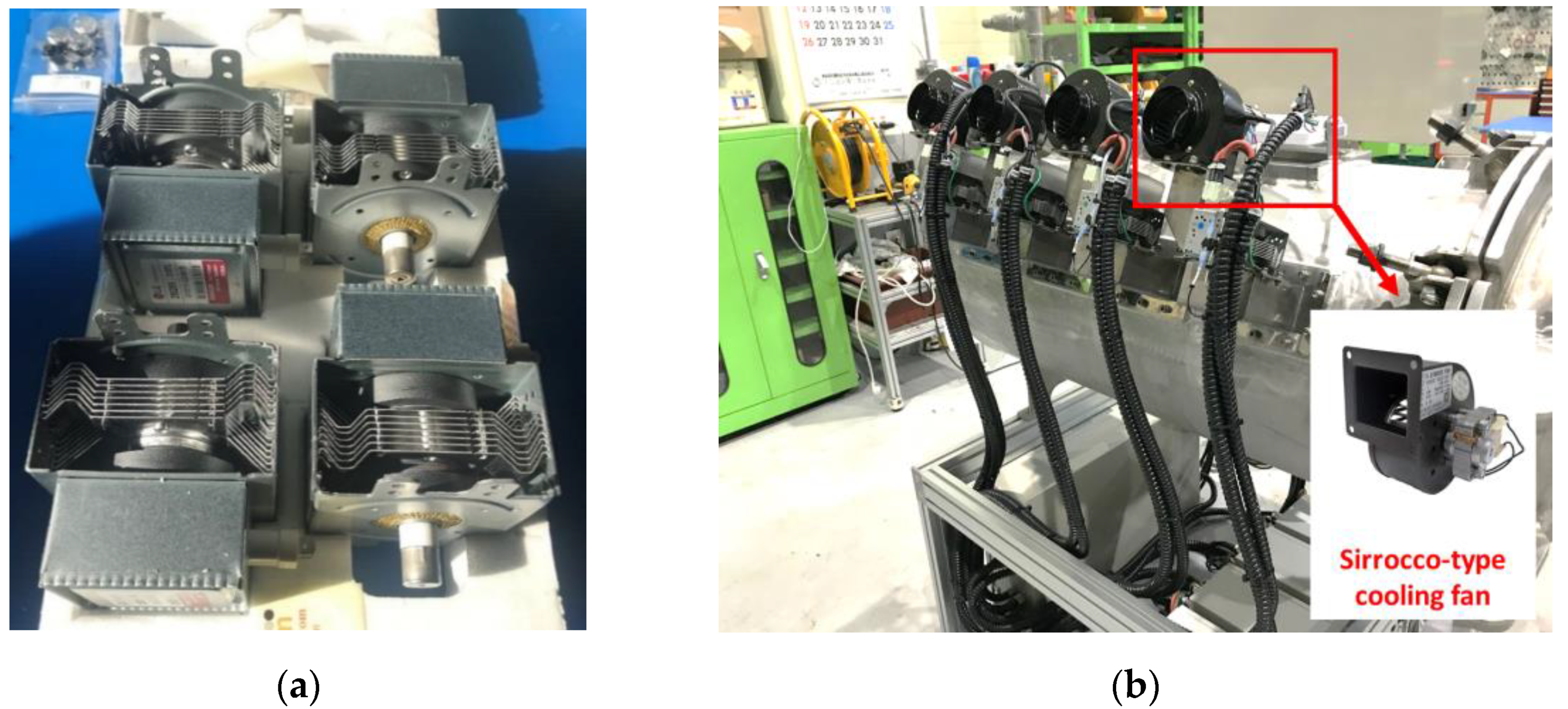
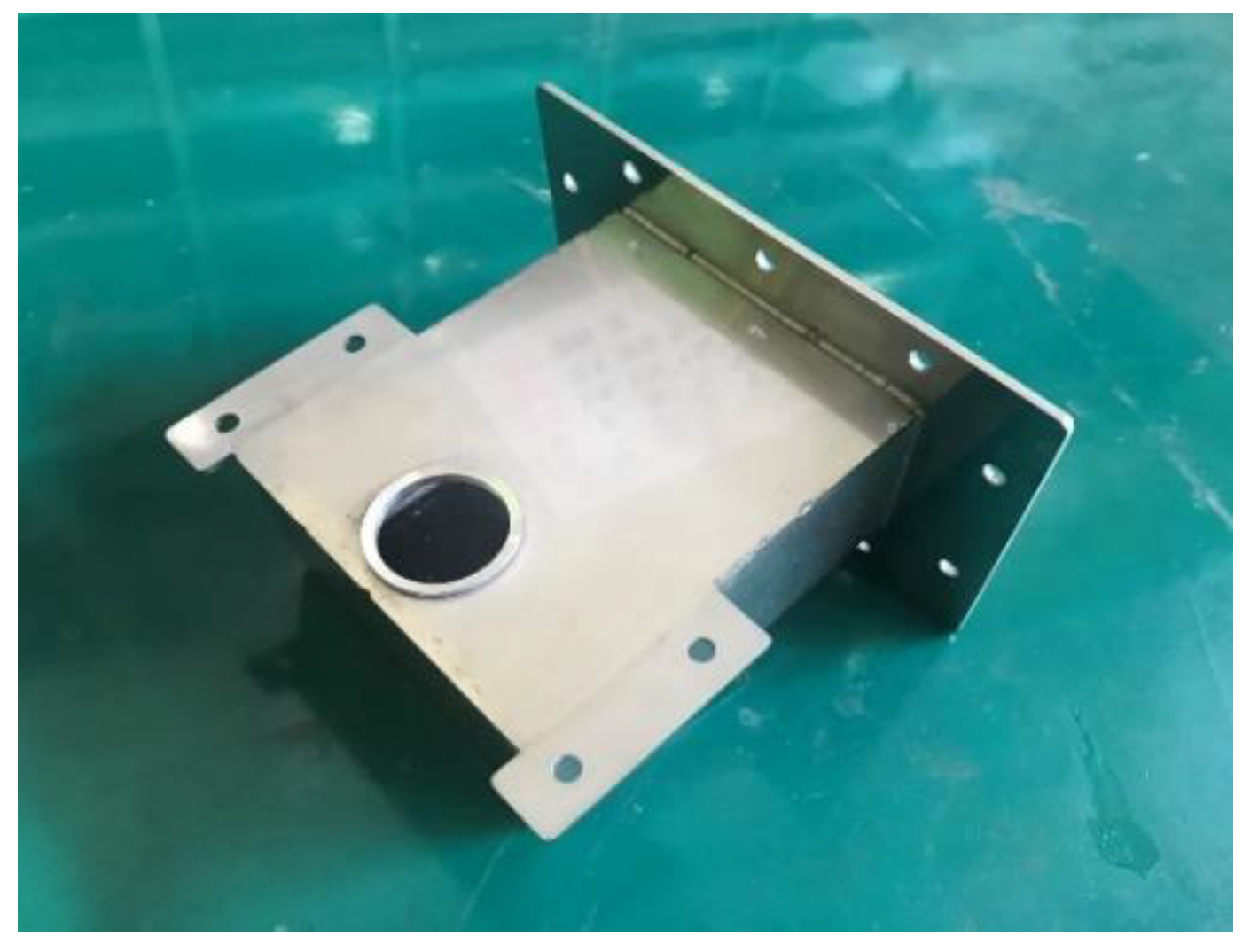
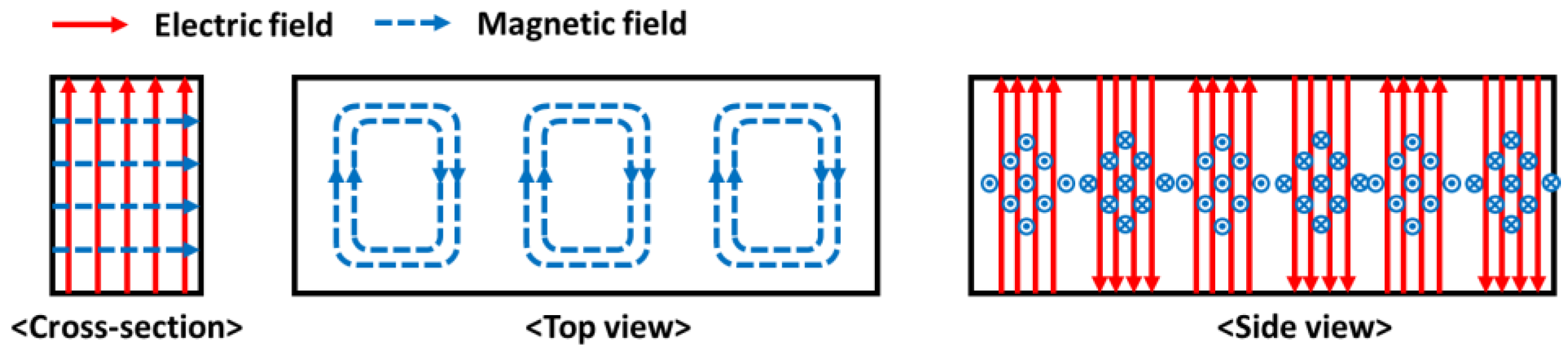
2.1.2. Microwave Radiation System
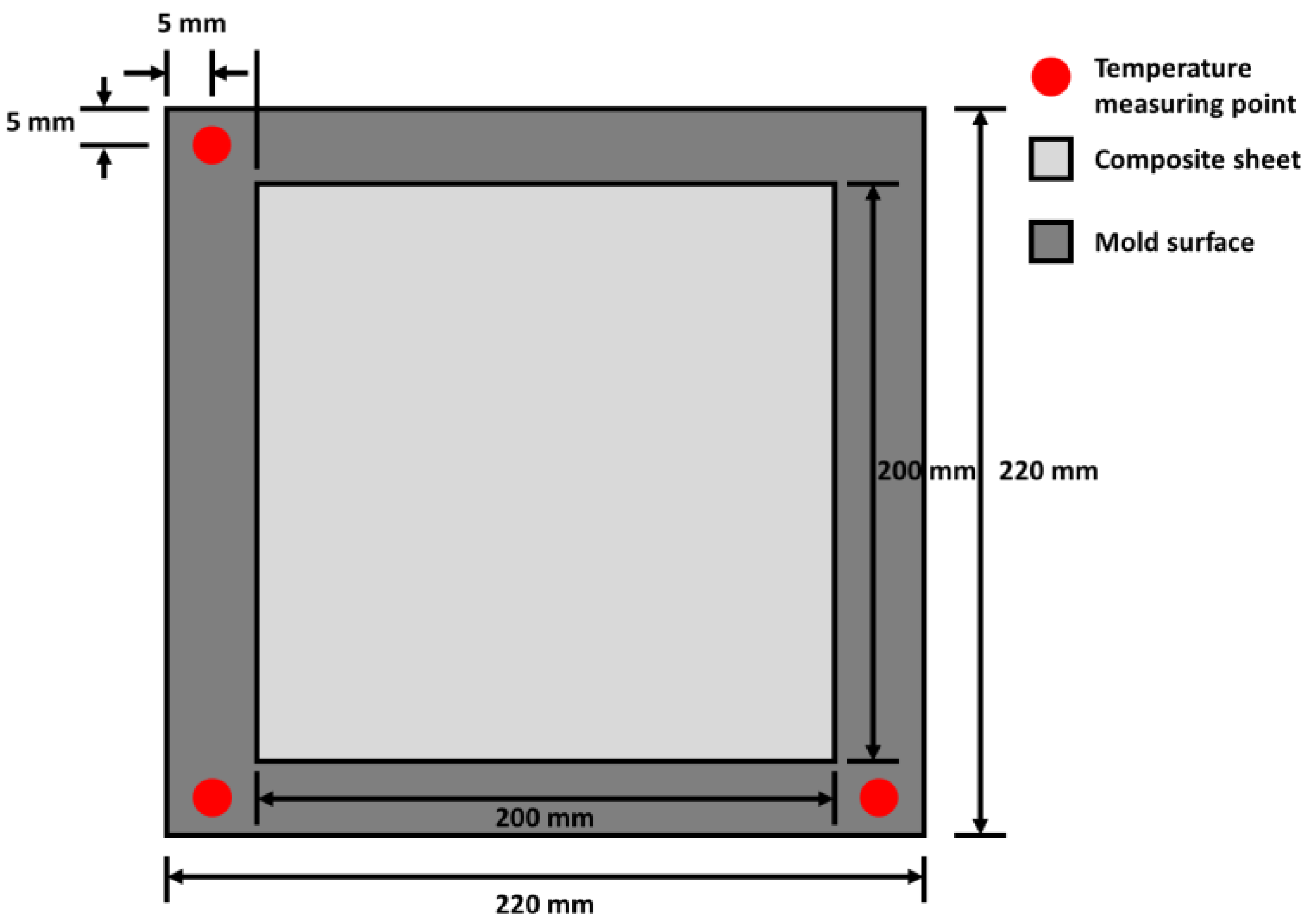
2.1.3. Temperature Measurement System
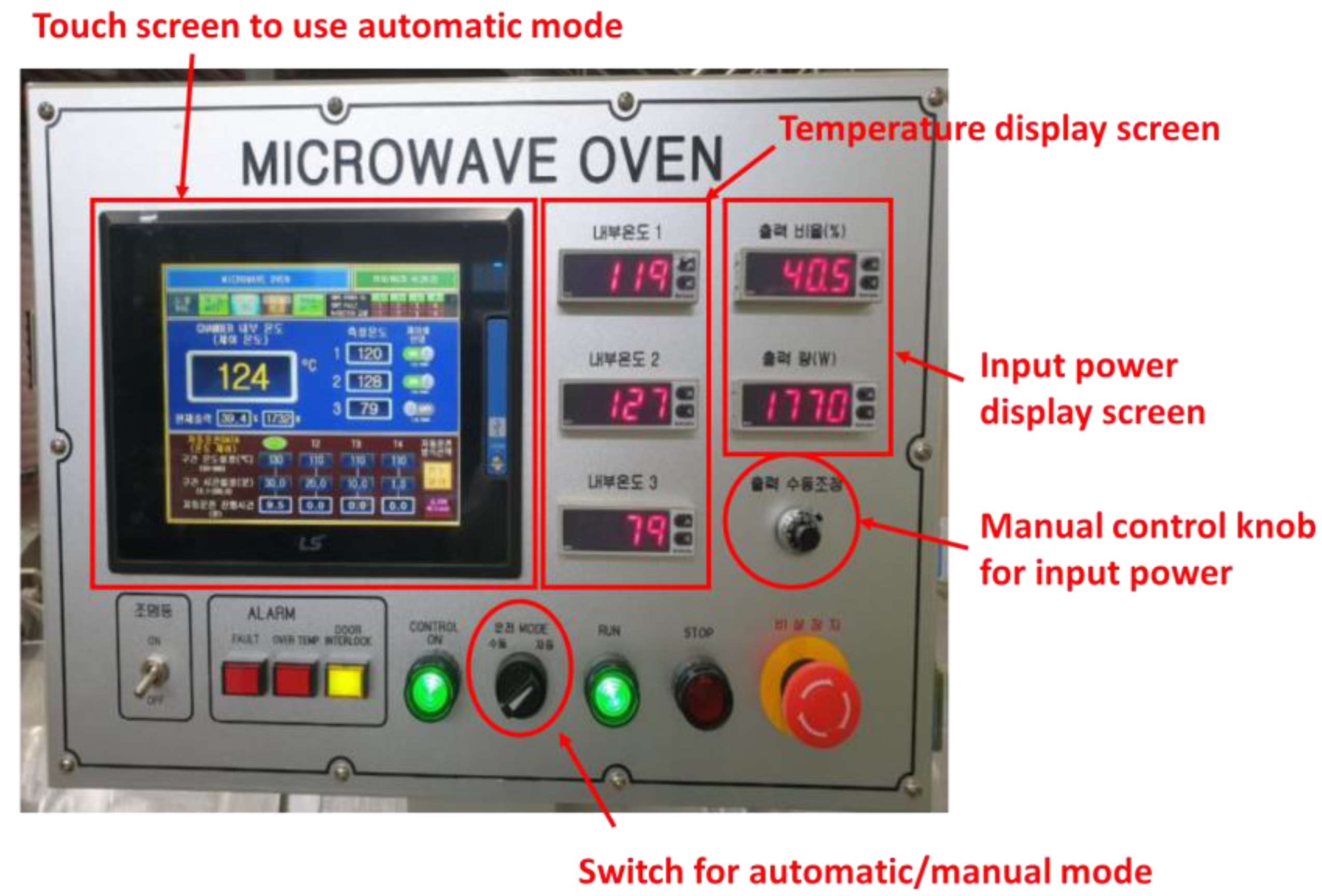
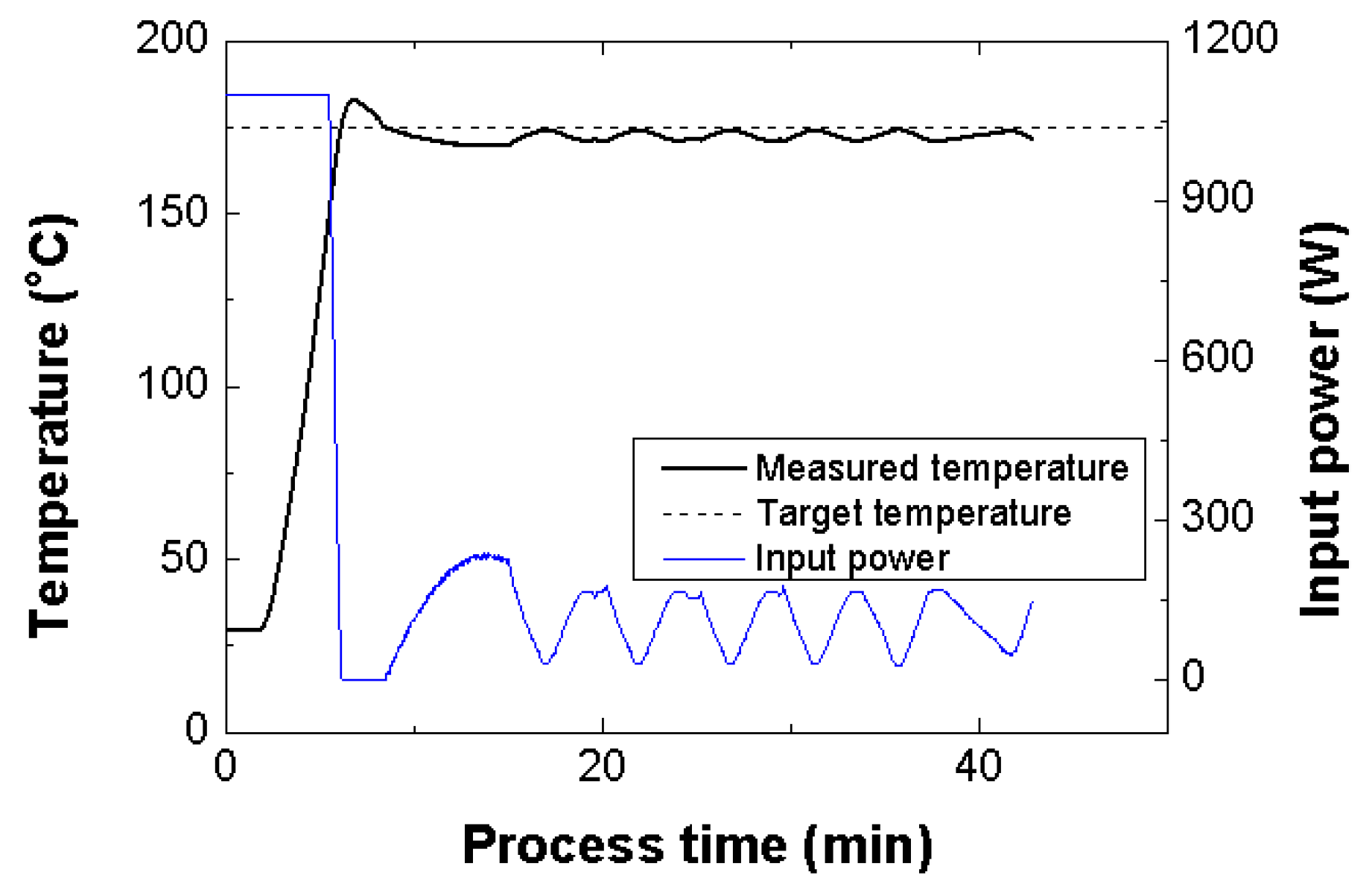
2.1.4. Temperature Control Method
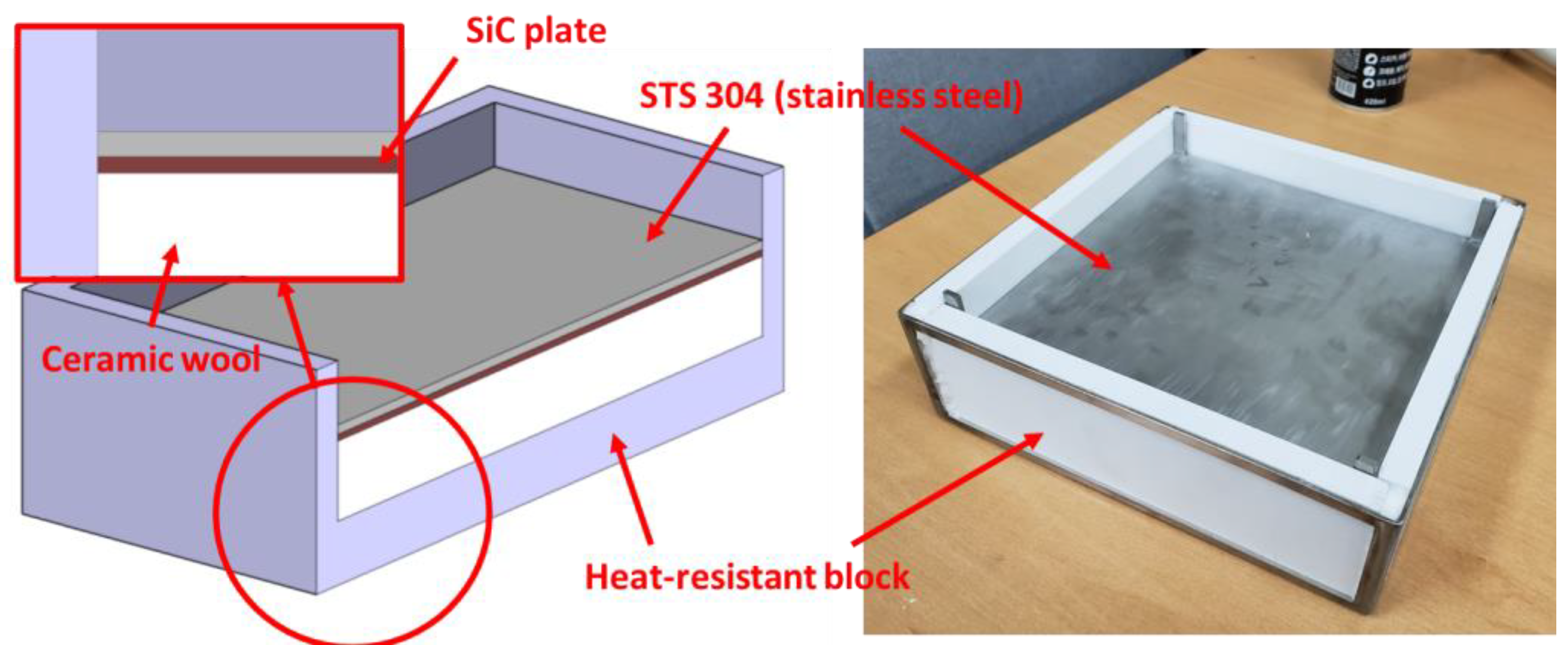
2.2. Manufacture of SiC Mold and Preliminary Test
2.3. Experimental Procedures
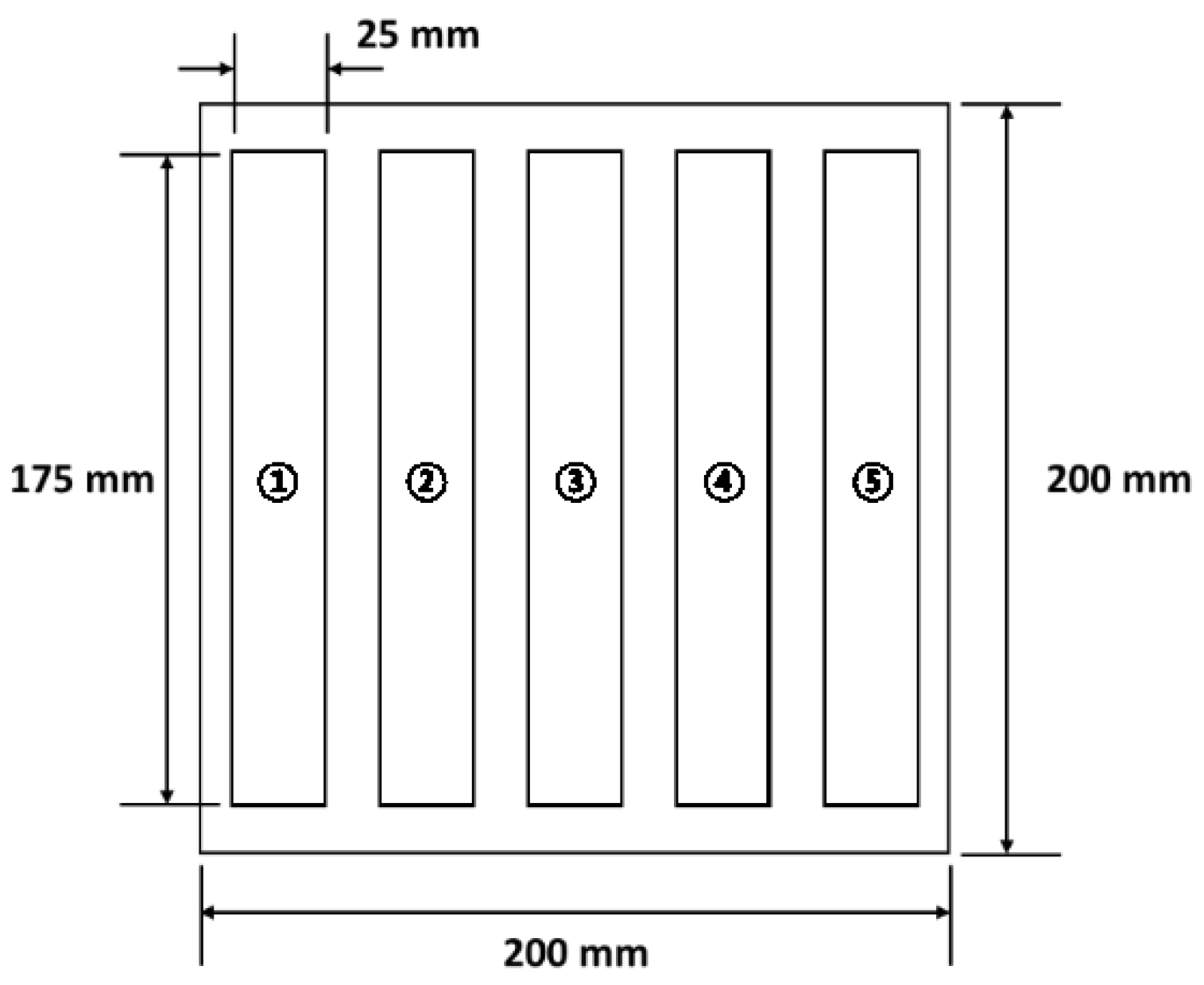
2.3.1. Uniaxial Tensile Test
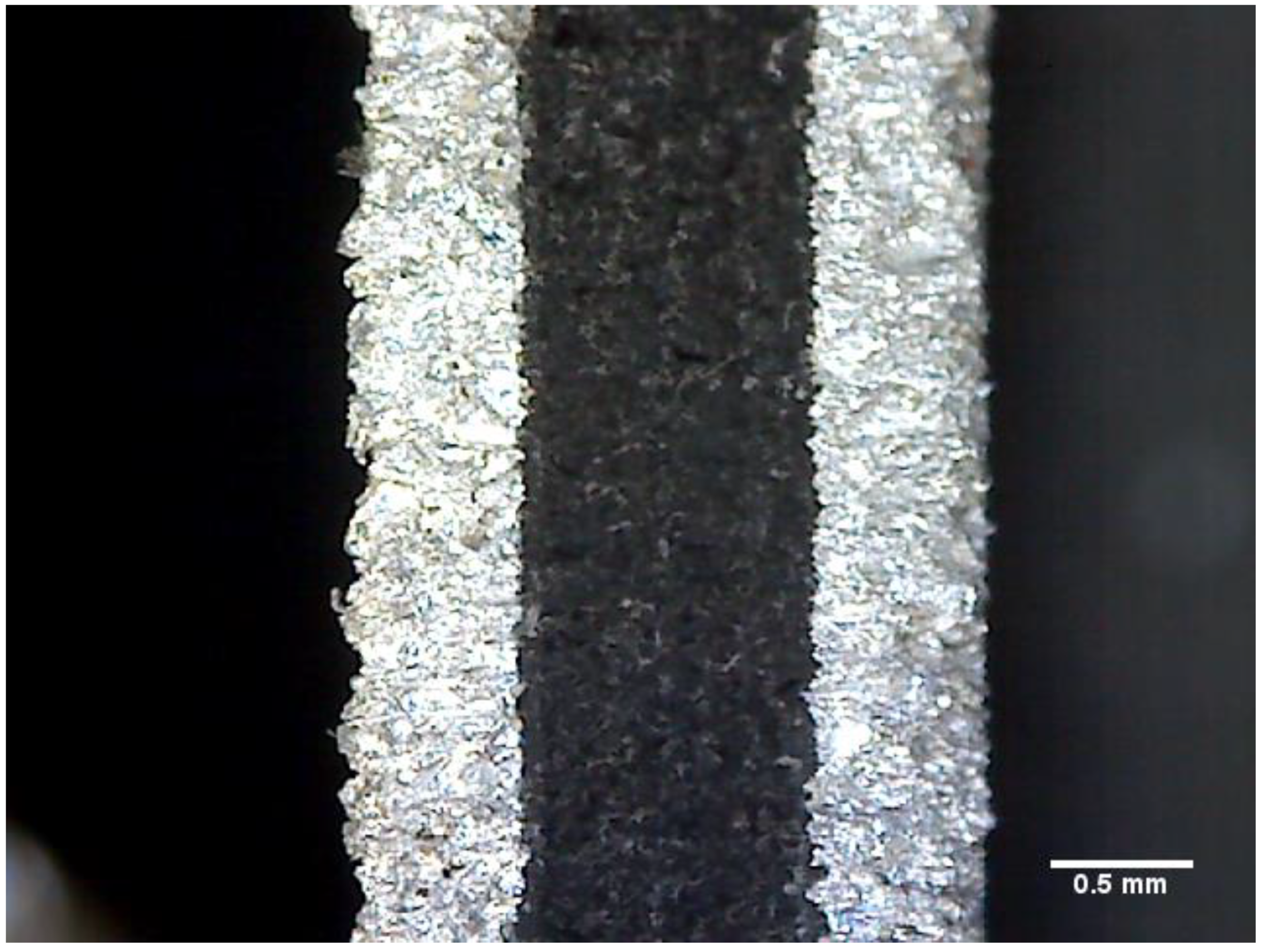
2.3.2. Microscopic Examination of the Specimens
3. Results and Discussion
3.1. Stress–Strain Curves
3.2. Comparison of Tensile Properties
3.3. Comparison of the RONARs
4. Conclusions
- (1).
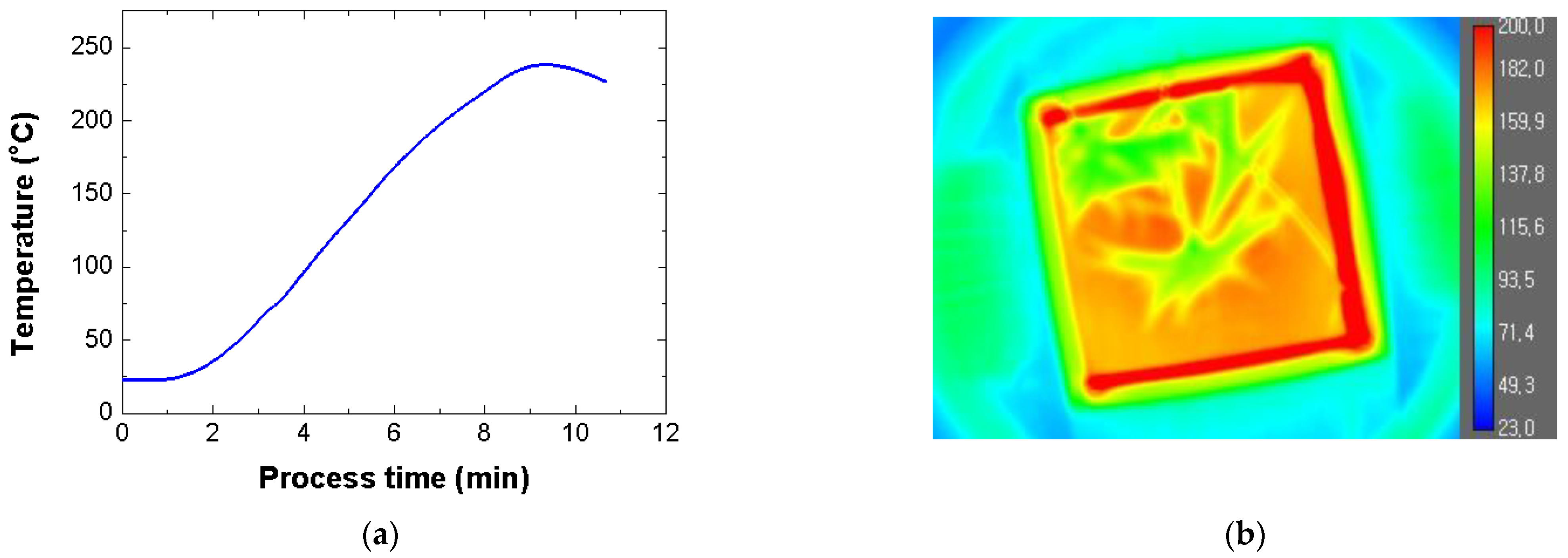
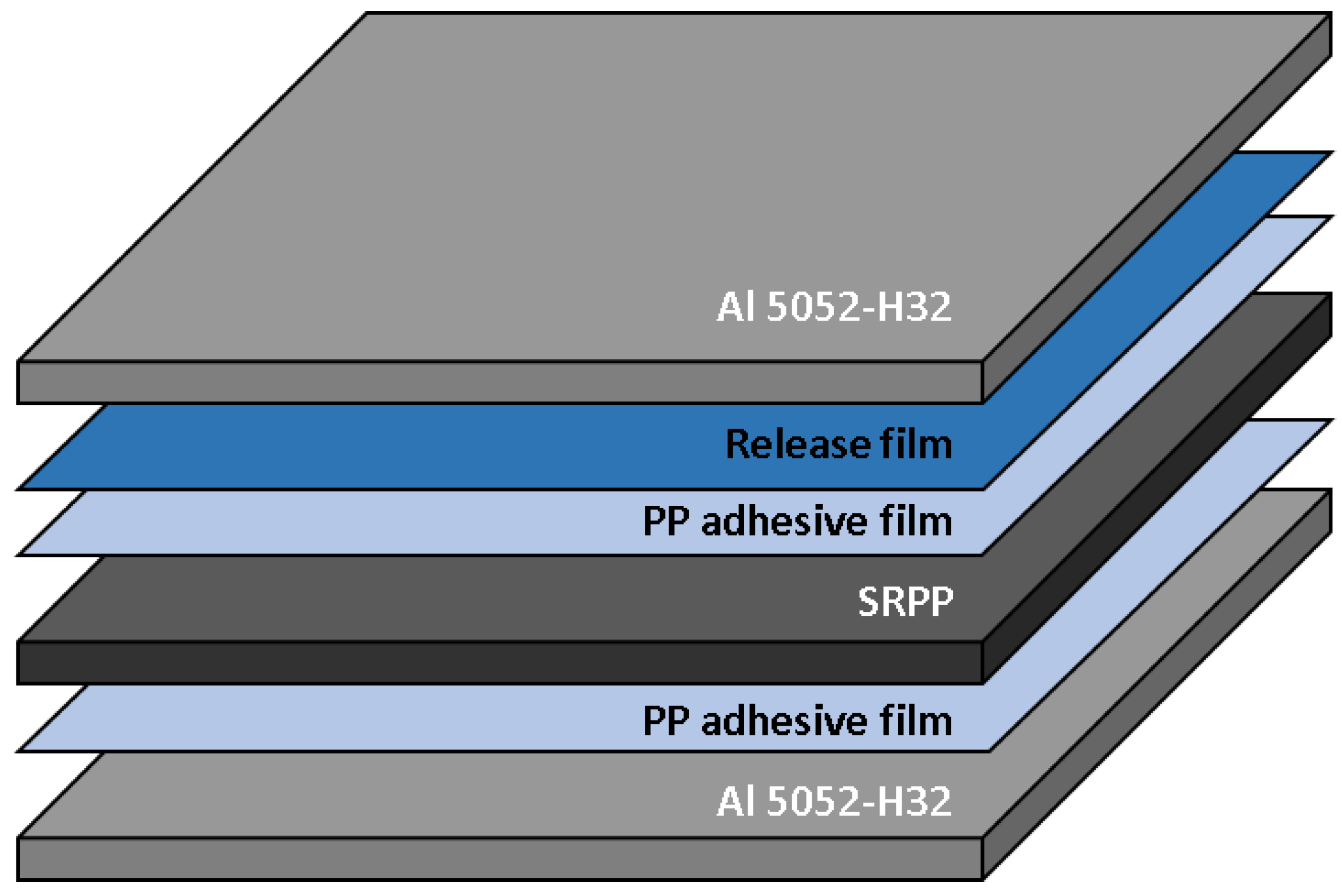
- In the preliminary test of the mold, spark was not generated at the SiC mold during the MCF process, and the temperature of the FML sheet could rapidly attain the melting temperature of the PP adhesive film. It was also verified that the temperature could be maintained close to the set temperature by the temperature control system.
- (2).
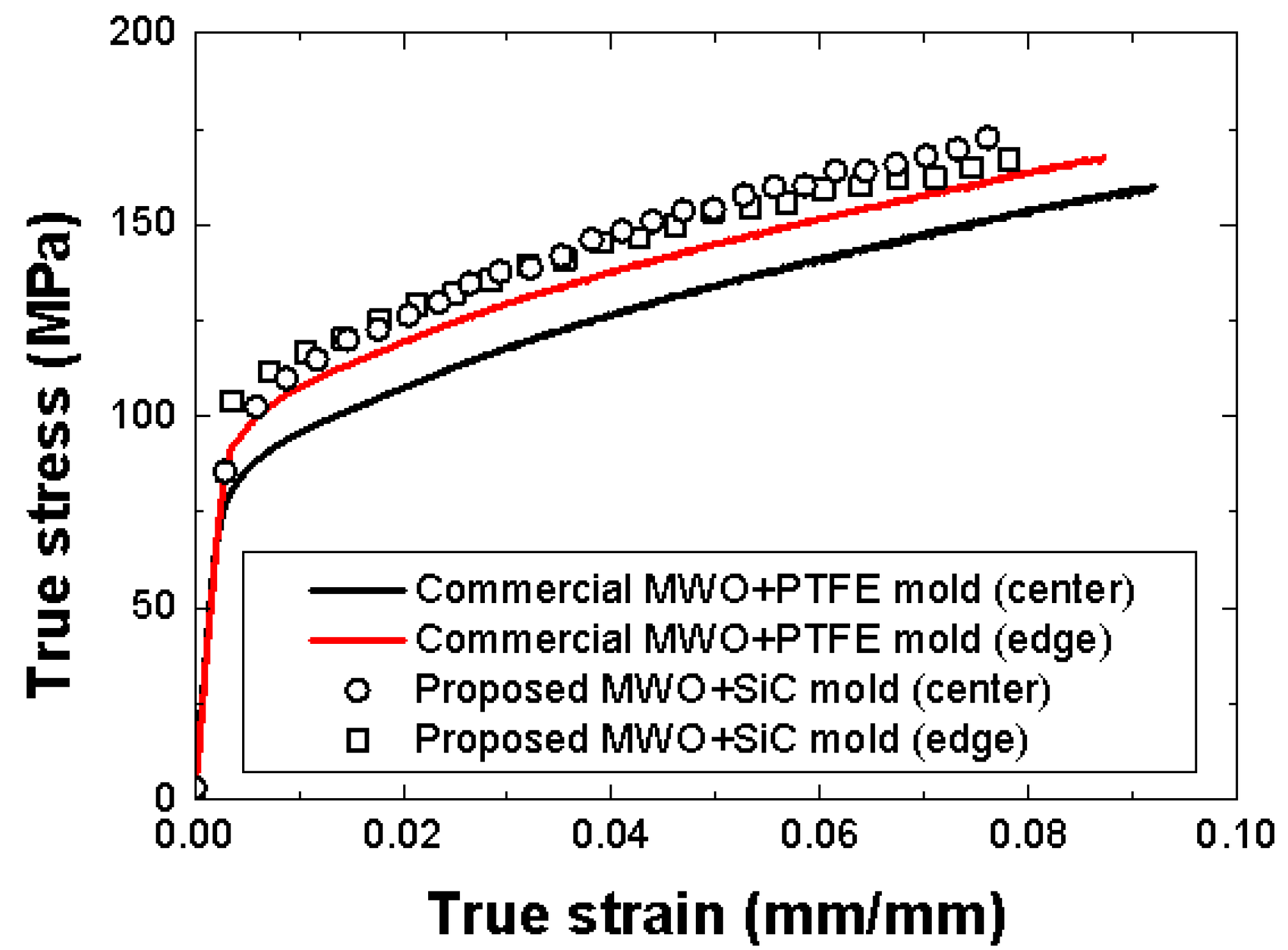
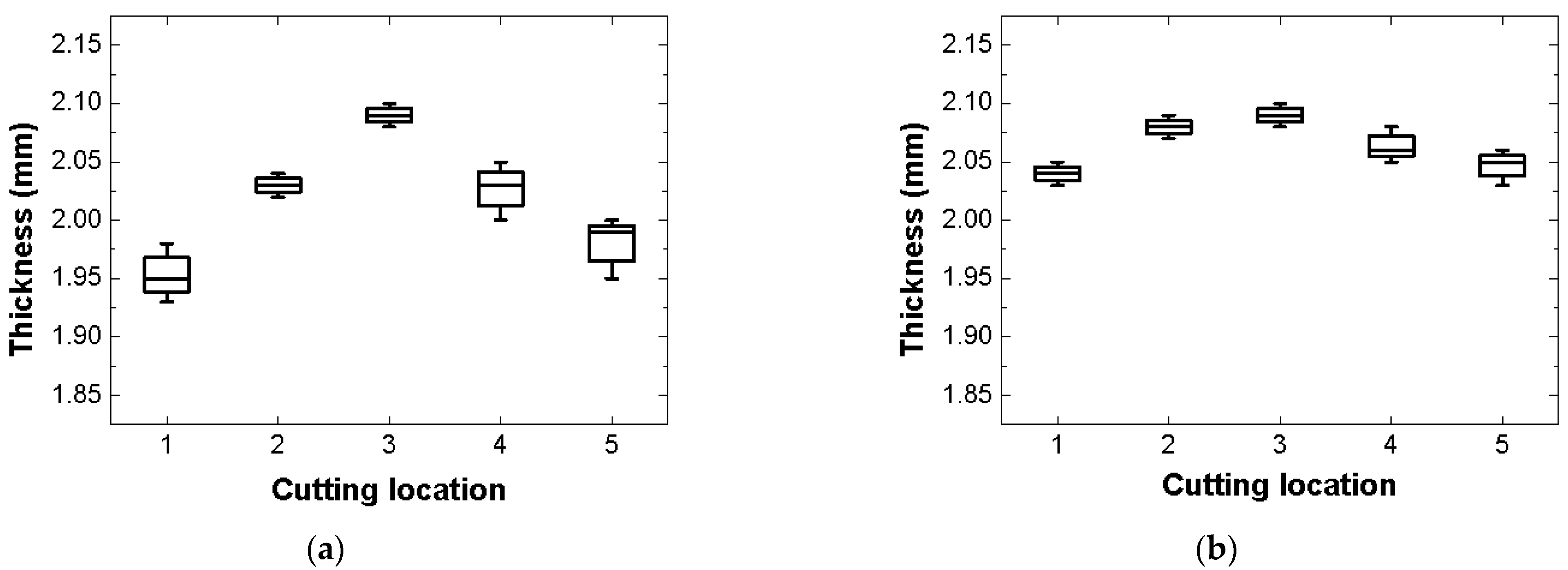
- The tensile modulus, yield strength, and ultimate strength of the FML sheet manufactured by the proposed MCF process were improved by approximately 0.18%, 0.28%, and 2.75%, respectively, compared with those of the FML sheet fabricated by the commercial microwave oven with PTFE mold. Notwithstanding the moderate numerical improvement, it is considered that the proposed MCF process can apply relatively uniform pressure. This is based on a comparison of the standard deviation of each tensile property and the thickness of the FML specimens according to cutting location.
- (3).
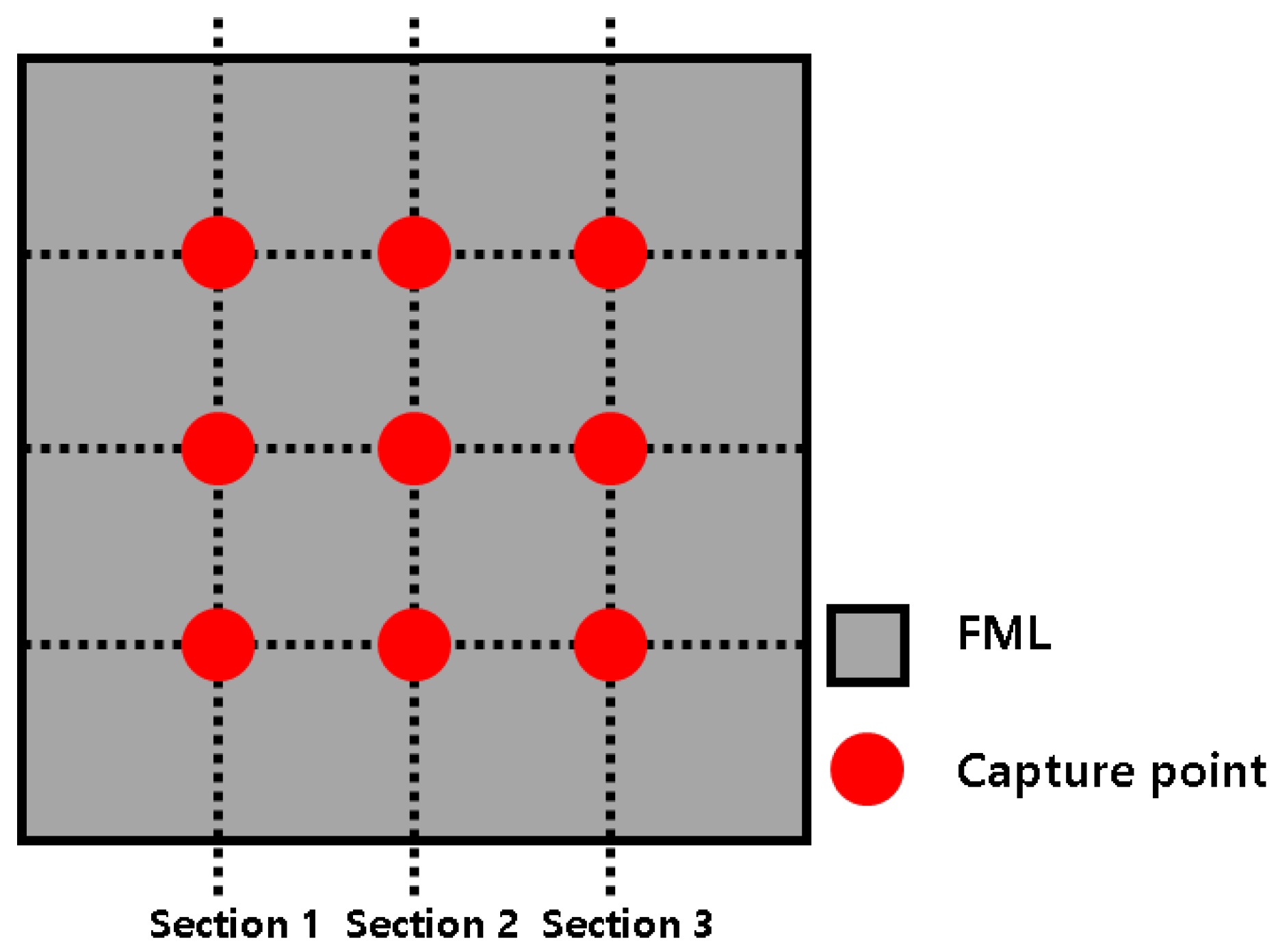
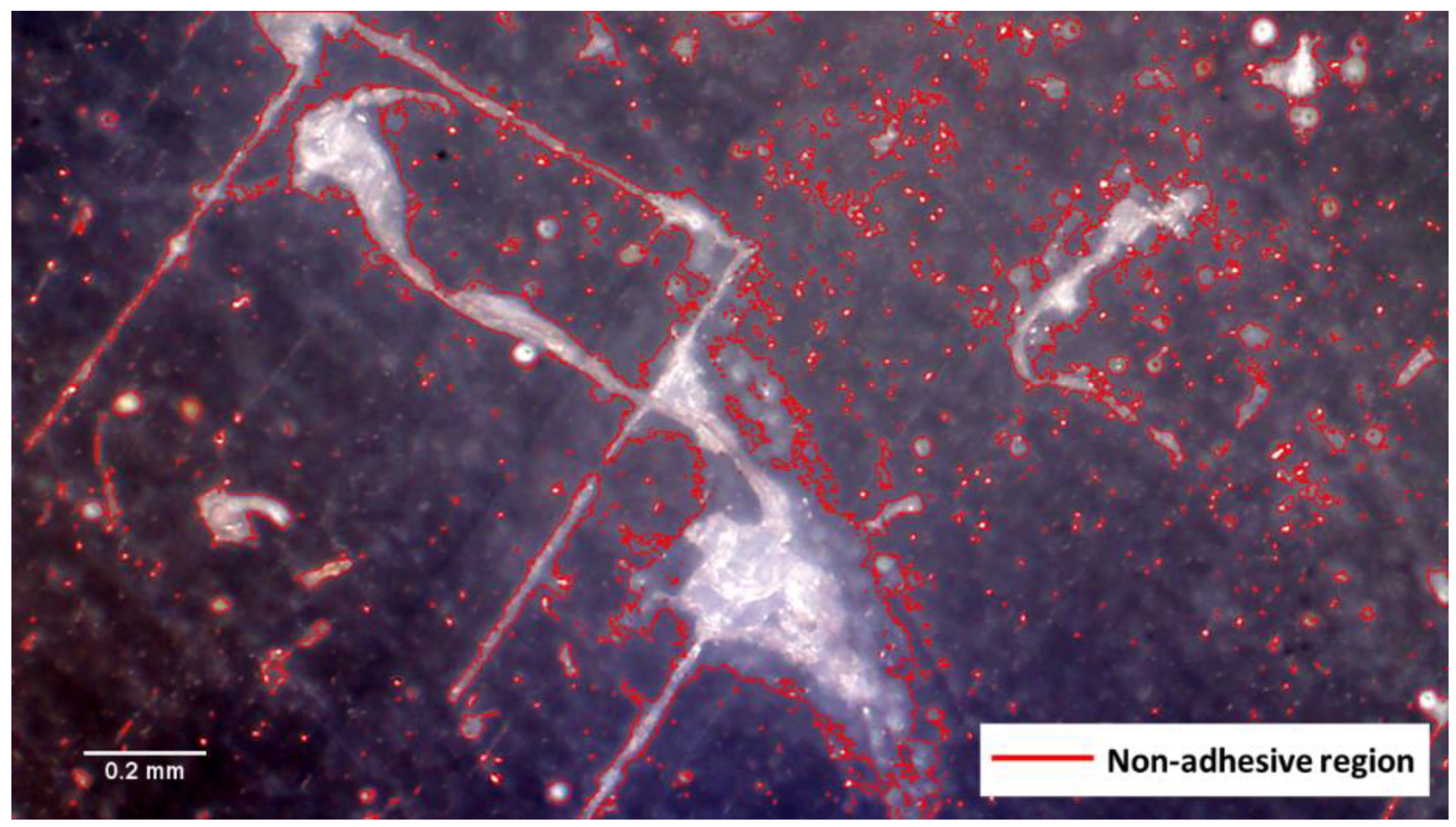
- The RONARs of Sections 1, 2 and 3 of the FML specimens manufactured by the proposed MCF process were observed to be approximately 1.5758%, 0.0277%, and 3.8115%, respectively, lower than those of the specimens fabricated by the commercial microwave oven with PTFE mold. It was observed that the adhesion quality of the FML specimen manufactured by the proposed MCF process was higher than that fabricated by the MCF process using the commercial microwave oven with PTFE mold.
Author Contributions
Funding
Conflicts of Interest
References
- Grand View Research. Available online: https://www.grandviewresearch.com/industry-analysis/composites-market (accessed on 11 August 2020).
- Aamir, M.; Tolouei-Rad, M.; Giasin, K.; Nosrati, A. Recent advances in drilling of carbon fiber–reinforced polymers for aerspace applications: A review. Int. J. Adv. Manuf. Technol. 2019, 105, 2289–2308. [Google Scholar] [CrossRef]
- Mrzljak, S.; Schmidt, S.; Kohl, A.; Hülsbusch, D.; Hausmann, J.; Walther, F. Testing procedure for fatigue characterization of steel-CFRP hybrid laminate considering material dependent self-heating. Materials 2021, 14, 3394. [Google Scholar] [CrossRef] [PubMed]
- Yelamanchi, B.; MacDonald, E.; Gonzalez-Canche, N.G.; Carrillo, J.G.; Cortes, P. The mechanical properties of fiber metal laminates based on 3D printed composites. Materials 2020, 13, 5264. [Google Scholar] [CrossRef] [PubMed]
- Carrillo, J.G.; Cantwell, W.J. Mechanical Properties of a novel fiber–metal laminate based on a polypropylene composite. Mech. Mater. 2009, 41, 828–838. [Google Scholar] [CrossRef]
- Jin, K.; Xuan, S.; Tao, J.; Chen, Y. The synergistic effect of temperature and loading rate on deformation for thermoplastic fiber metal laminates. Material 2021, 14, 4210. [Google Scholar] [CrossRef]
- Sarasini, F.; Tirillò, J.; Ferrante, L.; Sergi, C.; Sbardella, F.; Russo, P.; Simeoli, G.; Mellier, D.; Calzolari, A. Effect of temperature and fiber type on impact behavior of thermoplastic fiber metal laminates. Compos. Struct. 2019, 223, 110961. [Google Scholar] [CrossRef]
- Botelho, E.C.; Silva, R.A.; Pardini, L.C.; Rezende, M.C. A review on the development and properties of continuous fiber/epoxy/aluminum hybrid composites for aircraft structures. Mater. Res. 2006, 9, 247–256. [Google Scholar] [CrossRef]
- Park, E.T.; Kim, J.; Kang, B.S.; Song, W.J. Numerical study on performance evaluation of impact beam for automotive side-door using fiber metal laminate. Compos. Res. 2017, 30, 158–164. [Google Scholar] [CrossRef]
- Mishra, R.R.; Sharma, A.K. Microwave–material interaction phenomena: Heating mechanisms, challenges and opportunities in material processing. Compos. Part A Appl. S. Technol. 2016, 81, 78–97. [Google Scholar] [CrossRef]
- Joshi, S.C.; Bhudolia, S.K. Microwave–thermal technique for energy and time efficient curing of carbon fiber reinforced polymer prepreg composites. J. Compos. Mater. 2014, 48, 3035–3048. [Google Scholar] [CrossRef]
- Li, N.; Li, Y.; Jelonnek, J.; Link, G.; Gao, J. A new process control method for microwave curing of carbon fibre reinforced composites in aerospace applications. Compos. Part B Eng. 2017, 122, 61–70. [Google Scholar] [CrossRef]
- Xu, X.; Wang, X.; Liu, W.; Zhang, X.; Li, Z.; Du, S. Microwave curing of carbon fiber/bismaleimide composite laminates: Material characterization and hot pressing pretreatment. Mater. Des. 2016, 97, 316–323. [Google Scholar] [CrossRef]
- Singh, M.K.; Verma, N.; Pundhir, N.; Zafar, S.; Pathak, H. Optimization of microwave power and reinforcement in microwave-cured Coir/HDPE composites. Adv. Mech. Eng. 2021, 29, 176–187. [Google Scholar] [CrossRef]
- Kim, H.; Kang, D.; Kim, H.; Jung, M.H. Microwave curing characteristics of CFRP composite depending on thickness variation using FBG temperature sensors. Materials 2020, 13, 1720. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Park, E.T.; Lee, Y.H.; Kim, J.; Kang, B.S.; Song, W.J. Experimental study on manufacturing fiber metal laminate using microwave heating based on PTFE mold. Trans. Mater. Process. 2020, 29, 179–187. [Google Scholar] [CrossRef]
- Hasani, H. Remote antenna impedance measurement in waveguide. In Proceedings of the 2019 IEEE Radio and Antenna Days of the Indian Ocean (RADIO), Reunion, France, 23–26 September 2019; pp. 1–2. [Google Scholar] [CrossRef]
- Jud, K. Adhesive Films for the Production of Aluminum Honeycomb Panels; Collano Adhesives AG: Sempach, Switzerland, 2012. [Google Scholar]
- ASTM. ASTM D3039-13-Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Input Power (W) | Temperature Range (°C) |
|---|---|
| 1100 | |
| 0 |
| Process | Tensile Modulus (GPa) | Yield Strength (MPa) | Ultimate Strength (MPa) |
|---|---|---|---|
| Commercial MWO + PTFE mold [16] | 32.2442 ± 0.7030 | 104.1680 ± 6.3918 | 161.7328 ± 6.306 |
| Proposed MWO + SiC mold | 32.3048 ± 0.7865 | 104.4612 ± 2.7765 | 166.3100 ± 5.7765 |
| Process | RONAR (%) | ||
|---|---|---|---|
| Section 1 | Section 2 | Section 3 | |
| Commercial MWO + PTFE mold [16] | 6.7923 | 2.1442 | 10.0271 |
| Proposed MWO + SiC mold | 5.2165 | 2.1165 | 6.2156 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, E.-T.; Kim, J.; Kang, B.-S.; Song, W. Experimental Study on a Microwave Composite Forming Process Based on a SiC Mold for Manufacturing Fiber Metal Laminate. Materials 2021, 14, 5547. https://doi.org/10.3390/ma14195547
Park E-T, Kim J, Kang B-S, Song W. Experimental Study on a Microwave Composite Forming Process Based on a SiC Mold for Manufacturing Fiber Metal Laminate. Materials. 2021; 14(19):5547. https://doi.org/10.3390/ma14195547
Chicago/Turabian StylePark, Eu-Tteum, Jeong Kim, Beom-Soo Kang, and Woojin Song. 2021. "Experimental Study on a Microwave Composite Forming Process Based on a SiC Mold for Manufacturing Fiber Metal Laminate" Materials 14, no. 19: 5547. https://doi.org/10.3390/ma14195547
APA StylePark, E. -T., Kim, J., Kang, B. -S., & Song, W. (2021). Experimental Study on a Microwave Composite Forming Process Based on a SiC Mold for Manufacturing Fiber Metal Laminate. Materials, 14(19), 5547. https://doi.org/10.3390/ma14195547