
CNC Edge Finishing of Granite: Effect of Machining Conditions on Part Quality, Cutting Forces, and Particle Emissions




Abstract
:1. Introduction
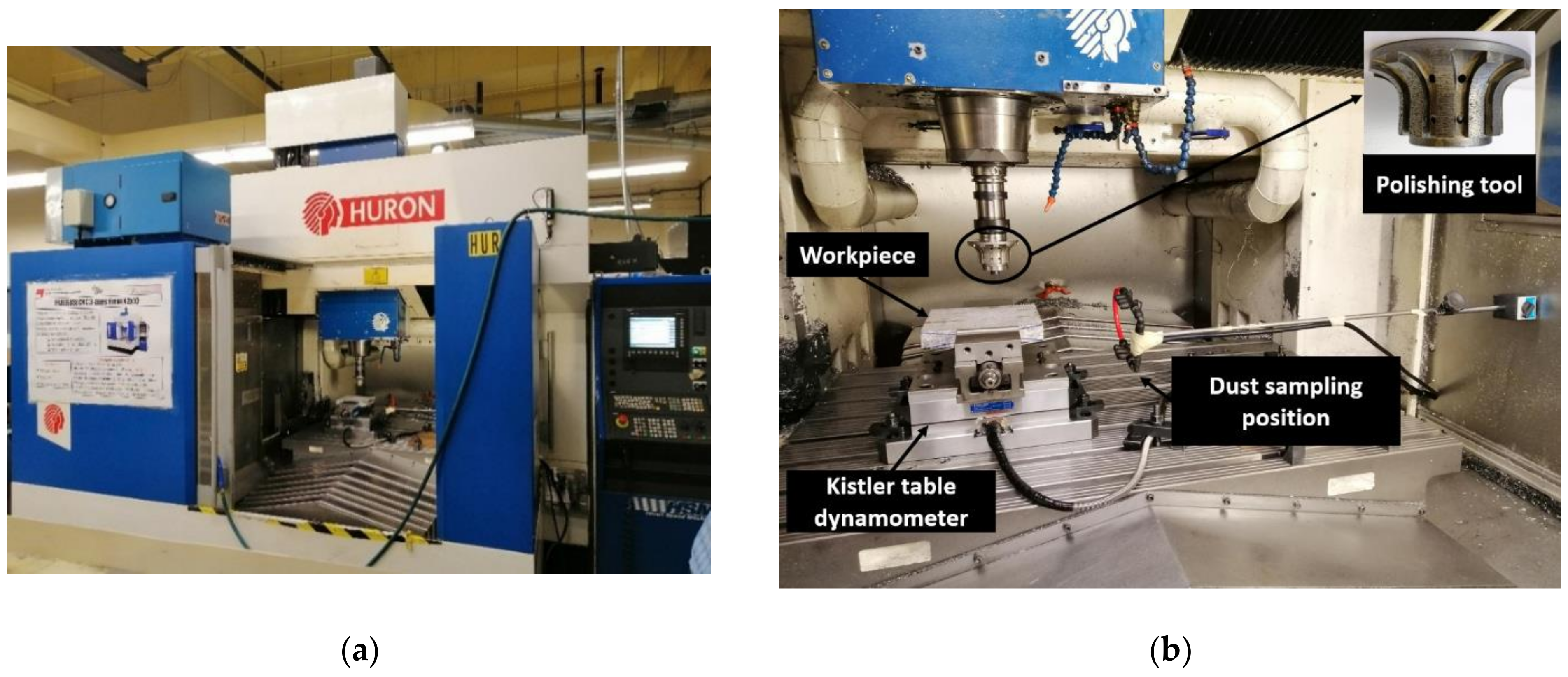
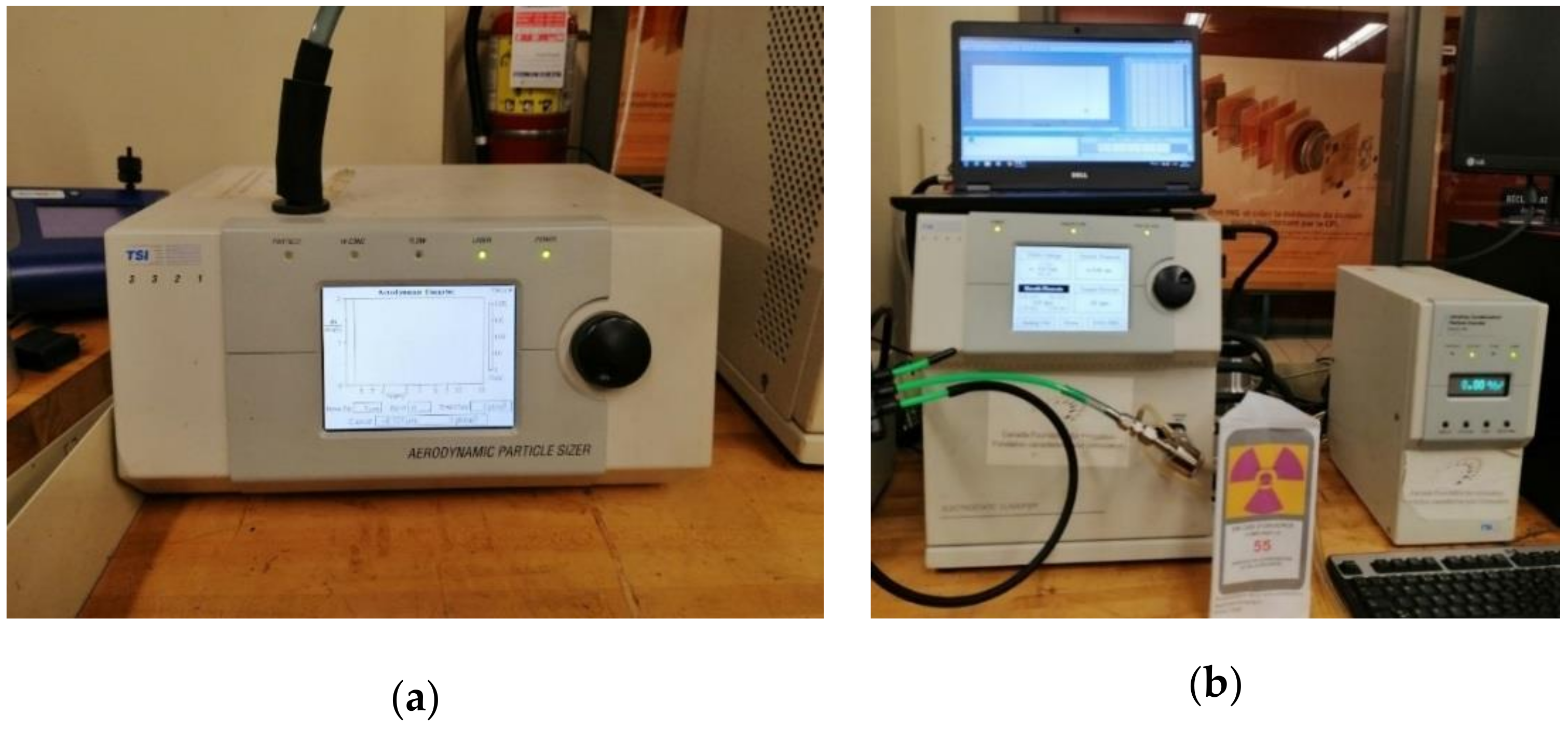
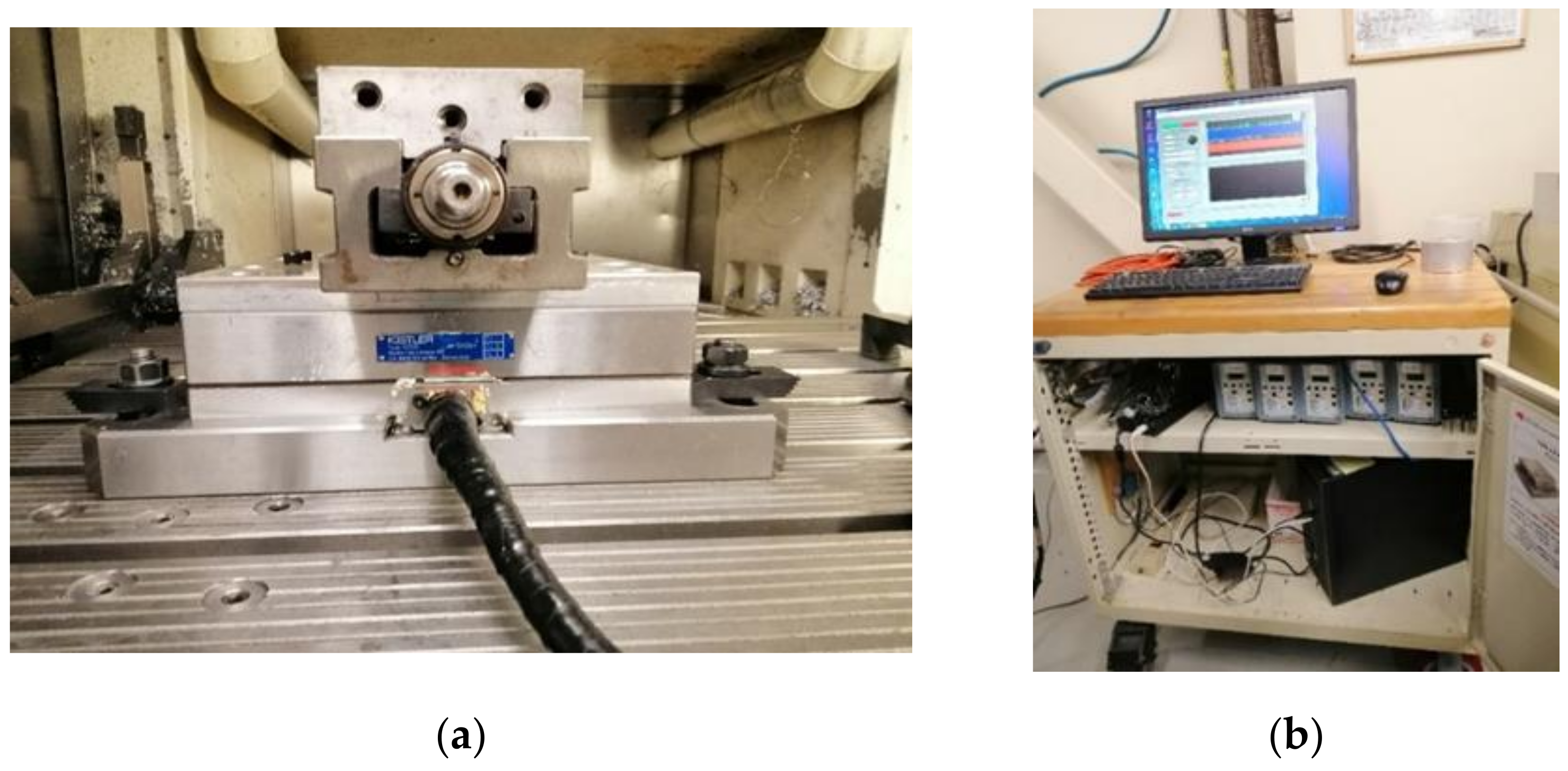
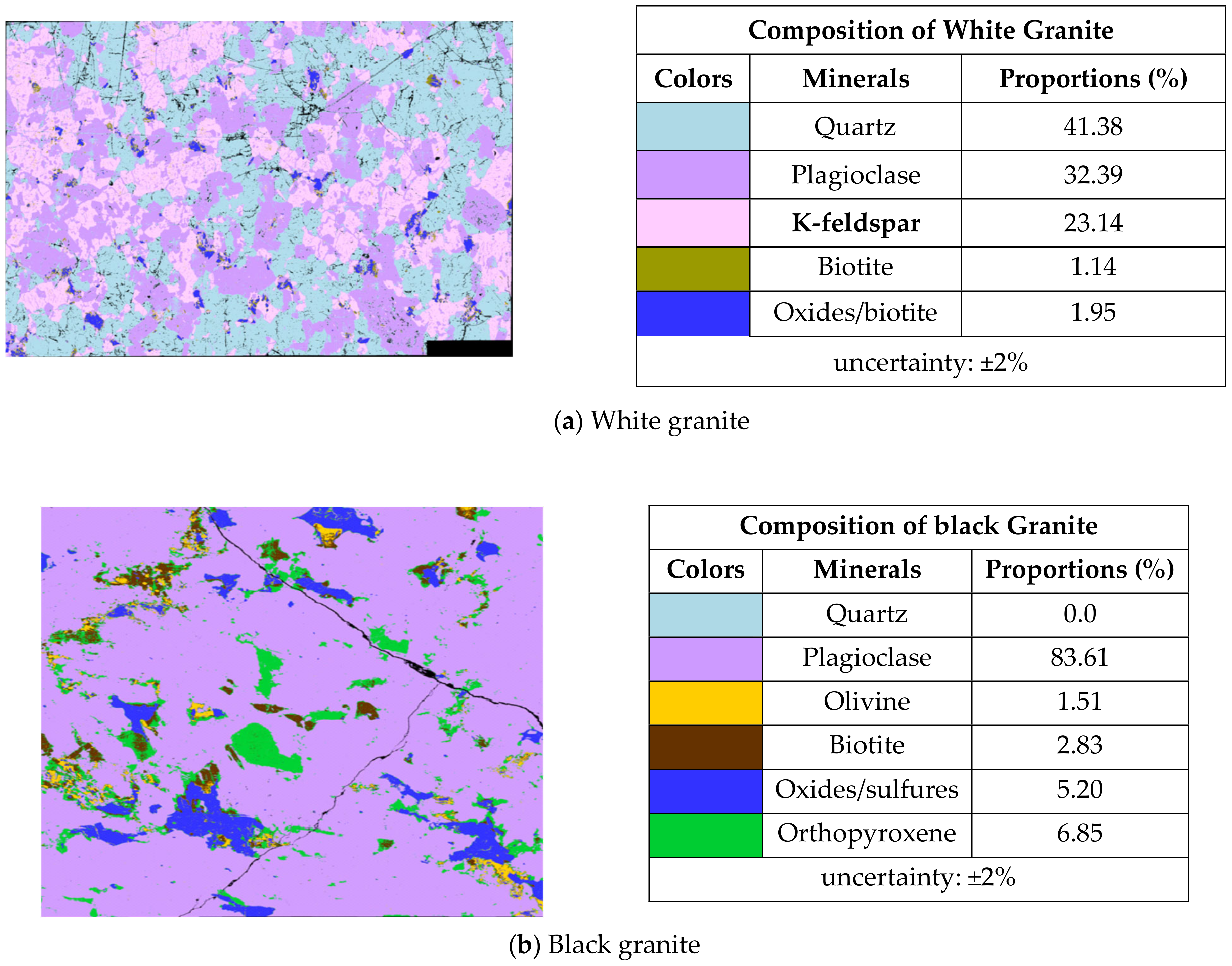
2. Materials and Methods
3. Results and Discussion
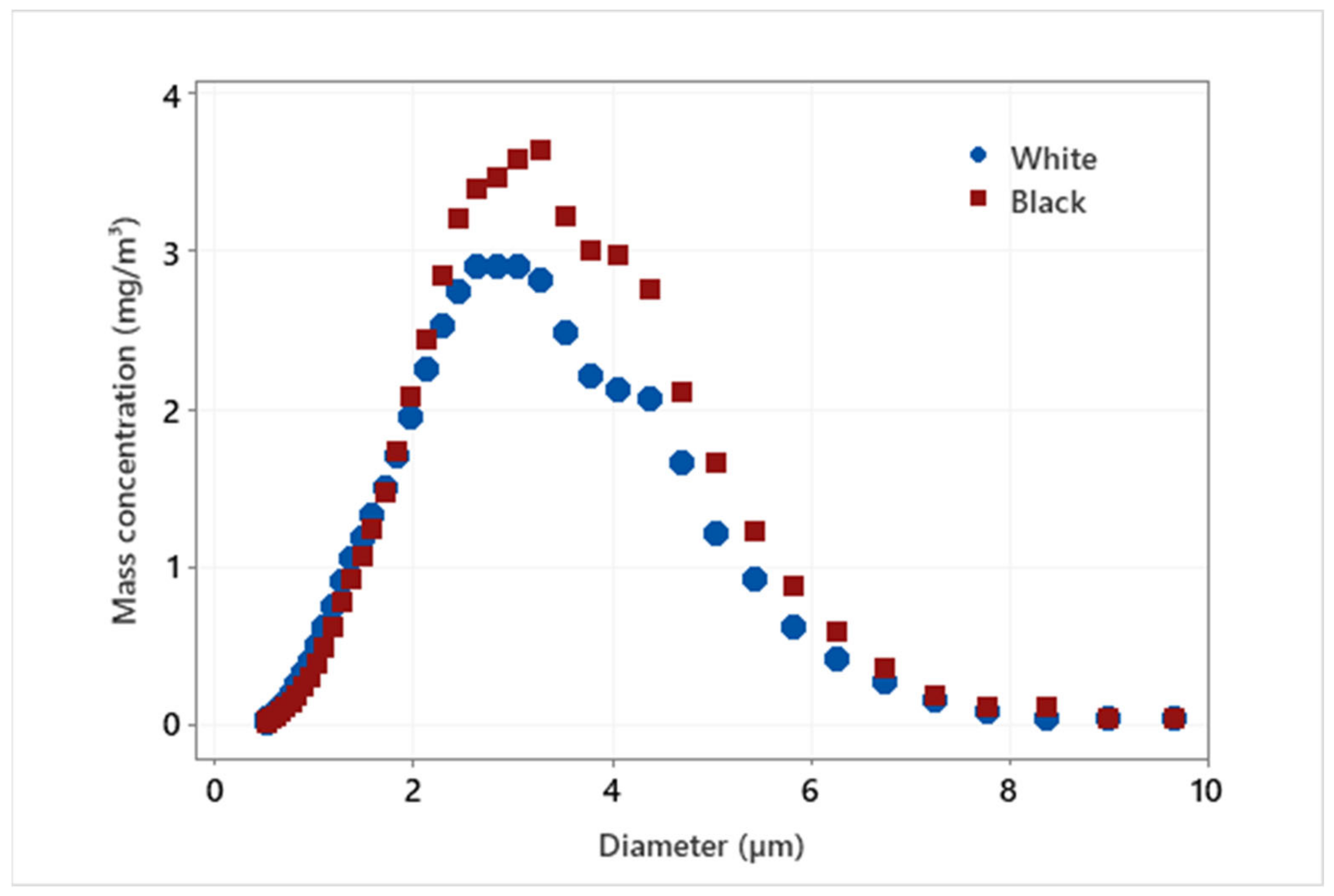
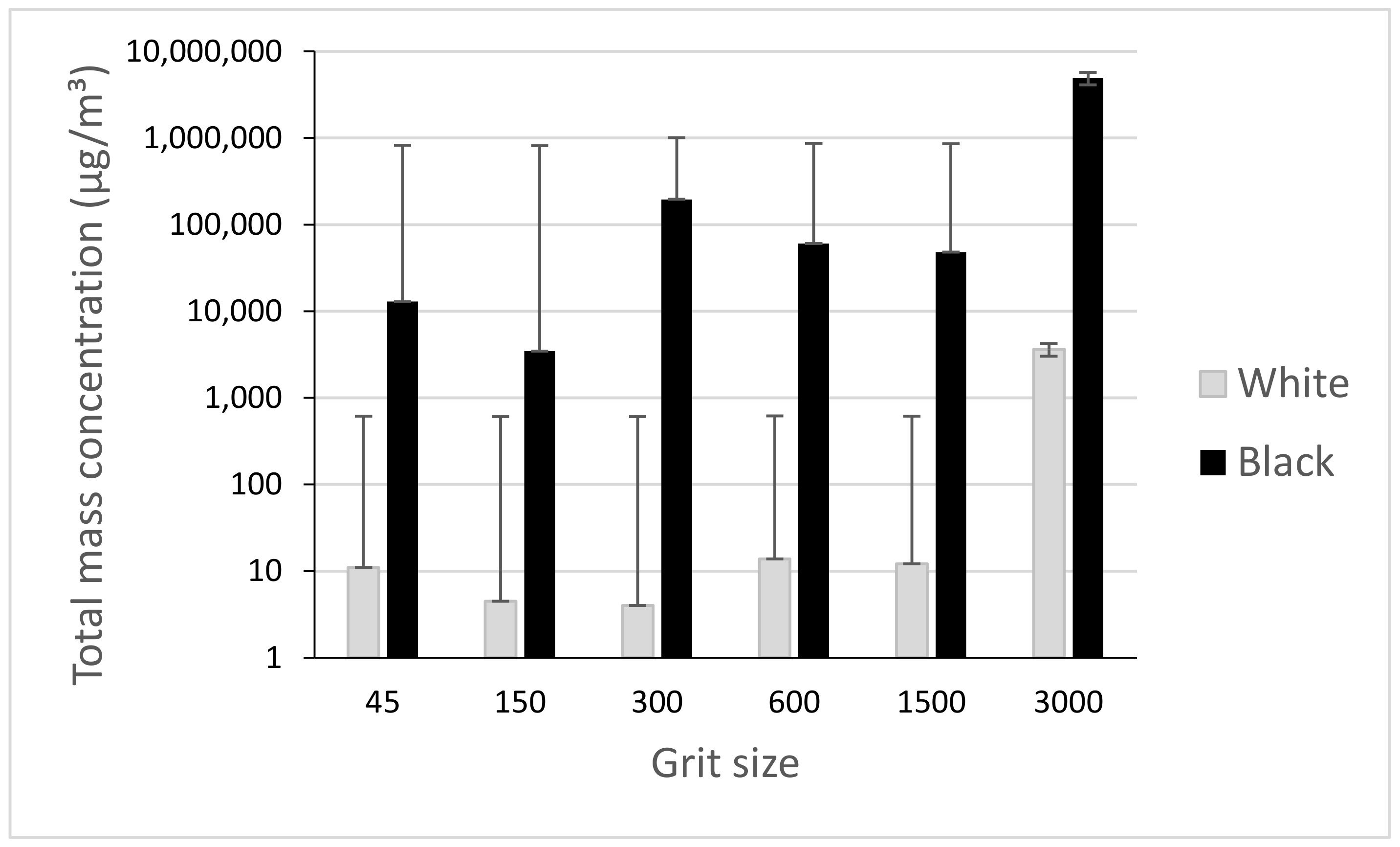
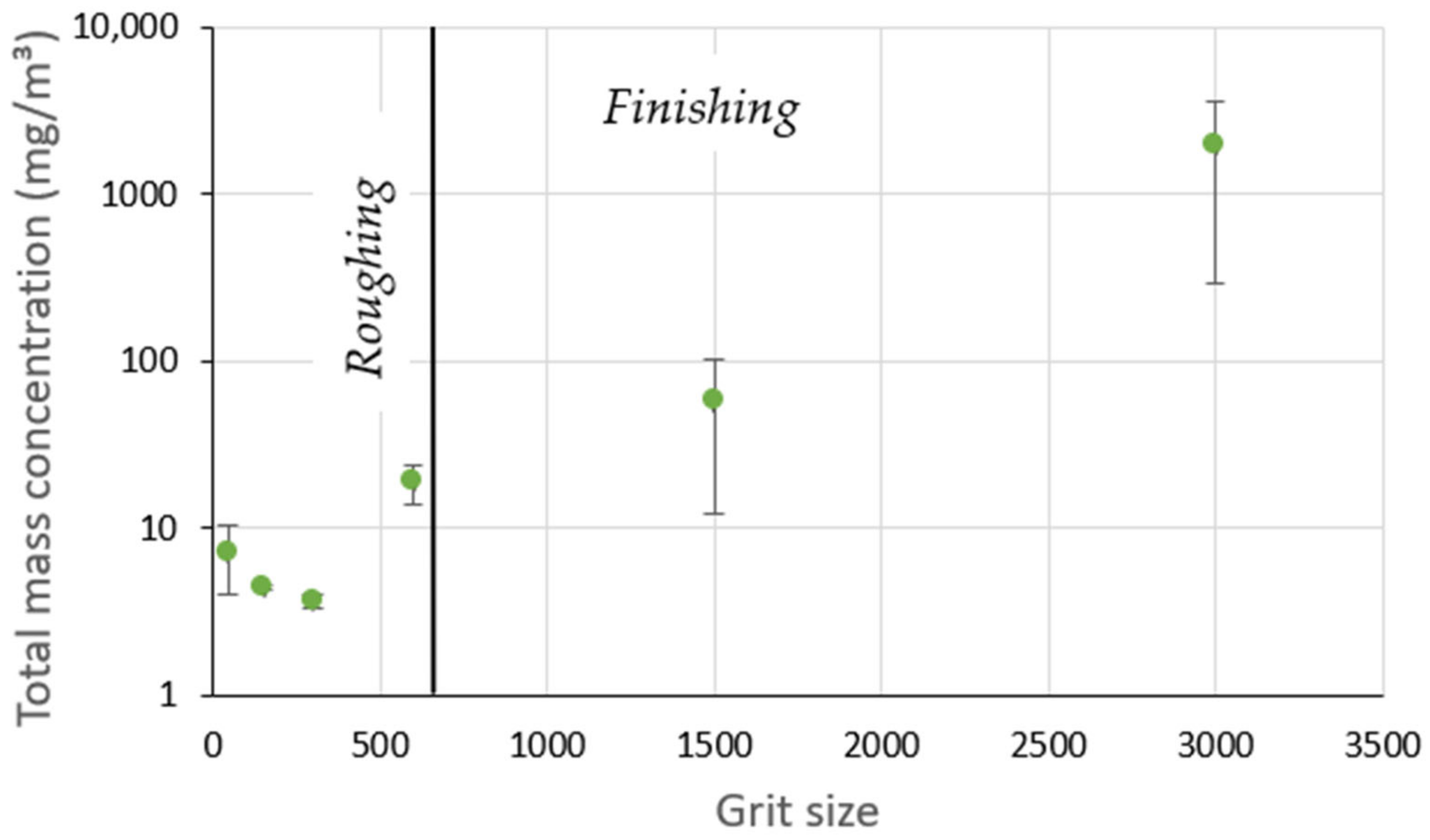
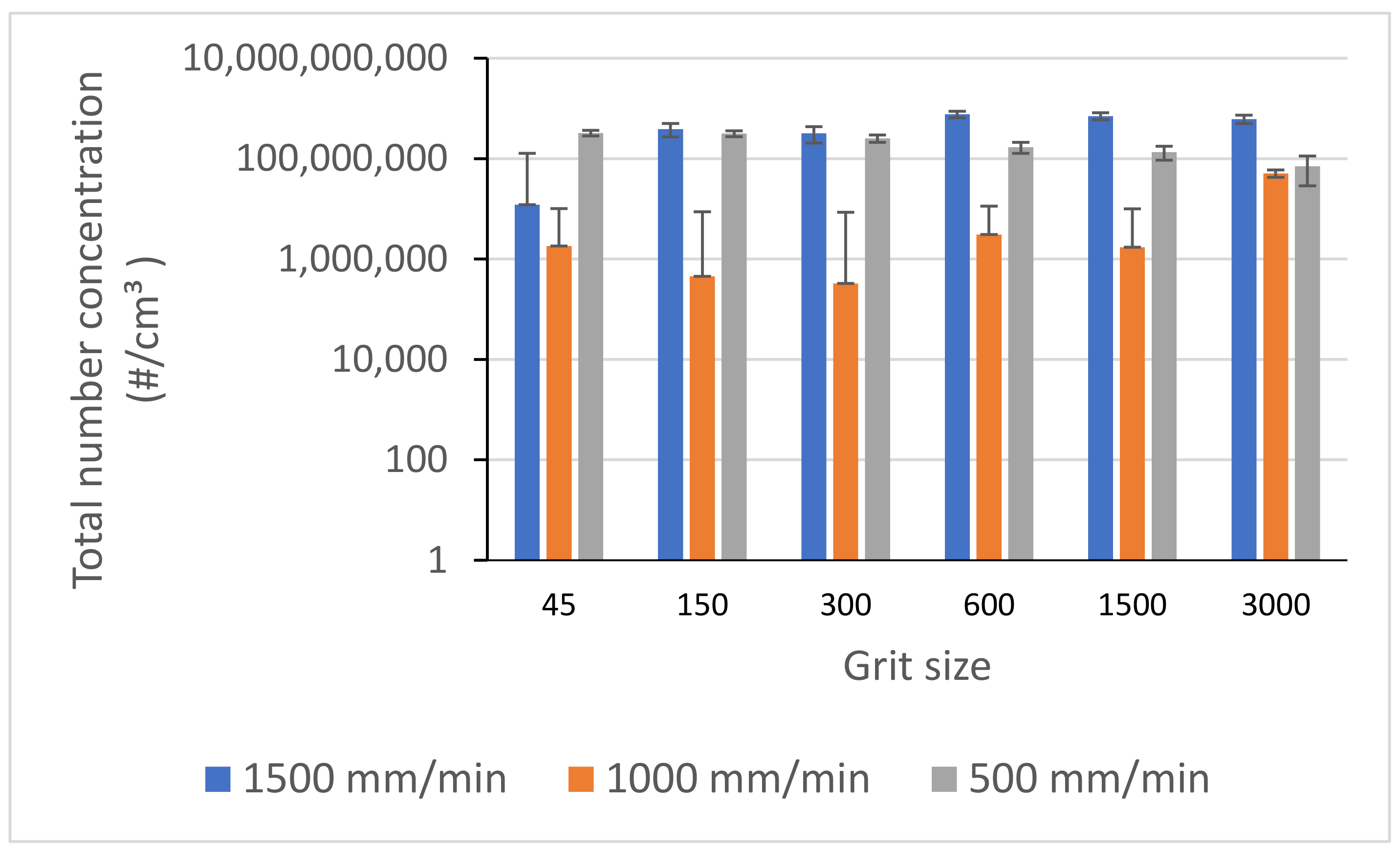
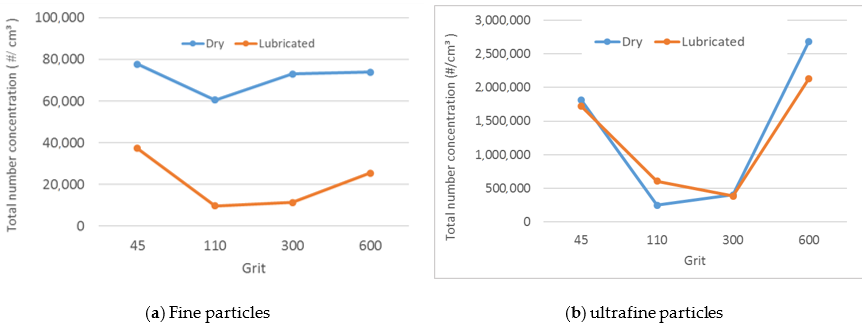
3.1. Fine Inhalable Particle Emission
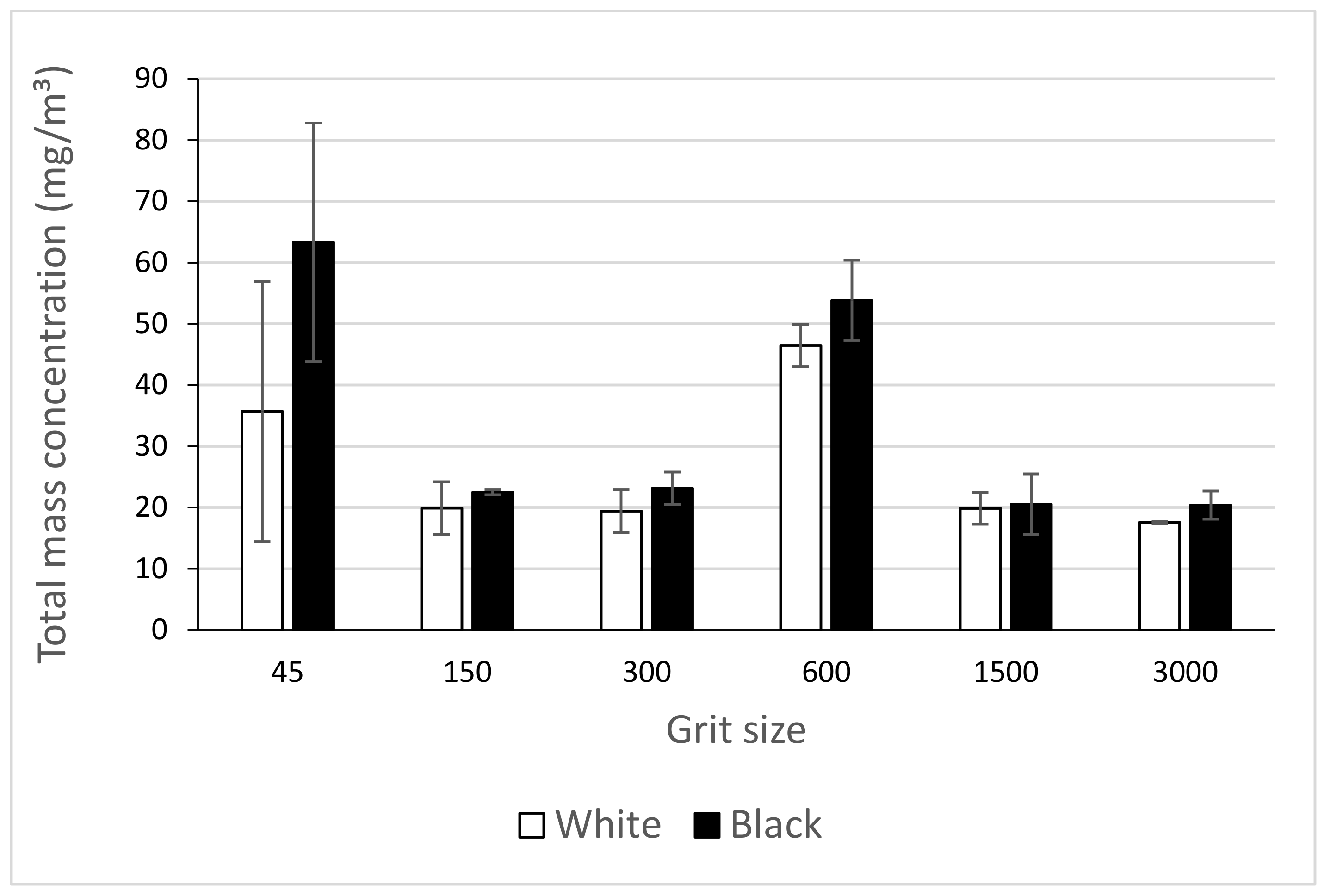
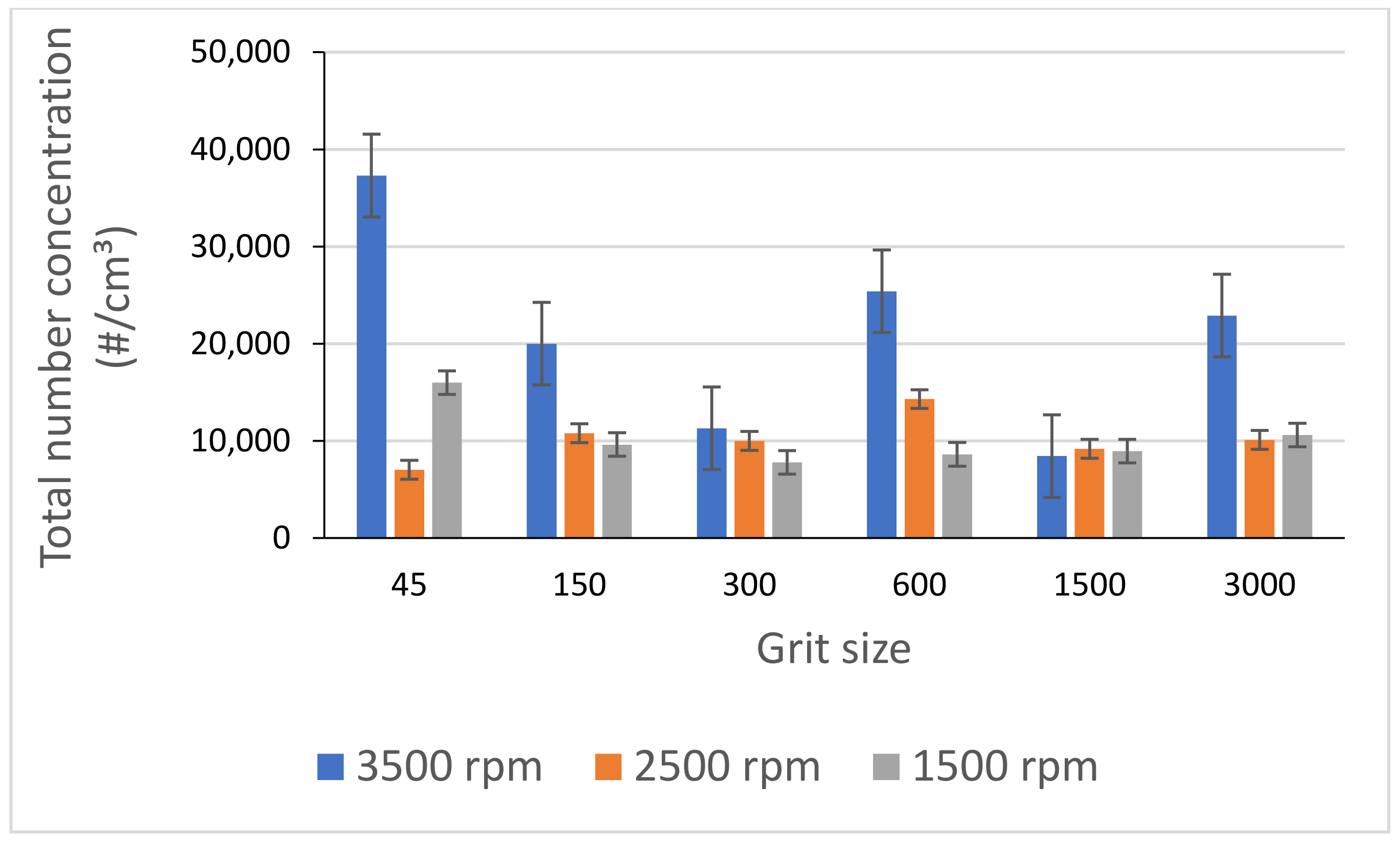
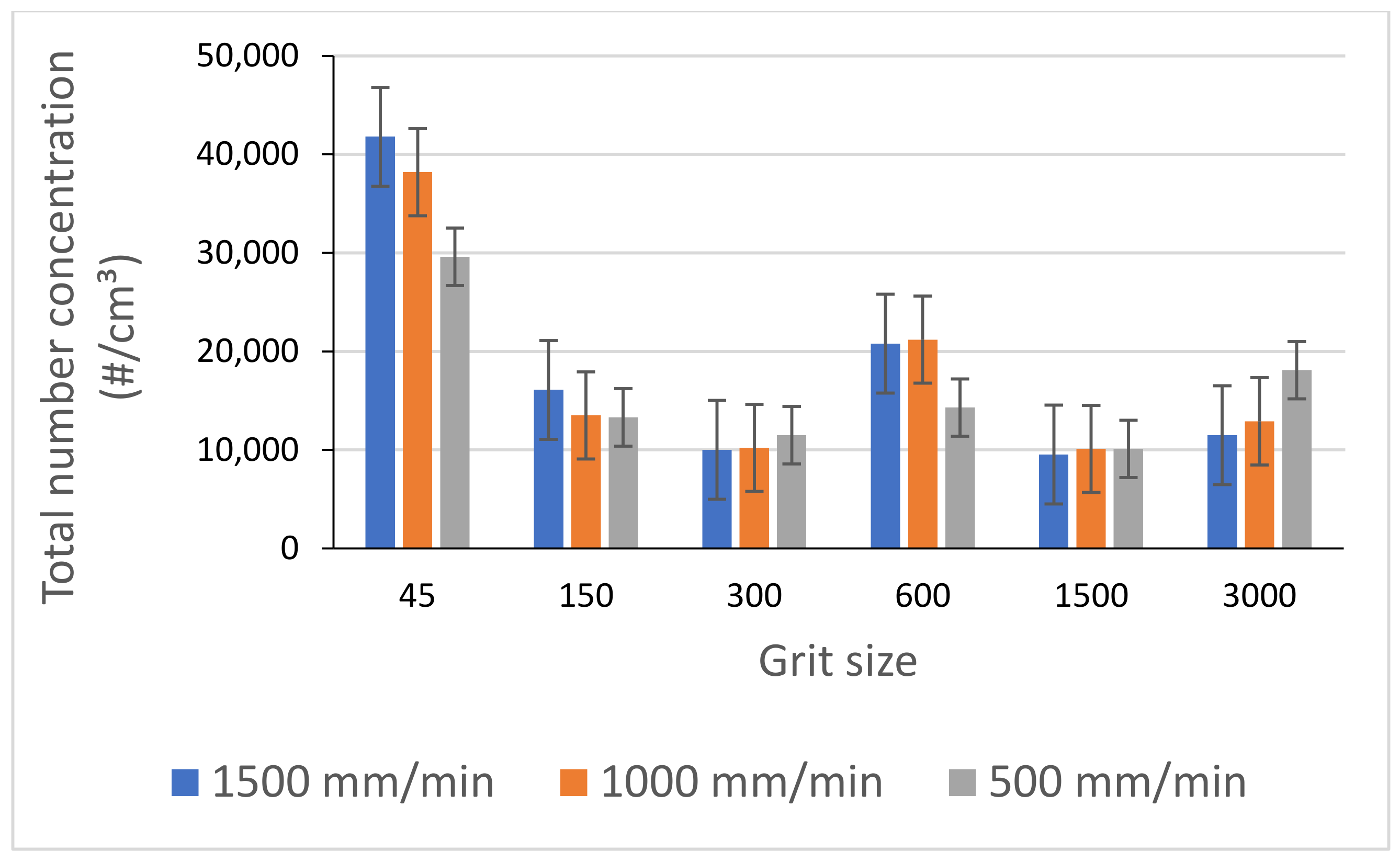
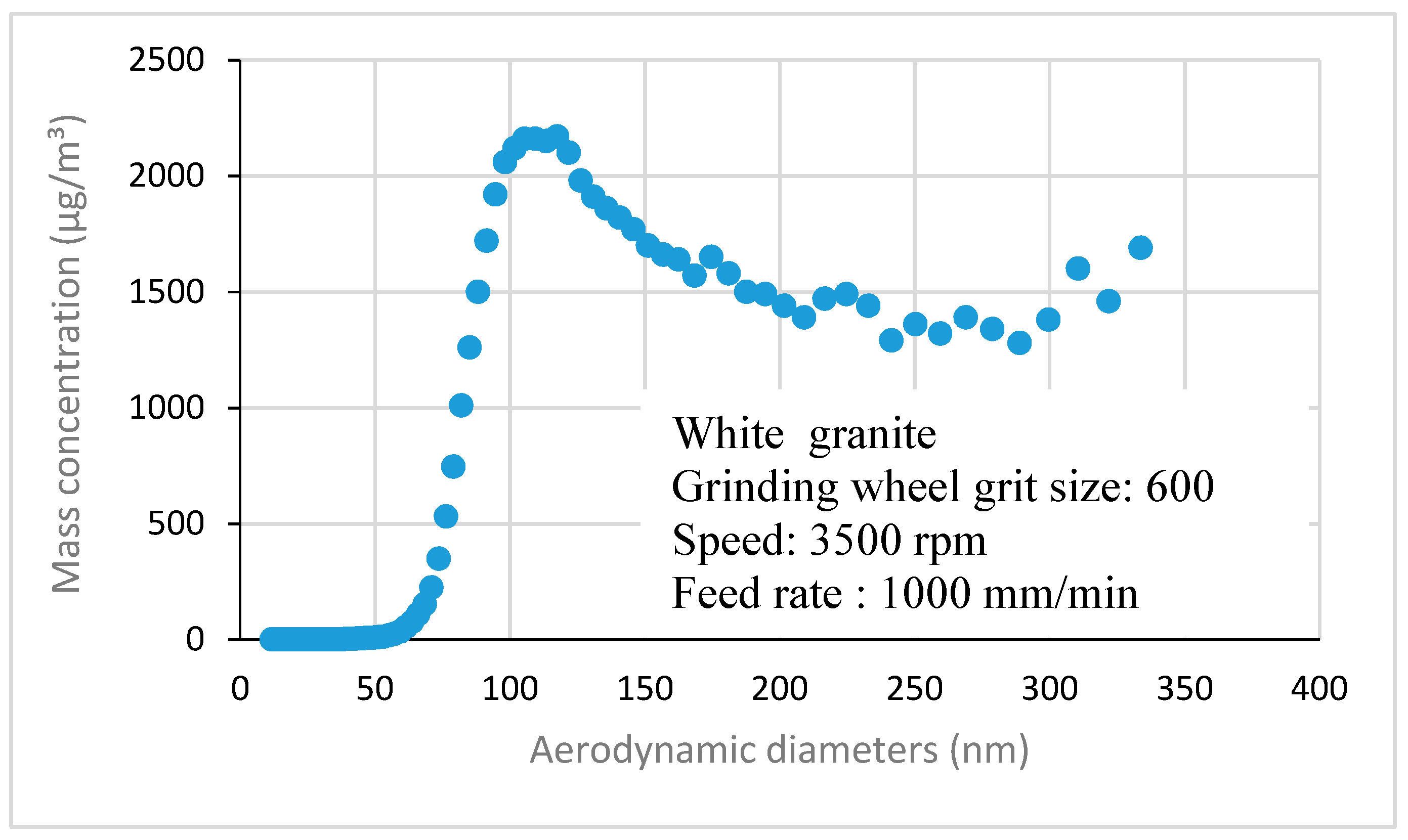
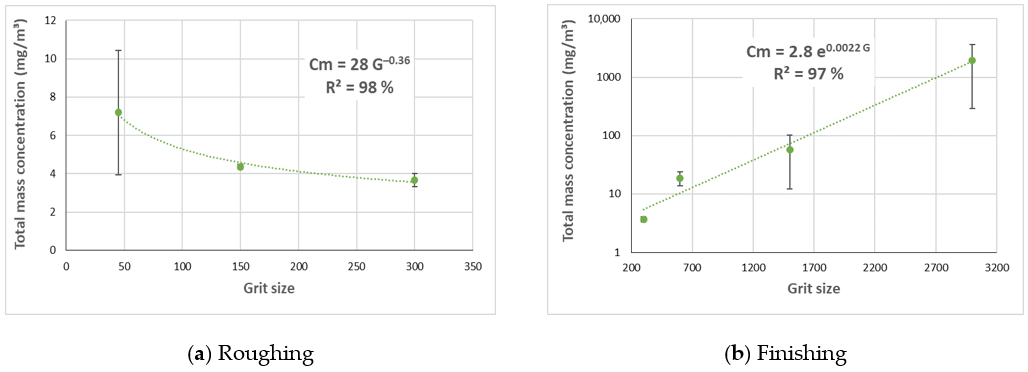
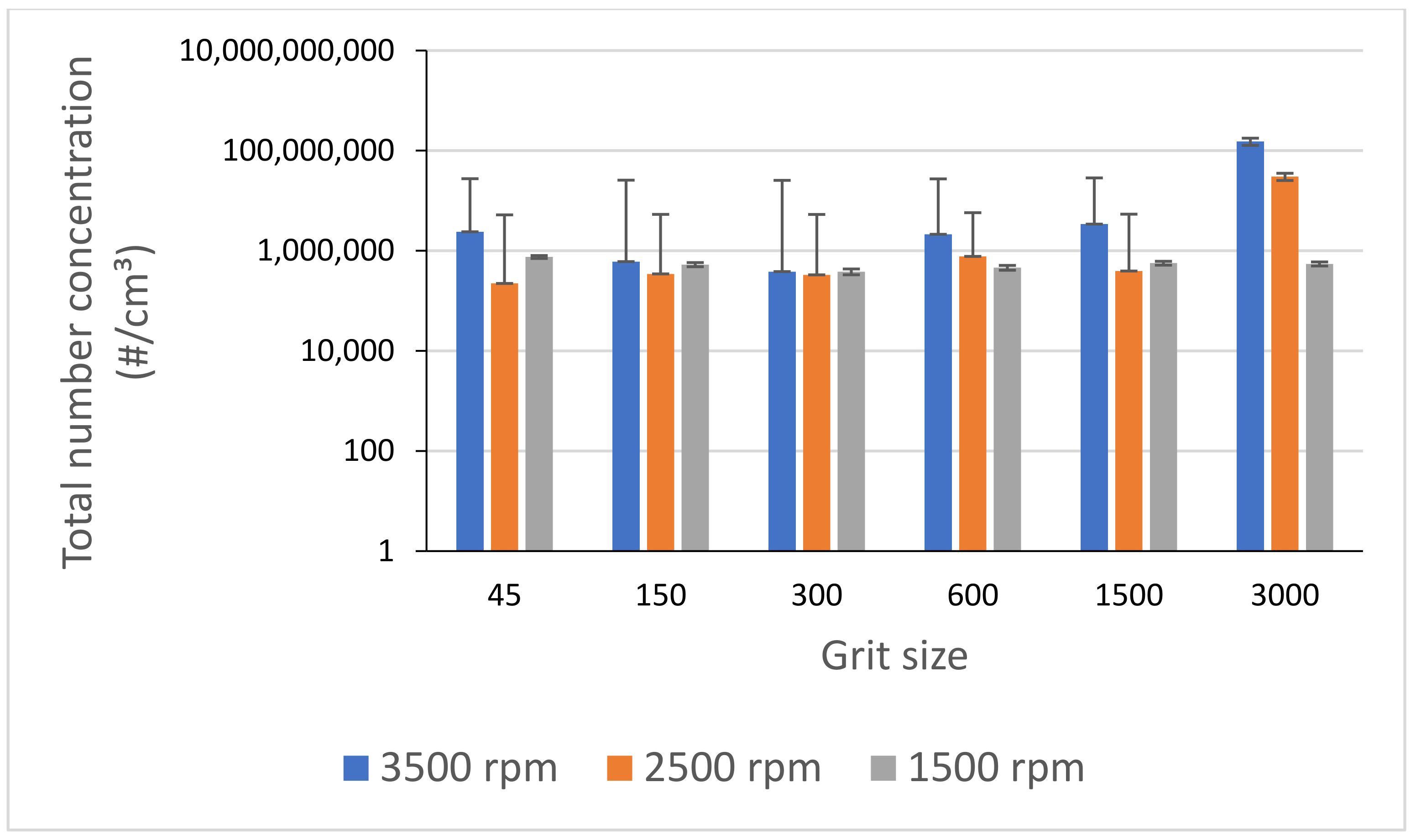
3.2. Nanometric and Ultrafine Particle Emission
- Cm: Total mass concentration of UFP [mg/m3]
- G: Grit size
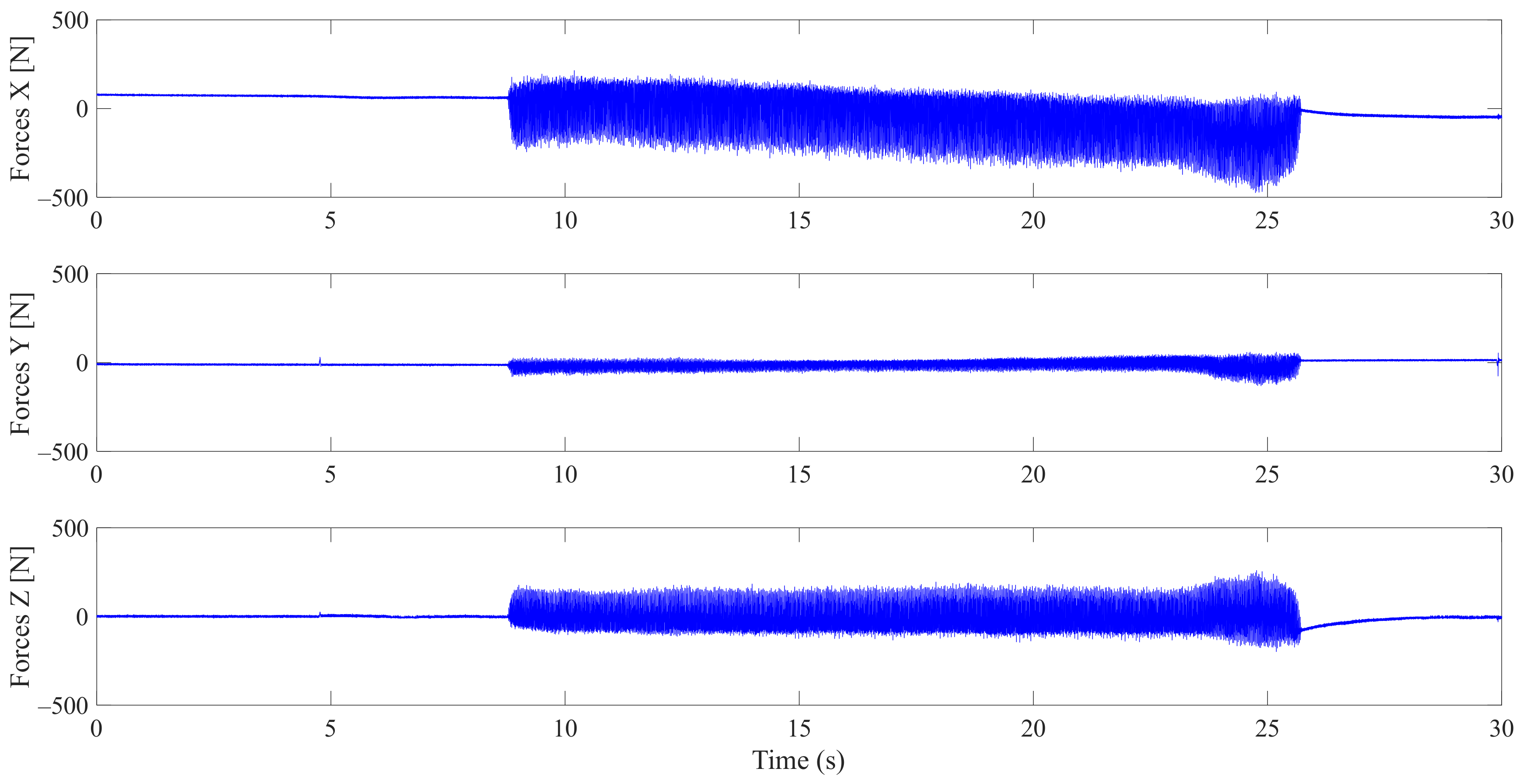
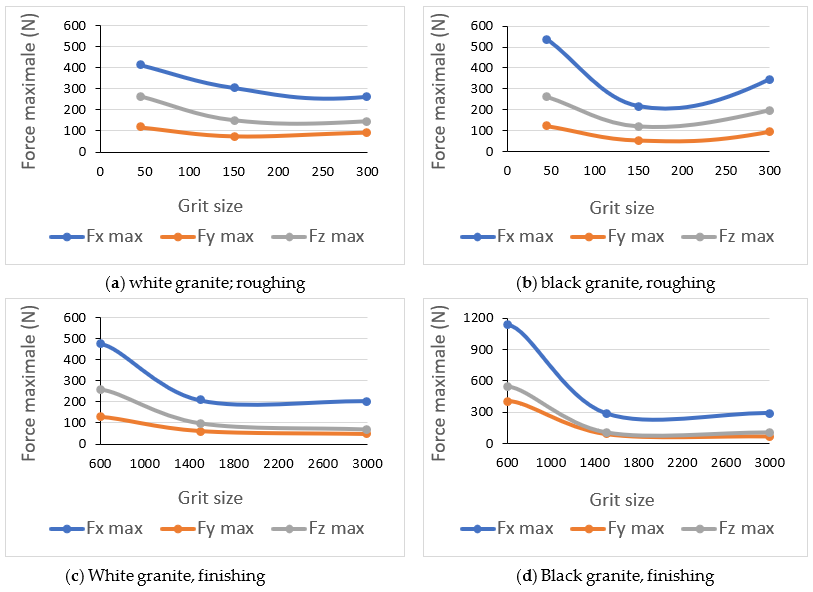
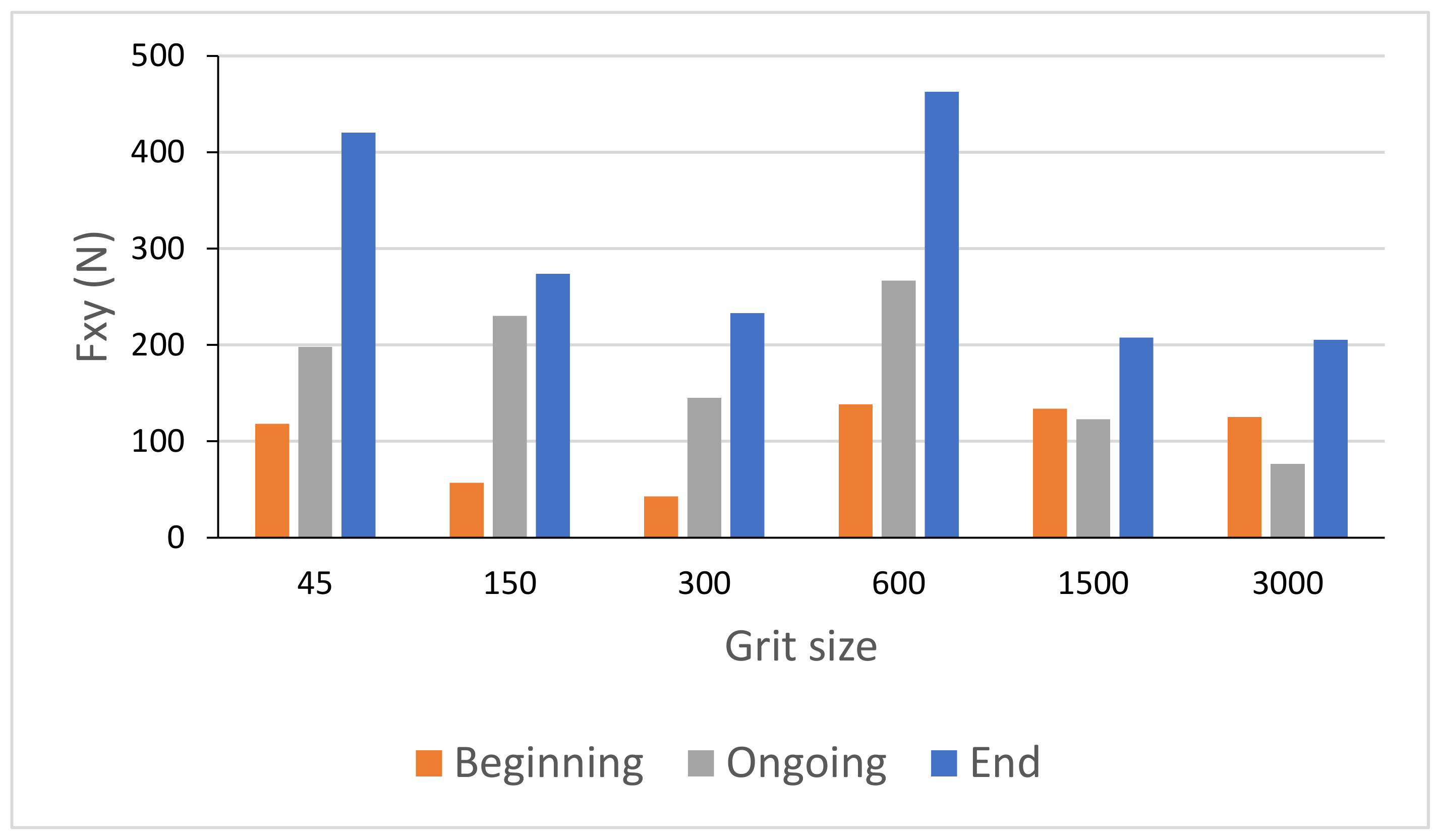
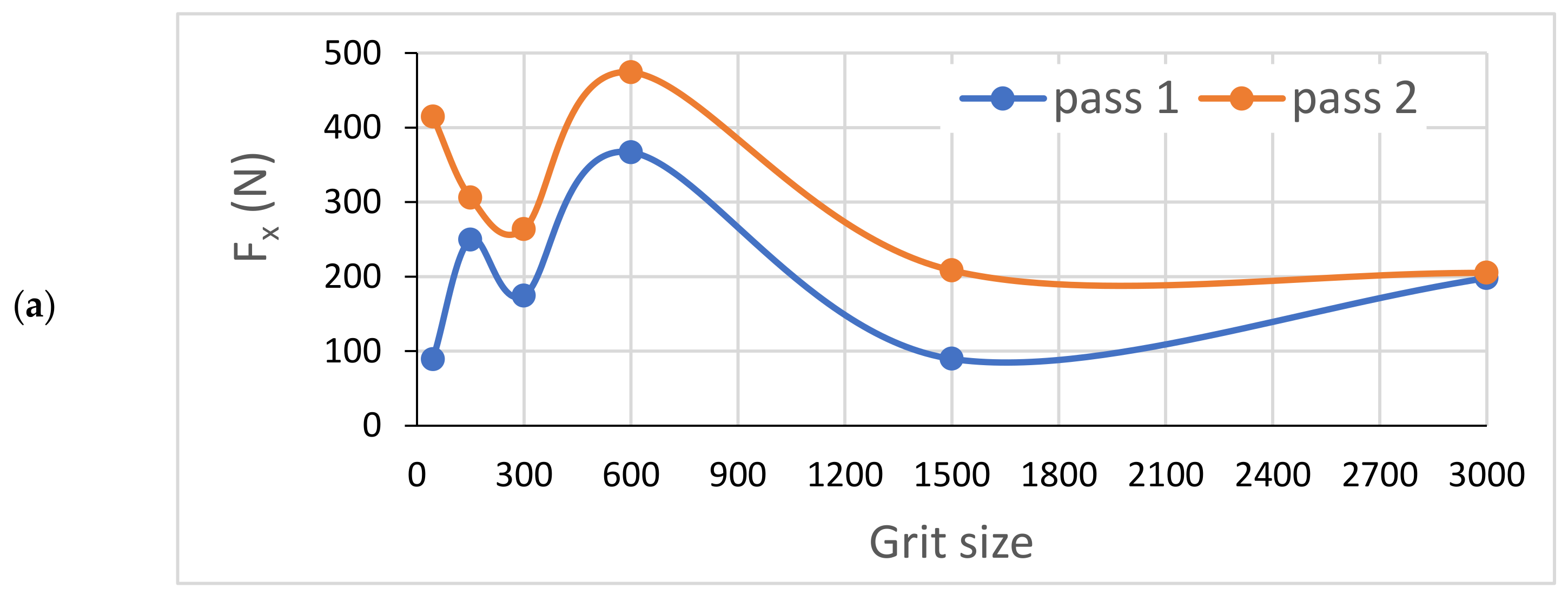
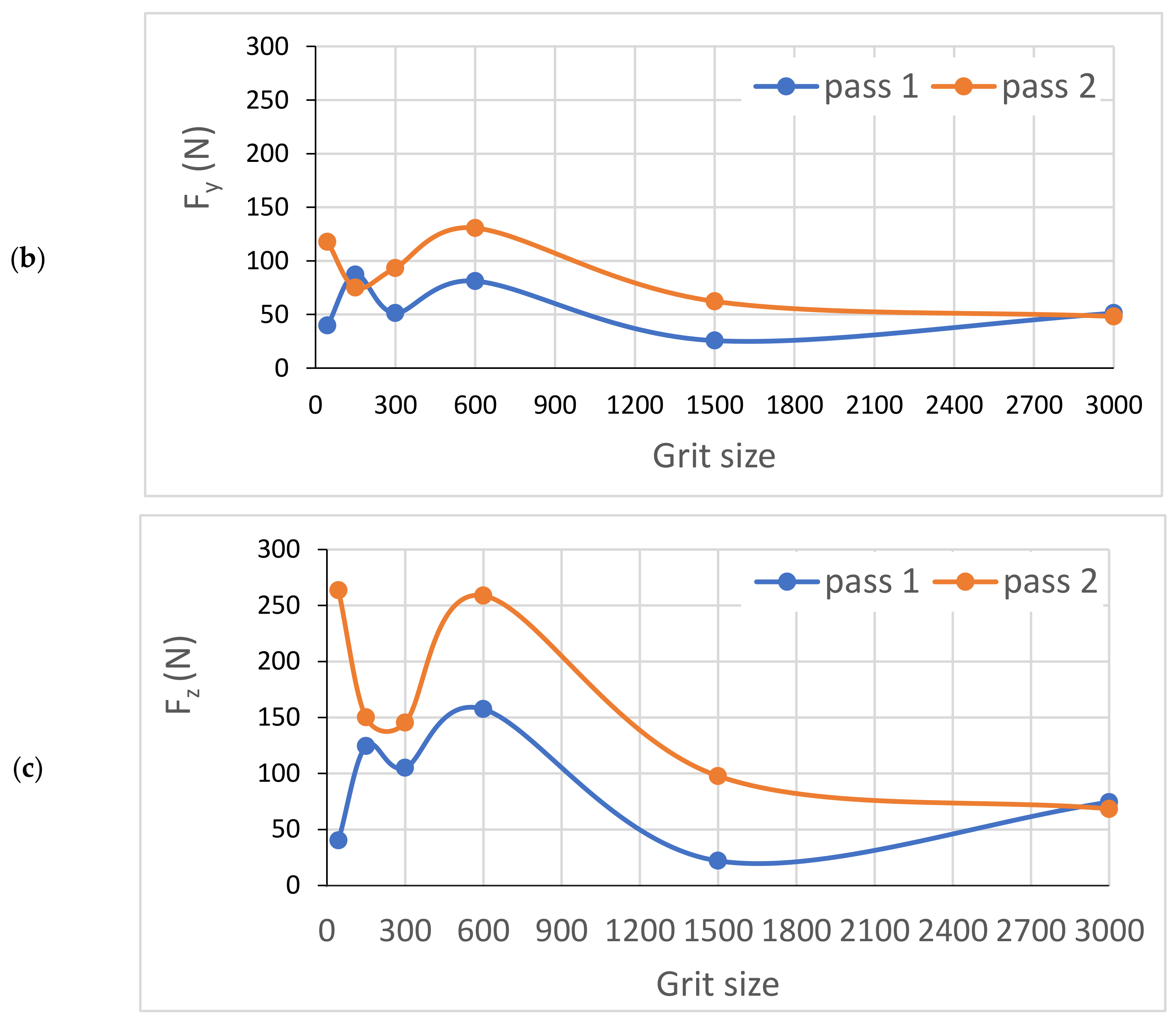
3.3. Cutting Forces
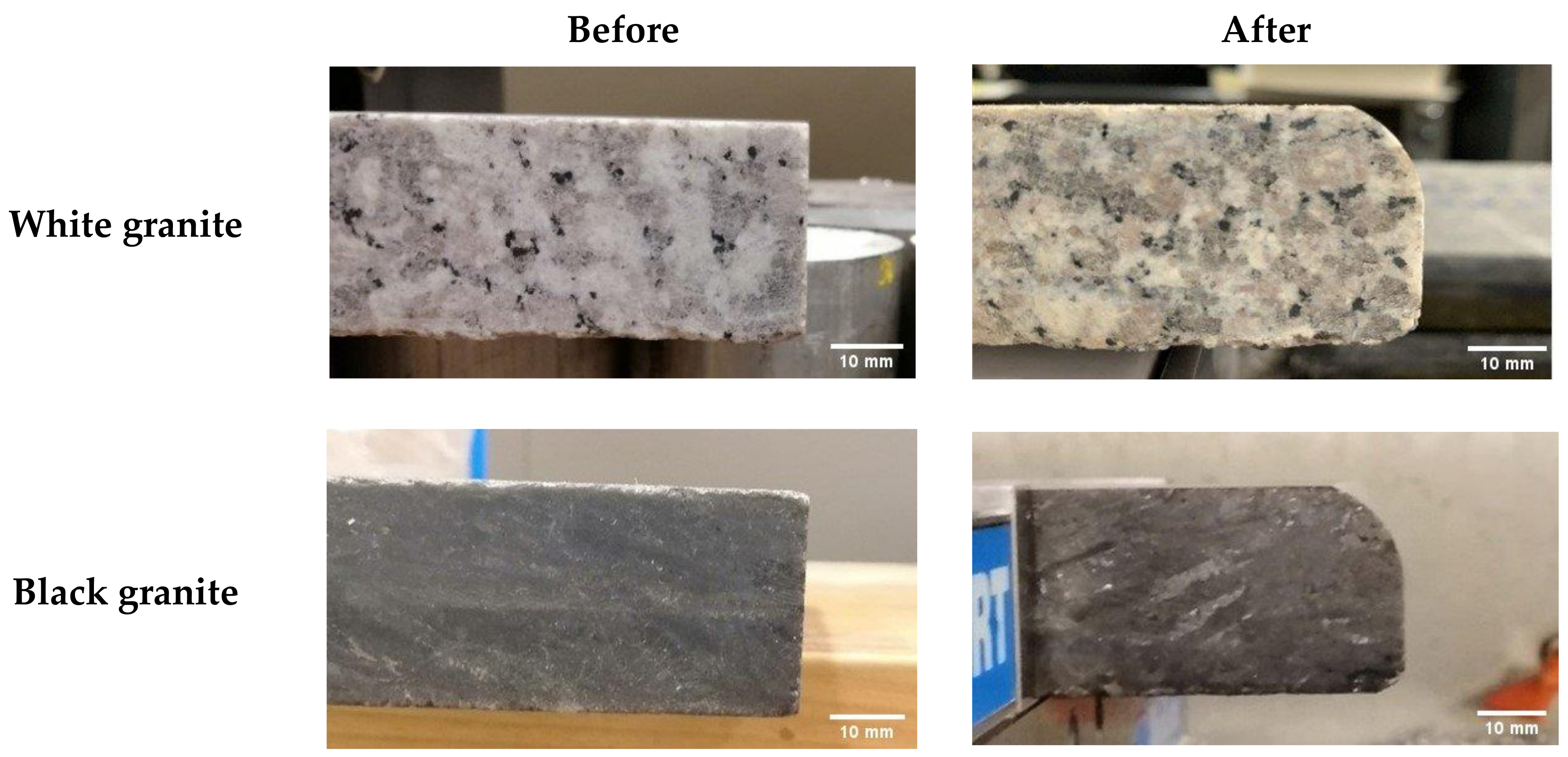
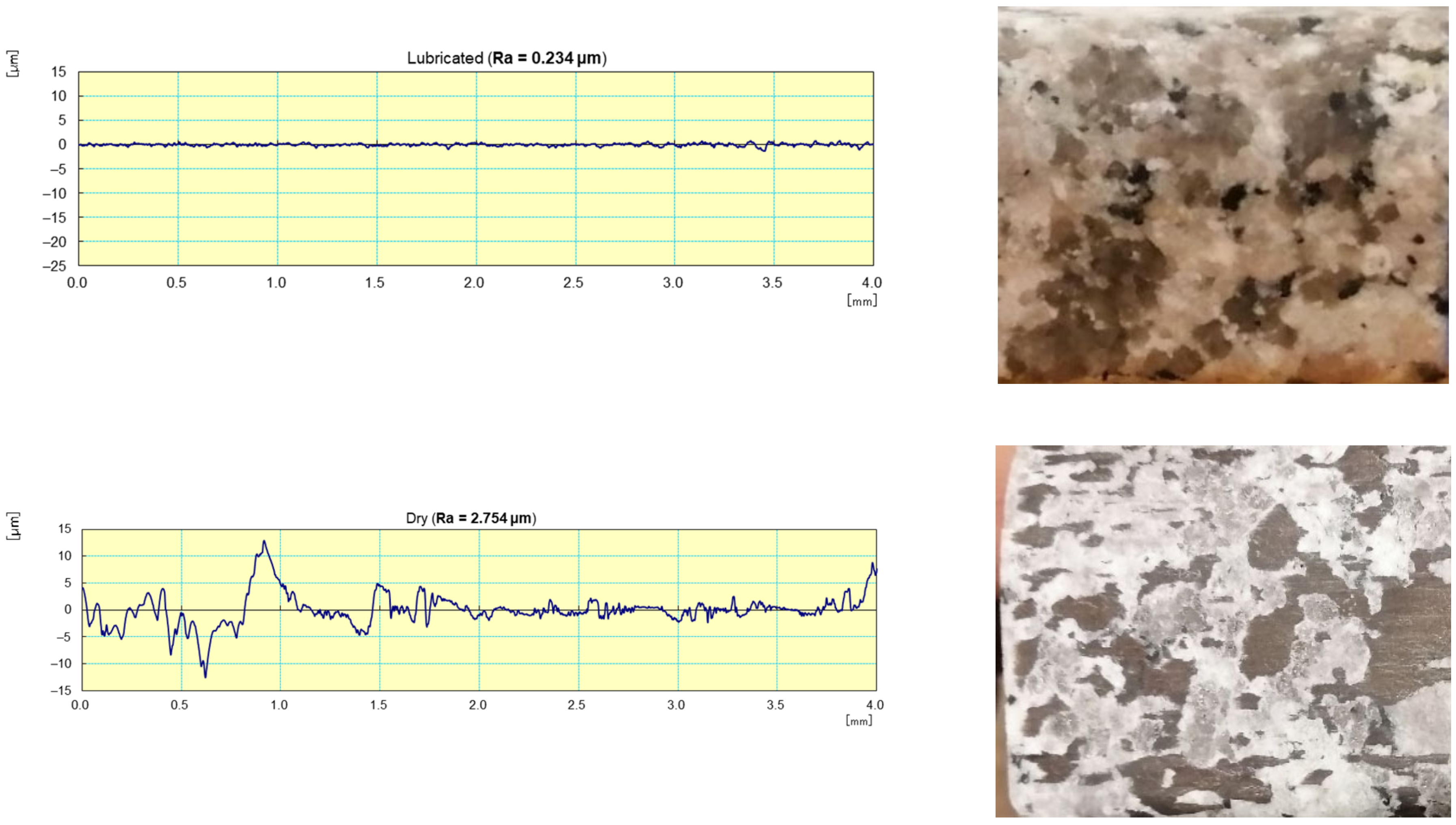
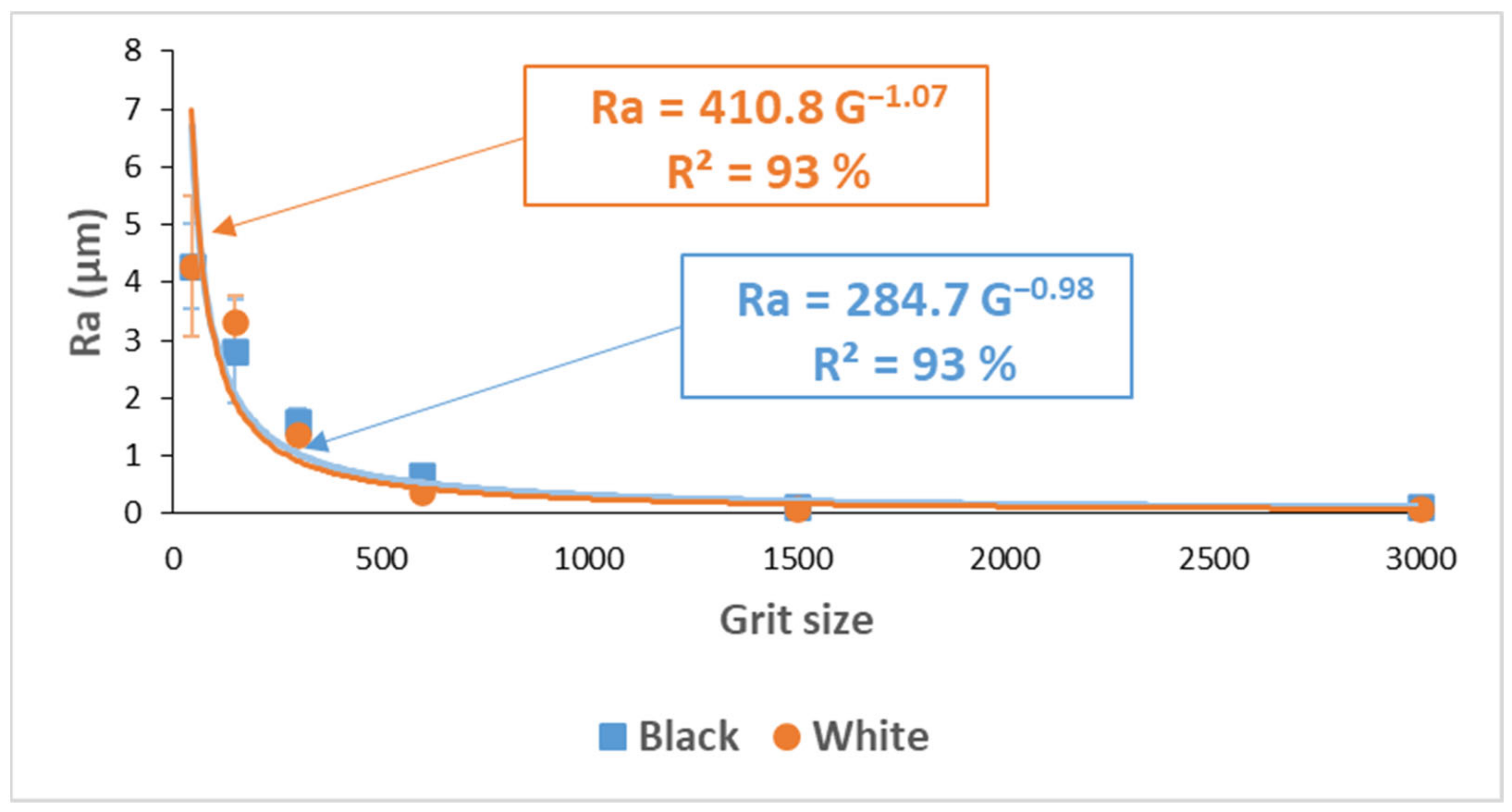
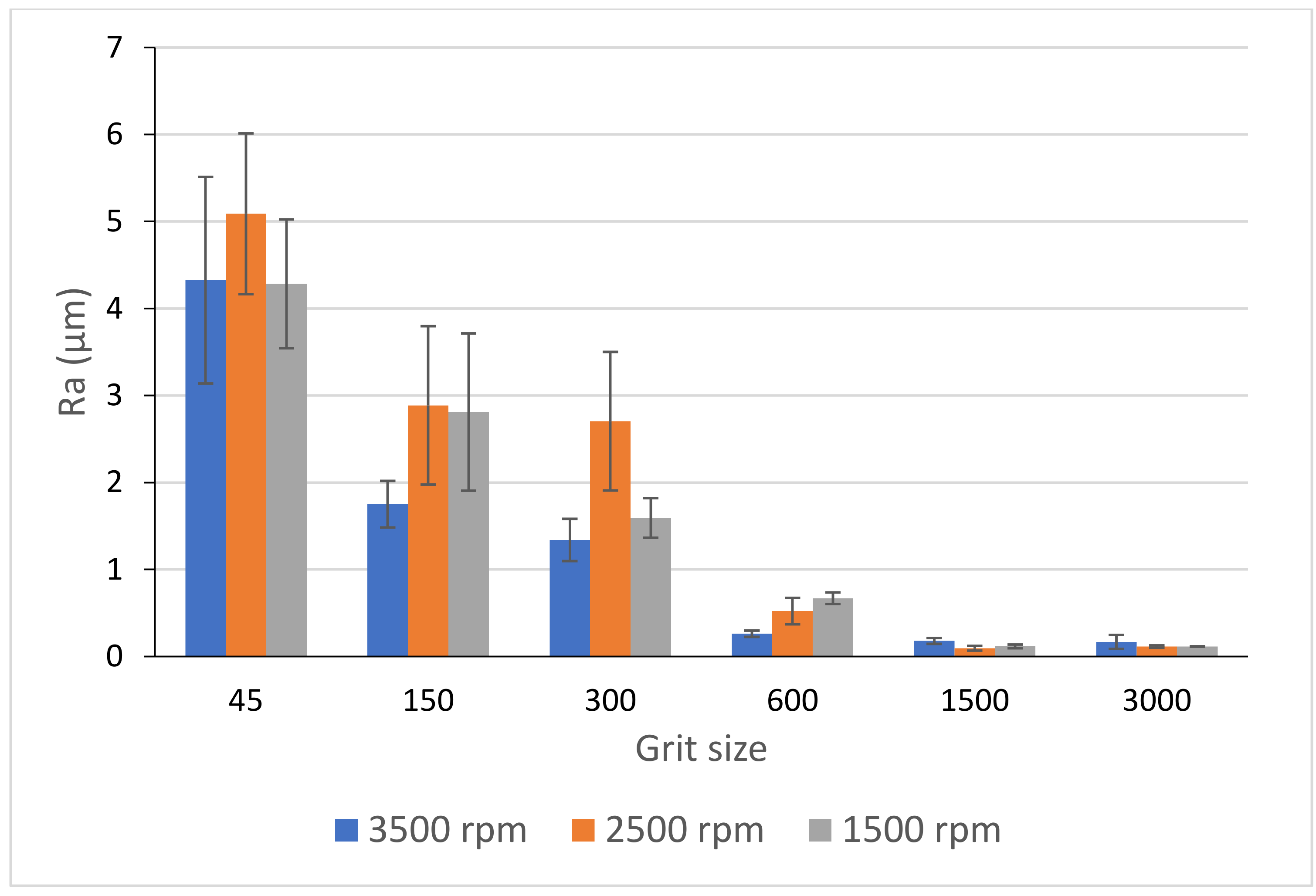
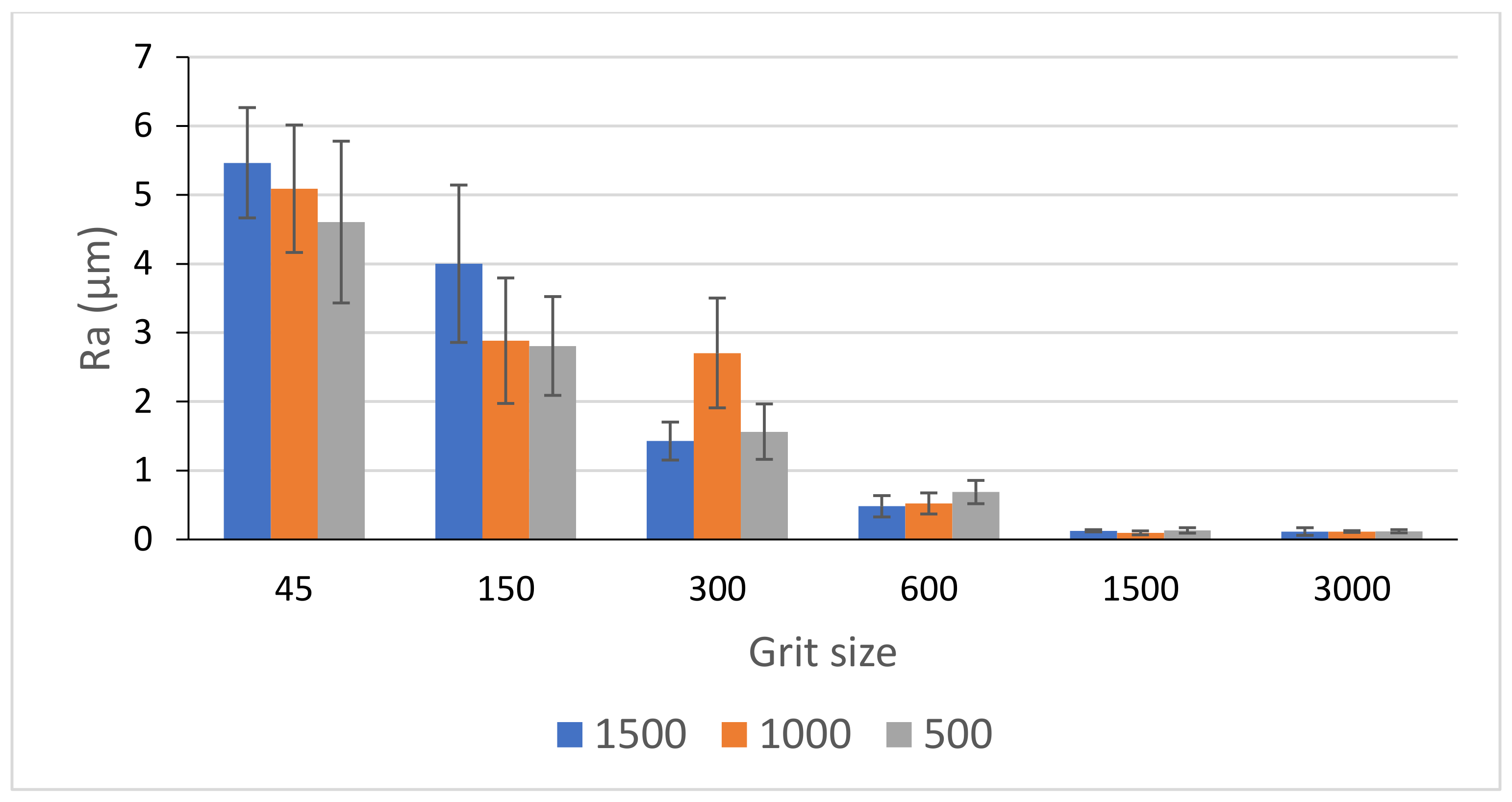
3.4. Surface Finishing
- Ra: roughness average of profile measured [µm]
- A: constant depending on the granite type. A = 410.8 for white granite and A = 284.7 for black granite.
4. Conclusions
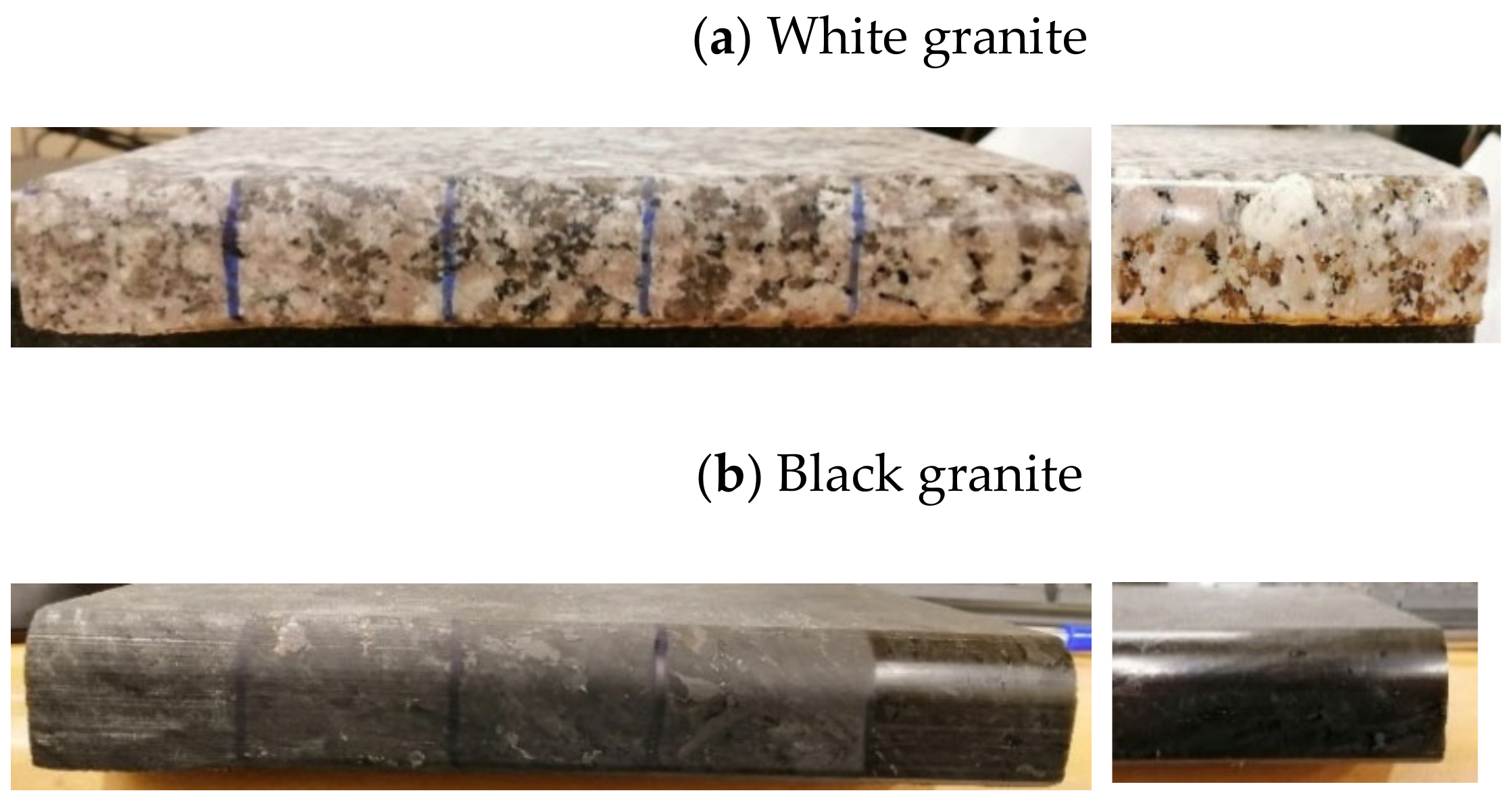
- Black granite (low silica) produces more dust (FP and UFP) than white granite (rich in silica, requiring greater energy and cutting forces in the edge finishing process.
- Increase in tool grit size from 50 to 3000 decreases emission of fine particles but increases the generation of ultrafine particles. As the tools must be used in succession to achieve a glossy and smooth edge finishing, particle emission cannot be controlled by grit size in such cases.
- Particle generation is affected by the grinding speed and feed rate. A combination of 1500 rpm and 1000 mm/min, while not the ideal one, is the best for reducing FP and UFP emissions.
- In the case of roughing tools, cutting forces increase during the grinding operation, whereas with the finishing tools, large forces are only observed at the beginning and end of the operation.
- Higher grinding speeds provide better surface finish and improve productivity. As the effect of spindle speed on roughness is significant only in roughing operations, particle emission should be focused more upon in edge finishing operations.
- Better surface finish is obtained with the use of lubrication in the edge finishing of granite, with reduction in FP but not in UFP. Further investigation using minimum quantity lubrication (MQL) is suggested.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rajczyk, M.; Rajczyk, P.; Bednarczyk, K. Flexible Tools with Diamond Blades for Polishing Granite Surfaces. IOP Conf. Ser. Mater. Sci. Eng. 2019, 603, 042079. [Google Scholar] [CrossRef]
- Xu, X.P.; Huang, H.; Li, Y. Material removal mechanisms in diamond grinding of granite, Part 1: The morphological changes of granite from sawing to grinding. Key Eng. Mater. 2003, 250, 215–221. [Google Scholar] [CrossRef]
- Saidi, M.N.; Songmene, V.; Kouam, J.; Bahloul, A. Study of surface quality and dust particles emission and dispersion during dry polishing of granite. Int. J. Adv. Manuf. Technol. 2019, 104, 4675–4684. [Google Scholar] [CrossRef]
- Sabourin, G. Silice Cristalline: La Poussière Invisible qu’on a à L’œil. 2012. Available online: http://preventionautravail.com/reportages/71-silice-cristalline-la-poussiere-invisible-qu-on-a-a-l-oeil.html (accessed on 14 September 2020).
- Songmene, V.; Kouam, J.; Bahloul, A. Effect of minimum quantity lubrication (MQL) on fine and ultrafine particle emission and distribution during polishing of granite. Meas. J. Int. Meas. Confed. 2018, 114, 398–408. [Google Scholar] [CrossRef]
- OSHA. Silica, Crystalline. 2016. Available online: https://www.osha.gov/dsg/topics/silicacrystalline/health_effects_silica.html (accessed on 19 February 2021).
- Ahmad, I.; Khan, M.I.; Patil, G. Nanotoxicity of occupational dust generated in granite stone saw mill. In Proceedings of the 2011 International Conference on Nanoscience, Technology and Societal Implications, NSTSI11, Bhubaneswar, India, 8–10 December 2011; pp. 1–6. [Google Scholar] [CrossRef]
- Saidi, M.N.; Songmene, V.; Kouam, J.; Bahloul, A. Experimental investigation on fine particle emission during granite polishing process. Int. J. Adv. Manuf. Technol. 2015, 81, 2109–2121. [Google Scholar] [CrossRef]
- Cheng, Y.; Liu, L.; Wang, H.; Wu, M.; Liu, Y. Investigations on the dust distribution characteristics of dry milling using inserts with various groove profiles. Int. J. Adv. Manuf. Technol. 2014, 74, 551–562. [Google Scholar] [CrossRef]
- Kouam, J.; Songmene, V.; Bahloul, A. Experimental investigation on PM2.5 particle emission during polishing of granite. Health 2013, 5, 38731. [Google Scholar] [CrossRef] [Green Version]
- Yilmaz, N.G. Size analysis of the chips generated during abrasive machining of granite in relation to productivity and efficiency parameters. Part. Sci. Technol. 2016, 34, 593–601. [Google Scholar] [CrossRef]
- Niknam, S.A.; Davoodi, B.; Davim, J.P.; Songmene, V. Mechanical deburring and edge-finishing processes for aluminum parts—a review. Int. J. Adv. Manuf. Technol. 2018, 95, 1101–1125. [Google Scholar] [CrossRef]
- Niknam, S.A.; Kouam, J.; Songmene, V. Experimental investigation on part quality and metallic particle emission when milling 6061-T6 aluminium alloy. Int. J. Mach. Mach. Mater. 2016, 18, 120–137. [Google Scholar] [CrossRef]
- Sai, T.K.; Saptaji, K.; Fatchurrohman, N. Study on End Brush Deburring and Sintered Diamond Ball Deburring of Micro-features Milled. IOP Conf. Ser. Mater. Sci. Eng. 2019, 530, 012025. [Google Scholar] [CrossRef]
- GranQuartz Canada Inc. Stone Fab Catalog 2020-V1. 2020. Available online: https://www.granquartz.ca/wp-content/uploads/2020/08/2020V1-Catalog-General.pdf (accessed on 29 December 2020).
- Bahloul, A.; Vanterpool Jorge, R.F.; Djebara, A.; Songmene, V.; Saidi, M.N.; Kouam, J.; Villalpando, F. Transformation du Granit —Caractérisation et Contrôle de la Poussière de la Silice Émise par le Polissage; Scientific Report; IRSST: Montréal, QC, Canada, 2019; p. 115. [Google Scholar]
- Air Quality Ontario, Fine Particulate Matter. 2010. Available online: http://www.airqualityontario.com/science/pollutants/particulates.php (accessed on 19 October 2021).
- US EPA. Particulate Matter (PM) Basics. 19 April 2016. Available online: https://www.epa.gov/pm-pollution/particulate-matter-pm-basics (accessed on 2 January 2021).
- Songmene, V.; Miazza, A.; Hechmi, M.A.; Olufayo, O.A.; Kouam, J. Granite polishing: Effects of polishing parameters and tool paths on part quality and dust emission. Procedia CIRP 2018, 77, 139–142. [Google Scholar] [CrossRef]






























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tool Specifications | Images of Grinding Tools |
|---|---|
| Grit 45 Roughing |  |
| Grit 300 Semi-finishing |  |
| Grit 3000 Finishing |  |
| Tool Grit Designations | Abrasives Sizes (µm) | Speed [RPM] | Feed Rate [mm/min] |
|---|---|---|---|
| 45 | 394 | 5500 | 1500 |
| 150 | 100 | 4000 | |
| 300 | 49.2 | 3000 | |
| 600 | 25.8 | 5000 | 1200 |
| 1500 | 12.6 | 3000 | 1000 |
| 3000 | <8.4 |
| White Granite | Black Granite | |
|---|---|---|
| Grit 45 | Ra = 6.460 µm | Ra = 5.089 µm |
| Grit 150 | Ra = 3.100 µm | Ra = 2.885 µm |
| Grit 300 | Ra = 1.999 µm | Ra = 2.705 µm |
| Grit 600 | Ra = 0.414 µm | Ra = 0.522 µm |
| Grit 1500 | Ra = 0.147 µm | Ra = 0.114 µm |
| Grit 3000 | Ra = 0.076 µm | Ra = 0.096 µm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bahri, H.; Songmene, V.; Kouam, J.; Samuel, A.M.; Samuel, F.H. CNC Edge Finishing of Granite: Effect of Machining Conditions on Part Quality, Cutting Forces, and Particle Emissions. Materials 2021, 14, 6496. https://doi.org/10.3390/ma14216496
Bahri H, Songmene V, Kouam J, Samuel AM, Samuel FH. CNC Edge Finishing of Granite: Effect of Machining Conditions on Part Quality, Cutting Forces, and Particle Emissions. Materials. 2021; 14(21):6496. https://doi.org/10.3390/ma14216496
Chicago/Turabian StyleBahri, Haithem, Victor Songmene, Jules Kouam, Agnes Marie Samuel, and Fawzy Hosny Samuel. 2021. "CNC Edge Finishing of Granite: Effect of Machining Conditions on Part Quality, Cutting Forces, and Particle Emissions" Materials 14, no. 21: 6496. https://doi.org/10.3390/ma14216496
APA StyleBahri, H., Songmene, V., Kouam, J., Samuel, A. M., & Samuel, F. H. (2021). CNC Edge Finishing of Granite: Effect of Machining Conditions on Part Quality, Cutting Forces, and Particle Emissions. Materials, 14(21), 6496. https://doi.org/10.3390/ma14216496