
Design of Center Pillar with Composite Reinforcements Using Hybrid Molding Method



Abstract
:1. Introduction
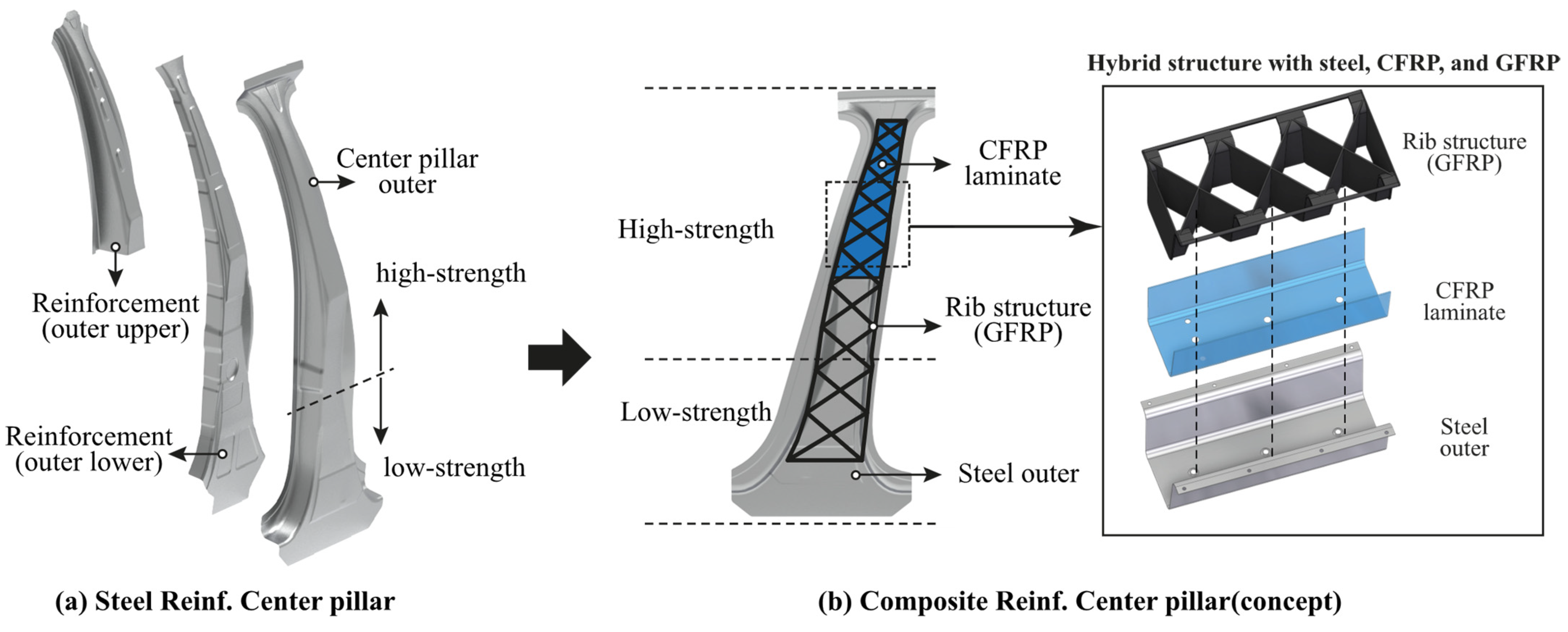
2. Design of Center Pillar with Composite Reinforcements
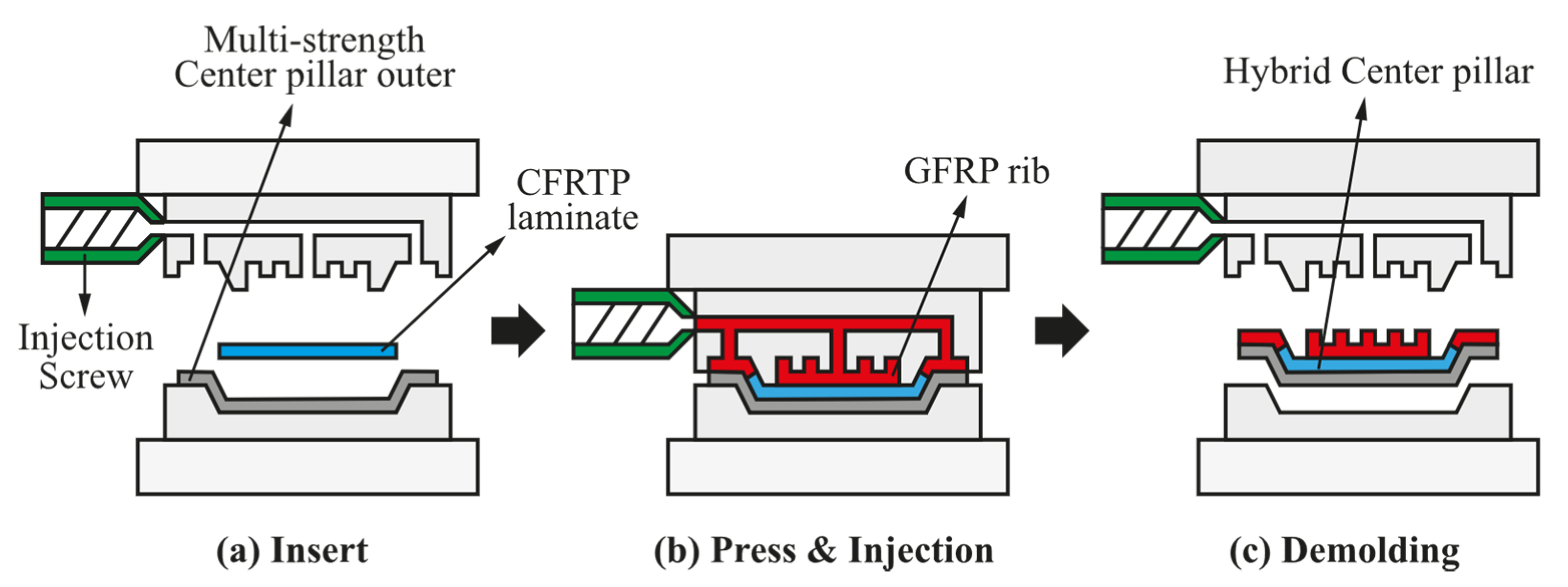
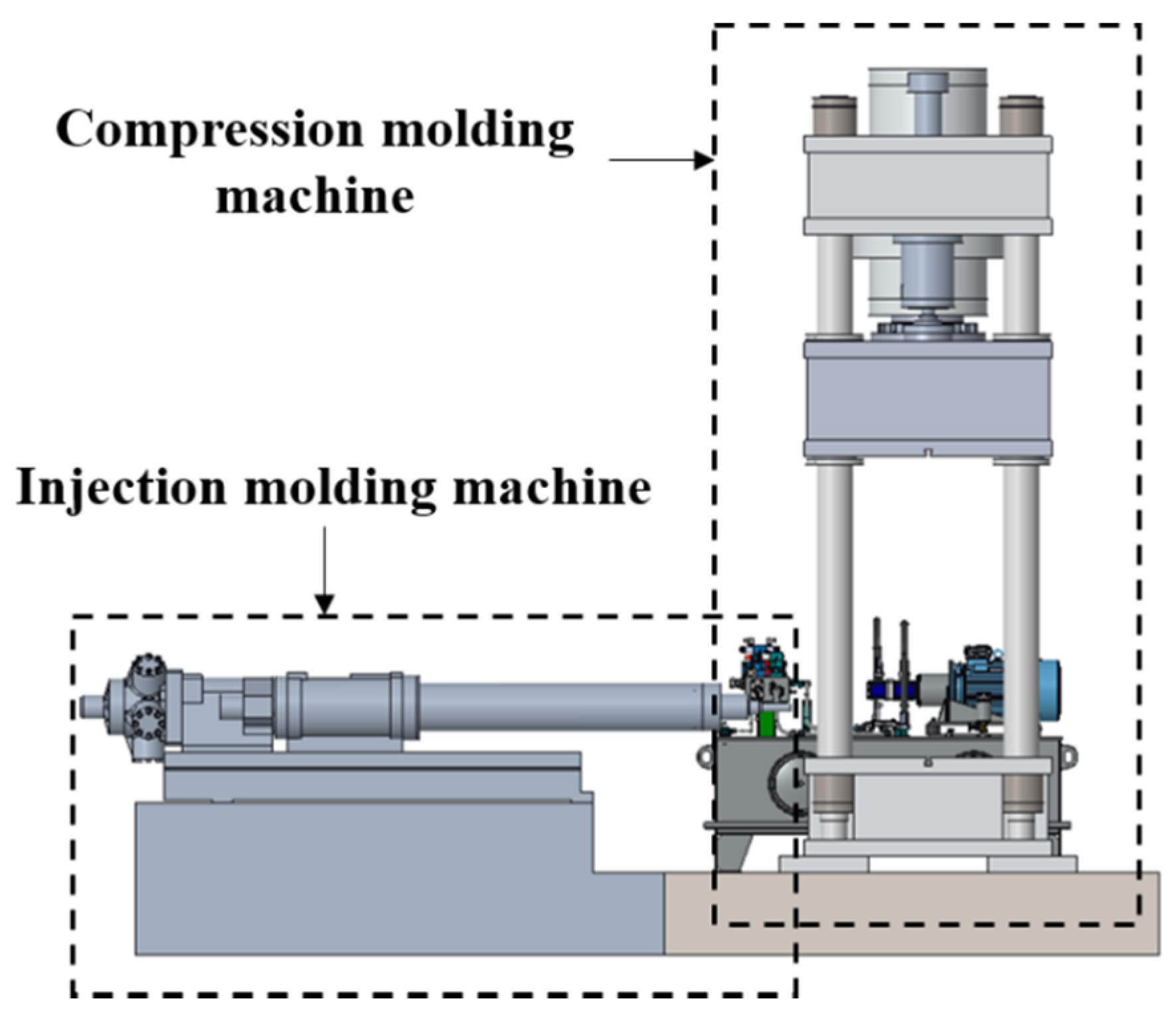
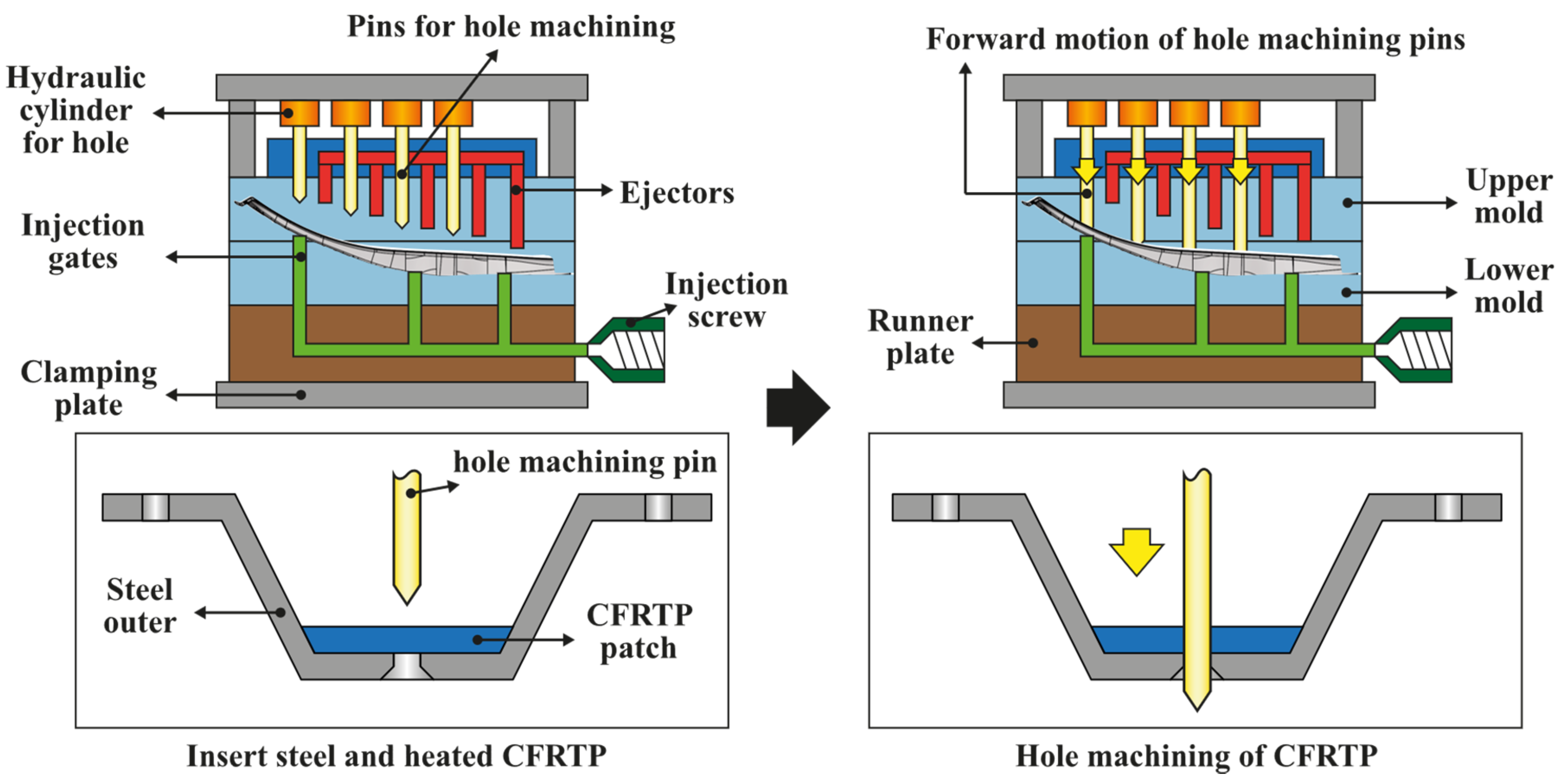
2.1. Hybrid Molding System
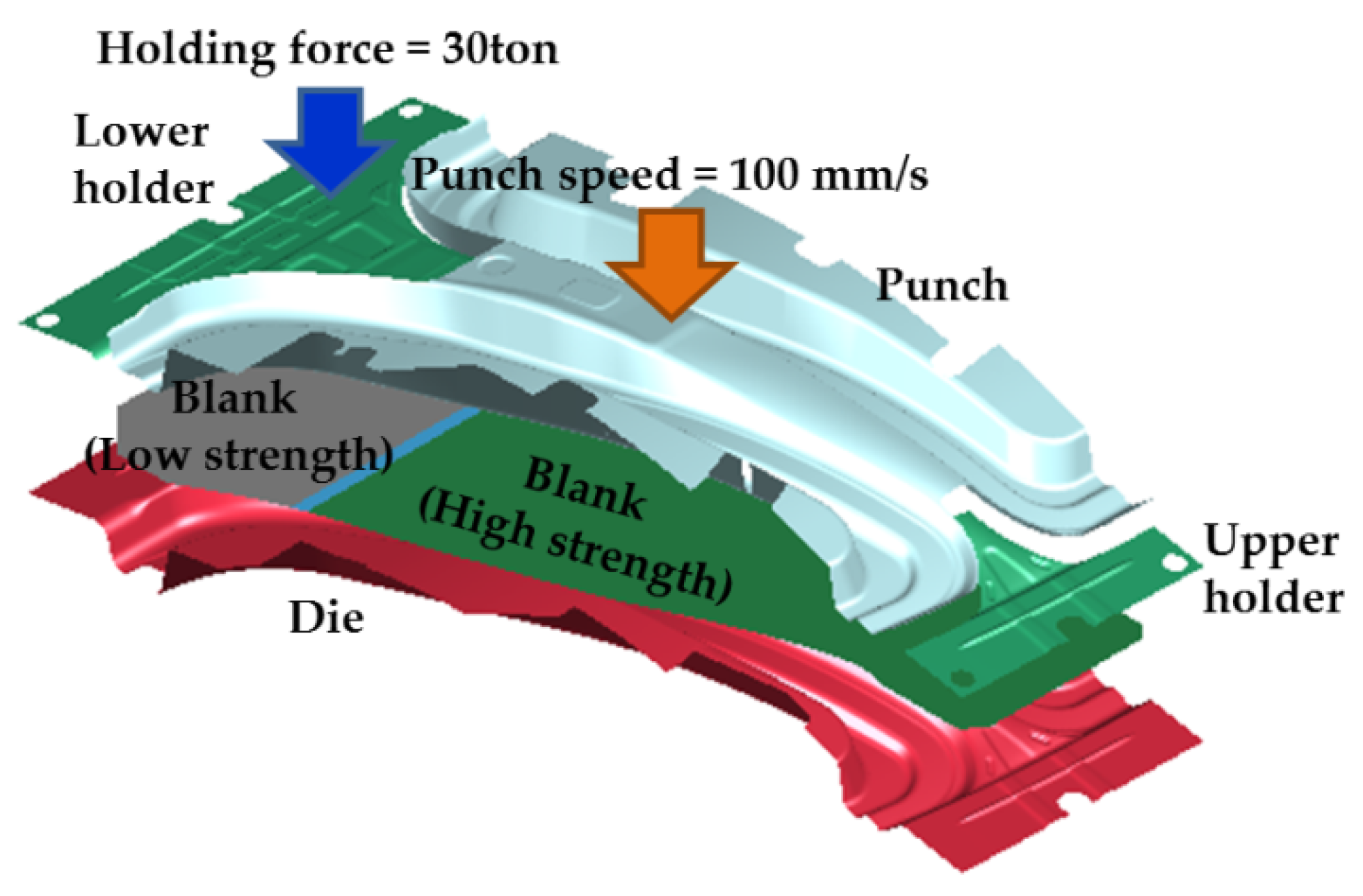
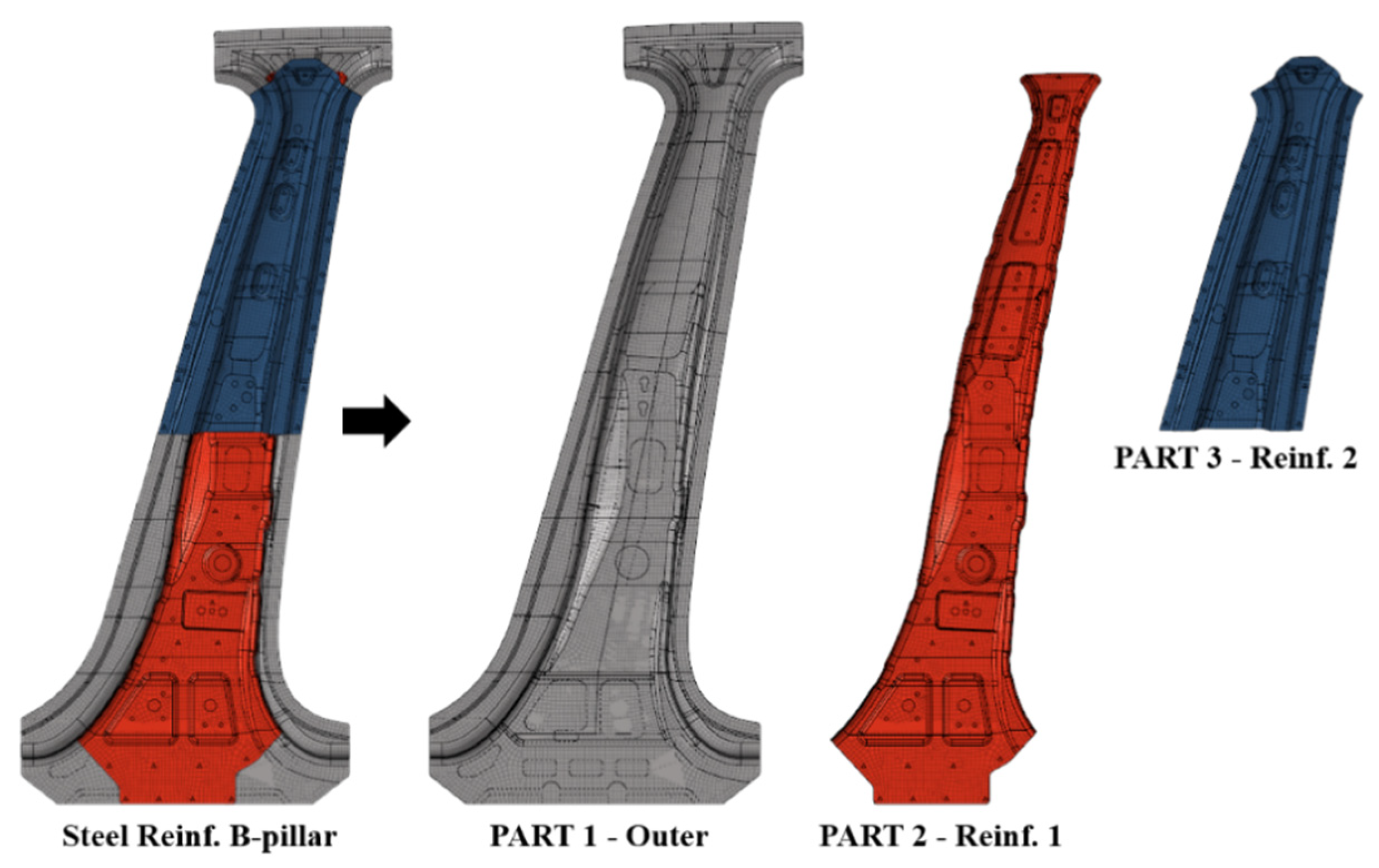
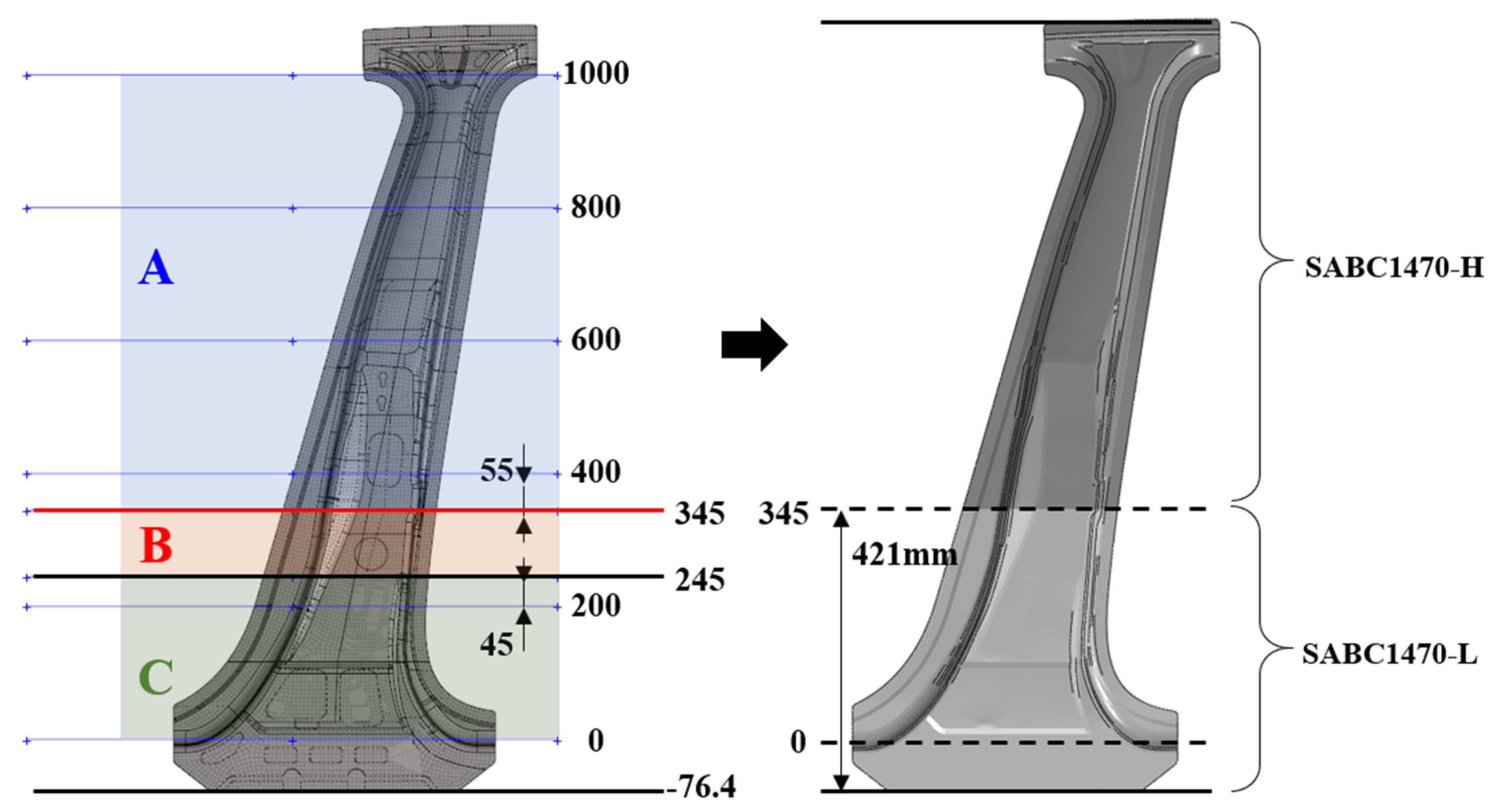
2.2. Design of Hot-Stamped Steel Outer Part
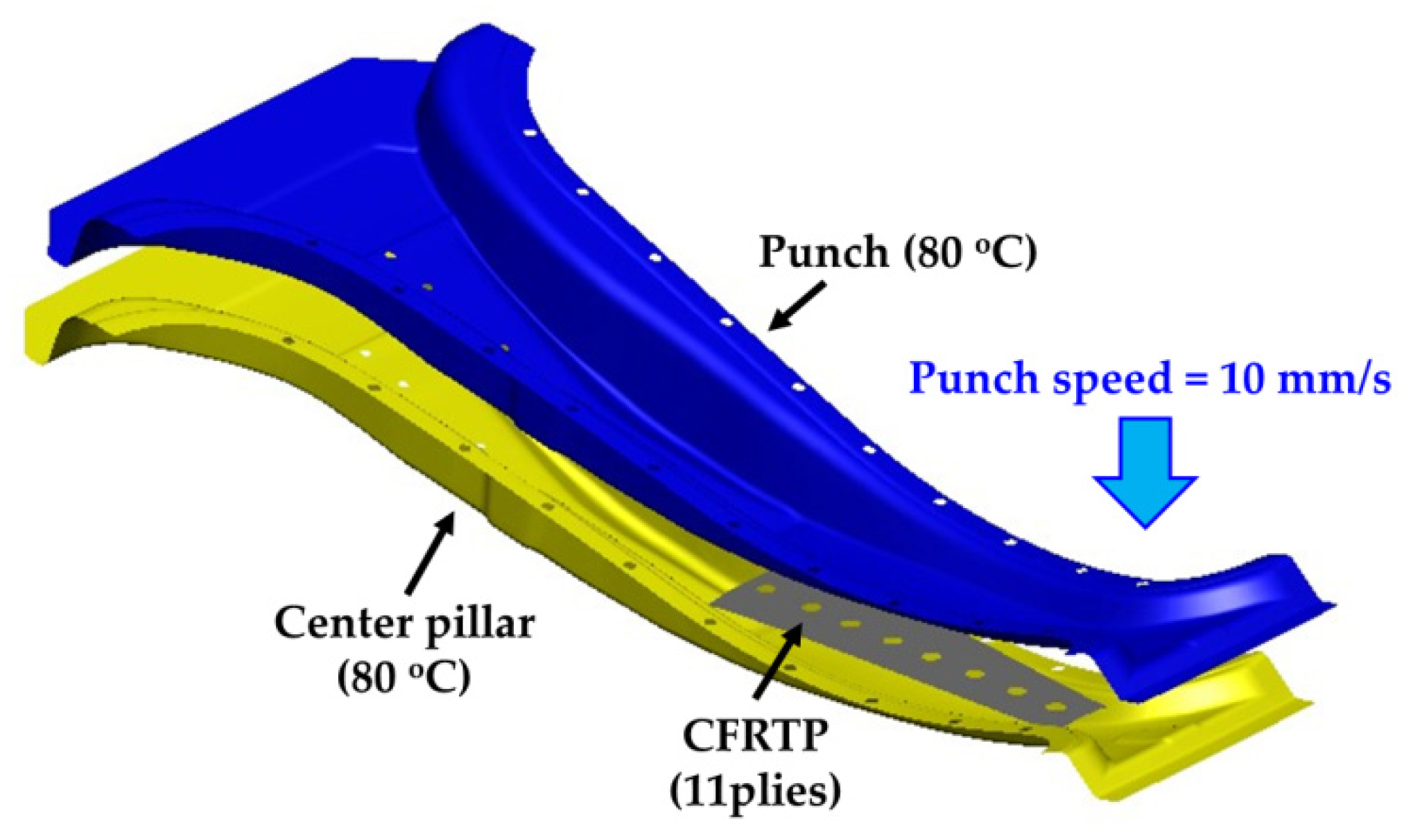
2.3. Design of CFRTP Reinforcement
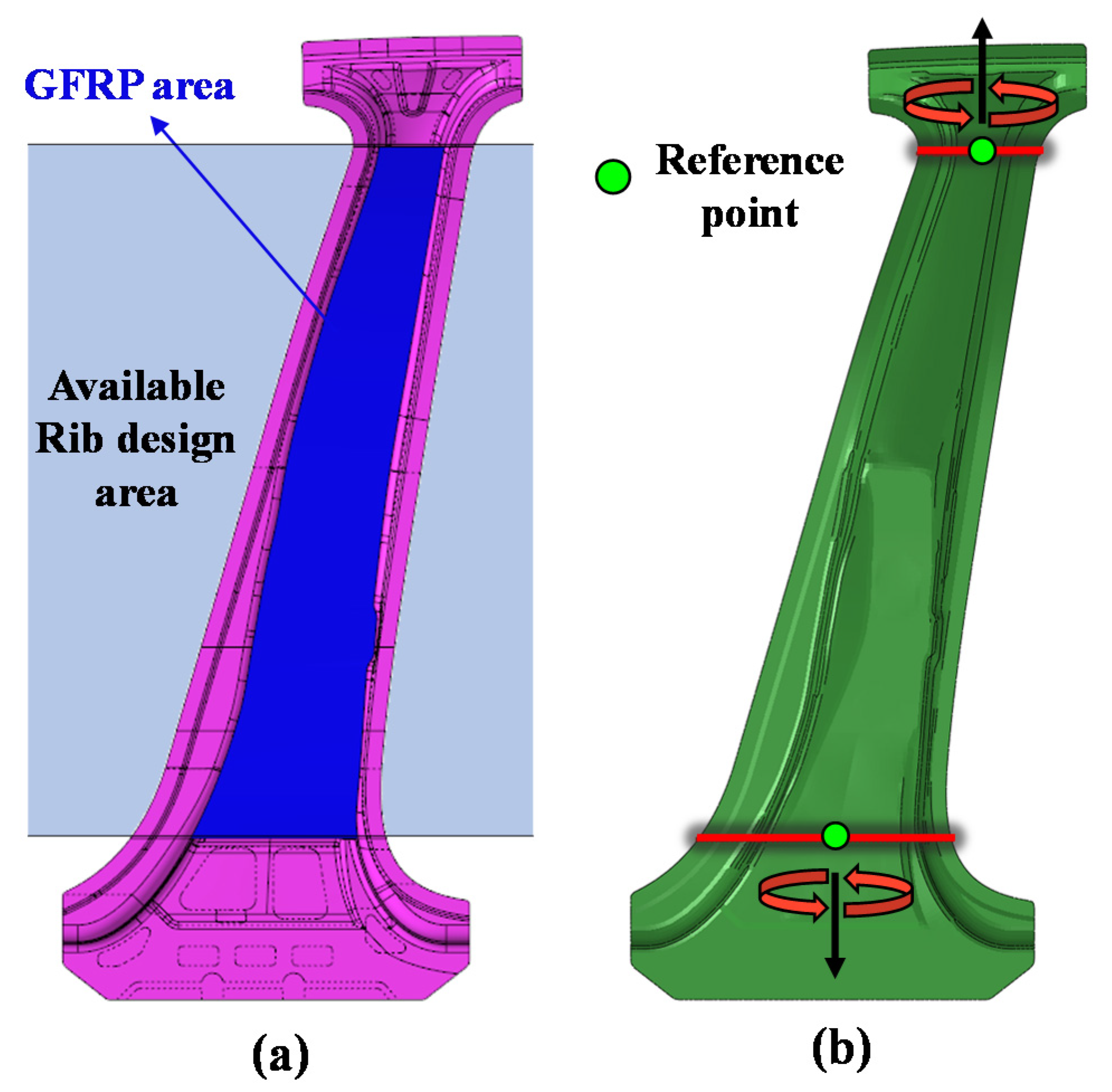
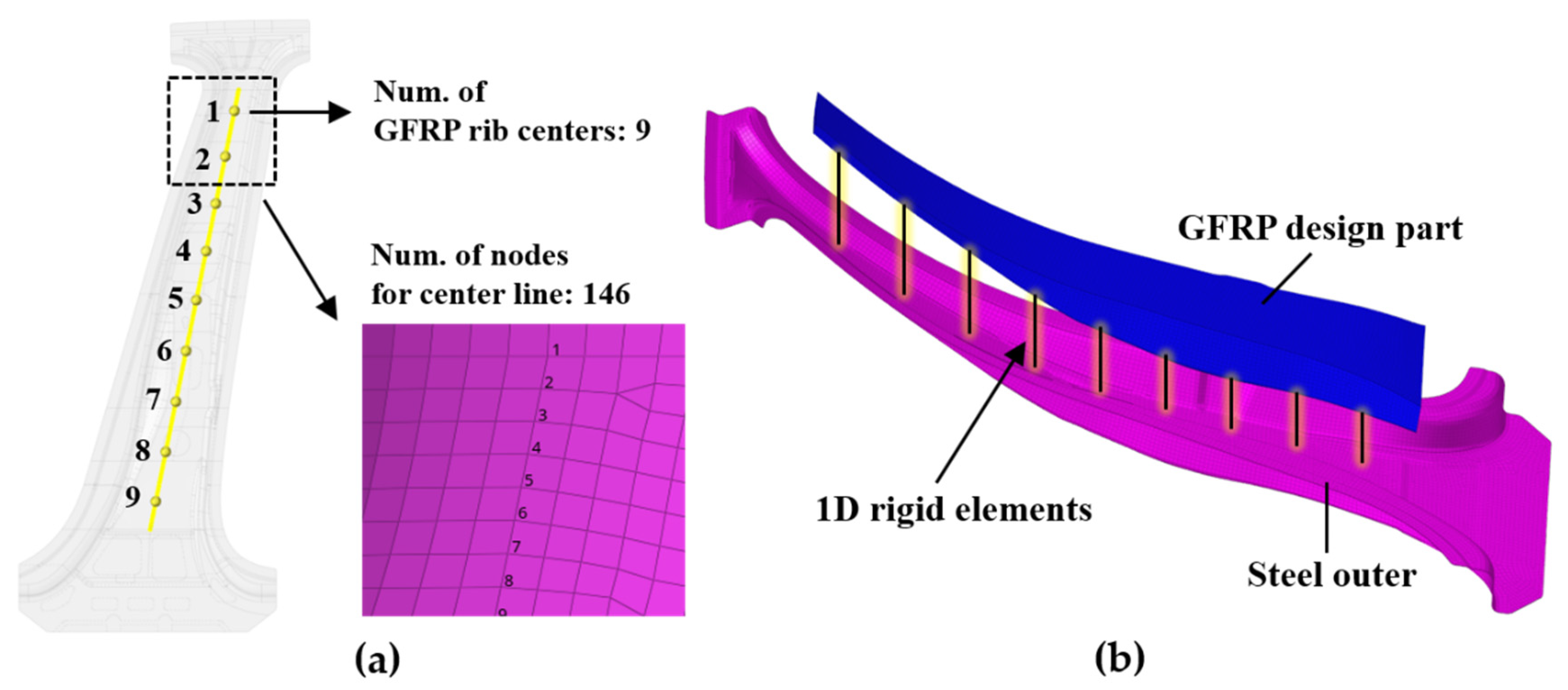
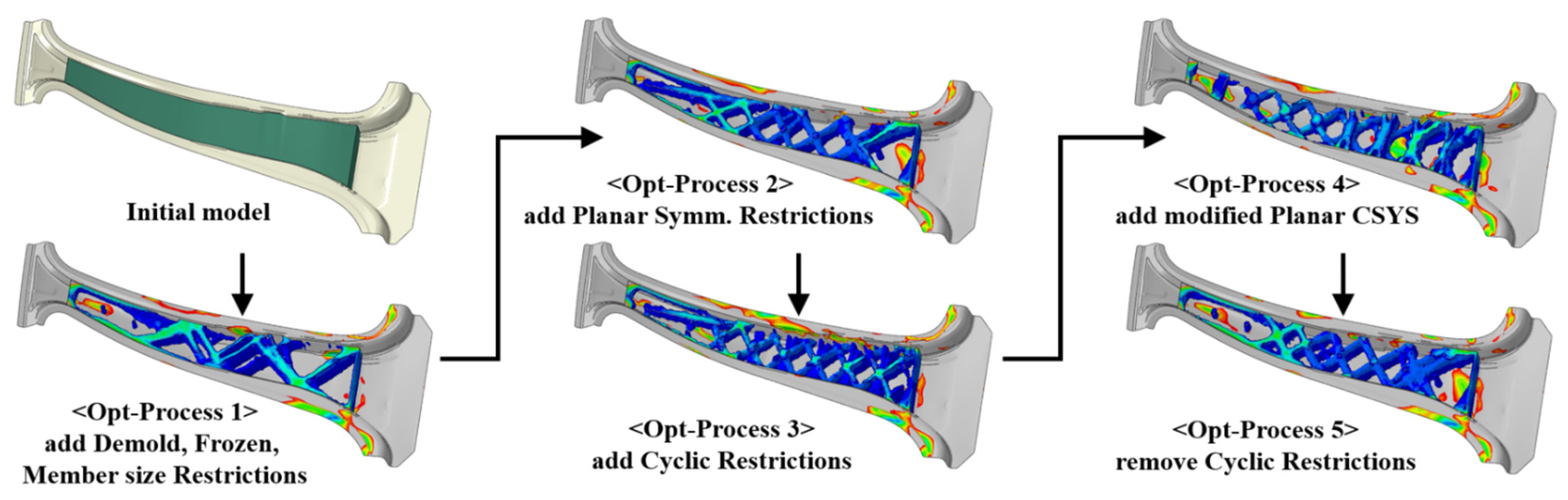
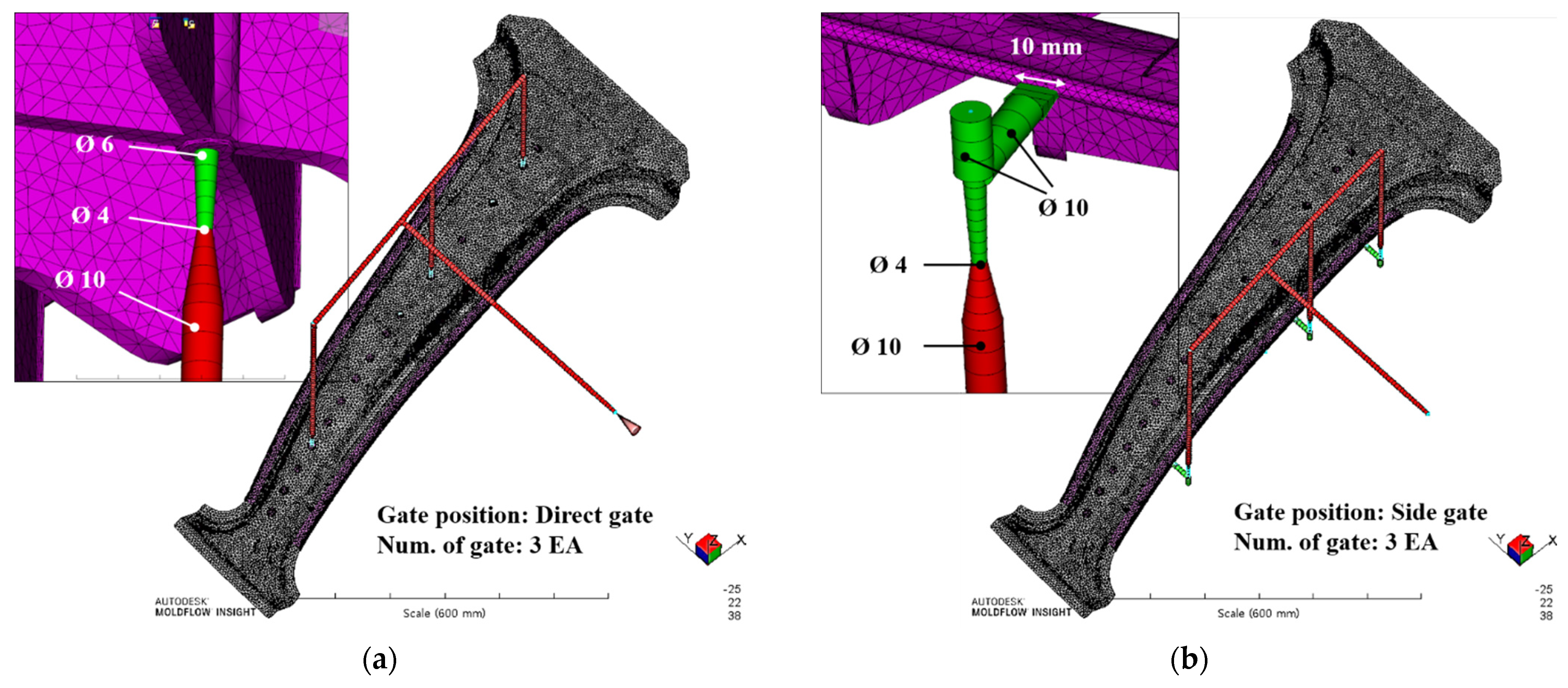
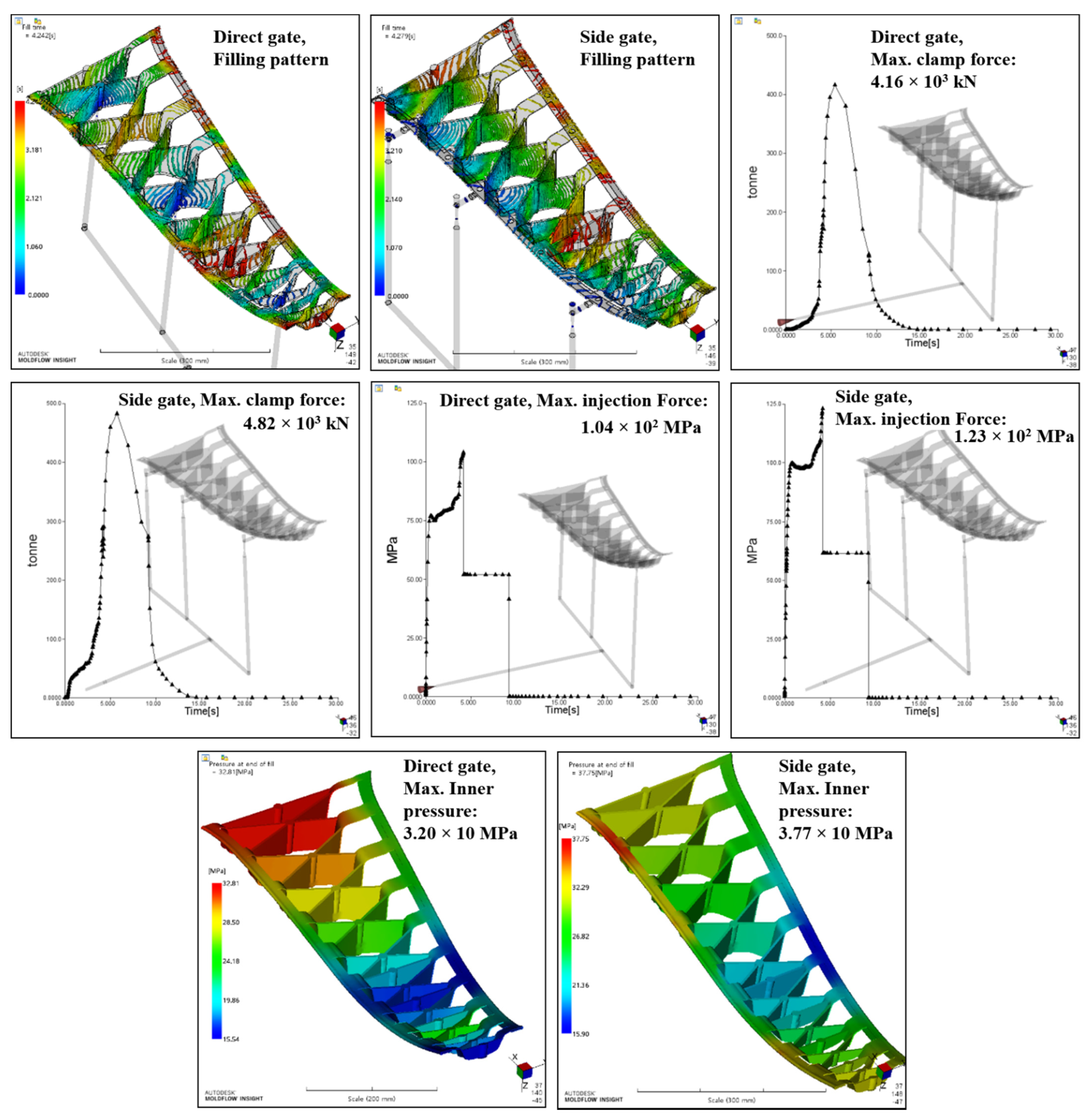
2.4. Design of GFRP Reinforcement
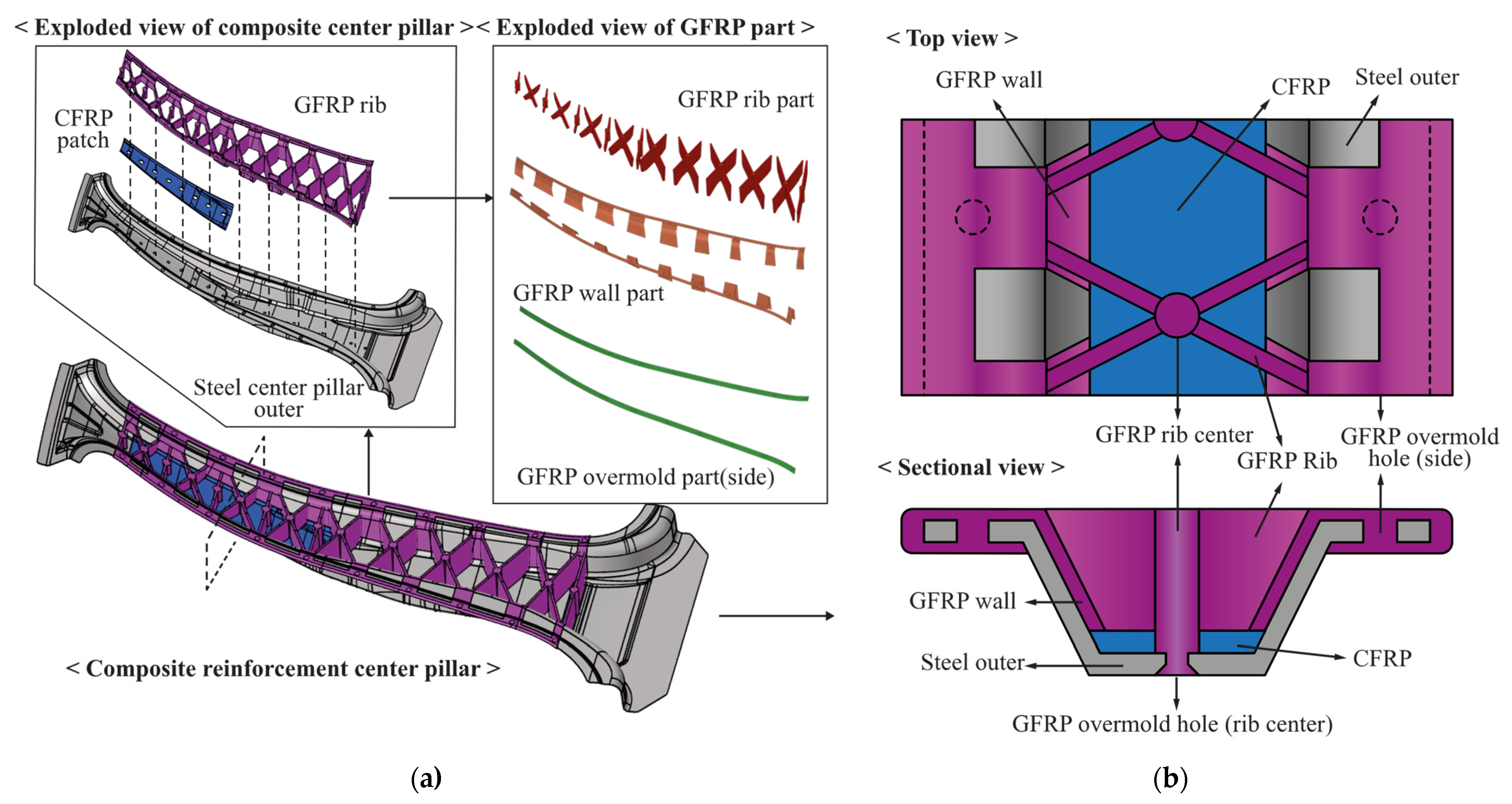
2.5. Center Pillar Design with CFRTP and GFRP Reinforcements
3. Structural Analysis of Center Pillar with Composite Reinforcements
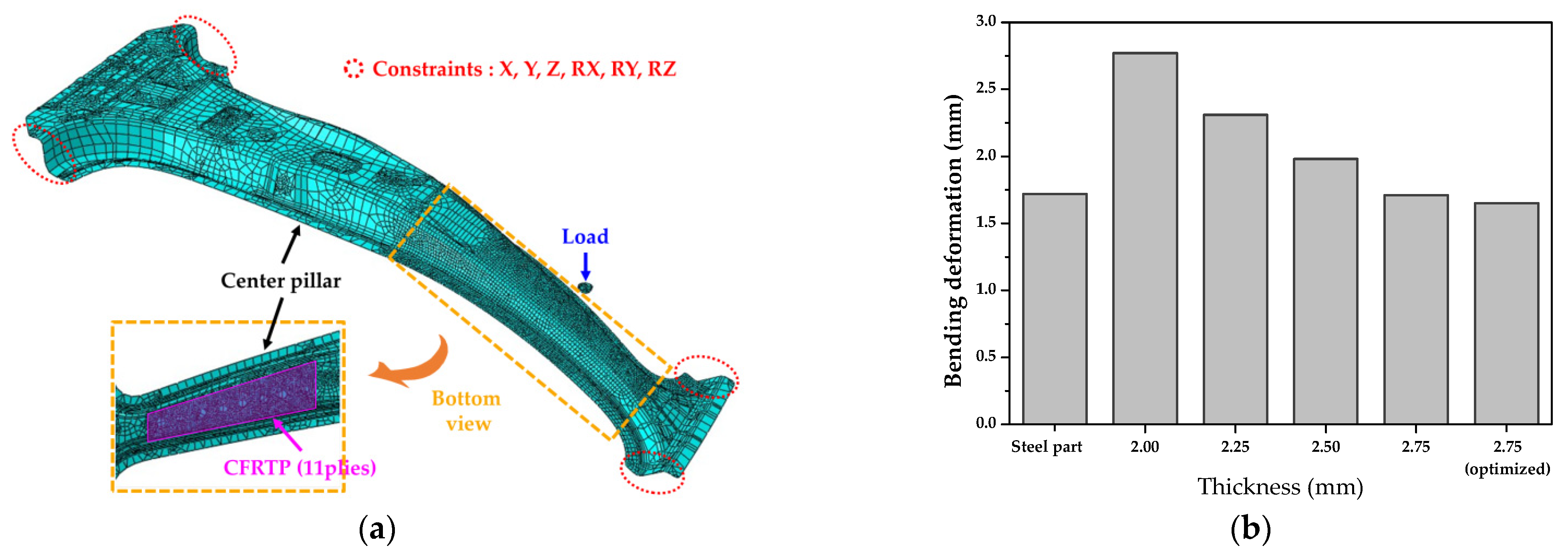
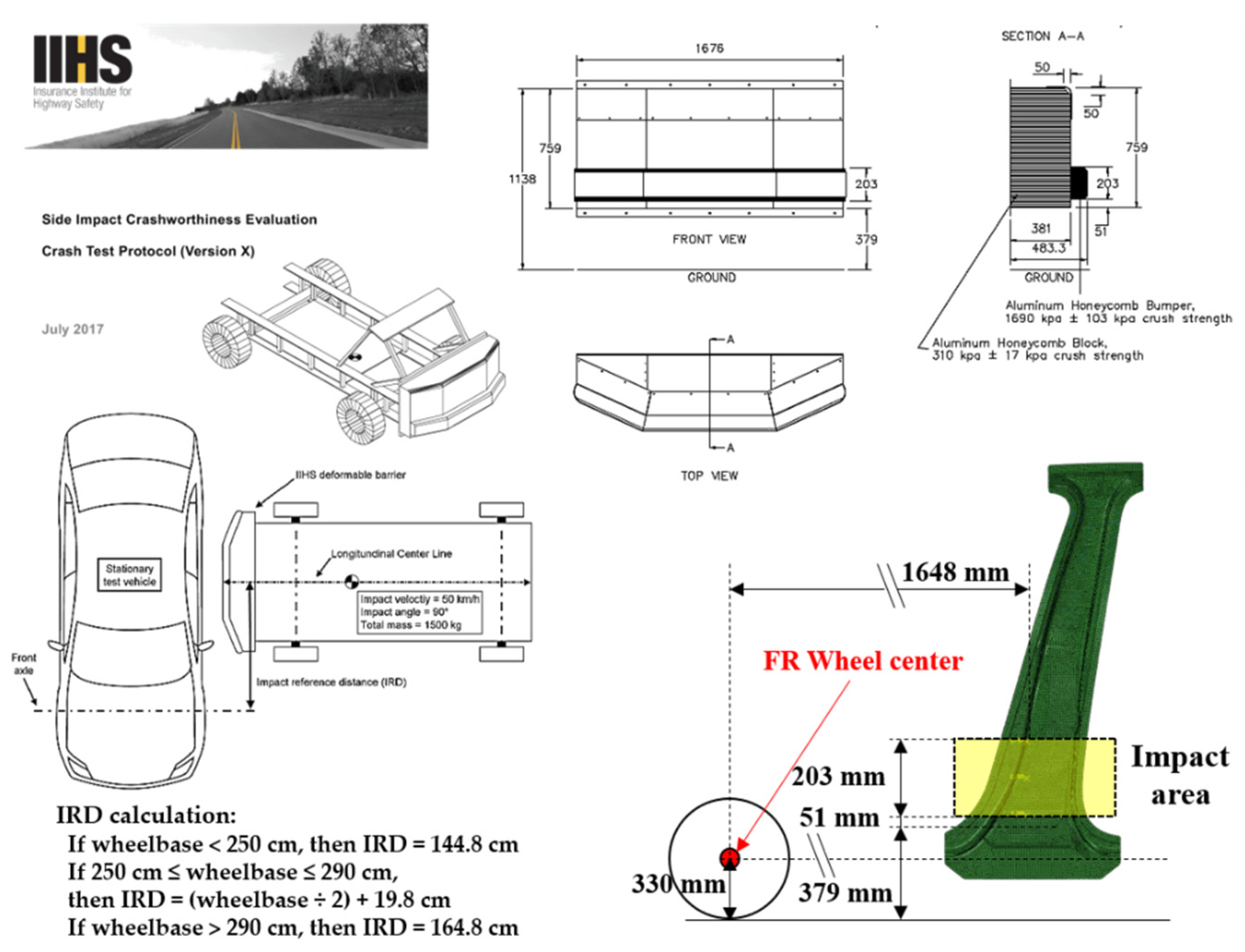
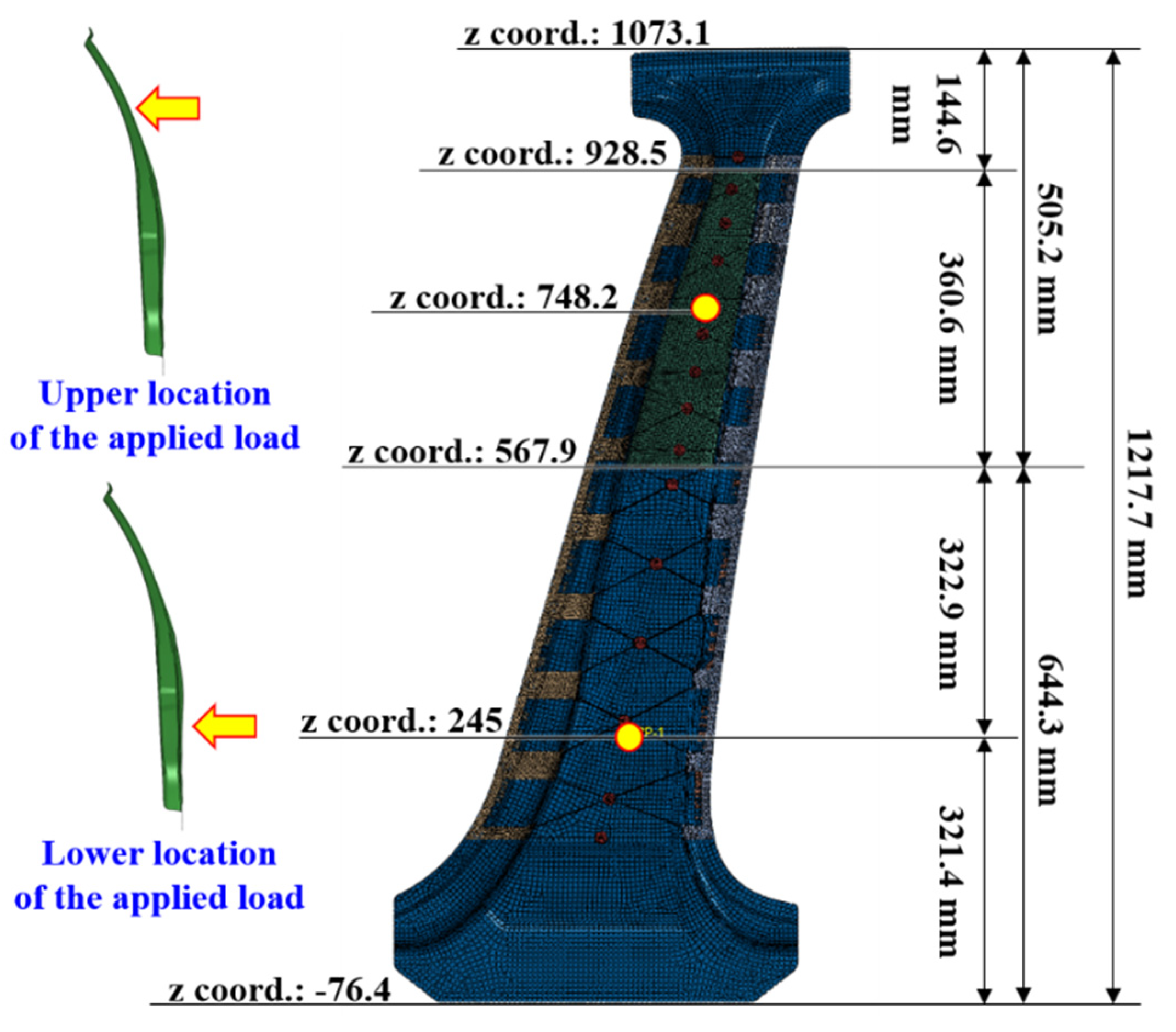
3.1. Analysis Conditions and Development of Analysis Model
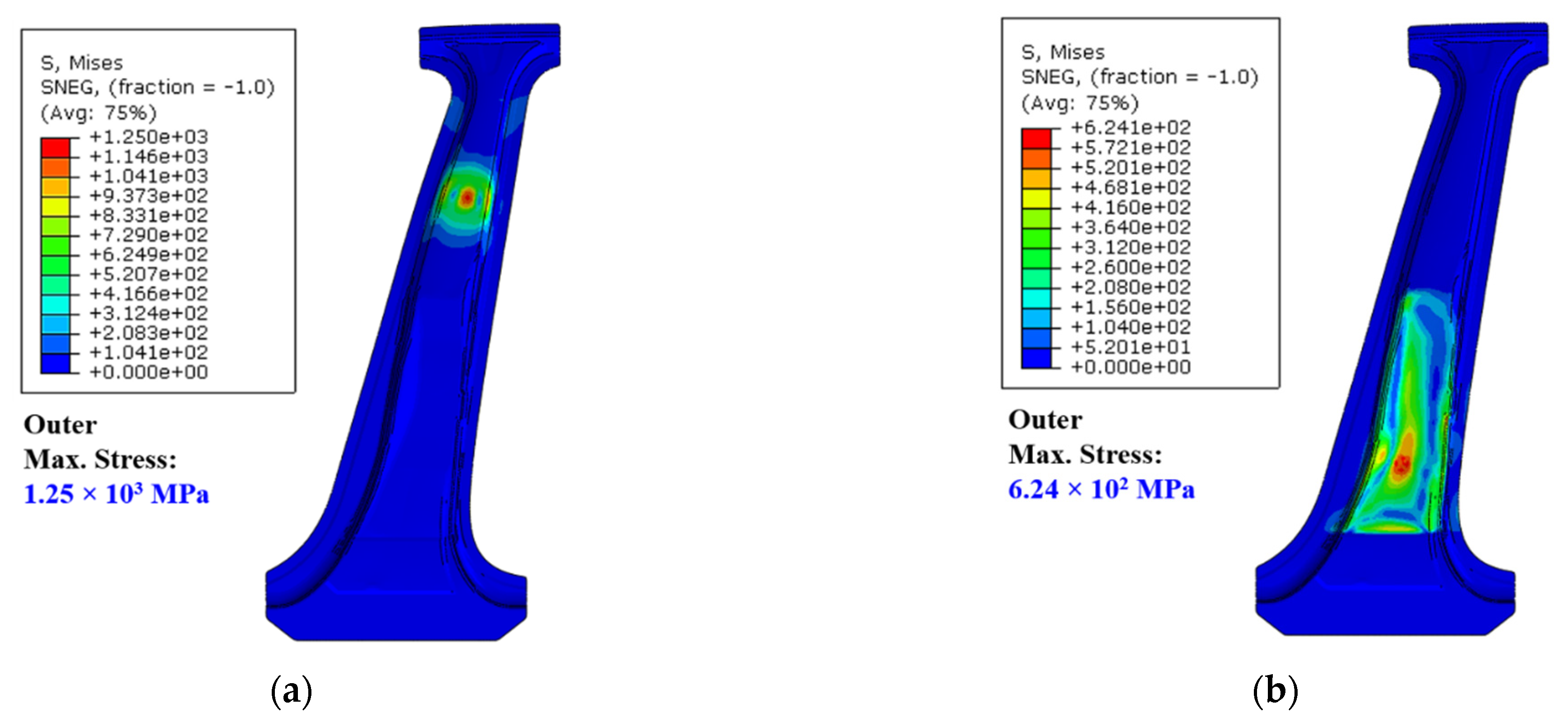
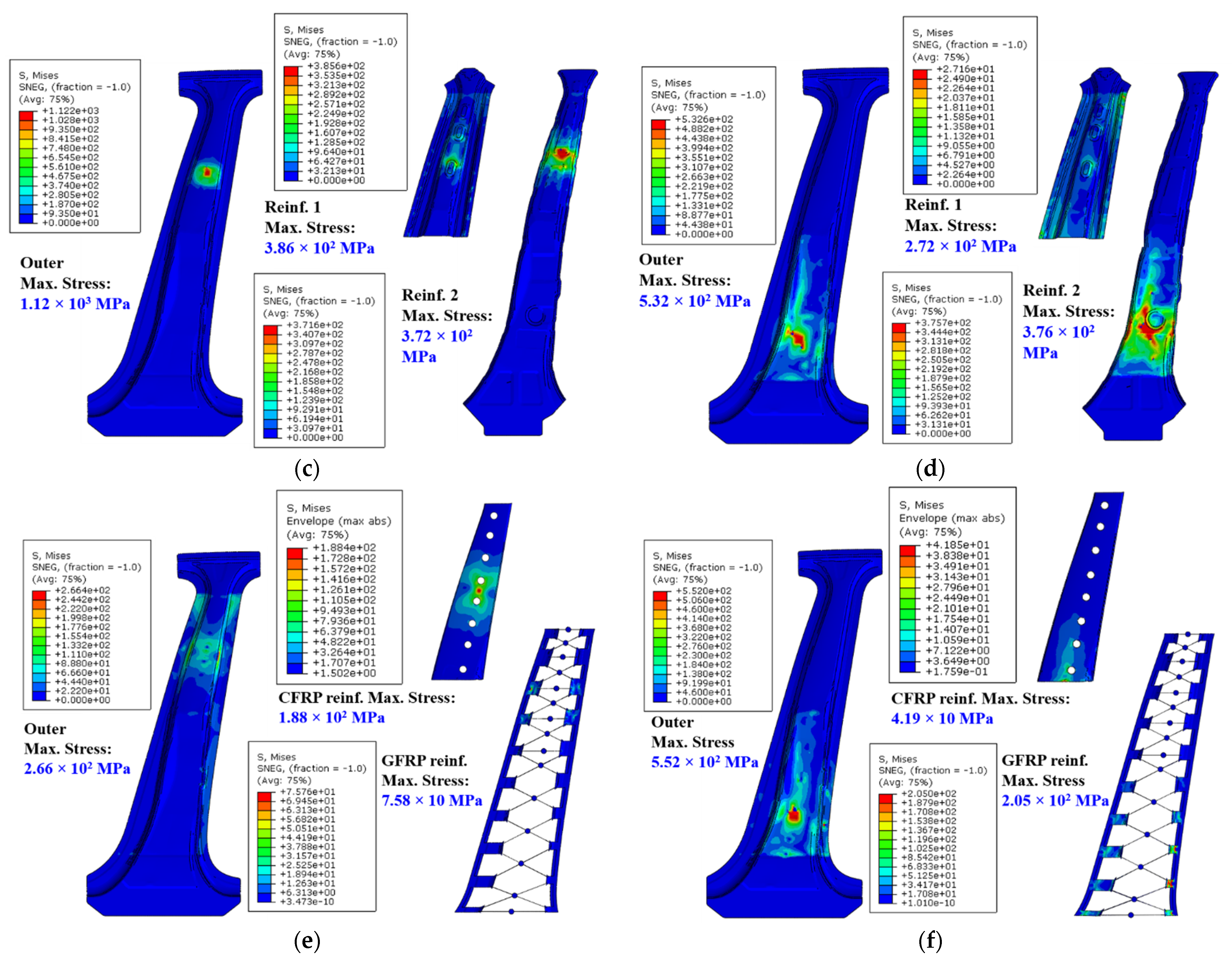
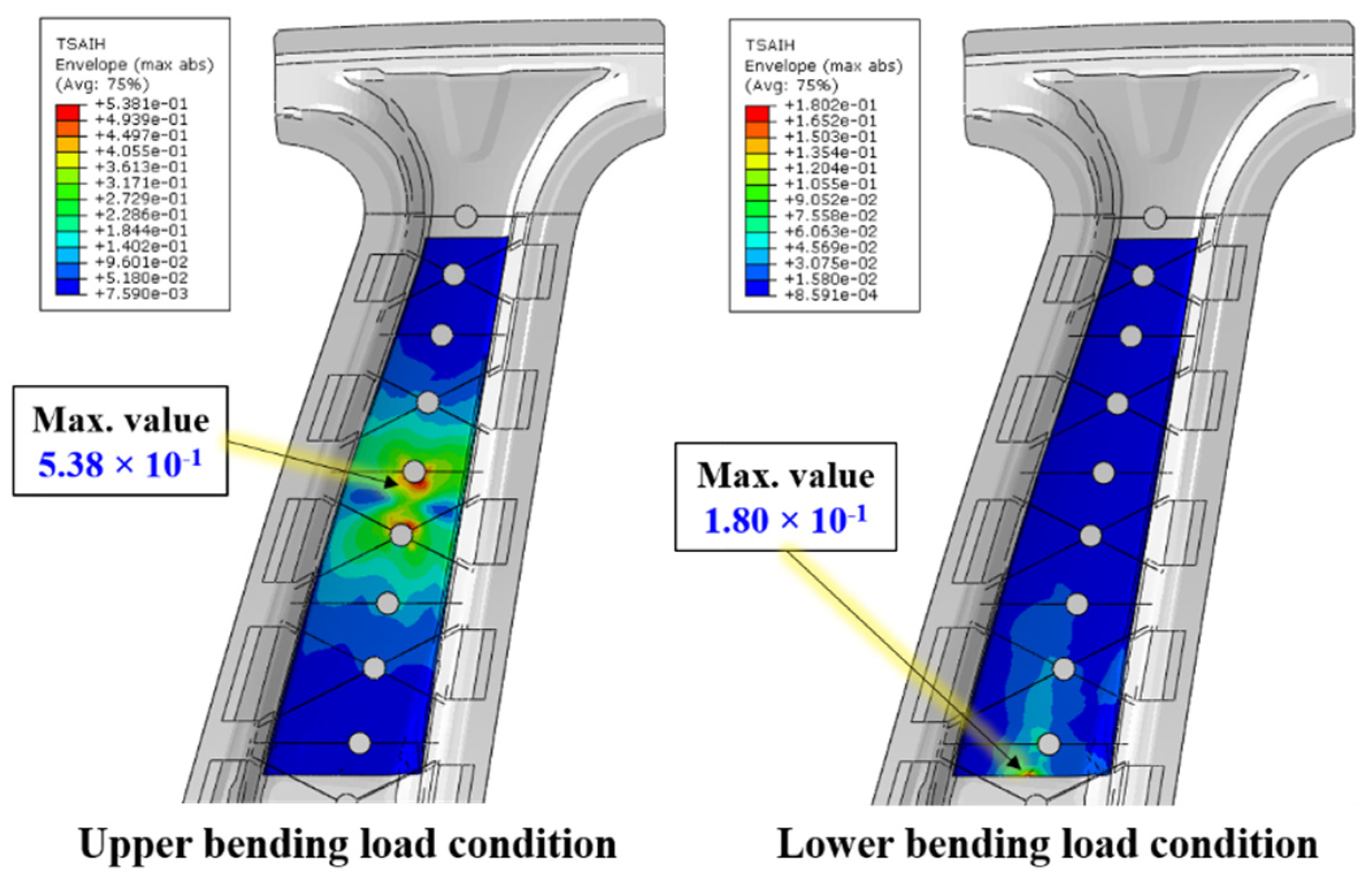
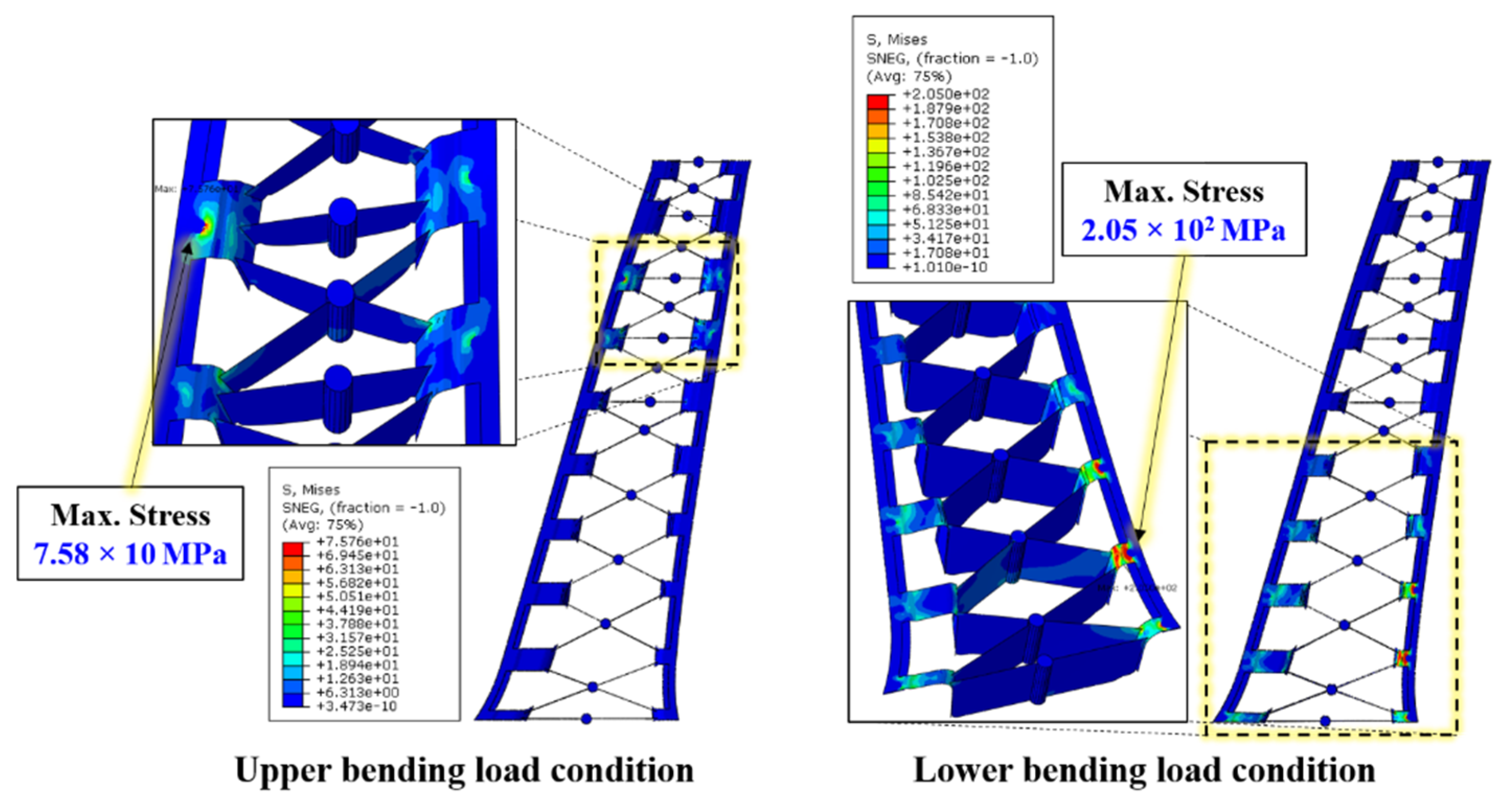
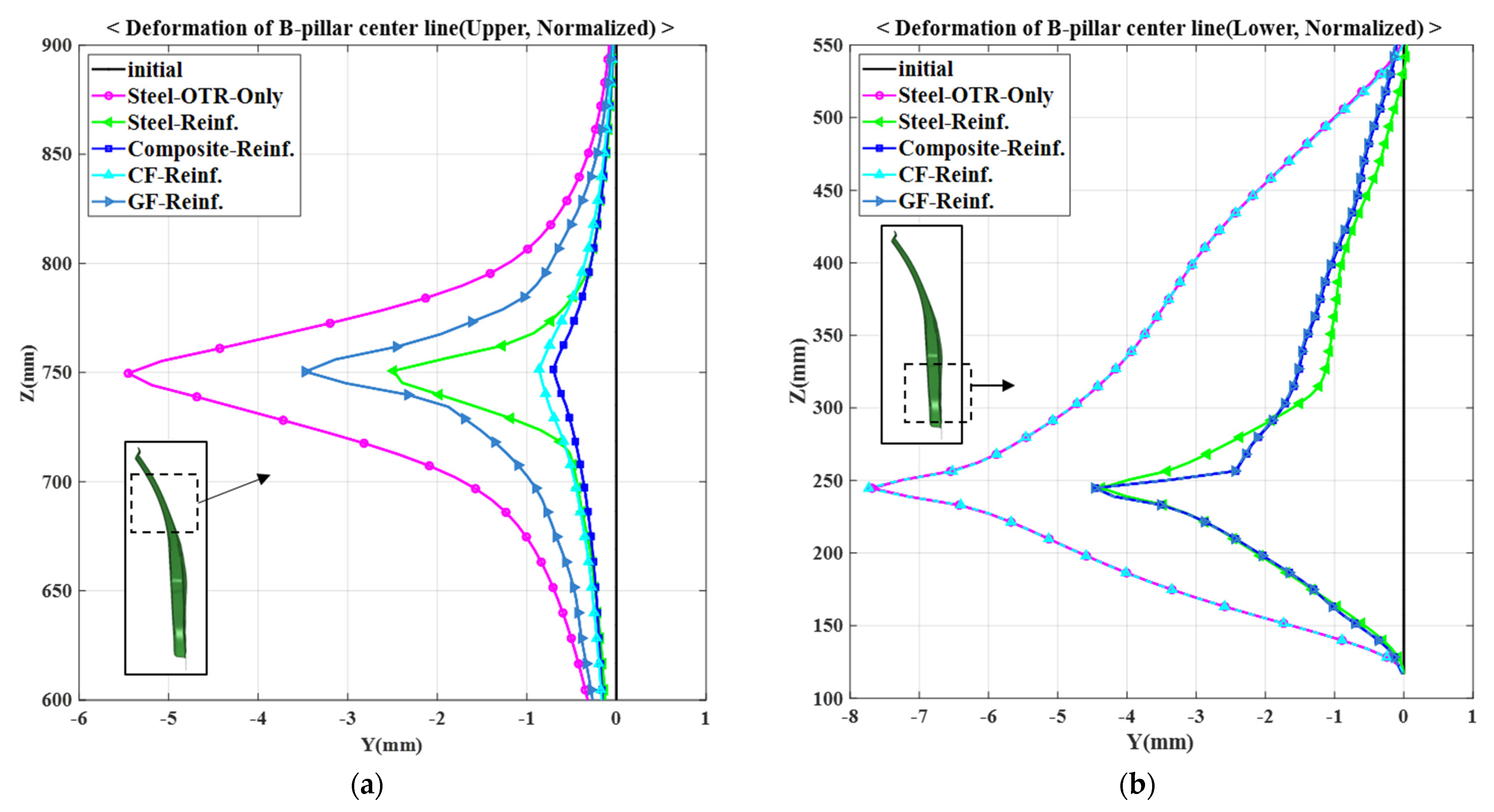
3.2. Analysis Results
3.3. Weight Reduction
4. Mold Design for Hybrid Molding
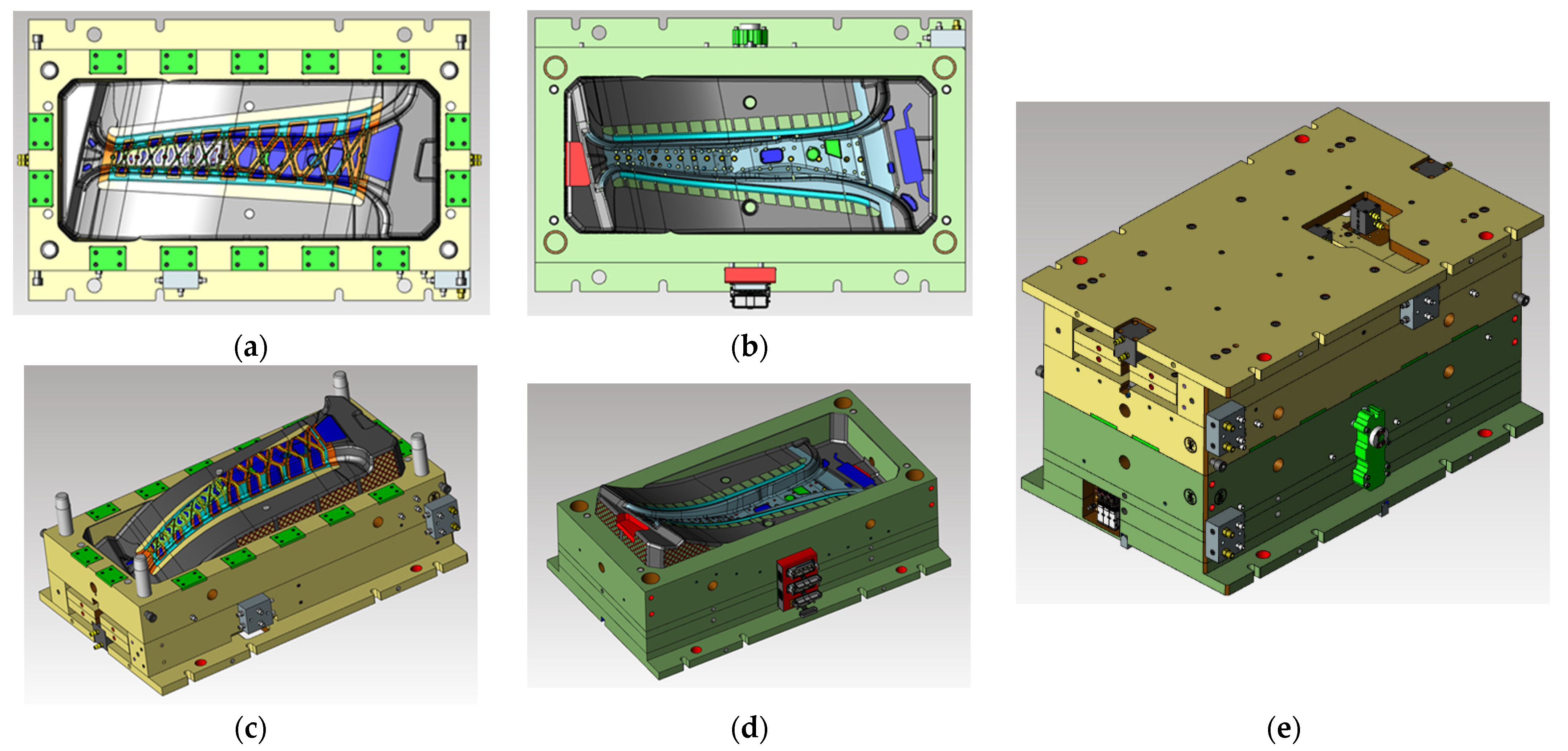
Design of Hybrid Mold
5. Conclusions
- The steel outer part used in the existing center pillar with steel reinforcements was used in the proposed center pillar, and the hot stamping technique was employed to achieve different strengths depending on the roles of the upper and lower outer parts.
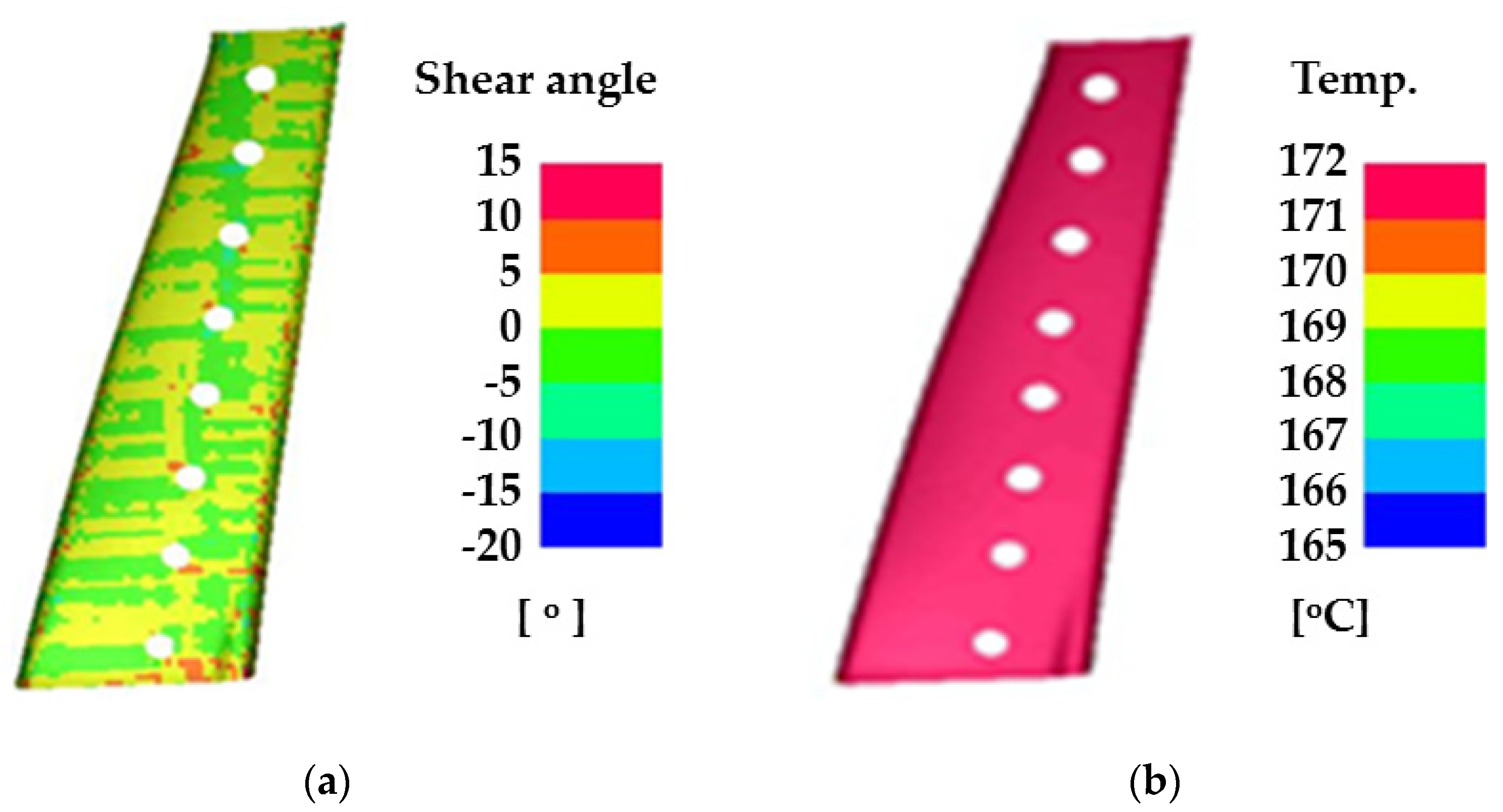
- In the case of the CFRTP, it was confirmed that there is no problem in forming it by a forming analysis, and the stacking sequence method and thickness of the CFRTP reinforcement were optimally designed using GAs.
- In the case of the GFRP, the GFRP rib structure was designed using the topology optimization technique. In addition, employing a mechanical bonding method, which is an advantage of the injection molding process, allowed different materials to be bonded to each other.
- A structural analysis was performed under upper and lower bending load conditions. The analysis results verified that the composite reinforcement model is superior to the steel reinforcement model in the upper part and similar in performance to the steel reinforcement model in the lower part.
- A hybrid molding system that simultaneously performs compression and injection was developed, and a hybrid mold capable of manufacturing the center pillar with composite reinforcements designed in this study was designed. The mold was designed by injection analysis of the GFRP, and the structural safety of the injection product was predicted. Additionally, the process was reduced by enabling hole machining of the CFRTP in the mold.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lee, J.M.; Lee, K.H.; Kim, B.M.; Ko, D.C. Design of Roof Panel with Required Bending Stiffness using CFRP Laminates. Int. J. Precis. Eng. Manuf. 2016, 17, 479–485. [Google Scholar] [CrossRef]
- Kong, C.D.; Lee, H.S.; Park, H.B. Design and manufacturing of automobile hood using natural composite structure. Compos. Part B 2016, 91, 18–26. [Google Scholar] [CrossRef]
- Liu, Q.; Lin, Y.; Zong, Z.; Sun, G.; Li, Q. Lightweight design of carbon twill weave fabric composite body structure for electric vehicle. Compos. Struct. 2013, 97, 231–238. [Google Scholar] [CrossRef]
- Zhang, H.; Sun, G.; Xiao, Z.; Li, G.; Li, Q. Bending characteristics of top-hat structures through tailor rolled blank (TRB) process. Thin-Walled Struct. 2018, 123, 420–440. [Google Scholar] [CrossRef]
- Pan, F.; Zhu, P.; Zhang, Y. Metamodel-based lightweight design of B-pillar with TWB structure via support vector regression. Comput. Struct. 2010, 88, 36–44. [Google Scholar] [CrossRef]
- Behrens, B.A.; Bouguecha, A.; Gaebel, C.M.; Motitz, J.; Schrodter, J. Hot stamping of load adjusted structural parts. Procedia Eng. 2014, 81, 1756–1761. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Zhu, Z.; Wang, Z.; Zhu, B.; Wang, Y.; Zhang, Y. Formability and lubrication of a B-pillar in hot stamping with 6061 and 7075 aluminum alloy sheets. Procedia Eng. 2017, 207, 723–728. [Google Scholar] [CrossRef]
- Kim, H.K.; Lee, S.H.; Choi, H.J. Evaluation of Contact Heat Transfer Coefficient and Phase Transformation during Hot Stamping of a Hat-Type Part. Materials 2015, 8, 2030–2042. [Google Scholar] [CrossRef] [Green Version]
- Liu, Q.; Li, Y.; Cao, L.; Lei, F.; Wang, Q. Structural design and global sensitivity analysis of the composite B-pillar with ply drop-off. Struc. Multidisc. Optim. 2018, 57, 965–975. [Google Scholar] [CrossRef]
- Lee, M.S.; Seo, H.Y.; Kang, C.G. Comparison of collision test results for center-pillar reinforcements with TWB and CR420/CFRP hybrid composite materials using experimental and theoretical methods. Compos. Struct. 2017, 168, 698–709. [Google Scholar] [CrossRef]
- Lee, M.S.; Kang, C.G. Determination of forming procedure by numerical analysis and investigation of mechanical properties of steel/CFRP hybrid composites with complicated shapes. Compos. Struct. 2017, 164, 118–129. [Google Scholar] [CrossRef]
- Sun, D.; Tao, C. Lightweight Study of Carbon Fiber Composite B-Pillar Based on Equal Stiffness Principle. Open Access Lib. J. 2018, 5, 1–12. [Google Scholar] [CrossRef]
- Deléglise, M.; Grognec, P.L.; Binetruy, C.; Krawczar, P.; Claude, B. Modeling of high speed RTM injection with highly reactive resin with on-line mixing. Compos. Part A 2011, 42, 1390–1397. [Google Scholar] [CrossRef]
- Karbasian, H.; Tekkaya, A.E. A Review on Hot Stamping. J. Mater. Process. Technol. 2010, 210, 2103–2118. [Google Scholar] [CrossRef]
- Shapiro, A.B. Using LS-Dyna for Hot Stamping. In Proceedings of the 7th European LS-Dyna Conference, Salzburg, Austria, 14–15 May 2009. [Google Scholar]
- Geiger, M.; Merklein, M.; Lechler, J. Determination of Tribological Conditions within Hot Stamping. Prod. Eng. 2008, 2, 269–276. [Google Scholar] [CrossRef]
- Kim, J.H.; Ko, D.C.; Lee, S.B.; Kim, B.M. Hardness prediction in hot stamping process by local blank heating based on quench factor analysis. Metals 2019, 9, 29. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.M.; Lee, C.J.; Kim, B.M.; Ko, D.C. Design of Prepreg Compression Molding for Manufacturing of CFRTP B-pillar Reinforcement with Equivalent Mechanical Properties to Existing Steel Part. Int. J. Precis. Eng. Manuf. 2020, 21, 545–556. [Google Scholar] [CrossRef]
- Sigmund, O.; Maute, K. Topology optimization approaches. Struct. Multidiscip. Optim. 2013, 48, 1031–1055. [Google Scholar] [CrossRef]
- Tosca—The Optimization Suite. Available online: https://www.3ds.com/products-services/simulia/products/tosca/ (accessed on 21 February 2021).
- Toeh, E.R.; Lund, A.K. IIHS Side Crash Test Ratings and Occupant Death Risk in Real-World Crashes. Traffic Inj. Prev. 2011, 12, 500–507. [Google Scholar] [CrossRef] [PubMed]
- Ghadianlou, A.; Abdullag, S.B. Crashworthiness Design of Vehicle Side Door Beams under Low-speed Pole Side Impacts. Thin-Walled Struct. 2013, 67, 25–33. [Google Scholar] [CrossRef]
- Abaqus/CAE—Complete Solution for Abaqus Finite Element Modeling, Visualization, and Process Automation. Available online: https://www.3ds.com/products-services/simulia/products/abaqus/ (accessed on 21 February 2021).
- Nam, K.W.; Park, S.H.; Yoo, J.S.; Lee, S.M. Analysis of Impact Characteristics of Bonded Dissimilar Materials for Center Pillar. Trans. Korean Soc. Mech. Eng. A 2012, 36, 929–934. [Google Scholar] [CrossRef]
- Lee, I.C.; Lee, T.K.; Jang, D.H. Development Process of Side Impact Beam for Automotive Light-Weighting Door using Sheet Type. Trans. Mater. Process. 2015, 24, 130–137. [Google Scholar] [CrossRef]
- Nam, K.W.; Park, S.H.; Lee, K.H.; Lee, M.Y. Mechanical Properties of Laser-Welded Multi-Material Tailor-Welded Blanks. Trans. Korean Soc. Mech. Eng. A 2012, 36, 857–863. [Google Scholar] [CrossRef]
- Jung, Y.H. Prepreg Compression Molding of CFRP Reinforcement with Hot Stamped Part. Master’s Thesis, Pusan National University, Busan, Korea, 2020; pp. 27–28. [Google Scholar]
- Hill, R. A Theory of the Yielding and Plastic Flow of Anisotropic Metals. Proc. R. Soc. A 1948, 193, 281–297. [Google Scholar]



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Conditions | Values | |
|---|---|---|
| Material | Boron Steel (22MnB5) | |
| Initial blank temperature (°C) | High-strength part | 900 |
| Low-strength part | 700 | |
| Process time (s) | Transferring stage | 9 |
| Holding stage | 1.5 | |
| Forming stage | 2 | |
| Quenching stage | 10 | |
| Conditions | Values | |
|---|---|---|
| Material | CFRTP (11 Plies) | |
| Initial CFRTP temperature (°C) | 200 | |
| Tool temperature (°C) | 80 | |
| Process time (s) | Transferring stage | 5 |
| Forming stage | 5.5 | |
| Part Number | Part Name | Material | Thickness |
|---|---|---|---|
| 1 | Center pillar outer | SABC1470 | 1.2 mm |
| 2 | Reinforcement 1 (lower) | SPFC590 | 1.2 mm |
| 3 | Reinforcement 2 (upper) | SABC1470 | 1.0 mm |
| Material | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|
| SABC1470-H | 996 | 1470 | 6 |
| SABC1470-L | 509 | 672 | 18 |
| SPFC590 | 355 | 590 | 17 |
| Mechanical Properties | Values |
|---|---|
| Density | 1.52 g/cm3 |
| Poisson’s ratio | 0.13 |
| Longitudinal elastic modulus | 40.35 GPa |
| Transverse elastic modulus | 40.35 GPa |
| Longitudinal tensile strength | 690 MPa |
| Longitudinal compressive strength | 274.9 MPa |
| Transverse tensile strength | 680 MPa |
| Transverse compressive strength | 235.8 MPa |
| In-plane shear modulus | 7.81 GPa |
| Out-of-plane shear modulus | 0.3046 GPa |
| In-plane shear strength | 45.79 MPa |
| Mechanical Properties | Values |
|---|---|
| Density | 1.46 g/cm3 |
| Poisson’s ratio | 0.4 |
| Elastic modulus | 12.5 GPa |
| Yield stress | 205 MPa |
| Model | Maximum Deformation | |
|---|---|---|
| Upper Load Condition (mm) | Lower Load Condition (mm) | |
| Steel OTR only | −5.45 | −7.68 |
| CFRTP reinf. | −0.86 | −7.73 |
| GFRP reinf. | −3.47 | −4.47 |
| Steel reinf. | −2.49 | −4.37 |
| CFRTP+GFRP reinf. | −0.71 | −4.46 |
| Material Information of GFRP Resin | ||
|---|---|---|
| Polymer | Polyamide 6 (PA6) | |
| Manufacturer | Lanxess | |
| Grade | Durethan BKV40 | |
| Filler | 40 wt% glass fiber | |
| Melt temperature (°C) | Min. 270 | Max. 290 |
| Mold temperature (°C) | Min. 80 | Max. 120 |
| Ejection temperature (°C) | 170 | |
| Transition temperature (°C) | 182 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kang, J.-H.; Lee, J.-W.; Kim, J.-H.; Ahn, T.-M.; Ko, D.-C. Design of Center Pillar with Composite Reinforcements Using Hybrid Molding Method. Materials 2021, 14, 2047. https://doi.org/10.3390/ma14082047
Kang J-H, Lee J-W, Kim J-H, Ahn T-M, Ko D-C. Design of Center Pillar with Composite Reinforcements Using Hybrid Molding Method. Materials. 2021; 14(8):2047. https://doi.org/10.3390/ma14082047
Chicago/Turabian StyleKang, Ji-Heon, Jae-Wook Lee, Jae-Hong Kim, Tae-Min Ahn, and Dae-Cheol Ko. 2021. "Design of Center Pillar with Composite Reinforcements Using Hybrid Molding Method" Materials 14, no. 8: 2047. https://doi.org/10.3390/ma14082047
APA StyleKang, J. -H., Lee, J. -W., Kim, J. -H., Ahn, T. -M., & Ko, D. -C. (2021). Design of Center Pillar with Composite Reinforcements Using Hybrid Molding Method. Materials, 14(8), 2047. https://doi.org/10.3390/ma14082047