
Experimental Investigation on Dry Routing of CFRP Composite: Temperature, Forces, Tool Wear, and Fine Dust Emission




Abstract
:1. Introduction
2. Analytical Modeling of the Temperature and Specific Energy
3. Experimental Setup
3.1. CFRP Material and Tool Details
3.2. Temperature Measurement
3.3. Dust Emission Measurement
3.4. Machining Parameters and Design of Experiments
4. Results and Discussions
4.1. Cutting Force
4.2. Cutting Temperature
4.3. Validation of Modeling Temperature Results
4.4. Specific Cutting Energy
4.5. Study of Tool Wear
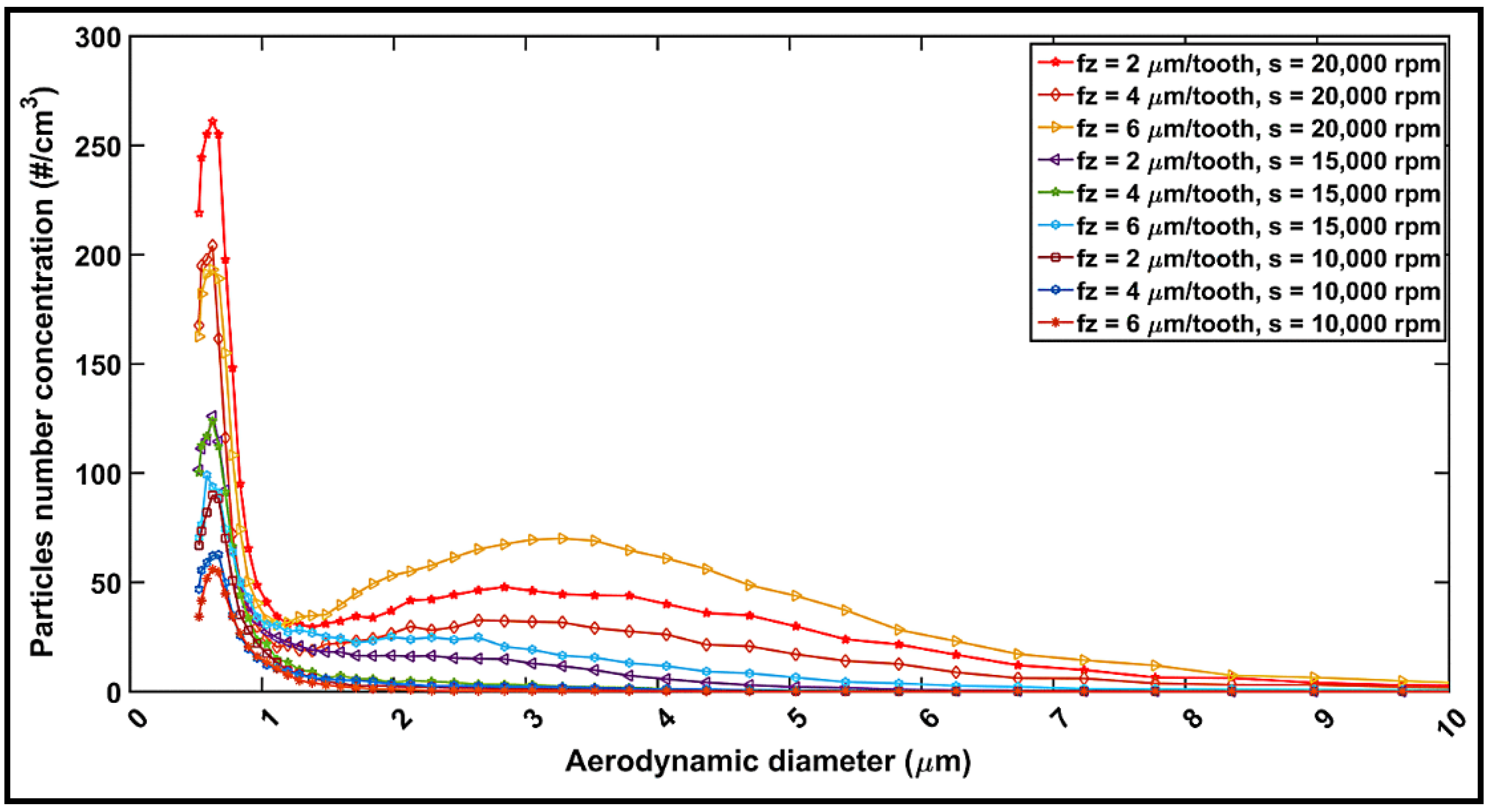
4.6. Particle Emission during Milling
4.7. Analysis of Variance (ANOVA)
4.7.1. Response Surface Methodology
4.7.2. Response Surfaces and Contour Plots for Output Parameters
4.7.3. Analysis of Responses
5. Conclusions
- Cutting speed is the main parameter that controls the cutting temperature in milling of CFRP composite materials, followed by feed rate.
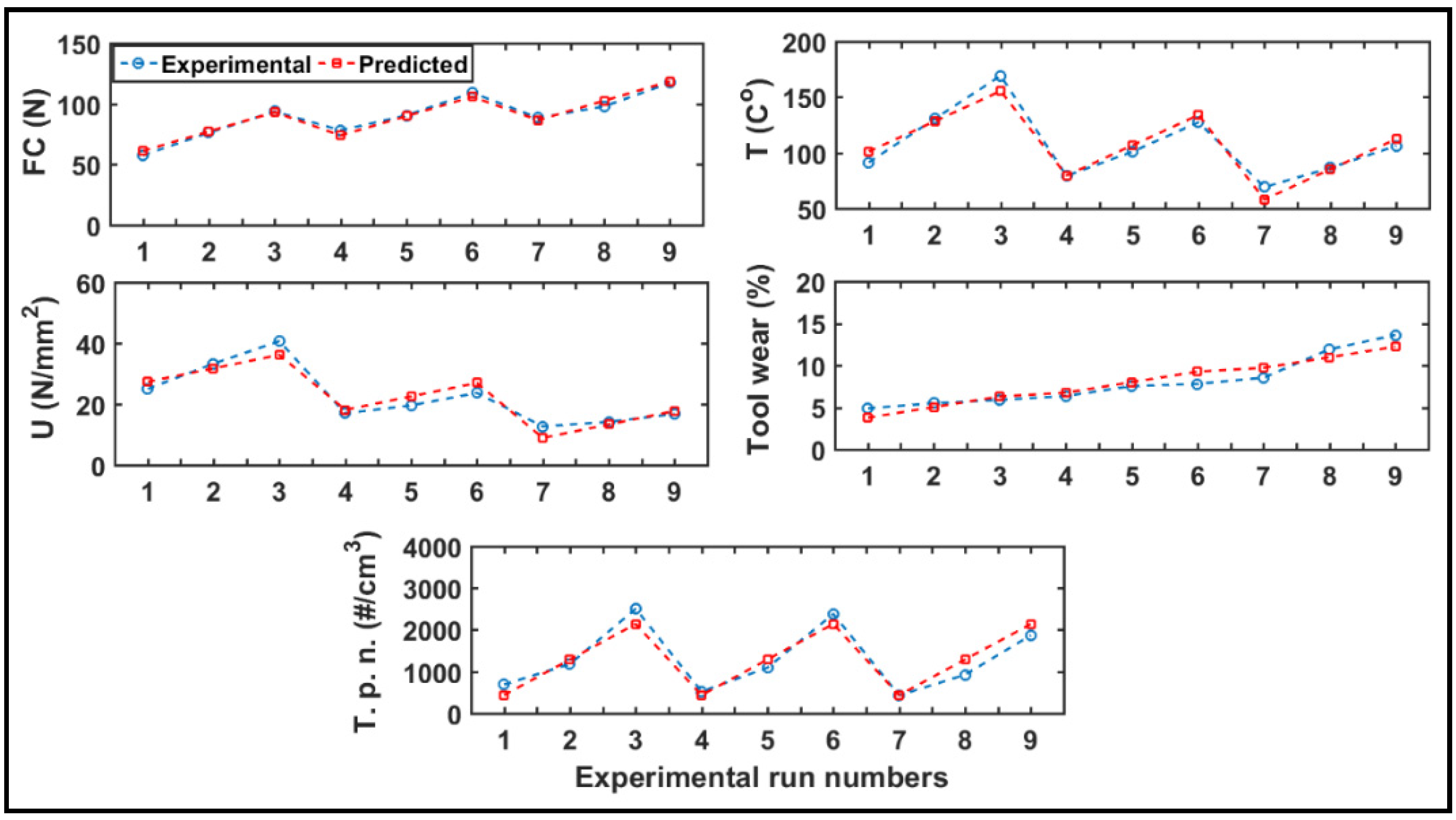
- The predicted temperatures from the analytical model agreed well with the experimental observations within a range of ±10%.
- The cutting temperature does not exceed the glass transition temperature for the cutting speeds (10,000, 15,000, 20,000 rpm) and feed rates (2, 4, 6 µm/tooth) used.
- The specific cutting energy for the cutting forces considered was investigated as a material property. It was found to increase with an increase in the spindle speed but decrease with an increase in the feed rate.
- During the machining, fine particles were emitted (aerodynamic diameters ranging from 0.5–10 µm). The maximum concentration of fine particles reached 2776.6 #/cm3, while the minimum number reached 432.3 #/cm3. The spindle speed significantly affects fine dust generation, whereas the feed rate is not statistically significant. The total number concentration of fine particles decreased with an increase in the feed rate.
- The optimum levels of the control factors for minimizing the cutting force, tool wear, cutting temperature, specific cutting energy, and fine particles emission were derived using the ANOVA approach. The optimal conditions for cutting force and tool wear were observed at cutting speed = 10,000 rpm and feed rate = 2 µm/tooth, while those for a specific cutting energy, cutting temperature, and total number of particles were observed at cutting speed = 10,000 and feed rate = 6 µm/tooth.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| CFRP | Carbon fiber reinforced polymer |
| Fx | Normal force in the x direction |
| Fy | Feed force in the y direction |
| Fc | Cutting force (N) |
| Engagement angle (°) | |
| α | Rake angle (°) |
| U | Specific energy (Nm/mm3) |
| vc | Cutting speed (m/min) |
| s | Spindle speed (rpm) |
| SS | Total sum of squares |
| ANOVA | Analysis of variance |
| CNC | Computer numerical control |
| R2-adj. | The percentage of variation explained by only the independent variables that actually affect the dependent variable. |
| ρ | Density (g/cm3) |
| C | Heat capacity (J/g-C) |
| K | Thermal diffusivity of work material (mm2/s) |
| T | Temperature rises at tool-chip interface (°C) |
| α | Thermal conductivity (j/s-mm °C) |
| Specific heat (j/mm3-C) | |
| MRR | Material removal rate (N-m/mm3) |
| ap | Depth of cut (mm) |
| DF | Degrees of freedom |
| MS | Mean of squares |
| µ | Micrometer |
| R2 | The correlation between the predicted values and the observed values |
References
- Wang, X.M.; Zhang, L. An experimental investigation into the orthogonal cutting of unidirectional fibre reinforced plastics. Int. J. Mach. Tools Manuf. 2003, 43, 1015–1022. [Google Scholar] [CrossRef]
- Teti, R. Machining of composite materials. CIRP Ann. 2002, 51, 611–634. [Google Scholar] [CrossRef]
- Morkavuk, S.; Köklü, U.; Bağcı, M.; Gemi, L. Cryogenic machining of carbon fiber reinforced plastic (CFRP) composites and the effects of cryogenic treatment on tensile properties: A comparative study. Compos. Part B Eng. 2018, 147, 1–11. [Google Scholar] [CrossRef]
- Alonso, L.; Solis, A. High-velocity impact on composite sandwich structures: A theoretical model. Int. J. Mech. Sci. 2021, 201, 106459. [Google Scholar] [CrossRef]
- Dhari, R.S.; Patel, N.P.; Wang, H.; Hazell, P.J. Progressive damage modeling and optimization of fibrous composites under ballistic impact loading. Mech. Adv. Mater. Struct. 2021, 28, 1227–1244. [Google Scholar] [CrossRef]
- Ehsani, A.; Rezaeepazhand, J. Stacking sequence optimization of laminated composite grid plates for maximum buckling load using genetic algorithm. Int. J. Mech. Sci. 2016, 119, 97–106. [Google Scholar] [CrossRef]
- He, Y.; Sheikh-Ahmad, J.; Zhu, S.; Zhao, C. Cutting force analysis considering edge effects in the milling of carbon fiber reinforced polymer composite. J. Mater. Process. Technol. 2020, 279, 116541. [Google Scholar] [CrossRef]
- Chen, Y.; Guo, X.; Zhang, K.; Guo, D.; Zhou, C.; Gai, L. Study on the surface quality of CFRP machined by micro-textured milling tools. J. Manuf. Process. 2019, 37, 114–123. [Google Scholar] [CrossRef]
- Karpat, Y.; Bahtiyar, O.; Değer, B. Mechanistic force modeling for milling of unidirectional carbon fiber reinforced polymer laminates. Int. J. Mach. Tools Manuf. 2012, 56, 79–93. [Google Scholar] [CrossRef]
- Shen, Z.; Lu, L.; Sun, J.; Yang, F.; Tang, Y.; Xie, Y. Wear patterns and wear mechanisms of cutting tools used during the manufacturing of chopped carbon fiber. Int. J. Mach. Tools Manuf. 2015, 97, 1–10. [Google Scholar] [CrossRef]
- Su, F.; Yuan, J.; Sun, F.; Wang, Z.; Deng, Z. Modeling and simulation of milling forces in milling plain woven carbon fiber-reinforced plastics. Int. J. Adv. Manuf. Technol. 2018, 95, 4141–4152. [Google Scholar] [CrossRef]
- Davim, J.P.; Reis, P. Damage and dimensional precision on milling carbon fiber-reinforced plastics using design experiments. J. Mater. Process. Technol. 2005, 160, 160–167. [Google Scholar] [CrossRef]
- König, W.; Wulf, C.; Graß, P.; Willerscheid, H. Machining of Fibre Reinforced Plastics. CIRP Ann. 1985, 34, 537–548. [Google Scholar] [CrossRef]
- Xu, W.; Zhang, L.-C. Ultrasonic vibration-assisted machining: Principle, design and application. Adv. Manuf. 2015, 3, 173–192. [Google Scholar] [CrossRef]
- Fu, R.; Jia, Z.; Wang, F.; Jin, Y.; Sun, D.; Yang, L.; Cheng, D. Drill-exit temperature characteristics in drilling of UD and MD CFRP composites based on infrared thermography. Int. J. Mach. Tools Manuf. 2018, 135, 24–37. [Google Scholar] [CrossRef]
- Xu, W.; Zhang, L. Tool wear and its effect on the surface integrity in the machining of fibre-reinforced polymer composites. Compos. Struct. 2018, 188, 257–265. [Google Scholar] [CrossRef]
- Rubio, J.C.; Abrao, A.; Faria, P.; Correia, A.E.; Davim, J.P. Effects of high speed in the drilling of glass fibre reinforced plastic: Evaluation of the delamination factor. Int. J. Mach. Tools Manuf. 2008, 48, 715–720. [Google Scholar] [CrossRef]
- Jain, N.K.; Jain, V.; Deb, K. Optimization of process parameters of mechanical type advanced machining processes using genetic algorithms. Int. J. Mach. Tools Manuf. 2007, 47, 900–919. [Google Scholar] [CrossRef]
- Sheikh-Ahmad, J.Y. Machining of Polymer Composites; Springer: Berlin/Heidelberg, Germany, 2009; Volume 387355391. [Google Scholar]
- Azmi, A.I.; Lin, R.; Bhattacharyya, D. Machinability study of glass fibre-reinforced polymer composites during end milling. Int. J. Adv. Manuf. Technol. 2013, 64, 247–261. [Google Scholar] [CrossRef]
- Ghafarizadeh, S.; Lebrun, G.; Chatelain, J.-F. Experimental investigation of the cutting temperature and surface quality during milling of unidirectional carbon fiber reinforced plastic. J. Compos. Mater. 2016, 50, 1059–1071. [Google Scholar] [CrossRef]
- Turner, J.; Scaife, R.J.; El-Dessouky, H. Effect of machining coolant on integrity of CFRP composites. Adv. Manuf. Polym. Compos. Sci. 2015, 1, 54–60. [Google Scholar] [CrossRef] [Green Version]
- Weiert, K.; Kempann, C. Cutting temperature and their effects on machining behavior in drilling reinforced plastics composites. Adv. Eng. Mater. 2004, 6, 684–689. [Google Scholar] [CrossRef]
- Li, K.-M.; Wang, C.; Chu, W.-Y. An improved remote sensing technique for estimating tool–chip interface temperatures in turning. J. Mater. Process. Technol. 2013, 213, 1772–1781. [Google Scholar] [CrossRef]
- Chen, W.-C. Some experimental investigations in the drilling of carbon fiber-reinforced plastic (CFRP) composite laminates. Int. J. Mach. Tools Manuf. 1997, 37, 1097–1108. [Google Scholar] [CrossRef]
- Khairusshima, M.N.; Hassan, C.C.; Jaharah, A.; Amin, A.; Idriss, A.M. Effect of chilled air on tool wear and workpiece quality during milling of carbon fibre-reinforced plastic. Wear 2013, 302, 1113–1123. [Google Scholar] [CrossRef]
- Yashiro, T.; Ogawa, T.; Sasahara, H. Temperature measurement of cutting tool and machined surface layer in milling of CFRP. Int. J. Mach. Tools Manuf. 2013, 70, 63–69. [Google Scholar] [CrossRef]
- Kerrigan, K.; Thil, J.; Hewison, R.; O’Donnell, G. An Integrated Telemetric Thermocouple Sensor for Process Monitoring of CFRP Milling Operations. Procedia CIRP 2012, 1, 449–454. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Chen, G.; Ji, C.; Qin, X.; Li, H.; Ren, C. An investigation of workpiece temperature variation of helical milling for carbon fiber reinforced plastics (CFRP). Int. J. Mach. Tools Manuf. 2014, 86, 89–103. [Google Scholar] [CrossRef]
- Lin, S.; Peng, F.; Wen, J.; Liu, Y.; Yan, R. An investigation of workpiece temperature variation in end milling considering flank rubbing effect. Int. J. Mach. Tools Manuf. 2013, 73, 71–86. [Google Scholar] [CrossRef]
- Wang, H.; Sun, J.; Li, J.; Lu, L.; Li, N. Evaluation of cutting force and cutting temperature in milling carbon fiber-reinforced polymer composites. Int. J. Adv. Manuf. Technol. 2016, 82, 1517–1525. [Google Scholar] [CrossRef]
- Sheng, J.; Chiu, Y.-J.; Lin, B.-J. Determination of a coupling equation for milling parameters based on optimal cutting temperature. Int. J. Adv. Manuf. Technol. 2018, 98, 129–141. [Google Scholar] [CrossRef]
- Klein, R.M.; Dahmen, M.; Putz, H.; Mohlmann, C.; Schloms, R.; Zschiesche, W. Workplace exposure during laser machining. J. Laser Appl. 1998, 10, 99–105. [Google Scholar] [CrossRef]
- König, W.; Rummenhöller, S. Technological and industrial safety aspects in milling FRPs. ASME-PUBLICATIONS-PED 1993, 66, 1–14. [Google Scholar]
- Teitsworth, J. The effectiveness of local exhaust-ventilated (shrouded)-hand power tools used for grinding/sanding composite materials. Occup. Health Ind. Med. 1999, 1, 5. [Google Scholar] [CrossRef]
- Iyer, A.K. Characterization of Composite Dust Generated during Milling of Uni-Directional and Random Fiber Composites. Ph.D. Thesis, University of Washington, Seattle, WA, USA, 2015. [Google Scholar]
- Nguyen-Dinh, N.; Hejjaji, A.; Zitoune, R.; Bouvet, C.; Salem, M. New tool for reduction of harmful particulate dispersion and to improve machining quality when trimming carbon/epoxy composites. Compos. Part A Appl. Sci. Manuf. 2020, 131, 105806. [Google Scholar] [CrossRef]
- Boatman, E.; Covert, D.; Kalman, D.; Luchtel, D.; Omenn, G. Physical, morphological, and chemical studies of dusts derived from the machining of composite-epoxy materials. Environ. Res. 1988, 45, 242–255. [Google Scholar] [CrossRef]
- Haddad, M.; Zitoune, R.; Eyma, F.; Castanié, B. Study of the surface defects and dust generated during trimming of CFRP: Influence of tool geometry, machining parameters and cutting speed range. Compos. Part A Appl. Sci. Manuf. 2014, 66, 142–154. [Google Scholar] [CrossRef]
- Miller, J.L. Investigation of Machinability and Dust Emissions in Edge Trimming of Laminated Carbon Fiber Composites. Ph.D. Thesis, University of Washington, Seattle, WA, USA, 2014. [Google Scholar]
- Groover, M.P. Fundamentals of Modern Manufacturing: Materials, Processes, and Systems; John Wiley & Sons: Hoboken, NJ, USA, 2020. [Google Scholar]
- Bard, S.; Schönl, F.; Demleitner, M.; Altstädt, V. Influence of Fiber Volume Content on Thermal Conductivity in Transverse and Fiber Direction of Carbon Fiber-Reinforced Epoxy Laminates. Materials 2019, 12, 1084. [Google Scholar] [CrossRef] [Green Version]
- Wróbel, G.; Rdzawski, Z.; Muzia, G.; Pawlak, S. Determination of thermal diffusivity of carbon/epoxy composites with different fiber content using transient thermography. J. Achiev. Mater. Manuf. Eng. 2009, 37, 518–525. [Google Scholar]
- Xiao, J.; Gao, C.; Ke, Y. An analytical approach to cutting force prediction in milling of carbon fiber reinforced polymer laminates. Mach. Sci. Technol. 2018, 22, 1012–1028. [Google Scholar] [CrossRef]
- Maegawa, S.; Morikawa, Y.; Hayakawa, S.; Itoigawa, F.; Nakamura, T. Mechanism for changes in cutting forces for down-milling of unidirectional carbon fiber reinforced polymer laminates: Modeling and experimentation. Int. J. Mach. Tools Manuf. 2016, 100, 7–13. [Google Scholar] [CrossRef]
- Elgnemi, T.-S.-M.; Jun, M.; Songmene, V.; Samuel, A. Milling Performance of CFRP Composite and Atomised Vegetable Oil as a Function of Fiber Orientation. Materials 2021, 14, 2062. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Zhang, L. Machining damage in unidirectional fibre-reinforced plastics. In Abrasive Technology: Current Development and Applications I.; World Scientific: Dorval, QC, Canada, 1999; pp. 429–436. [Google Scholar]
- Zhang, L.C.; Zhang, H.J.; Wang, X.M. A Force Prediction Model for Cutting Unidirectional Fibre-Reinforced Plastics. Mach. Sci. Technol. 2001, 5, 293–305. [Google Scholar] [CrossRef]
- Wang, D.; Ramulu, M.; Arola, D. Orthogonal cutting mechanisms of graphite/epoxy composite. Part I: Unidirectional laminate. Int. J. Mach. Tools Manuf. 1995, 35, 1623–1638. [Google Scholar] [CrossRef]
- Elgnemi, T.; Ahmadi, K.; Songmene, V.; Nam, J.; Jun, M. Effects of atomization-based cutting fluid sprays in milling of carbon fiber reinforced polymer composite. J. Manuf. Process. 2017, 30, 133–140. [Google Scholar] [CrossRef]
- Gara, S.; M’Hamed, S.; Tsoumarev, O. Temperature measurement and machining damage in slotting of multidirectional CFRP laminate. Mach. Sci. Technol. 2018, 22, 320–337. [Google Scholar] [CrossRef]
- Ngoc, D.N.; Hue, T.N.; Van Hung, B.; Duc, V.D. Dust Emission During Machining of CFRP Composite: A Calculation of the Number and Mass of the Thoracic Particles. In Inventive Computation and Information Technologies; Springer Science and Business Media LLC: New York, NY, USA, 2020. [Google Scholar]
- Khettabi, R.; Songmene, V.; Masounave, J. Effects of Speeds, Materials, and Tool Rake Angles on Metallic Particle Emission during Orthogonal Cutting. J. Mater. Eng. Perform. 2010, 19, 767–775. [Google Scholar] [CrossRef] [Green Version]
- Dabade, U.A.; Joshi, S.S. Analysis of chip formation mechanism in machining of Al/SiCp metal matrix composites. J. Mater. Process. Technol. 2009, 209, 4704–4710. [Google Scholar] [CrossRef]
- Mia, M.; Dhar, N.R. Response surface and neural network based predictive models of cutting temperature in hard turning. J. Adv. Res. 2016, 7, 1035–1044. [Google Scholar] [CrossRef] [Green Version]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value |
|---|---|
| Volume of fibers in each tape | 54% |
| Young’s modulus of the fibers | 225 GPa |
| Young’ modulus of the sheets | 65 GPa |
| Density (ρ) | 1.81 g/cm3 |
| Heat capacity (c) | 0.06 J/g·°C |
| Thermal conductivity (α) | 0.5 j/s-mm °C |
| Cut Diameter (mm) | Rake Angle (Degrees) | Flute Length (mm) | No of Flutes | Overall Length (mm) |
|---|---|---|---|---|
| 3.175 | 6 | 6.477 | 6 | 38.1 |
| Brand | OMEGA® | |
|---|---|---|
| Type | K | Reference |
| Red—Positive | Chrome–Nickel | CHROMEGA® TFAL-0.003 (Ø 0.076 mm) |
| Yellow—Negative | Aluminum–Nickel | ALOMEGA® TFCY-0.003 (Ø 0.076 mm) |
| Factors | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| s: spindle speed (rpm) | 10,000 | 15,000 | 20,000 |
| fz: feed per tooth (µm) | 2 | 4 | 6 |
| Lc: cutting length (mm) | 105 | ||
| ap: axial depth of cut (mm) | 2 | ||
| (a) ANOVA for Cutting Force Fc | |||||
|---|---|---|---|---|---|
| Source | DF | SS | MS | F-Ratio | p-Value |
| f | 1 | 967.74 | 967.74 | 254.87 | 0.001 * |
| s | 1 | 1532.80 | 1532.80 | 403.69 | 0.000 ** |
| f * f | 1 | 33.62 | 33.62 | 8.85 | 0.059 |
| s * s | 1 | 13.00 | 13.00 | 3.43 | 0.161 |
| f * s | 1 | 13.32 | 13.32 | 3.51 | 0.158 |
| Error | 3 | 11.39 | 3.80 | - | |
| Total | 8 | 2571.88 | - | ||
| (b) ANOVA for Specific Cutting Energy U | |||||
| f | 1 | 509.682 | 509.682 | 385.69 | 0.000 ** |
| s | 1 | 117.042 | 117.042 | 88.57 | 0.003 * |
| f * f | 1 | 27.134 | 27.134 | 20.53 | 0.020 |
| s * s | 1 | 0.161 | 0.161 | 0.12 | 0.750 |
| f * s | 1 | 33.640 | 33.640 | 25.46 | 0.015 |
| Error | 3 | 3.964 | 1.321 | - | |
| Total | 8 | 691.622 | - | ||
| (c) ANOVA for Temperature T | |||||
| f | 1 | 2777.80 | 2777.80 | 267.40 | 0.000 ** |
| s | 1 | 4428.17 | 4428.17 | 426.27 | 0.000 ** |
| f * f | 1 | 78.13 | 78.13 | 7.52 | 0.071 |
| s * s | 1 | 2.42 | 2.42 | 0.23 | 0.662 |
| f * s | 1 | 414.12 | 414.12 | 39.87 | 0.008 * |
| Error | 3 | 31.16 | 10.39 | - | |
| Total | 8 | 7731.80 | - | ||
| (d) ANOVA for Tool Wear | |||||
| f | 1 | 52.8185 | 82.8185 | 153.80 | 0.001 ** |
| s | 1 | 9.4627 | 9.4627 | 27.55 | 0.013 * |
| f * f | 1 | 2.7036 | 2.7036 | 7.87 | 0.068 |
| s * s | 1 | 0.4377 | 0.4377 | 1.27 | 0.341 |
| f * s | 1 | 4.1657 | 4.1657 | 12.31 | 0.040 |
| Error | 3 | 1.0303 | 0.3434 | - | |
| Total | 8 | 70.6185 | - | ||
| (e) ANOVA for Fine Particle Emission | |||||
| f | 1 | 219,984 | 219,984 | 21.68 | 0.019 * |
| s | 1 | 4,345,614 | 4,345,614 | 428.28 | 0.000 ** |
| f * f | 1 | 8577 | 8577 | 0.85 | 0.426 |
| s * s | 1 | 222,814 | 222,814 | 21.96 | 0.018 * |
| f * s | 1 | 31,134 | 35,134 | 3.46 | 0.160 |
| Error | 3 | 30,440 | 10,147 | - | |
| Total | 8 | 4,862,563 | - | ||
| Equation No. | Output Parameters | R2 | R2 Adjusted |
|---|---|---|---|
| 1 | Cutting force | 97.2% | 96.3% |
| 2 | Specific cutting energy | 99.4% | 98.8% |
| 3 | Temperature | 98.5% | 97.7% |
| 4 | Tool wear | 97.9% | 95.8% |
| 5 | Total particle numbers (Tpn) | 98.4% | 97.5% |
| No. | s (rpm) | f (µm/Tooth) | Responses | ||
|---|---|---|---|---|---|
| Variables | Exp. | Predicted | |||
| 1 | 2 | Force (N) | 57.6 | 61.2 | |
| 2 | 6 | U (N/mm2) | 12.7 | 8.92 | |
| 3 | 6 | T (°C) | 69.20 | 58.08 | |
| 4 | 2 | Tool wear | 4.89 | 3.78 | |
| 5 | 6 | Total number of particles (#/cm3) | 432.3 | 438.03 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Elgnemi, T.; Songmene, V.; Kouam, J.; Jun, M.B.G.; Samuel, A.M. Experimental Investigation on Dry Routing of CFRP Composite: Temperature, Forces, Tool Wear, and Fine Dust Emission. Materials 2021, 14, 5697. https://doi.org/10.3390/ma14195697
Elgnemi T, Songmene V, Kouam J, Jun MBG, Samuel AM. Experimental Investigation on Dry Routing of CFRP Composite: Temperature, Forces, Tool Wear, and Fine Dust Emission. Materials. 2021; 14(19):5697. https://doi.org/10.3390/ma14195697
Chicago/Turabian StyleElgnemi, Tarek, Victor Songmene, Jules Kouam, Martin B.G. Jun, and Agnes Marie Samuel. 2021. "Experimental Investigation on Dry Routing of CFRP Composite: Temperature, Forces, Tool Wear, and Fine Dust Emission" Materials 14, no. 19: 5697. https://doi.org/10.3390/ma14195697
APA StyleElgnemi, T., Songmene, V., Kouam, J., Jun, M. B. G., & Samuel, A. M. (2021). Experimental Investigation on Dry Routing of CFRP Composite: Temperature, Forces, Tool Wear, and Fine Dust Emission. Materials, 14(19), 5697. https://doi.org/10.3390/ma14195697